1
Abstrak - High Vacuum Unit (HVU) III merupakan salah satu unit yang dimiliki PT. Pertamina RU V Balikpapan dan diperkirakan rentan akan permasalahan korosi karena beroperasi pada temperature dan tekanan tinggi, serta melibatkan Reduced Crude dari proses pengolahan Crude Distillate Unit (CDU) V yang kaya akan kandungan impurities penyebab korosi yaitu sulfur. Oleh karena itu, dilakukan pemetaan korosi (Corrosion Mapping) untuk mengetahui persebaran dan tingkat kerawanan korosi yang terjadi pada unit tersebut. Dari hasil pemetaan korosi dapat disimpulkan bahwa High Temperature Sulfidic / Naphthenic Acid Corrosion merupakan mekanisme korosi yang paling rawan terjadi pada peralatan dan perpipaan HVU III dan heat exchanger merupakan peralatan di HVU III yang paling rawan pada mekanisme korosi tersebut. Jadi berdasarkan hasil pemetaan korosi tersebut, dilakukan penelitian untuk mengetahui pengaruh konsentrasi sulfur dan laju alir terhadap laju korosi material shell dan tube heat exchanger serta karakteristik korosi yang terjadi. Pada penelitian terhadap material shell dan tube heat exchanger, dilakukan pengujian elektrokimia (potensiostate) untuk mengetahui pengaruh konsentrasi sulfur dan laju alir terhadap laju korosi ASTM A516 grade 70 dan A179 sebagai material shell dan tube heat exchanger. Konsentrasi sulfur pada larutan divariasikan antara 0.09 wt%, 0.14 wt%, 0.17 wt%, 0.22 wt% dan 0.26 wt% serta laju alir divariasikan antara 0.81 m/s, 1.55 m/s dan 2.28 m/s. Pengujian weight loss juga dilakukan untuk mengetahui pengaruh konsentrasi sulfur terhadap laju korosi material ASTM A516 grade 70 dan A179 yang telah direndam dalam larutan dengan variasi konsentrasi sulfur antara 0.09 wt%, 0.14 wt%, 0.17 wt%, 0.22 wt% dan 0.26 wt% selama 5 hari, 15 hari dan 25 hari. Terakhir dilakukan pengujian XRD dan SEM-EDAX untuk mengetahuikarakteristik korosi yang terjadi pada material ASTM A516 grade 70 dan A179 yang telah direndam pada larutan dengan konsentrasi sulfur 0.26 wt% selama 25 hari. Dari hasil penelitian terhadap material shell dan tube heat exchanger HVU III dapat disimpulkan bahwa peningkatan konsentrasi sulfur dan laju alir menyebabkan terjadinya peningkatan laju korosi pada kedua material shell dan tube heat exchanger serta karekteristik yang terjadi yaitu korosi merata dengan produk korosi yang dihasilkan berupa FeS dan Fe3O4. Kata kunci : High Vacuum Unit III, Pemetaan Korosi, High Temperature Sulfidic / Naphthenic Acid Corrosion, Laju Korosi, Konsentrasi Sulfur, Laju Alir, Shell dan Tube Heat Exchanger.
