Penelitian yang dilakukan mengenai penggunaan fitur-fitur yang disediakan EMC untuk menghasilkan gambar objek berbentuk bujur sangkar, persegi panjang, segitiga, lingkaran, dan huruf kapital A sampai Z. Hal lain yang berhubungan dengan penelitian adalah penggunaan bahasa pemrograman G-code sebagai input perintah yang akan digunakan EMC. Dalam penelitian ini diperhitungkan juga parameter-parameter yang mempengaruhi akurasi waktu dan kecepatan maksimal.
Bab ini akan menjelaskan proses penelitian yang dilakukan mulai dari spesifikasi sistem, prosedur operasional penggunaan program, implementasi sistem, pengujian sistem sampai dengan analisa terhadap sistem yang dibangun.
4.1 Spesifikasi Sistem
Sistem Meja Gambar terdiri dari beberapa modul yang merupakan satu kesatuan. Namun, secara umum terdiri dari perangkat keras dan perangkat lunak.
4.1.1 Perangkat Keras
Perangkat keras yang digunakan untuk menjalankan Sistem Meja Gambar dengan Metode XY-Table 2 Sumbu ini adalah :
PC dengan prosesor Pentium III 800 MHz, RAM 128 MB, hardisk 10 GB dan parallel port.
Port Parallel terhubung dengan Modul Driver Stepper, hard disk minimal 5 GB untuk instalasi sistem operasi Linux Debian dan perangkat lunak EMC.
Monitor dengan resolusi 1024 x 768.
2 buah modul Driver Stepper dan 2 buah Motor Stepper.
Modul Driver berfungsi menerima clock dan arah dari PC melalui Parallel Port, 2 buah motor stepper yang dikontrol oleh Modul Driver Stepper terhubung dengan ulir yang akan menggerakkan posisi pointer.
Modul Catu tegangan 12 V.
Digunakan sebagai penyedia daya pada modul driver stepper. Kabel data Parallel port.
Digunakan sebagai penghubung antara pc dengan modul driver. Modul Mekanik XY table.
Komponen pendukung lainnya seperti resistor, kapasitor, diode, dan pembatas tegangan.
4.1.2 Perangkat Lunak
Perangkat lunak yang digunakan untuk menjalankan Sistem Meja Gambar dengan Metode XY-Table 2 Sumbu ini adalah :
Sistem Operasi Linux Debian.
Software EMC untuk mengontrol sistem mekanik XY-Table.
4.2 Prosedur Instalasi BDI Installer 4.50
Untuk menggunakan perangkat lunak EMC, terlebih dahulu menginstal system operasi Linux Debian yang menjadi satu dalam BDI Installer 4.50. Prosedur instalasi yang harus dijalankan adalah sebagai berikut:
1. Lakukan booting PC menggunakan CD BDI Installer 4.50, tekan enter untuk instalasi dalam mode grafik.
2. Pilih next button untuk memulai proses instalasi.
3. Pilih bahasa (default = US English) yang digunakan selama proses instalasi, lalu tekan tombol next.
4. Pilih konfigurasi keyboard yang diinginkan (default = US English), lalu tekan tombol next.
5. Pilih Monitor yang digunakan, apa bila tipe monitor tidak ada, maka disarankan memilih Tipe Generic baik LCD maupun CRT, kemudian tekan tombol next. 6. Pilih tipe instalasi yang diinginkan, kemudian tekan tombol next.
7. Buat 2 buah partisi, partisi yang pertama ditujukan untuk tempat sistem operasi berada dengan nama drive atau dimount dengan simbol “/” yang berformat EX3 dan kapasitas minimal 3GB. Partisi yang kedua adalah swap, partisi ini ditujukan untuk paging file sistem operasi, besar kapasitas yang disarankan adalah 500MB. Pemilihan atau pengaturan partisi dilakukan dengan bantuan tombol-tombol yang tersedia. Tombol New digunakan untuk membuat partisi baru, tombol edit digunakan untuk memodifikasi partisi yang sudah ada, tombol delete digunakan untuk menghapus partisi yang sudah ada dan tombol reset digunakan untuk mengembalikan partisi-partisi yang telah didesign ke keadaan sebelumnya.
8. Pemilihan boot loader yang digunakan, defaultnya adalah Debian GNU/Linux. Setelah pemilihan, tekan tombol next.
9. Pengaturan konfigurasi NIC atau Lan Card, Pilih Automatically via DHCP jika PC tidak terhubung ke network lalu tekan tombol next.
10. Pilih bahasa yang digunakan dalam sistem operasi, English (USA) adalah pilihan default kemudian tekan next.
11. Pilih Zona waktu setempat kemudian tekan tombol next.
12. Buat password root (administrator) dan user yang akan menggunakan sistem ini. Kemudian tekan tombol next.
13. Pilih piranti-piranti lunak yang akan diinstal pada sistem operasi, disarankan untuk memilih tipe instalasi secara default, kemudian tekan tombol next.
14. Tekan next untuk memulai installasi. Tunggu sampai instalasi selesai kemudian restart sistem.
4.3 Prosedur Operasional
Pada perangkat lunak EMC terdapat 3 buah mode operasi yaitu Manual, MDI dan Auto. Sub bab ini membahas tentang prosedur operasional dimulai dari pengaktifan sistem sampai dengan pemakaian ketiga buah mode operasi tersebut.
