TOTAL PRODUCTIVE MAINTENANCE DI
PT X
Daniel Limantoro1, Felecia, S.T., M. Sc.2
Abstrak: PT X merupakan perusahaan yang bergerak di bidang pembuatan keramik.
Permasalahan yang sering terjadi adalah kerusakan mesin yang tidak menentu waktu kerusakannya sehingga menyebabkan proses produksi terhenti secara tiba-tiba dan waktu produksi menjadi lebih lama. Sistem maintenance yang dimiliki oleh perusahaan saat ini adalah sistem corrective maintenance.
Upaya untuk mempersiapkan penerapan TPM dilakukan dengan menghitung MTBF dan MTTR untuk masing-masing komponen mesin yang mengalami kerusakan. Penghitungan OEE dan analisa six big losses juga dilakukan untuk mengetahui nilai efektivitas mesin yang dimiliki oleh PT X. Hasil analisa six big losses digunakan untuk mengetahui faktor-faktor yang mempengaruhi nilai efektivitas mesin.
Kesimpulan yang didapatkan setelah melakukan penghitungan MTBF, MTTR, OEE dan analisa six big losses adalah nilai OEE saat ini 89.9263%. Faktor reduce speed losses merupakan faktor terbesar yang mempengaruhi efektivitas mesin. Efektivitas mesin dapat ditingkatkan dengan memperbaiki faktor-faktor dari six big losses yang mempengaruhi nilai efektivitas serta perbaikan kepada sistem corrective maintenance perusahaan saat ini dan mengusulkan sistem
preventive maintenance dan predictive maintenance. Penggunaan predictive maintenance dapat
menurunkan frekuensi kerusakan mesin kiln sebesar 79.83%, mesin press sebesar 72.32%, dan mesin glasir sebesar 73.97%.
Kata Kunci : Total Productive Maintenance, Six Big Losses, Overall Equipment Effectiveness (OEE)
Pendahuluan
P.T. X merupakan perusahaan yang memproduksi keramik lantai dan keramik dinding.Permasalahan yang sering terjadi adalah kerusakan mesin yang tidak menentu waktu kerusakannya sehingga menyebabkan proses produksi terhenti secara tiba-tiba dan waktu produksi menjadi lebih lama. Salah satu contoh permasalahan yang terjadi adalah pada tahun 2011 mesin kiln mengalami kerusakan sebanyak 58 kali. Kerusakan sebanyak 58 kali dapat dikatakan jelek, karena dalam 1 bulan rata-rata kerusakan mesin sebesar 5 kali. Bentuk kerusakan yang terjadi seperti bata jatuh, ganti roll block, service motor dryer, service gear box roll, dan sebagainya.
Sistem maintenance yang dimiliki P.T. X yang dimiliki saat ini adalah sistem corrective maintenance dimana dilakukan perbaikan ketika mesin mengalami kerusakan. Implementasi TPM di P.T. X diharapakan dapat menciptakan suatu sistem proses perawatan dan pemeliharaan mesin yang baik dan tepat sehingga hasilnya dapat meningkatkan efektivitas mesin dan meminimalkan kerusakan mesin.
1,2 Fakultas Teknologi Industri, Jurusan Teknik Industri, Universitas Kristen Petra. Jl. Siwalankerto 121-131, Surabaya 60236. Email: [email protected],
Metode Penelitian
Total Productive Maintenance (TPM)
TPM adalah proses perawatan yang dikembangkan untuk meningkatkan produktivitas dengan membuat proses yang dapat diandalakan dan mengurangi kerugian (Yoshikazu, 2000).
Tujuan dari TPM adalah menjaga mesin berada dalam kondisi baik tanpa mengganggu proses yang dilakukan sehari-hari. Tujuan tersebut dapat tercapai dengan melakukan pemeliharaan secara preventif dan prediktif.
Maintenance
Maintenance adalah suatu kombinasi dari setiap
tindakan yang dilakukan untuk menjaga suatu mesin/alat produksi, atau untuk memperbaikinya sampai, pada suatu kondisi yang bisa diterima (James, 1998).
Preventive maintenance adalah pemeliharaan yang
sebelumnya, atau terhadap kriteria lain yang diuraikan dan dimaksudkan untuk mengurangi kemungkinan bagian-bagian lain tidak memenuhi kondisi yang bisa diterima (James, 1998).
