PENINGKATAN PRODUKSI DENGAN METODE
KESEIMBANGAN LINI PADA PD TEGAS
Landjono Josowidagdo
1; Novira Primatari
2; Sarah Sahputri Perdana
31, 2
Peneliti BPPT, Jln. MH. Thamrin, Jakarta, [email protected]
3
Staf Produksi Industri Manufaktur, PT ASTRA DAIHATSU MOTOR HEAD OFFICE Jln. Gaya Motor III No. 5, Sunter II, Jakarta 14350, [email protected]
ABSTRACT
There are several problems faced by the manufacturing industry, such as in PD Tegas in the effort to raise production. One of the problems identified is inappropriate implementation of line balancing. This study is conducted by using 3 methods of line balancing, Ranked Positional Weight (RPW), the Largest Candidate Rule, dan Killbridge Wester. From analysis resuts, the Killbridge Wester method gained the biggest line Efficiency value of 88.25%, while the Ranked Position Weight (RPW) LE method gained a line Efficiency value of 85.98% and Largest Candidate Rule (LCR) LE method gained a line Efficiency value of 85.31%. By implementation of line balancing method in the company, production line can be improved, decrease of idle time, and better production capacity compared to initial conditions.
Keywords: line balancing, Ranked Positional Weight (RPW), Largest Candidate Rule, Killbridge Wester, line efficiency
ABSTRAK
Ada beberapa masalah yang sedang dihadapi industri manufaktur seperti pada PD Tegas dalam usaha meningkatkan produksi. Masalah yang dihadapi belum diterapkannya keseimbangan lini pada lintasan secara baik dan benar. Penelitian ini dilakukan dengan mencoba 3 metode keseimbangan lini, yaitu RPW (Ranked Positional Weight), Largest Candidate Rule (LCR), dan Killbridge Wester. Dari hasil analisis didapatkan bahwa metode Killbridge Wester menghasilkan nilai line Efficiency tertinggi sebesar 88.25%, metode Ranked Position Weight (RPW) LE sebesar 85.98%, dan Largest Candidate Rule (LCR) LE sebesar 85.31%. Dengan penerapan metode keseimbangan lini pada perusahaan ini dapat memperbaiki lintasan produksi perusahaan, mengurangi terjadinya waktu menganggur, dan kapasitas produksi yang lebih baik dari kondisi awal.
Kata kunci: keseimbangan lini, Ranked Positional Weight (RPW), Largest Candidate Rule, Killbridge Wester, line efficiency
PENDAHULUAN
Dengan semakin majunya industri manufaktur, maka sistem kerja yang baik pada suatu proses operasi harus lebih ditingkatkan sehingga akan dicapai produktivitas dan efisiensi yang optimal, tentunya dengan sistem kerja yang baik seperti mengurangi atau menghindari faktor-faktor yang menyebabkan sistem kerja menjadi berantakan dan tidak sesuai dengan Standart Operating Procedures (SOP) yang ada. Adapun masalah lain yang dihadapi industri manufaktur ini terdapat pada lintasan produksi, dalam usaha meningkatkan produksi adalah belum diterapkannya keseimbangan lini pada lintasan yang baik dan benar sehingga waktu kerja belum dapat dimanfaatkan dengan baik, disertai idle dan delay. Jadi, keseimbangan lini sebaiknya digunakan untuk memaksimalkan dan meningkatkan produksi kerja pada setiap stasiun kerja. Usaha ini dilakukan dengan memperbaiki cara ataupun metode kerja dan memperbaiki pembebanan kerja di setiap stasiun kerjanya sehingga pembebanan kerja dapat merata.
PEMBAHASAN
Metode Ranked Positional Weight (RPW)
Pendekatan ini menggunakan cara penjumlahan waktu dari operasi-operasi yang terkontrol dalam sebuah stasiun kerja dengan operasi tertentu, yang disebut sebagai bobot posisi. Metode heuristic ini mengutamakan waktu elemen kerja yang terpanjang, di mana elemen kerja ini akan diprioritaskan terlebih dahulu untuk ditempatkan dalam stasiun kerja, yang kemudian diikuti oleh elemen kerja yang lain yang memiliki waktu elemen yang lebih rendah. Hasil perhitungan diperlihatkan pada tabel berikut.