4.3.1 Pengaktifan Sistem XY-Table dengan EMC
Berikut ini adalah langkah-langkah yang harus dilakukan untuk mengaktifkan system XY-Table:
Hubungkan PC dengan kedua Modul Driver melalui parallel port Aktifkan switch power supply pada Modul driver
Lakukan Booting pada PC yang digunakan pada sistem
Jalankan aplikasi konqueror lalu masukkan pada bagian location bar, alamat folder berikut : “file:/usr/local/emc/”
4.3.2 Mode Operasi Manual
Setelah perangkat lunak EMC berjalan, berikut adalah langkah-langkah yang harus dijalankan untuk menggunakan mode operasi manual:
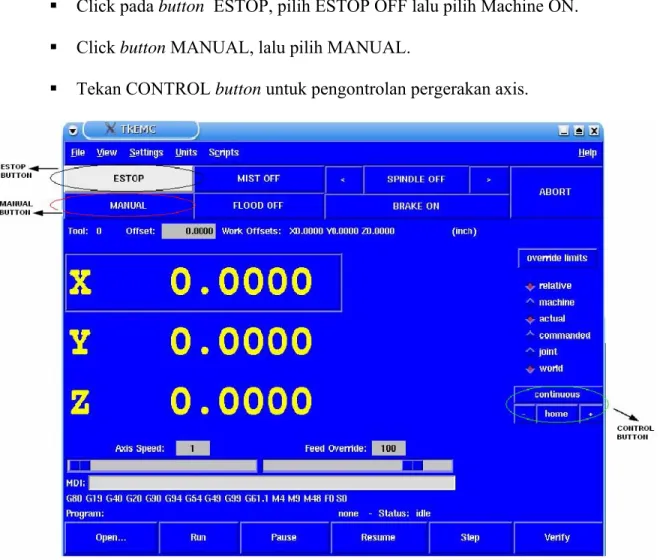
Click pada button ESTOP, pilih ESTOP OFF lalu pilih Machine ON. Click button MANUAL, lalu pilih MANUAL.
Tekan CONTROL button untuk pengontrolan pergerakan axis.
Gambar 4.1 Penggunaan Mode Operasi Manual
4.3.3 Mode Operasi MDI
Setelah perangkat lunak EMC berjalan, berikut adalah langkah-langkah yang harus dijalankan untuk menggunakan mode operasi MDI:
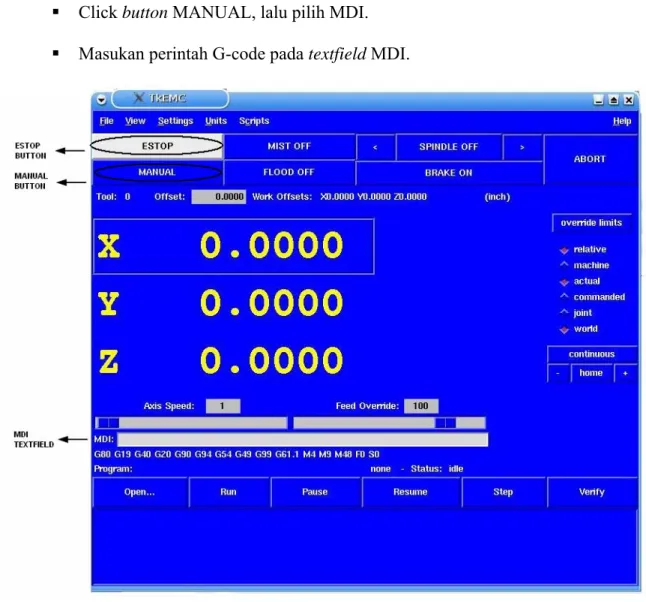
Click button MANUAL, lalu pilih MDI. Masukan perintah G-code pada textfield MDI.
Gambar 4.2 Penggunaan Mode Operasi MDI
4.3.4 Mode Operasi Auto
Setelah perangkat lunak EMC berjalan, berikut adalah langkah-langkah yang harus dijalankan untuk menggunakan mode operasi AUTO:
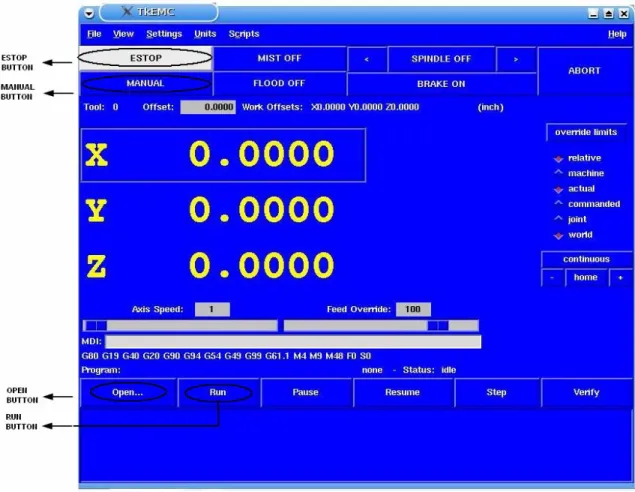
Click Pada button ESTOP, pilih ESTOP OFF lalu pilih Machine ON. Click button MANUAL, lalu pilih AUTO.