Corrective maintenance adalah pemeliharaan yang
dilakukan untuk memperbaiki suatu bagian termasuk penyetelan dan reparasi yang telah terhenti untuk memenuhi suatu kondisi yang bisa diterima (James, 1998).
Predictive maintenance adalah pemeliharaan
pencegahan yang diarahkan untuk mencegah kegagalan suatu sarana dan dilaksanakan dengan memeriksa mesin-mesin tersebut pada selang waktu yang teratur dan ditentukan sebelumnya, pelaksanaan tingkat reparasi selanjutnya tergantung pada apa yang ditemukan selama pemeriksaan (James, 1998).
Emergency maintenance adalah pemeliharaan yang
dilakukan seketika ketika mesin mengalami kerusakan yang tidak terdeteksi sebelumnya (James, 1998).
Overall Equiptment Effectiveness (OEE)
Overall Equiptment Effectiveness (OEE) merupakan
efektivitas peralatan secara keseluruhan untuk mengevaluasi seberapa besar nilai performa dan keandalan suatu mesin (Robert, 2001).
OEE = Availability x Performance x Quality x 100% Dimana :
Breakdown Losses akan menyebabkan waktu
terbuang sia-sia yang mengakibatkan kerugian bagi perusahaan akibat berkurangnya volume produksi atau kerugian material akibat produk yang dihasilkan cacat. Rumus penghitungan breakdown loss adalah sebagai berikut.
Setup and Adjustment Losses adalah kerugian
karena pemasangan dan penyetelan adalah semua waktu pemasangan dan waktu penyesuaian yang dibutuhkan untuk kegiatan-kegiatan mengganti suatu jenis produk ke jenis produk berikutnya untuk produksi selanjutnya. Dengan kata lain, total kebutuhan mesin tidak berproduksi untuk mengganti peralatan. Rumus penghitungan setup
and adjustment losses adalah sebagai berikut.
Small Stop Losses adalah kerugian karena mesin
beroperasi tanpa beban maupun karena berhenti sesaat muncul jika faktor eksternal mengakibatkan mesin berhenti berulang-ulang atau beroperasi tanpa menghasilkan produk. Rumus penghitungan untuk small stop adalah sebagai berikut.
Reduced Speed Losses adalah menurunnya
kecepatan produksi timbul jika kecepatan operasi
actual lebih kecil dari kecepatan mesin yang telah
dirancang beroperasi dalam kecepatan normal. Rumus untuk penghitungan reduce speed adalah sebagai berikut.
Process Defect Losses adalah produk cacat yang
dihasilkan akan mengakibatkan kerugian material, mengurangi jumlah produksi, limbah produksi meningkat dan peningkatan biaya untuk pengerjaan ulang. Kerugian akibat pengerjaan ulang termasuk biaya tenaga kerja dan waktu yang dibutuhkan untuk berproduksi kembali. Rumus penghitungan untuk process defect losses adalah sebagai berikut.
Reduced Yield Losses adalah kerugian yang timbul
selama waktu yang dibutuhkan oleh mesin untuk menghasilkan produk baru dengan kualitas produk yang diharapkan. Kerugian yang timbul bergantung pada faktor seperti kondisi operasi yang tidak stabil, tidak tepatnya penanganan dan pemasangan peralatan ataupun operator tidak mengerti dengan kegiatan produksi yang dilakukan. Rumus penghitungan untuk reduce yield losses adalah sebagai berikut.
Keandalan Mesin
Keandalan adalah peluang sebuah komponen, sub-sistem atau sub-sistem melakukan fungsinya dengan baik, seperti yang dipersyaratkan, dalam kurun waktu tertentu dan dalam kondisi operasi tertentu pula.