Abstract-High Vacuum Unit (HVU) III is a
unit in PT. Pertamina RU V Balikpapan predicted very susceptible to corrosion problems not only because of its high operational temperature and pressure but also because it involving reduced crude from Crude Distillate Unit (CDU) V which’s very rich of corrosion impurities such as sulphur. The result of corrosion mapping shows that High Temperature Sulfidic / Naphthenic Acid Corrosion is the highest susceptible mode of corrosion which can occur on HVU III . This result also shows that heat exchanger is the highest susceptible equipment on these mode of corrosion. So, based on these corrosion mapping result, the research were done to determine the influence of sulphur concentration and reduced crude flow rate variation to the corrosion rate of shell and tube material of heat exchanger. The research was started to determine the influence of sulphur concentration and reduced crude flow rate to the corrosion rate of shell and tube
Pengaruh Variasi Konsentrasi Sulfur dan Laju Alir
Reduced Crude terhadap Laju Korosi Material Shell
dan Tube Heat Exchanger Berdasarkan Hasil
Pemetaan Korosi pada High Vacuum Unit (HVU) III
di PT. Pertamina RU V Balikpapan
David Iriyantono1, Kurniawan Dahri2 dan Sulistijono3
1Mahasiswa Jurusan Teknik Material dan Metalurgi,2Staf Pegawai PT. Pertamina RU V Balikpapan, 3Staf
Pengajar Jurusan Teknik Material dan Metalurgi,
Jurusan Teknik Material dan Metalurgi, Fakultas Teknologi Industri, Institut Teknologi Sepuluh
Nopember (ITS)
Jl. Arief Rahman Hakim, Surabaya 60111
E-mail: [email protected]
2
material of heat exchanger through electrochemical test. The variation of sulphur concentration used on these test was 0.09 wt%, 0.14 wt%, 0.17 wt%, 0.22 wt% and 0.26 wt%, while the variation of reduced crude flow rate was 0.81 m/s, 1.55 m/s dan 2.28 m/s. Then, on the same purpose, the weight loss test was done on ASTM A516 grade 70 and A179 which have been immersed inside of sulphur solution (0.09 wt%, 0.14 wt%, 0.17 wt%, 0.22 wt% , 0.26 wt% ) for 5, 15 and 25 days. Finally, XRD and SEM-EDAX test was done to determine the characteristic of corrosion occurred on ASTM A516 grade 70 and A179 which’s immersed on 0.26 wt% sulphur solution for 25 days. The result of research shows the increment of sulphur concentration and reduced crude flow rate lead the increment of corrosion rate occurred on material of shell and tube heat exchanger HVU III. Also can be concluded that the mechanism of corrosion occurred was uniform corrosion with FeS and Fe3O4 as corrosion product.
Key Words : High Vacuum Unit III, Corrosion Mapping, High Temperature Sulfidic / Naphthenic Acid Corrosion, Corrosion Rate, Reduced Crude Flow Rate, Sulphur Concentration, Shell and Tube Heat Exchanger.
I. PENDAHULUAN
Korosi adalah permasalahan utama yang terjadi pada peralatan-peralatan logam yang ada di perusahaan-perusahaan manapun. Kilang RU V Balikpapan merupakan salah satu kilang PT. Pertamina (Persero) yang memiliki kapasitas produksi terbesar setelah kilang RU IV Cilacap. Dengan kapasitas besarnya yaitu sekitar 260 MBSD, PT. Pertamina (Persero) RU V Balikpapan dilengkapi dengan berbagai unit pengolahan, salah satunya adalah High Vacuum Unit (HVU) III yang berperan untuk mengolah Reduced
crude dari proses distilasi dan mengolahnya menjadi
LVGO, HVGO, POD dan Short Residue. Dengan proses pengolahan menggunakan sistem vacuum yang berlangsung pada temperatur yang sangat tinggi dan fluida yang masuk berupa Reduced crude yang memiliki unsur kontaminan penyebab korosi menyebabkan HVU III menjadi salah satu unit yang rawan terjadi korosi. Selain itu pada unit HVU III belum pernah dilakukan Corrosion Mapping sebelumnya. Oleh karena itu, salah satu cara yang digunakan untuk mengetahui persebaran korosi yang terjadi pada unit ini adalah melakukan perancangan pemetaan korosi (Corrosion Mapping). Pemetaan korosi ini digambarkan dalam bentuk pemberian simbol warna pada Process Flow Diagram (PFD)
peralatan High Vacuum Unit (HVU) III serta penentuan jenis dan mekanisme korosinya menggunakan API standard 581.
Dari hasil pemetaan korosi, dapat disimpulkan bahwa mekanisme korosi yang paling rawan terjadi di HVU III adalah High Temperature Sulfidic / Naphthenic
Acid Corrosion yang dipengaruhi oleh beberapa
faktor seperti konsentrasi sulfur, laju alir dan temperature. Heat exchanger merupakan peralatan yang teridentifikasi paling rawan terhadap mekanisme korosi tersebut karena beroperasi pada temperatur dan laju alir tinggi serta fluida service yang kaya akan kandungan sulfur. Jadi berdasarkan hasil pemetaan korosi tersebut, dilakukan penelitian untuk mengetahui pengaruh konsentrasi sulfur dan laju alir terhadap laju korosi material shell (ASTM A516 grade 70) dan tube (ASTM A179) heat
exchanger serta karakteristik korosi yang terjadi.