Buka file berekstensi .ngc melalui button OPEN. Tekan button RUN untuk menjalankan file tersebut.
Gambar 4.3 Penggunaan Mode Operasi Auto
4.4 Rencana Implementasi Sistem
Pengimplementasian sistem ini dilakukan untuk mencari parameter INI file yang sesuai dengan Sistem Meja Gambar yang dirancang, dengan menggunakan 3 buah mode operasi (MDI, AUTO dan MANUAL). Percobaan akan dilakukan beberapa kali dengan tujuan untuk mengetahui kemampuan sistem menggambar bentuk yang diinginkan, waktu yang diperlukan untuk menggambar suatu objek dan tingkat kepresisian dari hasil yang diperoleh. Implementasi dilakukan di ruangan Lab.LitBang Sistem Komputer (ruang KDB).
4.5 Pengujian Sistem
Pengujian 3 mode operasi (mode Manual, MDI dan Auto) untuk menggambar objek sesuai yang diperintahkan.
4.5.1 Penggunaan Mode Operasi Manual
Pada mode operasi ini, penelitian dilakukan dengan percobaan pengaturan pergerakan pointer sejajar terhadap sumbu X dan sejajar terhadap sumbu Y untuk jarak tempuh sebesar 50 mm, yang masing-masing percobaan diulang sebanyak 5 kali. Pergerakan pointer diatur melalui penekanan Control Button sebanyak 50 kali untuk menempuh jarak 50 mm (1 kali penekanan tombol = 1 mm).
Tabel 4.1 dan tabel 4.2 menampilkan hasil yang diperoleh dari pengujian. Gambar ke Jarak Tempuh
1 50 mm
2 49,5 mm
3 50 mm
4 50 mm
5 49,5 mm
Tabel 4.1 Pengujian Pergerakan Pointer Sejajar Sumbu X Menggunakan Mode Manual dengan Jarak Tempuh = 50mm
Gambar ke Jarak Tempuh
1 50 mm
2 50 mm
3 50 mm
4 49,5 mm
5 50 mm
Tabel 4.2 Pengujian Pergerakan Pointer Sejajar Sumbu Y Menggunakan Mode Manual dengan Jarak Tempuh = 50mm
Kesalahan yang dapat diamati dari pergerakan pointer untuk kedua sumbu adalah 0,5 mm. Nilai prosentase error di dapatkan menggunakan rumus:
% Error = 0,5 mm x 100% 50 mm Sehingga didapatkan nilai % Error sebesar 1 %.
4.5.2 Penggunaan Mode Operasi MDI
Pengujian sistem pada mode operasi MDI, dilakukan dengan melakukan percobaan pergerakan pointer sejajar dengan sumbu x maupun sumbu y sepanjang 5 cm, 10 cm, 15 cm dan 20 cm, masing-masing sebanyak 5 kali, percobaan menggambar objek setengah lingkaran, lingkaran penuh dan segitiga siku-siku.
Sebelum pengujian dilakukan, titik home harus dideklarasi terlebih dahulu pada titik tertentu menggunakan tombol HOME pada Control Button. Hal ini berfungsi untuk menetapkan bahwa posisi tersebut adalah titik (0,0) pada EMC.
4.5.2.1 Pergerakan Pointer sejajar terhadap sumbu X
Pengujian dilakukan dengan menggunakan perintah G0 pada bagian MDI textfield untuk melakukan pergerakan sejauh 50 mm, 100 mm, 150 mm dan 200 mm. Untuk setiap pergerakan dilakukan secara bolak-balik sebanyak 5 kali, untuk menguji kemampuan repeatibility dari sistem. Hasil yang didapat dari pengujian ditampilkan pada Tabel 4.3 sampai dengan 4.6.
Gambar ke Jarak Tempuh 1 50 mm 2 50 mm 3 49,5 mm 4 50 mm 5 50 mm
Tabel 4.3 Pengujian Pergerakan Pointer Sejajar Sumbu X Menggunakan Mode MDI dengan Jarak Tempuh = 50 mm
Gambar ke Jarak Tempuh
1 100 mm
2 100 mm
3 100 mm
4 100 mm
5 99,5 mm
Tabel 4.4 Pengujian Pergerakan Pointer Sejajar Sumbu X Menggunakan Mode MDI dengan Jarak Tempuh = 100 mm
Gambar ke Jarak Tempuh
1 149,5 mm
2 150 mm
3 150 mm
4 149,5 mm
5 150 mm
Tabel 4.5 Pengujian Pergerakan Pointer Sejajar Sumbu X Menggunakan Mode MDI dengan Jarak Tempuh = 150 mm
Gambar ke Jarak Tempuh
1 200 mm
2 199,5 mm
3 199,5 mm
4 200 mm
5 200 mm
Tabel 4.6 Pengujian Pergerakan Pointer Sejajar Sumbu X Menggunakan Mode MDI dengan Jarak Tempuh = 200 mm
Tingkat repeatibility dari pengujian sistem memiliki kesalahan yang dapat diamati dari pergerakan pointer untuk kedua sumbu adalah 0,5 mm. Nilai prosentase error di dapatkan menggunakan rumus:
% Error = 0,5 mm x 100% 50 mm
Sehingga didapatkan nilai % Error sebesar 1 %.
