PENELITIAN
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi
Dengan Nikel
Disusun Oleh :
ELIZABETH DIANITA IRIANI
0631010012
Telah dipertahankan dihadapan dan diterima oleh Dosen Penguji Pada tanggal 20 September 2010
TIM PENGUJI I PEMBIMBING
Ir. Dwi Hery Astuti, MT Ir. Tatiek Sri Hajati, MT
NIP. NIP.
TIM PENGUJI II
Ir. Isni Utami, MT NIP.
Mengetahui
Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
Ir. Sutiyono, MT
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Kuasa yang telah
melimpahkan rahmat dan karunia-Nya sehingga proses penelitian dan penulisan
skripsi dengan judul “Penerapan Metode Elektroplating Pada Proses Pelapisan
Besi Dengan Nikel” dapat terselesaikan.
Adapun penyusunan penelitian ini merupakan salah satu syarat yang harus
ditempuh dalam kurikulum program studi S-1 Teknik Kimia dan untuk memperoleh
gelar Sarjana Teknik Kimia di Fakultas Teknologi Industri Universitas Pembangunan
Nasional “Veteran” Jawa Timur, Surabaya.
Penulis menyadari bahwa tanpa bantuan dan dukungan dari berbagai pihak,
penelitian ini tidak akan terlaksana dengan baik. Oleh karena itu, pada kesempatan ini
dengan rendah hati penulis mengucapkan terima kasih kepada :
1. Ir. Sutiyono,MT selaku Dekan Fakultas Teknologi Industri Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
2. Ir. Retno Dewati, MT selaku Ketua Jurusan Teknik Kimia Fakultas
Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Ir. Kindriari N.W., MT selaku Sekretaris Jurusan Teknik Kimia Fakultas
4. Ir. Tatiek Sri Hajati, MT selaku dosen pembimbing skripsi yang telah dengan
sabar membimbing penulis dalam pengerjaan penelitian ini.
5. Ir. Dwi Hery A.,MT selaku dosen penguji I yang telah meluangkan waktu
untuk memberikan petunjuk dan pengarahan kepada penulis dalam
penyusunan skripsi ini.
6. Ir. Isni Utami, MT selaku dosen pembimbing II yang telah dengan sabar
membantu dan memberi pengarahan serta kritik dan saran yang sangat
membantu penulis dalam penyusunan skripsi ini.
7. Orang tua tercinta yang dengan penuh kasih sayang senantiasa memberikan
dukungan secara moral dan material.
8. Teman – teman angkatan 2005 dan 2006 yang selalu memberikan semangat
kepada penulis sehingga skripsi ini dapat selesai tepat pada waktunya.
9. Semua pihak yang telah membantu dalam terselesaikannya skripsi ini.
Penulis menyadari bahwa penulisan skripsi ini tidak lepas dari berbagai
kekurangan, maka dari itu kritik dan saran akan penulis terima dengan besar hati.
Harapan penulis, semoga skripsi ini dapat bermanfaat bagi pihak – pihak yang
membutuhkan.
Surabaya, 23 September 2010
Untuk menanggulangi bahaya korosi pada logam akibat proses perusakan
material yang terjadi disebabkan oleh pengaruh lingkungan disekelilingnya yang
berupa sinar matahari, udara maupun air, dapat dilakukan dengan memberi lapisan
nikel (Ni) dengan metode electroplating. Penelitian ini akan mencoba bereksperimen
dengan melakukan variasi waktu pelapisan dan konsentrasi, untuk mengetahui
perbedaan berat hasil lapisan nikel dari variasi waktu dan konsentrasi yang ditentukan.
Tahapan yang dilakukan dalam proses pelapisan, yaitu pembersihan secara
mekanis, pencucian dengan alkalin, pencucian dengan asam, dan pelapisan nikel.
Tahap pembersihan secara mekanis bertujuan membuka pori – pori benda kerja dan
menghaluskan permukaan benda kerja. Tahap pencucian dengan alkalin bertujuan
menghilangkan lemak / minyak yang menempel pada benda kerja. Tahap pencucian
dengan asam bertujuan membersihkan karat yang masih menempel. Pada tahap
pelapisan dengan nikel, benda kerja dimasukkan kedalam larutan elektrolit dengan
kondisi operasi sesuai dengan variabel yang ditetapkan dan dijalankan.
Hasil yang diperoleh yaitu pelapisan terbaik terjadi pada konsentrasi larutan
elektrolit ketiga dengan konsentrasi larutan NiSO4 sebanyak 380 gram/liter, NiCl2
sebanyak 60 gram/liter, dan H3BO3 sebanyak 45 gram/liter dengan waktu pelapisan
10 menit, dimana diperoleh selisih berat lapisan sebesar 0,054 gram dan sifat fisik
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
DAFTAR GRAFIK ... viii
BAB I PENDAHULUAN
I.1. Latar Belakang ...
I.2. Tujuan Penelitian ...
I.3. Manfaat Penelitian ...
BAB II TINJAUAN PUSTAKA
II.1. Secara Umum ...
II.1.1. Pengertian Elektroplating ...
II.1.2. Dasar Teori dan Prinsip Kerja Elektroplating ...
II.2. Secara Khusus ...
II.2.1. Pelapisan Nikel ...
II.2.2. Kuat Arus ...
II.2.3. Anoda – Katoda ...
II.2.4. Hasil Pelapisan ...
BAB III METODE PENELITIAN
III.1. Bahan – Bahan yang Digunakan ...
III.2. Alat - alat yang digunakan ...
III.3. Variabel ...
III.3.1. Variabel Yang Ditetapkan ...
III.3.2. Variabel Yang Dijalankan ...
III.4. Prosedur Penelitian ...
III.5. Diagram Alir Proses ...
III.6. Gambar Susunan Alat ...