II. METODOLOGI
Penelitian ini dilakukan dengan merendam spesimen ASTM A516 grade 70 dan A179 yang telah ditimbang selama 5, 15 dan 25 hari pada larutan sulfur dengan konsentrasi sulfur 0.09 wt%, 0.14 wt%, 0.17 wt%, 0.22 wt%, 0.26 wt% dan uji elektrokimia. Pengujian weight loss yang dilakukan mengacu pada standar ASTM G4 dengan penghitungan laju korosi menggunakan persamaan :
CR =
(1) Dimana :W : Berat yang hilang (grams). T : waktu perendaman (jam). A : Luas permukaan sampel (cm2).
K : Konstanta mils per year (mpy) 3,45 x 106.
D : Berat jenis (g/cm3)
untuk AISI 1045 = 7,86 g/cm3
untuk SS 304 = 7,94 g/cm3
Untuk spesimen yang telah direndam pada larutan sulfur 0.26 wt% selama 25 hari juga dilakukan pengujian SEM-EDAX dan XRD untuk mengidentifikasi produk korosi yang terbentuk pada spesimen ASTM A516 grade 70 dan A179.
Pengujian elektrokimia menggunakan metode tafel, larutan yang digunakan untuk pengujian tafel adalah larutan sulfur dengan konsentrasi sulfur 0.09 wt%, 0.14 wt%, 0.17 wt%, 0.22 wt% dan 0.26 wt%. Selain pengaruh konsentrasi sulfur, pengujian elektrokimia juga dilakukan untuk mengetahui pengaruh laju alir terhadap laju korosi specimen uji. Variasi laju alir yang dilakukan adalah 0.81 m/s, 1.55 m/s dan 2.28 m/s yang pada skala lab dikondisikan oleh alat
3
magnetic stirrer pada kecepatan agitasi 125 rpm,
237.5 rpm dan 350 rpm. Dari pengujian potensiostat dengan menggunakan alat versastat, akan didapatkan kurva Log I dan E, yang selanjutnya diinterpolasi untuk mencari icorr dan dimasukan ke persamaan :
CR = (2) Dimana :
CR : Laju Korosi (mm/year) untuk Icorr (μA/cm2).
K1 : 3,27 x 10-3 mm g/ μA cm.
icorr : Rapat arus saat Ecorr μA/cm2 (exchange
current density). Ρ : density ( g/ cm3).
Untuk AISI 1045 = 7.84 Untuk stainless steel 304 = 7.94 EW : Equivalent Weight.
Untuk AISI 1045 = 27.92 Untuk stainless steel 304 = 25.12
III. HASILDANPEMBAHASAN 3.1 Pengujian Elektrokimia
Dari hasil pengujian potensiostat dengan menggunakan metode tafel maka didapatkan grafik seperti gambar 8.
Gambar 1 Grafik ekstrapolasi dari material ASTM A516 grade 70 pada larutan 0.17 wt% sulfur dan laju alir 0.81 m/s
Dengan melakukan ekstrapolasi dan menggunakan persamaan 2 pada grafik log I vs E, maka akan di dapatkan laju korosi seperti pada tabel 1. Kemudian dari nilai laju korosi kedua specimen uji yang disajikan pada tabel 1 dibuat sebuah grafik untuk dapat dianalisa pengaruh variasi konsentrasi sulfur dan laju alir terhadap laju korosi specimen uji. Grafik tersebut disajikan pada gambar 2.