4.5.2.2 Pergerakan Pointer sejajar terhadap sumbu Y
Pengujian Pergerakan pointer sejajar dengan sumbu y menggunakan cara yang hampir sama seperti pada pengujian pergerakan pointer sejajar terhadap sumbu X, dengan menuliskan perintah G-code pada bagian MDI Textfield untuk melakukan pergerakan sejauh 50 mm, 100 mm, 150 mm dan 200 mm. Untuk setiap pergerakan dilakukan secara bolak-balik sebanyak 5 kali, untuk menguji kemampuan repeatibility dari sistem. Hasil yang didapat dari pengujian ditampilkan pada Tabel 4.7 sampai dengan Tabel 4.10.
Gambar ke Jarak Tempuh
1 50 mm
2 50 mm
3 50 mm
4 50 mm
5 49 mm
Tabel 4.7 Pengujian Pergerakan Pointer Sejajar Sumbu Y Menggunakan Mode MDI dengan Jarak Tempuh = 50 mm
Gambar ke Jarak Tempuh
1 100 mm
2 100 mm
3 99 mm
4 100 mm
5 99,5 mm
Tabel 4.8 Pengujian Pergerakan Pointer Sejajar Sumbu Y Menggunakan Mode MDI dengan Jarak Tempuh = 100 mm
Gambar ke Jarak Tempuh 1 150 mm 2 149 mm 3 150 mm 4 150 mm 5 149,5 mm
Tabel 4.9 Pengujian Pergerakan Pointer Sejajar Sumbu Y Menggunakan Mode MDI dengan Jarak Tempuh = 150 mm
Gambar ke Jarak Tempuh
1 199,5 mm
2 200 mm
3 200 mm
4 199 mm
5 199 mm
Tabel 4.10 Pengujian Pergerakan Pointer Sejajar Sumbu Y Menggunakan Mode MDI dengan Jarak Tempuh = 200 mm
Tingkat repeatibility dari pengujian sistem memiliki kesalahan yang dapat diamati dari pergerakan pointer untuk kedua sumbu adalah 0,5 mm. Nilai prosentase error di dapatkan menggunakan rumus:
% Error = 0,5 mm x 100% 50 mm
Sehingga didapatkan nilai % Error sebesar 1 %.
4.5.2.3 Segitiga Siku-Siku
Pengujian gambar segitiga siku-siku dilakukan dengan menggunakan perintah G-code berikut pada bagian MDI Textfield: G0 X50
G0 X50 Y50 G0 X0 Y0
Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.4.
Gambar 4.4 Hasil Uji Gambar Segitiga dengan Mode MDI
4.5.2.4 Setengah Lingkaran
Pengujian gambar setengah lingkaran dengan diameternya sebesar 4 cm dilakukan dengan menggunakan perintah G-code berikut pada bagian MDI textfield: G2 X40 Y0 I20 J0 F20.
Sebelum menjalankan perintah G-code diatas, pertama-tama set
pointer posisi awal/home yang dikehendaki dengan cara yang sama
dengan percobaan sebelumnya. Perintah G-code diatas berfungsi untuk menggerakan pointer dari posisi awal (0,0) ke posisi (40,0) membentuk busur (arc) searah dengan jarum jam dengan titik pusat (20,0) dengan kecepatan 20 mm/menit.
Gambar 4.5 Hasil Uji Gambar Setengah Lingkaran dengan Mode MDI
4.5.2.5 Lingkaran Penuh
Pengujian gambar lingkaran penuh dilakukan dengan menggunakan perintah G-code berikut pada bagian MDI textfield:
G2 X40 Y0 I20 J0 F20 G2 X0 Y0 I-20 J0 F20
Sebelum menjalankan perintah G-code diatas, pertama-tama set
pointer posisi awal/home yang dikehendaki dengan cara yang sama
dengan percobaan sebelumnya. Perintah G-code diatas berfungsi untuk menggerakan pointer dari posisi awal (0,0) ke posisi (40,0) membentuk busur (arc) searah dengan jarum jam dengan titik pusat (20,0) dan dengan kecepatan 20 mm/menit, setelah pointer tiba ke posisi (40,0) perintah ke dua berfungsi untuk menggerakan pointer dari posisi awal (40,0) ke posisi (0,0) membentuk busur (arc) searah dengan jarum jam dengan titik pusat (20,0) dan dengan kecepatan 20 mm/menit.
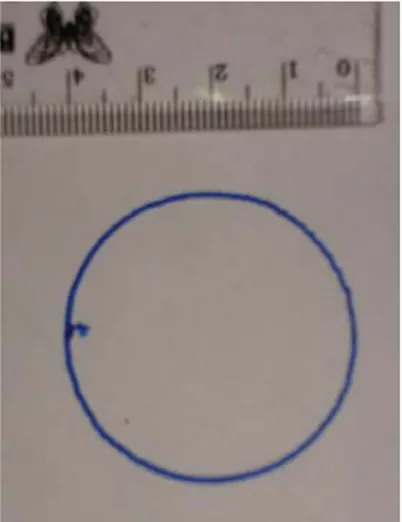
Gambar 4.6 Hasil Uji Gambar Lingkaran Penuh dengan Mode MDI
4.5.3 Penggunaan Mode Operasi Auto
Pada mode ini, penelitian dilakukan dengan melakukan percobaan untuk menghasilkan gambar objek :
Bujur sangkar Segitiga Lingkaran
Huruf kapital A, B, C,…, Z
Huruf kecil a dan tulisan sambung yth
Sama dengan mode operasi MDI, sebelum eksekusi file berformat .ngc, titik home harus dideklarasi terlebih dahulu pada titik tertentu menggunakan tombol HOME pada CONTROL BUTTON. Hal ini berfungsi untuk menetapkan bahwa posisi tersebut adalah titik (0,0) pada EMC.