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
IV.1. Data Pengambilan Konsentrasi Larutan Elektrolit ……….
IV.2. Perhitungan Selisih Berat Lapisan ………..
IV.3. Sifat Fisik Benda Kerja ………...
IV.4. Grafik dan Pembahasan ……….
BAB V KESIMPULAN DAN SARAN
V.1. Kesimpulan ...
V.2. Saran ...
DAFTAR TABEL
Tabel 4.1.1. Tabel Konsentrasi Larutan Elektrolit I (Pertama) ... ...
Tabel 4.1.2. Tabel Konsentrasi Larutan Elektrolit II (Kedua) ...
Tabel 4.1.3. Tabel Konsentrasi Larutan Elektrolit III (Ketiga) ...
Tabel 4.2.1. Tabel Selisih Berat Lapisan Pada Konsentrasi Larutan Elektrolit I (Pertama) ...
Tabel 4.2.2. Tabel Selisih Berat Lapisan Pada Konsentrasi Larutan Elektrolit II (Kedua) ...
Tabel 4.2.3. Tabel Selisih Berat Lapisan Pada Konsentrasi Larutan Elektrolit III (Ketiga) ...
Gambar 2.1. Mekanisme Proses Pelapisan Besi Dengan Nikel ...
DAFTAR GRAFIK
Grafik 4.3.1. Grafik Hubungan Antara Waktu Pelapisan Dengan Selisih Berat
Lapisan Pada Konsentrasi Larutan Elektrolit I (Pertama) ... 19
Grafik 4.3.2. Grafik Hubungan Antara Waktu Pelapisan Dengan Selisih Berat
Lapisan Pada Konsentrasi Larutan Elektrolit II (Kedua) ... 19
Grafik 4.3.3. Grafik Hubungan Antara Waktu Pelapisan Dengan Selisih Berat
Lapisan Pada Konsentrasi Larutan Elektrolit III (Ketiga) ... 20
Grafik 4.3.4. Grafik Hubungan Antara Waktu Pelapisan Dengan Selisih Berat
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
iv
II.1.2. Dasar Teori dan Prinsip Kerja Elektroplating ... 5
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
v
III.3. Variabel ... 14
III.3.1. Variabel yang Ditetapkan ... 14
III.3.2. Variabel yang Dijalankan ... 14
III.4. Prosedur Penelitian ... 14
III.5. Diagram Alir Proses ... 15
III.6. Gambar Susunan Alat ... 15
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 16
IV.1. Data Pengambilan Konsentrasi Larutan Elektrolit ... 16
IV.2. Perhitungan Selisih Berat Lapisan Pada Masing – masing Konsentrasi Larutan Elektrolit ... 17
IV.3. Sifat Fisik Benda Kerja ... 19
IV.4. Grafik dan Pembahasan ... 22
BAB V KESIMPULAN DAN SARAN ... 26
V.1. Kesimpulan ... 26
V.2. Saran ... 26
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
1
BAB I
PENDAHULUAN
I.1 Latar Belakang
Sejalan dengan perkembangan industri serta kemajuan ilmu pengetahuan dan teknologi, penggunaan logam tidak dapat dipisahkan dari kehidupan manusia. Dengan demikian, logam harus tampil dengan kondisi sesuai yang dibutuhkan, misalnya penggunaan logam untuk perhiasan, maka logam harus tampil indah dan menarik. Untuk peralatan rumah tangga harus kuat dan awet, dan seterusnya. Atas dasar tersebut, dibutukan suatu upaya untuk mempercantik maupun melindungi logam dari bahaya kerusakan atau korosi.
Kata korosi berasal dari bahasa latin “corrodere” yang artinya perusakan logam atau berkarat. Korosi adalah proses degradasi perusakan material yang disebabkan oleh pengaruh lingkungan sekelilingnya. Yang dimaksud pengaruh disekelilingnya dapat berupa udara atau sinar matahari, embun, air tawar, air laut, air sungai, air tanah, air kapur, tanah pasir berbatu – batu. (Rachmat Supardi, 1997)
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
2
digunakan untuk melakukan perlindungan terhadap korosi adalah dengan memberikan lapisan pelindung dari logam. Pelapisan logam dapat dilakukan dengan beberapa cara, yaitu secara pelelehan, semprot, endap, vakum, sherazing, rich coating,
dan electroplating. (Saleh, A. Arsianto. 1995)
Untuk melindungi logam dengan proses electroplating dibutuhkan listrik arus searah (DC), elektrolit yang disesuaikan dengan lapisan yang diinginkan, logam pelapis (anoda), dan benda kerja yang akan dilapis (katoda). Didunia industri ada beberapa macam logam yang sering digunakan dalam proses pelapisan secara
electroplating, yaitu tembaga (Cu), nikel (Ni), dan krom (Cr).
Nikel merupakan logam yang banyak digunakan dalam industri pelapisan logam. Nikel mempunyai sifat tahan terhadap korosi,memiliki kekerasan dan kekuatan yang cukup, keliatan yang baik, serta memiliki daya hantar listrik yang baik. Nikel berwarna putih keperak – perakan, berkristal halus, sehingga apabila dipoles akan tampak bentuk yang indah dan mengkilap.
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
3
I.2 Tujuan Penelitian
1. Memberikan sifat dekoratif pada logam yang dilapis 2. Melindungi logam dari korosi
3. Mengetahui perbedaan berat hasil pelapisan nikel dari variasi waktu yang dibuat.
4. Mengetahui kondisi operasi terbaik dari proses pelapisan besi dengan nikel.
I.3 Manfaat Penelitian
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 4
BAB II
TINJAUAN PUSTAKA
II.1 Secara Umum
II.1.1 Pengertian electroplating
Pelapisan secara listrik (electroplating) adalah elektrodeposisi pelapisan /
coating logam melekat ke elektroda untuk menjaga substrat dengan memberikan
permukaan dengan sifat dan dimensi berbeda daripada logam basisnya tersebut.