Tabel 1 Laju korosi dengan metode elektrokimia
Gambar 2 Grafik laju korosi dengan variasi konsentrasi sulfur dan laju alir pada ASTM A516 gr 70 dan A179 hasil uji elektrokimia
Gambar 2 menunjukkan pengaruh konsentrasi sulfur (0.09, 0.14, 0.17, 0.22, 0.26 wt%) terhadap laju korosi ASTM A516 gr 70 pada berbagai besaran laju alir (0.81, 1.55, 2.28 m/s). Dari grafik tersebut terlihat bahwa dari titik awal pada konsentrasi sulfur 0.09 wt% hingga 0.26 wt%, kurva selalu bergerak ke atas sehingga dapat disimpulkan bahwa peningkatan konsentrasi sulfur berpengaruh terhadap peningkatan laju korosi. Hal itu berlaku baik pada kurva ASTM A516 gr 70 (garis lurus) maupun A179 (garis putus-putus). Dengan kata lain, semakin tinggi konsentrasi sulfur akan menyebabkan semakin tinggi laju korosi yang terjadi pada material ASTM A516 gr 70 dan A179. Selain itu, dapat dilihat bahwa kurva laju korosi pada laju alir 2.28 m/s (berwarna hijau) berada
Variasi
A516 A179
Konsentrasi
Sulfur (wt%) Laju Alir (m/s) CR (mpy) CR (mpy)
0.09 0.81 1.55 1.091 1.88 1.2337 1.65 2.28 3.053 2.594 0.14 0.81 1.55 3.2557 1.4 3.7488 1.98 2.28 3.92 4.823 0.17 0.81 1.55 6.399 3.59 2.4178 3.1907 2.28 8.734 7.3499 0.22 0.81 1.55 6.7978 9.7177 4.2374 7.178 2.28 11.064 9.5398 0.26 0.81 1.55 24.028 31.123 29.754 40.6 2.28 38.976 48.112
4
di atas kurva laju korosi pada laju alir 1.55 m/s (merah) dan laju alir 0.81 m/s (biru) sehingga dapat disimpulkan bahwa peningkatan besaran laju alir menyebabkan terjadinya peningkatan laju korosi pada kedua specimen uji tersebut. Kemudian, bisa dilihat juga dari gambar 2 bahwa kurva garis putus-putus selalu berada di atas kurva garis lurus pada berbagai laju alir (warna), itu mengindikasikan bahwa material A179 memiliki laju korosi yang lebih tinggi disbanding A516 grade 70. Dengan kata lain, berdasar hasil uji elektrokimia yang ditunjukkan gambar 4.9, dapat disimpulkan bahwa material tube
heat exchanger (A179) lebih korosif dibanding
material shell heat exchanger (A516 grade 70).
3.2 Pengujian Weight Loss
Dari pengukuran berat yang dilakukan setelah proses
cleaning untuk spesimen ASTM A516 grade 70 dan
A179 yang di uji immersi selama 5, 15 dan 25 hari di larutan dengan variasi konsentrtasi sulfur didapatkan hasil sebagai berikut :