Mean Time Between Failure (MTBF) adalah
rata-rata interval waktu kerusakan yang terjadi saat mesin selesai diperbaiki sampai mesin tersebut mengalami kerusakan kembali. MTBF dapat dihitung dengan persamaan sebagai berikut :
Mean Time Between Failure =
Mean Time To Repair (MTTR) adalah waktu
rata-rata yang diperlukan untuk melakukan perbaikan oleh suatu mesin. MTTR dapat dihitung dengan persamaan sebagai berikut :
Mean Time To Repair =
Hasil dan Pembahasan
Departemen Maintenance
Departemen
Produksi Departemen Teknik
Start
Terjadi Kerusakan
Operator menyampaikan kepada bagian produksi
Bagian produksi membuat SPK
maintenance
Bagian maintenance membuat work order
Work order diberikan kepada teknisi Teknisi mengecek mesin Diperlukan penggantian sparepart Mengajukan kepada atasan Memperbaiki mesin Mempersiapkan peralatan Mesin sudah baik Menginformasikan kepada operator End Y T T Y Menginformasikan kepada bagian produksi Disetujui T Mempersiapkan Sparepart Y Sparepart baru Re-Conditioning Y T
Gambar 1 Prosedur Maintenance di P.T. X Gambar 1 adalah prosedur untuk melakukan perbaikan pada departemen maintenance di P.T. X. Secara umum, ketika terjadi kerusakan, operator melaporkan kerusakan kepada departemen produksi. Departemen produksi menyampaikan kepada departemen teknik yang bertugas memperbaiki kerusakan mesin. Departemen teknik mengecek mesin yang mengalami kerusakan, ketika dibutuhkan penggantian sparepart, departemen teknik mengajukan kepada atasan untuk penggantian sparepart. Keadaan khusus ketika
penggantian sparepart tidak disetujui, departemen teknik akan tetap memperbaiki mesin yang mengalami kerusakan dengan menggunakan
sparepart yang lama dan departemen teknik akan
terus memperbaiki mesin sampai baik. Departemen teknik akan menyampaikan kepada departemen produksi jika mesin telah diperbaiki dan dapat berjalan dengan baik.
Penghitungan MTBF dan MTTR
MTBF dan MTTR dicari agar dapat mengetahui berapa rata-rata suatu komponen mesin mengalami kerusakan dan berapa lama waktu perbaikan komponen mesin di P.T. X. P.T. X memiliki tiga mesin yang digunakan untuk memproduksi keramik, yaitu mesin kiln, press, dan mesin glasir. Mesin kiln memiliki banyak komponen yang selama tahun 2011 mengalami kerusakan, seperti bata jatuh, penggantian roll block, servis motor dryer, servis gear box roll, penggantian gigi roll, dan penggantian motor line.
Mesin press memiliki dua komponen yang selama tahun 2011 mengalami kerusakan, yaitu servis pompa hidrolik dan penggantian gir sproket roll
compresor.
Mesin glasir memiliki banyak komponen yang selama tahun 2011 mengalami kerusakan, yaitu cuci rd, ayak ulang glaze, servis spray lem buntu, ganti roll, pompa jet engobe rusak, sensor loading rusak, servis multi roll, dan servis printing.
Tabel 1 Jadwal MTBF dan MTTR Mesin di P.T. X
Mesin Permasalahan MTBF
(Hari) (menit) MTTR
KIln Ganti Roll Block 27 360 KIln Servis Motor Dryer 59 225 KIln Servis Gear Box Roll 55 173 KIln Ganti Gigi Roll 29 233 KIln Ganti Motor Line 57 320
Kiln Bata Jatuh 18 393
Press Servis pompa hidrolik 53 192 Press Ganti gir sproket roll
compresor 48 144
Glasir Cuci rd, ayak ulang
glaze, servis spray lem
buntu
40 458
Glasir Ganti roll 54 440
Glasir Pompa jet engobe
rusak 36 382
Glasir Sensor loading rusak 21 209 Glasir Servis multi roll 36 350
Penghitungan OEE (Overall Equipment
Effectiveness)
OEE digunakan untuk menghitung efektivitas mesin secara keseluruhan. Data yang diperlukan untuk menghitung OEE adalah Availability,
Performance, dan Quality.
