1 BAB II
TINJAUAN PUSTAKA
2.1 Proses Pengolahan Kelapa Sawit
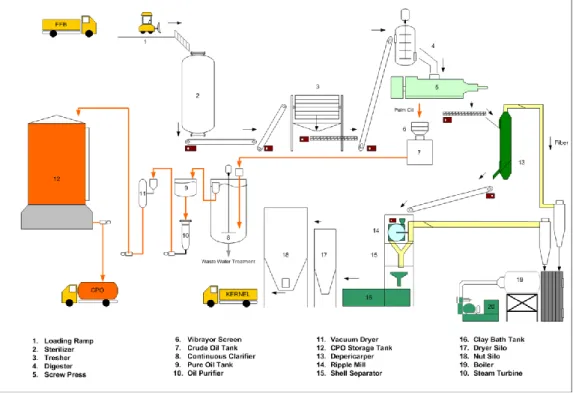
Proses pengolahan kelapa sawit bertujuan untuk memproduksi dua produk utama PKS yaitu minyak dan inti sawit. Secara umum proses pengolahan kelapa sawithanya merupakan proses kutip dan pisah, yaitu mengutip bahanbahan yang menjadi produk utama dan memisahkan bahan-bahan yang tidak bisa menjadi produk utama atau bahkan menjadi pengurang nilai kualitas dari produk utama.
Proses produksi minyak dan inti sawit dari tandan buah segar terdiri dari beberapa tahapan proses yaitu perebusan buah (sterilisasi), pemipilan, ekstraksi minyak dari mesocarp buah, klarifikasi dan pengolahan biji Tandan buah segar yang masuk ke dalam pabrik ditimbang terlebih dahulu kemudian dibawa menuju lantai penerimaan buah.
Tandan buah segar direbus menggunakan uap basah didalam bejana uap yaitu sterilizer. Selanjutnya buah yang telah direbus, kemudian dipipil menggunakan thresher untuk memisahkan brondolan dari tandannya. Brondolan yang telah terpipil kemudian dibuburkan/ dilumat di digester dengan tujuan untuk memudahkan proses ekstraksi minyak dari daging buah (mesocarp) di screw press, sehingga minyak dapatdengan mudah dipisahkan dari daging buah. Setelah dilumat, brondolan masuk ke dalam mesin screw press dan di press dengan tekanan mencapai 50 bar, yang bertujuan untuk mengeluarkan minyak kelapa sawit dari daging buah. Dari proses pressan tersebut, akan memisahkan antara minyak dan cake. Cake adalah campuran antara serat buah yang telah di press dan biji. Minyak hasil pengepresan selanjutnya akan dimurnikan di stasiun klarifikasi yang berfungsi untuk memisahkan minyak dari sludge dan air. Pemurnian dilakukan dengan metode gravitasi dan mekanik. Pada stasiun
2
ini dihasilkan produk minyak sawit jernih. Sedangkan cake diolah di stasiun pengolahan biji utuk memisahkan inti dari cangkang dan serat yang terikut dalam cake. Keberhasilan proses pengolaan ditentukan oleh 70% keberhasilan proses rebusan. Karena stasiun ini, Tandan Buah Segar (TBS) diberikan tekanan steam bertekanan tinggi yang diinjeksi dari Back Pressure Vessel (BPV).proses ini sangat penting karena akan berpengaruh pada proses-proses selanjutnya. (Naibaho, 1996).
Gambar 2.1 Diagram alur proses pengolahan kelapa sawit
2.2 Mesin Sterilizer
Sterilizer adalah suatu bejana bertekanan yang digunakan untuk merebus TBS dengan menggunakan uap (steam) yang dikirim dari BPV, uap yang digunakan adalah saturated steam dengan tekanan 2.8- 3.0 kg/cm². Penggunaan uap jenuh memungkinkan terjadinya proses hidrolisa/ penguapan terhadap air didalam buah, jika menggunakan uap kering akan dapat menyebabkan kulit buah hangus sehingga menghambat penguapan
3 2 3 4 5 6 7 8 9 1 1 0 1 1 1 2
air dalam daging buah dan dapat mempersulit proses pengempaan. Oleh karena itu, pengontrolan kualitas uap yang dijadikan sebagai sumber panas perebusan menjadi sangat penting agar diperoleh hasil perebusan yang sempurna (Naibaho, 1996) .