Tabel 2 Berat awal dan akhir spesimen material A516 gr 70
Tabel 3 Berat awal dan akhir spesimen material A179
Kemudian dengan menggunakan persamaan 1 maka didapatkan laju korosi dari spesimen ASTM A516 gr 70 dan ASTM A179 yang disajikan pada tabel 4.
Tabel 4 Hasil perhitungan uji weight loss
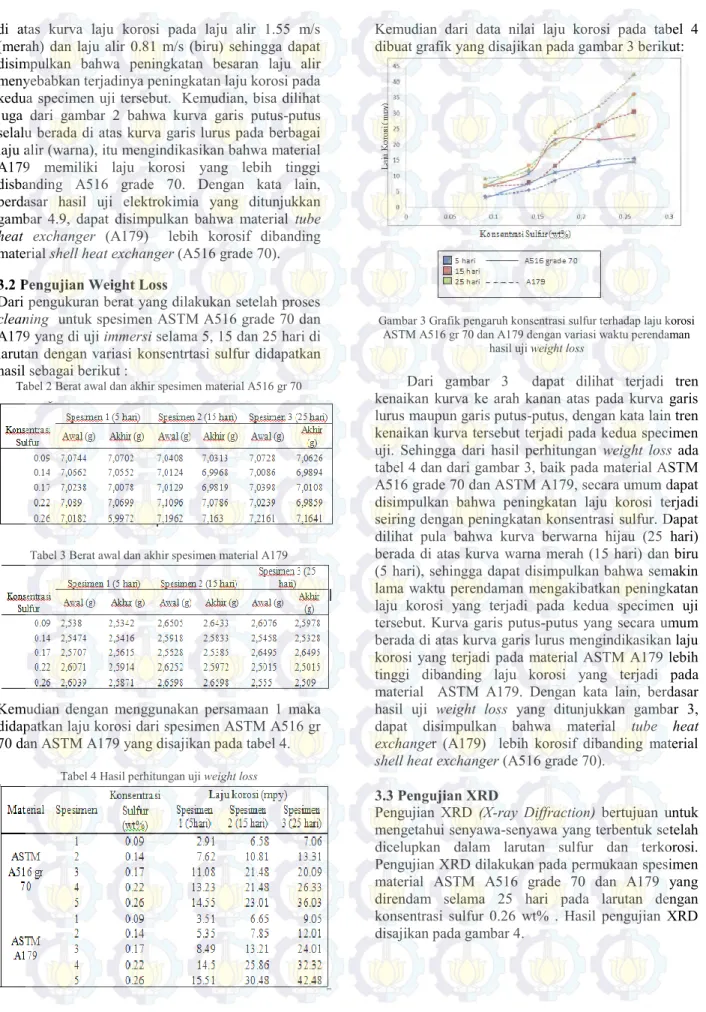
Kemudian dari data nilai laju korosi pada tabel 4 dibuat grafik yang disajikan pada gambar 3 berikut:
Gambar 3 Grafik pengaruh konsentrasi sulfur terhadap laju korosi ASTM A516 gr 70 dan A179 dengan variasi waktu perendaman
hasil uji weight loss
Dari gambar 3 dapat dilihat terjadi tren kenaikan kurva ke arah kanan atas pada kurva garis lurus maupun garis putus-putus, dengan kata lain tren kenaikan kurva tersebut terjadi pada kedua specimen uji. Sehingga dari hasil perhitungan weight loss ada tabel 4 dan dari gambar 3, baik pada material ASTM A516 grade 70 dan ASTM A179, secara umum dapat disimpulkan bahwa peningkatan laju korosi terjadi seiring dengan peningkatan konsentrasi sulfur. Dapat dilihat pula bahwa kurva berwarna hijau (25 hari) berada di atas kurva warna merah (15 hari) dan biru (5 hari), sehingga dapat disimpulkan bahwa semakin lama waktu perendaman mengakibatkan peningkatan laju korosi yang terjadi pada kedua specimen uji tersebut. Kurva garis putus-putus yang secara umum berada di atas kurva garis lurus mengindikasikan laju korosi yang terjadi pada material ASTM A179 lebih tinggi dibanding laju korosi yang terjadi pada material ASTM A179. Dengan kata lain, berdasar hasil uji weight loss yang ditunjukkan gambar 3, dapat disimpulkan bahwa material tube heat
exchanger (A179) lebih korosif dibanding material shell heat exchanger (A516 grade 70).
3.3 Pengujian XRD
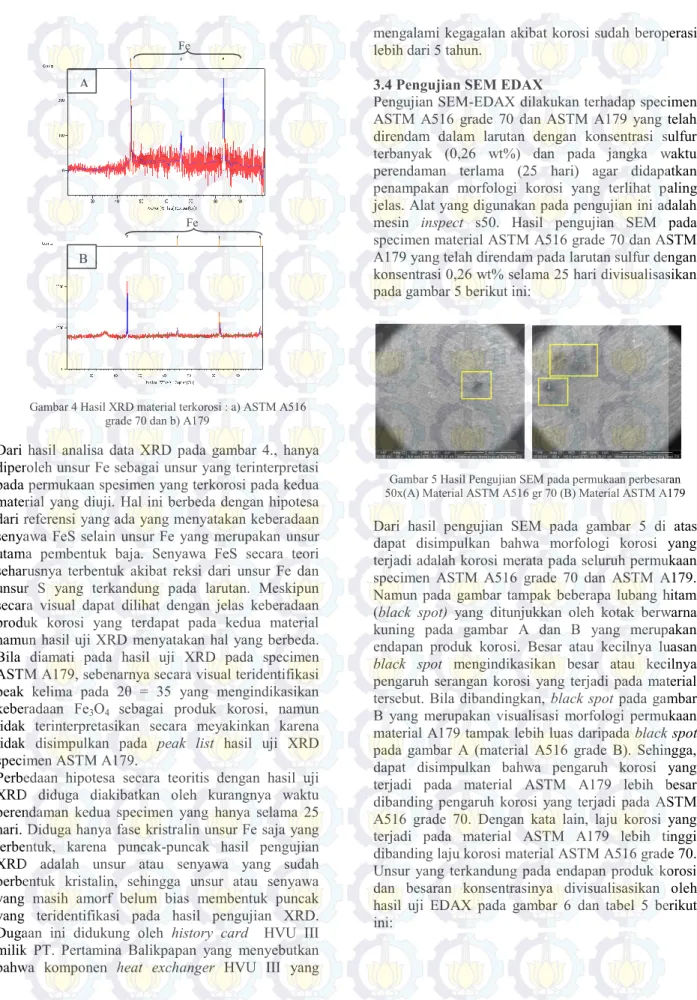
Pengujian XRD (X-ray Diffraction) bertujuan untuk mengetahui senyawa-senyawa yang terbentuk setelah dicelupkan dalam larutan sulfur dan terkorosi. Pengujian XRD dilakukan pada permukaan spesimen material ASTM A516 grade 70 dan A179 yang direndam selama 25 hari pada larutan dengan konsentrasi sulfur 0.26 wt% . Hasil pengujian XRD disajikan pada gambar 4.
