BAB 4
HASIL DAN PEMBAHASAN
Bab 4 ini akan membahas mengenai pengumpulan data, pengolahan data, dan analisa data. Pengumpulan data diperoleh dari perusahaan dengan cara observasi langsung ke lapangan dan mewawancarai stakeholder-stakeholder yang berada di lapangan. Data yang telah dikumpulkan kemudian akan diolah dengan menggunakan metode simulasi diskrit untuk mengoptimalkan kinerja sistem produksi yang telah ada. Setelah dilakukan pengolahan data dan analisa dengan menggunakan metode simulasi diskrit, penulisan pada bab ini akan dilanjutkan dengan analisa dan perancangan sistem informasi yang akan digunakan untuk mendukung kinerja pada PT. Bioplast Unggul.
4.1 Pengumpulan Data
4.1.1 Data Service Time
PT. Bioplast Unggul memiliki berbagai macam desain cetakkan produk yang dapat dipesan oleh pelanggannya. Desain cetakkan produk yang akan dijadikan sebagai objek untuk melaksanakan penelitian ini adalah desain cetakkan produk yang diproduksi dengan menggunakan metode injection moulding yang didata oleh perusahaan pada bulan Juli 2010. Berikut ini merupakan desain-desain cetakkan produk yang dimiliki oleh PT. Bioplast Unggul beserta berat bahan baku dan ServiceTime (ST) yang diperlukan untuk membuat satu produk:
Tabel 4.1 Data Service Time
No. Nama Desain Berat(gram) ± ST(detik) ±
1 Body Pail 1 KG 59 ± 2 40 ± 2
2 Body Pail 5 KG 193 ± 3 30 ± 2
3 Body Pail 10 KG 400 ± 5 35 ± 2
4 Body Pail 18 KG 700 ± 5 40 ± 2
5 Body Pail 760 DAS ASIA 780 ± 5 35 ± 2
6 Body Pail 760 DAS BIO 760 ± 5 39 ± 2
7 Body Pail 760 ST 760 ± 5 50 ± 5
8 Body Pail 840 gr 840 ± 5 65 ± 5
9 Body Galon Cat 5 KG 180 ± 5 23 ± 2
10 Body Kaleng DAS BIO 57 ± 2 30 ± 2
11 Body Pail 5 kg kotak Red 195 ± 5 47 ± 2
12 Body Pail 5 kg DAS BIO 165 ± 3 23 ± 2
13 Body Pail 760 DAS ASPRA 760 ± 5 35 ± 2
14 Body Pail IDEMITSU 850 ± 5 60 ± 2
15 Tutup Pail 1 KG 23 ± 1 15 ± 2
16 Tutup Pail 5 KG 40 ± 2 20 ± 2
17 Tutup Pail 10 KG 125 ± 5 27 ± 2
18 Tutup Pail 18 KG 167 ± 5 33 ± 2
19 Tutup Pail 25 kg DAS ASIA 225 ± 5 29 ± 1 20 Tutup Pail 25 kg DAS BIO 225 ± 5 29 ± 1 21 Tutup Pail 25 kg Gelombang ML 225 ± 5 29 ± 1 22 Tutup Pail 25 kg Rata ML 225 ± 5 29 ± 1
23 Tutup Galon 5 KG 40 ± 2 20 ± 2
24 Tutup Kaleng 5 kg DAS BIO 53 ± 3 20 ± 2 25 Tutup Pail 5 KG Kotak Red 75 ± 3 33 ± 2
26 Tutup Pail 5 KG DAS BIO 65 ± 3 33 ± 2
27 Tutup Pail 25 kg DAS ASPRA 225 ± 5 29 ± 1
28 Tutup Pail IDEMITSU 250 ± 5 35 ± 2
29 Tutup Corong IDEMITSU 13 ± 1 7 ± 1
30 Corong IDEMITSU 13 ± 1 8 ± 1
31 Ring Corong IDEMITSU 6 ± 1 4 ± 1
32 Pegangan Pail 5 kg 5 ± 1 6 ± 1
33 Pegangan Pail 10 kg 8 ± 1 8 ± 1
34 Pegangan Pail 18 kg 11 ± 1 13 ± 1
35 Pegangan Pail 25 kg 15 ± 2 21 ± 1
36 Pegangan Galon 5 kg 5 ± 1 7 ± 1
37 Pegangan Pail 5 kg kotak 6 ± 2 8 ± 1
Tabel 4.1 Data Service Time (Lanjutan)
No. Nama ProduST Berat(gram) ± ST(detik) ±
39 Keranjang Ayam Bawah 1500 ± 10 70 ± 5
40
Keranjang Ayam Panjang
(Samping) 500 ± 5 60 ± 2
41
Keranjang Ayam Pendek
(Samping) 400 ± 5 65 ± 2
42 Keranjang Telur 500 ± 5 120 ± 5
43 Keranjang Penetas Telur 950 ± 5 70 ± 5 44 Keranjang Kerang Panjang 185 ± 5 38 ± 2
45 Sekat Keranjang Kerang 31 ± 2 18 ± 2
46 Box Rokok Sampoerna 680 ± 5 53 ± 2
47 DOC Bagian Atas 1450 ± 10 80 ± 8
48 DOC Bagian Bawah 1050 ± 10 65 ± 5
49 DOC Bagian Panjang (Samping) 400 ± 5 60 ± 5 50 DOC Bagian Pendek (Samping) 350 ± 4 60 ± 5
51 Tabung TRA 3 Kg 138 ± 5 26 ± 2
52 Tabung TRA 5 Kg 265 ± 5 35 ± 2
4.1.2 Data Model Calibration
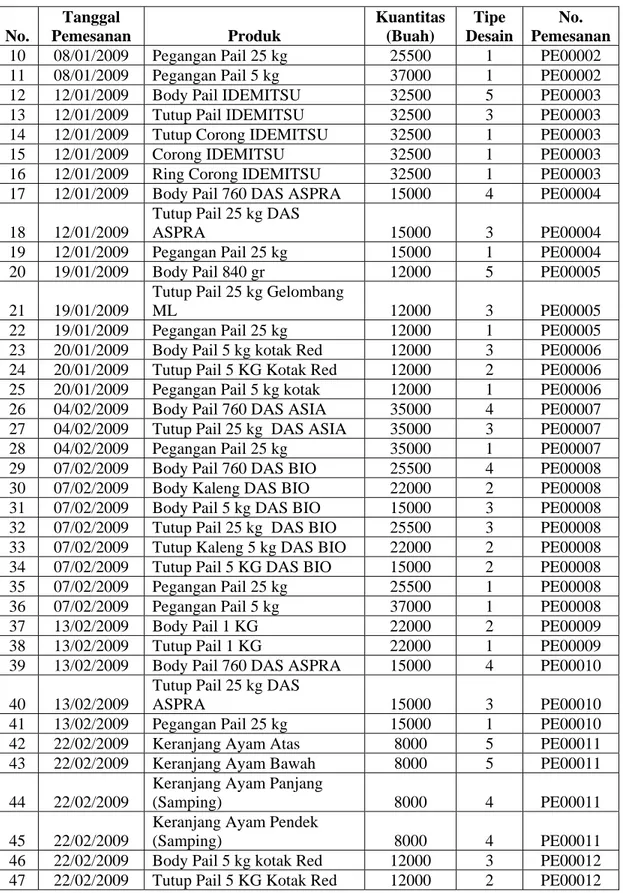
Untuk dapat membuat model calibration, diperlukan data dari pemesanan Data pemesanan pelanggan. yang dikumpulkan adalah data pemesanan antara periode Januari 2010 – Juni 2010. Berikut ini data-data pemesanan produk yang berhasil dikumpulkan.
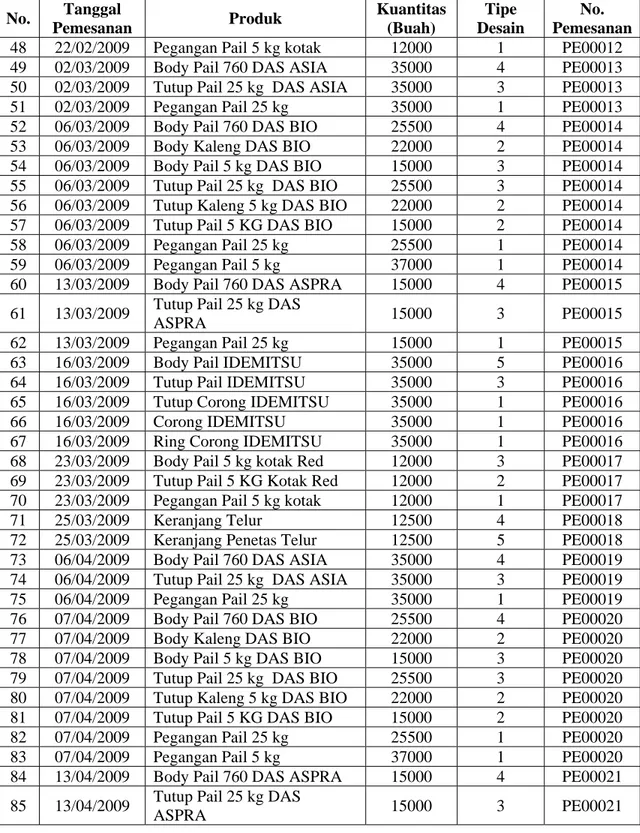
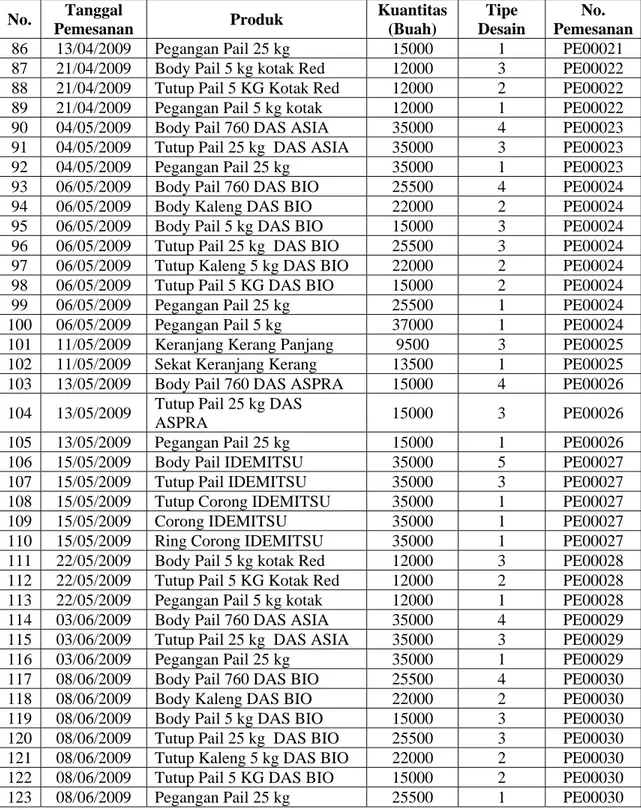
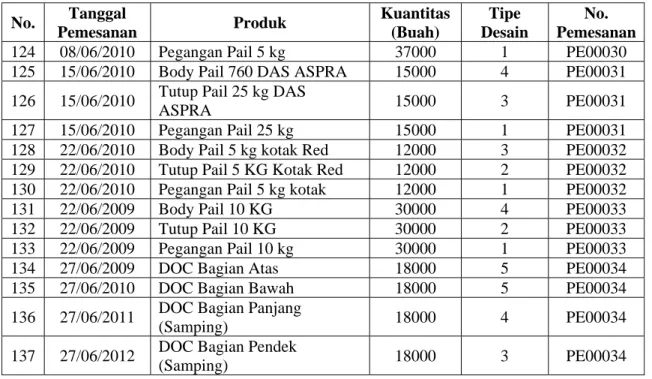
Tabel 4.2 Pemesanan dari Pelanggan Periode Januari 2010 – Juni 2010
No. Tanggal Pemesanan Produk Kuantitas (Buah) Tipe Desain No. Pemesanan
1 05/01/2009 Body Pail 760 DAS ASIA 35000 4 PE00001
2 05/01/2009 Tutup Pail 25 kg DAS ASIA 35000 3 PE00001
3 05/01/2009 Pegangan Pail 25 kg 35000 1 PE00001
4 08/01/2009 Body Pail 760 DAS BIO 25500 4 PE00002
5 08/01/2009 Body Kaleng DAS BIO 22000 2 PE00002
6 08/01/2009 Body Pail 5 kg DAS BIO 15000 3 PE00002
7 08/01/2009 Tutup Pail 25 kg DAS BIO 25500 3 PE00002
8 08/01/2009 Tutup Kaleng 5 kg DAS BIO 22000 2 PE00002
Tabel 4.2 Pemesanan dari Pelanggan Periode Januari 2010 – Juni 2010 (Lanjutan) No. Tanggal Pemesanan Produk Kuantitas (Buah) Tipe Desain No. Pemesanan
10 08/01/2009 Pegangan Pail 25 kg 25500 1 PE00002
11 08/01/2009 Pegangan Pail 5 kg 37000 1 PE00002
12 12/01/2009 Body Pail IDEMITSU 32500 5 PE00003
13 12/01/2009 Tutup Pail IDEMITSU 32500 3 PE00003
14 12/01/2009 Tutup Corong IDEMITSU 32500 1 PE00003
15 12/01/2009 Corong IDEMITSU 32500 1 PE00003
16 12/01/2009 Ring Corong IDEMITSU 32500 1 PE00003
17 12/01/2009 Body Pail 760 DAS ASPRA 15000 4 PE00004
18 12/01/2009
Tutup Pail 25 kg DAS
ASPRA 15000 3 PE00004
19 12/01/2009 Pegangan Pail 25 kg 15000 1 PE00004
20 19/01/2009 Body Pail 840 gr 12000 5 PE00005
21 19/01/2009
Tutup Pail 25 kg Gelombang
ML 12000 3 PE00005
22 19/01/2009 Pegangan Pail 25 kg 12000 1 PE00005
23 20/01/2009 Body Pail 5 kg kotak Red 12000 3 PE00006
24 20/01/2009 Tutup Pail 5 KG Kotak Red 12000 2 PE00006
25 20/01/2009 Pegangan Pail 5 kg kotak 12000 1 PE00006
26 04/02/2009 Body Pail 760 DAS ASIA 35000 4 PE00007
27 04/02/2009 Tutup Pail 25 kg DAS ASIA 35000 3 PE00007
28 04/02/2009 Pegangan Pail 25 kg 35000 1 PE00007
29 07/02/2009 Body Pail 760 DAS BIO 25500 4 PE00008
30 07/02/2009 Body Kaleng DAS BIO 22000 2 PE00008
31 07/02/2009 Body Pail 5 kg DAS BIO 15000 3 PE00008
32 07/02/2009 Tutup Pail 25 kg DAS BIO 25500 3 PE00008
33 07/02/2009 Tutup Kaleng 5 kg DAS BIO 22000 2 PE00008
34 07/02/2009 Tutup Pail 5 KG DAS BIO 15000 2 PE00008
35 07/02/2009 Pegangan Pail 25 kg 25500 1 PE00008
36 07/02/2009 Pegangan Pail 5 kg 37000 1 PE00008
37 13/02/2009 Body Pail 1 KG 22000 2 PE00009
38 13/02/2009 Tutup Pail 1 KG 22000 1 PE00009
39 13/02/2009 Body Pail 760 DAS ASPRA 15000 4 PE00010
40 13/02/2009
Tutup Pail 25 kg DAS
ASPRA 15000 3 PE00010
41 13/02/2009 Pegangan Pail 25 kg 15000 1 PE00010
42 22/02/2009 Keranjang Ayam Atas 8000 5 PE00011
43 22/02/2009 Keranjang Ayam Bawah 8000 5 PE00011
44 22/02/2009
Keranjang Ayam Panjang
(Samping) 8000 4 PE00011
45 22/02/2009
Keranjang Ayam Pendek
(Samping) 8000 4 PE00011
46 22/02/2009 Body Pail 5 kg kotak Red 12000 3 PE00012