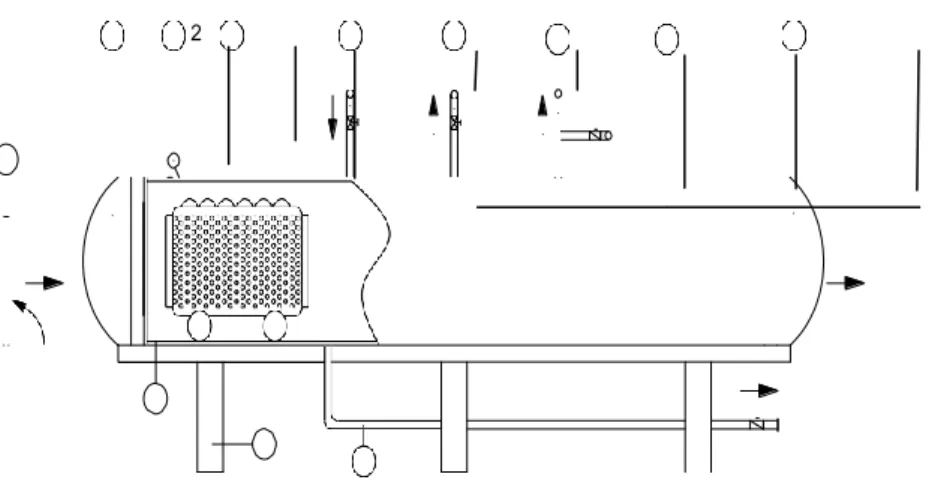
Gambar 2.2 Sketsa Sterilizer Sumber : Naibaho, 1996
Gambar 2.2 Sketsa Sterilizer dan bagiannya. 1. Rail trackpintu 7. SafetyValve
2. Pintupemasukan lori 8. Ketel rebusan 3. Manometer 9. Pintu keluarlori
4. Lori 10. Rail track didalam rebusan 5. Pipainletsteam 11. Pondasi ( kaki rebusan )
6. Exhauststeam 12. Pipa pembuangan air kondensat
1. Pintu sterilizer
Berfungsi sebagai tempat masuknya TBS yang mau direbus dankeluarnya TBM yang sudah direbus. Pintu pada sterilizer harus benar- benar tertutup rapat supaya steam yang akan digunakan untuk perebusan tidak keluar.
4 2. Sensor
Sensor yang terdapat pada sterilizer terletak dibagian atas ujung sterilizer, inlet valve, exchaust valve dan saluran condensate yang berfungsi untuk mendeteksi apakah pintu/ valve terbuka atau tertutup dimana hasil pendeteksian yang dihasilkan oleh sensor akan ditampilkan di panel automatic system berupa lampu kecil. Pintu/ valve yang terbuka ditandai dengan warna lampu merah, sedangkan pintu/ valve yang tertutup ditandai dengan lampu hijau.
3. Body (DrumRebusan)
Drum rebusan adalah tempat lori yang berisi TBS selama dilakukan proses perebusan. Didalam body rebusan terdapat linear terbuat dari plat stainless stell. Pada bagian luar body dibalut dengan kapas dan ditutup dengan aluminium yang bertujuan untuk meminimalisir panas yang keluar dari drum rebusan.
4. Lori
Lori adalah tempat Tandan Buah Segar (TBS) yang akan direbus dan tempat Tandan Buah Rebus (TBR) yang akan didistribusikan ke tippler. 5. Safety valve (KatupPengaman)
Safety valve adalah katup yang akan terbuka sendiri apabila tekanan sudah melebihi dari batas yang ditentukan. Safety valve terletak di masing-masing drum rebusan dan juga pada kran induk.
6. Manometer
Manometer adalah indikator pada linear yang berfungsi sebagai penunjuk besar- kecilnya tekanan yang terdapat pada linear. Manometer terdapat pada masing-masing drum rebusan dan juga pada kran induk.
7. Rail Track
Rail Track adalah tempat/ jalur lori berjalan. Rail Track terbuat dari besi dengan ukuran 50 x 50mm.
5
Panel Automatic System berfungsi untuk kontrol sterilizer. Pada panel ini terdapat pengaturan untuk pilihan menjalankan sterilizer dengan cara manual atau otomatis. Pada panel ini terdapat layar untuk menunjukkan sisa waktu perebusan yang sedang berjalan.
9. Valve Steam (KatupUap)
Terdapat beberapa katup uap pada sterilizer seperti katup masuk (inlet valve), katup buang (exchaust valve), dan katup air buang (condensate). Katup- katup ini berfungsi untuk menahan dan membuka aliran pipa uap/ air yang akan dimasukkan maupun dikeluarkan.
10. Strainer Uap/ Pipa Uap
Pipa uap adalah tempat mengalirnya uap. Pipa yang ada di sterilizer seperti pipa induk dari boiler, pipa pemasukan uap, pipa pembuangan uap, sedangkan strainer adalah pipa pembuangan bekas air rebusan (condesate).
11. Silencer
Yang dimaksud dengan silencer adalah plat tebal 8 mm yang dilas membentuk pipa besar yang berfungsi untuk pembuangan uap bekas perebusan.
12. Distribution Steam
Distribution Steam adalah plat segi empat yang dilubangi yang terdapat diujung pipa pemasukan uap didalam drum rebusan yang berfungsi untuk mendistribusikan uap dengan tujuan supaya uap menyebar keseluruh bagian dalam rebusan.