5
Fe
Fe
Gambar 4 Hasil XRD material terkorosi : a) ASTM A516 grade 70 dan b) A179
Dari hasil analisa data XRD pada gambar 4., hanya diperoleh unsur Fe sebagai unsur yang terinterpretasi pada permukaan spesimen yang terkorosi pada kedua material yang diuji. Hal ini berbeda dengan hipotesa dari referensi yang ada yang menyatakan keberadaan senyawa FeS selain unsur Fe yang merupakan unsur utama pembentuk baja. Senyawa FeS secara teori seharusnya terbentuk akibat reksi dari unsur Fe dan unsur S yang terkandung pada larutan. Meskipun secara visual dapat dilihat dengan jelas keberadaan produk korosi yang terdapat pada kedua material namun hasil uji XRD menyatakan hal yang berbeda. Bila diamati pada hasil uji XRD pada specimen ASTM A179, sebenarnya secara visual teridentifikasi peak kelima pada 2θ = 35 yang mengindikasikan keberadaan Fe3O4 sebagai produk korosi, namun
tidak terinterpretasikan secara meyakinkan karena tidak disimpulkan pada peak list hasil uji XRD specimen ASTM A179.
Perbedaan hipotesa secara teoritis dengan hasil uji XRD diduga diakibatkan oleh kurangnya waktu perendaman kedua specimen yang hanya selama 25 hari. Diduga hanya fase kristralin unsur Fe saja yang terbentuk, karena puncak-puncak hasil pengujian XRD adalah unsur atau senyawa yang sudah berbentuk kristalin, sehingga unsur atau senyawa yang masih amorf belum bias membentuk puncak yang teridentifikasi pada hasil pengujian XRD. Dugaan ini didukung oleh history card HVU III milik PT. Pertamina Balikpapan yang menyebutkan bahwa komponen heat exchanger HVU III yang
mengalami kegagalan akibat korosi sudah beroperasi lebih dari 5 tahun.
3.4 Pengujian SEM EDAX
Pengujian SEM-EDAX dilakukan terhadap specimen ASTM A516 grade 70 dan ASTM A179 yang telah direndam dalam larutan dengan konsentrasi sulfur terbanyak (0,26 wt%) dan pada jangka waktu perendaman terlama (25 hari) agar didapatkan penampakan morfologi korosi yang terlihat paling jelas. Alat yang digunakan pada pengujian ini adalah mesin inspect s50. Hasil pengujian SEM pada specimen material ASTM A516 grade 70 dan ASTM A179 yang telah direndam pada larutan sulfur dengan konsentrasi 0,26 wt% selama 25 hari divisualisasikan pada gambar 5 berikut ini:
Gambar 5 Hasil Pengujian SEM pada permukaan perbesaran 50x(A) Material ASTM A516 gr 70 (B) Material ASTM A179
Dari hasil pengujian SEM pada gambar 5 di atas dapat disimpulkan bahwa morfologi korosi yang terjadi adalah korosi merata pada seluruh permukaan specimen ASTM A516 grade 70 dan ASTM A179. Namun pada gambar tampak beberapa lubang hitam (black spot) yang ditunjukkan oleh kotak berwarna kuning pada gambar A dan B yang merupakan endapan produk korosi. Besar atau kecilnya luasan
black spot mengindikasikan besar atau kecilnya
