BAB I
PENDAHULUAN
1.1. Latar Belakang
Sistem manufaktur adalah kumpulan dari equipment yang terintegrasi dan
human resource, yang mempunyai fungsi untuk melakukan satu atau beberapa
proses operasi dan atau assembly pada suatu bahan material awal, part atau set of
parts (Wiratno, 2005). Pada intinya, sistem manufaktur merupakan sistem yang
melakukan proses transformasi/ konversi keinginan (needs) konsumen menjadi
produk jadi yang berkualitas.
Salah satu hal yang penting pada sistem manufaktur adalah Penjadwalan.
Penjadwalan produksi (Baker, 1974) didefinisikan sebagai proses pengalokasian
sejumlah sumber daya dan mesin yang ada untuk menyelesaikan pekerjaan
dengan mempertimbangkan batasan-batasan waktu yang ada.
PT. Guna Kemas Indah adalah salah satu perusahaan manufaktur yang
bergerak dalam bidang produksi kemasan plastik, dengan 3 jenis produksinya
secara umum, yaitu: joly, cangkir plastik bening, dan cangkir plastik printing.
Proses transformasi produksinya sendiri berdasarkan flow shop, yaitu produk yang
dibuat memiliki spesifikasi yg berbeda tetapi urutan produksinya sama. Dalam
menjalankan aktivitasnya PT. Guna Kemas Indah membuat produk berdasarkan
sering dipesan oleh customer. Untuk itu, cangkir plastik bening digunakan
sebagai objek penelitian.
Sistem penjadwalan PT. Guna Kemas Indah saat ini menggunakan aturan
First Come First Serve (FCFS). Pada aturan FCFS, tidak mempersoalkan singkat
atau lamanya waktu proses. Order yang tiba lebih dulu akan menjadi prioritas
dalam produksinya. Apabila ada order yang datang bersamaan maka order-order
tersebut akan dikerjakan melalui antrian. Model penjadwalan seperti itu sering
tidak menguntungkan bagi order yang membutuhkan waktu proses yang pendek
karena apabila order tersebut berada di belakang antrian akan mengakibatkan
waktu menganggur yang lama sebelum diproses di lantai pabrik. Sehingga
berakibat besarnya total waktu penyelesaian seluruh pesanan (makespan) dilantai
produksi, serta besarnya work in process di beberapa stasiun kerja. Makespan
yang ada tidak dapat memenuhi batas waktu pekerjaan selesai (duedate). Apabila
masalah tersebut tidak segera diatasi maka konsumen yang melakukan order akan
kecewa dan melakukan komplain, bahkan perusahaan akan mendapat penalti
karena keterlambatan pengiriman dan lambat laun akan kehilangan order yang
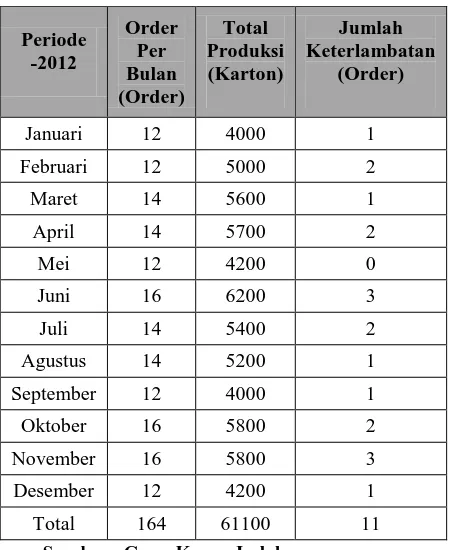
menyebabkan perusahaan tidak mampu bersaing dalam dunia industri. Adapun
data keterlambatan pengiriman produk pada periode 2012 ditunjukkan pada Tabel
Tabel 1.1. Data Jumlah Permintaan dan Order yang Terlambat
Penjadwalan pekerjaan (order) perlu dilakukan agar masalah
keterlambatan tidak terjadi. Terdapat banyak model penjadwalan untuk
menyelesaikan masalah penjadwalan flowshop seperti CDS (1970), Dannenbring
(1977) NEH (1983), dan berbagai Algoritma Heuristik seperti Heuristic Pour,
Algoritma Genetic, Simulated Annealing, dan lain-lain dengan tujuan
meminumkan total waktu penyelesaian seluruh pesanan (makespan).
Penelitian Algoritma Simulated Annealing telah dilakukan oleh Dian
Amru Damanik, menggunakan algoritma Simulated Annealing pada produksi
Simulated Annealing pada produksi alat-alat perkebunan dan memperoleh
makespan lebih cepat 3,431% dari aturan FCFS perusahaan.
Algoritma Simulated Annealing termasuk jenis metode heuristik
improvement, di mana metode ini bermula dari suatu solusi inisial dan mencoba
mengembangkannya dengan membuat neighborhoods yang hasilnya mendekati
optimal. Algoritma sangat berguna dan efisien untuk masalah dengan karekteristik
seperti: ruang masalah sangat besar, kompleks, dan sulit dipahami, tidak
tersedianya analisis matematika yang memadai, ketika metode-metode
konvensional sudah tidak mampu lagi menyelesaikan masalah yang dihadapi,
solusi yang diharapkan tidak harus paling optimal tapi dapat diterima. Sehingga
metode ini cocok untuk diadaptasi dalam penyelesaian masalah pengurutan job.
Dalam penelitian ini metode Algoritma Simulated Annealing dapat digunakan
untuk menyelesaiakan masalah penjadwalan flowshop.