13. WaterPump
Water Pump berfungsi untuk memompakan air sisa rebusan ke dalam bak penampungan.
14. Compressor
Compressor digunakan untuk menghasilkan udara dengan tekanan tinggi yang akan difungsikan untuk membuka dan menutup katup yang beroperasi secaraotomatis.
6 15. Recorder
Recorder adalah alat yang digunakan merekam/ mencatat program kerja pada sterilizer seperti tinggi rendahnya tekanan uap pada drum perebusan yang dihubungkan interval waktu perebusan.
2.2.1 TujuanPerebusan
Dalam proses perebusan akan mendukung kemudahan- kemudahan dalam proses selanjutnya, baik di stasiun Thresing, Press, Digester dan lain- lain. Fungsi dari Sterilizer untuk melakukan proses perebusan buah TBS sebelum diproses menjadi minyak dengan tujuan adalah:
1. Menghentikan AktifitasEnzim 2. Melepaskan Buah dariTandannya 3. Menurunkan Kadar Air
4. Melunakkan BuahSawit 5. Melepaskan Serat danBiji
6. Membantu Proses Pelepasan Inti dariCangkang
2.3 Cara Kerja Sterilizer
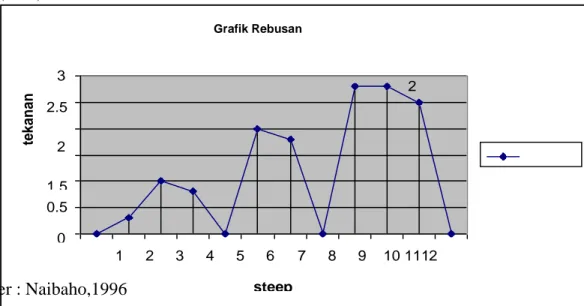
Prinsip kerja di stasiun perebusan adalah merebus dengan sistem triple peak (tiga puncak). Dengan waktu perebusan berkisar 90-95 menit. Target yang harus dicapai distasiun ini adalah tekanannya 2.8-3.0 kg/cm dengan suhu 130- 135° C. Dengan norma losses minyak di air condensate sebesar 0.5%. Dengan perebusan 3 puncak, maka panas dapat masuk dengan baik sehingga perebusan dapat matang secara merata. Cara ini dilakukan untuk mendapatkan hasil rebusan TBS yang sempurna, mengingat kerapatan berondolan dalam tandan buah semakin padat atau solid (Naibaho,1996).
7
diperlukan panas yang cukup. Pembuangan air kondensat dan udara pada puncak I dan II harus benar-benar sampai habis, karena air dan udara merupakan penghantar panas yang buruk. Pada puncak 3, perebusan dilaksanakan selama 35-45 menit, tergantung pada kondisi buah (buah segar 45 menit, buah menginap 35 menit). Waktu yang digunakan untuk sterilisasi adalah 90 menit, sedangkan waktu untuk satu siklus perebusan 110-120 menit. Pada penelitian ini sterilizer (rebusan) yang digunakan adalah horizontalsterilizer.
Untuk mendapatkan hasil yang bagus sesuai dengan prosedur perebusan harus dijalankan dengan baik tanpa melanggar satu aturan apapun, harus diperhatikan faktor- faktor dalam proses perebusan :
1. Pembuangan Udara (Daerasi)
Pembuangan udara yang terdapat dalam ketel rebusan, karena udara adalah pengantar panas yang buruk. Udara merupakan penghantar panas yang buruk dan berpengaruh negatif terhadap proses perebusan. Udara yang terdapat dalam rebusan akan menurunkan tekanan dan menghambat steam masukkedalam buah. Oleh sebab itu, bejana hendaknya dikeluarkan terlebih dahulu dan cara ini disebut dengan daerasi
2. Pembuangan air kondensat
Uap air yang terkondensasi berada di dasar bejana rebusan merupakan penghambat dalam proses perebusan. Air yang terdapat dalam rebusan akan mengabsorbsi panas yang diberikan sehingga jumlah air semakin bertambah. Pertambahan ini yang tidak diimbangi dengan pengeluaran air kondensat akan memperlambat usaha pencapaian tekanan puncak. Material balance air kondensat 12 % dari TBS yang diolah, sehingga oleh beberapa pabrik dilakukan blow down terus menerus melalui pipa kondensat. Cara ini menunjukkan buah rebus yang kering dan lebih mudah diolah dalam screw press.
8 3. Pembuangan Uap(Exhaust)
Pembuangan uap dilakukan sesuai dengan sistem perebusan yang dilakukan. Uap dibuang melalui pipa exhaust dan cerobong atas. Pada umumnya ukuran pipa pembuang uap lebih besar dari pipa uap masuk sehingga pembuangan uap dapat terlaksana dengan cepat sehingga buah lebih mudah lepas dari tangkainya. Pembuangan uap sebelum akhir perebusan pada triple peak dilakukan bersamaan dengan pembuangan air kondensat, dengan maksud agar penurunan tekanan dapat berlangsung dengan cepat. Pada akhir perebusan, sebelum pembuangan uap (blow up), air kondensat dibuang terlebih dahulu sehingga buah yang direbus kering.