4.5.3.1 Objek Bujur Sangkar
Pengujian gambar bujur sangkar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek bujur sangkar. Load file “bjrskr.ngc” untuk menjalankannya. Hasil perancangan gambar objek ditampilkan pada Gambar 4.7 dan hasil yang didapat dari pengujian ditampilkan pada Gambar 4.8.
Gambar 4.7 Rancangan Gambar Bujur Sangkar
Gambar 4.8 Hasil Uji gambar Bujur Sangkar dengan Mode Auto
4.5.3.2 Objek Lingkaran
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek lingkaran. Load file “lingkaran.ngc” untuk menjalankannya. Hasil perancangan gambar
objek ditampilkan pada Gambar 4.9 dan hasil yang didapat dari pengujian ditampilkan pada Gambar 4.10.
Gambar 4.9 Rancangan Gambar Lingkaran
Gambar 4.10 Hasil Uji gambar Lingkaran dengan Mode Auto
4.5.3.3 Objek Segitiga
Pengujian gambar segitiga dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek segitiga. load file “segitg.ngc” untuk menjalankannya. Hasil perancangan gambar objek ditampilkan pada Gambar 4.11 dan hasil yang didapat dari pengujian ditampilkan pada Gambar 4.12.
Gambar 4.11 Rancangan Gambar Segitiga
Gambar 4.12 Hasil Uji Percobaan Menggambar Segitiga dengan Mode Auto
4.5.3.4 Objek Huruf Kapital “A”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “A”. Load file “hrf_a.ngc” melalui “OPEN button”. Setelah file tersebut dipilih kemudian tekan “RUN button” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.13.
Gambar 4.13 Hasil Uji Gambar Huruf Kapital “A” dengan Mode Auto
4.5.3.5 Objek Huruf Kapital “B”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “B”. Load file “hrf_b.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.14.
4.5.3.6 Objek Huruf Kapital “C”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “C”. Load file “hrf_c.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.15.
Gambar 4.15 Hasil Uji Gambar Huruf Kapital “C” dengan Mode Auto
4.5.3.7 Objek Huruf Kapital “D”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “D”. Load file “hrf_d.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.16.
Gambar 4.16 Hasil Uji Gambar Huruf Kapital “D” dengan Mode Auto
4.5.3.8 Objek Huruf Kapital “E”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “E”. Load file “hrf_e.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.17.
4.5.3.9 Objek Huruf Kapital “F”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah g-code untuk menggambar objek huruf kapital “F”. Load file “hrf_f.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.18.
Gambar 4.18 Hasil Uji Gambar Huruf Kapital “F” dengan Mode Auto
4.5.3.10 Objek Huruf Kapital “G”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “G”. Load file “hrf_g.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.19.
Gambar 4.19 Hasil Uji Gambar Huruf Kapital “G” dengan Mode Auto
4.5.3.11 Objek Huruf Kapital “H”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “H”. Load file “hrf_h.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.20.
4.5.3.12 Objek Huruf Kapital “I”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “I”. Load file “hrf_i.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.21.
Gambar 4.21 Hasil Uji Gambar Huruf Kapital “I” dengan Mode Auto
4.5.3.13 Objek Huruf Kapital “J”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “J”. Load file “hrf_j.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.22.
Gambar 4.22 Hasil Uji Gambar Huruf Kapital “J” dengan Mode Auto
4.5.3.14 Objek Huruf Kapital “K”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “K”. Load file “hrf_k.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.23.
4.5.3.15 Objek Huruf Kapital “L”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “L”. Load file “hrf_l.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.24.
Gambar 4.24 Hasil Uji Gambar Huruf Kapital “L” dengan Mode Auto
4.5.3.16 Objek Huruf Kapital “M”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “M”. Load file “hrf_m.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.25.
Gambar 4.25 Hasil Uji Gambar Huruf Kapital “M” dengan Mode Auto
4.5.3.17 Objek Huruf Kapital “N”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “N”. Load file “hrf_n.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.26.
4.5.3.18 Objek Huruf Kapital “O”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “O”. Load file “hrf_o.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.27.
Gambar 4.27 Hasil Uji Gambar Huruf Kapital “O” dengan Mode Auto
4.5.3.19 Objek Huruf Kapital “P”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “P”. Load file “hrf_p.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.28.
Gambar 4.28 Hasil Uji Gambar Huruf Kapital “P” dengan Mode Auto
4.5.3.20 Objek Huruf Kapital “Q”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “Q”. Load file “hrf_q.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.29.
4.5.3.21 Objek Huruf Kapital “R”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “R”. Load file “hrf_r.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.30.