Tabel 4.2 Pemesanan dari Pelanggan Periode Januari 2010 – Juni 2010 (Lanjutan) No. Tanggal Pemesanan Produk Kuantitas (Buah) Tipe Desain No. Pemesanan
48 22/02/2009 Pegangan Pail 5 kg kotak 12000 1 PE00012
49 02/03/2009 Body Pail 760 DAS ASIA 35000 4 PE00013
50 02/03/2009 Tutup Pail 25 kg DAS ASIA 35000 3 PE00013
51 02/03/2009 Pegangan Pail 25 kg 35000 1 PE00013
52 06/03/2009 Body Pail 760 DAS BIO 25500 4 PE00014
53 06/03/2009 Body Kaleng DAS BIO 22000 2 PE00014
54 06/03/2009 Body Pail 5 kg DAS BIO 15000 3 PE00014
55 06/03/2009 Tutup Pail 25 kg DAS BIO 25500 3 PE00014
56 06/03/2009 Tutup Kaleng 5 kg DAS BIO 22000 2 PE00014
57 06/03/2009 Tutup Pail 5 KG DAS BIO 15000 2 PE00014
58 06/03/2009 Pegangan Pail 25 kg 25500 1 PE00014
59 06/03/2009 Pegangan Pail 5 kg 37000 1 PE00014
60 13/03/2009 Body Pail 760 DAS ASPRA 15000 4 PE00015
61 13/03/2009 Tutup Pail 25 kg DAS
ASPRA 15000 3 PE00015
62 13/03/2009 Pegangan Pail 25 kg 15000 1 PE00015
63 16/03/2009 Body Pail IDEMITSU 35000 5 PE00016
64 16/03/2009 Tutup Pail IDEMITSU 35000 3 PE00016
65 16/03/2009 Tutup Corong IDEMITSU 35000 1 PE00016
66 16/03/2009 Corong IDEMITSU 35000 1 PE00016
67 16/03/2009 Ring Corong IDEMITSU 35000 1 PE00016
68 23/03/2009 Body Pail 5 kg kotak Red 12000 3 PE00017
69 23/03/2009 Tutup Pail 5 KG Kotak Red 12000 2 PE00017
70 23/03/2009 Pegangan Pail 5 kg kotak 12000 1 PE00017
71 25/03/2009 Keranjang Telur 12500 4 PE00018
72 25/03/2009 Keranjang Penetas Telur 12500 5 PE00018
73 06/04/2009 Body Pail 760 DAS ASIA 35000 4 PE00019
74 06/04/2009 Tutup Pail 25 kg DAS ASIA 35000 3 PE00019
75 06/04/2009 Pegangan Pail 25 kg 35000 1 PE00019
76 07/04/2009 Body Pail 760 DAS BIO 25500 4 PE00020
77 07/04/2009 Body Kaleng DAS BIO 22000 2 PE00020
78 07/04/2009 Body Pail 5 kg DAS BIO 15000 3 PE00020
79 07/04/2009 Tutup Pail 25 kg DAS BIO 25500 3 PE00020
80 07/04/2009 Tutup Kaleng 5 kg DAS BIO 22000 2 PE00020
81 07/04/2009 Tutup Pail 5 KG DAS BIO 15000 2 PE00020
82 07/04/2009 Pegangan Pail 25 kg 25500 1 PE00020
83 07/04/2009 Pegangan Pail 5 kg 37000 1 PE00020
84 13/04/2009 Body Pail 760 DAS ASPRA 15000 4 PE00021
85 13/04/2009 Tutup Pail 25 kg DAS
Tabel 4.2 Pemesanan dari Pelanggan Periode Januari 2010 – Juni 2010 (Lanjutan) No. Tanggal Pemesanan Produk Kuantitas (Buah) Tipe Desain No. Pemesanan
86 13/04/2009 Pegangan Pail 25 kg 15000 1 PE00021
87 21/04/2009 Body Pail 5 kg kotak Red 12000 3 PE00022
88 21/04/2009 Tutup Pail 5 KG Kotak Red 12000 2 PE00022
89 21/04/2009 Pegangan Pail 5 kg kotak 12000 1 PE00022
90 04/05/2009 Body Pail 760 DAS ASIA 35000 4 PE00023
91 04/05/2009 Tutup Pail 25 kg DAS ASIA 35000 3 PE00023
92 04/05/2009 Pegangan Pail 25 kg 35000 1 PE00023
93 06/05/2009 Body Pail 760 DAS BIO 25500 4 PE00024
94 06/05/2009 Body Kaleng DAS BIO 22000 2 PE00024
95 06/05/2009 Body Pail 5 kg DAS BIO 15000 3 PE00024
96 06/05/2009 Tutup Pail 25 kg DAS BIO 25500 3 PE00024
97 06/05/2009 Tutup Kaleng 5 kg DAS BIO 22000 2 PE00024
98 06/05/2009 Tutup Pail 5 KG DAS BIO 15000 2 PE00024
99 06/05/2009 Pegangan Pail 25 kg 25500 1 PE00024
100 06/05/2009 Pegangan Pail 5 kg 37000 1 PE00024
101 11/05/2009 Keranjang Kerang Panjang 9500 3 PE00025
102 11/05/2009 Sekat Keranjang Kerang 13500 1 PE00025
103 13/05/2009 Body Pail 760 DAS ASPRA 15000 4 PE00026
104 13/05/2009 Tutup Pail 25 kg DAS
ASPRA 15000 3 PE00026
105 13/05/2009 Pegangan Pail 25 kg 15000 1 PE00026
106 15/05/2009 Body Pail IDEMITSU 35000 5 PE00027
107 15/05/2009 Tutup Pail IDEMITSU 35000 3 PE00027
108 15/05/2009 Tutup Corong IDEMITSU 35000 1 PE00027
109 15/05/2009 Corong IDEMITSU 35000 1 PE00027
110 15/05/2009 Ring Corong IDEMITSU 35000 1 PE00027
111 22/05/2009 Body Pail 5 kg kotak Red 12000 3 PE00028
112 22/05/2009 Tutup Pail 5 KG Kotak Red 12000 2 PE00028
113 22/05/2009 Pegangan Pail 5 kg kotak 12000 1 PE00028
114 03/06/2009 Body Pail 760 DAS ASIA 35000 4 PE00029
115 03/06/2009 Tutup Pail 25 kg DAS ASIA 35000 3 PE00029
116 03/06/2009 Pegangan Pail 25 kg 35000 1 PE00029
117 08/06/2009 Body Pail 760 DAS BIO 25500 4 PE00030
118 08/06/2009 Body Kaleng DAS BIO 22000 2 PE00030
119 08/06/2009 Body Pail 5 kg DAS BIO 15000 3 PE00030
120 08/06/2009 Tutup Pail 25 kg DAS BIO 25500 3 PE00030
121 08/06/2009 Tutup Kaleng 5 kg DAS BIO 22000 2 PE00030
122 08/06/2009 Tutup Pail 5 KG DAS BIO 15000 2 PE00030
Tabel 4.2 Pemesanan dari Pelanggan Periode Januari 2010 – Juni 2010 (Lanjutan) No. Tanggal Pemesanan Produk Kuantitas (Buah) Tipe Desain No. Pemesanan
124 08/06/2010 Pegangan Pail 5 kg 37000 1 PE00030
125 15/06/2010 Body Pail 760 DAS ASPRA 15000 4 PE00031
126 15/06/2010 Tutup Pail 25 kg DAS
ASPRA 15000 3 PE00031
127 15/06/2010 Pegangan Pail 25 kg 15000 1 PE00031
128 22/06/2010 Body Pail 5 kg kotak Red 12000 3 PE00032
129 22/06/2010 Tutup Pail 5 KG Kotak Red 12000 2 PE00032
130 22/06/2010 Pegangan Pail 5 kg kotak 12000 1 PE00032
131 22/06/2009 Body Pail 10 KG 30000 4 PE00033
132 22/06/2009 Tutup Pail 10 KG 30000 2 PE00033
133 22/06/2009 Pegangan Pail 10 kg 30000 1 PE00033
134 27/06/2009 DOC Bagian Atas 18000 5 PE00034
135 27/06/2010 DOC Bagian Bawah 18000 5 PE00034
136 27/06/2011 DOC Bagian Panjang
(Samping) 18000 4 PE00034
137 27/06/2012 DOC Bagian Pendek
(Samping) 18000 3 PE00034
4.1.3 Data Tipe Mesin
Mesin InjectionMoulding yang digunakan pada PT. Bioplast Unggul terbagi menjadi ke dalam lima tipe mesin yang dibedakan berdasarkan kekuatan tekanan yang dapat diberikan oleh masing-masing mesin. Kekuatan tekanan ini akan mempengaruhi berat bahan baku yang dapat diproduksi oleh setiap mesin. Jenis-jenis mesin beserta berat bahan baku yang dapat diproduksi oleh setiap mesin dapat dilihat pada tabel berikut ini:
Tabel 4.3 Tipe Mesin
Tipe Mesin Tekanan (Ton) Berat Bahan (Gram) Jumlah Mesin
1 100 <50 2
2 150 50-150 1
3 250 150-400 4
4 500 400-800 2
4.2 Pemodelan Konseptual Simulasi
Pemodelan konseptual simulasi yang dirancang, akan dibuat untuk meniru sistem produksi yang terdapat pada PT. Bioplast Unggul. PT. Bioplast Unggul memiliki 5 tipe mesin yang mempunyai kekuatan tekanan yang berbeda-beda. Kekuatan tekanan ini akan berpengaruh terhadap berat bahan baku produk yang bisa diproduksi oleh setiap mesin. Kebijakan yang berlaku di perusahaan adalah setiap mesin hanya dapat memproduksi desain produk yang berat bahan bakunya sesuai dengan kekuatan mesin. Oleh karena itu, pada sistem simulasi ini, setiap desain produk diberikan tipe sesuai dengan tipe mesin yang dapat memproduksi desain tersebut. Contohnya desain produk yang memiliki berat bahan baku kurang dari 10 gram akan disebut desain tipe 1, sesuai dengan mesin tipe 1 yang dapat memproduksi desain tersebut.