4. Waktu perebusan
Apabila waktu perebusan terlalu lama maka akan membuat buah menjadi lembek dan lewat matang, akan banyak minyak keluar dari buah dan terikut oleh kondensat dan akan menyebabkan banyak losses. Waktu perebusan yang efektif adalah 90-95 menit (Pahan, I. 2008) . 2.3.1 Sistem Perebusan
Sistem perebusan triple peak banyak digunakan di Pabrik Kelapa Sawit (PKS).
Sumber : Naibaho,1996
Gambar 2.3 Sistem Perebusan Triple Peak ( SPT )
1 2 3 4 5 6 7 8 9 10 1112 steep 0 0 0 0 0 . 3 0.5 0 0 . 8 1 1 . 8 2 2 . 5 2 . 8 2 . 8 3 2.5 2 1.5 1 Grafik Rebusan te k a na n
9
2.3.2 Operasional dan Perawatan Rebusan(Sterilizer)
Rebusan merupakan sebuah bejana tekan yang bekerja dengan tingkat resiko tinggi. Oleh karena itu, rebusan dan unit pendukungnya harus diperiksa sebelum dioperasikan. Hal- hal yang perlu diperiksa antara lain packing pintu rebusan, alat penunjuk tekanan (manometer), pelat penyaring kondensat, katup pengaman, cantilever ¸dan pompa kondensat. 1. Packing pinturebusan
Kerusakan packing pintu rebusan biasanya terjadi dibagian bawah pintu rebusan karena adanya genangan air kondensat. Kebocoran packing harus benar- benar diperiksa. Jika ada yang bocor, harus segera dilakukan penggantian.
2. Alat penunjuk tekanan (manometer)
Manometer terdapat dibagin atas pintu rebusan. Fungsinya untuk menunjukkan apakah tekanan dalam rebusan masih ada atau tidak. Operator harus memperhatikan apakah masih ada atau tidak tekanan dalam rebusan pada saat hendak membuka pintu rebusan. Pastikan bahwa tekanan uap didalam rebusan benar- benar sudah nol sebab uap akan menyembur jika masih memiliki tekanan.
3. Pelat penyaring kondensat
Penyaring kondensat terdapat pada lantai dalam rebusan. Saringan ini harus sering diperiksa, jangan sampai tersumbat. Jika saringan ini tersumbat, air kondensat akan tergenang dilantai rebusan dan mempercepat rusaknya packing rebusan.
4. Katup Pengaman
Periksalah mekanisme katup pengaman, apakah masih berfungsi atau tidak. Katup pengaman berfungsi sebagai pencegah terjadinya tekanan berlebihan didalam rebusan.
10 5. Rail Track
Rail Track berfungsi sebagai rel untuk jalan keluar-masuk lori ke kedalam rebusan. Rail Track harus dalam keadaan baik dan tidak baling (twisted) agar lori yang keluar masuk rebusan tidak terguling atau anjlok.
6. PompaKondensat
Lantai disekitar rebusan tidak boleh digenangi oleh air kondensat karena air kondensat tinggi dan masih mengandung minyak yang menyebabkan lantai menjadi licin. Bagian dalam setiap rebusan harus dibersihkan minimal dua minggu sekali serta dilakukan pemeriksaan, perawatan, dan perbaikan bila diperlukan. Pipa- pipa uap dan kondensat harus segera diperbaiki/ diganti jika ada kebocoran karena akan mengganggu proses perebusan (pemborosan uap) .
2.4 Manejemen Pemeliharaan
Manajemen adalah bekerja dengan orang-orang untuk menentukan, menginterpretasikan, dan mencapaitujuan-tujuan organisasi dengan pelaksanaan fungsi perencanaan (planning),pengorganisasian (organizing), penyusunan personalia/kepegawaian (staffing), pengarahan dan kepemimpinan (leading), dan pengawasan (controlling). (Burhan Fazzry, 2009). Pemeliharaan merupakan fungsi yang penting dalam suatu pabrik. Sebagai suatu usaha menggunakan fasilitas/peralatan produksi agar kontinuitas.Produksi dapat terjamin dan menciptakan suatu keadaan operasi produksi yang memuaskan sesuai dengan rencana. (Apri Heri Iswanto, 2008).
2.4.1 Pemeliharaan Mesin (Maintenance)
Pemeliharaan (maintenance) adalah kegiatan rutin, pekerjaan berulang yang dilakukan untuk menjaga kondisi fasilitas produksi agar dapat dipergunakan sesuai dengan fungsi dan kapasitas sebenarnya secara
11
efisien. Ini berbeda dengan perbaikan. Pemeliharaan (maintenance) juga didefenisikan sebagai suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga suatu barang dalam, atau memperbaikinya sampai suatu kondisiyang bisa diterima.