(Anton J. H dan Tomijiro K., 1995). Sedangkan pengertian electroplating lainnya
adalah suatu proses pengerjaan permukaan material baik logam maupun bukan logam
dan upaya meningkatkan sifat – sifat material tersebut. (Saleh, A. Arsianto, 1995).
Dalam teknologi pengerjaan logam, proses electroplating termasuk kedalam
proses pengerjaan akhir (metal finisging). Adapun fungsi dan tujuan dari pelapisan
logam adalah sebagai berikut :
1. Memperbaiki tampak rupa (dekoratif), misalnya : pelapisan emas, perak,
kuningan, dan tembaga.
2. Melindungi logam dari korosi, yaitu :
a. Melindungi logam dasar dengan logam yang lebih mulia,
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 5
b. Melindungi logam dasar dengan logam yang kurang mulia,
misalnya : pelapisan seng pada baja.
3. Meningkatkan ketahanan produk terhadap gesekan (abrasi), misalnya :
pelapisan chromium keras.
4. Memperbaiki kehalusan / bentuk permukaan dan toleransi logam dasar,
misalnya : pelapisan nikel, chromium, dan sebagainya.
5. Electroforming, yaitu membentuk benda kerja dengan cara endapan.
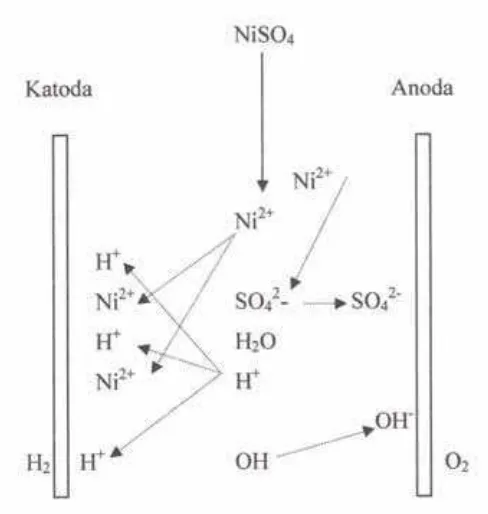
II.1.2 Dasar Teori dan Prinsip Kerja Electroplating
Bila arus listrik searah (DC) dialirkan antara kedua elektroda anoda dan
katoda dalam larutan elektrolit dengan waktu pelapisan yang telah ditentukan, maka
pada anoda terjadi oksidasi sehingga akan terbentuk ion – ion positif, pada larutan
elektrolit terjadi elektrolisis garam – garam logam. Anoda yang telah mengalami
oksidasi meluruh dan larut dalam larutan elektrolit. Anoda yang meluruh
menggantikan ion logam dalam larutan elektrolit yang ditarik oleh elektroda negative
(katoda). Dengan adanya hal tersebut, akan terbentuk endapan pada katoda yang
berupa berat lapisan.
Plat baja yang akan dilapisi nikel, berarti sebagai anoda adalah nikel dan plat
sebagai katoda, sedangkan sebagai larutan elektrolit yang digunakan adalah garam
logam nikel sulfat (NiSO4). Karena pada anoda dan katoda terjadi perbedaan
potencial setelah dialiri listrik, maka logam nikel akan teroksidasi menjadi ion logam
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 6
menggantikan ion logam nikel (Ni2+) dari garam logam NiSO4 yang telah
terelektrolisis menjadi Ni2+ dan SO42+ dan tertarik ke katoda untuk membentuk
lapisan nikel.
Gambar 2.1. Mekanisme Proses Pelapisan Besi Dengan Nikel
Reaksi yang terjadi selama proses elektroplating berlangsung :
Ni → Ni2+ + 2e (oksidasi pada anoda)
NiSO4 → Ni 2+ + SO42- (elektrolisis garam logam)
Ni2+ + SO42- → NiSO4 (penggantian íon pada larutan)
Ni2+ + 2e → Ni (reduksi logam)
Prinsip kerja electroplating sama dengan proses elektrolisa yang merupakan
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 7
kerja), dan larutan elektrolit. (Saleh, A. Arsianto, 1995). Rangkaian disusun
sedemikian rupa sehingga membentuk sebuah sistem lapis listrik sebagai berikut :
a. Anoda (pelapis) dihubungkan pada kutub positif sumber arus listrik.
b. Katoda (benda kerja) dihubungkan pada kutub negatif sumber arus listrik.
c. Anoda dan katoda dicelupkan kedalam bejana atau bak yang berisi larutan
elektrolit. Bila arus listrik dialirkan, maka pada katoda akan terjadi endapan
(pelapisan logam).
II.2 Secara Khusus
II.2.1 Pelapisan Nikel
Nikel merupakan logam plating yang peka responsnya terhadap aditif – aditif
bak platingnya. Nikel terutama dilapiskan ke barang – barang besi, baja, perunggu,
seng, plastik, juga aluminium sampai magnesium, baru sesudahnya dilapiskan krom
tipis saja. (Rachmat Supriadi, 1997)
Pelapisan nikel mempunyai banyak pengembangan untuk lapisan dasar dari
logam lainnya, karena pelapisan nikel tahan terhadap korosi, erosi, dan abrasi. Nikel
paling banyak digunakan sebagai pelapis dekoratif dengan ketebalan 5 – 40 mikron.