Perusahaan juga memiliki kebijakan untuk memproduksi sebuah produk secara terus-menerus di satu mesin. Contohnya apabila terdapat pemesanan produk pail 1 kg dengan kuantitas 1000 unit, perusahaan akan terus memproduksi produk tersebut pada satu mesin hingga 1000 unit produk diselesaikan. Hal ini dikarenakan untuk memproduksi sebuah produk diperlukan cetakkan yang harus dimasukkan ke dalam sebuah mesin, sedangkan persediaan cetakkan untuk setiap desain terbatas.
Entitas yang akan masuk ke dalam sistem adalah produk-produk yang akan diproduksi menurut pemesanan dari pelanggan. Setiap produk yang masuk ke dalam sistem, akan diberikan atribut-atribut yang sesuai dengan karakteristik yang dimiliki produk tersebut di dunia nyata. Atribut-atribut yang akan diberikan kepada setiap produk antara lain adalah:
• Tipe Desain
• Kuantitas
• Id Produk
• Id Pemesanan
Sumber daya yang akan digunakan untuk memproduksi setiap produk (entitas) yang masuk ke dalam sistem adalah mesin injection moulding yang berjumlah 11 mesin. Detail mengenai jenis mesin dapat dilihat pada tabel 4.3.
Beberapa kejadian yang terdapat pada sistem antara lain kedatangan pemesanan sehingga produk akan diproduksi, dan mesin memproduksi produk tersebut hingga selesai.
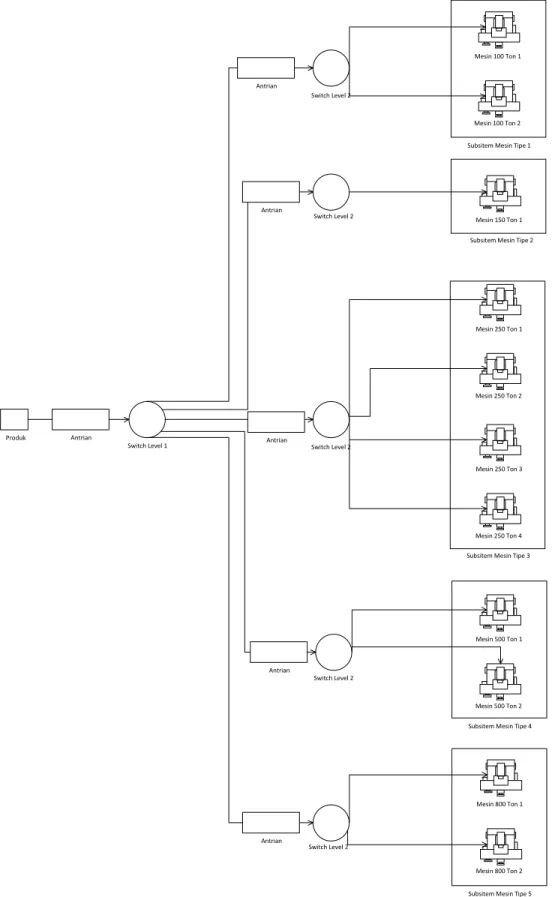
Produk Switch Level 1 Mesin 100 Ton 1 Mesin 100 Ton 2 Mesin 150 Ton 1 Mesin 250 Ton 1 Mesin 250 Ton 2 Mesin 250 Ton 3 Mesin 250 Ton 4 Mesin 500 Ton 1 Mesin 500 Ton 2 Mesin 800 Ton 1 Mesin 800 Ton 2 Switch Level 2 Switch Level 2 Switch Level 2 Switch Level 2 Switch Level 2
Subsitem Mesin Tipe 1
Subsitem Mesin Tipe 2
Subsitem Mesin Tipe 3
Subsitem Mesin Tipe 4
Subsitem Mesin Tipe 5 Antrian Antrian Antrian Antrian Antrian Antrian
Pada gambar diatas dapat dilihat bahwa sebuah produk akan diproduksi apabila terjadi pemesanan. Produk pertama-tama akan melewati switch level 1, dimana pada switch ini produk akan dibagi sesuai dengan tipe desain yang produk tersebut miliki. Produk yang memiliki tipe desain 1 akan diteruskan kepada subsistem mesin tipe 1, Produk yang memiliki tipe desain 2 akan diteruskan kepada subsistem mesin tipe 2, dan seterusnya. Switch level 2 berfungsi untuk menentukan di mesin mana produk akan diproduksi. Pemilihan mesin di switch level 2 ini berdasarkan mesin mana yang telah selesai melakukan aktivitas produksi terlebih dahulu.
Tujuan dari sistem simulasi ini adalah untuk mengeluarkan output berupa perhitungan waktu simulasi yang dibutuhkan untuk memproduksi produk dan urutan penjadwalan produksi yang paling efisien sehingga akan memudahkan pekerjaan karyawan bagian PPIC untuk merencakan penjadwalan urutan operasi kerja.
Terdapat dua cara yang akan diusulkan untuk menghasilkan random number dari service time model simulasi yang telah dirancang. Usulan pertama adalah dengan mencari jenis distribusi data service time yang paling tepat untuk setiap tipe mesin dengan melakukan model calibration terhadap data historis service time pada masing-masing tipe mesin. Usulan kedua adalah dengan menggunakan rata-rata service time masing-masing produk dengan turut memperhitungkan standard deviationservice time masing-masing produk tersebut.
4.3 Mencari Random Number Service Time dengan Menggunakan Jenis Distribusi
Data Setiap Tipe Mesin (Usulan 1)
4.3.1 Model Calibration
Sebelum pemodelan sistem simulasi dapat dilakukan, model calibration service time setiap tipe mesin perlu dicari terlebih dahulu untuk mencari jenis distribusi data dari service time. Jenis distribusi data service time setiap mesin perlu diketahui agar random number generator pada model dapat menghasilkan service time yang sesuai dengan service time sistem produksi pada dunia nyata.