2.4.2 Tujuan Maintenence
Menurut Corder (1992) dalam jurnal Hendrik (2011), tujuan pemeliharaan yang utama dapat didefenisikan dengan jelas sebagai berikut:
1. Memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat kerja, bangunan, danisinya).
2. Menjamin ketersediaan optimum peralatan yang dipasang untuk produksi (atau jasa ) dan mendapatkan laba (Return of Invesment) maksimum yang mungkin.
3. Menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam kegiatan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan penyelamat, dansebagainya.
4. Menjamin keselamatan orang yang menggunakan saranatersebut. 2.4.3 Jenis-Jenis Maintenence
Planned Maintenance (PemeliharaanTerencana)
Planned maintenance (pemeliharaan terencana) adalah pemeliharaan yang terorganisir dan dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh karena itu, program maintenance yang akan dilakukan harus dinamis dan memerlukan pengawasan dan pengendalian secara aktif dari bagian maintenance melalui informasi dari catatan riwayat mesin/peralatan.
12
Konsep planned maintenance ditujukan untuk dapat mengatasi masalah yang dihadapi manajer dengan pelaksanaan kegiatan maintenance. Komunikasi dapat diperbaiki dengan informasi yang dapat memberi data yang lengkap untuk mengambil keputusan.
a. Preventive Maintenance (Pemeliharaan Pencegahan)
Preventive maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses produksi.
Menurut Heizer dan Render (2001) dalam bukunya “Operation Management”, preventive maintenance adalah “ A plan that involves routine inpections, servicing, and keeping facilities in good repair to prevent failure”Artinya: preventive maintenance adalah sebuah perencanaan yang memerlukan inspeksi rutin, pemeliharaan dan menjaga agar fasilitas dalam keadaan baik sehingga tidak terjadi kerusakan dimasa yang akandatang.
Gambaran yang diperoleh dari pengertian diatas adalah bahwa kegiatan pemeliharaan pencegahan yang paling penting adalah pemeriksaan (inspection), yang meliputi pemeriksaan terhadap semua mesin/peralatan produksi yang sesuai dengan rencana dan pembuatan laporan-laporan dari hasilpemeriksaan.
Dengan demikian semua fasilitas produksi yang diberikan preventive maintenance akan terjamin kelancarannya dan selalu diusahakan dalam kondisi atau keadaan yang siap dipegunakan untuk setiap operasi atau proses produksi pada setiap saat. Sehingga dapatlah dimungkinkan pembuatan suatu rencana dan jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih tepat.
13
b. Corrective maintenance (PemeliharaanPerbaikan)
Corrective maintenance adalah suatu kegiatan maintenance yang dilakukan setelah terjadinya kerusakan atau kelalaian pada mesin/peralatan sehingga tidak dapat berfungsi denganbaik. Menurut Heizer dan Render (2001) Corrective Maintenance adalah “Remedial maintenance that occurs when equipmen fails and must be repaired anemergency or priority basis”. Artinya: pemeliharaan ulang yang terjadi akibat perlatan yang rusak dan harus segera diperbaiki karenakeadaan darurat atau karena merupakan sebuah prioritas utama.
Pemeliharaan korektif (Breakdown maintenance). “Perawatan yang dilaksanakan karena adanya hasil produk (setengah jadi maupun barang jadi) tidak sesuai rencana, baik mutu, biaya mapun ketepatan waktunya.
Unplanned Maintenance (Pemeliharaan TakTerencana) Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance (pemeliharaan darurat) adalah tindakan maintenance yang tidak dilakukan pada mesin/peralatan yang masih bisa beroperasi,sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi.
Autonomous Maintenance (PemeliharaanMandiri)
Autonomous Maintenance (AM) merupakan kegiatan perawatan yang dilakukan oleh operator memberikan kontribusi yang sangat berarti dalam peningkatan pendayagunaan peralatan. Inti dari kegiatan ini adalah pencegahan dari memburuknya peralatan. Dalam tahap AM ini perlu melakukan aktivitas-aktivitas sebagai berikut: membersihkan (cleaning), menangani serta menanggulangi penyebab dan akibat dari debu dan kotoran
14
(solve difficult problem), pemeriksaan menyeluruh (general inspection), Menyusun standar pembersihan dan pelumasan (cleaning/lubrication standard), Autonomous Inspection (reevaluate steps 2 and 4), Pengorganisasian dan keteraturan (self audit), Penerapan secara menyeluruh AM (organization). (Ulfi Nurfaiza dkk,2014)
2.5 Probabilitas
Kata probabiliitas sering dipakai jika kehilangan sentuhan dalam mengimplikasikan bahwa suatu kejadian yang mempunyai peluang yang bagus akan terjadi. Dalam hal ini penilaian yang dilakukan ini adalah ukuran yang bersifat subyektif atau kualitatif. Adalah penting untuk menyadari bahwa probabilitas mempunyai arti secara teknis karena secara ilmiah probabilitas dapat ditafsirkan sebagai ukuran dari kemungkinan, yaitu mendefinisikan secara kuantatif kemungkinan dari suatu event atau kejadian secara matematis. Probabilitas merupakan suatu indeks numerik yang nilainya antara 0 dan 1. Indeks numerik 0 akan mendefinisikan suatu kejadian yang pasti tidak akan terjadi, sedang indeks numerik 1 akan mendefinisikan suatu kejadian yang pastiterjadi.