Nikel mempunyai sifat – sifat berbeda dari logam lainnya, antara lain :
a. Sifat Fisik :
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 8
2. Dapat ditempa dan ditarik.
3. Bersifat ferromagnetik.
4. Titik didih 2900
5. Titik lebur 1420
b. Sifat Kimia :
1. Pada suhu kamar, reaksi dengan udara lambat.
2. Jika dibakar, reaksi berlangsung cepat dan membentuk oksida NiO.
3. Dengan Cl2 membentuk klorida (NiCl2).
4. Dengan steam H2O membentuk oksida NiO.
5. Dengan HCl encer dan asam sulfat encer, reaksi berlangsung lambat.
6. Tidak bereaksi dengan basa alkali.
7. Bereaksi dengan H2S membentuk endapan hitam.
II.2.2 Kuat Arus
Kuat arus merupakan bilangan yang menyatakan jumlah arus listrik yang
mengalir melewati suatu penghantar tiap satuan waktu. Jumlah muatan listrik yang
mengalir tiap detik pada suatu penghantar dapat ditentukan berdasarkan rumus
sebagai berikut :
I = Q / t
Dimana : Q = banyaknya muatan listrik (Coulomb)
I = kuat arus (Ampere)
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 9
Arus listrik searah (DC) yang digunakan dalam penelitian ini berasal dari
rectifier, dimana alat tersebut dapat disetel keluarannya sesuai yang diinginkan dalam
rancangan eksperimen. Besar kecilnya kuat arus sangat mempengaruhi baik dan
buruknya hasil pelapisan. Makin besar kuat arus, makin meningkat kecepatan
pelapisan dan dapat memperkecil ukuran atau bentuk kristal. Tetapi apabila kuat arus
terlalu tinggi akan mengakibatkan seperti : lapisan tidak rata, permukaan berwarna
gosong, bintik – bintik, dan permukaan kasar.
II.2.3 Anoda – Katoda
1. Katoda
Katoda yaitu elektroda negatif yang padanya terjadi pelepasan ion posotif
(reaksi reduksi). Pada proses elektroplating, kutub negatif sumber arus
berhubungan dengan katoda yaitu benda kerja yang akan dilapisi logam.
2. Anoda
Anoda pada pelapisan nikel adalah nikel plat, biasanya berbentuk lempengan
lebar dan digantung pada kawat tembaga yang dihubungkan langsung dengan
arus positif. Agar aliran arus listrik lancar, dianjurkan kawat tembaga
dibersihkan dengan amplas.
3. Mengatur jarak katoda – anoda
Jarak katoda – anoda yang digunakan adalah 10 cm sebab apabila terlalu
dekat, hasil pelapisan akan berwarna hitam (gosong) namun bila terlalu jauh
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 10
II.2.4 Hasil Pelapisan
Dalam penelitian ini , karena keterbatasan alat maka untuk mengetahui tebal
lapisan yang terbentuk dilakukan cara penimbangan dengan neraca digital secara
bertahap.Penimbangan berat akhir (sesudah dilapisi) dikurangi berat awal (sebelum
dilapisi. Kemudian diambil selisih dari berat tebal lapisan setelah dilapisi nikel
dikurangi berat lapisan sebelum dilapisi nikel yang matematis dapat dirumuskan
sebagai berikut :
∆W = W1 - W0
Dimana : ∆W = berat lapisan (gram)
W1 = berat benda kerja setelah dilapisi nikel (gram)
W0 = berat benda kerja sebelum dilapisi nikel (gram)
Untuk menggolongkan dan mengklasifikasikan hasil dari proses pelapisan
nikel, dapat digunakan indikator sebagai berikut :
a. Hasil pelapisan tidak baik, apabila :
Hasil pelapisan terdapat noda hitam (ion yang terbakar), logam pelapis mudah
atau sulit terlepas, tahan maupun tidak tahan terhadap goresan, solder atau
korosi.
b. Hasil pelapisan kurang baik, apabila :
Hasil pelapisan tidak terdapat noda hitam akan tetapi mempunyai permukaan
kasar, logam pelapis mudah terlepas, tidak tahan goresan, tidak mempu solder
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 11
c. Hasil pelapisan baik, apabila :
Hasil pelapisan tidak terdapat noda hitam, mempunyai permukaan halus dan
logam pelapis tidak mudah terlepas, tahan goresan, mampu solder, dan tahan
terhadap korosi.
d. Hasil pelapisan terbaik, apabila :
Hasil pelapisan tidak terdapat noda hitam, permukaan halus, hasil pelapisan
tebal dan logam pelapis tidak mudah terlepas, tahan goresan, dan tahan korosi.
II.3 Landasan Teori
Pemakaian logam tidak dapat dipisahkan dari kehidupan manusia, baik untuk
perabot rumah tangga maupun komponen dalam konstruksi. Penggunaan logam ini
dikarenakan logam mempunyai kekuatan yang tinggi, selain itu logam mudah
difabrikasi dan dilas sehingga mudah dibentuk. Walaupun logam banyak digunakan
sebagai bahan konstruksi, bukan berarti logam tersebut dapat digunakan selamanya,
karena suatu saat mutunya akan menurun dan terjadi korosi.
Untuk menanggulangi bahaya korosi pada logam akibat proses perusakan
material yang terjadi disebabkan oleh pengaruh lingkungan disekelilingnya yang
berupa sinar matahari, udara maupun air, dapat dilakukan dengan memberi lapisan
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 12
Melapisi besi dengan nikel bertujuan agar benda kerja yang dilapisi memiliki
ketahanan terhadap korosi, menambah daya tahan terhadap gesekan, menambah
kekerasan permukaan, memperbaiki penampilan logam atau sifat dekoratif. Agar
diperoleh pelapisan yang baik dan sempurna, maka kondisi operasi yang perlu
diperhatikan dalam proses pelapisan adalah waktu pelapisan, jarak antara anoda –
katoda, kuat arus yang cocok, dan larutan elektrolit yang sesuai.