4.3.1.1Perhitungan Model Calibration Mesin Tipe 1 dengan Menggunakan Minitab
Langkah pertama yang harus dilakukan adalah mengelompokkan data pemesanan berdasarkan tipe-tipe mesin yang memproduksinya. Data pemesanan mesin tipe 1 yang telah dikelompokkan dapat dilihat pada tabel dibawah ini:
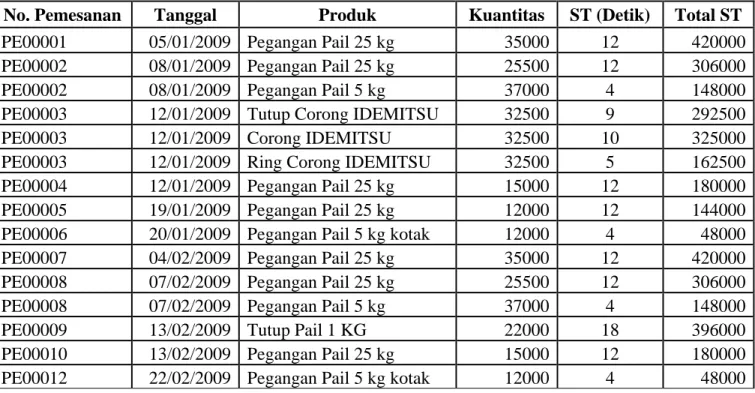
Tabel 4.4 Tabel Pemesanan Tipe Mesin 1
No. Pemesanan Tanggal Produk Kuantitas ST (Detik) Total ST PE00001 05/01/2009 Pegangan Pail 25 kg 35000 12 420000 PE00002 08/01/2009 Pegangan Pail 25 kg 25500 12 306000
PE00002 08/01/2009 Pegangan Pail 5 kg 37000 4 148000
PE00003 12/01/2009 Tutup Corong IDEMITSU 32500 9 292500
PE00003 12/01/2009 Corong IDEMITSU 32500 10 325000
PE00003 12/01/2009 Ring Corong IDEMITSU 32500 5 162500 PE00004 12/01/2009 Pegangan Pail 25 kg 15000 12 180000 PE00005 19/01/2009 Pegangan Pail 25 kg 12000 12 144000 PE00006 20/01/2009 Pegangan Pail 5 kg kotak 12000 4 48000 PE00007 04/02/2009 Pegangan Pail 25 kg 35000 12 420000 PE00008 07/02/2009 Pegangan Pail 25 kg 25500 12 306000
PE00008 07/02/2009 Pegangan Pail 5 kg 37000 4 148000
PE00009 13/02/2009 Tutup Pail 1 KG 22000 18 396000
PE00010 13/02/2009 Pegangan Pail 25 kg 15000 12 180000 PE00012 22/02/2009 Pegangan Pail 5 kg kotak 12000 4 48000
Tabel 4.4 Tabel Pemesanan Tipe Mesin 1 (Lanjutan)
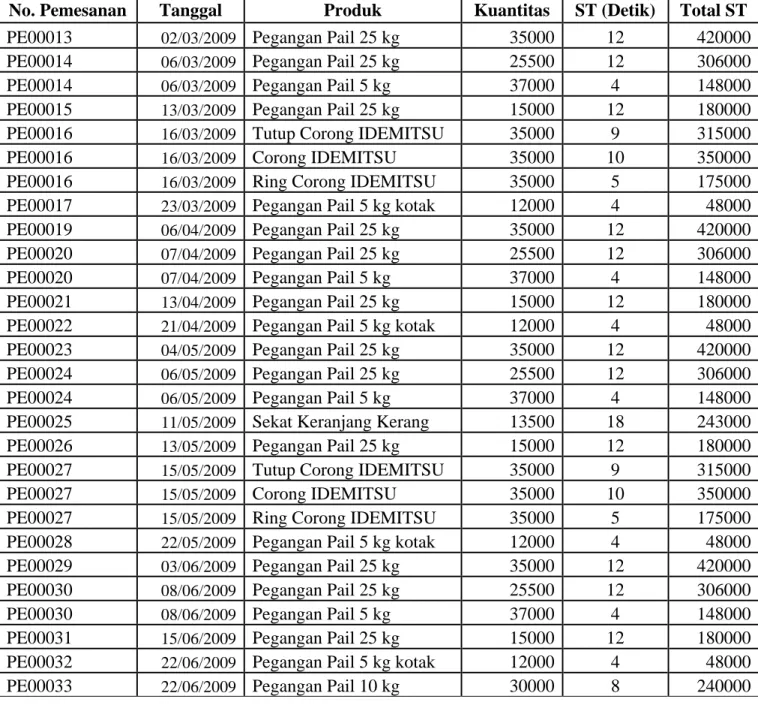
No. Pemesanan Tanggal Produk Kuantitas ST (Detik) Total ST PE00013 02/03/2009 Pegangan Pail 25 kg 35000 12 420000 PE00014 06/03/2009 Pegangan Pail 25 kg 25500 12 306000
PE00014 06/03/2009 Pegangan Pail 5 kg 37000 4 148000
PE00015 13/03/2009 Pegangan Pail 25 kg 15000 12 180000 PE00016 16/03/2009 Tutup Corong IDEMITSU 35000 9 315000
PE00016 16/03/2009 Corong IDEMITSU 35000 10 350000
PE00016 16/03/2009 Ring Corong IDEMITSU 35000 5 175000 PE00017 23/03/2009 Pegangan Pail 5 kg kotak 12000 4 48000 PE00019 06/04/2009 Pegangan Pail 25 kg 35000 12 420000 PE00020 07/04/2009 Pegangan Pail 25 kg 25500 12 306000
PE00020 07/04/2009 Pegangan Pail 5 kg 37000 4 148000
PE00021 13/04/2009 Pegangan Pail 25 kg 15000 12 180000 PE00022 21/04/2009 Pegangan Pail 5 kg kotak 12000 4 48000 PE00023 04/05/2009 Pegangan Pail 25 kg 35000 12 420000 PE00024 06/05/2009 Pegangan Pail 25 kg 25500 12 306000
PE00024 06/05/2009 Pegangan Pail 5 kg 37000 4 148000
PE00025 11/05/2009 Sekat Keranjang Kerang 13500 18 243000 PE00026 13/05/2009 Pegangan Pail 25 kg 15000 12 180000 PE00027 15/05/2009 Tutup Corong IDEMITSU 35000 9 315000
PE00027 15/05/2009 Corong IDEMITSU 35000 10 350000
PE00027 15/05/2009 Ring Corong IDEMITSU 35000 5 175000 PE00028 22/05/2009 Pegangan Pail 5 kg kotak 12000 4 48000 PE00029 03/06/2009 Pegangan Pail 25 kg 35000 12 420000 PE00030 08/06/2009 Pegangan Pail 25 kg 25500 12 306000
PE00030 08/06/2009 Pegangan Pail 5 kg 37000 4 148000
PE00031 15/06/2009 Pegangan Pail 25 kg 15000 12 180000 PE00032 22/06/2009 Pegangan Pail 5 kg kotak 12000 4 48000
PE00033 22/06/2009 Pegangan Pail 10 kg 30000 8 240000
Tabel pemesanan mesin tipe 2-5 dapat dilihat pada lampiran 1.
Masukkan data pada kolom servicetime ke dalam kolom C1 pada program minitab, kemudian pilih pilihan StatÆQualityToolsÆIndividual Distribution Identification. Tampilan pada gambar 4.1 akan muncul apabila Individual Distribution Identification telah dipilih.
Gambar 4.2 Tampilan Menu Individual Distribution Identification Mesin Tipe 1 pada Minitab
Masukkan data kolom C1 sebagai data yang akan dicari distribusi datanya, kemudian klik button OK. Program minitab kemudian akan menghitung goodness of fit masing-masing jenis distribusi data sehingga akan memudahkan pemilihan distribusi data yang paling sesuai dengan distribusi data service time pada tipe mesin 1. Berikut ini merupakan hasil goodness of fitpada distribusi data mesin tipe 1
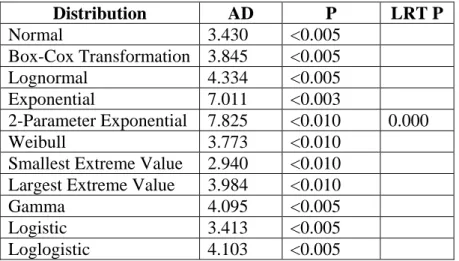
Tabel 4.5 Goodness Of Fit Mesin Tipe 1
Distribution AD P LRT P Normal 3.430 <0.005 Box-Cox Transformation 3.845 <0.005 Lognormal 4.334 <0.005 Exponential 7.011 <0.003 2-Parameter Exponential 7.825 <0.010 0.000 Weibull 3.773 <0.010
Smallest Extreme Value 2.940 <0.010 Largest Extreme Value 3.984 <0.010
Gamma 4.095 <0.005
Logistic 3.413 <0.005 Loglogistic 4.103 <0.005
Dari hasil perhitungan yang didapatkan, ternyatadistribusi data service time pada mesin tipe 1 tidak mengikuti salah satu jenis distribusi data yang ada. Hal ini dapat dilihat pada kolom ke tiga yaitu kolom p-value, dimana tidak ada nilai p-value yang memenuhi syarat, yaitu lebih besar dari 0.05.
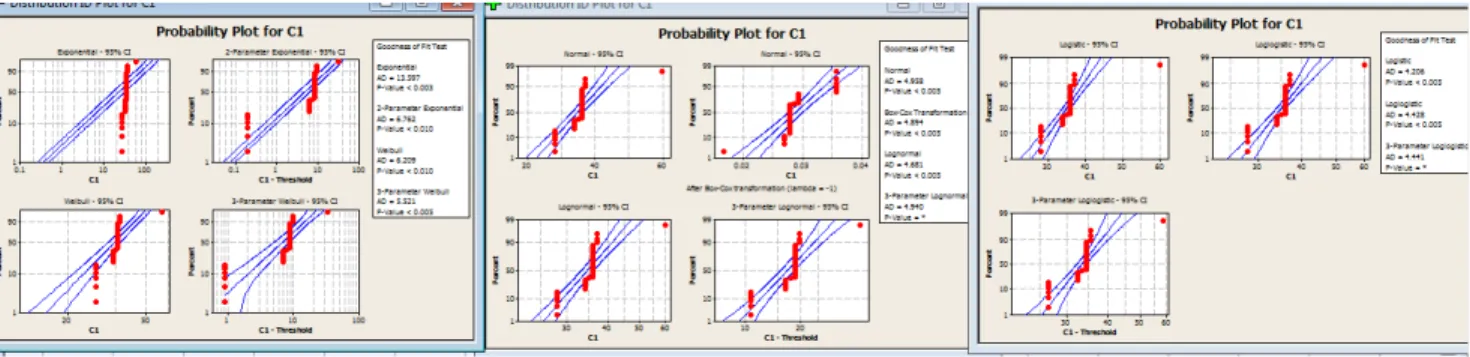
Jenis distribusi data juga dapat dilihat pada grafik yang dihasilkan oleh minitab, apabila titik-titik data pada grafik mengikuti garis lurus, maka dapat dikatakan bahwa distribusi data tipe mesin 1 sesuai dengan jenis distribusi data yang ada. Grafik distribusi data mesin tipe 1 dapat dilihat pada gambar 4.3
Gambar 4.3 Grafik Distribusi Data Mesin Tipe 1 pada Program Minitab Pada grafik dapat dilihat bahwa data service time mesin tipe 1 tidak mengikuti garis lurus jenis distribusi data apapun. Sehingga dapat disimpulkan kembali bahwa distribusi data pada mesin tipe 1 tidak mengikuti jenis distribusi data apapun.
Perhitungan untuk mesin tipe 2, mesin tipe 3, mesin tipe 4, dan mesin tipe 5 dilakukan dengan cara yang sama seperti perhitungan pada mesin tipe 1. Dari perhitungan yang dilakukan terhadap semua tipe mesin tersebut, diketahui bahwa semua tipe mesin tidak mengikuti jenis distribusi data apapun.
Dikarenakan tidak ada jenis distribusi data yang sesuai untuk menghasilkan random number service time pada pemodelan sistem simulasi, maka pada pemodelan ini akan digunakan jenis distribusi emperical discreteyang akan menghasilkan random number sesuai dengan persentase kemungkinan (probability vector) munculnya sebuah nilai service time (value vector). Tabel distribusi emperical discrete yang akan digunakan dapat dilihat dibawah ini:
Tabel 4.6 Tabel Emperical Discrete Mesin Tipe 1
Tipe Mesin Value Vector Banyak Kemunculan Probability Vector
1 4 12 0.27907 5 3 0.069767 8 1 0.023256 9 3 0.069767 10 3 0.069767 12 19 0.44186 18 2 0.046512 Total 43 1
4.3.1.2Perhitungan Model Calibration Mesin Tipe 2 dengan Menggunakan Minitab
Langkah-langkah yang harus dilakukan untuk mencari jenis distribusi data pada mesin tipe 2 adalah sama dengan langkah-langkah yang dilakukan pada mesin tipe 1. Berikut ini merupakan hasil goodness of fit pada distribusi data mesin tipe 2.
Tabel 4.7 Goodness Of Fit Mesin Tipe 2
Distribution AD P LRT P Normal 2.650 <0.005 Box-Cox Transformation 2.119 <0.005 Lognormal 2.553 <0.005 Exponential 10.539 <0.003 Weibull 4.155 <0.010 Smallest Extreme Value 2.844 <0.010 Largest Extreme Value 2357 <0.010
Gamma 2.666 <0.005
Logistic 2.574 <0.005 Loglogistic 2.483 <0.005
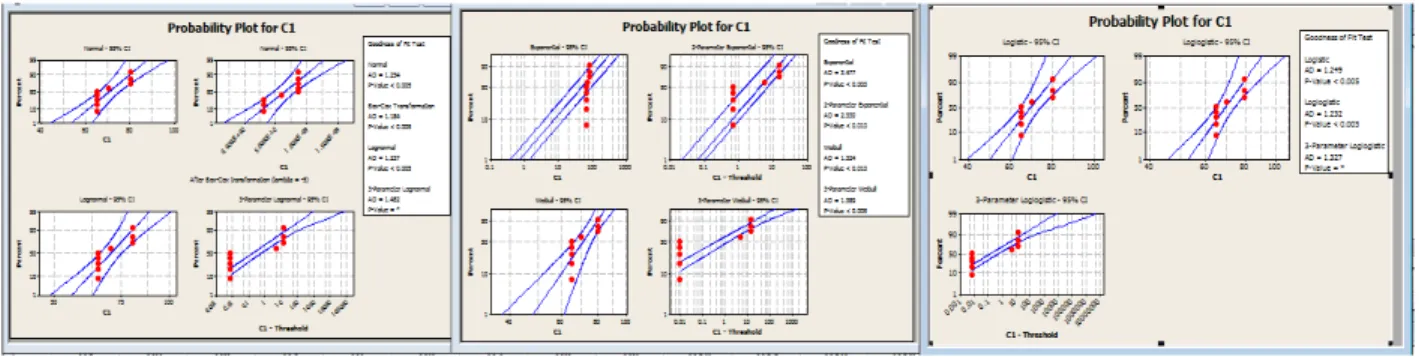
Berikut ini merupakan grafik distribusi data mesin tipe 2.
