METODA UJI TANPA RUSAK ( UTR )
UMUM :
Uji tanpa Rusak UTR
UTR : Metoda fisis untuk menentukan kondisibahan tanpa merusak bahan. Pengujian karakteristik bahan dilakukan secara tidak langsung, tetapi melalui karakteristik yang dapat dihubungkan dengan kondisi yang sebenarnya.
KEUNTUNGAN UTR :
• Tidak merusak bahan
• Dilakukan dilapangan (dilokasi alat / bahan)
• Dapat dilakukan pada bahan sebanyak yang diinginkan, disesuaikan dengan kondisi dengan bahan yang akan diuji.
BEBERAPA UJI TIDAK MERUSAK
• Uji Visual (VT)• Uji Liquid Penetrant (PT)
• Uji Magnetik Partikel (MT)
• Uji Ultrasonik ( UT )
• Uji Radiography ( RT ) • Uji Edy Current (ET)
• Uji Acustic Emision (AE)
• Uji Leak ( Kebocoran )
• Uji Analisa Komposisi kimia • Uji Kekerasan
• Uj Ketebalan bahan. Dll
METODA : UJI ULTRASONIK
Gelombang Ultrasonik berfrekuensi tinggi (1 MHz s/d 10 MHz) ditembuskan kedalam bahan. Dalam penjalarannya didalam bahan, gelombang ultrasonik akan memantul setiap kali menjumpai bidang pantul (termasuk cacat), gelombang pantul dapat diterima oleh probe, maka indikasinya dapat diamati melalui layar CRT (Cathode Ray Tube). Melalui indikasi yang muncul pada CRT lalu dianalisa untuk mengetahui cacat bahan, untuk mendapatkan cacat seakurat mungkin, dalam scaning disediakan probe dengan berbagai jenis probe ( dimensi,
frequency dan berbagai sudut probe ).
DASAR-DASAR ULTRASONIK
Gelombang Ultrasonik adalah gelombang mekanik seperti gelombang suara yang frekuensinya > 20 KHz. Gelombang ini dapat dihasilkan oleh probe yang bekerja berdasarkan perubahan energi listrik menjadi energi mekanik dan sebaliknya, selama perambatanya didalam material dipengaruhi oleh sifat-sifat bahan, misalnya: Massa jenis, homoginitas, besar butir kekerasan dan lain-lain. Gelombang ultrasonic ini dapat dipakai untuk mengetahui tebal bahan, dan ada tidaknya cacat didalam bahan.
Gelombang ultrasonic dapat dipantulkan dan dibiaskan oleh permukaan batas antara dua bahan yang berbeda, dari sifat pantulan pantulan tersebut dapat ditentukan: tebal bahan, lokasi cacat & ukuran cacat, yang tegak lurus terhadap arah rambatan gelombang. Dengan menggunakan teknik gema, cacat yang
letaknya agak jauh dari permukaan akan lebih mudah dideteksi, sedangkan yang
sangat dekat dengan permukaan lebih sukar diperiksa. Untuk mendeteksi cacat
lebih akurat dibuatkan probe sudut yang arah rambatannya membuat sudut tertentu. Dalam penggunaannya probe dikontakan langsung pada benda uji melalui kuplan yang sangat tipis disebut teknik kontak lansung, dapat pula dilakukan teknik rendam (Immersion).
METODA ULTRASONIK 2
Ukuran cacat tidak dapat ditentukan dengan tepat karena hanya permukaan yang tegak lurus terhadap arah rambatan saja yang dapat terdeteksi, penentuan ukuran cacat dapat dilakukan dengan cara membandingkan amplitudo gelombang pantul dari cacat tersebut terhadap cacat refrensi. Misal: Cacat refrensi berbentuk
silinder atau berbentuk lingkaran datar yang bidangnya tegak lurus terhadap arah
rambatan gelombang.
PRINSIP DASAR UJI ULTRASONIK.
Untuk memeriksa tebal bahan atau cacat didalam suatu bahan dapat dilakukan dengan tiga cara yaitu:
Teknik Resonasi
Tekni Transmisi
Teknik Gema
Teknik gema dengan kontak langsung paling banyak digunakan baik pengujian di laboratorium ataupun di lapangan.
TEKNIK RESONA NSI.
Tebal bahan dapat di ukur dengan cara mengukur frekuensi / panjang
gelombang ultrasonic yang dapat menimbulkan Resonansi Maximum pada bahan
tersebut. Adanya cacat dapat dideteksi dengan terjadinya perubahan resonansi, karena jarak bahan yang beresonansi berubah.
METODA ULTRASONIK 3 SIGNAL AMPLIFIER HIGH FREKUENSI GENERATOR WITH VARIABLE F CRT SWEEP VOLTAGE GENERATOR BENDA UJI Probe
TEKNIK TRA NSMISI.
Adanya cacat didalam bahan dapat diketahui dari adanya penurunan
intensitas gelombang ultrasonic yang diterima oleh probe penerima, sedangkan
tebal bahan tidak digunakan untuk pengujian dengan teknik ini.
TEKNIK GEMA
Tebal bahan, lokasi dan besarnya cacat dapat diketahui dari waktu rambat
dan amplitudo gelombang yang diterima oleh probe.
METODA ULTRASONIK 4 10 0 10 0 10 0 4.5 5 High Frekuensi Generator AMPLIFIER TRANSMITING PROBE RECEIVING PROBE Standar uji 40 % Intensity 0 100 50 100 % Intensity 0 100 50 AMPLIFIER Benda Uji CACAt
GELOMBANG ULTRASONIK.
Di alam ini dikenal bermacam-macam gelombang, misal :
• Gelombang Elektromagnetik (gel radio, cahaya, sinar x, γ dsb)
• Gelombang listrik (arus listrik).
• Gelombang Mekanik (suara, musik)
Gelombang UT adalah gelombang Mekanik seperti suara yang frekuensinya > 20k.Hz, gelombang ini mempunyai besaran- besaran fisis seperti :
Panjang gelombang (λ), Kecepatan rambat (V), waktu gatar (T), Amplitudo (A). Frekuensi (F), Soun Path = (S), Koefisien Refleksi material = ( r ), Intensitas gelombang = ( I ), Factor atenuasi material = (μ) dsb.
Formula yang berlaku bagi gelombang suara berlaku pula bagi gelombang UT, missal:
λ =
V
F
S = v . t
Sin α / Sin β = V
1/ V
2... (Sinellius)
I
1/ I
2= r
22/ r
12………. ….. (Last sguer law)
It = I
0 .e
-μ.t………
.(Attenuation)
Hukum seperti :Hamburan, Difraksi, Dispersi dan hukum gelombang lainnya berlaku pula bagi gelombang ultrasonik. Untuk bahasan selanjutnya diutamakan perhitungan jarak. Panjang gelombang, pantulan dan Pembiasan.