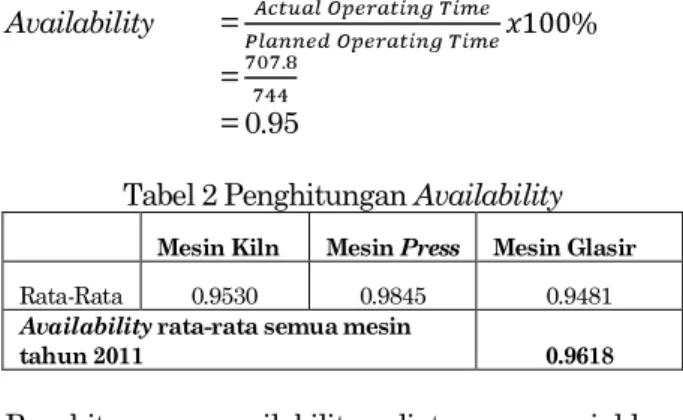
Availability = = = 0.95
Tabel 2 Penghitungan Availability
Mesin Kiln Mesin Press Mesin Glasir
Rata-Rata 0.9530 0.9845 0.9481 Availability rata-rata semua mesin
tahun 2011 0.9618
Penghitungan availability diatas menunjukkan bahwa ketersediaan mesin P.T. X selama tahun 2011 sebesar 0.9618. Availability mesin P.T. X dapat dikatakan baik karena secara keseluruhan tidak ada mesin yang berada di bawah 90 %.
Performance =
= = 0.9396
Tabel 3 Penghitungan Performance Performance
mesin Kiln Performance mesin Press Performance mesin Glasir
Rata-Rata 0.9396 0.9690 0.9404 Performance rata-rata semua mesin
tahun 2011 0.9482
Performa mesin P.T. X selama tahun 2011 sebesar 0.9482. Performa mesin selama tahun 2011 dapat dikatakan baik karena dari output yang ditargetkan, sebesar 94.82% output didapatkan.
Quality =
= = 0.9862
Kualitas yang dihasilkan mesin P.T. X selama tahun 2011 adalah sebesar 0.9861. Kualitas yang didapatkan dapat dikatakan sangat baik karena dari semua keramik yang diproduksi, sebesar 98.61% merupakan produk baik dan 1.39% merupakan produk cacat.
Tabel 4 Penghitungan Quality Quality
Rata-Rata 0.9861
OEE = Availability x Performance x Quality x 100% = 0.9618 x 0.9482 x 0.9861 x 100%
= 89.9263 %
OEE P.T. X selama tahun 2011 adalah sebesar 89.9263%. Nilai tersebut merupakan nilai efektivitas mesin secara keseluruhan selama tahun 2011 yang merupakan nilai yang cukup bagus dan
dapat ditingkatkan untuk mendapatkan hasil yang lebih baik.
Analisa Six Big Losses
Nilai OEE yang dimiliki P.T. X saat ini adalah 89.9263% dimana nilai OEE tersebut dapat ditingkatkan dengan mengetahui dan memperbaiki faktor-faktor yang dominan dari six big losses yang mempengaruhi nilai OEE.
= = 3.6%
Tabel 5. Presentase Breakdown Losses Mesin Kiln,
Press, dan Glasir
Mesin Machine Break (jam) Actual Time (jam) Presentase (%) Kiln 303.4 8348.3 3.6% Press 38.3 8624 3.5% Glasir 352.9 8305.3 3.7% = = 1.06%
Tabel 6 Presentase Setup and Adjustment Losses Mesin Kiln, Press, dan Glasir
Mesin Setup and
Adjustment Losses (jam) Actual Time (jam) Presentase (%) Kiln 88.3 8348.3 1.1% Press 77.7 8624 0.9% Glasir 81.8 8305.3 1% = = 0.2%
Tabel 7 Presentase Small Stop Losses Mesin Kiln,
Press, dan Glasir
Mesin Small Stop (jam) Actual Time (jam) Presentase (%) Kiln 20 8348.3 0.2% Press 20 8624 0.2% Glasir 20 8305.3 0.2% = = 4.5%
Tabel 8 Presentase Reduced Speed Losses Mesin Kiln, Press, dan Glasir
Mesin Kiln Press Glasir
Actual Time (jam) 8348.3 8624 8305.3 Availability Time
(jam)
8760 8760 8760 Ideal Cycle Time
(jam/unit) 0.00239 0.00255 0.00237 Total Product Process 3328219 3328219 3328219 Reduced Speed (jam) 393.86 137.04 417.42 Presentase (%) 4.50% 1.60% 4.80% = = 1.2%
Tabel 9 Presentase Process Defect Losses Mesin Kiln,
Press, dan Glasir
Mesin Actual Time (jam) Ideal Cycle Time (jam/unit) Total Product Defect Presentase (%) Kiln 8348.3 0.00239 42165 1.2% Press 8624 0.00255 42165 1.3% Glasir 8305.3 0.00237 42165 1.2% = = 0.1%
Tabel 10 Presentase Reduce Yield Losses Mesin Kiln,
Press, dan Glasir
Mesin Actual Time (jam) Ideal Cycle Time (jam/unit) Total Scrap (unit) Presentase (%) Kiln 8348.3 0.00239 3706 0.1% Press 8624 0.00255 3706 0.1% Glasir 8305.3 0.00237 3706 0.1%
Pengaruh Six Big Losses
Keenam faktor penyebab menurunnya efektivitas mesin dikelompokkan agar dapat mengetahui faktor terbesar yang menyebabkan menurunnya efektivitas mesin.