Gambar 4.4 Grafik Distribusi Data Mesin Tipe 2 pada Program Minitab Dikarenakan tidak ada jenis distribusi data yang sesuai untuk menghasilkan random number service time pada pemodelan sistem simulasi, maka pada pemodelan ini akan digunakan jenis distribusi emperical discrete yang akan menghasilkan random number sesuai dengan persentase kemungkinan (probability vector) munculnya sebuah nilai service time (value vector). Tabel distribusi emperical discrete yang akan digunakan dapat dilihat dibawah ini:
Tabel 4.8 Tabel Emperical Discrete Mesin Tipe 2
Tipe Mesin Value Vector Banyak Kemunculan Probability Vector
2 22 12 0.230769 23 3 0.461538 25 1 0.038462 26 3 0.230769 27 3 0.038462 Total 26 1
4.3.1.3Perhitungan Model Calibration Mesin Tipe 3 dengan Menggunakan Minitab
Langkah-langkah yang harus dilakukan untuk mencari jenis distribusi data pada mesin tipe 3 adalah sama dengan langkah-langkah yang dilakukan pada mesin tipe 1. Berikut ini merupakan hasil goodness of fit pada distribusi data mesin tipe 3.
Tabel 4.9 Goodness Of Fit Mesin Tipe 3
Distribution AD P LRT P Normal 4.958 <0.005 Box-Cox Transformation 4.894 <0.005 Lognormal 4.681 <0.005 Exponential 13.597 <0.003 2-Parameter Exponential 6.762 <0.010 0.000 Weibull 6.209 <0.010
Smallest Extreme Value 7.413 <0.010 Largest Extreme Value 5.055 <0.010
Gamma 4.699 <0.005
Logistic 4.206 <0.005 Loglogistic 4.428 <0.005
Berikut ini merupakan grafik distribusi data mesin tipe 3.
Gambar 4.5 Grafik Distribusi Data Mesin Tipe 3 pada Program Minitab
Dikarenakan tidak ada jenis distribusi data yang sesuai untuk menghasilkan random number service time pada pemodelan sistem simulasi, maka pada pemodelan ini
akan digunakan jenis distribusi emperical discrete yang akan menghasilkan random number sesuai dengan persentase kemungkinan (probability vector) munculnya sebuah nilai service time (value vector). Tabel distribusi emperical discrete yang akan digunakan dapat dilihat dibawah ini:
Tabel 4.10 Tabel Emperical Discrete Mesin Tipe 3
Tipe Mesin Value Vector Banyak Kemunculan Probability Vector
3 28 6 0.166667 34 6 0.166667 35 1 0.027778 36 19 0.527778 37 3 0.083333 60 1 0.027778 Total 36 1
4.3.1.4Perhitungan Model Calibration MesinTipe 4 dengan Menggunakan Minitab
Langkah-langkah yang harus dilakukan untuk mencari jenis distribusi data pada mesin tipe 4 adalah sama dengan langkah-langkah yang dilakukan pada mesin tipe 1. Berikut ini merupakannn hasil goodness of fit pada distribusi data mesin tipe 4.
Tabel 4.11 Goodness Of Fit Mesin Tipe 4
Distribution AD P LRT P Normal 1.519 <0.005 Box-Cox Transformation 1.251 <0.005 Lognormal 1.342 <0.005 Exponential 8.916 <0.003 2-Parameter Exponential 1.210 0.034 0.000 Weibull 2.267 <0.010
Smallest Extreme Value 2.705 <0.010 Largest Extreme Value 1.378 <0.010
Gamma 1.372 <0.005
Logistic 1.156 <0.005 Loglogistic 1.078 <0.005 Berikut ini merupakan grafik distribusi data mesin tipe 4.
Gambar 4.6 Grafik Distribusi Data Mesin Tipe 4 pada Program Minitab
Dikarenakan tidak ada jenis distribusi data yang sesuai untuk menghasilkan random number service time pada pemodelan sistem simulasi, maka pada pemodelan ini akan digunakan jenis distribusi emperical discrete yang akan menghasilkan random number sesuai dengan persentase kemungkinan (probability vector) munculnya sebuah nilai service time (value vector). Tabel distribusi emperical discrete yang akan digunakan dapat dilihat dibawah ini:
Tabel 4.12 Tabel Emperical Discrete Mesin Tipe 4
Tipe Mesin Value Vector Banyak Kemunculan Probability Vector
4 35 1 0.043478 41 1 0.043478 42 6 0.26087 43 2 0.086957 44 6 0.26087 48 6 0.26087 60 1 0.043478 Total 23 1
4.3.1.5Perhitungan Model Calibration Mesin Tipe 5 dengan Menggunakan Minitab
Langkah-langkah yang harus dilakukan untuk mencari jenis distribusi data pada mesin tipe 5 adalah sama dengan langkah-langkah yang dilakukan pada mesin tipe 1. Berikut ini merupakan hasil goodness of fit pada distribusi data mesin tipe 5.
Tabel 4.13 Goodness Of Fit Mesin Tipe 5
Distribution AD P LRT P Normal 1.254 <0.005 Box-Cox Transformation 1.184 <0.005 Lognormal 1.237 <0.005 Exponential 3.477 <0.003 2-Parameter Exponential 2.330 <0.010 0.000 Weibull 1.324 <0.010
Smallest Extreme Value 1.343 <0.010 Largest Extreme Value 1.465 <0.010
Gamma 1.366 <0.005
Logistic 1.249 <0.005 Loglogistic 1.232 <0.005
Berikut ini merupakan grafik distribusi data mesin tipe 5.
Dikarenakan tidak ada jenis distribusi data yang sesuai untuk menghasilkan random number service time pada pemodelan sistem simulasi, maka pada pemodelan ini akan digunakan jenis distribusi emperical discrete yang akan menghasilkan random number sesuai dengan persentase kemungkinan (probability vector) munculnya sebuah nilai service time (value vector). Tabel distribusi emperical discrete yang akan digunakan dapat dilihat dibawah ini:
Tabel 4.14 Tabel Emperical Discrete Mesin Tipe 5
Tipe Mesin Value Vector Banyak Kemunculan Probability Vector
5 65 12 0.555556
70 3 0.111111
80 1 0.333333
Total 16 1
Selanjutnya, value vector dan probability vector yang didapatkan akan dimasukkan sebagai random number untuk mencari service time pada setiap mesin
4.3.3 Perbandingan Hasil Simulasi dan Kondisi Nyata Usulan 1
Pemodelan simulasi yang telah dibuat akan dijalankan sehingga menghasilkan informasi yang diinginkan. Simulasi akan dijalankan sebanyak 20 kali kemudian nilai rata-ratanya akan diambil sebagai waktu simulasi. Output yang diinginkan dari hasil simulasi ini adalah boxplot untuk menentukan apakah pemodelan yang telah dibuat valid atau tidak. Selain itu akan dilakukan perhitungan uji t berpasangan untuk mengetahui apakah data berbeda scara signifikan. Berikut ini merupakan hasil simulasi yang didapat dari mesin 100 ton 1:
Gambar 4.8Boxplot Perbandingan antaraservice time simulasi dan service time aktual Mesin 100 ton 1
Tabel 4.15 Perbandingan Mesin 100 Ton 1 Berdasarkan Data Historis Input Data Set System Production Model Production Observed Difference
Squared Deviation from Mean j Zij Wij dj (dj-d)2 1 420000 348250 71750 2370362004 2 306000 177225 128775 11174892402 3 325000 290875 34125 122353765.5 4 144000 127800 16200 47109504.13 5 48000 115800 -67800 8256200413 6 420000 311500 108500 7299372231 7 306000 247350 58650 1266389277 8 396000 233200 162800 19526251322 9 48000 123000 -75000 9616476777 10 420000 304500 115500 8544481322 11 306000 260100 45900 521499504.1 12 315000 287000 28000 24367685.95 13 175000 343000 -168000 36505313140 14 306000 221850 84150 3731543822 15 48000 117000 -69000 8475713140 16 306000 257550 48450 644467458.7 17 180000 142500 37500 208408595 18 350000 329000 21000 4258595.041 19 48000 125400 -77400 10092942231 20 306000 224400 81600 3426505868 21 48000 118800 -70800 8810382231 22 240000 247500 -7500 934135867.8 0 : 0 d = H μ 0 : 1 d ≠ H μ
∑
= = K j j d K d 1 122 ) 7500 ( ... 34125 128775 ) 71750 ( + + + + − = d 6 23063.6363 = d 2 1 2 ) ( 1 1
∑
= − − = K j j d d d K S 21 1007387925 ... 0 2714606355 3 3725310136 7919108863 2 = + + + + d S 6743020341 2 = d S 82115.9 = d S K S d t d d μ − = 0 22 3 1727138884 0 33510.625 -0 − = t 3 1.31738249 0 = t If 1 , 2 0 ≤ K − t t α , do not reject H0 If 1 , 2 0 > K− t t α , reject H0 05 . 0 = α21 , 2 1 , 2 0.05 t K t = − α 080 . 2 21 , 025 . 0 = t do not reject H0
Perbandingan mesin-mesin usulan 1 lainnya dapat dilihat pada lampiran 2.
4.3.4 Analisa Hasil Simulasi Usulan 1
Dari Boxplot pada gambar 4.8 terlihat bahwa hasil median antara service time simulasi dan service time aktual mesin 100 ton 1 ternyata telah berbanding lurus, walaupun terdapat perbedaan kuartil yang cukup jauh. Hal ini menyatakan bahwa secara keseluruhan sistem telah berjalan dengan benar, walaupun terkadang terjadi kesalahan dalam pengalokasian random number.
Dari hasil perbandingan simulasi penjadwalan didapatkan nilai sebesar 3
1.31738249 . Kemudian hasil ini akan dibandingkan dengan nilai t0.052,21 yang didapatkan dari tabel t value yaitu sebesar 2.080. Diketahui bahwa untuk menyatakanhasil simulasi dan hasil di dunia nyata tidak berbeda secara signifikan, nilai absolute akan dibandingkan dengan nilai dari .
, . Apabila nilai absolute
080 . 2 3 1.31738249 ≤
lebih kecil sama dengan dari 21 , 2 05 . 0 t
maka hasil simulasi dan hasil di dunia nyata tidak berbeda secara signifikan.
Dapat dilihat bahwa nilai absolute sebesar 1.31738249 memiliki nilai yang 3 lebih kecil dari
21 , 2 05 . 0 t
sebesar 2.080. Dari kedua nilai tersebut maka dapat disimpulkan bahwa hasil simulasi dan hasil di dunia nyata tidak berbeda secara signifikan.
4.3.5 Verifikasi Usulan 1
Verifikasi adalah proses pemeriksaan apakah model konseptual direfleksikan secara akurat oleh model operasional. Tahap verifikasi dapat dilakukan dengan melakukan proses pengamatan alur jalannya simulasi, alur simulasi dapat dilihat pada gambar 4.7. Model operasional telah dibuat sesuai dengan model konseptual, seperti dimasukkannya pembagian tipe desain berdasarkan tipe mesin yang dapat memproduksi desain tersebut, sistem batch yang digunakan oleh perusahaan, dan service timeyang sesuai dengan distribusi data service time setiap mesin. Dari hasil perbandingan antara service timesimulasi dan service timedunia nyata, diketahui bahwa keduanya tidak berbeda secara signifikan, oleh karena itu sistem dapat dinyatakan telah berhasil melewati tahapan verifikasi.
4.3.6 Validasi Usulan 1
Validasi model simulasi PT. Bioplast Unggul ini akan dilakukan dengan cara menjalankan simulasi dengan model yang sama akan tetapi dengan memasukkan data pada bulan yang berbeda. Validasi kemudian akan dihitung berdasarkan perbandingan data historis antara output dari model simulasi dan output sistem produksi sebenarnya.