Dalam perambatan pada bahan yang sama V dan F dianggap tetap (konstan). Dalam berbagai bahan F selalu dianggap tetap, kecepatan rambat bahan (V) merambat tergantung pada jenis bahan dan mode gelombang. Frekuensi yang sering digunakan untuk Uji Tanpa Rusak umumnya antara 250 KHZ →15MHZ, untuk pemeriksaan las digunakan F 2 MHZ → 4 MHZ.
CARA PERAMBATAN GELOMBANG.
Untuk menggambarkan cara merambatnya gelombang Ultrasonik pada bahan, digambarkan sebagai atom yang saling terikat melalui pegas.
METODA ULTRASONIK 6 atom pegas Force D I R E C T I O N O F P R O P A G A T I O N N O I T A G A P O R P F O N O I T C E R I D
MODE / GELOMBANG
Dari cara bergetar dan perambatanya, gelombang Ultrasonik dapat menjalar didalam bahan dengan berbagai mode.
MODE LONGITUDINAL :
Mode longitudinal terjadi bila gelombang Ultrasonik merambat pada suatu arah sejajar gerakan atom yang digetarkan. Gelombang long (longitudinal / pressure wave), dapat merambat pada semua bahan (gas, cair, padat)
MODE TRANSVERSAL .
Mode transversal terjadi bila gelombang UT merambat pada arah tegak lurus pada arah gerakan atom yang digetarkan.
Gelombang transversal / Shear wave hanya dapat merambat pada benda padat.
METODA ULTRASONIK 7 V
λ
Fλ
V
F
VT F λF
V
λ
D I R E C T I O N O F P R O P A G A T I O N N O I T A G A P O R P F O N O I T C E R I DMODE PERMUKAAN.
Mode permukaan terjadi bila gel UT transversal merambat pada permukaan, gerakan atom berbentuk ELLIPS (Surface Releigh wave).
Hanya merambat pada permukaan bahan benda padat pada kedalaman max 1 λ.
MODE PELAT .
Mode pelat terjadi bila gel Longitudinal merambat pada bahan plat tipis yang tebalnya kurang dari ½ λ. gerakan atom yang bergetar berbentuk ELLIPS. Gel plat / lamb wave merambat pada seluruh benda uji plat tipis, berbentuk simetris atau asimetris.
SYMETRICAL ASYMETRICAL PLATE WAVES METODA ULTRASONIK 8 2 W2 – W1 W1 + W2 Tranducer Test specimen Discontinuity (Crack) Particle motion Direction of propagation particle Medium Surface
THIN SHEET (PLATE)
D I R E C T I O N O F P R O P A G A T I O N N O I T A G A P O R P F O N O I T C E R I D
PERUBAHAN MODE.
Gelombang UT yang merambat dalam suatu bahan, dapat berubah mode, dari satu mode ke mode lain. perubahan ini terjadi misalnya karena : PANTULAN atau PEMBIASAN. Mode berubah kecepatan rambat berubah, sedangkan F tetap akibatnya λ berubah.
KEMAMPUAN DETEKSI.
Cacat terkecil yang dapat dideteksi oleh gelombang ultrasonik adalah :
KECEPATAN RAMBAT DAN PANJANG GELOMBANG.
Kecepatan rambat (v) gelombang Ultrasonik dalam suatu bahan tergantung pada jenis bahan yang dilalui oleh mode gelombang tersebut.
Gelombang Longitudinal (VL) :
VL =
Gelombang Transversal. (VT).
VT =
Dimana : E = Modulus elastisitas
ρ = Massa Jenis
τ
= Rasio PosionVL dan VT, sudah dihitung / tersedia pada tabel untuk berbagai jenis material.
METODA ULTRASONIK 9 2 W2 – W1 W1 + W2
Ǿ
min=
1/
2λ
E 1- τ
ρ (1+τ
) (1-2τ
) E 1 ρ 2 (1+τ
) =Untuk mode pelat kecepatan rambat tidak hanya tergantung pada jenis bahan. Tetapi tergantung pula pada tebal bahan & frekuensinya → untuk itu sulit dirumuskan.
Missal bila F diketahui maka λ dapat dihitung.
TRANSMISI & PANTULAN PADA PERMUKAAN YANG TEGAK LURUS PADA ARAH RAMBATAN.
Bila gelombang ultrasonik menjalar dari bahan I ke bahan II tegak lurus pada permukaan batas ke II bahan tersebut, maka sebagian gelombang akan diteruskan sedangkan sebagian lagi dipantulkan.
Intensitas yang diteruskan / dipantulkan tergantung pada koefisien transmisi / refleksinya.
W1 =
ρ
1 . V1 W2 =ρ
2 . V2Dimana : R = Koefisien Refleksi D = Koefisien Transmisi W = Impendansi Akustik
ρ
= Massa JenisV = Kecepatan Rambat
Besarnya impendansi akustik dan kecepatan rambat tidak usah dihitung tinggal lihat ditabel. METODA ULTRASONIK 10
D = I – R .
2 W2 – W1 W1 + W2 R = =R =
2 2
46,5 – 1,5 45 46,5 + 1,5 48
Misal : Bahan 1 Oli → W = 1,5 . 10 kg / m2s Bahan 2 Baja → W = 46,5 . 10 kg / m2s
D = 1 – 0,88 = 0,12 atau 12%
Ini berarti bahwa 88% dari gelombang yang datang dari oli akan dipantulkan kembali oleh permukaan baja, dan hanya 12% yang diteruskan kedalam baja, sebaliknya bila gelombang datang dari baja, maka 88% akan dipantulkan kembali oleh permukaan baja dan hanya 12% saja yang diteruskan ke dalam oli.
ATENUANSI.
Dalam perambatannya gelombang ultrasonik juga mengalami pengurangan intensitas, baik karena PENYEBARAN, ABSORSI, maupun HAMBURAN oleh butiran, juga dipengaruhi oleh frequensi yang melalui bahan tersebut.
Rumus atenuasi :
Dimana : Io = Intensitas mula-mula
It = Intensitas setelah melalui tebal t γ = Koefisien atenuasi METODA ULTRASONIK 11
It = I
0. e
– γ t R = = = 0, 88 atau 88% 2 I 0 It tPengurangan amplitudo sebagai akibat atenuasi untuk berbagai harga γ dapat ditunjukan dalam tabel. Harga γ untuk baja dan Al bila frekuensi gelombang 2 MHz adalah 10 x 10-3 dB/mm sedangkan untuk besi 100 x 10-3 dB/mm.
dB (decibel) adalah satuan tingkat kekuatan gelombang dan didefinisikan sbb :
Oleh karena itu besi tuang lebih banyak mengatenuasi gel ultrasonic dibanding dengan baja ( Al ), terutama bila digunakan F yang lebih tinggi. Karena ukuran butiranya lebih besar, ukuran butir yang lebih besar akan banyak menghamburkan gelombang kearah lain.
PANTULAN DAN PEMBIASAN.
Gelombang ultrasonik yang datang pada permukaan batas akan dipantulkan & dibiaskan mengikuti hukum snellius.
