LAMPIRAN I. URUTAN TUGAS DAN TANGGUNG JAWAB
Uraian tugas dan tanggung jawab pada susunan organisasi perusahaan
adalah sebagai berikut:
1. Direktur Utama
Direktur utama memiliki tanggung jawab sebagai berikut:
a. Mengkordinir secara keseluruhan terhadap kondisi dan kegiatan di pabrik.
b. Membuat kebijaksanaan-kebijaksanaan dalam menentukan produk yang
akan diproduksi, dengan menentukan item-item yang akan diproduksi
yang disesuaikan dengan permintaan pelanggan atau pasar.
2. Manager Produksi
Bagian produksi memiliki tugas dan tanggung jawab sebagai berikut:
a. Mengawasi kegiatan produksi yang dilakukan oleh pabrik, mulai dari awal
sampai akhir kegiatan produksi
b. Melakukan pemeriksaan terhadap kesalahan-kesalahan yang terjadi dalam
kegiatan produksi.
3. Manager personalia
Bagian umum atau bagian personalia memiliki tugas dan tanggung jawab
sebagai berikut :
a. Bertugas dalam kegiatan personal dari para pegawai.
b. Mengurus secara langsung kegiatan eksternal perusahaan, misalnya:
c. Mengawasi secara langsung pengangkutan yang dimiliki oleh perusahaan,
baik mobil perusahaan maupun angkutan transportasi untuk mengangkut
bahan baku dan barang jadi yang akan dikirim.
4. Manager Administrasi dan Manager Keuangan
Bagian administrasi bertanggungjawab dalam hal mencatat semua kegiatan
pembukuan pada keuangan yang terjadi di perusahaan tersebut.
Bagian keuangan memiliki tugas dan tanggung jawab sebagai berikut :
a. Bertanggung jawab dalam hal pembukuan, pemasukan dan pengeluaran
yang dilakukan oleh perusahaan, khususnya dipabrik.
b. Memberikan honor atau gaji kepada pegawai perusahaan, termasuk
menangani kegiatan transaksi, ataupun simpan pinjam yang dilakukan oleh
karyawan dengan perusahaan.
5. Managar Pemasaran
Mempunyai tanggung jawab dalam :
a. Mengontrol pembelian barang.
b. Menerima laporan penjualan produk perusahaan.
c. Bertanggung jawab atas jumlah penjualan perusahaan setiap bulan.
6. Manager Maintenance
Manager Maintenance memiliki tanggung jawab sebagai berikut :
a. Bertanggung jawab untuk pemenuhan bagian pemeliharaan dan perbaikan.
b. Bertanggung jawab dalam kegiatan perbaikan dan pemeliharaan.
c. Bertanggung jawab utnuk memenuhi system menajement mutu dan
7. Manager Gudang
Tugas, wewenang dan tanggung jawab Manager gudang adalah sebagai
berikut :
a. Mengatur pengiriman barang
b. Menerima laporan stok dari staf gudang
c. Bertanggung jawab atas berjalannya seluruh kegiatan yang dilakukan di
gudang.
8. Pengawas atau supervisi
Pengawas atau supervisi bertugas dalam :
a. Mengawas derajat kualitas produk apakah sudah sesuai dengan yang
diharapkan.
b. Pengawasan terhadap pembelian dengan mempertimbangkan kualitas
bahan baku.
c. Pengawasan persediaan bahan baku dan barang jadi
d. Bertanggung jawab dalam mengatur penjadwalan.
9. Bagian Pengendalian Mutu
Bagian pengawasan komponen memiliki tugas dan tanggung jawab dalam hal
mengawasi dengan melakukan inspeksi terhadap komponen-komponen yang.
10. Teknisi
Bagian perbengkelan memiliki tugas dan tanggung jawab dalam mengawasi
kegiatan perbaikan terhadap mesin, mal, peralatan, dan termasuk di dalamnya
11. Bagian Safety dan Security
Bagian penyiapan peralatan-peralatan yang menjaga keselamatan para pekerja
pabrik dan memilih pekerja untuk menjaga keamanan pabrik.
