commit to user
II-1
BAB II
TINJAUAN PUSTAKA
Bab ini membahas tentang gambaran PT. Ungaran Sari Garment yang merupakan tempat penelitian berlangsung dan teori-teori yang digunakan sebagai dasar dalam pembuatan laporan.
2.1 PT. UNGARAN SARI GARMENT
PT. Ungaran Sari Garment merupakan salah satu perusahaan bermodal asing yang bergerak di bidang pembuatan garment kualitas ekspor yang berlokasi di Jawa Tengah. Perusahaaan ini dikembangkan oleh Manimaren sejak 1997 dan merupakan salah satu anak perusahaan dari Grup Busana Apparel yang berkantor di lantai 11 Gedung Sentra Mulia Kuningan, Jakarta. Perusahaan lainnya di bawah Grup Busana Apparel adalah PT. Citra Abadi Sejati di Cileungsi, Jawa Barat dan PT. Busana Perkasa Garments di Bogor, Jawa Barat. Grup tersebut merupakan salah satu produsen pakaian jadi dan eksporter terbesar di Indonesia dengan negara tujuan terbesar adalah Eropa dan Amerika Utara. Beberapa buyer yaitu: Ann Taylor, Anthropology, Express, J. Jill, JC Penny, Jones Apparel Group, Kohl’s, Liz Claiborne, Macy’s, Nygard, Perry Ellis Menswear, Philip van Heusen, Polo Ralph Lauren, Spyder, Talbots, Tommy Hilfiger, VF Corp, Warnaco, Esprit, Billabong, Helly Hansen, Hugo Boss, Marks & Spencer, Mexx, O’Neill, dan Quicksilver.
Sesuai perkembangannya, saat ini PT. Ungaran Sari Garments memiliki sejumlah pabrik/factory yang lokasinya terbagi menjadi 3 (tiga) unit, yaitu:
1. PT Ungaran Sari Garments I
Berlokasi di Jalan Diponegoro, Ungaran. PT Ungaran Sari Garments I ini memiliki 3 unit pabrik yaitu 1 unit mengelola shirt dan 2 unit lainnya mengelola dress blouse.
2. PT. Ungaran Sari Garments II
Dipimpin oleh Mr. Natesan sebagai Vice Precident dan Mr. Sudeep sebagai General Manager (GM). PT. Ungaran Sari Garments II berlokasi di Dusun
commit to user
II-2
Congol, Kecamatan Bergas, Ungaran. PT Ungaran Sari Garments II mempunyai 2 unit factory dan 1 central cutting.
3. PT. Ungaran Sari Garments III
PT. Ungaran Sari Garments III dipimpin oleh Mr. Anil George sebagai General Manager. Lokasi perusahaan di Jalan Raya Pringapus, Km. 5 Dusun Pringapus, Kecamatan Pringapus, Ungaran. PT Ungaran Sari Garments III memiliki 3 unit factory, 1 central cutting, dan 1 warehouse. Unit Pringapus 1 (PA1) dipimpin oleh Mr. Mukesh sebagai factory manager.
Pada setiap unit factory di PT Ungaran Sari Garments III terdapat beberapa departemen sebagai departemen utama/produksi dan departemen support
production untuk mendukung kelancaran produksi di setiap unit factory.
Departemen produksi yaitu: a. Cutting
b. Sewing c. Finishing
Sedangkan departemen support production yaitu: a. Plan Production & Material Control (PPMC) b. Industrial Engineering Department (IE)
c. Store Fabric and Accessories Department
d. Sample Room Department
e. Human Resource Development Department (HRD) f. Quality Control Department (QC)
g. Washing Department h. Export Department
i. Mechanic Departement
j. Utility Departement
Dalam menjalankan perusahaan, Grup Busana Apparel memiliki visi dan misi yang juga dianut PT. Ungaran Sari Garments, yaitu:
Visi :“ To be the leading integrated solutions provider in the world of lifestyle
commit to user
II-3
Misi :” We will excel in Design, Development, and Sourcing to deliver the
right products and services competitively with the focus on quick response”
2.1.1 LINE PREPARATION COLLAR
Salah satu departemen di PT. Ungaran Sari Garment yaitu departemen collar. Produk collar ditunjukkan pada gambar
Gambar 2.1 Gambar produk collar
Proses pada departemen collar dilakukan melalui beberapa tahap yaitu : 1. Panel before process
Merupakan tempat penyimpanan material mentah yang di loading dari area
cutting dan siap untuk diproses di line preparation collar.
2. Single fold collar stand
Under collar stand dilipat kemudian dijahit. Under collar stand yang sudah
selesai diproses kemudian dikembalikan ke panel before process untuk kemudian menunggu untuk di proses make collar.
3. Press corner collar
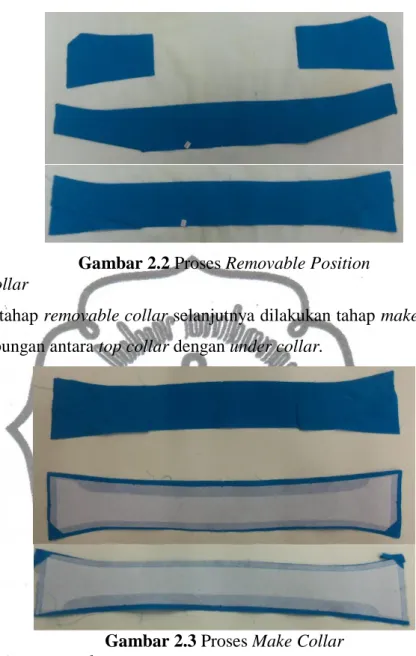
Melakukan pembentukan tekukan pada under collar yang dilakukan dengan menggunakan setrika agar proses removable collar mudah untuk dilakukan. 4. Removable position
Pada tahap ini under collar dijahit atau disatukan dengan patch collar. Top stand collar Top collar
Under collar
Patch collar Under stand collar
commit to user
II-4
Gambar 2.2 Proses Removable Position
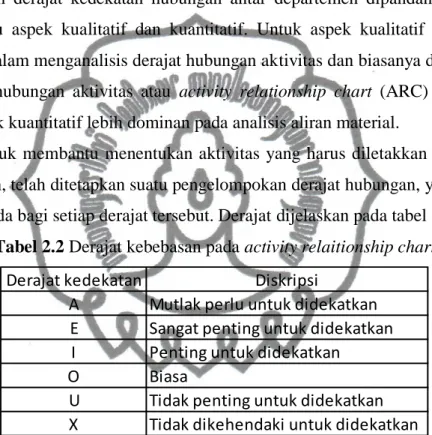
5. Make collar
Setelah tahap removable collar selanjutnya dilakukan tahap make collar yaitu penggabungan antara top collar dengan under collar.
Gambar 2.3 Proses Make Collar
6. Collar trim, turn and press
Pada tahap ini ujung bagian dalam collar di potong kemudian dibalik setelah itu dilakukan pengepresan agar didapatkan bentuk collar yang diinginkan.
Gambar 2.4 Proses Collar Trim, Turn and Press
7. Top stitch collar
Collar yang sudah selesai di press kemudian dijahit bagian atasnya. Proses ini
menggunakan mesin single needle. 8. Cut collar finish
commit to user
II-5
Bagian bawah dari collar yang masih banyak benang-benang kemudian dipotong agar bagian bawah menjadi lebih rapi dan bersih.
9. Stay stitch collar
Pada tahap ini dilakukan jahit bantu pada collar sehingga memudahkan dan mempercepat pada proses selanjutnya yaitu sandwiching.
10. Sandwiching collar
Penggabungan antara collar dan collar stand. 11. Cut corner and bag out collar stand
Setelah dilakukan penggabungan antara collar dan collar stand kemudian bagian dalam collar stand dipotong kemudian dibalik.