Gambar 4.30 Hasil Uji Gambar Huruf Kapital “R” dengan Mode Auto
4.5.3.22 Objek Huruf Kapital “S”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “S”. Load file “hrf_s.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.31.
Gambar 4.31 Hasil Uji Gambar Huruf Kapital “S” dengan Mode Auto
4.5.3.23 Objek Huruf Kapital “T”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “T”. Load file “hrf_e.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.32.
4.5.3.24 Objek Huruf Kapital “U”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “U”. Load file “hrf_u.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.33.
Gambar 4.33 Hasil Uji Gambar Huruf Kapital “U” dengan Mode Auto
4.5.3.25 Objek Huruf Kapital “V”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “V”. Load file “hrf_v.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.34.
Gambar 4.34 Hasil Uji Gambar Huruf Kapital “V” dengan Mode Auto
4.5.3.26 Objek Huruf Kapital “W”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “W”. Load file “hrf_w.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.35.
4.5.3.27 Objek Huruf Kapital “X”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “X”. Load file “hrf_x.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.36.
Gambar 4.36 Hasil Uji Gambar Huruf Kapital “X” dengan Mode Auto
4.5.3.28 Objek Huruf Kapital “Y”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “Y”. Load file “hrf_y.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.37.
4.5.3.29 Objek Huruf Kapital “Z”
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kapital “Z”. Load file “hrf_z.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.38.
Gambar 4.38 Hasil Uji Gambar Huruf Kapital “Z” dengan Mode Auto
4.5.3.30 Objek Huruf Kecil
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek huruf kecil “a”. Load file “hrf_a.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.39.
Gambar 4.39 Hasil Uji Gambar Huruf Kecil “a” dengan Mode Auto
4.5.3.31 Objek Tulisan Sambung
Pengujian gambar dilakukan dengan membuat file berformat .ngc yang berisi perintah-perintah G-code untuk menggambar objek tulisan sambung “yth”. Load file “yth.ngc” untuk menjalankannya. Hasil yang didapat dari pengujian ditampilkan pada Gambar 4.40.
Gambar 4.40 Hasil Uji Gambar Tulisan Sambung “yth” dengan Mode Auto
4.5.4 Pengujian Kecepatan dan Waktu
Pengujian dilakukan terhadap parameter-paramter yang mempengaruhi kecepatan dan waktu kerja sistem, yaitu MAX_VELOCITY di dalam INI file,
feedrate dan feed override. Pengujian MAX_VELOCITY untuk mengetahui
terhadap parameter feedrate untuk mengetahui tingkat akurasi waktu pergerakan mekanik. Pengujian feed override untuk menunjukkan pengaruh feed override terhadap kinerja sistem.
Pengujian dilakukan pada sumbu Y dari Sistem Meja Gambar ini dengan asumsi sumbu Y membawa beban yang lebih besar di banding sumbu X sehingga kemungkinan error relatif lebih besar.
4.5.4.1 Pengujian Akurasi Waktu
Pengujian akurasi dilakukan pada mode MDI dengan menggunakan perintah G1 untuk jarak tempuh pointer sejajar terhadap sumbu Y sepanjang 4 cm dan mengubah-ubah nilai feedrate di EMC mulai dari 10 sampai dengan 120. Perintah G-code yang digunakan : G1 x0 y40.
Nilai MAX_VELOCITY yang digunakan sebesar 2.0 dan nilai
feed override sebesar 100. Waktu ideal didapat dari perhitungan :
S = V x T
V
T = —— menit S
Dimana : S = jarak (mm)
V = kecepatan atau feedrate (mm/menit) T = waktu (menit)
Nilai waktu yang didapat dari pengujian (T1) dibandingkan
dengan waktu ideal yang didapat dari perhitungan diatas (T2). Hasil
perbandingan ditampilkan pada Tabel 4.11.
No. Nilai feedrate T1 (h:m:s) T2 (h:m:s) % Error (%)
1 10 00:04:00.25 00:04:00.00 0,104 2 15 00:02:39.46 00:02:39.01 0,283 3 20 00:02:00.15 00:02:00.00 0,125 4 25 00:01:02.22 00:01:02.00 0,354 5 30 00:01:20.30 00:01:20.00 0,375 6 35 00:01:09.19 00:01:09.00 0,275 7 40 00:01:00.75 00:01:00.00 1,250 8 45 00:00:53.24 00:00:53.00 0,452 9 50 00:00:48.15 00:00:48.00 0,312 10 55 00:00:43.81 00:00:43.63 0,412 11 60 00:00:40.25 00:00:40.00 0,625 12 65 00:00:37.12 00:00:36.92 0,541 13 70 00:00:34.39 00:00:34.29 0,291 14 75 00:00:32.12 00:00:32.00 0,375 15 80 00:00:30.67 00:00:30.00 2,233 16 85 00:00:28.39 00:00:28.23 0,566 17 90 00:00:26.73 00:00:26.67 0,225 18 95 00:00:25.43 00:00:25.26 0,673 19 100 00:00:24.68 00:00:24.00 2,833 20 105 00:00:22.94 00:00:22.85 0,393 21 110 00:00:21.93 00:00:21.81 0,500 22 115 00:00:21.02 00:00:20.86 0,767 23 120 00:00:20.41 00:00:20.00 2,050 Rata-rata Error 2,092
Tabel 4.11 Hasil Uji Akurasi Waktu
Prosentase error didapat dari rumus: % Error = T1 - T2 x 100% T2
Grafik dari hasil pengujian ditampilkan pada Gambar 4.41.