Gambar 4.10Boxplot Validasi Mesin 100 ton 1
Tabel 4.16 Validasi Mesin 100 Ton 1 Berdasarkan Data Historis Input Data Set System Production Model Production Observed Difference
Squared Deviation from Mean j Zij Wij dj (dj-d)2 1 180000 138000 42000 3422500 2 306000 211650 94350 2550250000 3 180000 123000 57000 172922500 4 350000 309750 40250 12960000 5 48000 115800 -67800 12465722500 6 306000 237150 68850 625000000 7 48000 118200 -70200 13007402500 8 420000 253750 166250 14981760000 9 306000 220575 85425 1728480625 10 45000 22625 22375 461175625
0 : 0 d = H μ 0 : 1 d ≠ H μ
∑
= = K j j d K d 1 1 10 22375 ... 57000 94350 42000+ + + + = d 43850 = d 2 1 2 ) ( 1 1∑
= − − = K j j d d d K S 9 461175625 ... 172922500 2550250000 3422500 2 = + + + + d S 5112121806 2 = d S 71499.1 = d S K S d t d d μ − = 0 10 71499.1 0 43850 0 − = t 1.93940719 0 = tIf 1 , 2 0 ≤ K − t t α , do not reject H0 If 1 , 2 0 > K − t t α , reject H0 05 . 0 = α 9 , 2 1 , 2 0.05 t K t = − α 262 . 2 9 , 2 05 . 0 = t 262 . 2 1.93940719≤ do not reject H0
Validasi mesin-mesin lainnya dapat dilihat pada lampiran 4.
4.3.7 Analisa Hasil Validasi Usulan 1
Pada boxplot dapat dilihat bahwa perbandingan antara service time simulasi dan service time aktual mesin telah berbanding lurus, akan tetapi pada nilai terakhir tedapat perbedaan yang terlihat jelas. Hal ini kemungkinan disebabkan oleh digunakannya random number dengan menggunakan emperical discrete, yang memungkinkan sebuah produk dialokasikan service time yang tidak tepat.
Dari hasil validasi simulasi penjadwalan didapatkan nilai sebesar 1.93940719. Kemudian hasil ini akan dibandingkan dengan nilai .
value yaitu sebesar 2.262. Diketahui bahwa untuk menyatakan model yang telah dibuat valid atau tidak, nilai absolute akan dibandingkan dengan nilai dari .
, . Apabila
nilai absolute lebih kecil sama dengan daripada .
, maka model yang dirancang
telah valid.
Dapat dilihat bahwa nilai absolute sebesar 1.93940719 memiliki nilai yang lebih kecil dari .
, sebesar 2.262 Dari kedua nilai tersebut maka dapat disimpulkan
bahwa model yang dirancang telah valid dan dapat digunakan untuk merepresentasikan sistem produksi yang sebenarnya.
4.4 Mencari Random Number ServiceTime dengan Menggunakan Service Time dan
Standard Deviation Setiap Produk (Usulan 2)
Seperti dapat dilihat pada tabel 4.1, setiap desain produk memiliki rata-rata service time yang berbeda-beda. Karena service time setiap produk tidak selalu tepat dengan waktu rata-rata, maka setiap produk memiliki standard deviation yang berfungsi untuk mencari distribusi normal dari service time setiap produk.
Untuk dapat menggunakan cara ini, setiap produk yang masuk ke dalam sistem simulasi akan diberikan atribut service time dan standard deviation, sehingga sistem simulasi dapat melakukan random service time pada setiap produk.
Contohnya dapat dilihat pada tabel dibawah ini.
Tabel 4.17Tabel Body Pail 1 Kg
No. Nama Desain Berat(gram) ± ST(detik) ±
Desain produk pail 1 Kg memiliki service time sebesar 40 detik, dan standard deviation sebesar 2 detik. Maka untuk menghasilkan random number service time pada model simulasi, kedua nilai tersebut akan dimasukkan ke dalam fungsi ‘random(‘normal’, 40, 2)’ yang terdapat pada program MATLAB. Fungsi ini dimaksudkan untuk menghasilkan random number yang mengikuti distribusi normal dengan nilai rata-rata sebesar 40 detik dan standard deviation sebesar 2 detik.
4.4.2 Perbandingan Hasil Simulasi dan Kondisi Nyata Usulan 2
Pemodelan simulasi yang telah dibuat akan dijalankan sehingga menghasilkan informasi yang diinginkan. Output yang diinginkan dari hasil simulasi ini adalah boxplot untuk menentukan apakah pemodelan yang telah dibuat valid atau tidak, dan urutan penjadwalan operasi kerja setiap mesin. Berikut ini merupakan hasil simulasi yang didapat dari mesin 150 ton 1:
Gambar 4.8Boxplot Perbandingan antara service time simulasi dan service time aktual Mesin 100 ton 1
Tabel 4.18 Perbandingan Mesin 150 Ton 1 Berdasarkan Data Historis Menggunakan Usulan Kedua Input Data Set System Production Model Production Observed Difference
Squared Deviation from Mean j Zij Wij dj (dj-d)2 1 420000 418892 1108.15 4286866.726 2 306000 287453 18546.8 380605958.3 3 325000 317844 7156.25 65911260.03 4 144000 144953 -953.4 79.655625 5 48000 47273.9 726.1 2850778.981 6 420000 424372 -4371.8 11624860.73 7 306000 315039 -9039.3 65236717.46 8 396000 400379 -4379.1 11674351.4 9 48000 46493.2 1506.85 6096825.181 10 420000 417053 2946.75 15280867.36 11 306000 308753 -2753.1 3206875.101 12 315000 314206 794.3 3085731.391 13 175000 177532 -2531.9 2463408.726 14 306000 316496 -10496 90893819.13 15 48000 45925.8 2074.2 9220484.076 16 306000 316582 -10582 92544881 17 180000 181401 -1400.8 192216.4806 18 350000 346698 3302.45 18188305.8 19 48000 46658.7 1341.3 5306688.141 20 306000 310971 -4970.7 16066669.31 21 48000 51533.2 -3533.2 6609398.266 22 240000 245663 -5662.6 22093055.11 0 : 0 d = H μ 0 : 1 d ≠ H μ
∑
= = K j j d K d 1 122 ) 6 . 5662 ( ... 25 . 7156 8 . 18546 15 . 1108 + + + + − = d -962.325 = d 2 1 2 ) ( 1 1
∑
= − − = K j j d d d K S 21 1 22093055.1 ... 3 65911260.0 3 380605958. 6 4286866.72 2 = + + + + d S 3 39687623.7 2 = d S 6299.81 = d S K S d t d d μ − = 0 22 76299.81 0 962.325 -0 − = t 6 -0.7164824 0 = t If 1 , 2 0 ≤ K − t t α , do not reject H0 If 1 , 2 0 > K − t t α , reject H0 05 . 0 = α22 , 2 1 , 2 0.05 t K t = − α 080 . 2 21 , 025 . 0 = t 080 . 2 0.71648246 - ≤ do not reject H0
Perbandingan hasil simulasi mesin lainnya dapat dilihat pada lampiran 7. 4.4.3 Analisa Hasil Simulasi Usulan 2
Pada gambar 4.8 terlihat bahwa service time simulasi dan service time aktual berbanding lurus. Jarak antara median dengan kuartil pertama dan kuartil ketiga juga tidak begitu jauh. Hal ini membuktikan bahwa sistem simulasi telah menghasilkan service time yang hampir identik dengan service time aktual. Hasil ini kemungkinan disebabkan setiap entitas produk diberikanatribut service time di awal mula simulasi yang berguna untuk merepresentasikan service timeaktualsetiap produk sesuai dengan waktu yang telah diukur pada produksi sebelumnya.
Dari hasil perbandingan simulasi penjadwalan didapatkan nilai sebesar 0.71648246
- . Kemudian hasil ini akan dibandingkan dengan nilai .
, yang
didapatkan dari tabel t value yaitu sebesar 2.080. Diketahui bahwa untuk menyatakan hasil simulasi dan hasil di dunia nyata tidak berbeda secara signifikan, nilai absolute akan dibandingkan dengan nilai dari .
, . Apabila nilai absolute lebih kecil sama
dengan dari .
, maka hasil simulasi dan hasil di dunia nyata tidak berbeda secara
Dapat dilihat bahwa nilai absolute sebesar 0.71648246- memiliki nilai yang lebih kecil dari .
, sebesar 2.080. Dari kedua nilai tersebut maka dapat
disimpulkan bahwa hasil simulasi dan hasil sistem produksi di dunia nyata tidak berbeda secara signifikan.
4.4.4 Verifikasi Usulan 2
Pada dasarnya alur dari simulasi usulan 2 ini sama dengan alur pada simulasi usulan 1, hanya berbeda dari service time-nya saja. Oleh karena itu, dapat dibilang bahwa model operasional yang dirancang telah sesuai dengan model konseptual. Hasil perbandingan service time antara service time simulasi dan service time aktual juga menyatakan bahwa tidak terdapat perbedaan yang signifikan diantara keduanya, hal ini juga turut membuktikan bahwa model telah berhasil melewati tahap verifikasi.
4.4.5 Validasi Usulan 2
Validasi model simulasi PT. Bioplast Unggul ini akan dilakukan dengan cara Membandingkan hasil service time simulasi dengan service time sistem produksi di dunia nyata. Hasil service time simulasi akan dibandingkan dengan cara membandingkan service time per batch. Setiap batch akan berisi 50 produk. Service time pada sistem produksi yang sudah ada dikumpulkan dengan mengukur waktu produksi secara langsung dengan menggunakan stopwatch. Terdapat 5 produk yang akan menjadi sampel, yaitu
Tabel 4.19 Sampel Produk
No. Nama Desain Berat(gram) ± ST(detik) ±
1 Pegangan Pail 5 kg Kotak 6 ± 2 8 ± 1
2 Body Pail 5 kg kotak Red 195 ± 5 47 ± 2
3 Keranjang Ayam Atas 2000 ± 10 70 ± 5
Tabel 4.20Validasi Pegangan Pail 5 kg Kotak Input Data Set System Production Model Production Observed Difference
Squared Deviation from Mean j Zij Wij dj (dj-d)2 1 7 8.096695 -1.0967 0.904348108 2 9 7.078273 1.92173 4.274348516 3 8 8.223357 -0.2234 0.006027049 4 7 9.609426 -2.6094 6.069833226 5 8 6.036544 1.96346 4.448632487 6 8 7.543105 0.45689 0.363147866 7 9 7.624013 1.37599 2.315601209 8 7 6.215083 0.78492 0.866090274 9 9 7.623888 1.37611 2.315981223 10 7 7.99867 -0.9987 0.72752008 11 6 9.432879 -3.4329 10.80539731 12 8 7.894109 0.10589 0.06330941 13 8 9.313561 -1.3136 1.363847131 14 8 8.930486 -0.9305 0.615854185 15 7 8.717555 -1.7176 2.470656142 16 5 8.712674 -3.7127 12.72314578 17 6 7.84374 -1.8437 2.883264045 18 8 8.447587 -0.4476 0.091122248 19 7 8.859497 -1.8595 2.937022854 20 9 8.367364 0.63264 0.605842448 21 7 6.983615 0.01638 0.026278769 22 8 9.303145 -1.3031 1.339626843 23 8 8.945341 -0.9453 0.639389493 24 9 6.480006 2.51999 7.106043968 25 7 8.1517 -1.1517 1.011989931
26 7 9.109559 -2.1096 3.856652967 27 8 6.490401 1.5096 2.740090232 28 9 8.001367 0.99863 1.309550272 29 9 8.382983 0.61702 0.581770976 30 10 7.448486 2.55151 7.27508507 31 8 9.925248 -1.9252 3.16671215 32 8 7.391569 0.60843 0.568747158 33 8 6.382651 1.61735 3.108420859 34 8 7.666163 0.33384 0.229977769 35 8 7.064933 0.93507 1.168105978 36 7 8.923388 -1.9234 3.160092909 37 8 7.64155 0.35845 0.254189836 38 9 6.46991 2.53009 7.159974579 39 9 10.23827 -1.2383 1.193660516 40 9 8.717338 0.28266 0.183513501 41 9 7.856512 1.14349 1.662063969 42 6 7.179199 -1.1792 1.068074427 43 8 8.092453 -0.0925 0.002837699 44 8 7.457018 0.54298 0.474314153 45 10 8.671934 1.32807 2.172052423 46 9 7.285325 1.71468 3.461080567 47 7 7.738397 -0.7384 0.351262434 48 8 8.726036 -0.726 0.336763636 49 7 8.270914 -1.2709 1.266056493 50 6 8.432553 -2.4326 5.229591634 0 : 0 d = H μ 0 : 1 d ≠ H μ
∑
= = K j j d K d 1 1 50 -2.4326) ( ... 0.2234) ( 1.92173 ) -1.0967 ( + + − + + = d1 -0.1457226 = d 2 1 2 ) ( 1 1
∑
= − − = K j j d d d K S 49 4 5.22959163 ... 9 0.00602704 6 4.27434851 8 0.90434810 2 = + + + + d S 5 2.10062990 2 = d S 1.44935 = d S K S d t d d μ − = 0 50 1.44935 0 0.14572261 -0 − = t 9 -0.7109468 0 = t If 1 , 2 0 ≤ K − t t α , do not reject H0 If 1 , 2 0 > K − t t α , reject H0 05 . 0 = α 49 , 2 1 , 2 0.05 t K t = − α2.0096 49 , 2 05 . 0 = t 0096 . 2 0.71094689 - ≤ do not reject H0
4.4.6 Analisa Hasil Validasi Usulan 2
Dari hasil validasi simulasi penjadwalan didapatkan nilai sebesar 0.71094689
- . Kemudian hasil ini akan dibandingkan dengan nilai .