Gambar 2.5 Proses Cut Corner and Bagout Collar Stand
12. Top stitch collar stand
Collar stand yang sudah di balik kemudian dijahit bagian atasnya.
13. Cut collar stand finish
Setelah collar stand dijahit bagian atasnya maka kemudian collar stand dipotong bagian bawahnya untuk mendapatkan ujung collar stand yang rapi. 14. Marking collar stand
Tahap ini merupakan tahap terakhir sebelum collar di cek kualitasnya dan di transfer ke line assembly. Pembuatan 3 titik dilakukan sehingga memudahkan
line assembly dalam pemasangan collar ke bagian back dan front panel.
15. Quality control
Tahap ini merupakan tahap dimana collar dicek kualitasnya untuk memastikan
collar yang nantinya di transfer ke line assembly sudah sesuai dengan kualitas
yang diinginkan, dan ketika collar tidak sesuai dengan kualitas yang diinginkan maka collar akan dikembalikan ke line produksi preparation collar untuk di proses ulang.
commit to user
II-6
Setelah collar selesai di proses kemudian disimpan dalam panel after process untuk menunggu ditrasfer ke line assembly.
Lini produksi collar merupakan lini produksi yang mempunyai tugas untuk mensuport dalam hal suplay collar untuk 21 lini assembly yang ada. Setiap operator pada line preparation collar mempunyai tugas sendiri-sendiri untuk menyuplai line asembly.
2.2 TATA LETAK FASILITAS
Tata letak merupakan suatu landasan utama dalam dunia industri. Perancangan tata letak pabrik atau tata letak fasilitas dapat didefinisikan sebagai tata cara pengaturan fasilitas pabrik guna menunjang kelancaran proses produksi. Pengaturan tersebut akan coba memanfaatkan luas area untuk penempatan mesin atau fasilitas penunjang produksi lainya, kelancaran gerakan perpindahan material, penyimpanan material baik yang bersifat temporer maupun permanen, personal pekerja, dan sebagainya (Wignjosoebroto, 1996).
Pengertian perencanaan fasilitas dapat dikemukakan sebagai proses perancangan fasilitas, perencanaan, desain dan susunan fasilitas, peralatan fisik dan manusia yang ditunjukkan untuk meningkatkan efisiensi produksi dan sistem pelayanan. Tata letak pabrik yang terencana dengan baik akan ikut menentukan efisiensi dan dalam beberapa hal juga menjaga kelangsungan hidup ataupun kesuksesan kerja suatu industri. Karena aktivitas produksi suatu industri secara normalnya harus berlangsung lama dengan tata letak pabrik yang tidak selalu berubah-ubah, maka setiap kekeliruan yang dibuat di dalam perancanaan tata letak ini akan menyebabkan kerugian yang tidak kecil. Tujuan utama di dalam desain tata letak pabrik pada dasarnya adalah meminimalkan total biaya yang diantaranya menyangkut elemen-elemen biaya sebagai berikut :
1. Biaya untuk konstruksi dan instalasi baik untuk bangunan, mesin, maupun fasilitas produksi lainya.
2. Biaya pemindahan bahan (material handling cost).
3. Biaya produksi, maintenance, safety, dan biaya penyimpanan produk setangah jadi.
commit to user
II-7
4. Selain itu mengatur tata letak fasilitas yang optimal akan dapat pula memberikan kemudahan didalam proses pengawasan serta menghadapi rencana perluasan pabrik dikemudian hari.
2.2.1 Tujuan Perencanaan Tata Letak Fasilitas
Secara garis besar tujuan utama dari tata letak pabrik ialah mengatur area kerja dari segala fasilitas produksi yang paling ekonomis untuk operasi, aman dan nyaman sehingga akan dapat meningkatkan moral kerja dan performance kerja dari operator. Lebih spesifik lagi suatu tata letak yang baik akan dapat memberikan keuntungan-keuntungan dalam sistem produksi, sebagai berikut : 1. Menaikkan output produksi
Biasanya suatu tata letak yang baik akan memberikan keluaran (output) yang lebih besar dengan ongkos yang sama atau lebih sedikit, man hours yang lebih kecil dan mengurangi jam kerja mesin (machine-hours).
2. Mengurangi waktu tunggu
Mengatur keseimbangan antara waktu operasi produksi dan beban dari masing-masing departemen atau mesin adalah bagian kerja dari mereka yang bertanggung jawab terhadap desain tata letak pabrik. Pengaturan tata letak yang terkoordinir dan terencana baik akan dapat mengurangi waktu tunggu yang berlebihan.
3. Mengurangi proses pemindahan bahan (material handling)
Untuk mengubah bahan menjadi produk jadi, maka hal ini akan memerlukan aktivitas pemindahan sekurang-kurangnya satu dari tiga elemen dasar sistem produksi yaitu: bahan baku, orang/pekerja atau mesin dan peralatan produksi. Pada beberapa kasus maka biaya untuk proses pemindahan bahan ini bisa mencapai 30% sampai 90% dari total biaya produksi dengan mengingat pemindahan bahan sedemikian besarnya, maka mereka yang bertanggung jawab dalam perancangan tata letak pabrik akan lebih menekankan desainya pada usaha-usaha memindahkan aktivitas-aktivitas pemindahan bahan pada saat proses produksi berlangsung. Hal ini dilakukan dengan beberapa alasan seperti.
commit to user
II-8
a. Biaya pemindahan bahan disamping cukup besar pengeluaranya juga akan terus ada dari tahun ke tahun selama proses produksi berlangsung.
b. Biaya pemindahan bahan dengan mudah akan dapat dihitung dimana biaya ini akan proporsional dengan jarak pemindahan bahan.
4. Penghematan penggunaan area untuk produksi, gudang dan service
Material yang menumpuk, jarak antara mesin-mesin yang berlebihan dan lain-lain semuanya akan menambah area yang dibutuhkan untuk pabrik. Suatu perencanaan tata letak yang optimal akan bisa mengatasi segala pemborosan pemakaian ruangan yang ada.
5. Mengurangi inventory in-process
Sistem produksi pada dasarnya menghendaki sedapat mungkin bahan baku untuk berpindah dari suatu operasi langsung ke operasi lain secepat-cepatnya dan berusaha mengurangi bertumpuknya barang setengah jadi (work
in-process). Permasalahan ini terutama bisa dilaksanakan dengan mengurangi
waktu tunggu dan bahan yang menunggu untuk segera diproses. 6. Proses manufacturing yang lebih singkat
Dengan memperpendek jarak anatara operasi satu dengan operasi berikutnya dan mengurangi bahan yang menunggu serta storage yang tidak diperlukan maka waktu yang diperlukan dari bahan baku untuk berpindah dari satu tempat ke tempat lainya dalam pabrik akan juga diperpendek sehingga secara total waktu produksi akan dapat pula diperpendek.
7. Mengurangi resiko bagi kesehatan dan keselamatan kerja dari operator
Perencanaan tata letak pabrik adalah juga ditunjukkan untuk membuat suasana kerja yang nyaman dan aman bagi mereka yang bekerja didalamnya. Hal-hal yang bisa dianggap membahayakan bagi kesehatan dan keselamatan kerja dari operator haruslah dihindari.
8. Memperbaiki moral dan kepuasan kerja
Penerangan yang cukup, sirkulasi yang baik dan lain-lain akan menciptakan suasana lingkungan kerja yang menyenangkan sehingga moral dan kepuasan kerja akan dapat lebih ditingkatkan. Hasil positif dari kondisi ini tentu saja berupa performasi kerja yang lebih baik dan peningkatan produktivitas kerja 9. Mengurangi kemacetan dan kesimpang siuran
commit to user
II-9
Material yang menunggu, gerakan pemindahan yang tidak perlu, serta banyaknya perpotongan (intersection) dari lintasan yang ada akan menyebabkan kesimpang-siuran yang akhirnya akan membawa kearaah kemacetan. Layout yang baik akan memberikan luasan yang cukup untuk seluruh operasi yang diperlukan dan proses bisa berlangsung mudah dan sederhana.