METODA ULTRASONIK 12
dB = -20 log
αT αL βL βT L T L L T V1 V2 Material 1 = Material 2 ==
Material 1 = V1 α β T T L TMisal : Gelombang datang dari perspeks dengan sudut datang 100, masuk kedalam baja.
Perspeks = V1 L = 2,73 x 103 m/s, V1 T = 1,43 x 103 m/s
Baja = V2L = 5,9 x 103 m/s, V2 T = 3,23 x 103 m/s
Analisa Bidang Pantul :
Gel Long → = = 1 →
α
L = α = 100Gel Transv→ = → Sin
α
T = . Sin 100= . 0,174 = 0,0909
α
T = 5,220Analisa Bidang Bias :
Gel Long → = → L = = 0
= . 0,174 = 0,376 βL = 22, 090
Gel Transv→ = → Sin βT = . Sin 100
= . 0,174 = 0,20 βT = 11,880 = 120
Bila sudut datang diperbesar maka pada suatu posisi α tertentu akan menyebabkan βL = membentuk sudut 900
Artinya gelombang longitudinal yang dibiaskan merambat pada permukaan batas (α k1) disebut sudut kritis I contoh diatas.
METODA ULTRASONIK 13 0 -10 -20 3 10 15 β T T L T
S ig na l A m pli tu de
Sin α k1 / Sin βL = V1 L / V2 L → Sin α k1 = (2,73 / 5,9) x Sin 900
Sin α k1 = 0,463 → α k1 27,560 = 280
Bila sudut datang lebih besar dari 280 maka seluruh gelombang longitudinal akan dipantulkan kembali ke perspek & didalam baja hanya merambat gelombang transversal saja.
Bila sudut datang terus diperbesar maka pada suatu posisi tertentu βT = 900 → artinya gelombang transversal merambat pada permukaan batas, kondisi ini disebut sudut kritis ke II. (α k2), kondisi ini menghasilkan gelombang permukaan.
Sin α k2 / Sin βT = V1 L / V2 T → Sin α k2 = (2,73 / 3,23) x Sin 900
Sin α k2 = 0,845 → α k2 = 57,690 = 580
Sudut kritis I. Sudut kritis II.
Bila sudut datang diperbesar terus, gelombang transversal & longitudinal dipantulkan seluruhnya dan pada sudut datang 65 0 terjadi gelombang permukaan
murni.
PENGARUH KUPLAN.
Fungsi Kuplan yaitu untuk memudahkan merambatnya gelombang dari
probe kedalam benda uji, karena apabila antara probe dan benda uji terdapat udara
METODA ULTRASONIK 14 0 -10 -20 ∆ H 3 10 15 β V1 V2 T βL T L α k1 α k 2 T L V1 V2 βT
S ig na l A m pli tu de
maka hampir 100 % gelombang akan dipantulkan kembali kedalam probe. Pada teknik kontak langsung, bila permukaan halus lapisan kuplan sangat tipis tidak mempengaruhi arah rambatan tapi mempengaruhi amplitudo dari indikasi yang timbul pada layar, maka dari itu untuk pengukuran besarnya cacat tekanan yang diberikan ke dalam probe diusahakan konstan.
Oli adalah kuplan yang cukup baik, tetapi ada yang lebih baik daripada oli yaitu Gliserin, selain itu juga ada yang dapat digunakan sebagai kuplan diantarnya : elmulsi air, air, stempet, kanji dan lain sebagainya. Dalam aflikasinya kuplan disesuaikan dengan benda uji.
Surface Roughness ( µm)
Surface Roughness, Type of Couplant and Signal Amplitude
Beam Path distance (mm).
METODA ULTRASONIK 15 0 -10 -20 F = 5 M.H.Z size 10 x10 A m pl it ud o T ra ns m it te d (d b) ∆ H 3 10 15
S ig na l A m pli tu de 0 50 100 150 200 Glycerine 100 % glycerine 50% + water glycerine 25% + water water Oil Steel 30
B
Attenuation Beam Spread
Beam Path Distanc
ATTENNUATION DUE TO BEAM SPREAD & SCATTERING
ATTENUATION DURING TRANSMISION.
SUMBER DAN PENERIMA GELOMBANG
Suara dapat ditimbulkan melalui berbagai cara. Misalnya mekanik (memukul, memetik) atau dengan cara elektronik melalui transduser (pengeras
METODA ULTRASONIK 16 A m pl it ud o T ra ns m it te d (d b) (A) (B) ∆ H HB1 HB2 0 T 2T Scattering ∆ HS Beam Spread ∆ HBS Beam Spread Scattering E C H O S IG N A L H E IG H T ( D B ) Attenuation by beam spread Transfer Loss Attenuation by Scattering Reflection Loss S D
suara) dsb. Gelombang ultrasonik dapat ditimbulkan oleh perubahan energi listrik
ke energi mekanik dari transduser yang disebut PROBE, melalui efek PIEZOELEKTRIC dan MAKNETROSTRIKTIF. Kedua efek ini reversible dapat terjadi dari listrik ke mekanik dan sebaliknya, karena sifat reversible maka probe dapat berfungsi sebagai sumber dan penerima gelombang ultrasonik.
EFEK PIEZOELEKTRIK.
Efek ini terjadi pada kristal bahan tertentu seperti barium titanat, kuarsa dsb. Bila kristal menerima tegangan listrik, dimensi kristal akan berubah, dan apabila aliran listrik dimatikan maka dimensi kristal akan kembali ke dimensi semula dan terjadi getaran.
Bila kristal ditempatkan pada benda lain maka getaran akan diteruskan dan merambat kedalam benda uji. makin tinggi tegangan yang diberikan pada kristal amplitude getaran makin besar. Frekuensi getaran tergantung pada dimensi kristal
METODA ULTRASONIK 17 A m pl it ud o T ra ns m it te d (d b) + m v. +
piezoelectric, makin tipis ( tebal kristal ) maka frekuensi yang timbul makin BESAR. Sebagai contoh : tebal kristal 1mm untuk barium titanate dapat menghasilkan gelombang ultrasonic 2,2 MHz. Kristal piezoelectric dengan kontak listriknya diberi wadah keseluruhanya disebut probe.
PROBE : Kristal tunggal → Probe tunggal
Kristal ganda → Probe kembar / ganda
Bila bidang permukaan Kristal sejajar dengan bidang permukaa probe → disebut probe NORMAL, gelombang yang keluar adalah gelombang LONGITUDINAL & arah rambatannya tegak lurus terhadap permukaan probe.
Bila bidang permukaan tidak sejajar antara kristal dengan permukaan probe. disebut probe SUDUT gelombang yang masuk kebenda uji adalah
gelombang TRANSVERSAL dan membentuk sudut tertentu misalnya sudut 450, sudut 600, Sudut, 700.
jadi ada 4 macam probe : • Probe Normal tunggal
• Probe Normal kembar (TR).
• Probe sudut tuggal • Probe sudut kembar Dan probe sudut UNIVERSAL.