Pengujian Akurasi Waktu
(Jarak Tempuh 40 mm)
00:00.0 00:43.2 01:26.4 02:09.6 02:52.8 03:36.0 04:19.2 10 30 50 70 90 110 Feedrate Ti m e T2 T1Gambar 4.41 Grafik Pengujian Akurasi Waktu
4.5.4.2 Pengujian Kinerja Maksimum
Pengujian dilakukan pada mode MDI dengan menggunakan perintah G0 untuk pergerakan pointer sejajar terhadap sumbu Y dengan jarak tempuh bervariasi 5 cm, 10 cm dan 15 cm. Perubahan kecepatan diatur dengan pengubahan komponen MAX_VELOCITY.
Tipe Kecepatan MAX_VELOCITY Jarak Tempuh Sistem Jarak Tempuh Ideal Error rate (%) 1.0 50mm 50 mm 0 1.1 50mm 50 mm 0 1.2 50mm 50 mm 0 1.3 50mm 50 mm 0 1.4 50mm 50 mm 0 1.0 100 mm 100 mm 0 1.1 100 mm 100 mm 0 1.2 100 mm 100 mm 0 1.3 100 mm 100 mm 0 1.4 100 mm 100 mm 0 1.0 150 mm 150 mm 0 Rendah 1.1 150 mm 150 mm 0
1.2 150 mm 150 mm 0 1.3 149,5 mm 150 mm 0,333 1.4 150 mm 150 mm 0 1.5 50 mm 50 mm 0 1.6 50 mm 50 mm 0 1.7 50 mm 50 mm 0 1.8 50 mm 50 mm 0 1.9 50 mm 50 mm 0 1.5 100 mm 100 mm 0 1.6 100 mm 100 mm 0 1.7 100 mm 100 mm 0 1.8 100 mm 100 mm 0 1.9 100 mm 100 mm 0 1.5 150 mm 150 mm 0 1.6 149,5 mm 150 mm 0,333 1.7 150 mm 150 mm 0 1.8 150 mm 150 mm 0 Sedang 1.9 150 mm 150 mm 0 2.2 50 mm 50 mm 0 2.3 50 mm 50 mm 0 2.4 50 mm 50 mm 0 2.5 50 mm 50 mm 0 2.6 50 mm 50 mm 0 2.7 50 mm 50 mm 0 2.8 45,5 mm 50 mm 9 2.9 39 mm 50 mm 22 3.0 42 mm 50 mm 16 2.2 100 mm 100 mm 0 2.3 100 mm 100 mm 0 2.4 99,5 mm 100 mm 0,5 2.5 100 mm 100 mm 0 2.6 100 mm 100 mm 0 2.7 99,5 mm 100 mm 0,5 2.8 84 mm 100 mm 16 2.9 81,5 mm 100 mm 18,5 3.0 91 mm 100 mm 9 2.2 150 mm 150 mm 0 2.3 99,5 mm 150 mm 0,333 2.4 150 mm 150 mm 0 2.5 150 mm 150 mm 0 2.6 149,5 mm 150 mm 0,333 2.7 150 mm 150 mm 0 2.8 136,5 mm 150 mm 9 Tinggi 2.9 131 mm 150 mm 12,66
3.0 142,5 mm 150 mm 5 Tabel 4.12 Hasil Uji Kinerja Sistem
Pengujian pada 3 tipe kecepatan dengan variasi kecepatan pada masing-masing tipe dan pergerakan yang juga bervariasi. Pengamatan dari pengujian menunjukkan nilai % error sistem adalah sebesar < 0,5 % untuk melakukan pergerakan 50 mm, 100 mm dan 150 mm dengan nilai MAX_VELOCITY < 2,7. Untuk nilai MAX_VELOCITY > 2,7, nilai error system yang dapat diamati adalah sebesar > 5%.
Hal ini menunjukkan kemampuan maksimal sistem untuk dapat bekerja dengan baik pada nilai MAX_VELOCITY sebesar 2.7. Berdasarkan rumus :
T = 2 x I0(ω'/t) x (πφ/180) x (1/24)
dimana: T = torsi
I0 = beban inertia (lb-in.2)
π = 3.1416
φ = perubahan sudut setiap step (derajat) ω' = step rate (langkah per detik)
t = waktu (detik)
Parameter-parameter diatas mempengaruhi kinerja dan kecepatan dari sebuah motor stepper. Torsi stepper berbanding lurus dengan kecepatan motor atau step rate (ω'). Motor stepper yang mempunyai torsi lebih besar akan cenderung lebih cepat putarannya, dibandingkan dengan
motor stepper yang lebih kecil dalam kondisi parameter-parameter lainnya bernilai sama. Beban inertia (I0) berbanding terbalik dengan
kecepatan motor sehingga apabila motor stepper diberikan beban yang lebih besar dari beban sebelumnya, maka dapat dipastikan kecepatan motor stepper akan lebih pelan.