10. Mengurangi faktor yang bisa merugikan dan mempengaruhi kualitas dari bahan baku maupun produk jadi.
Tata letak yang direncanakan secara baik akan dapat mengurangi kerusakan-kerusakan yang bisa terjadi pada bahan baku ataupun produk jadi. Getaran-getaran, debu, panas, dan lain-lain dapat secara mudah merusak kualitas material ataupun produk yang dihasilkan.
2.2.2 Prinsip-prinsip Dasar di Dalam Perencanaan Tata Letak Pabrik
Berdasarkan aspek dasar, tujuan, dan keuntungan yang didapatkan dalam tata letak pabrik yang terencanakan dengan baik, maka disimpulkan enam tujuan dasar dalam tata letak pabrik, yaitu :
1. Integrasi total
2. Perpindahan jarak yang seminimal mungkin 3. Aliran proses kerja berlangsung lancar 4. Pemanfaatan ruangan
5. Kepuasan dan keselamatan kerja 6. Fleksibilitas
2.2.3 Langkah-Langkah Perancanaan Tata Letak Pabrik
Tata letak pabrik berhubungan erat dengan segala proses perencanaan dan pengaturan letak daripada mesin, peralatan dan orang-orang yang bekerja di masing-masing stasiun kerja yang ada. Tata letak yang baik dari segala fasilitas produksi dalam suatu pabrik adalah dasar untuk membuat operasi kerja menjadi lebih efektif dan efisien.
Prosedur berikut ini adalah suatu hal yang umum dilaksanakan sebagai langkah didalam proses pengaturan tata letak pabrik, baik yang merupakan pengaturan fasilitas produksi daripada pabrik yang baru ataupun yang sudah ada.
commit to user
II-10
Secara singkat langkah-langkah yang dilakukan dalam perencanaan layout pabrik tersebut dapat diuraikan sebagai berikut.
1. Analisa produk
Adalah langkah untuk menganalisa macam dan jumlah produk yang harus dibuat. Dalam langkah ini analisa akan didasarkan pada pertimbangan kelayakan teknis dan ekonomis. Hasil dari analisa produk ini berupa keputusan apakah suatu komponen tertentu sebaiknya kita harus membuat sendiri (sesuai dengan kemampuan dan potensi yang dimiliki), ataukah cukup kalau komponen tersebut dengan pertimbangan ekonomisnya kita beli bebas saja dipasaran atau bisa juga disubkontrakkan pada pabrik lain
2. Analisa proses
Adalah langkah untuk menganalisa macam dan urutan proses pengerjaan produk/komponen yang ditetapkan untuk dibuat.
3. Rute produksi
Pada analisa proses ini kita menentukan langkah-langkah yang harus diambil dalam suatu operasi manufaktur dari sebuah benda kerja. Langkah-langkah operasi ini secara spesifik diatur dalam proses routing yang biasanya dibuat oleh departemen perencanaan dan pengendalian produksi. Proses routing ini akan menyimpulkan langkah-langkah operasi yang diperlukan untuk merubah bahan baku menjadi produk jadi yang dikehendaki.
4. Peta proses
Dalam menguraikan tahapan pengerjaan suatu benda dari phase analisis sampai ke phase akhir operasi dapat diperjelas dengan menggunakan peta proses. Peta proses adalah alat yang sangat penting dalam pelaksanaan studi mengenai operasi manufaktur dalam suatu sistem produksi. Peta proses secara umum dapat didefinisikan sebagai gambar grafik yang menjelaskan paling sederhana kita kenal adalah peta proses blok diagram yang umum dipakai dalam analisa proses secara awal.
5. Peta proses operasi (operation process chart)
OPC akan menunjukkan langkah-langkah secara kronologis dari semua operasi inspeksi waktu longgar dan bahan baku yang digunakan dalam suatu proses manufaktur yaitu mulai dari datangnya bahan baku sampai ke proses
commit to user
II-11
pembungkusan (packing) dari produk jadi yang dihasilkan. Peta ini akan melukiskan peta operasi dari seluruh komponen-komponen dan sub assembly sampai menuju main assembly.
6. Pengembangan alternatif layout
Merupakan pokok pembahasan dari permasalahan yang ada. Dari mesin-mesin atau fasilitas produksi yang telah dipilih macam/jenis dan dihitung jumlah yang diperlukan maka persoalan yang dihadapi adalah bagaimana harus diatur tata letaknya didalam pabrik. Didalam pengembangan alternatif layout untuk kemudian dipilih satu alternatif layout yang terbaik akan dipertimbangkan hal-hal sebagai berikut :
a. Analisis ekonomi yang didasarkan pada macam tipe layout yang dipilih b. Perencanaan pola aliran material yang harus bergerak pindah dari satu
proses kerja ke proses kerja lainya.
c. Pertimbangan-pertimbangan yang bersangkut paut dengan luas area yang tersedia, letak kolom bangunan, struktur organisasi dan lain-lain.
d. Analisa aliran material (material handling) dengan memperhatikan volume, frekuensi dan jarak perpindahan material
Menentukan bentuk aliran material adalah langkah pertama dalam membangun layout. Desainer kemudian harus menentukan tipe layout yang digunakan.
7. Perancangan tata letak mesin dan departemen-departemen dalam pabrik Hasil dan analisis terhadap alternatif layout, selanjutnya akan dipakai sebagai dasar pengaturan fasilitas fisik dari pabrik yang terlibat dalam proses produksi baik secara langsung maupun tidak langsung. Penetapan departemen-departemen penunjang (office, storage, personal facilities, parking area dan lain-lain) serta pengaturan tata letak departemen masing-masing akan dilaksanakan pada kebutuhan, struktur organisasi yang ada dan derajat hubunganya.
2.2.4 Pola-pola Aliran material
Langkah awal dalam merancang fasilitas manufaktur adalah dengan menentukan pola aliran material secara umum. Pola aliran menggambarkan
commit to user
II-12
material masuk sampai pada produk jadi. Beberapa pola aliran yamg umum digunakan adalah (Hadiguna, 2008):
1. Garis lurus, digunakan jika proses produksi pendek, relatif sederhana dan hanya mengandung sedikit komponen atau beberapa peralatan produksi. 2. Ular atau zig-zag, digunakan jika lintasan lebih panjang dari ruangan yang
ditempatinya. Pola ini memiliki lintasan aliran yang lebih panjang dengan bentuk dan ukuran yang lebih ekonomis.
3. Bentuk U, digunakan jika diharapkan produk jadinya mengakhiri proses pada tempat yang relatif sama dengan awal proses.
4. Melingkar, digunakan jika diharapkan produk jadi kembali ke tempat tepat proses dimulai.
5. Bersudut ganjil atau pola tak tentu, digunakan jika tujuan utamanya untuk memperpendek lintasan aliran antar kelompok dari wilayah yang berdekatan, jika pemindahanya mekanis, jika keterbatasan ruangan tidak memberikan kemungkinan pola lain dan jika lokasi permanen dari fasilitas yang ada menuntut pola seperti ini.
2.2.5 Tipe Dasar Layout
Berdasarkan aliran materialnya, layout dapat dibedakan menjadi empat bentuk dasar. Tipe tata letak yang sesuai akan menjadikan efisiensi proses manufaktur untuk jangka panjang. Berikut ini merupakan penjelasan mengenai tipe dasar layout.