METODA ULTRASONIK 18
kristal
couplant
Benda Uji Benda Uji
couplant kristal
EPEK MAKNETOSTRIKTIF.
Beberapa macam bahan seperti : Baja, ferrit, nikel dan paduaanya dapat berubah dimensainya bila berada dalam magnet yang kuat. Bahan ini mempunyai sifat effek maknetostriktif, medan magnet yang timbul dari kumparan yang dilalui arus listrik.
Bahan ini akan berubah dimensinya bila arus listrik dihentikan dan kembali ke semula dan bergetar, menimbulkan getaran UT. Juga sebaliknya gel UT datang pada bahan. Dalam bahan akan terjadi medan magnet, menginduksi kumparan sehingga terjadi tegangan listrik.
Medan magnet ini menginduksi kumparan sehingga terjadi tegangan listrik yang selanjutrnya diperkuat untuk penditeksian.
Untuk mengurangi panas sebagai akibat arus yang timbul pada bahan maknetostriktif, bahan ini dibuat berlapis-lapis seperti inti transformator. Bahan maknetostriktif juga mempunyai sipat reversible.
GEOMETRI GELOMBANG. METODA ULTRASONIK 19 λ = Sin γ = 1,22 S N
Seperti pada gelombang suara , gelombang UT yang keluar dari probe dan merambat pada benda uji , membentuk pola penyebaran 3 dimensi ke semua arah. Intensitas maximum terjadi pada arah sumbu kristal piezoeleotrik (central beam).
Meskipun menyebar ke semua arah, dalam akustik di tetapkan batas-batas intensitas dimana gelombang masih dapat dimanfaatkan untuk pengukuran yaitu 10% (-20 dB), terhadap intensitas maximum (central beam) pada setiap penampang lintang.
Didaerah medan dekat N gel merambat secara silindris (tidak menyebar), arah dan intensitas gel tidak teratur, daerah ini pengukuran tidak teliti.
Didaerah medan jauh (F), gel menyebar secara konis, arah dan intensitas gel teratur, pengukuran lebih teliti.
. Formula lain METODA ULTRASONIK 20 λ = Sin γ = 1,22 S
Sin γ = V / D.F
N = D
2F / 4V
Sudut penyebaran (γ)
Medan dekat (N)
Dead zone 10% ~ -20 dB N Central beam 100% ~ 0 dB 10 % ~ -20 dB F γ D TCRT
Dimana : N = Medan dekat
D = diameter off kristal f = frekuensi
V = kecepatan rambat
λ
= panjang gelombangJadi terlihat
N makin besar bila D dan f besar, dan sebaliknya γ makin besar bila D dan f kecil, dan sebaliknya
Hal ini dapat dipakai sebagai bahan pertimbangan dalam melakukan pengukuran. Pengukuran bahan tipis dapat dilakukan dengan probe yang diameternya kecil sehingga N kecil atau dengan probe kembar / ganda.
Untuk benda tebal dapat dilakukan denganmenggunakan probe yang diameternya besar, sehingga intensitasnya semakin kecentral beam, penetrasi gelombang semakin baik walaupun, N semakin besar. Untuk itu dalam penggunaan probe, factor diatas harus diperhatikan.
METODA ULTRASONIK 21
λ =
Sin γ = 1,22
S
Sin γ = 1,22 V / D.F
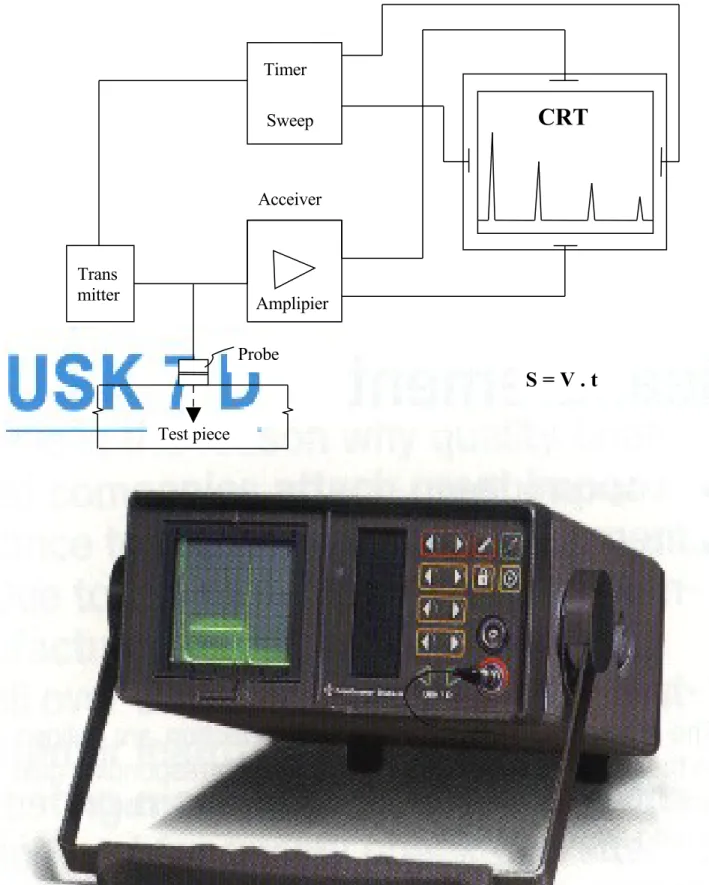
PESAWAT ULTRASONIK.
Prinsip pesawat UT tergantung pada tehnik yang digunakan. peralatan untuk tehnik resonansi berbeda dengan. Peralatan untuk tehnik gema / transmisi.
Diagram dibawah ini rangkaian yang biasa digunakan untuk tehnik gema.
Pesawat ini pengukuran yang dilakukan berdasarkan pada pengukuran waktu dan tegangan.
Pengukuran waktu yang dilakukan melalui skala horizontal diterjemahkan untuk pengukuran jarak (s) sedangkan pengukuran tegangan untuk skala vertikal adalah untuk mengetahui besarnya cacat skala horizontal dan vertical ini harus linier, agar hasil pemeriksaan menjadi akurat / teliti.
METODA ULTRASONIK 22 Acceiver Amplipier Sweep Timer Trans mitter Test piece S = V . t Probe
CRT
METODA ULTRASONIK 24
CARA BEKERJA PESAWAT :
METODA ULTRASONIK 25
3
Secara simgkat pesawat UT bekerja sebagai berikut :
Layar merupakan bagian depan dari suatu tabung hampa, bagian dalam layar dilapisi zat fluresen yang dapat menyala terang bila tertembak electron, electron berasal dari sumber yang terletak dibagian belakang tabung hampa.
Antara sumber electron dan layar terdapat lempeng vertikal dan horizontal dan pengaturan focus. Lempeng mempengaruhi gerakan horizontal, juga lempeng horizontal mempengaruhi gerakan vertical dari sinar electron dalam perjalanan menuju layar.
Berkas electron yang terfocus mengenai layar menimbulkan bintik yang menyala. Bila lempeng A,B,C,D tidak diberi tegangan maka sinar electron akan jatuh ditengah layar bintik nyala.