12. Bagian Gudang
Bagian pergudangan memiliki tugas dan tanggung jawab mengawasi dan
mencatat jumlah bahan baku dan produk jadi yang masuk dan yang dikirim
atau dikeluarkan oleh perusahaan.
13. Bagian Administrasi dan keuangan
Bertanggungjawab dalam mengurus pembukuan di perusahaan dan
bertanggungjawab dalam mencatat pengeluaran dan pemasukan pada
perusahaan.
14. Administrasi produksi
Bertanggung jawab dalam :
a. Membuat surat jalan untuk penjualan barang kepada pelanggan
b. Mencatat piutang yang dilakukan pelanggan.
15. Operator Quality Control
Bertugas dalam pemeriksaan tiap item barang jadi untuk menjaga kualitas
LAMPIRAN-3. TABEL WESTINGHOUSE FACTOR
Faktor Kelas Lambang Penyesuaian
Keterampilan Superskill Excellent Good Average Fair Poor A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2 + 0,15 + 0,13 + 0,11 + 0,08 + 0,06 + 0,03 0,00 - 0,05 - 0,10 - 0,16 - 0,22 Usaha Excessive Excellent Good Average Fair Poor A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2 + 0,13 + 0,12 + 0,10 + 0,08 + 0,05 + 0,02 0,00 - 0,04 - 0,08 - 0,12 - 0,17 Kondisi Kerja Ideal Excellenty Good Average Fair Poor A B C D E F + 0,06 + 0,04 + 0,02 0,00 - 0,03 - 0,07 Konsistensi Perfect Excellent Good Average Fair Poor A B C D E F + 0,04 + 0,03 + 0,01 0,00 - 0,02 - 0,04 Sumber : Sutalaksana, Teknik Tata Cara Kerja
LAMPIRAN-4. TABEL ALLOWANCE
LAMPIRAN V. REKAPITULASI UJI KESERAGAMANDATA
Rekapitulasi Uji Keseragaman Data Tipe pada Job II
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
I
1 3,50
3,61 4,19 3,03
Seragam
2 3,83 Seragam
3 3,21 Seragam
4 3,38 Seragam
5 3,94 Seragam
6 3,76 Seragam
7 3,93 Seragam
8 3,21 Seragam
9 3,49 Seragam
10 3,88 Seragam
II
1 3,83
3,56 4,11 3,01
Seragam
2 3,49 Seragam
3 3,49 Seragam
4 3,73 Seragam
5 3,52 Seragam
6 3,65 Seragam
7 3,17 Seragam
8 3,79 Seragam
9 3,06 Seragam
10 3,88 Seragam
III
1 2,95
2,75 3,23 2,27
Seragam
2 2,69 Seragam
3 2,42 Seragam
4 2,31 Seragam
5 2,79 Seragam
6 2,93 Seragam
7 2,96 Seragam
8 3,00 Seragam
9 2,61 Seragam
10 2,85 Seragam
IV
1 3,72
3,54 4,02 3,06
Seragam
2 3,80 Seragam
3 3,25 Seragam
4 3,37 Seragam
5 3,20 Seragam
6 3,42 Seragam
7 3,86 Seragam
8 3,48 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job II ( Lanjutan)
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
10 3,81 Seragam
V
1 5,51
5,53 6,21 4,84
Seragam
2 5,09 Seragam
3 5,98 Seragam
4 5,83 Seragam
5 5,04 Seragam
6 5,74 Seragam
7 5,21 Seragam
8 5,46 Seragam
9 5,43 Seragam
10 5,78 Seragam
VI
1 3,35
3,55 4,07 3,02
Seragam
2 3,98 Seragam
3 3,19 Seragam
4 3,50 Seragam
5 3,71 Seragam
6 3,19 Seragam
7 3,75 Seragam
8 3,76 Seragam
9 3,42 Seragam
10 3,61 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job III
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
I
1 3,72
3,30 3,76 2,83