Tiap satuan waktu, arus listrik mengalir melewati suatu penghantar. Jadi,
secara logika semakin lama waktu yang digunakan maka semakin banyak pula arus
listrik yang mengalir pada suatu proses elektroplating.
Penelitian ini akan mencoba bereksperimen dengan melakukan variasi wkatu
pelapisan dan konsentrasi, untuk mengetahui apakah ada perbedaan berat hasil
lapisan nikel dari variasi waktu dan konsentrasi yang ditentukan.
II.4 Hipotesis
Dari landasan teori diatas, penulis menarik beberapa hipotesis sebagai berikut :
1. Ada perbedaan berat hasil pelapisan nikel akibat variasi waktu
pelapisan pada benda kerja besi.
2. Ada perbedaan berat hasil pelapisan nikel akibat variasi konsentrasi
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 13
BAB III
METODOLOGI PENELITIAN
III.1 Bahan – Bahan Yang Diperlukan
Bahan yang digunakan dalam penelitian ini adalah besi dan nikel. Besi yang
digunakan adalah jenis besi cor yang diperoleh di toko bangunan dengan ukuran 8,
sket 6,2 dan panjang 20 cm dan nikel yang digunakan berbentuk batangan/plat dan
diperoleh di toko bahan kimia dengan ukuran panjang 20 cm.
Sedangkan bahan pembantu lainnya adalah air, larutan alkalin, larutan asam
(pickling), larutan NiSO4, larutan NiCl2, larutanH3BO3. Dimana air yang digunakan
adalah air bersih yang berasal dari PDAM, larutan alkalin dibuat dari larutan NaOH
sebanyak 60 gram dan dilarutkan dengan aquadest sampai 1 liter, dan larutan asam
(pickling) dibuat dari larutan H2SO4 6% dan larutan HF 4% yang kemudian
diencerkan dengan aquadest sampai 1 liter.
III.2 Alat – Alat Yang Digunakan
1. Waterbath
2. Penyearah arus (DC)
3. Beaker Glass
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 14
III.3 Variabel
III.3.1. Variabel Yang Ditetapkan
Suhu Pelapisan : 55
Rapat Arus : 4 Ampere
Sumber Tegangan : 9 Volt
III.3.2. Variabel Yang Dijalankan
Waktu Pelapisan : 2, 4, 6, 8, dan 10 menit
Konsentrasi NiSO4 : 220, 300, dan 380 gram/liter
Konsentrasi NiCl2 : 30, 45, dan 60 gram/liter
Konsentrasi H3BO3 : 30, 40, dan 45 gram/liter
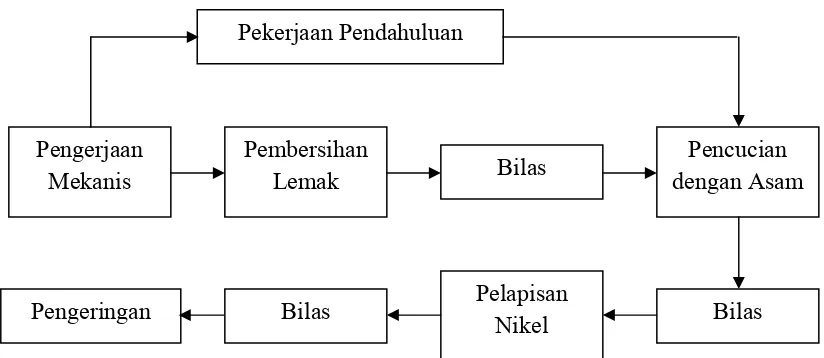
III.4 Prosedur Penelitian
Benda kerja (besi) digosok menggunakan kertas gosok mulai dari ukuran 200
- 2000 untuk membuka pori – pori benda kerja dan menghaluskan permukaan
benda kerja. Setelah digosok, besi direndam dalam larutan NaOH selama 20
menit untuk membersihkan besi dari lemak atau minyak yang menempel.
Kemudian besi dibilas dengan air bersih. Besi yang sudah dibilas dengan air
bersih, direndam dalam larutan H2SO4 selama 15 menit untuk membersihkan
benda kerja dari karat yang masih menempel. Kemudian besi dibilas dengan
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 15
direndam dalam larutan elektrolit dengan kondisi operasi sesuai variabel.
Kemudian setelah itu,benda kerja yang sudah dilapisi nikel, dibilas dengan air
bersih dan dikeringkan.