Tabel 11 Presentase Faktor Six Big Losses Mesin Kiln, Press, dan Glasir
No. Six Big Losses Mesin
Kiln Mesin Press Mesin Glasir 1 Breakdown Loss 33.15% 9.82% 35.98% 2 Setup and Adjustment
Loss
9.65% 19.92% 8.34% 3 Small Stop Loss 2.19% 5.13% 2.04% 4 Reduce Speed Loss 43.04% 35.14% 42.56% 5 Process Defect Loss 11.01% 27.57% 10.19% 6 Reduce Yield Loss 0.97% 2.42% 0.90%
Diagram Sebab Akibat
Permasalahan yang menyebabkan kerugian dianalisa menggunakan diagaram sebab akibat untuk mengetahui sebab yang mengakibatkan suatu kerugian. Diagram sebab akibat digunakan untuk mencari faktor-faktor yang menyebabkan terjadinya suatu masalah.
Faktor terbesar yang terjadi pada mesin kiln yang
menyebabkan kerugian adalah reduce speed loss.
Reduce Speed Loss
Lingkungan
Mesin
Manusia Temperatur yang terlalu tinggi
Listrik PLN sering mati
Operator kurang teliti
Bata sering jatuh
Mesin sering macet Terdapat kotoran yang
menyumbat mesin
Penyetelan mesin tidak benar
Gambar 2 Diagram Sebab Akibat Reduce Speed Loss Mesin Kiln
Analisa diagram sebab akibat untuk faktor reduce
speed loss adalah sebagai berikut :
1. Manusia
Kurang telitinya operator dalam melakukan penyetelan mengakibatkan mesin tidak dapat berjalan secara optimal sehingga target produksi tidak tercapai.
2. Mesin
Temperatur mesin yang terlalu panas menyebabkan bata sering jatuh dan dibutuhkan waktu yang lama untuk memperbaiki bata karena diperlukan waktu untuk menurunkan temperatur mesin.
Terdapat kotoran di sekitar mesin mengakibatkan mesin menjadi macet sehingga waktu produksi terbuang untuk membersihkan kotoran.
3. Lingkungan
Listrik PLN yang sering mati akan mengakibatkan tidak dapat melakukan produksi sehingga target produksi tidak tercapai.
Faktor terbesar yang terjadi pada mesin press yang menyebabkan kerugian adalah reduce speed loss.
Reduce Speed Loss Mesin
Manusia Mesin sering macet
Penyetelan mesin tidak benar
Operator kurang teliti Pompa hidrolik macet
Kurang pelumasan pada pompa hidrolik
Gambar 4 Diagram Sebab Akibat Reduce Speed Loss Mesin Press
Analisa diagram sebab akibat untuk faktor reduce
speed loss adalah sebagai berikut :
1. Manusia
Kurang telitinya operator dalam melakukan penyetelan mengakibatkan mesin tidak dapat berjalan secara optimal sehingga target produksi tidak tercapai.