Dari pengertian tentang konsep probabilitas diatas jelas terlihat bahwa sangat sedikit sekali kejadian yang mempunyai nilai probabilitas 0 atau 1. Yang ada adalah hampir semua kejadian mempunyai nilai probabilitas antara 0 dan 1. Untuk keperluan teori keandalan, nilai probabilitas secara garis besar dapat dikelompokan menjadi dua keluaran yaitu keluaran yang mewaakili kejadian yang didefinisikan sebagai kejadian yang sukses, sedang keluaran yang lainnya mewakilii kejadian yang didefinisikan sebagai kejadian yang gagal. Bila ada lebih dari dua keluaran yang mungkin dari suatu event atau kejadian, maka keluaran itu dapat dikelompokan menjadi kelompok keluaran yang mewaakili
15
kejadian yang sukses sedang sisanya bisa dikelompokan sebagai kejadian yang gagal.
Bila suatu eksperimen akan menghasilkan berbagai kemungkinan keluaran maka semua keluaran yang mungkinn dari eksperimen tersebut disebut sebagai ruang sampel (sample space) .(Dwi Priyatna.2000).
2.6 Konsep Keandalan ( Realibility )
Keandalan dapat didefinisikan sebagai probabilitas sistem akan memiliki kinerja sesuai fungsi yang dibutuhkan dalam periode waktu tertentu. Definisi lain keandalan adalah probabilitas suatu sistem akan berfungsi secara normal ketika digunakan untuk periode waktu yang diinginkan dalam kondisi operasi yang spesifik .
Berdasarkan definisi diatas, maka ada beberapa hal yang perlu yang di perhatikan yaitu:
1. Kemampuan yang diharapkan, harus digambarkan secara terang atau jelas. Untuk setiap unit terdapat suatu standar untuk menentukan apa yang dimaksud dengan kemampuan yangdiharapkan.
2. Tujuan yang diinginkan, dimana kegunaan peralatan harus spesifik. Hal ini dikarenakan terdapat beberapa tingkatan dalam memproduksi suatu barangkonsumen.
3. Waktu, merupakan parameter yang penting untuk melakukan penilaian kemungkinan suksesnya suatu sistem.
4. Kondisi Lingkungan, mempengaruhi umur dari sistem atau peralatan seperti suhu, kelembaban dan kecepatan gerak. Hal ini menjelaskan bagaimana perlakuan yang diterima sistem dapat memberikan tingkat keandalan yang berbeda dalam kondisioperasionalnya.
16 2.6.1 Variabel Random
Variabel random probabilistic adalah variable numeric yang nilai spesifikasinya tidak dapat diprediksi dengan pasti sebelum dilakukan eksperimen. Harga variable random sangat tergantung pada eksperimen, sehingga kadang disebut juga dengan variable terikat (Dependence variable).
2.6.2 Disrtibusi Weibull
Distribusi Weibull secara luas digunakan untuk berbagai masalah keteknikan karena kegunaannya yang bermacam-macam. Pada dasarnya distribusi weibull ini dimaksudkan untuk menggambarkan keadaan optimal dari suatu mesin atau peralatan baik perbagiannya ataupun komponen komponennya.(Al-Fazwan 2010).
Analisa Weibull adalah suatu metode yang digunakan untuk memperkirakan probabilitas mesin peralatan yang berdasarkan atas data yang ada. Seperti yang diperkirakan oleh Weibull, distribusi ini sangat berguna sekali karena kapabilitas dan sedikit sampelnya, dan kemampuannya dapat menunjukkan bentuk distribusi data yang terbaik. Win Smith Weibull meletakkan dan menggambarkan data pada beberapajenis skala distribusi.Alasan pemakaian metode weibull dalam
pemeliharaan mesin/ peralatan adalah dikarenakan untuk
memprediksikan kerusakan sehingga dapat dihitung keandalan mesin/ peralatan, dan dapat meramalkan kerusakan yang akan terjadi walaupun belum terjadi kerusakan sebelumnya.
Data yang diperlukan adalah data selama 3 bulan.Periode tersebut
tergantung dari nilai parameter bentuk fungsi distribusi weibull. Distribusi weibull mempunyai laju kerusakan menurun untuk < 1, laju kerusakan konstan untuk = 1 dan laju kerusakan naik untuk > 1.