pengaruh serangan korosi yang terjadi pada material tersebut. Bila dibandingkan, black spot pada gambar B yang merupakan visualisasi morfologi permukaan material A179 tampak lebih luas daripada black spot pada gambar A (material A516 grade B). Sehingga, dapat disimpulkan bahwa pengaruh korosi yang terjadi pada material ASTM A179 lebih besar dibanding pengaruh korosi yang terjadi pada ASTM A516 grade 70. Dengan kata lain, laju korosi yang terjadi pada material ASTM A179 lebih tinggi dibanding laju korosi material ASTM A516 grade 70. Unsur yang terkandung pada endapan produk korosi dan besaran konsentrasinya divisualisasikan oleh hasil uji EDAX pada gambar 6 dan tabel 5 berikut ini:
A
6
Gambar 6 Hasil Pengujian EDAX specimen a) ASTM A516 gr 70 pada gambar SEM dengan perbesaran 250x, b) A179 pada gambar
SEM dengan perbesaran 750x Tabel 5 Hasil EDAX pada permukaan specimen
Dari hasil pengujian EDAX melalui gambar 6 dan tabel 5 dapat disimpulkan beberapa unsur yang diduga mempengaruhi proses korosi yang terjadi yaitu unsur O, dan S. Sedangkan unsur lain yaitu Fe, C, Si dan Mn adalah unsur-unsur penyusun material yang diuji. Keberadaan oksigen dengan memungkinkan terjadinya korosi dengan reaksi berikut:
e2+ + 2Fe3+ + 8OH- Fe(OH)2. 2Fe(OH)3
FeO.Fe2O3 (Fe3O4)
4Fe(OH)2 + O2 2Fe2O3.H2O + 2H2O
Kehadiran sulfur pada tabel hasil EDAX produk korosi kedia specimen uji diduga merupakan produk korosi setelah bereaksi dengan Fe. Kehadiran S yang bersifat korosif juga dapat berperan pada proses korosi yang terjadi pada kedua material yang diuji. Reaksi yang terjadi karena Fe bereaksi dengan S : Fe + S FeS
Dapat disimpulkan dari hasil EDAX bahwa produk korosi yang dihasilkan dari proses korosi yang terjadi pada material ASTM A516 grade 70 dan ASTM A179 adalah FeS dan Fe3O4
IV. KESIMPULAN
1. Dari hasil pengujian dengan metode elektrokimia (potensiostat) dan metode weight
loss dapat disimpulkan bahwa konsentrasi
sulfur dan laju alir mempengaruhi laju korosi material ASTM A516 grade 70 dan ASTM A179. Semakin besar konsentrasi sulfur menyebabkan semakin besar pula laju korosi yang terjadi. Dan peningkatan laju alir juga akan menyebabkan peningkatan laju korosi yang terjadi pada material shell dan tube heat
exchanger tersebut.
2. Dari hasil pengujian XRD dan SEM-EDAX dapat disimpulkan bahwa karakteristik korosi yang terjadi pada material shell dan tube heat
exchanger HVU III (ASTM A516 grade 70
dan ASTM A179) dengan pengaruh konsentrasi sulfur adalah merupakan korosi merata dengan produk korosi berupa FeS dan Fe3O4.
V. DAFTAR PUSTAKA
[1] Chandler KA.1985. Marine and Offshore Corrosion. London: Butterworths.
[2] Mars, G. Fontana. 1978. Corrosion Engineering 2nd Edition. New York: Mc Graw-Hill Book Company.
[3] Solehudin Agus. 2009. Pengaruh Sulfur dan Senyawanya
terhadap Korosi..
[4] Sulistijono.1999. Diktat Kuliah Korosi. Surabaya:ITS [5] Threthewey KR, Chamberlain J. 1991.Korosi untuk
Mahasiswa dan Rekayasawan. Jakarta: PT. Gramedia Pustaka
Utama
Element A516 grade 70 A179
Wt% At% Wt% At% CK 14.32 31.12 20.68 40.23 OK 21.95 35.81 23.99 35.04 SiK 00.78 00.72 01.34 01.36 SK 01.06 00.86 00.64 00.53 MnK 01.19 00.56 0 0 FeK 56.19 26.26 51.45 21.53 A B