Seragam
2 3,01 Seragam
3 3,32 Seragam
4 3,21 Seragam
5 3,17 Seragam
6 3,50 Seragam
7 3,13 Seragam
8 3,55 Seragam
9 3,31 Seragam
10 3,03 Seragam
II
1 3,22
3,40 3,82 2,98
Seragam
2 3,28 Seragam
3 3,22 Seragam
4 3,19 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job III (Lanjutan)
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
6 3,53 Seragam
7 3,40 Seragam
8 3,59 Seragam
9 3,71 Seragam
10 3,18 Seragam
III
1 2,08
2,42 2,94 1,90
Seragam
2 2,39 Seragam
3 2,80 Seragam
4 2,21 Seragam
5 2,60 Seragam
6 2,05 Seragam
7 2,74 Seragam
8 2,31 Seragam
9 2,57 Seragam
10 2,42 Seragam
IV
1 3,80
3,58 4,10 3,07
Seragam
2 3,42 Seragam
3 3,27 Seragam
4 3,35 Seragam
5 3,37 Seragam
6 3,53 Seragam
7 3,43 Seragam
8 3,92 Seragam
9 3,98 Seragam
10 3,75 Seragam
V
1 5,27
5,53 6,09 4,98
Seragam
2 5,64 Seragam
3 5,18 Seragam
4 5,14 Seragam
5 5,84 Seragam
6 5,86 Seragam
7 5,35 Seragam
8 5,62 Seragam
9 5,81 Seragam
10 5,62 Seragam
VI
1 3,30
3,36 4,08 2,81
Seragam
2 3,04 Seragam
3 3,35 Seragam
4 3,25 Seragam
5 3,22 Seragam
6 3,75 Seragam
7 3,93 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job III (Lanjutan)
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
9 3,13 Seragam
10 3,23 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job IV
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
I
1 3,65
3,35 3,87 2,83
Seragam
2 3,50 Seragam
3 3,10 Seragam
4 3,85 Seragam
5 3,07 Seragam
6 3,32 Seragam
7 3,19 Seragam
8 3,25 Seragam
9 3,48 Seragam
10 3,09 Seragam
II
1 3,81
3,60 4,15 3,05
Seragam
2 3,43 Seragam
3 3,88 Seragam
4 3,20 Seragam
5 3,75 Seragam
6 3,12 Seragam
7 3,54 Seragam
8 3,76 Seragam
9 3,62 Seragam
10 3,89 Seragam
III
1 2,42
2,64 3,27 2,01
Seragam
2 2,98 Seragam
3 2,79 Seragam
4 2,13 Seragam
5 2,99 Seragam
6 2,30 Seragam
7 2,95 Seragam
8 2,87 Seragam
9 2,38 Seragam
10 2,57 Seragam
IV
1 3,12
3,55 4,20 2,90
Seragam
2 3,77 Seragam
3 3,27 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job IV ( Lanjutan)
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
5 3,50 Seragam
6 3,94 Seragam
7 3,64 Seragam
8 3,91 Seragam
9 3,91 Seragam
10 3,24 Seragam
V
1 5,10
5,57 6,10 5,03
Seragam
2 5,30 Seragam
3 5,50 Seragam
4 5,40 Seragam
5 5,54 Seragam
6 5,52 Seragam
7 5,73 Seragam
8 5,93 Seragam
9 5,72 Seragam
10 5,94 Seragam
VI
1 3,73
3,57 4,08 3,06
Seragam
2 3,33 Seragam
3 3,27 Seragam
4 3,70 Seragam
5 3,99 Seragam
6 3,52 Seragam
7 3,88 Seragam
8 3,22 Seragam
9 3,54 Seragam
10 3,53 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job V
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
I
1 3,26
3,47 3,84 3,11
Seragam
2 3,48 Seragam
3 3,52 Seragam
4 3,67 Seragam
5 3,60 Seragam
6 3,21 Seragam
7 3,61 Seragam
8 3,19 Seragam
9 3,51 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job V ( Lanjutan)