III.5 Diagram Alir Proses
III.6 Gambar Susunan Alat
Keterangan Gambar:
1. Sumber arus listrik
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 16
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
IV.1. Data pengambilan konsentrasi larutan elektrolit
Tabel 4.1. Tabel konsentrasi larutan elektrolit I (pertama) :
Tabel 4.2. Tabel konsentrasi larutan elektrolit II (kedua) :
Konsentrasi Larutan Jumlah ( gr/L )
NiSO4 300
NiCl4 45
H3BO3 40
Tabel 4.3. Tabel konsentrasi larutan elektrolit III (ketiga) :
Konsentrasi Larutan Jumlah ( gr/L )
NiSO4 380
NiCl4 60
H3BO3 45
Konsentrasi Larutan Jumlah ( gr/L )
NiSO4 220
NiCl4 30
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 17
IV.2. Perhitungan Selisih Berat Lapisan Pada Masing – Masing Konsentrasi
Larutan Elektrolit
Tabel 4.2.1. Tabel Selisih Berat Lapisan Pada Konsentrasi Larutan Elektrolit I
Waktu ( menit ) Berat Awal ( gram ) Berat Akhir ( gram ) Selisih Berat ( gram )
2 46,503 46,515 0,012
4 46,511 46,523 0,012
6 47,110 47,125 0,015
8 47,322 47,339 0,017
10 49,438 49,459 0,021
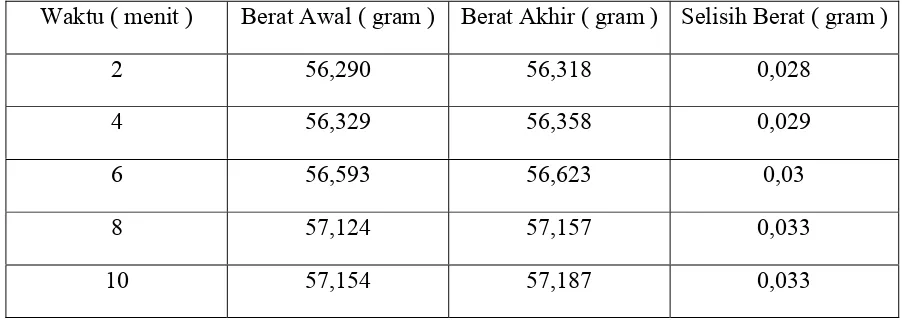
Tabel 4.2.2. Tabel Selisih Berat Lapisan Pada Konsentrasi Larutan Elektrolit I
Waktu ( menit ) Berat Awal ( gram ) Berat Akhir ( gram ) Selisih Berat ( gram )
2 56,290 56,318 0,028
4 56,329 56,358 0,029
6 56,593 56,623 0,03
8 57,124 57,157 0,033
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 18
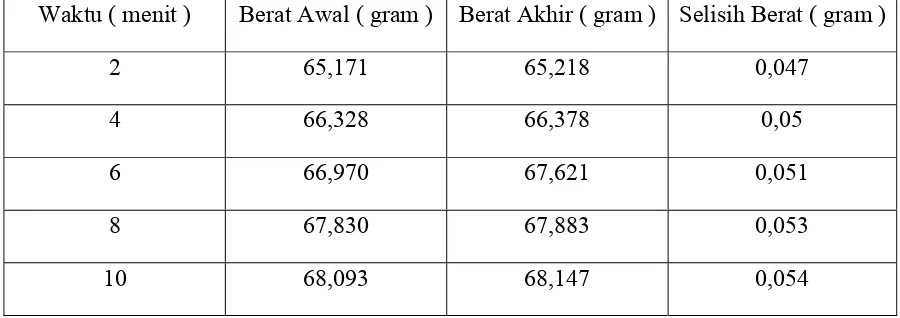
Tabel 4.2.3. Tabel Selisih Berat Lapisan Pada Konsentrasi Larutan Elektrolit III
Waktu ( menit ) Berat Awal ( gram ) Berat Akhir ( gram ) Selisih Berat ( gram )
2 65,171 65,218 0,047
4 66,328 66,378 0,05
6 66,970 67,621 0,051
8 67,830 67,883 0,053
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 19
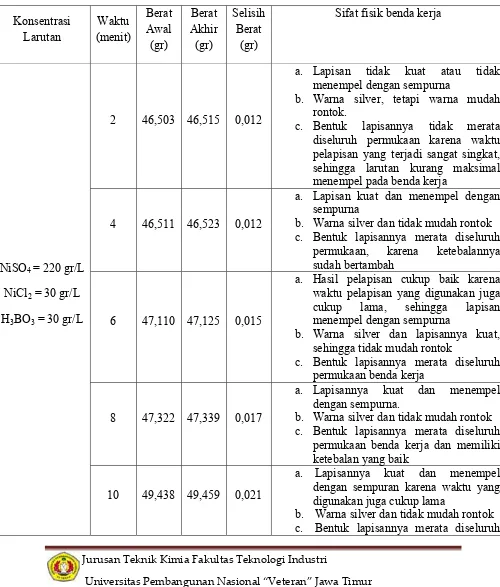
IV.3. Sifat Fisik Benda Kerja
Tabel 4.3.1. Tabel Sifat Fisik Benda Kerja
Konsentrasi
Sifat fisik benda kerja
2 46,503 46,515 0,012
a. Lapisan tidak kuat atau tidak
menempel dengan sempurna
b. Warna silver, tetapi warna mudah
rontok.
c. Bentuk lapisannya tidak merata
diseluruh permukaan karena waktu pelapisan yang terjadi sangat singkat, sehingga larutan kurang maksimal menempel pada benda kerja
4 46,511 46,523 0,012
a. Lapisan kuat dan menempel dengan
sempurna
b. Warna silver dan tidak mudah rontok c. Bentuk lapisannya merata diseluruh
permukaan, karena ketebalannya sudah bertambah
6 47,110 47,125 0,015
a. Hasil pelapisan cukup baik karena
waktu pelapisan yang digunakan juga cukup lama, sehingga lapisan menempel dengan sempurna
b. Warna silver dan lapisannya kuat,
sehingga tidak mudah rontok
c. Bentuk lapisannya merata diseluruh permukaan benda kerja
8 47,322 47,339 0,017
a. Lapisannya kuat dan menempel
dengan sempurna.
b. Warna silver dan tidak mudah rontok c. Bentuk lapisannya merata diseluruh
permukaan benda kerja dan memiliki ketebalan yang baik
NiSO4 = 220 gr/L
NiCl2 = 30 gr/L
H3BO3 = 30 gr/L
10 49,438 49,459 0,021
a. Lapisannya kuat dan menempel
dengan sempuran karena waktu yang digunakan juga cukup lama
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 20
permukaan benda kerja
2 56,290 56,318 0,028
a. Lapisannya tidak kuat dan tidak
menempel dengan baik
b. Warna silver dan mudah rontok
c. Bentuk lapisan merta diseluruh
permukaan benda kerja
4 56,329 56,358 0,029
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver dan tidak mudah rontok
c. Bentuk lapisan merata diseluruh
permukaan benda kerja
6 56,593 56,623 0,03
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver, tetapi sudah mulai
rontok.