1. Tata letak fasilitas berdasarkan aliran produksi (product layout)
Product layout dapat didefinisikan sebagai metode atau cara pengaturan dan
penempatan semua fasilitas produksi yang diperlukan ke dalam suatu departemen tertentu atau khusus. Suatu produk dapat diproduksi sampai selesai di dalam departemen tersebut dan tidak perlu dipindah-pindahkan ke departemen lain. Dalam product layout, mesin-mesin atau alat bantu disusun menurut urutan proses dari suatu produk. Product layout akan digunakan bila volume produksi yang continue. Tujuan dari tata letak ini adalah untuk mengurangi proses pemindahan bahan dan memudahkan pengawasan di dalam aktivitas produksi, sehingga pada akhirnya terjadi penghematan biaya.
commit to user
II-13
a. Produk yang dihasilkan terdiri dari satu atau beberapa produk yang bersifat standar.
b. Volume produk yang dihasilkan besar dan dalam jangka waktu yang lama. c. Menggunakan standarisasi dalam tata cara dan waktu operasi.
d. Menggunakan line balancing dan spesialisasi kerja. e. Memerlukan proses inspeksi yang sedikit.
f. Proses produksi menggunakan mesin-mesin khusus (special purpose
machine).
g. Menerapkan mekanisasi/otomasi mesin dalam aktivitas material handling (lintasan tetap atau fixed path).
Adapun keutungan jika dalam lini produksi diterapkan sistem ini yaitu : a. Pekerjaan dari suatu proses secara langsung dikerjakan oleh proses
berikutnya.
b. Inventori barang setengah jadi kecil.
c. Total waktu produksi per unit menjadi pendek.
d. Mesin dapat ditempatkan dengan minimal sehingga material handling menjadi pendek.
Namun ada juga kerugian yang dapat ditimbulkan yaitu :
a. Kerusakan pada satu mesin akan menyebabkan proses produksi terhenti b. Kecepatan produksi ditentukan oleh mesin yang beroperasi paling lambat c. Membutuhkan supervisor secara umum (tidak terspesialisasi)
d. Membutuhkan investasi yang besar karena mesin yang sejenis akan dipasang lagi jika proses yang sejenis diperlukan
2. Tata letak fasilitas berdasarkan fungsi atau macam proses (process layout) Dalam process layout semua operasi dengan sifat yang sama dikelompokkan dalam departemen yang sama pada suatu pabrik/industri. Mesin, peralatan yang mempunyai fungsi sama dikelompokkan jadi satu, misalnya semua mesin bubut dijadikan satu departemen, mesin bor dijadikan satu departemen dan lain-lain. Dengan kata lain material dipindah menuju departemen-departemen sesuai dengan urutan proses yang dilakukan. Process layout dilakukan apabila volume produksi kecil dan terutama untuk jenis produk yang tidak standar, biasanya berdasarkan order. Kondisi ini disebut sebagai
commit to user
II-14
job shop. Tata letak tipe process layout banyak dijumpai pada sektor industri
manufaktur maupun jasa.
Keuntungan dari (process layout) :
a. Penggunaan mesin dapat dilakukan secara efektif, konsekuensinya memerlukan sedikit mesin.
b. Fleksibilitas tenaga kerja dan fasilitas produksi besar dan sanggup mengerjakan berbagai macam jenis dan model produk.
c. Investasi mesin relatif kecil.
d. Keragaman tugas membuat tenaga kerja lebih tertarik dan tidak membosankan.
e. Adanya aktivitas supervise yang lebih baik dan efisien melalui spesialisasi pekerjaan.
Kerugian yang disebabkan oleh layout process :
a. Aliran proses yang panjang mengakibatkan material handling lebih mahal. b. Total waktu produksi lebih panjang.
c. Inventory barang setengah jadi cukup besar.
d. Diperlukan keterampilan tenaga kerja yang tinggi guna menangani berbagai macam aktivitas produksi yang memiliki variasi besar.
e. Kesulitan dalam menyeimbangkan kerja dari setiap fasilitas produksi karena penempatan mesin yang terkelompok.
3. Tata letak fasilitas yang berdasarkan kelompok produk (group technology
layout)
Tipe tata letak ini biasanya komponen yang tidak sama dikelompokkan ke dalam satu kelompok berdasarkan kesamaan bentuk komponen, mesin atau peralatan yang dipakai. Pengelompokkan bukan didasarkan pada kesamaan penggunaan akhir. Mesin-mesin dikelompokkan dalam satu kelompok dan ditempatkan dalam sebuah manufacturing cell.
Keuntungan dari (group technology layout) adalah :
a. Penyusunan mesin didasarkan pada family produk sehingga dapat mengurangi waktu set up, mengurangi ongkos material handling dan mengurangi area lantai produksi.
commit to user
II-15
b. Apabila ada urutan proses yang terhenti maka dapat dicari alternatif yang ada.
c. Dapat mengurangi pemborosan waktu dalam perpindahan antar kegiatan yang berbeda, dengan standarisasi dapat menghilangkan duplikasi dan mengurangi waktu pelacakan sewaktu-waktu membutuhkan informasi. d. Memudahkan dalam mengidentifikasi bottleneck dan cepat dalam
merespon perubahan jadwal
e. Operator makin terlatih, cacat produk dapat dikurangi dan dapat mengurangi bahan yang terbuang.
Sedangkan kerugian yang ada adalah : a. Utilitasi mesin yang rendah.
b. Memungkinkan terjadinya duplikasi mesin. c. Biaya yang cukup tinggi untuk relokasi mesin.
d. Membutuhkan tingkat kedisiplinan yang tinggi dikarenakan ada kemungkinan komponen / part yang diproses berada di sel yang salah. 4. Tata letak fasilitas yang berposisi tetap (fixed position layout)
Sistem berdasarkan product layout maupun process layout, produk bergerak menuju mesin sesuai dengan urutan proses yang dijalankan. Layout yang berposisi tetap ditunjukkan bahwa mesin, manusia serta komponen-komponen bergerak menuju lokasi material untuk menghasilkan produk. Layout ini biasanya digunakan untuk memproses barang yang relatif besar dan berat sedangkan peralatan yang digunakan mudah untuk dilakukan pemindahan. Contoh dari industri ini adalah industri pesawat terbang, galangan kapal dan pekerjaan konstruksi bangunan.
Keuntungan dari (fixed position layout) yaitu :
a. Perpindahan material dapat dikurangi karena yang melakukan perpindahannya yaitu mesin yang akan melakukan proses.
b. Bila pendekatan kelompok kerja digunakan dalam kegiatan produksi, maka kontinuitas operasi dan tanggung jawab kerja bisa tercapai dengan sebaik-baiknya.
commit to user
II-16
a. Adanya peningkatan frekuensi pemidahan fasilitas produksi atau operator pada saat operasi berlangsung.
b. Adanya duplikasi peralatan kerja yang akhirnya menyebabkan perubahan space area dan tempat untuk barang setengah jadi.
c. Memerlukan pengawasan dan koordinasi kerja yang ketat khusunya dalam penjadwalan produksi,
2.2.6 Teknik-Teknik dalam Identifikasi Aliran Material
Beberapa teknik yang digunakan untuk mengidentifikasi aliran material (Wignjosoebroto, 2008) ini antara lain :
1. Operation Process Chart (OPC)
Operation process chart (OPC) atau seringkali disebut dengan peta proses
operasi adalah peta kerja yang mencoba menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut ke dalam elemen-elemen operasi secara detail. Tahapan proses operasi harus diuraikan secara logis dan sistematis. OPC juga memuat informasi tentang waktu yang diperlukan, material yang digunakan dan alat yang dipakai di dalam proses. Kegunaan dari peta operasi antara lain :
a. Dapat mengetahui tingkat kebutuhan akan mesin dan bahan baku. b. Pola letak tata letak fasilitas kerja dan aliran pemindahan materialnya. Dalam penggambaran peta proses operasi hanya terfokus kepada aktivitas-aktivitas yang produktif saja. Hal-hal yang berkaitan dengan aktivitas-aktivitas tidak produktif seperti idle/delay dan material handling tidak dijumpai (hal tersebut dapat lebih detail digambarkan melalui peta aliran proses).