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
II
1 3,27
3,43 3,88 2,97
Seragam
2 3,31 Seragam
3 3,68 Seragam
4 3,43 Seragam
5 3,64 Seragam
6 3,02 Seragam
7 3,38 Seragam
8 3,69 Seragam
9 3,22 Seragam
10 3,61 Seragam
III
1 2,47
2,39 2,88 1,89
Seragam
2 2,78 Seragam
3 2,18 Seragam
4 2,42 Seragam
5 2,72 Seragam
6 2,22 Seragam
7 2,34 Seragam
8 2,04 Seragam
9 2,54 Seragam
10 2,15 Seragam
IV
1 3,91
3,50 4,04 2,95
Seragam
2 3,45 Seragam
3 3,84 Seragam
4 3,56 Seragam
5 3,14 Seragam
6 3,12 Seragam
7 3,28 Seragam
8 3,70 Seragam
9 3,58 Seragam
10 3,39 Seragam
V
1 5,51
5,51 6,15 4,86
Seragam
2 5,09 Seragam
3 5,98 Seragam
4 5,83 Seragam
5 5,04 Seragam
6 5,74 Seragam
7 5,21 Seragam
8 5,46 Seragam
9 5,43 Seragam
10 5,78 Seragam
VI
1 3,40
3,66 4,07 3,19
Seragam
2 3,56 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job V ( Lanjutan)
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
4 3,45 Seragam
5 3,77 Seragam
6 3,97 Seragam
7 3,89 Seragam
8 3,91 Seragam
9 3,70 Seragam
10 3,27 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job VI
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
I
1 3,41
3,41 4,04 2,77
Seragam
2 3,26 Seragam
3 3,18 Seragam
4 3,05 Seragam
5 3,54 Seragam
6 3,63 Seragam
7 3,21 Seragam
8 3,81 Seragam
9 3,94 Seragam
10 3,03 Seragam
II
1 3,53
3,51 3,90 3,13
Seragam
2 3,50 Seragam
3 3,50 Seragam
4 3,49 Seragam
5 3,76 Seragam
6 3,62 Seragam
7 3,52 Seragam
8 3,03 Seragam
9 3,55 Seragam
10 3,65 Seragam
III
1 2,76
2,58 3,11 2,05
Seragam
2 2,70 Seragam
3 2,40 Seragam
4 2,93 Seragam
5 2,04 Seragam
6 2,64 Seragam
7 2,65 Seragam
8 2,79 Seragam
Rekapitulasi Uji Keseragaman Tipe pada Job VI ( Lanjutan)
WC
Nomor Pengukuran
Waktu
Proses Rata-rata BKA BKB Keterangan
10 2,62 Seragam
IV
1 3,17
3,34 3,94 2,74
Seragam
2 3,96 Seragam
3 3,04 Seragam
4 3,06 Seragam
5 3,55 Seragam
6 3,45 Seragam
7 3,02 Seragam
8 3,29 Seragam
9 3,59 Seragam
10 3,25 Seragam
V
1 5,63
5,60 6,01 5,19
Seragam
2 5,47 Seragam
3 5,56 Seragam
4 5,67 Seragam
5 5,95 Seragam
6 5,53 Seragam
7 5,88 Seragam
8 5,29 Seragam
9 5,40 Seragam
10 5,61 Seragam
VI
1 3,57
3,52 4,07
Seragam
2 3,31 Seragam
3 3,43 Seragam
4 3,33 Seragam
5 3,76 Seragam
6 3,59 Seragam
7 3,05 Seragam
8 3,91 Seragam
9 3,36 Seragam
DAFTAR PUSTAKA
Baker, K.R. 1974. Introduction to Sequencing and Scheduling. America: Wiley and Son Inc.
Chibante, Rui. 2010.Simulated Annealing Theory With Applications. India: Penerbit Sciyo.
Ginting, Rosnani. 2009. Penjadwalan Mesin. Yogyakarta : Graha Ilmu.
Kusumadewi, Sri, Hari Purnomo. 2005. Penyelesaian Masalah Optimasi dengan
Teknik-teknik Heuristik. Yogyakarta : Graha Ilmu.
Michael C. Fu, dkk. 2000. Integrating Optimization and Simulation : Research and
Practice. Proceeding of the 2000 Winter Simulation Conference.