4.5.4.3 Pengujian Pengaruh Feed Override
Pengujian dilakukan pada mode MDI dan nilai MAX_VELOCITY sebesar 2.0. Nilai feedrate yang digunakan bervariasi mulai dari 40 sampai dengan 120. Untuk setiap nilai feedrate, digunakan nilai feed override sebesar 25, 50, 75 dan 100. Pengujian menggunakan perintah G1 untuk jarak tempuh sumbu Y dengan panjang 4 cm. Hasil pengujian ditampilkan pada Tabel 4.13.
No. Feedrate Feed override (%) T (menit) Jarak Tempuh
1 40 25 00:04:00.35 40 mm 2 40 50 00:02:00.45 40 mm 3 40 75 00:01:20.63 40 mm 4 40 100 00:01:00.37 40 mm 5 50 25 00:03:12.23 40 mm 6 50 50 00:01:36.37 40 mm 7 50 75 00:01:04.17 40 mm 8 50 100 00:00:48.43 40 mm 9 60 25 00:02:30.37 40 mm 10 60 50 00:01:20.72 40 mm 11 60 75 00:00.53.61 40 mm 12 60 100 00:00.40.26 40 mm 13 70 25 00:02:17.44 40 mm 14 70 50 00:01:08.73 40 mm 15 70 75 00:00:45.86 40 mm 16 70 100 00:00:34.58 40 mm 17 80 25 00:02:00.29 40 mm 18 80 50 00:01:00.33 40 mm
19 80 75 00:00:40.28 40 mm 20 80 100 00:00:30.21 40 mm 21 90 25 00:01:46.83 40 mm 22 90 50 00:00:53.53 40 mm 23 90 75 00:00:35.98 40 mm 24 90 100 00:00:26 84 40 mm 25 100 25 00:01:36.78 40 mm 26 100 50 00:00:48.22 40 mm 27 100 75 00:00:32.14 40 mm 28 100 100 00:00:24.17 40 mm 29 110 25 00:01:27.29 40 mm 30 110 50 00:00:43.43 40 mm 31 110 75 00:00:29.30 40 mm 32 110 100 00:00:22.13 40 mm 33 120 25 00:01:20.43 40 mm 34 120 50 00:00:40.37 40 mm 35 120 75 00:00:26.91 40 mm 36 120 100 00:00:20.18 40 mm
Tabel 4.13 Hasil Uji Pengaruh Feed Override
Grafik dari hasil uji ini dapat ditampilkan pada Gambar 4.42. Pengujian Pengaruh Feed Override
(Jarak Tempuh 40 mm) 00:00.0 00:43.2 01:26.4 02:09.6 02:52.8 03:36.0 04:19.2 40 50 60 70 80 90 100 110 120 Feed Rate Tim e 25 50 75 100
4.6 Evaluasi Sistem
Keseluruhan perangkat lunak dan perangkat keras sistem diimplementasikan di Lab. Penelitian & Pengembangan Jurusan Sistem Komputer Universitas Bina Nusantara dan dapat bekerja sesuai spesifikasi awal perancangan.
Dengan menggunakan pengaturan inisialisasi sistem EMC yang paling sederhana, Sistem Meja Gambar sudah dapat mengerjakan semua perintah yang dikirimkan oleh EMC dengan fitur-fitur yang disediakan. Tiap mode operasi dapat dijalankan.
Untuk mode manual, dari 5 kali percobaan dapat dilihat bahwa sistem mekanik dapat berkerja sesuai dengan input. Kesalahan terjadi yang dapat diamati adalah sebesar + 0,5 mm.
Untuk mode MDI, dengan pengujian tingkat repeatibility dari sistem didapatkan nilai kesalahan yang dapat diamati + 0,5 mm.
Untuk mode auto, percobaan dilakukan bervariasi untuk menggambar objek-objek sederhana seperti lingkaran, bujur sangkar, segitiga dan bentuk huruf kapital dari “A” sampai dengan “Z” dapat bekerja sesuai input yang diberikan.
Berdasarkan percobaan yang berkaitan dengan elemen waktu dan kecepatan dapat dilihat bahwa sistem masih dapat bekerja sesuai dengan input menggunakan nilai MAX_VELOCITY < 2.7 dan memiliki nilai error < 0,5 %. Kecepatan maksimum yang dihasilkan berhubungan dengan parameter step rate (ω'), perubahan sudut setiap step (φ dalam derajat), torsi motor stepper (T), beban inertia (I0) dan
waktu (t). Nilai % error yang dapat diamati untuk pengujian tingkat akurasi waktu adalah sebesar 2,092 % dari hasil perhitungan waktu kerja ideal. Hal ini disebabkan keterbatasan kecepatan tangan penguji.
Pengujian feed override membuktikan bahwa parameter tersebut merupakan prosentase (%) dari kecepatan yang diberikan. Ketika nilai feed override dikurangi dari 100 maka waktu tempuh menjadi lebih lama, karena kecepatannya berkurang.
Dari hasil gambar yang diperoleh, garis lurus yang terbentuk terlihat seperti ber-osilasi. Kesalahan gambar yang dihasilkan Sistem Meja Gambar ini disebabkan antara lain:
Kurang presisinya proses pembuatan dan pembubutan beberapa komponen sistem mekanik,
Penggunaan batang ulir yang agak melengkung,