2. Flow Process Chart (FPC)
Flow process chart atau peta aliran proses adalah suatu peta yang akan
menggambarkan semua aktivitas, baik aktivitas produktif maupun tidak produktif yang terlambat dalam proses pelaksanaan kerja. Metode penggambaran hampir sama dengan peta proses operasi hanya disini lebih lengkap dan detail. Apabila pada peta proses operasi aktivitas tidak produktif tidak digambarkan maka pada peta aliran proses menggambarkan aktivitas-aktivitas seperti transportasi (material handling), idle/delay dan peyimpangan. Kegunaan flow process chart antara lain :
commit to user
II-17
a. Mengetahui aliran bahan dari awal sampai akhir.
b. Mengurangi jarak perpindahan material dari satu opeasi ke operasi yang lainya.
c. Menentukan operasi kerja yang bisa dilaksanakan secara lebih mudah dan cepat.
d. Mengetahui waktu penyelesain. e. Mengetahui jumlah kegiatan.
Cara penggambaranya akan menggunakan semua simbol-simbol ASME yang akan diuraikan di tabel 2.1
Tabel 2.1 Simbol-simbol ASME dalam pembuatan peta proses
Sumber : Wignjosoebroto, 1996
3. Diagram aliran (flow diagram)
Diagram aliran pada dasarnya sama dengan peta aliran proses, disini simbol-simbol ASME dan nomor-nomor aktivitas masing-masing digambarkan. Langkah-langkah proses dalam situasi yang lebih jelas, disamping tentunya bisa dimanfaaatkan untuk melakukan perbaikan-perbaikan di dalam desain
layout fasiltas produksi yang ada. Diagram aliran proses ini terlihat akan lebih
AKTIVITAS SIMBOL DESKRIPSI
Operasi
Suatu kegiatan operasi terjadi apabila benda-benda kerja mengalami perubahan sifat fisik maupun kimiawi. Dalam prakteknya lambang ini bisa juga digunakan untuk menyatakan aktivitas administrasi, misalnya aktivitas perencanaan dan perhitungan
Inspeksi
Suatu kegiatan pemeriksaan terjadi apabila banda kerja atau perralatan mengalami pemeriksaan baik bagi segi kualitas maupun kuantitas, lambang ini digunakan apabila kita melakukan perbandingan objek tertentu dengan suatu standart
Transportasi
Kegiatan yang dilakukan untuk memindahkan barang dari suatu tempat ke tempat lainya, dengan suatu asumsi jarak yang dilakukan
perpindahan lebih dari 1,5 meter.
Storage Proses penyimpanan terjadi bila benda kerja disimpan dalam jangka
waktu yang cukup lama
Delay
Suatu proses yang terjadi apabila suatu objek tidak melakukan apa-apa selain menunggu. Hal ini menunjukkan bahwa suatu objek ditinggalkan sementara tanpa peralatan sampai diperlukan kembali.
Aktivitas Ganda
Suatu proses yang terjadi apabila adanya aktivitas operasi dan pemeriksaan yang dilakukan secara bersamaan pada suatu tempat kerja.
commit to user
II-18
mempunyai arti di dalam usaha menganalisa tata letak pabrik karena disini yang digambarkan bukan saja bentuk peta aliran proses tetapi juga layout sebenarnya dari pabrik yang ada, dengan mengamati arah lintasan/aliran proses maka akan bisa dilihat dan dipertimbangkan pada lokasi-lokasi dimana suatu pemindahan bahan akan terlihat tidak baik. Disamping itu akan dapat dianalisa jarak minimum yang sebaiknya diterapkan di dalam meletakkan suatu stasiun kerja terhadap stasiun kerja lainya.
2.2.7 Pengukuran Jarak
Macam-macam pengukuran jarak yang biasa dipakai adalah : 1. Euclidean
Euclidean mengukur jarak garis lurus antar pusat fasilitas. Meskipun
dirasakan realistis, namun metode ini umum dipakai karena kegunaanya dan mudah dalam memahami dan memodelkan. Untuk menentukan jarak
Euclidean antara satu fasilitas dengan fasilitas lainya adalah sebagai berikut : dij = [(xi-xj)2 + (yi-yj)2]1/2
Dimana :
xi = koordinat x pada pusat fasilitas i
yi = koordinat y pada pusat fasilitas i
dij = jarak antara pusat fasilitas i dan j
2. Square Euclidean
Metode square euclidean merupakan ukuran jarak dengan mengkuadratkan bobot terbesar suatu jarak antara dua fasilitas yang berdekatan. Formula yang digunakan dalam square euclidean :
dij = [(xi-xj)2 + (yi-yj)2] dimana :
xi = koordinat x pada pusat fasilitas i
yi = koordinat y pada pusat fasilitas i
3. Rectilinier
Metode ini sering juga disebut dengan jarak manhattan, right angle, atau
rectangular metric. Metode ini juga banyak dipakai karena kemudahan dalam
memahami dan tepat untuk beberapa permasalahan. Dalam pengukuran jarak
commit to user
II-19 dij = |xi-xj| + |yi-yj|
dimana :
xi = koordinat x pada pusat fasilitas i
yi = koordinat y pada pusat fasilitas i
4. Aisle distance
Pengukuran jarak aisle berbeda dengan metode pengukuran jarak yang lainya karena pengukuran yang dilakukan adalah pengukuran jarak yang dilalui oleh pengangkut pemindah bahan. Sehingga jarak yang diukur merupakan jarak riil yang ada di lapangan.
5. Adjancecy
Merupakan ukuran kedekatan antara fasilitas-fasilitas yang ada dalam perusahaan dan biasanya digunakan dalam metode SLP. Kelemahan ukuran jarak ini adalah tidak dapat memberi perbedaan yang riil jika terdapat dua pasang fasilitas dimana satu dengan yang lainya tidak berdekatan.
2.2.8 Prosedur Perencanaan Layout dengan Metode Systematic Layout
Planning (SLP)
Pada tahun 1973 Richard Muther mencanangkan metode Systematic Layout
Planning (SLP) yang membakukan seluruh proses perancangan tata letak menjadi
prosedur yang baku dan terbagi menjadi prosedur yang baku dan terbagi dalam fase-fase project layout. Metode systematic layout planning jika dilakukan dengan baik dan benar akan menghasilkan suatu hasil yang baik. Terdapat 5 elemen utama yang harus diperhatikan dalam SLP yaitu :
a. Produk (Product/P)
Seperti apa produk yang dihasilkan, terutama menyangkut karakteristik produk, sehingga perancangan layout dapat disesuaikan untuk tiap produk. Untuk pabrik yang memproduksi multi produk perlu dilakukan pemisahan produk berdasarkan kelompok, yang dapat diberi berdasar kelas dengan parameter kuantitas, jumlah permintaan, volume produksi, atau harga.
b. Kuantitas (Quantity/Q)
Kuantitas produksi tiap produk perlu diketahui agar memudahkan dalam memilih jenis perancangan layout yang akan digunakan. Misalnya produk yang variasinya kecil dengan jumlah produksi besar maka sebaiknya
commit to user
II-20
digunakan penyusunan layout berdasarkan produk. Dapat pula dilakukan penyusunan layout berdasar proses yang ada.
c. Proses (Routing/R)
Disini proses perlu diperhatikan karena setiap proses tentunya akan mempengaruhi fasilitas yang diperlukan, dan yang terpenting adalah bahwa tiap proses akan membawa aliran material yang berbeda-beda.
d. Sistem Pendukung (Supporting System/S)
Sistem pendukung dalam perusahaan perlu juga diperhatikan. Jangan sampai terjadi setelah layout tersusun ternyata lupa mempertimbangkan alat pengangkut seperti conveyor, forklift, storage, lokasi untuk pallet, dan hal-hal kecil lain yang akan menyababkan kesulitan dikemudian hari.
e. Waktu (Time/T)
Waktu produksi juga perlu diperhatikan karena akan menentukan efektifitas
layout yang ada. Waktu disini juga menunjukkan kapan produk akan dibuat.