1.2. Perumusan Masalah
Masalah yang dihadapi oleh PT. Guna Kemas Indah adalah keterlambatan
penyelesaian order yang mempengaruhi delivery time ke tangan customer karena
pelaksanaan penjadwalan produksi di lantai pabrik belum menghasilkan makespan
yang sesuai dengan order yang ada. Oleh karena itu, dituntut untuk mencari solusi
pemecahan masalah optimal dalam penentuan jadwal produksi untuk
1.3. Tujuan dan Manfaat Penelitian 1.3.1. Tujuan Penelitian
Tujuan dari penelitian ini dapat diuraikan menjadi dua bagian, yaitu:
1. Tujuan Umum
Tujuan umum yang ingin dicapai adalah untuk mendapatkan suatu model
penjadwalan yang mampu memberikan nilai makespan yang minimum
dengan menggunakan metode Algoritma Simulated Annealing.
2. Tujuan Khusus
Tujuan khusus yang ingin dicapai adalah untuk mendapatkan suatu kondisi
optimum dari penjadwalan yang dilakukan diantaranya:
1. Mengaplikasikan metode Simulated Annealing dalam mengurutkan job-job
yang akan diproses disetiap stasiun kerja.
2. Meminimisasi total waktu pengerjaan seluruh jenis produk (makespan)
sehingga dapat meminimalkan keterlambatan.
1.3.2.Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai
pihak, yakni:
1. Manfaat bagi mahasiswa
a. Mahasiswa dapat mengaplikaikan teori yang diperoleh selama kuliah di
b. Mahasiswa dapat mempelajari Algoritma Simulated Annealing yang dapat
bermanfaat sebagai sarana pengambilan keputusan yang efektif dan efisien
terhadap transaksi yang dilakukan perusahaan dengan konsumen.
2. Manfaat bagi Perusahaan
Hasil penelitian ini dapat dijadikan pertimbangan bagi perusahaan utuk
menerapkan Algoritma Simulated Annealing dalam pengambilan keputusan
menerima atau menolak order yang masuk.
3. Manfaat bagi Departemen Teknik Industri USU
Menjadi tambahan literatur yang dapat dijadikan referensi bagi semua pihak
yang ingin mengetahui Algoritma Simulated Annealing untuk menyusun
penjadwalan produksi.
1.4.Batasan Masalah dan Asumsi
Batasan-batasan yang digunakan dalam penelitian ini, yaitu:
1. Penelitian dilaksanakan pada unit produksi cangkir plastik bening di enam
work center di lantai produksi PT. Guna Kemas Indah, Jalan Industri No:11,
Tanjung Morawa, Deli Serdang, Sumatera Utara.
2. Penelitian dilaksanakan pada proses produksi cangkir plastik bening tipe
Kemasan MGT 20, Kemasan MK AD 110, Kemasan MK 125 D, Kemasan MG
180, Kemasan MK EM 180, dan kemasan MGA 150.
3. Kriteria penjadwalan yang digunakan hanya berupa pengurutan job dengan
dasar penilaian fungsi makespan.
5. Penelitian ini tidak membahas biaya.
Asumsi-asumsi yang digunakan dalam penelitian ini, yaitu:
1. Pola pemesanan produk dari pelanggan tidak berubah pada perusahaan
2. Tidak terjadi kerusakan mesin dan penghentian kerja operator pada saat
pengukuran waktu proses.
3. Tingkat kepercayaan 95 % dan tingkat ketelitian 5 %
1.5. Sistematika Penulisan Laporan
Sistematika yang digunakan dalam penulisan laporan tugas akhir ini dapat
diuraikan sebagai berikut :
Bab I atau Pendahuluan menguraikan latar belakang permasalahan yang
mendasari peneliti untuk membuat suatu rancangan perbaikan terhadap masalah
penjadwalan produksi di perusahaan, rumusan permasalahan, tujuan dan manfaat
penelitian, batasan masalah dan asumsi yang digunakan dalam penelitian, dan
sistematika penulisan.
Bab II atau Gambaran Umum Perusahaan menguraikan sejarah dan
gambaran umum perusahaan, struktur organisasi dan manajemen serta proses
produksi. Juga disertakan uraian peta aliran proses (flow process chart) dari
produk yang dihasilkan.
Bab III atau Landasan Teori menguraikan teori-teori yang digunakan
atau literatur yang digunakan diambil dari referensi buku-buku dan jurnal
penelitian yang berhubungan dengan topik yang disertakan pada Daftar Pustaka.
Bab IV atau Metodologi Penelitian menguraikan tahapan-tahapan
penjadwalan produksi dengan metode Simulated Annealing, mulai dari persiapan
penelitian, pengambilan data waktu proses, pengolahan data, analisis hasil sampai
kesimpulan urutan jadwal produksi yang akan diusulkan untuk pengerjaan order
perusahaan.
Bab V atau Pengumpulan dan Pengolahan Data menguraikan data-data
primer yaitu data pengukuran waktu proses, Rf, dan Allowance, dan data sekunder
berupa jumlah order yang datang serta duedate yang ditetapkan, serta pengolahan
data dengan metode simulated annealing untuk mendapatkan pemecahan.
Bab VI atau Analisis Pemecahan Masalah menguraikan analisis dari hasil
pengolahan data dan alternatif dari pemecahan masalah. Pada bab ini akan
dibandingkan ukuran kinerja perusahan menggunakan metode yang dipakai
perusahaan yaitu penjadwalan aktual dengan First Come First Serve (FCFS)
terhadap metode yang dipakai dalam pengolahan data yaitu penjadwalan produksi
dengan Simulated Annealing. menguraikan menjabarkan kesimpulan urutan job
yang dapat diusulkan yang diperoleh dari hasil pemecahan masalah, beserta