c. Lapisan merata diseluruh permukaan benda kerja
8 57,124 57,157 0,033
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver dan tidak mudah rontok
c. Lapisannya merata diseluruh
permukaan benda kerja NiSO4 = 300 gr/L
NiCl2 = 45 gr/L
H3BO3 = 40 gr/L
10 57,154 57,187 0,033
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver dan tidak mudah rontok
c. Lapisannya merata diseluruh
permukaan benda kerja
2 56,290 56,318 0,028
a. Lapisannya tidak kuat dan tidak
menempel dengan baik
b. Warna silver dan mudah rontok
c. Bentuk lapisan merta diseluruh
permukaan benda kerja NiSO4 = 380 gr/L
NiCl2 = 60 gr/L
H3BO3 = 45 gr/L 4 56,329 56,358 0,029
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver dan tidak mudah rontok
c. Bentuk lapisan merata diseluruh
permukaan benda kerja
6 56,593 56,623 0,03
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver, tetapi sudah mulai
rontok.
c. Lapisan merata diseluruh permukaan benda kerja
8 57,124 57,157 0,033
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver dan tidak mudah rontok
c. Lapisannya merata diseluruh
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 21
10 57,154 57,187 0,033
a. Lapisannya kuat dan menempel
dengan sempurna
b. Warna silver dan tidak mudah rontok
c. Lapisannya merata diseluruh
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 22
IV.4. Grafik dan Pembahasan
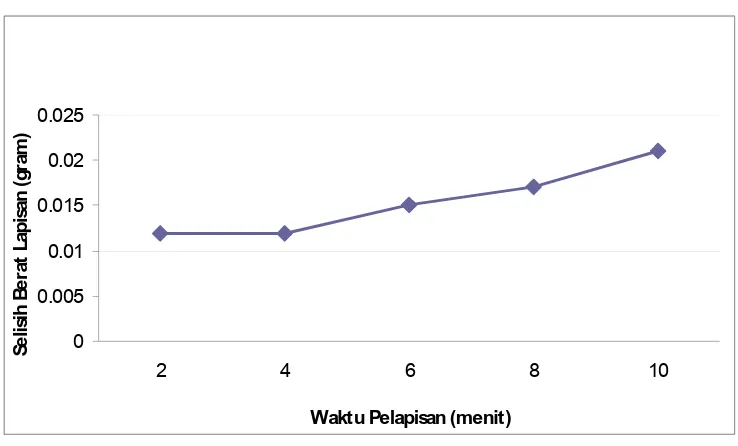
Grafik 4.1. Grafik Hubungan Antara Waktu Pelapisan Dengan Selisih Berat
Lapisan Yang Terbentuk Pada Konsentrasi Larutan Elektrolit
NiSO4 = 220 gr/L, NiCl2 = 30 gr/L, H3BO3 = 30 gr/L.
Pembahasan :
Dari grafik 4.1. diperoleh bahwa semakin lama waktu pelapisan yang digunakan,
maka semakin tinggi selisih berat lapisan yang terbentuk. Selisih berat lapisan yang
paling tinggi adalah pada waktu 10 menit, yaitu dengan selisih berat lapisan sebesar
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 23
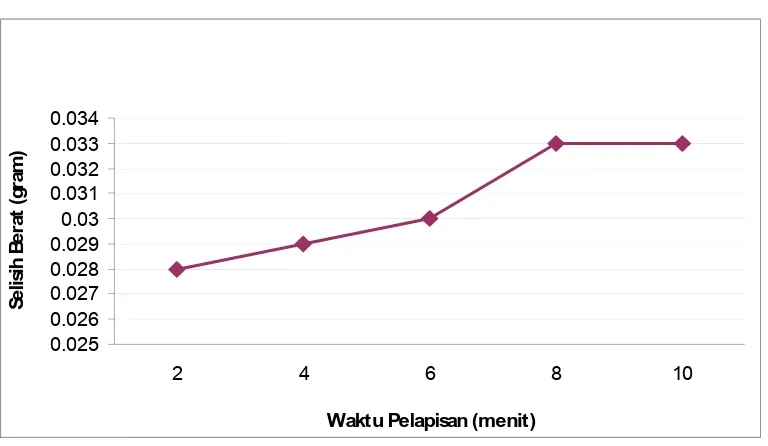
Grafik 4.2. Grafik Hubungan Antara Waktu Pelapisan Dengan Selisih Berat
Lapisan Yang Terbentuk Pada Konsentrasi Larutan Elektrolit
NiSO4 = 300 gr/L, NiCl2 = 45 gr/L, H3BO3 = 40 gr/L
Pembahasan :
Dari grafik 4.2. diperoleh bahwa semakin lama waktu pelapisan yang digunakan,
maka semakin tinggi selisih berat lapisan yang terbentuk. Selisih berat lapisan yang
paling tinggi adalah pada waktu 8 menit, yaitu dengan selisih berat lapisan sebesar
0,033 gram. Dan pada waktu 10 menit juga diperoleh selisih berat lapisan yang sama.