Dengan menerapkan 5 elemen tersebut maka proses perancangan layout akan menjadi lebih rapi, terarah dam benar-benar sesuai untuk tiap karakter perusahaan, produk dan proses yang dan proses yang dibutuhkan. Berikut ini adalah prosedur dari SLP
Data P, Q, R, S, T dan aktivitas
Peta hubungan keterkaitan
Diagram hubungan ruangan
Aliran material Hubungan aktivitas
Kebutuhan luas area Luas area tersedia
Pertimbangan
untuk modifikasi Batasan praktis
Rencana A Rencana B Rencana C
Evaluasi hasil akhir Memilih Alternatif
Tata Letak Gambar 2.6 Prosedur systematic layout planning
commit to user
II-21
Langkah-langkah dalam perencanaan SLP adalah sebagai berikut : Langkah 1 – Aliran Material
Penggambaran aliran material dalam bentuk OPC atau FPC dengan menggunakan simbol-simbol ASME. Langkah ini akan memberikan landasan pokok bagaimana tata letak fasilitas produksi sebaiknya diatur berdasarkan urutan proses pembuatan produknya. Terutama diaplikasikan pada tipe product layout. Disini penggambaran perjalanan (trip) dari suatu area (stasiun kerja) menuju ke area yang lain dengan berdasarkan faktor volume produksi.
Langkah 2 – Activity Relationship Diagram (ARD)
Menunjukkan derajat kedekatan yang dikehendaki dari departemen dan area kerja dalam sebuah pabrik. ARD ini menggambarkan layout dan menganalisa hubungan antar departemen atau fasilitas kerja yang tidak bisa ditunjukkan secara kuantitatif berdasarkan analisa aliran material.
Langkah 3 – Relationship diagram
Penetapan layout fasilitas kerja berdasarkan aliran produk (product flow) dan hubungan aktivitasnya, tanpa memperhatikan luasan areanya. Langkah awal untuk menetapkan tata letak fasilitas produksi yang sebaik-baiknya berdasarkan pertimbangan kuantitatif dan kualitatif.
Langkah 4 dan 5 – Langkah penyesuaian
Penyesuaian terhadap luas area yang dibutuhkan dan yang tersedia. Kebutuhan luas area, dalam hal ini sangat dipengaruhi oleh kapasitas terpasang (jumlah mesin, peralatan, dan fasilitas produksi lainya yang harus ditampung).
Space yang tersedia akan sangat dipengaruhi oleh existing land and building.
Langkah 6 – Space Relationship Diagram (SRD)
Dengan memperhatikan kebutuhan-kebutuhan akan luasan area untuk fasilitas yang ada dan juga ketersediaan luas maka SRD ini dibuat, yaitu penetapan fasilitas layout dengan memperhatikan ruangan yang ada.
Langkah 7 dan 8 – Modifying Consideration dan Practical Limitation
Modifikasi dengan memperhatikan bentuk bangunan, letak kolom,
material handling system, jalur lintasan, dll.
commit to user
II-22
Membuat alternatif-alternatif layout yang bisa diusulkan untuk kemudian diambil alternatif terbaik berdasarkan tolak ukur yang telah ditetapkan.
Langkah 10 – Decision Alternative, Implementasi, dan Evaluasi.
Melakukan evaluasi atas alternatif yang telah dipilih dan melakukan penataan ulang pada tata letak yang telah dipilih apabila diperlukan.
2.2.9 Activity Relationship Chart (ARC)
Dalam perancangan tata letak analisis hubungan aktivitas diperlukan untuk menentukan derajat kedekatan hubungan antar departemen dipandang dari dua aspek yaitu aspek kualitatif dan kuantitatif. Untuk aspek kualitatif akan lebih dominan dalam menganalisis derajat hubungan aktivitas dan biasanya ditunjukkan oleh peta hubungan aktivitas atau activity relationship chart (ARC) sedangkan untuk aspek kuantitatif lebih dominan pada analisis aliran material.
Untuk membantu menentukan aktivitas yang harus diletakkan pada suatu departemen, telah ditetapkan suatu pengelompokan derajat hubungan, yang diikuti dengan tanda bagi setiap derajat tersebut. Derajat dijelaskan pada tabel 2.2.
Tabel 2.2 Derajat kebebasan pada activity relaitionship chart
Sumber : Wignjosoebroto, 1996
Secara umum alasan keterkaitan dibagi dalam tiga macam yaitu keterkaitan untuk produksi, keterkaitan untuk pegawai dan aliran informasi (Apple, 1997.):
a. Keterkaitan produksi - Urutan aliran kerja
- Mempergunakan peralatan yang sama - Menggunakan catatan yang sama - Menggunakan ruangan yang sama - Bising, debu, getaran, debu, dan lain-lain - Memudahkan pemindahan bahan
Derajat kedekatan Diskripsi
A Mutlak perlu untuk didekatkan E Sangat penting untuk didekatkan I Penting untuk didekatkan
O Biasa
U Tidak penting untuk didekatkan X Tidak dikehendaki untuk didekatkan
commit to user
II-23
b. Keterkaitan pegawai
- Menggunakan pegawai yang sama - Pentingnya berhubungan
- Derajat hubungan kepegawaian - Jalur perjalanan normal
- Kemudahan pengawasan - Melakukan tugas serupa - Disenangi pegawai - Perpindahan pegawai - Gangguan pegawai c. Aliran informasi
- Menggunakan catatan/berkas yang sama - Derajat hubungan kertas kerja
- Menggunakan alat komunikasi yang sama
Sedangkan langkah-langkah dalam pembuatan activity relationship chart adalah sebagai berikut :
a. Catat semua departemen yang ada pada hubungan aktivitas.
b. Lakukan wawancara atau survey pada tenaga kerja tiap-tiap departemen atau kepada pihak manajemen tentang aktivitas pada setiap departemen.
c. Masukkan alasan setiap pasangan departemen pada peta keterkaitan yang didasarkan pada informasi dari karyawan maupun dari pihak manajemen ataupun dari pengetahuan antar keterkaitan antar kegiatan.
d. Catat derajat kedekatan setiap pasangan pada peta keterkaitan sesuai dengan alasan yang dimasukkan.
e. Evaluasi peta keterkaitan kreativitas dengan meminta pertimbangan orang lain yang tahu tentang keterkaitan antar departemen.
2.2.10 Activity Relationship Diagram (ARD)
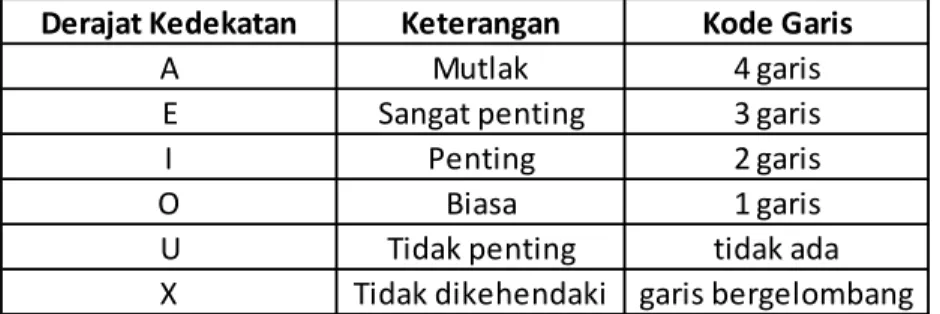
Diagram hubungan aktivitas untuk mengkombinasikan antara derajat hubungan aktivitas dan aliran material (Hirmanto 2011). Pada ARD, derajat kedekatan antar fasilitas dinyatakan dengan kode huruf dan garis yang arti lambang tersebut dijelaskan pada tabel 2.3.
commit to user
II-24
Tabel 2.3 Kode pada activity relationship diagram (ARD)
Sumber : Wignjosoebroto, 1996
Tiap kode huruf tersebut kemudian disertakan kode alasan yang menjadi dasar penentuan penulis menentukan derajat kedekatan, misalnya seperti :
- Kebisingan, debu, bau dan lain-lain.