Michael C. Fu, dkk. 2002. Optimization for Simulation : Theory vs. Practice. INFORMS
Journal on Computing 2002 vol 14, No.3, Summer 2002 pp. 192-215.
Sritomo, Wignjosoebroto. 1998. Pengantar Teknik Industri. Surabaya: Guna Widya.
Sumarjono, Wendi. 2013. Penjadwalan Produksi Pada Unit Produksi Pt X Dengan
Menggunakan Algoritma Simulated Annealing Untuk Meminimasi Waktu
Makespan. e-Jurnal Teknik Industri FT USU Vol 1, No.3, April 2013 pp. 8-10.
Sutalaksana, Iftikar Z. 1979. Teknik Tata Cara Kerja. Bandung : Jurusan Teknik Institut
BAB III
TINJAUAN PUSTAKA
3.1. Defenisi Penjadwalan1
Penjadwalan didefinisikan sebagai rencana pengaturan kerja serta
pengalokasian sumber baik waktu maupun fasilitas untuk setiap operasi yang
harus diselesaikan (Vollman; 1988). Penjadwalan dapat diartikan sebagai proses
pengalokasian sumber-sumber untuk memilih tugas dalam jangka waktu tertentu
(Baker; 1974). Definisi lain mengatakan bahwa penjadwalan ialah proses
pengurutan pembuatan produk secara menyeluruh pada sejumlah mesin dalam
jangka waktu tertentu (Conway; 1967).
Dari sekian banyak definisi penjadwalan yang telah ada pada saat ini,
intinya adalah:
a. Penjadwalan berfungsi sebagai alat pengambilan keputusan.
b. Penjadwalan merupakan teori yang berisi prinsip-prinsip dasar, model, teknik,
dan kesimpulan logis dalam pengambilan keputusan.
Beberapa tujuan yang ingin dicapai dengan dilaksanakannya penjadwalan
produksi (Bedworth; 1987) adalah:
1. Meningkatkan utilitas sumber daya atau mengurangi waktu tunggunya,
sehingga total waktu proses dapat berkurang dan produktivitas dapat
meningkat.
1
2. Mengurangi makespan, yang juga berarti menurunkan flow time rata-rata dan work in process rata-rata.
3. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah
pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada masih
mengerjakan tugas yang lain. Teori Baker mengatakan, jika aliran kerja suatu
jadwal konstan, maka antrian yang mengurangi rata-rata waktu alir akan
mengurangi waktu persediaan.
4. Meminimasi biaya produksi.
5. Mengurangi persediaan barang setengah jadi dengan jalan mengurangi jumlah
rata-rata pekerjaan yang menungggu antrian suatu mesin yang dalam keadaan
sibuk. Hal ini bertujuan untuk menghindari biaya flow time, yaitu biaya penyimpanan produksi setengah jadi.
6. Memenuhi keinginan konsumen, baik itu dalam hal kualitas produk yang
dihasilkan maupun dalam ketepatan waktu.
7. Membantu dalam pengambilan keputusan mengenai perencanaan kapasitas
pabrik dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang
mahal dapat dihindarkan.
3.2. Terminologi Penjadwalan2
Pengertian beberapa terminologi yang digunakan dalam penjadwalan
mesin, yaitu :
2
1. Processing time (Ti) adalah waktu yang dibutuhkan untuk mengerjakan suatu pekerjaan. Dalam waktu proses ini sudah termasuk waktu yang dibutuhkan
untuk persiapan dan pengaturan (set-up) selama proses berlangsung.
2. Due-date (di) adalah batas waktu dimana operasi terakhir dari suatu pekerjaan harus selesai.
3. Slack time (SLi) adalah waktu tersisa yang muncul akibat dari waktu prosesnya lebih kecil dari due-date-nya.
4. Flow time (Fi) adalah waktu yang dibutuhkan oleh suatu pekerjaan dari saat pekerjaan tersebut dirilis sampai pekerjaan yang bersangkutan selesai
dikerjakan. Dengan kata lain, flow time adalah waktu proses ditambah dengan waktu menunggu sebelum diproses.