Bila lempeng A lebih positip dari pada B, bintik nyala akan berpindah ke titik 1, besarnya perpindahan tergantung besarnya beda tegangan antara lempeng A & B dan apabila lempeng B lebih positip bintik nyala akan berpindah ke titik 2, demikian pula dengan lempeng C dan D.
Bila lempeng C dan B diberi tegangan tertentu maka bintik nyala akan berpindah ke skala 0, dalam keadaan ini bila lempeng D diberi tegangan secara bertahap maka bintik nyala akan bergerak kearah skala 10 dan bila tegangan D dihilangkan maka bintik nyala kembali ke O.
METODA ULTRASONIK 26 0 10 Tabung hampa CRT A B D C
.
.
.
.
3 4 2 1.
000 JarakUntuk pengaturan selanjutnya diatur dengan mengatur tombol-tombol range / time base skala horizontal dan vertical.
Dengan mengatur tombol, kecepatan garakan bintik nyala dari skala O ke 10 dapat disesuaikan dengan kecepatan gerakan gelombang ultrasonik didalam benda uji hal ini dilakukan pada waktu kaibrasi jarak.
Probe mempunyai hubungan langsung dengan pemancar juga melalui lempeng A melalui penguat pada saat pemancar memberikan tegangan pada kristal. Kristal mulai bergetar mengeluarkan gelombang ultrasonik, sehingga pada layar akan terjadi penyimpangan bintik nyala kearah vertical dan menghasilkan pulsa awal.
Bila gelombang ultrasonik dipantulkan kembali dan ditangkap oleh probe maka pada saat penerimaan gelombang ini, bintik nyala ini juga akan menyimpang vertikal menghasilkan indikasi.
METODA ULTRASONIK 27
0 t2 t1 2t2 3t2 2t1 t3tt
Makin besar kekuatan gel pantulan, makin tinggi amplitudo yang terjadi pada layar, dari lokasi indikasi yang terjadi, dapat diketahui lokasi dari permukaan pemantul /cacat.
Pulsa awal merupakan petunjuk, bahwa gelombang mulai dipancarkan,
mempunyai lebar tertentu, dimana pada daerah selebar pulsa tersebut. Pengamatan pantulan gel tidak dapat dilakukan daerah ini disebut Dead zone.
DISPLAY HASIL PENGUKURAN .
Salah satu jenis pesawat ultrasonik menggunakan layar sebagai display, dimana indikasi yang timbul akibat pantulan gelombang dapat memberikan informasi tentang jarak / lokasi permukaan pantulan (skala horizontal) dan amplitudo (skala vertical), presentasi ini disebut SCAN –A.
Dari presentsi scan –A dapat digabungkan dengan system lain yang dapat menggambarkan letak cacat pada suatu penampang lintang dari benda uji yang diperiksa, presentasi ini disebut SCAN-B.
Bila scan –A digabungkan dengan posisi probe diseluruh permukaan benda uji maka diperoleh lokasi cacat dilihat dari permukaan atas presentasi ini disebut SCAN-C.
Display digital dilakukan dengan mengambil dasar seperti pada SCAN-A, hanya jarak yang dapat Dipersentasikan misalnya Thicknees meter.
METODA ULTRASONIK 28
Scan -C
Scan - B
tc tct
SCAN - A
0 5 1011 JarakFUNGSI TOMBOL.
Fungsi tombol pada umumnya sama meskipun berbeda pembuatnya.
Fungsi tombol yang penting adalah :
1. Tombol nyala / mati. 2. Tombol gain.
• Tombol gain kasar perubahan 20 dB.
• Tombol gain halus perubahan 2 dB (< 2 dB).
3. Tombol supresi untuk membatasi atau menghilangkan gangguan (noise).
4. Tombol fungsi untuk memilih jenis probe
5. Tombol range ( daerah ukur / time base ). 6. Tombol penggeser pulsa ( delay line ).
7. Tombol pulsa monitor untuk memunculkan atau menghilangkan pulsa monitor pada layar / dari layar.
8. Tombol pengatur lebar atau lokasi pulsa monitor.
9. Tombol pengatur focus, untuk mempertajam garis / titik nyala.
10.Tombol pengatur batas daerah ukur yang diperiksa untuk analisa cacat.
11.Tombol pengatur suara apabila di stel kemungkinan terjadinya cacat / pantulan yang terdeteksi.
12.Tombol pengatur lebar pulsa.
13. Tombol untuk charger
14.Tombol untuk dihubungkan dengan peralatan lain
KLIBRASI.
KALIBRASI JARAK PROBE NORMAL TUNGGAL
METODA ULTRASONIK 31
100
Kalibrasi dimaksudkan untuk menyesuaikan skala pada layar misal 0 – 10. Dengan jangkauan dari gelombang ultrasonic dalam benda uji / blok kalibrasi. Gelombang yang merambat didalam benda uji / blok kalibrasi adalah gelombang
longitudinal sebelum melakukan kalibrasi jarak tempuh harus diketahui telebih
dahulu tebal benda uji yang akan diukur kira-kira tBU? Setelah itu tentukan range ? → R > tBU Misal tBU = ± 90 mm → R = 100 n = tstdR = 25 100 = 4 Indikasi pulsa Indikasi I = R 25 × Skala layar = 100 25 × 10 = 2,5 II = 100 25 2x × 10 = 5 III = 100 25 3x × 10 = 7.5 IV = 100 25 4x × 10 = 10 C heck kalibrasi. METODA ULTRASONIK 32 100 0 2 4 3 6 8 10 V1 25 Block Standar V1 10 0 5 Lucite 231
t
Lucite = 23 = 50 steel I. 100 50 × 10 = 5 II. 100 50 2x × 10 = 10 Check ke t = 100 100 100 × 10 = 10Mengukur Tebal Benda U ji
KALIBRASI JARAK PROBE NORMAL
METODA ULTRASONIK 33 10 0 5 V1 100 tBu2 = x 100 = 60 mm 60 mm 80 mm 40 m m tBu = x 100 = 80 mm mmmm 0 6 10 10 0 5 8 tc = 4 / 10 . 100 = 40 mm
PROBE DIARAHKAN KE TEBAL 25 mm PADA V1
TEST
RANGE (mm)
INDIKASI PULSA PADA SKALA LAYAR
I II III IV V VI VII VIII IX X
50 5 10 100 2.5 5 7.5 10 125 2 4 6 8 10 150 1.66 3.33 5 6.6 8.3 10 200 1.25 2.5 3.75 5 6.25 7.5 8.75 10 250 1 2 3 4 5 6 7 8 9 10 300
PROBE DIARAHKAN KE TEBAL 100 mm PADA V1
200 5 10
250 4 8
300 3.3 6.6 10
400 2.5 5 7.5 10
500 2 4 6 8 10 Untuk kalibrasi jarak Range ≥ 200
Probe diarahkan keketebalan 100 untuk memudahkan kalibrasi.