Tabel 1 Penentuan Bobot Posisi yang Telah Diurutkan
Elemen Kerja (j)
Wb
(detik) Bobot Posisi
Elemen yang Mendahului SSA2 285.72 3076.70 - SA1 196.14 2802.64 - SA2 379.02 2790.98 SSA2 A1 194.55 2606.50 SA1 A2 286.25 2411.96 A1,SA2 SSA4 222.64 2374.85 - SA3 169.63 2295.33 - SA4 249.15 2152.21 SSA4 A3 222.64 2125.70 A2,SA3 SSA5 222.64 2072.69 - SSA6 243.85 1945.47 - A4 275.65 1903.06 A3, SA4 SA5 222.64 1850.05 SSA5 SA6 318.06 1701.62 SSA6 A5 243.85 1627.41 SA5.A4 SSA7 206.74 1441.87 - A6 349.87 1383.56 SA6,A5 SA7 201.44 1235.13 SSA7 A7 254.45 1033.70 A6,SA7 A8 275.65 779.25 A7 A9 233.24 503.60 A8
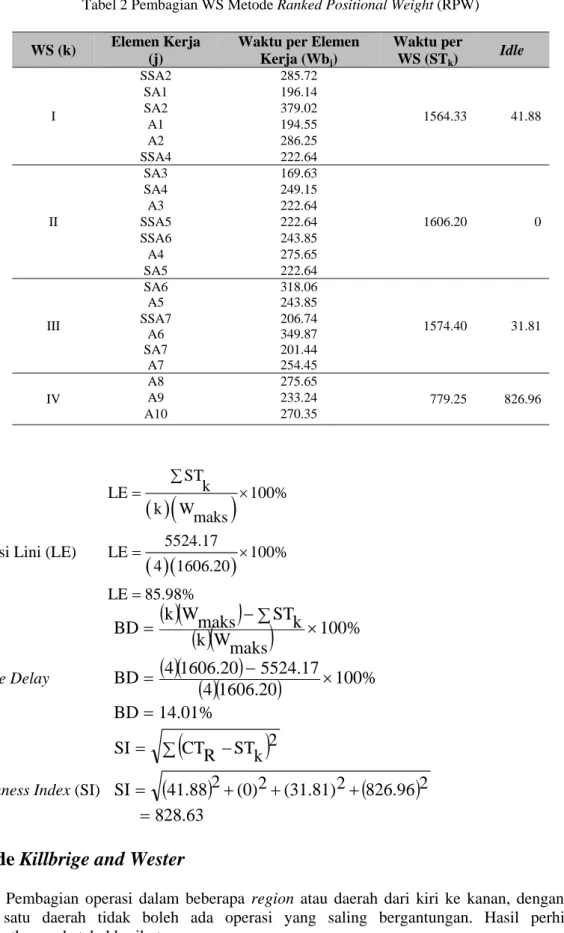
Tabel 2 Pembagian WS Metode Ranked Positional Weight (RPW)
WS (k) Elemen Kerja
(j)
Waktu per Elemen Kerja (Wbj) Waktu per WS (STk) Idle I SSA2 285.72 1564.33 41.88 SA1 196.14 SA2 379.02 A1 194.55 A2 286.25 SSA4 222.64 II SA3 169.63 1606.20 0 SA4 249.15 A3 222.64 SSA5 222.64 SSA6 243.85 A4 275.65 SA5 222.64 III SA6 318.06 1574.40 31.81 A5 243.85 SSA7 206.74 A6 349.87 SA7 201.44 A7 254.45 IV A8 275.65 779.25 826.96 A9 233.24 A10 270.35
Efisiensi Lini (LE)
( )
(
)
( )(
)
ST k LE 100% k W maks 5524.17 LE 100% 4 1606.20 LE 85.98% ∑ = × = × = Balance Delay( )
(
)
( )
(
)
( )(
)
( )(
)
14.01%
BD
100%
1606.20
4
5524.17
1606.20
4
BD
100%
maks
W
k
k
ST
maks
W
k
BD
=
×
−
=
×
∑
−
=
Smoothness Index (SI)
(
)
(
)
(
)
828.63 2 826.96 2 (31.81) 2 (0) 2 41.88 SI 2 k ST R CT SI = + + + = ∑ − =Metode Killbrige and Wester
Pembagian operasi dalam beberapa region atau daerah dari kiri ke kanan, dengan syarat dalam satu daerah tidak boleh ada operasi yang saling bergantungan. Hasil perhitungan diperlihatkan pada tabel berikut.