5. Completion time (Ci) adalah saat selesai pekerjaan.
6. Lateness (Li) adalah selisih antara completion time (Ci) dengan due-date-nya (di). Suatu pekerjaan memiliki nilai lateness yang positif jika pekerjaan itu diselesaikan melebihi due datenya, dan nilai lateness negative jika pekerjaan itu diselesaikan sebelum mencapai due datenya.
7. Tardiness (Ti) adalah keterlambatan (lateness positif). 8. Makespan (M) adalah flow time maksimum.
Ukuran performansi merupakan tujuan dari pembuat jadwal akan hasil
yang diinginkan. Kriteria ukuran performansi yang digunakan untuk mengevaluasi
penjadwalan mesin dapat diklasifikasikan sebagai berikut:
1. Kriteria berdasarkan atribut tugas
b. Minimisasi mean flow time, yaitu rata-rata waktu yang dihabiskan job i di lantai pabrik.
c. Minimisasi mean weight flow time, memiliki arti yang hampir sama dengan mean flow time, hanya saja mempertimbangkan prioritas pengerjaan setiap job dalam perhitungannya.
d. Minimisasi maksimum lateness, yaitu besarnya simpangan maksimum atau selisih waktu penyelesaian seluruh job yang dijadwalkan terhadap batas waktu penyelesaian job-job tersebut (due date).
e. Minimisasi mean tardiness, yaitu rata-rata keterlambatan seluruh job yang dijadwalkan.
f. Minimisasi mean weight tardiness, yaitu rata-rata keterlambatan seluruh job yang dijadwalkan dengan memasukkan faktor prioritas pengerjaan masing-masing job ke dalam perhitungan fungsi tujuannya.
2. Kriteria berdasarkan atribut shop/pabrik
a. Maksimisasi utilitas mesin (Un), yaitu rasio dari seluruh waktu proses yang dibebankan pada mesin dengan rentang waktu untuk menyelesaikan
seluruh tugas pada semua mesin.
b. Minimisasi makespan, yaitu jangka waktu penyelesaian seluruh job yang dijadwalkan merupakan jumlah dari seluruh waktu proses. Total waktu
yang dibutuhkan untuk menyelesaikan semua pekerjaan adalah
penjumlahan dari semua waktu proses pekerjaan.
nt i
s
t
M
Dimana:
s
M = makespan untuk n pekerjaan dan penjadwalan s
i
t = Waktu proses pekerjaan i
c. Pemenuhan due date, yaitu batas waktu penyerahan produk oleh produsen yang ditetapkan oleh konsumen.
3.3. Parameter Performansi Penjadwalan3
Parameter performansi digunakan untuk menentukan metode yang lebih
baik untuk diterapkan pada perusahaan. Parameter performansi yang dapat
digunakan antara lain:
1. Efficiency Index (EI), yaitu perbandingan antara metode usulan dengan metode yang digunakan perusahaan, dirumuskan sebagai berikut :
usulan perusahaan
Makespan Makespan
EI
Apabila EI = 1, maka kedua metode memiliki performance yang sama, bila EI < 1,
maka metode usulan yang diberikan memiliki performance yang kurang baik
dibanding dengan metode yang digunakan perusahaan, demikian juga sebaliknya.
1. Relative Error (RE) digunakan untuk mengetahui seberapa jauh perbedaan makespan yang dihasilkan oleh kedua metode, yang dapat dihitung sebagai
berikut : % 100 usulan perusahaan usulan Makespan Makespan Makespan RE 3
3.4. Priority Rules
Beberapa priority rules yang sering digunakan dalam pengurutan n pekerjaan adalah:
1. Aturan Waktu Proses Terpendek (Shortest Processing Time)
Pengurutan dilakukan dengan cara mendahulukan pekerjaan yang memiliki
waktu proses terpendek. Dengan kata lain pekerjaan pertama yang tiba di pusat
kerja diproses lebih dahulu.
2. Algoritma Hodson
Digunakan untuk meminimumkan rata-rata tardiness pekerjaan-pekerjaan yang
dikerjakan pada satu mesin.