KALIBRASI JARAK PROBE NORMAL KEMBAR
Kalibrasi jarak tempuh untuk range lebih besar dari 20/25 mm caranya sama seperti kalibrasi probe normal tuggal. Sedangkan untuk range dibawah 25 mm kalibrasi dilakukan sebagai berikut :
missal R= 10mm menggunakan standar
v w
.METODA ULTRASONIK 34
0 2 4 6 8 10
Indikasi : x Skala layar : x 10 = 4
Indikasi : x 10 = 8
Mengukur cheeking ke ketebalan yang lain
Indikasi : x 10 = 5 Kalibrasi OK
KALIBRASI JARAK PROBE SUDUT
Pelaksanaan kalibrasi jarak dengan probe sudut lebih sukar dari pada probe normal, karena posisi probe harus tepat, pada garis acuan yang telah dibuat dalam standar blok tersebut. Karena posisi probe yang tepat akan mengasilkan indikasi yang amplitudonya maximum. Sebelum melakukan kalibrasi jarak probe sudut harus sudah diketahui :
1. Titik index (exite poin),
METODA ULTRASONIK 35 7 8 0 2 4 6 8 10 0 2 4 6 8 10 5
2. Penyimpangan sudut probe,
Untuk menentukan range (jarak jangkau) kalibrasi harus dicari dulu sound path (S). Misal tebal benda uji = 20 mm, sudut probe 600
R > S S =
Dari hasil perhitungan missal S = 80 mm maka R = 100
Probe diarahkan ke radius 25
Indikasi : 1. x 10 = 2.5 2. x 10 = 10
Chek kalibrasi probe diarahkan ke 50
METODA ULTRASONIK 36 β S t S = 2 . 20 / cos 60 = 80 50 25 0 2 4 6 8 10 0 2 4 6 8 10 25 50
Indikasi = (50 / 100) x 10 = 5
Bila perlu chek lagi kearah radius 100 mm. di layar akan muncul pada skala (100 / 100) x 10 = 10
Kalibrasi jarak missal R = 250
Indikasi : x Skala layar
I = x 10 = 4 II = x 10 = 8
Setelah melakukan kalibrasi jarak tempuh sesuai dengan jarak jangkau yang dikehendaki pada layar dan sudah yakin benar. Untuk selanjutnya melakukan pemeriksaan cacat pada benda uji missal sambungan las.
KALIBRASI JARAK DENGAN PROBE SUDUT
TEST RANGE (MM)
PROBE DIARAHKAN KE
PULSA MUNCUL DILAYAR HARUS PADA SKALA I II III IV V METODA ULTRASONIK 37 100 0 2 4 6 8 10 33
100 Radius 25 Radius 50 2.5 5 10 -125 Radius 25 Radius 50 Radius 100 2 4 5 8 10 -150 Radius 25 Radius 50 Radius 100 1.66 3.33 6.66 6.66 8.33 -175 Radius 25 Radius 50 Radius 100 1.42 2.85 5.71 5.71 7.1 -200 Radius 25 Radius 50 Radius 100 1.25 2.5 5 5.0 6.25 10 300 Radius 100 3.33 6.66 10 400 Radius 100 2.5 5 7.5 10 500 Radius 100 2 4 6 8 10
KALIBRASI ALAT ( PESAWAT UT )
Setiap kali akan digunakan, pesawat UT harus dikalibrasi dengan bantuan blok kalibrasi . Misalnya dengan blok kalibrasi V1,V2. Kalibrasi alat ini harus diperiksa linieritasnya baik skala horizontal maupun vertical
PEMERIKSAAN LINIERSITAS HORISONTAL;
Pemeriksaan dimaksudkan untuk meyakinkan bahwa skala horizontal linier. Buat range 250 mm pada layar. Tempatkan probe pada ketebalan 100. V1.
METODA ULTRASONIK 38
33
Atur pulsa pada skala 4 dan 8, selanjutnya tempatkan probe pada ketebalan 25 V1, amati setiap indikasi pulsa.
Indikasi:
Apabila tepat pada skala 1 s/d 10 maka skala horizontal linier.
PEMERIKSAAN LINIERITAS VERTIKAL
Pemeriksaan dimaksudkan untuk meyakinkan bahwa skala vertical adalah linear untuk itu diusahakan pada layar dapat ditimbulkan dua buah indikasi yang amplitudonya 2: 1 METODA ULTRASONIK 39 0 1 2 33 4 5 6 7 8 9 10 25 V1 100 0 85 91 0 2 4 6 8 10 30% FSH X = ….dB 60% FSH 1,8 1,9 2 2,1 2,2 ● ● ● ● ● ● ● ● ± 10 % ± 5 % % FSH
Skala vertical linear apabila ratio berada pada range toleransi yang diijinkan atau linier pada berapa % FSH → % FSH sesuai referensi standar range toleransi.
PEMERIKSAAN LINIERITAS TOMBOL GAIN.
Pemeriksaan dimaksudkan untuk meyakinkan bahwa step tombol dari pesawat UT adalah linier.
Amplitudo Awal (%) Perubahan Gain (dB) Amplitudo Actual Amplitudo Akhir (%) Keterangan 80 80 40 20 -6 -12 +6 +12 -32 - 48 16 - 24 64 - 96 64 - 96 METODA ULTRASONIK 40 X dB I % II % Ratio I/II X+4 - - 2,05 X+2 - - 2 X=30 60 30 2 X-2 - - 2 X-4 - - 1,95 X-6 - - 1,95 X-8 - 1,9 X-10 1,9 100 V1 0 2 4 6 8 10 -6Db 80 % 40 % % FSH
PEMERIKSAAN RESOLUSI.
Apabila resolusinya baik indikasi harus dapat memperlihatkan perbedaan jarak yang sangat berdekatan pada skala 8,5 ; 9,1; 10
SENSITIVITAS DAN RESOLUSI
Sensitivitas dan resolusi dari sistim pesawat UT tergantung pada alat elektronik dan
probenya
Sensitivitas : adalah kemampuan system untuk menditeksi pemantul kecil yang letaknya jauh dari permukaan, sedangkan
Resolusi : adalah kemampuan system untuk membedakan dua permukaan pemantul yang sangat berdekatan. Sensitivitas dan resolusi merupakan dua faktor yang saling mempengaruhi artinya bila Sensitivitasnya baik →resolusinya kurang baik sedangkan bila resolusinya baik sensitivitasnya kurang baik.
Demikiaan pula alat elektroniknya untuk memperoleh sistim yang resolusinya baik di perlukan probe dan alat elektronik yang baik besaran sentivitas biasanya relatip yang satu mungkin laebih baik dari yang lain
SENSITIVITAS RESOLUSI METODA ULTRASONIK 41 0 2 4 6 8 10 0 2 4 6 8 10 KURAN G KURANG 0 2 4 6 8 10 BAIK 0 2 4 6 8 10 BAIK 0 2 4 6 8 10 KURANG V1 85 91 100
PEMERIKSAN TITIK INDEK.