, yang
didapatkan dari tabel t value yaitu sebesar 2.0096. Diketahui bahwa untuk mengetahui model yang telah dibuat valid atau tidak, nilai absolute akan dibandingkan dengan nilai dari .
, . Apabila nilai absolute lebih kecil sama dengan daripada . ,
maka model yang dirancang telah valid.
Dapat dilihat bahwa nilai absolute sebesar 0.71094689- memiliki nilai yang lebih kecil dari .
, sebesar 2.0096. Dari kedua nilai tersebut maka dapat
disimpulkan bahwa model yang dirancang telah valid dan dapat digunakan untuk merepresentasikan sistem produksi yang sebenarnya.
4.5 Perbandingan Usulan 1 dan Usulan 2
Setelah melakukan uji validasi terhadap kedua usulan untuk menghasilkan service time, diketahui bahwa kedua usulan tersebut valid dan dapat merepresentasikan sistem produksi yang sebenarnya. Masing-masing usulan memiliki kelebihan dan kekurangan masing-masing.
Apabila diperbandingkan dari keakuratan hasil simulasi dengan menggunakan boxplot (gambar boxplot dapat dilihat pada lampiran 2 dan lampiran 5). Usulan 2 merupakan usulan yang memberikan hasil yang terbaik. Service time simulasi yang dihasilkan oleh usulan ini paling mendekati service time aktual, hal ini dapat dilihat dari bentuk boxplot yang selalu menanjak. Bentuk menanjak ini mengindikasikan semakin tinggi service time aktual, maka service time simulasi juga semakin tinggi pula. Rentangan kuartil pada usulan 2 juga lebih pendek, hal ini berarti random number yang dihasilkan tidak akan berbeda terlalu jauh dengan median, sehingga kesalahan dalam menghasilkan service time dapat lebih minimal.
Akan tetapi usulan 2 mengharuskan sistem simulasi untuk mengetahui rata-rata service time aktual terlebih dahulu. Sehingga apabila terdapat produk baru yang belum pernah diproduksi, sistem simulasi tidak bisa menjalankanya karena sistem belum mengetahui rata-rata service time aktual produk tersebut. Sehingga mengakibatkan penggunaan usulan 2 ini akan sedikit kurang fleksibel apabila dibandingkan dengan usulan 1.
Akan tetapi hal ini dapat diatasi dengan mengukur service time produk di awal produksi dan kemudian memasukkan waktu hasil pengukuran tersebut ke dalam sistem simulasi, agar sistem dapat mengadakan perhitungan lebih lanjut. Oleh karena itu, usulan kedua akan dipilih sebagai metode untuk menghasilkan service time pada sistem
P4.6 Analisis dan Perancangan Sistem Informasi
4.6.1 Sistem Bisnis yang Sedang Berjalan dan Sistem Usulan
PT. Bioplast Unggul merupakan perusahaan yang bergerak dalam bidang produksi produk plastik. Proses bisnis sehari-hari pada perusahaan ini dijalankan hanya dengan bantuan aplikasi Microsoft Office Excel 2003 dan kertas kerja. Proses bisnis sistem yang sedang berjalan dimulai dari pemesanan yang dilakukan oleh pelanggan ke bagian sales. Apabila pelanggan belum melakukan pendaftaran, maka sales akan meminta pelanggan untuk mendaftar terlebih dahulu. Kemudian bagian sales akan membuat form pemesanan pelanggan yang akan diberikan lagi kepada pelanggan sebagai bukti pemesanan. Apabila pelanggan memesan desain yang baru kepada perusahaan, pelanggan dapat melakukan acc desain setelah desain yang dibuat oleh desainer dirasa telah sesuai dengan keinginan pelanggan. Bagian penjualan kemudian akan memberikan form pemesanan pelanggan ini ke bagian PPIC agar bagian PPIC dapat membuat production order sesuai dengan pemesanan pelanggan. Setelah itu, bagian PPIC akan memberikan production order tersebut ke bagian produksi. Bagian produksi akan membuat form permintaan bahan baku yang akan diberikan ke bagian gudang. Bagian gudang akan mempersiapkan bahan baku sesuai dengan form permintaan bahan baku dan akan mengeluarkan form pengeluaran bahan baku. Selainkan mengeluarkan bahan baku, bagian gudang juga membuat surat jalan sebagai bukti bahwa produk jadi telah dikirimkan kepada pelanggan. Berikut adalah activity diagram dari sistem yang sedang berjalan.
Gambar 4.12 Activity Diagram Sistem Berjalan pada PT. Bioplast Unggul
Sistem bisnis baru yang akan diusulkan sebenarnya memiliki persamaan dengan sistem bisnis perusahaan yang ada saat ini. Akan tetap sistem bisnis baru ini akan menggunakan sistem informasi yang akan dirancang. Perbedaan yang terjadi pada sistem usulan ini antara lain adalah bagian sales akan mendata desain yang telah dibuat oleh desainer ke dalam database. Sehingga ketika pelanggan akan melakukan acc desain, bagian sales dapat langsung memperlihatkan desain tersebut kepada pelanggan.
Gudang Produksi PPIC Sales Pelanggan Menghubungi_Sales Memberikan_Data_Diri Melayani_Pendaftaran Form_Pendaftaran Melayani_Pemesanan Memberikan_Spesifikasi Acc_Desain Desain_Baru Setuju Tidak_Setuju Membuat_Form_Production_Order Desain_Lama Form_Production_Order Meminta_Bahan_Baku Mengirim_Bahan_Baku Form_Permintaan_Bahan_Baku Form_Delivery_Order Membuat_Surat_Jalan Surat_Jalan Mendata_Desain
4.6.2 Problem Domain 4.6.2.1 Event Table
Berikut adalah tabel berisikan event-event yang terdapat pada setiap class yang dirangkum dalam event table.
Tabel 4.22 Event Table
No Event Trigger Source Use Case Response Destination
1.
Bagian Sales mendaftarkan pelanggan baru
Adanya pelanggan baru yang ingin memesan produk Pelanggan Mendaftark an pelanggan Form pendaftaran Sales 2. Bagian Sales mencatat form pemesanan sesuai permintaan pelangan Adanya pelanggan yang ingin memesan produk dengan desain yang ada Pelanggan Melayani Pemesanan Form pemesanan pelanggan PPIC, Desain 3. Pendataan Desain Baru Terdapat desain baru Desainer Mendata desain baru Desain Menjadi Resmi PPIC 4. Pelanggan memilih desain yang diinginkan Alternatif desain diterima oleh pelanggan Pelanggan Melakukan ACC desain Desain terbaik Bagian Sales 5. Bagian PPIC membuat production order Pemesanan telah selesai dilakukan Bagian Sales Membuat production order Production order Bagian Produksi 6. Bagian produksi meminta bahan baku kepada bagian gudang Dibutuhkan bahan baku sebelum produksi dimulai Bagian produksi Meminta bahan baku Form permintaan bahan baku Bagian Gudang 7. Bagian Gudang membuat form pengiriman bahan baku Produk telah selesai dan akan dikirimkan Bagian produksi Mencetak bukti pengiriman Form delivery order Bagian gudang 8. Bagian gudang membuat surat jalan sebagai bukti bahwa barang telah keluar dari gudang Barang akan dikeluarkan dari gudang Bagian gudang Mencetak
surat jalan Surat jalan
Bagian pengiriman
4.6.2.2 Class Diagram
Gambar di bawah ini merupakan rangkaian class yang digambarkan dalam bentuk class diagram. Pembuatan class diagram mempunyai tujuan untuk menunjukkan hubungan di antara class-class yang terkandung di dalamnya.
‐Id_Pelanggan : String ‐Nama_Pelanggan : String ‐Alamat_Pelanggan : String ‐Nama_CP : String ‐No_Telp : String ‐No_Fax : String Pelanggan ‐No_Pemesanan : String ‐Id_Pelanggan : String ‐Id_Desain : String ‐Tanggal_Order : Date Form_Pemesanan_Pelanggan ‐Id_Desain : String ‐Nama_Desain : String ‐Spesifikasi_Desain : String ‐Berat_Bahan_Baku_Desain : Integer ‐Tipe_Desain : Integer ‐Waktu_Produksi_Desain : Integer ‐Gambar_Desain : Object Desain ‐No_Production_Order : String ‐No_Pemesanan_Pelanggan : String ‐Nama_Desain : String ‐Jumla_Pemesanan : Integer ‐Tanggal_Selesai_Pemesanan : Date Form_Production_Order ‐No_Permintaan_Bahan_Baku : String ‐No_Production_Order : String Form_Permintaan_Bahan_Baku ‐No_Surat_Jalan : String ‐No_Production_Order : String ‐Tanggal_Selesai : Date ‐Tanggal_Pengiriman : Date ‐Id_Pelanggan : String ‐Id_Produk : String Form_Surat_Jalan 1..1 1..* ‐No_Pemesanan : String ‐Id_Desain : String ‐Jumlah_Pemesanan : Integer Form_Pemesanan_Pelanggan_Detail 1..* 1..1 1 1..* 1..1 1..1 ‐Id_Bahan_Baku : String ‐Nama_Bahan_Baku : String ‐Stock_Bahan_Baku : Integer Bahan_Baku 1..1 1..1 1..1 1..1 1..1 1..1 ‐No_Pengeluaran_Bahan_Baku : String ‐No_Permintaan_Bahan_Baku : String ‐Id_Bahan_Baku : String ‐Jumlah_Bahan_Baku : Integer Form_Pengeluaran_Bahan_Baku ‐No_Permintaan_Bahan_Baku : String ‐Id_Bahan_Baku : String ‐Id_Produk : String ‐Jumlah_Produk : Integer ‐Jumlah_Bahan_Baku : Integer Form_Permintaan_Bahan_Baku_Detail 1 1..* 1..* 1..1 ‐No_acc : String ‐Id_Desain : String ‐Nama_Desain : String ‐Spesifikasi_Desain : String ‐Berat_Bahan_Baku_Desain : Integer ‐Tipe_Desain : Integer ‐Waktu_Produksi_Desain : Integer ‐Gambar_Desain : Object Acc_Desain 1..1 0..* 1..1 1..1 ‐Id_Produk : String ‐Nama_Produk : String ‐Spesifikasi_Desain : String ‐Kuantitas : Integer Produk_Jadi ‐No_Production_Order : String ‐Id_Desain : String ‐Id_Produk : String ‐Waktu_Produksi_Desain : Integer ‐Jumlah_Pemesanan : Integer ‐Tipe_Desain : Integer ‐Tanggal_Selesai : Date ‐Urutan_Produksi : Integer ‐Status : Boolean Form_Production_Order_Detail 1 1..* 1..* 1..1
4.6.2.2.1 Class Definition
• Pelanggan
Class ini merupakan kumpulan pelanggan dari PT Bioplast Unggul. Pelanggan yang sudah terdaftar dapat memesan produk yang diproduksi oleh PT Bioplast Unggul.