2. Mesin
Kurangnya pelumasan pada pompa hidrolik akan mengakibatkan pompa menjadi sering macet sehingga mesin menjadi sering macet dan target produksi tidak tercapai
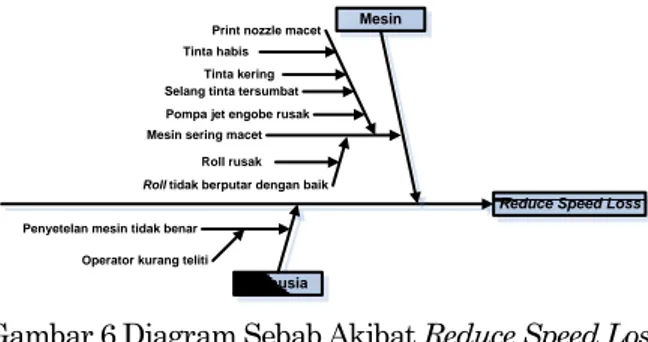
Faktor terbesar yang terjadi pada mesin glasir yang menyebabkan kerugian adalah reduce speed loss.
Reduce Speed Loss Mesin
Manusia
Mesin sering macet Selang tinta tersumbat
Penyetelan mesin tidak benar
Print nozzle macet
Tinta kering Tinta habis
Roll tidak berputar dengan baik
Roll rusak
Operator kurang teliti
Pompa jet engobe rusak
Gambar 6 Diagram Sebab Akibat Reduce Speed Loss Mesin Glasir
Analisa diagram sebab akibat untuk faktor reduce
speed loss adalah sebagai berikut :
1. Manusia
Kurang telitinya operator dalam melakukan penyetelan mengakibatkan mesin tidak dapat berjalan secara optimal sehingga target produksi tidak tercapai.
2. Mesin
Roll yang rusak menyebabkan tidak dapat
berputar dengan baik dan mesin menjadi macet.
Pompa jet engobe rusak, tinta habis, tinta kering, dan selang tinta tersumbat mengakibatkan print nozzle macet sehingga mesin menjadi macet.
TPM di P.T. X
TPM di P.T. X dapat dicapai dengan memperbaiki sistem maintenance yang ada. Sistem maintenance yang dimiliki P.T. X saat ini berupa sistem corrective
maintenance dimana dilakukan perbaikan ketika
suatu mesin mengalami kerusakan. TPM bertujuan menciptakan suatu sistem atau proses yang dapat diandalkan sehingga dapat mengurangi kerusakan yang terjadi, oleh karena itu usulan TPM berupa sistem maintenance yang terencana atau planned
maintenance.
Usulan TPM yang dapat diberikan kepada P.T. X adalah dengan memberikan instruksi pengoperasian mesin kepada operator agar mesin dapat beroperasi secara optimal. Memaksimalkan
efektivitas mesin agar nilai OEE perusahaan dapat ditingkatkan dengan cara mengurangi kerusakan mesin, memperbaiki kualitas produk yang dihasilkan, dan sebagainya. Memperbaiki sistem
maintenance yang lama dengan sistem planned maintenance yaitu preventive maintenance, corrective maintenance, dan predictive maintenance.
Preventive Maintenance Start Start Jadwal pemeriksaan mesin Jadwal pemeriksaan mesin Apakah sudah sesuai standar Apakah sudah sesuai standar Pemeriksaan mesin Pemeriksaan mesin Y T End End Pendokumentasian perawatan Pendokumentasian perawatan
Gambar 8 Prosedur Preventive Maintenance Prosedur sistem maintenance yang dimiliki P.T. X saat ini adalah dilakukan penggantian oli, pelumasan, perbaikan kecil, dan sebagainya ketika suatu mesin mengalami kerusakan. Prosedur
preventive maintenance didasarkan pada jadwal
pemeriksaan mesin yang telah ditentukan sebelumnya. Pemeriksaan yang dilakukan antara lain penggantian oli, perbaikan kecil, pelumasan, penyetelan mesin, dan sebagainya. Pemeriksaan-pemeriksaan tersebut distandarkan untuk setiap mesin dan dilakukan pada selang waktu yang telah ditentukan sebelumnya. Pendokumentasian perawatan dilakukan ketika mesin telah diperiksa sesuai dengan standar yang telah ditentukan sebelumnya, yang dicatat adalah komponen/ mesin apa yang diperiksa, siapa yang melakukan pemeriksaan, kapan dilakukan pemeriksaan, dan apa saja yang dilakukan ketika melakukan pemeriksaan mesin.