Tabel 3 Elemen Kerja Berdasarkan Kolom untuk Vacuum Table TGP 80 x 120 Polos 1 Tabung
Elemen Kerja (i) Wbi (detik) Kolom
Elemen yang Mendahului SA1 196.14 I - SSA2 285.72 I - SA3 169.63 I - SSA4 222.64 I - SSA5 222.64 I - SSA6 243.85 I - SSA7 206.74 I - A1 194.55 II SA1 SA2 379.02 II SSA2 SA4 249.15 II SSA4 SA5 222.64 II SSA5 SA6 318.06 II SSA6 SA7 201.44 II SSA7 A2 286.25 III A1 A3 222.64 IV A2 A4 275.65 V A3 A5 243.85 VI A4 A6 349.87 VII A5 A7 254.45 VIII A6 A8 275.65 IX A7 A9 233.24 X A8 A10 270.35 XI A9
Tabel 4 Perhitungan Keseimbangan Lini Berdasarkan Metode Killbridge and Wester
WS (k)
Elemen Kerja (i) Kolom Wbi
(detik) Waktu per WS (STK) Idle I SA1 I 196.14 1547.36 17.49 SSA2 I 285.72 SA3 I 169.63 SSA4 I 222.64 SSA5 I 222.64 SSA6 I 243.85 SSA7 I 206.74 II A1 II 194.55 1564.86 0 SA2 II 379.02 SA4 II 249.15 SA5 II 222.64 SA6 II 318.06 SA7 II 201.44 III A2 III 286.25 1378.26 186.60 A3 IV 222.64 A4 V 275.65 A5 VI 243.85 A6 VII 349.87 IV A7 VIII 254.45 1033.70 531.16 A8 IX 275.65 A9 X 233.24 A10 XI 270.35
Efisiensi Lini (LE)
( )
(
)
( )(
)
88.25% LE 100% 1564.86 4 5524.17 LE 100% maks W k k ST LE = × = × ∑ = Balance Delay( )
(
)
( )
(
)
( )(
)
( )(
)
11.75%
BD
100%
1564.86
4
5524.17
1564.86
4
BD
100%
maks
W
k
k
ST
maks
W
k
BD
=
×
−
=
×
∑
−
=
Smoothness Index (SI)
(
)
(
)
(
)
563.26 2 531.16 2 (186.60) 2 (0) 2 17.49 SI 2 k ST R CT SI = + + + = ∑ − =Metode Largest Candidate Rule (LCR)
Metode Largest Candidate Rule merupakan metode yang mengurutkan waktu baku dari besar ke kecil. Hasil perhitungan diperlihatkan pada tabel berikut.
Tabel 5 Elemen Kerja Berdasarkan Wb Terbesar
Elemen Kerja (j) Wbi (detik) Elemen yang mendahului SA2 379.02 SSA2 A6 349.87 A5,SA6 SA6 318.06 SSA6 A2 286.25 A1,SA2 SSA2 285.72 - A8 275.65 A7 A4 275.65 A3,SA4 A10 270.35 A9 A7 254.45 A6, SA7 SA4 249.15 SSA4 A5 243.85 A4,SA5 SSA6 243.85 - A9 233.24 A8 A3 222.64 A2,SA3 SSA4 222.64 - SSA5 222.64 - SA5 222.64 SSA5 SSA7 206.74 - SA7 201.44 SSA7 SA1 196.14 - A1 194.55 SA1 SA3 169.63 -
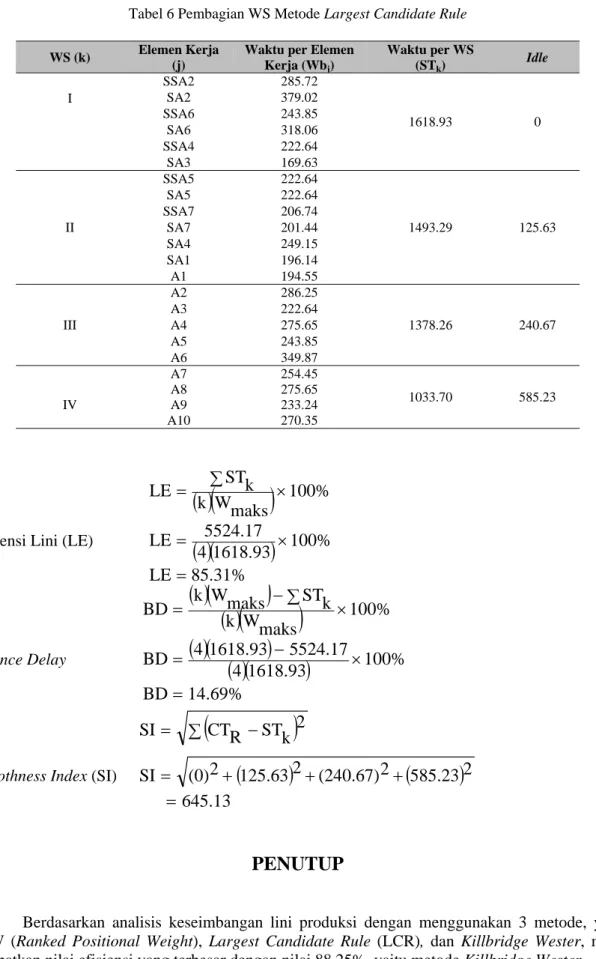
Tabel 6 Pembagian WS Metode Largest Candidate Rule
WS (k) Elemen Kerja
(j)