- Penggunaan mesin atau peralatan, data informasi, material handling secara bersama-sama.
- Kemudahan aktivitas supervise.
- Kerjasama yang erat kaitanya dan operator masing-masing stasiun kerja. - Berbagai alasan dapat disesuaikan dengan kondisi permasalahan yang ada di
lapangan tempat penelitian berlangsung.
2.2.11 Kebutuhan Luas Ruangan
Dalam proses ini yang perlu dilakukan adalah mengevaluasi luas area yang dibutuhkan untuk semua aktivitas perusahaan dan area yang tersedia. Terdapat beberapa metode dalam penetuan kebutuhan luas ruangan diantaranya :
1. Metode fasilitas industri
Metode ini menentukan kebutuhan ruangan berdasar pada fasilitas produksi dan fasilitas pendukung proses produksi yang digunakan. Luas ruangan dihitung dari ukuran dari masing-masing jenis mesin yang digunakan dikalikan dengan jumlah masing-masing jenis mesin ditambah kelonggaran yang digunakan untuk operator.
2. Metode template
Metode ini memberikan gambaran yang nyata tentang bentuk dan seluruh kebutuhan ruangan dalam suatu model atau template dengan skala tertentu. 3. Metode standar industri
Standar industri dibuat atas penelitian-penelitian yang dilakukan terhadap industri yang dinilai telah mapan dalam perancangan tata letak fasilitas secara keseluruhan.
Derajat Kedekatan Keterangan Kode Garis
A Mutlak 4 garis
E Sangat penting 3 garis
I Penting 2 garis
O Biasa 1 garis
U Tidak penting tidak ada
commit to user
II-25
2.2.12 Rancangan Alternatif Tata Letak
Dalam pembuatan rancangan tata letak dapat dibuat suatu block layout yang merupakan diagram blok dengan skala tertentu dan merupakan representasi bangunan. Block layout menggambarkan batasan-batasan yang ada dalam ruangan dengan adanya dinding-dinding yang memisahkan antara satu blok dengan blok lain. Setelah block layout jadi kemudian dibikin detail tata letaknya. Pembuatan detail layout harus bersifat fleksibel untuk mengakomodir perubahan yang nantinya pada saat berjalanya produksi bisa terjadi yaitu rancangan produk, rancangan proses maupun rancangan jadwal.
Terdapat tiga metode dalam mempresentasikan tata letak yang dirancang, yaitu :
1. Gambar atau sketsa
Merupakan metode yang cukup menguntungkan karena mudah dan murah untuk dibuat. Fasilitas-fasilitas yang berbeda bisa diberi warna yang berbeda agar memudahkan untuk memahami. Gambar atau sketsa ini mempunyai kelemahan yaitu tidak dapat memberikan gambaran yang lebih jelas dan detail.
2. Model dua dimensi (template)
Metode dua dimensi akhir-akhir ini banyak dipakai karena bisa mendapatkan alternatif-alternatif tata letak yang lebih banyak. Template merupakan representasi dalam bentuk dua dimensi dari suatu objek fisik yang berupa mesin, peralatan material handling manusia dan fasilitas kerja yang lain. Biasanya terbuat dari bahan kertas yang tebal atau bahan lain yang mudah ditempelkan pada kertas grafik. Dibandingkan dengan gambar/skala, template memudahkan dalam melakukan perubahan-perubahan yang dilakukan dalam tata letak fasilitas yang direncanakan. Fleksibilitas ini akan memberikan banyak alternatif-alternatif tata letak yang dirancang.
3. Model tiga dimensi
Model ini dirasa lebih baik daripada model dua dimensi dalam hal mempresentasikan suatu objek fisik yang digunakan dalam perancangan tata letak fasilitas. Model dengan tiga dimensi memudahkan kita untuk mengamati dan menganalisa tata letak yang dirancang. Dibandingkan dengan gambar,
commit to user
II-26
model dua dimensi maupun model tiga dimensi membutuhkan biaya yang lebih besar namun mempunyai manfaat yang lebih besar pula, karena bisa digunakan untuk bermacam-macam proyek perancangan tata letak yang lain lagi.
2.2.13 Evaluasi dan Tindak Lanjut
Alternatif-alternatif yang telah dibuat kemudian dipilih alternatif yang terbaik sesuai dengan tujuan organisasi. Ada beberapa kriteria yang dapat digunakan untuk mengevaluasi alternatif tata letak yang ada, dimana ada sebagian yang tidak dapat dinilai secara kuantitatif. Berikut ini adalah teknik-teknik dalam melakukan evaluasi perancangan tata letak.
a. Perbandingan untung rugi
Dalam teknik ini daftar keuntungan dan kerugian masing-masing alternatif yang ditawarkan. Alternatif yang dinilai mempunyai keuntungan yang relatif besar dipilih sebagai alternatif perancangan tata letak yang diusulkan. Cara ini merupakan cara yang paling sederhana dan paling mudah dilakukan, namun cara ini dinilai kurang akurat.
b. Peringkat
Pada perancangan tata letak fasilitas dinilai mempunyai faktor-faktor yang dinilai penting. Faktor-faktor tersebut diantaranya adalah tingkat fleksibilitas rancangan, tingkat penggunaan ruangan, aliran material, proses penanganan material, faktor keamanan dan lain-lain. Prosedur peringkat adalah teknik dengan memilih faktor-faktor yang dirasa penting, kemudian dibuat daftar peringkat dari masing-masing alternatif untuk masing-masing faktor. Dengan mengkombinasikan peringkat alternatif perancangan untuk semua faktor akan diketahui skor untuk masing-masing alternatif. Alternatif perancangan dengan jumlah skor tertinggi akan dipilih sebagai perancangan tata letak yang akan dibuat.
c. Analisis faktor
Cara ini hampir sama dengan metode peringkat yaitu dengan menentukan faktor-faktor yang dianggap penting dalam perancangan tata letak, kemudian dilakukan pemberian bobot untuk tiap-tiap faktor. Faktor yang dianggap penting diberi bobot paling besar. Bobot juga diberikan untuk peringkat masing-masing
commit to user
II-27
faktor. Alternatif perancangan yang menempati peringkat pertama pada faktor tersebut diberi bobot terbesar. Hasil kali bobot faktor dan bobot peringkat merupakan skor dari alternatif perancangan. Alternatif perancangan dengan skor tertinggi akan dipilih sebagai alternatif perancangan tata letak terbaik.
d. Perbandingan biaya
Salah satu cara untuk mengevaluasi dan menentukan alternatif perancangan tata letak terbaik adalah dengan mengidentifikasikan biaya-biaya untuk masing-masing alternatif perancangan. Biaya yang diidentifikasikan antara lain biaya investasi, operasi dan pemeliharaan. Alternatif perancangan dengan biaya terkecil akan dipilih sebagai alternatif perancangan yang diusulkan.
2.2.14 Pengertian Material Handling
Material handling merupakan seni dan ilmu pengetahuan dari perpindahan, penyimpanan, perlindungan dan pengawasan material. Material handling dapat memiliki arti penanganan material dalam jumlah yang tepat dari material yang sesuai pada tempat yang cocok, pada waktu yang tepat, dalam posisi yang benar, dalam urutan yang sesuai dan biaya yang murah dengan menggunakan metode yang benar (Hirmanto, 2011).
