BAB 2 PERANCANGAN PRODUK
Teks penuh
Gambar

Dokumen terkait
PERANCANGAN TATA LETAK FASILITAS PABRIK ALAT MESIN PERTANIAN SEBAGAI SALAH SATU. INDUSTRI BESAR DI
Wignjosoebroto (2000), ” ” Perencanaan tata letak fasilitas sama Perencanaan tata letak fasilitas sama dengan perancangan tata letak pabrik yang dapat
Tujuan dari penelitian ini adalah untuk membuat usulan perancangan tata letak fasilitas pada pabrik roti Shendy.. Dengan melakukan perancangan tata letak fasilitas pabrik
Lapangan Identifikasi Masalah dan Perumusan Masalah Penetapan Tujuan Pengumpulan Data Analisis Pemilihan Tata Letak Paling Efisien Kesimpulan dan Saran SELESAI Perancangan
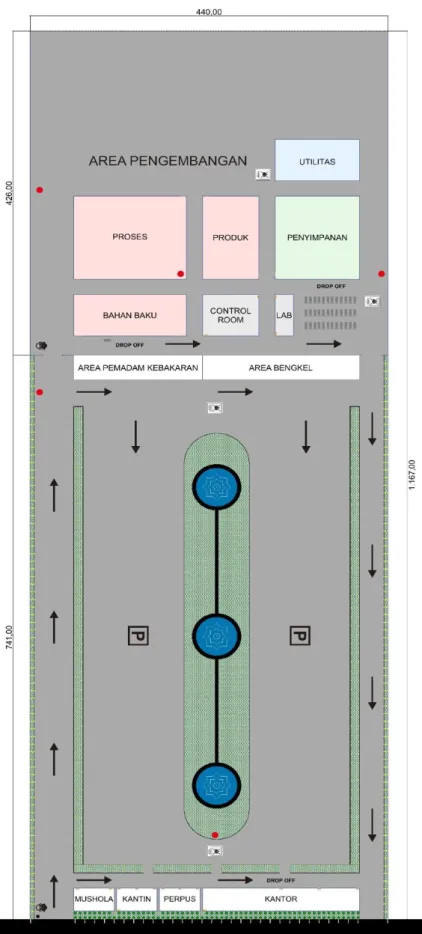
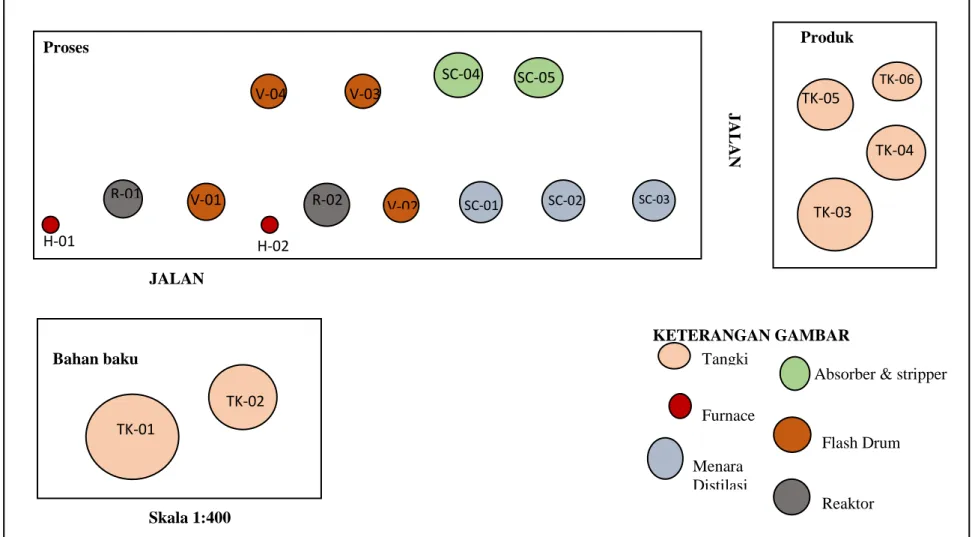
Tata letak pabrik dapat didefinisikan sebagai tata cara pengaturan fasilitas- fasilitas pabrik dengan memanfaatkan luas area secara optimal guna menunjang kelancaran proses
Untuk mencapai kondisi yang optimal, maka hal-hal yang harus diperhatikan dalam menentukan tata letak pabrik adalah :. Pabrik DME merupakan pabrik baru (bukan
Manfaat dari penelitian ini adalah memberikan informasi tentang perancangan tata letak pabrik pengolahan tepung ubi jalar yang memiliki tata letak dan aliran bahan yang
Analisis perancangan tata letak pabrik menggunakan metode ARC dan CORELAP pada CV. Tunas