Waktu per Elemen Kerja (Wbj) Waktu per WS (STk) Idle I SSA2 285.72 1618.93 0 SA2 379.02 SSA6 243.85 SA6 318.06 SSA4 222.64 SA3 169.63 II SSA5 222.64 1493.29 125.63 SA5 222.64 SSA7 206.74 SA7 201.44 SA4 249.15 SA1 196.14 A1 194.55 III A2 286.25 1378.26 240.67 A3 222.64 A4 275.65 A5 243.85 A6 349.87 IV A7 254.45 1033.70 585.23 A8 275.65 A9 233.24 A10 270.35
Efisiensi Lini (LE)
( )
(
)
( )(
)
85.31% LE 100% 1618.93 4 5524.17 LE 100% maks W k k ST LE = × = × ∑ = Balance Delay( )
(
)
( )
(
)
( )(
)
( )(
)
14.69%
BD
100%
1618.93
4
5524.17
1618.93
4
BD
100%
maks
W
k
k
ST
maks
W
k
BD
=
×
−
=
×
∑
−
=
Smoothness Index (SI)
(
)
(
)
(
)
645.13 2 585.23 2 (240.67) 2 125.63 2 (0) SI 2 k ST R CT SI = + + + = ∑ − =PENUTUP
Berdasarkan analisis keseimbangan lini produksi dengan menggunakan 3 metode, yaitu RPW (Ranked Positional Weight), Largest Candidate Rule (LCR), dan Killbridge Wester, maka didapatkan nilai efisiensi yang terbesar dengan nilai 88.25%, yaitu metode Killbridge Wester.
DAFTAR PUSTAKA
Baroto, T. (2002). Perencanaan dan pengendalian produksi, Jakarta: Ghalia Indonesia.
Bedworth, D.D.B. (1997). Integrated production control system: Analysis, design, edisi kedua, New York: John Wiley and Sons.
Elsayed, E.S., and Boucher, O.T. (1995). Analysis and control of production system, 2nd ed., New York: Springer Publishing.
Gaspersz, V. (2001). Production planning and inventory control berdasarkan pendekatan sistem terintegrasi MRP II dan JIT menuju manufacturig 21, Jakarta: Gramedia Pustaka Utama.
Handoko, T.H. (2000). Dasar-dasar manajemen produksi dan operasi, Yogyakarta: BPFE.
Nasution, A.H. (2003). Perencanaan dan pengendalian produksi, Surabaya: PT Guna Widya.
Saywer, J.F.H. (1970). Line balancing: Modern aids to production management, London: The Machinery Publishing Co. Ltd.
Sritomo, W. (1995). Ergonomi, studi gerak dan waktu, edisi pertama, Surabaya: PT Guna Widya.
Sritomo, W. (2003). Tata letak pabrik dan pemindahan bahan, edisi ketiga, Surabaya: PT Guna Widya.
Sugiyono. (1999). Metode penelitian bisnis, Bandung: Alphabeta.
Sutalaksana, I.Z., dan Anggawisastra, T. (1979). Teknik tata cara kerja, Bandung: Institut Teknologi.
Tim Pengembang Laboratorium P3. Modul praktikum: Perencanaan dan pengendalian produksi, Jakarta: Binus University.