Kegiatan proses produksi dapat terjadi bila terdapat material handling yang sesuai dengan situasi dan kondisi yang terdapat di suatu perusahaan. Selain itu pengertian material handling merupakan kegiatan mengangkat, mengangkut dan meletakkan bahan atau barang dalam proses di dalam perusahaan, dimulai dari bahan masuk atau diterima di perusahaan sampai pada saat barang atau produk akan dikeluarkan dari pabrik.
Material handling di dalam pelaksanaan proses produksi merupakan hal yang sangat pokok karena bila kegiatan material handling tidak dilaksanakan maka proses produksi di dalam perusahaan yang bersangkutan akan terhenti. Pelaksanaan material handling yang benar akan menimbulkan keuntungan antara lain :
1. Penghematan biaya 2. Penghematan waktu 3. Memperlancar produksi
commit to user
II-28
5. Meningkatkan kapasitas produksi 6. Memperbaiki distribusi material
2.3 LINEAR PROGRAMMING
Linear Programming (LP) merupakan teknik riset operasional (operation research technique) yang telah dipergunakan secara luas dalam perencanaan
strategis dan taktis. LP merupakan suatu model umum yang dapat digunakan dalam pemecahan masalah pengalokasian sumber-sumber yang terbatas secara optimal. Masalah tersebut timbul apabila pengambil keputusan diharuskan menentukan tingkat kegiatan yang akan dilakukan, dimana masing-masing kegiatan membutuhkan sumber yang sama sedangkan jumlahnya terbatas.
Linear programming menggunakan model matematis dalam memecahkan
masalah. Sebutan ”linear” berarti semua fungsi matematis yang disajikan dalam model ini harus fungsi linear. Kata ”programming” jangan disamakan dengan ”computer programming”, yang sering didengar dalam pembicaraan sehari-hari, walau secara mendasar keduanya sering digunakan untuk perencanaan. LP mencakup perencanaan kegiatan-kegiatan untuk mencapai suatu hasil yang optimal, yaitu suatu hasil yang mencerminkan tercapainya sasaran tertentu yang paling baik (menurut model matematis) di antara alternatif-alternatif yang mungkin dengan menggunakan fungsi linier.
2.3.1 Karakteristik Integer Linear Programming
Hillier dan Lieberman (1997) menyatakan bahwa pada dasarnya Integer
Linear Programming memiliki beberapa karakteristik utama, yaitu :
a. Masalah Integer Linear Programming berkaitan dengan upaya memaksimumkan (pada umumnya keuntungan) atau meminimumkan (pada umumnya biaya). Upaya optimasi (maksimum atau minimum) ini disebut sebagai fungsi tujuan (objective function) dari integer linear programming. Fungsi tujuan ini terdiri dari variabel-variabel keputusan (decision variable) yang bersifat bilangan bulat (integer).
b. Terdapat kendala-kendala atau keterbatasan, yang membatasi pencapaian tujuan yang dirumuskan dalam linear programming. Kendala-kendala ini dirumuskan dalam fungsi-fungsi kendala (constraint’s functions), terdiri dari variabel-variabel keputusan yang menggunakan sumber-sumber daya yang terbatas itu.
commit to user
II-29
Dengan demikian yang akan diselesaikan dalam integer linear programming adalah mencapai fungsi tujuan (maksimum keuntungan atau minimum biaya) dengan memperhatikan fungsi-fungsi kendala (keterbatasan) sumber daya yang ada.
c. Memiliki sifat linieritas. Sifat linieritas ini berlaku untuk semua fungsi tujuan dan fungsi kendala. Misalnya, apabila satu unit produk A dapat menghasilkan keuntungan $30, maka apabila memproduksi dua unit A akan memberikan keuntungan $60 (2 x $30), produksi tiga unit A memberikan keuntungan 90$ (3 x $30), dan seterusnya. Demikian pula untuk penggunaan sumber-sumber daya. Misalkan untuk sumber daya tenaga kerja, memproduksi satu unit produk A membutuhkan 2 jam kerja, maka untuk menghasilkan dua unit produk A membutuhkan 4 jam kerja (2 unit produk x 2 jam kerja per unit) dan seterusnya.
d. Memiliki sifat divisibility. Sifat divisibility diperlukan karena integer linear
programming memperhitungan jumlah solusi secara bilangan bulat. Jadi dalam
hal ini produk yang dihasilkan tidak dapat dalam bentuk pecahan.
2.3.2 Asumsi Dasar Model Linear Programming
Asumsi dasar yang digunakan dalam model analitis Linear Programming adalah (Lieberman, 1997) :
a. Proporsionalitas
Naik turunnya nilai fungsi tujuan (Z) dan penggunaan sumber daya berubah sebanding (proporsional) dengan perubahan tingkat aktivitas.
b. Additivitas
Aktivitas (variabel keputusan) tidak saling mempengaruhi dalam menentukan nilai fungsi tujuan sehingga nilai fungsi tujuan merupakan penjumlahan kontribusi setiap variabel keputusan atau dengan kata lain kenaikan fungsi tujuan yang diakibatkan oleh suatu aktivitas dapat ditambahkan tanpa mempengaruhi bagian nilai fungsi tujuan yang diperoleh dari aktivitas lain. c. Deterministik
Semua parameter yang terdapat dalam model matematis (Aij, Cj, bi) dapat ditentukan dengan pasti, meskipun jarang dapat ditentukan dengan tepat.
commit to user
II-30
Sumber-sumber yang tersedia harus dapat dihitung sehingga dapat dipastikan berapa bagian yang terpakai dan berapa bagian yang masih tersisa.
e. Linearity of Objectives
Fungsi tujuan dan kendala-kendala harus dapat dinyatakan sebagai suatu fungsi linear.
2.3.3 Komponen Model Linear Programming
Hillier dan Lieberman (1997) menyatakan bahwa model linear
programming memiliki tiga komponen utama, yaitu :
a. Fungsi Tujuan (Objective Function)
Fungsi tujuan adalah fungsi yang menggambarkan tujuan/sasaran dari dalam permasalahan integer linear programming yang berkaitan dengan pengaturan secara optimal sumber daya-sumber daya untuk mencapai hasil yang optimal. b. Fungsi Pembatas (Constraint Function)
Fungsi pembatas merupakan bentuk penyajian secara matemati batasan-batasan kapasitas yang tersedia yang akan dialokasikan secara optimal ke berbagai kegiatan.
c. Variabel Keputusan (Decision Variables)
Variabel keputusan merupakan aspek dalam model yang dapat dikendalikan. Nilai variabel keputusan merupakan alternatif-alternatif yang mungkin dari fungsi linier.
2.3.4 Model Umum Linear Programming
Secara matematis, model umum dari linear programming yang terdiri dari sekumpulan variabel keputusan X1, X2, ..., Xn, dirumuskan sebagai berikut (Lieberman, 1997) :
Fungsi tujuan : Maksimasi (atau Minimasi)
Z = C1 x1 + C2 x2 + C3 x3 + ... + Cn xn Kendala : a11x1 + a12x2 + a13x3 + a14x4 + … + a1nxn (≤,=,≥) b1 a21x1 + a22x2 + a23x3 + a24x4 + … + a2nxn (≤,=,≥) b2 a31xn + a32x2 + a33x3 + a34x4 + … + a3nxn (≤,=,≥) b3 : :
commit to user
II-31
am1x1 + am2x2 + am3x3 + am4x4 + … + amnxn (≤,=,≥) bm dan x1,x2,x3,x4,x5,x6,….,xn ≥ 0
dimana :
Z = nilai fungsi tujuan yang dimaksimumkan atau diminimumkan n = macam batasan sumber daya atau fasilitas yang ada
m = macam aktivitas yang menggunakan sumber daya atau fasilitas xi = variabel keputusan
bi = nilai maksimal sumber daya untuk dialokasikan ke aktivitas Ci = besarnya kenaikan nilai Z setiap ada kenaikan satu satuan nilai