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 24
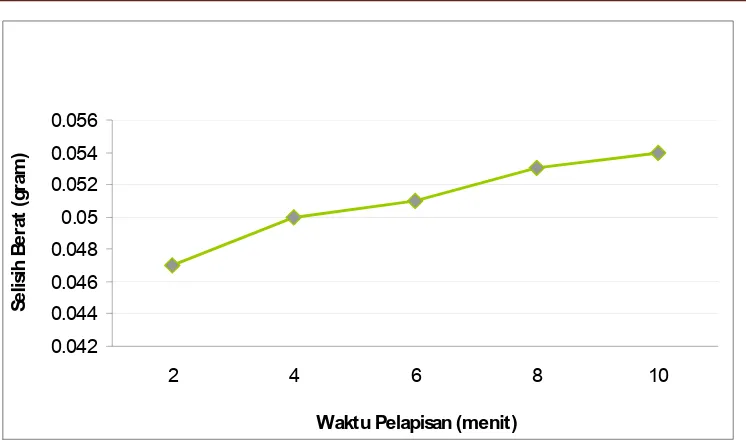
Grafik 4.3. Grafik Hubungan Antara Waktu Pelapisan Dengan Selisih Berat
Lapisan Yang Terbentuk Pada Konsentrasi Larutan Elektrolit
NiSO4 = 380 gr/L, NiCl2 = 60 gr/L, H3BO3 = 45 gr/L.
Pembahasan :
Dari grafik 4.3. diperoleh bahwa semakin lama waktu pelapisan yang digunakan,
maka semakin tinggi selisih berat lapisan yang terbentuk. Selisih berat lapisan yang
paling tinggi adalah pada waktu 10 menit, yaitu dengan selisih berat lapisan sebesar
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 25
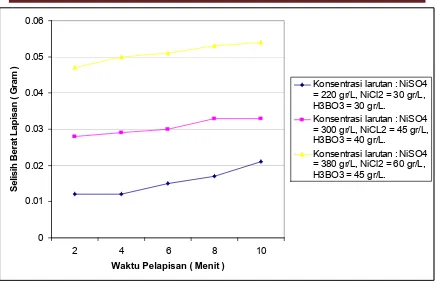
Grafik 4.4. Grafik Gabungan Hubungan Antara Waktu Pelapisan Dengan
Selisih Berat Lapisan Pada Konsentrasi Larutan Elektrolit NiSO4
= 220 gr/L, NiCl2 = 30 gr/L, H3BO3 = 30 gr/L. NiSO4 = 300 gr/L,
NiCl2 = 45 gr/L, H3BO3 = 40 gr/L. NiSO4 = 380 gr/L, NiCl2 = 60
gr/L, H3BO3 = 45 gr/L
Pembahasan :
Dari grafik 4.4.Ppada konsentrasi larutan elektrolit yang pertama, kedua, dan ketiga
diperoleh bahwa semakin lama waktu pelapisan yang digunakan, maka semakin
tinggi selisih berat lapisan yang terbentuk. Kondisi pelapisan terbaik yang terlihat
pada grafik adalah pada waktu pelapisan 10 menit dan pada konsentrasi larutan
elektrolit yang ketiga, dimana diperoleh selisih berat lapisan sebesar 0,054 gram. 0
Waktu Pelapisan ( Menit )
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 26
BAB V
KESIMPULAN DAN SARAN
V.I. Kesimpulan
Berdasarkan hasil penelitian tentang penerapan metode elektroplating besi
dengan nikel, dapat diambil kesimpulan sebagai berikut :
1. Terdapat perbedaan berat lapisan nikel dari berbagai macam
konsentrasi larutan yang digunakan dan pengaruh waktu pelapisan.
2. Semakin lama waktu pelapisan yang digunakan, ketebalan yang
diperoleh semakin baik, seperti yang terdapat pada kondisi konsentrasi
larutan ketiga, diperoleh tebal lapisan yang baik pada waktu 10 menit
dengan selisih berat lapisan 0,054 gram
3. Beberapa faktor yang mempengaruhi proses pelapisan adalah : kuat
arus, tegangan, temperatur, dan .konsentrasi larutan
4. Waktu pelapisan optimum yang biasa digunakan dalam proses
pelapisan secara elektroplating adalah selama 30 menit.
5. Jarak antara anoda dengan katoda adalah 10 cm, sebab apabila terlalu
dekat hasil pelapisan akan berwarna hitam (gosong) dan jika terlalu
jauh maka proses pelapisan akan memakan waktu lama dan hasil
pelapisan tidak merata.
V.2. Saran
1. Untuk memperoleh hasil pelapisan yang baik dengan warna mengkilap
atau silver, lapisan yang kuat dan tidak mudah rontok, maka pada
pengerjaan awal,benda kerja sebaiknya digosok dengan kertas gosok
hingga bersih dari kotoran dan lemak/minyak yang menempel pada
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur 27
2. Untuk penelitian berikutnya tentang proses elektroplating, sebaiknya
benda kerja yang digunakan atau yang akan dilapisi, berupa plat besi
agar hasil pelapisan yang diperoleh lebih merata diseluruh permukaan
Penerapan Metode Elektroplating Pada Proses Pelapisan Besi Dengan Nikel
Jurusan Teknik Kimia Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
DAFTAR PUSTAKA
Arsianto,S. A. 1995. Mengenal Teknik Pelapisan Logam. Bnadung : Balai Besar Pengembangan Industri Logam dan Mesin.
Nuryanto, Pelapisan Logam Tembaga Nikel Krom, Duraposit Chemical Konsultan Industri Kecil dan Menengah, Balai Penelitian dan Pengembangan Industri Jawa Timur. Surabaya.
Prayitno, Dwi. 2005. Perbedaan Berat Hasil Pelapisan Nikel Akibat Penggunaan
Lapisan Dasar Cu dan Tanpa Lapisan Dasar Cu Dengan Variasi
Waktu Pada Bahan Baja Karbon Rendah. Fakultas Teknik, Jurusan
Teknik Mesin, Universitas Negeri Semarang. Semarang
Supriadi, Rachmat. 1997. Korosi. Bandung : Tarsito.
T.J. Satrijo Bawono, 1988, Pelapisan Nikel-Krom Secara Lapis Listrik Pada Benda
Kerja Besi. Balai Penelitian dan Pengembangan Industri Jawa Timur,
Surabaya.