17 Fungsi kepadatan kerusakan:
1 ( ) . t t f t e ... (2.2) Dimana untuk t > 0
α = Parameter skala dengan α > 0 β = Parameter bentuk dengan β > 0 Fungsi distribusi kumulatif:
( ) ( ) 1 1 e t t F t R ... (2.3) Fungsi keandalannya: ( ) e t R t ... (2.4) Fungsi laju kerusakannya:
1 ( ) ( ) ( ) f t t r t R t ... (2.5)
Perubahan nilai akan mengakibatkan distribusi weibull ekuivalen dengan distribusi tertentu, akibatnya sering digunakan sebagai pendekatan untuk mengetahui karakteristik fungsi kerusakan. Hal ini dapat dilihat pada perubahan nilai sebagai berikut:
1. Distribusi weibull ekuivalen dengan distribusi eksponential, jika = 1.
2. Distribusi weibull ekuivalen dengan distribusi hypereksponential, jika = 0.
18
Tabel 2.1. Pola atau Bentuk Distribusi Weibull Sumber: Sumber: Charles E. Ebeling, 1997
Value Property
0 <β< 1 Decrising Failure Rate (DFR)
β = 1 Exponential Distribution (CFR)
1 <β< 2 IFR, Concave
β = 2 Rayleigh Distribution
β> 2 IFR, Convex
3 ≤ β ≤ 4 IFR, Approaches Normal Distribution; Symetrical
Adapun langkah-langkah perhitungan untuk menentukan nilai-nilai parameter distribusi weibull dua parameter adalah sebagai berikut. a. Untuk menaksir parameter dan parameter , dapat dilakukan
dengan cara kerusakan sistem yang telah disusun menurut urutan terkecil, untuk setiap ti(i = 1, 2, 3,...n) berlaku hubungan berikut: Xi=lnti ... (2.6) i i 1 Y ln ln 1 F(t ) ... (2.7) Dimana: (ti) i 0.5 F N ... (2.8)
Setelah itu dengan menggunakan metode Least Square, nilai konstanta dan dapat diperoleh sebagai berikut:
19
i i i i 2 2 i i N X .Y X Y b N X X ... 2.8) i i Y X a b N N ... (2.9)Dengan diketahui nilai kedua konstanta a dan b, maka parameter distribusi weibull dapat ditentukan yaitu:
/ e
... (2.10) b
... (2.11)
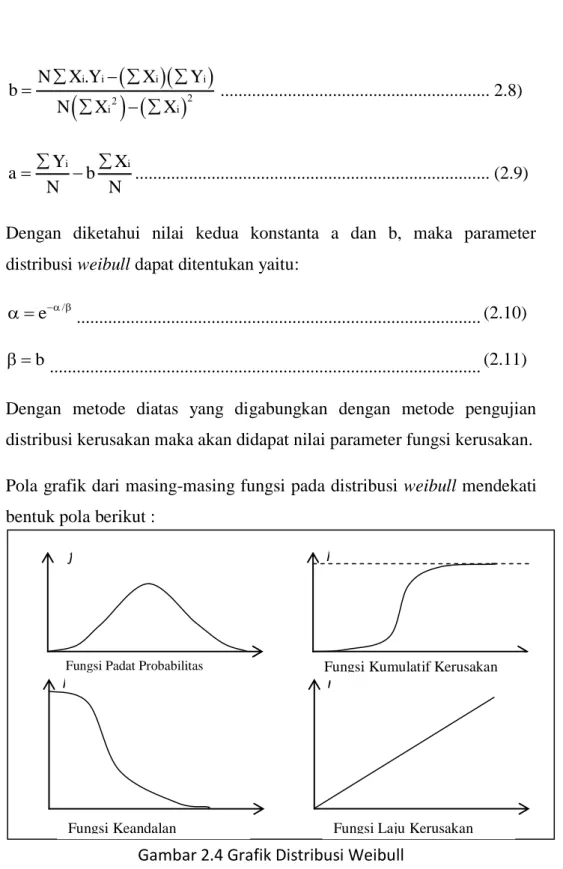
Dengan metode diatas yang digabungkan dengan metode pengujian distribusi kerusakan maka akan didapat nilai parameter fungsi kerusakan. Pola grafik dari masing-masing fungsi pada distribusi weibull mendekati bentuk pola berikut :
Gambar 2.4 Grafik Distribusi Weibull 2.6.3 Waktu Rata-rata Hingga Rusak
Mean Time To Failure (MTTF) Maintainability adalah rata-rata waktu sistem atau komponen akan beroperasi sampai terjadi kerusakan atau
f ( t ) t F ( t ) t 1
Fungsi Padat Probabilitas Fungsi Kumulatif Kerusakan
R ( t ) t 1 r ( t ) t 1
20
kegagalan untuk pertama kalinya. Maka persamaan Mean Time To Failure (MTTF) Maintainability adalah.