3. Critical Ratio (CR)
Aturan ini adalah aturan prioritas pengurutan pekerjaan yang bersifat dinamik,
dimana prioritas utama pekerjaan utama pengerjaan tugas diberikan kepada
tugas-tugas yang dimiliki CR yang paling kecil.
4. Waktu Proses Terpanjang (Longest Processing Time) Pekerjaan yang lebih besar dan lebih penting diprioritaskan.
5. Least Slack Time
Aturan ini digunakan untuk mengurangi tardiness pada m mesin pararel 6. Earliest Due Date
7. First Come First Serve (FCFS)
Pilih pekerjaan yang lebih dahulu dikerjakan.
8. Most Working Remaining (MWKR)
Pilih operasi yang berhubungan dengan pekerjaan memiliki pekerjaan yang
paling tersisa untuk diproses.
9. First Off First On (FOFO)
Pilih yang akan selesai paling awal, Jika operasi ini belum dalam antrian,
mesin masih menganggur sampai operasi tiba.
3.5. Algoritma SimulatedAnnealing 4
SimulatedAnnealing adalah suatu varian dari teknik Heuristic Search Hill Climbing di mana variasi ini adalah kebalikan dari Stepest Hill Climbing. Pada variasi ini state yang dipilih untuk diobservasi adalah state terendah (terkecil nilai bobotnya) atau dapat disebut sebagai lembah terendah. Varian ini disebut sebagai
Simulated Annealing karena oleh penemunya, Kirk Patrick (1983), dimaksudkan untuk mensimulasikan proses Annealing, yaitu suatu proses fisika di mana suatu benda padat seperti logam akan meleleh dan kemudian secara bertahap akan
mendingin sampai menjadi benda padat kembali. Menurut Kirkpatrick ada empat
hal utama yang perlu diperhatikan dalam penggunaan SA untuk memodelkan
suatu permasalahan, yakni:
1. Representasi yang akurat dari konfigurasi dalam suatu permasalahan.
4
Ita Sulistyowati. Optimasi Alokasi Kanal Dinamis Menggunakan Simulated Annealing.
2. Proses modifikasi, langkah acak atau perubahan apa yang harus dilakukan
terhadap elemen-elemen konfigurasi untuk menghasilkan konfigurasi
berikutnya.
3. Fungsi evaluasi atau fungsi objektif yang dapat menyatakan baik buruknya
suatu solusi terhadap permasalahan.
4. Jadwal penurunan suhu dalam proses annealing dan berapa lama proses ini harus dilakukan.
Simulated Annealing (SA) merupakan salah satu metode pencarian acak yang sangat baik, mensimulasikan proses annealing yang diobservervasi secara alami untuk mendapatkan konfigurasi optimal. Algoritma Simulated Annealing berdasarkan pada algoritma metropolis yang digunakan untuk mendapatkan
konfigurasi equilibrium dari koleksi atom pada temperatur yang diberikan. Algoritmanya merupakan algoritma pencarian acak, tetapi tidak hanya menerima
nilai obyektif yang selalu turun, melainkan terkadang menerima nilai obyektif
yang naik juga. Namun solusi terbaik yang pernah dicapai selalu dicatat. Kondisi
terminasi pada algoritma SA dapat berupa dicapainya jumlah iterasi tertentu
dimana tidak ada state baru yang diterima atau temperatur mencapai nilai tertentu yang telah ditetapkan5.
6
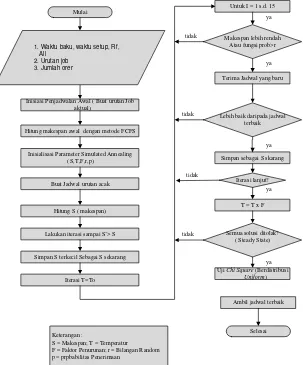
Flowchart algoritma simulated annealing dapat dilihat pada Gambar 3.4.
7
Fitur utama dari algoritma SA adalah kemampuan untuk menghindari
terjadinya minimum lokal secara terus-menerus. Hal ini dilakukan untuk
5
Heri Pantas. Adaptasi Simulated Annealing ke dalam Prosedur Shifting Bottleneck untuk
Masalah Job Shop. Bandung: Jurusan Ilmu Komputer, FMIPA Universitas Katolik Parahyangan. 2003.