• Form Pemesanan Pelanggan
Class ini merupakan kumpulan form berisikan pemesanan yang dilakukan oleh pelanggan ke bagian sales dari PT Bioplast Unggul.
• Desain
Class ini merupakan kumpulan desain-desain produk yang dapat diproduksi oleh PT Bioplast Unggul.
• Acc Desain
Class ini merupakan kumpulan desain-desain produk baru yang akan di acc oleh pelanggan.
• Production order
Class ini merupakan kumpulan dari data-data penjadwalan produksi yang dihasilkan dari simulasi.
• Form Permintaan Bahan Baku
Class ini merupakan kumpulan-kumpulan form yang berisikan permintaan bahan baku dari bagian produksi ke bagian gudang untuk melakukan aktifitas produksi.
• Form Pengeluaran Bahan Baku
Class ini merupakan kumpulan-kumpulan form yang berisikan pengeluaran bahan baku yang dilakukan oleh bagian gudang.
• Bahan Baku
Class ini merupakan kumpulan bahan baku yang tersimpan di dalam gudang .
• Form Surat Jalan
Class ini merupakan kumpulan-kumpulan form yang menyatakan bahwa produk jadi telah keluar dari gudang dan akan dikirimkan kepada pelanggan.
• Produk Jadi
Class ini merupakan kumpulan produk jadi yang telah selesai diproduksi dan telah disimpan di gudang .
4.6.2.3 Statechart Diagram
• Pelanggan
Berikut adalah statechart dari class Pelanggan:
Gambar 4.15 Statechart Class Pelanggan
Status class pelanggan akan aktif saat pelanggan itu pertama kali didaftarkan oleh bagian penjualan. Selanjutnya, pelanggan tersebut dapat memesan barang ke perusahaan berkali-kali. Pelanggan juga dapat melakukan acc desain apabila telah memesan desain yang baru.
• Form Pemesanan Pelanggan
Berikut adalah statechart dari Form Pemesanan Pelanggan :
Gambar 4.16 Statechart Class Form Pemesanan Pelanggan
Statu class Form Pemesanan Pelanggan akan menjadi terpesan apabila sudah ada pesanan. Apabila pesanan tersebut sudah diproduksi, maka status class ini sudah selesai.
• Desain
Berikut adalah statechart dari class Desain:
Gambar 4.17 Statechart Class Desain
Status class desain akan aktif apabila desain baru telah didata. Kemudian desain yang sudah didata tersebut dapat dipesan berkali-kali oleh para pelanggan dari perusahaan PT. Bioplast Unggul.
• Acc Desain
Berikut adalah statechart dari class Acc Desain:
Gambar 4.18 Statechart Class Acc Desain
Statu class acc desain akan menjadi active apabila pelanggan sudah melakukan acc. Apabila pesanan tersebut sudah terdata, maka status class ini sudah selesai.
• Form Permintaan Bahan Baku
Berikut adalah statechart dari class form Permintaan Bahan Baku:
Status class permintaan bahan baku akan aktif apabila bagian produksi meminta bahan baku dan akan selesai saat bagian gudang telah mengeluarkan bahan baku.
• Form Pengeluaran Bahan Baku
Berikut adalah statechart dari class form Pengeluaran Bahan Baku:
Gambar 4.20 Statechart Class Form Pengeluaran Bahan Baku
Status class pengeluaran bahan baku akan aktif apabila barang pesanan sudah siap dikeluarkan dan akan selesai saat bagian gudang mengupdate bahan baku yang telah dikeluarkan.
• Bahan Baku
Berikut adalah statechart dari class Bahan Baku:
Bahan Baku
Active / Membeli()
/ Mengeluarkan()
Gambar 4.21 Statechart Class Bahan Baku
Status class desain akan aktif apabila bahan baku baru telah dibeli. Kemudian desain yang sudah didata tersebut dapat dikeluarkan berkali-kali kepada bagian produksi.
• Form Production order
Gambar 4.22 Statechart Class Production order
Status class production order akan aktif apabila produksi akan mulai dilakukan. Saat sudah aktif, maka production order akan melakukan simulasi untuk menghitung tanggal selesai produksi dan menghitung jumlah bahan baku yang diperlukan. Setelah barang selesai diproduksi dan dikirim, maka class akan selesai
• Surat Jalan
Berikut adalah statechart dari class Surat Jalan:
Gambar 4.23 Statechart Class Surat Jalan
Status class rute surat jalan akan aktif apabila produk jadi akan dikirim ke pelanggan. Class ini akan berakhir saat produk jadi diterima oleh pelanggan.
• Produk Jadi
Berikut adalah statechart dari class Produk Jadi:
Produk Jadi Active / Mendata() / Mengirim() Active / Mengirim()
Gambar 4.24 Statechart Class Produk Jadi
Statu class produk jadi akan menjadi aktif terdapat produk baru yang akan didata. Kemudian produk jadi dapat dikirimkan berkali-kali.
4.6.3 Application Domain
4.6.3.1 Use Cases
Berikut ini adalah use case dari sistem informasi penjadwalan produksi pada PT Bioplast Unggul.
Sistem Informasi Penjadwalan Urutan Produksi Kerja PT. Bioplast
Unggul Sales Mendaftarkan_Pelang gan Melayani_Pemesanan Mendata_Desain_Baru Membuat_Production_ Order Melakukan_ACC_Desai n Meminta_Bahan_Baku Mengeluarkan_Bahan_ Baku Mencetak_Surat_Jala n PPIC Produksi Gudang
Berikut ini adalah penjelasan use case dari sistem informasi pengiriman barang plastik di PT Bioplast Unggul.
4.6.3.1.1 Use Cases Description
Tabel 4.23 Use Cases Description Mendaftarkan Pelanggan Flow of activities for scenario of Mendaftarkan Pelanggan
Main Flow:
1. Pelanggan baru, bertemu dengan sales untuk pertama kali
2. Sales akan menanyakan informasi diri pelanggan dan mencatatkan informasi tersebut ke dalam database master pelanggan
3. Sales juga dapat melakukan update terhadap data pelanggan apabila pelanggan melaporkan perubahan terhadap informasi diri pelanggan
Exception Condition:
Tabel 4.24 Use Cases Description Melayani Pemesanan Flow of activities for scenario of Melayani Pemesanan
Main Flow:
1. Pelanggan yang sudah terdaftar bertemu dengan sales untuk melakukan pemesanan pembuatan desain produk yang diinginkan
2. Sebelum pemesanan dapat dilakukan, sales terlebih dahulu memasukkan id pelanggan ke dalam sistem dan mengkonfirmasi id tersebut
3. Sales mencatat id desain yang akan dipesan oleh pelanggan beserta jumlah pemesanan yang diinginkan
4. Pemesanan yang telah tercatat akan dimasukkan ke dalam tabel detail pemesanan, sehingga pelanggan dapat memilih lebih dari satu desain saat melakukan pemesanan 5. Pemesanan kemudian akan disimpan ke dalam database pemesanan pelanggan Exception Condition:
1. Jika pelanggan tidak setuju dengan detail pemesanan, pelanggan dapat : a. Membatalkan pemesanan
b. Menghapus detail pemesanan yang dirasa tidak diperlukan
2. Apabila pelanggan menginginkan pembuatan desain yang baru, maka pelanggan akan diminta untuk memberikan spesifikasi desain yang diinginkan agar desainer dapat membuat desain yang sesuai dengan keinginan pelanggan
Tabel 4.25 Use Cases Description Mendata Desain Baru Flow of activities for scenario of Mendata Desain Baru
Main Flow:
1. Apabila desainer menghasilkan desain baru, maka desain tersebut berikut spesifikasinya akan dicatat ke dalam database master desain oleh bagian PPIC 2. Desain dapat di‐update apabila terjadi perubahan pada desain
Exception Condition:
1. Apabila desain baru merupakan permintaan dari pelanggan, maka id desain diberikan tanda khusus berupa abjad pada akhir id desain (P007a, P007b, dst), apabila desain telah di‐acc oleh pelanggan, abjad pada akhir id desain yang telah di acc tersebut akan dihapus
Tabel 4.26 Use Cases Description Melakukan Acc Desain Flow of activities for scenario of Melakukan Acc Desain
Main Flow:
1. Pelanggan yang telah memberikan spesifikasi desain, akan diberikan beberapa alternatif desain, kemudian pelanggan dapat memilih salah satu dari desain tersebut 2. Id Desain yang telah dipilih, akan dihapuskan huruf abjad terakhirnya sebagai tanda
bahwa desain telah di acc oleh pelanggan Exception Condition:
2. Apabila alternatif desain yang diberikan tidak ada yang sesuai dengan keinginan pelanggan, pelanggan dapat :
a. Desainer akan memberikan alternatif desain yang baru b. Membatalkan pemesanan
Tabel 4.27 Use Cases Description Membuat Production order Flow of activities for scenario of Membuat Production order
Main Flow:
1. Setelah mendapatkan data pemesanan pelanggan yang diperlukan, bagian PPIC akan melakukan simulasi terhadap data tersebut
2. Production order akan menghasilkan tanggal selesai pemesanan, tanggal selesai produksi setiap produk beserta gantt chart, dan jumlah bahan baku yang dibutuhkan 3. Hasil simulasi kemudian akan disimpan ke dalam database form production order Exception Condition:
Tabel 4.28 Use Cases Description Meminta Bahan Baku Flow of activities for scenario of Meminta Bahan Baku
Main Flow:
1. Setelah mendapatkan perintah untuk melakukan produksi dari bagian PPIC, bagian produksi akan meminta bahan baku yang diperlukan ke bagian gudang
2. Form permintaan bahan baku kemudian akan dikirimkan ke bagian gudang sebagai bukti terdapat permintaan bahan baku dari bagian produksi
Exception Condition:
Tabel 4.29 Use Cases Description Mengeluarkan Bahan Baku Flow of activities for scenario of Mengeluarkan Bahan Baku
Main Flow:
1. Setelah menerima permintaan bahan baku dari bagian produksi, bagian gudang akan menyiapkan bahan baku sesuai dengan permintaan yang diterima
2. Setelah mengirimkan bahan baku ke bagian produksi, maka bagian gudang akan melakukan update terhadap database master bahan baku
Exception Condition:
Tabel 4.30 Use Cases Description Membuat Surat Jalan Flow of activities for scenario of Membuat Surat Jalan
Main Flow:
1. Apabila produk telah selesai diproduksi dan siap dikirim, maka bagian gudang akan membuat surat jalan yang menandakan bahwa produk jadi akan segera dikirim ke pelanggan
2. Database master produk jadi akan diupdate sesuai dengan informasi yang terdapat pada surat jalan
Exception Condition:
4.6.3.2 User Interface 4.6.3.2.1 Overview
Overview pada bagian ini akan menampilkan navigation diagram yang bertujuan untuk menampilkan alur dari sistem penjadwalan produksi yang dirancang untuk PT. Bioplast Unggul.
• Bagian Sales