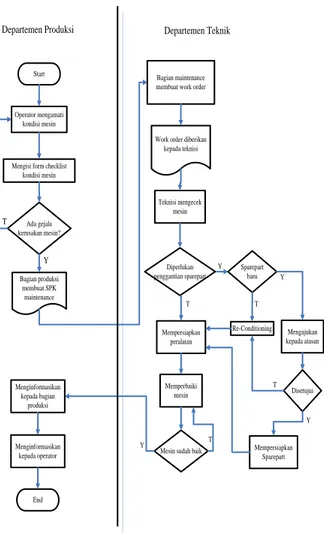
Corrective Maintenance
Prosedur corrective maintenance membutuhkan keterlibatan para operator lantai produksi, karena operator lantai produksi yang langsung mengoperasikan mesin. Metode untuk mendokumentasikan kondisi mesin adalah dengan mengisi form checklist kondisi mesin yang diisi setiap shift kerja. Ketika mesin yang digunakan menunjukkan gejala kerusakan, operator dapat segera memberitahukan kepada departemen maintenance untuk memperbaiki mesin tersebut, hal tersebut akan menghemat waktu perbaikan dan mesin dapat digunakan secara optimal. Perbaikan
mesin tidak hanya dilakukan ketika mesin tersebut mengalami kerusakan, tetapi ketika terjadi gejala-gejala yang menyebabkan mesin tersebut mengalami kerusakan, mesin dapat segera diperbaiki untuk dapat terus beroperasi.
Start
Operator mengamati kondisi mesin
Mengisi form checklist kondisi mesin Bagian produksi membuat SPK maintenance Ada gejala kerusakan mesin? T Y
Departemen Produksi Departemen Teknik
Bagian maintenance membuat work order
Work order diberikan kepada teknisi Teknisi mengecek mesin Diperlukan penggantian sparepart Mengajukan kepada atasan Memperbaiki mesin Mempersiapkan peralatan
Mesin sudah baik Menginformasikan kepada operator End Y T T Y Menginformasikan kepada bagian produksi Disetujui T Mempersiapkan Sparepart Y Sparepart baru Re-Conditioning Y T
Gambar 9 Prosedur Corrective Maintenance
Predictive Maintenane
Prosedur predictive maintenance didasarkan pada penghitungan MTBF dan MTTR yang telah dilakukan. Hasil pengolahan MTBF dan MTTR digunakan untuk sistem predictive maintenance P.T. X. Sistem predictive maintenance diperlukan karena dapat mengurangi frekuensi kerusakan komponen-komponen mesin, jadi dilakukan penggantian sparepart sebelum komponen-komponen mesin tersebut rusak.
Penggunaan predictive maintenance digunakan untuk mencegah kegagalan suatu komponen mesin dengan menggunakan jadwal dari hasil penghitungan MTBF dan MTTR. Tabel 4.24 merupakan tabel estimasi penurunan frekuensi kecacatan untuk mesin kiln. Diasumsikan apabila sebelum kerusakan dilakukan predictive maintenance dan kerusakan terjadi satu hari
sebelum predictive maintenance, dianggap komponen tidak mengalami kerusakan.
Diperlukan penggantian sparepart Mengajukan kepada atasan Memperbaiki mesin Mempersiapkan peralatan
Mesin sudah baik Y T T Disetujui T Mempersiapkan Sparepart Y Sparepart baru Re-Conditioning Y T Start Menginformasikan kepada operator End Y Menginformasikan kepada bagian produksi Jadwal Perawatan Mesin
Gambar 10 Prosedur Predictive Maintenance Tabel 14 Estimasi Penuruan Frekuensi Kecacatan
Mesin Kiln
Komponen
Frekuensi Kerusakan Penurunan Frekuensi
Kerusakan (%) Breakdown
Maintenance Maintenance Predictive
Ganti Roll Block 19 8 57.90% Servis Motor Dryer 6 1 83.33% Servis Gear Box Roll 6 1 83.33% Ganti Gigi Roll 7 1 85.71% Ganti Motor Line 4 0 100% Bata Jatuh 16 5 68.75% Rata-rata 79.83%
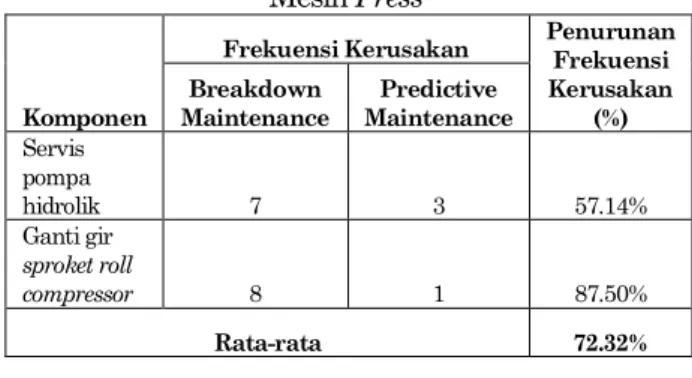
Tabel 15 Estimasi Penuruan Frekuensi Kecacatan Mesin Press