Titik indek perlu diketahui lokasinya karena titik ini merupakan titik nol dari setiap pengukuran jarak.
Dilakukan sebagai berikut :
METODA ULTRASONIK 42
Titik Index
Lama Titik Index Baru V1
0 2 4 6 8 10
Kesalahan / ketidak telitian dalam menentukan letak titik indeks akan mengakibatkan kesalahan dalam menentukan letak cacat /reflector.
Kesalahan letak titik indek terhadap spesipikasi pabrik maks ± 2 skala. Bila telah melebihi 2 skala probe harus diperbaiki atau tidak dipakai.
PEMERIKSAN SUDUT PROBE
Sudut bias gelombang yang masuk kedalam benda uji dapat diukur dengan beberapa macam cara, tetapi sebelumnya titik indeks harus diketahui lokasinya.
METODA ULTRASONIK 43
Dengan cara interpolasai sudut probe yang sebenaranya adalah
Misalnya 580 Y=15 β Θ=15 X Titik Indek probe Titk indek 40 50 60 Sudut probe 40 50 60 V1 0 2 4 6 8 10 MAX 0 2 4 6 8 10 MAX
Ukur jarak X dan Y.
Y = 15 sudah standar, x = diukur dari titik indeks sudut probe →tan β dapat dicari. Sudut probe yang diperkenankan toleransinya ± 2˚ probe harus diperbaiki jangan langsung digunakan.
IMERSION TEHNIK
Biasanya sistim imersion (rendam) ini digunakan untuk pengukuran secara otomatis, dimana sistim scan A digabungkan dengan gerakan probe terhadap permukaan BU dalam sistem terpadu sehingga menghasilkan Scan –B dan Scan C. mengingat jarak permukaan BU jauh maka harus ditentukan jarak minimum yang tidak akan mengganggu pengukuran.
METODA ULTRASONIK 44
VL air
VL baja Tebal baja
Jarak air d air
Waktu yang diperlukan oleh gelombang untuk merambat dari probe ke permukaan BU adalah :
t
air= d
air/VL
airpantulan kedua terjadi dalam selang waktu t air . jadi supaya pantulan ke 2 dan seterusnya tidak mengganggu dari permukaan di dalam BU (antara permukaan 1 dan 2)
Maka
t
bj= d
bj/ VL
bj< t
aiKarena Vbj = 4 Vair, maka : dbj < 4 dair atau dair > ¼ dbj.
Jadi jarak probe permukaan I harus lebih besar dari ¼ dbj (tebal BU). Untuk dapat membaca skala lebih teliti range dapat diperkecil dan indikasi permukaan I dapat
digeser ke skala 0. METODA ULTRASONIK 45 dair R 200 0 5 8 9 10
t
BU tc 0 1 1I 6 7 0 1 2 3 4 5 6 7 8 9 10Tebal benda uji
MENENTUKAN LOKASI DIMENSI CACAT LAMINASI DENGAN PROBE NORMAL.
LANGKAH KERJA :
1. Tentukan / ukur BU. Tebal = ……40.
2. .tentukan range R > 40→R=50.
3. Lakukan kalibrasi jarak → OK 4. mencari cacat laminasi
• ukur BU dq UT tebal / Back Wal.
Kalibrasi gain sensitivity, buat indikasi menjadi 100% FSH catat G = …..dB + 6 dB = …..dB = Gain Operasi METODA ULTRASONIK 46 TBU = (8,2 / 10) x 50 = 41 TBU 0 2 43 6 8 10 100 % R 50
5. Pencarian cacat laminasi teknik 6 dB drop
TEKNIK EKUALISASI
HASIL UJI CACAT LAMINASI
METODA ULTRASONIK 47 2 2 2 2 2 1 2 2 1 Tc = (4 / 10) x 50 = 20 Ujung cacat 100 % tc 0 4 8 00 4 8,2 10 11 22 Equel 10 10 0 2 2 2 2 2 1 2 2 1 tc = (4 / 10) x 50 = 20 Ujung cacat 0 4 8 00 4 8,2 11 22 100 % 50 % 6 dB tc 10 0 ? ? t B U ? ? BU
MENENTUKAN LOKASI DAN DIMENSI CACAT MENGGUNAKAN PROBE SUDUT
LANGKAH KERJA :
1. Mengukur t BU → t = ….. missal t = 20
2. menentukan sudut probe β =…….˙ missal sudut 600 3. menentukan titik indeks probe, Check sudut bias probe 4. menentukan range → R > costβ ,cos2tβ
R ≥
60 cos
20
= 40 → R = 100
5. lakukan kalibrasi jarak → Check OK 6. lakukan kalibrasi gain sensitivity
METODA ULTRASONIK 48 Ø1,5 V1 o 100% FSH Max G = ……dB + 6 dB Gop = …..dB
7. memeriksa cacat pada BU
• analisa cacat
Menentukan Lokasi & Dimensi Cacat
Sc = dilihat dilayar → Sc = (2,5/10) x 100 = 25 mm Px = diukur pada BU Pc = dihitung → Pc = Sc . Sin β METODA ULTRASONIK 49 t Leg 2 Leg 1 Cacat Leg 1 = Sc < t/cos β Leg 2 = Sc > t/cos β Sc < 2t/cos β 50 % 100 % 50 % L 100% R 100% Max 0 2 2,5 10 X Px Pc tc - 100 % - 6 dB - 50 % 0 2,5 0 10
X = Px – Pc
L = diukur pada BU
tc = dihitung → leg 1 → tc = Sc . cos leg 2 → tc = 2t – Sc cos β Hasil Pengukuran
MENENTUKAN LOKASI & DIMENSI CACAT LAS Langkah kerja
1. Ukur tebal BU. → t = 20 mm
2. Cari cacat laminasi, tidak ada cacat laminasi → Teruskan
3. Memilih sudut probe – menentukan sudut probe – mencek sudut probe 4. Menentukan range → R = t / cos β ; 2t / cos β
Misal t = 20 → R > 2 . 20 / cos 60 = 80 → R = 100 5. Melakukan kalibrasi jarak → OK
6. Melakukan Kalibrasi gain sensitivity
7. Pemeriksaan Sambungan las
METODA ULTRASONIK 50 tBU ? ? ? ? ? ? G = …dB + 6 dB Gop = ….dB Ø1,5 V1 o 100 % Max 0 10
Penentuan scaning area
Analisa cacat las
Untuk leg 1 Sc < t / cos β = 20 / cos 60 = → Sc < 40
Untuk leg 2 Sc > t / cos β ; Sc < 2t / cos β → 40 < Sc < 80
METODA ULTRASONIK 51 P = 2 .t. tg β HAZ P = 2 .t. tg β Leg 1 Max 0 4 6 8 10 Leg 2 Pc Px Sc
Penentuan Lokasi & Dimensi Cacat Las
HASI UJI SAMBUNGAN LAS • Sc = dilihat dilayar
• Px = diukur pada BU
• Pc = Sc . Sin β dihitung • X = Px – Pc
• L = diukur pada BU
• tc = untuk leg 1 → tc = Sc . cos β
leg 2 → tc = 2t – Sc . cos β METODA ULTRASONIK 52 50 % 100 % 50 % L x Pc tc 100 % 50 % 0 10 100 % Max 0 6 10 6 -6dB SCAN - C 40 30 140 25 3 40 12 20 9 SCAN - B 4 0 Y
Penentuan Lokasi Cacat Perhitungan jarak dapat dilakukan seperti pada pengukuran tebal.