Maintainability = 𝑇𝑜𝑡𝑎𝑙 𝐽𝑎𝑚 𝑂𝑝𝑒𝑟𝑎𝑠𝑖 𝐽𝑢𝑚𝑙𝑎 ℎ 𝐷𝑎𝑡𝑎
2.7 Data Kualitatif dan Kuantitatif
2.7.1 DataKualitatif
Data yang diyatakan dalam bentuk kata-kata atau bukan dalam bentuk angka. Data ini biasa nya menjelaskan karakteristik atau sifat. Sebagai contoh: kondisi barang (jelek, sedang, bagus), pekerjaan (petani, pengusaha, pedagang), tingkat kepuasan (tidak puas, puas, sangat puas), dll. Data kualitatif terdiri dari data nominal dan ordinal (Purba2016). 2.7.2 DataKuantitatif
Data yang dinyatakan dalam bentuk angka. Merupakan hasil perhitungan pengukuran. Data kuantitatif terdiri dari data interval dan rasio. (Purba 2016).
2.7.3 Perbedaan Metode Kualitatif Dan Kuantitatif
a. Berdasarkan jenis data
Metode kualitatif jenis datanya adalah data kualitatif sedangkan metode kuantitatif jenis datanya adalah data kuantitatif. Data (yang bersifat) kualitatif merupakan data yang dihasilkan dari carapandang yang menekankan pada ciri- ciri, sifat dan „mutu‟ objek (subjek) yang bersangkutan. Berbeda dari data kuantitatif yang bersifat numerik, data kualitatif bersifat non-numerik (kata- kata deskriptif).
b. Berdasarkan tujuan
21 fenomena sosial.
Tujuan penelitian kuantitatif. c. Berdasarkan objek penelitian
Metode kualitatif lebih berfokus pada suatu objek penelitian saja sedangkan metode kauntitatif bisa lebih dari satu objek penelitian. d. Berdasarkan instrument yang digunakan
Pada metode kuantitatif instrument penelitian yang biasa digunakan adalah angket, kuesioner, atau instrument yang lain. Namun pada metode kulitatif instrument yang digunakan adalah peneliti itu sendiri artinya peneliti sendirilah yang terjun kedalam penelitian agar bisa melihat dan merasakan fakta yang sebenarnya.
e. Berdasarkan orientasi
Penelitian kualitatif lebih berorientasi pada proses penelitian sedangkan penelitian kuantitatif lebih berorientasi pada hasil penelitian.
f. Berdasarkan Proses
Metode kuantitatif menggunakan proses dedukatif-indukatif. Sedangkan metode kualitatif adalahindukatif.
g. Berdasarkan sifat realitas
Dalam metode kuantitatif yang berlandaskan pada filsafat positivisme, realitas dipandang sebagai suatu yang kongkrit, dapat diamati dengan panca indera, dapat dikategorikan menurut jenis, bentuk,warna dan perilaku, tidak berubah, dapat diukur dan diverifikasi. Dengan demikian dalam metode ini, peneliti dapat menentukan hanya beberapa variabel saja dari objek yang diteliti, dan kemudian dapat membuat instrument untuk mengukurnya. Dalam penelitian kualitatif yang berlandaskan pada filsafat positivisme atau pradigma interpretive, suatu realitas atau objek tidak dapat dilihat secara parsial dan dipecah kedalamvariabel. h. Berdasarkan hubungan variabel
22
Pada metode kualitatif hubungan antara variabel adalah timbal balik atau interaksi. Pada metode kuantitatif lebih kepada sebab akibat.
i. Berdasarkan penggunaan
Metode kuantitatif digunakan apabila:
Bila masalah yang merupakan titik tolak penelitian sudah
Jelas, bila peneliti ingin mendapatkan informasi yang luas dari suatu populasi, bila ingin diketahui pengaruh perlakuan/treatment tertentu terhadap yang lain, bila peneliti bermaksud menguji hipotesis penelitian dan peneliti ingin mendapatkan data yang akurat, berdasarkan fenomena yang empiris dan dapatdiukur. Metode kualitatif digunakan apabila masalah penelitian belum jelas dan memahami makna dibalik data yang tampak, memahami interaksisosial, memahami perasaan orang, mengembangkan teori, memastikan kebenaran data,serta sejarah perkembangan.
2.7.4 Persamaan Metode Kualitatif dan Kuantatif
Merupakan sebuah metode yang digunakan dalam penelitian guna memecahkan sebuah masalah yang memiliki subjek dan objek serta variable. Metode pengumpulan data yang sistematis dan terbuka hingga bisa di nilai pihak lain dan melihat infrensi (simpulan) daril-detil pengamatan empris kesuatu kesimpulan umum kemudian membandingkan data, mencari kesamaan dan perbedaan untuk menemukan pola tertentu pada data menggunakan prosedur untuk menghindari kesalahan analisa dan penarikan infrensi.