Komponen
Frekuensi Kerusakan Penurunan Frekuensi
Kerusakan (%) Breakdown
Maintenance Maintenance Predictive
Servis pompa hidrolik 7 3 57.14% Ganti gir sproket roll compressor 8 1 87.50% Rata-rata 72.32%
Tabel 16 Estimasi Penuruan Frekuensi Kecacatan Mesin Glasir
Komponen
Frekuensi Kerusakan Penurunan Frekuensi
Kerusakan (%) Breakdown
Maintenance Maintenance Predictive
Cuci rd, ayak ulang glaze,servis spray lem buntu 6 2 66.67% Ganti roll 6 1 83.33% Pompa jet engobe rusak 10 4 60.00% Sensor loading rusak 11 3 72.73% Servis multi roll 6 1 83% Servis printing 9 2 77.78% Rata-rata 73.97%
Kerusakan mesin kiln dapat diturunkan sebesar 79.83% setelah menggunakan predictive maintenance, mesin press sebesar 72.32% dan mesin
glasir sebesar 73.97%.
Simpulan
Penerapan TPM di P.T. X digunakan untuk meningkatkan efektivitas mesin. Nilai OEE yang dimiliki P.T. X saat ini adalah 89.9263% dimana nilai tersebut dapat ditingkatkan lagi dengan memperbaiki faktor-faktor dari six big losses yang menyebabkan nilai OEE tersebut turun. Usulan penerapan TPM yang diberikan diharapakan dapat digunakan untuk meningkatkan efektivitas mesin. Sistem maintenance yang dimiliki P.T. X saat ini berupa sistem corrective maintenance, dimana dilakukan perbaikan ketika suatu mesin mengalami kerusakan. Usulan penerapan TPM berupa perbaikan sistem corrective maintenance dan membuat sistem preventive maintenance serta
predictive maintenance. Preventive maintenance
dilakukan dengan jadwal perbaikan yang telah ditentukan sebelumnya, seperti penggantian oli, perbaikan kecil, pelumasan, penyetelan mesin, dan sebagainya. Corrective maintenance dilakukan
bersama-sama dengan operator lantai produksi yang ikut mengamati kondisi mesin yang digunakan sehingga ketika ada gejala kerusakan, operator dapat segera memberitahu bagian maintenance untuk memperbaiki mesin. Predictive maintenance dilakukan untuk mencegah suatu komponen mesin mengalami kerusakan, dengan menggunakan hasil penghitugan MTBF dan MTTR dapat diketahui selang waktu kerusakan dan lama waktu perbaikan suatu komponen mesin. Kerusakan mesin kiln dapat diturunkan sebesar 79.83% setelah menggunakan predictive maintenance, mesin press sebesar 72.32% dan mesin glasir sebesar 73.97%.
Daftar Pustaka
1. Garpersz, Vincent, Manajemen Produktivitas Total, Gramedia Pustaka Utama, Jakarta 1998. 2. Hansen, Robert C., Overall Equipment
Effectiveness, A Powerful Production/
Maintenance Tool for Increased Profits ,
Industrial Press Inc., New York, 2001.
3. Leflar, James A., Practical Total Productive
Maintenance, Successful Equipment at Agilent Technology, Productivity Press, Inc., 1998.
4. Monden, Yasuhiro, Total Production System. Institute of Industrial Engineers. Japan, 1984. 5. Takashi, Yoshikazu, Osada., Total Productive
Maintenance-TPM, Technical Report, Lulea
Tekniska Universitet. Sweeden, 2000.
6. Tajiri, Masaji, TPM Implementation, A Japanese
Approach, New York, 1993
7. Wireman, Terry, Total Productive Maintenance, 2nd ed. New York, 2004