Misal pada layar timbul indikasi Sbb.
Maka tebal bahan ( d ) → d = (6 / 10) x 200 = 120 mm
METODA ULTRASONIK 53
Lokasi Cacat ( dc ) → dc = (4,5 /10 ) x 200 = 40 mm
Pantulan ke 2 dari cacat adalah pada skala 9
Jadi pada bahan yang tebalnya 120 mm terdapat cacat pada kedalaman 40 mm dari permukaan BU.
Bila indikasi yang terjadi jumlahnya cukup banyak maka indikasi harusl dianalisa satu persatu dimulai dari pulsa pertama.
Misal pada layar dikalibrasi dengan Range 200 dilayar muncul pulsa sebagai berikut :
Misal terdapat 7 buah indikasi pada layar
Indikasi 1 Lokasi ; (2,5 / 10) x 200 = 50 mm → dalamnya cacat 1
METODA ULTRASONIK 54 0 2 4 6 8 10 1 2 3 4 5 6 7
Indikasi 2 Lokasi ; (4,5 / 10) x 200 = 90 mm → dalamnya cacat 2 Indikasi 3 Lokasi ; 100 pantulan 2 dari cacat 1
Indikasi 4 Lokasi ; (6 / 10) x 200 = 120 mm back wall → (tebal benda uji) Indikasi 5 Lokasi ; 150 mm pantulan 3 dari cacat 1
Indikasi 6 Lokasi ; 180 mm pantulan 2 dari cacat 2 Indikasi 7 Lokasi ; 200 mm pantulan 4 dari cacat 1
PENGUNAAN PROBE SUDUT
Probe sudut hanya digunakan untuk menentukan lokasi dan besar cacat yang memiliki permukaan yang membentuk sudut terhadap permukaan benda uji.
Penentuan Lokasi Cacat dengan probe sudut :
Penentuan lokasi cacat dengan probe sudut memerlukan ketelitian yang lebih baik dibanding probe normal karena dituntut suatu kondisi indikasi dilayar harus maximal agar diyakini bahwa cacat berada pada central beam.
METODA ULTRASONIK 55
Max
0 2 4 6 8 10
Untuk mendapatkan indikasi maximal probe harus digerakan maju mundur kekiri dan kekanan
KALIBRASI JARAK
Kalibrasi jarak menggunakan probe sudut berbeda dengan probe normal, pengukuran dengan probe sudut memungkinkan 3 macam jarak, yang bias ditampilkan pada layar.
• Jarak tempuh (S)
• Jarak proyeksi diukur dari titik indeks, diukur dari ujung probe (a)
• Jarak tempuh kearah tebal (a)
Bila salah satu jarak telah diketahui maka jarak yang lain dapat ditentukan.
Sin β = P / S METODA ULTRASONIK 57 t P β t1 t 2 Pc a S
Cos β = 2t / S P = 2t tg β = S Sin β
t1 = Sc . Cos β S = 2t / cos β – P / sin β
t2 = 2t– Sc Cos β
Kalibrasi jarak proyeksi
Misal kalibrasi probe sudut 450 dan R = 200 mm
Jarak tempuh 100 mm jarak proyeksinya = 100 x Sin 450 = 70,7 mm Jadi indikasi pada layar harus diletakan pada skala :
Indikasi I = (70,7 / 200) x 10 = 3,5 Skala layar
II = 2 . 70,7 / 200 = 7,1 Skala layar METODA ULTRASONIK 58 P 2 P1 0 10 6 2 3,5 7,1 8
R 200
Dengan menempatkan indikasi pada skala 3,5 dan 7,1 diperoleh range 200 mm jarak proyeksi dari titik indeks probe.
Pemakaian Skala DGS (Distance Gain Size) berdasarkan standard DIN
Amplitudo suatu indikasi tergantung pada letak permukaan pemantul/cacat (distance), gain dan dimensi permukaan pemantul/cacat tersebut (size). Makin jauh letak cacat dan dengan gain yang kecil serta makin kecil dimensi cacat, maka makin kecil pula amplitudo indikasi dari cacat tersebut.
Krautkramer secara teoritis dengan percobaannya telah membuktikan adanya hubungan antara besaran-besaran tersebut di atas dan berhasil membuat hubungan antara besaran tersebut dalam diagram dan skala DGS dengan syarat bahwa permukaan dianggap datar/rata dan berbentuk lingkaran dua dimensi.
Karena diagram dan skala ini dipengaruhi oleh probe dan pesawat yang digunakan, maka dibuatkan diagram dan skala untuk berbagai jenis probe, range, frekuensi dan dimensi dan pesawat ultrasonik. Untuk itu krautkramer membuat skala dengan kode-kode tertentu disesuaikan dengan faktor-faktor tersebut. Misal untuk pesawat USK, USL dan USM dibuatkan skala DGS dengan kode huruf MAN untuk probe normal dan kode huruf MA untuk probe sudut.
Untuk memasukkan faktor frekuensi probe, sudut probe dan range dibuatkan kode angka misal skala DGS MAN 242 adalah untuk probe B.4 SN atau MB4SN dengan range 2 x 250 mm = 500 mm.
Skala DGS MA 442 adalah untuk probe MWB 45 dengan range 2 x 50 mm = 100 mm dan jarak proyeksi dari ujung probe.
Untuk dapat menggunakan skala DGS langsung maka perlu dilakukan kalibrasi, baik gain maupun jarak sehingga amplitudo langsung menunjukkan dimensi cacat dalam satuan mm DGS.
Distance: A Gain: V Size: G
DISTANCE AMPLITUDO CORRECTION ( DAC )
Kurva DAC adalah salah satu cara dari standard ASME untuk menentukan dimensi cacat relative terhadap suatu referensi cacat tertentu (menggunakan Basic
Calibration Block / BCB).
Untuk itu terlebih dahulu harus di buat kurva DAC dari cacat referensi berupa lubang bor sisi atau berupa takikan pada block BCB
METODA ULTRASONIK 60 B CB T 2/4 1/4 3/4 R = 10/4 T TBCB = 3/4 in ( 19 mm) Probe sudut = 600 Size = 8 x 9 mm Frekuensi = 4 Mhz 100% DAC 50% DAC Kurva DAC 0 2 4 6 8 10
Setelah kurva DAC diperoleh amplitudo dari indikasi cacat dibandingkan dengan kurva DAC dan dapat dihitung persentase perbandingan antara amplitude kurva DAC untuk jarak yang sama dan ukuran cacat referensi yang sama.
METODA ULTRASONIK 61