6
menerima tidak hanya solusi yang lebih baik, tetapi juga solusi yang lebih buruk
dengan probabilitas tertentu. Kerugian utama adalah pencarian lokal algoritma
SA, yang merupakan definisi dari beberapa kontrol parameter (suhu awal, tingkat
pendinginan, dan lain-lain). Ini berarti bahwa algoritma harus diaktifkan untuk
memaksimalkan kinerja.
Mulai
Hitung makespan awal dengan metode FCFS
Inisialisasi Parameter Simulated Annealing ( S,T,F,r,p)
1. Waktu baku, waktu setup, Rf, All
2. Urutan job 3. Jumlah orer
Inisiasi Penjadwalan Awal ( Buat urutan Job aktual)
Buat Jadwal urutan acak
Hitung S ( makespan)
Lakukan iterasi sampai S‟> S
Simpan S terkecil Sebagai S sekarang
Iterasi T=To
Untuk I = 1 s.d. 15
Makespan lebih rendah Atau fungsi prob>r
Terima Jadwal yang baru
Simpan sebagai S skarang Lebih baik daripada jadwal
terbaik
Iterasi lanjut?
Semua solusi ditolak? ( Steady State)
T = T x F
Ambil jadwal terbaik
Selesai tidak tidak tidak tidak ya ya ya ya ya Keterangan :
S = Makespan; T = Temperatur
F = Faktor Penurunan; r = Bilangan Random p = prpbabilitas Penerimaan
Uji Chi Square (Berdistribusi Uniform)
Gambar 3.2. Flowchart Algoritma Simulated Annealing
7
[image:39.595.144.482.253.656.2]8
Algoritma Simulated Annealing memiliki langkah-langkah sebagai berikut:
1. Solusi awal didapatkan dari penjadwalan dengan metode yang telah ditentukan,
dihitung nilai objektifnya yaitu fold.
2. Menentukan parameter-parameter awal yang dibutuhkan.
3. Menentukan urutan job secara random.
4. Menghitung nilai objektif untuk jadwal baru (fnew).
5. Menghitung ∆E dengan rumusan sebagai berikut:
∆E = e2 – e1
Keterangan:
∆E = Selisih keunggulan jadwal baru terhadap nilai minimum yang
dihasilkan dengan jadwal lama.
e1 = Nilai makespan jadwal lama.
e2 = Nilai makespan jadwal baru.
6. Jika solusi saat ini (fnew) memiliki nilai fungsi objektif yang lebih kecil
daripada solusi yang lama (fold), maka solusi saat ini diterima. Jika tidak, solusi
saat ini dapat juga diterima jika nilai yang diberikan pada distribusi boltzmann
lebih besar daripada bilangan random dengan rentang [0,1]. Rumus dari distribusi Boltzmann adalah sebagai berikut9:
T f fnew old
e
8
http://digilib.petra.ac.id. Diakses pada tanggal 17 Juli 2013, pukul 18:20WIB.
9
di mana T merupakan parameter suhu kontrol. Apabila ∆E < 0, maka jadwal
baru langsung diterima.
7. Apabila kondisi replikasi lokal telah dipenuhi, maka lakukan reduksi terhadap
suhu. Penurunan suhu yang paling umum digunakan adalah aturan geometrik
dengan faktor reduksi suhu (s) dapat dilihat pada rumus sebagai berikut10:
Ti+1 = sTi
Dimana s berada dalam rentang [0,8, 0,99] dan hasil yang lebih baik akan
diperoleh pada nilai di ujung range. Konsekuensinya, penurunan suhu akan membutuhkan waktu yang lebih lama untuk sampai pada kriteria
pemberhentian. Parameter lainnya adalah jumlah iterasi pada setiap suhu, yang
seringterkaitdenganukuranruang pencarianatau denganukuranlingkungan.
8. Kembali ke langkah tiga sampai kriteria penghentian iterasi terpenuhi.
3.5.1. Penentuan Perhentian Iterasi
Perhentian pada iterasi (steady state) atau dengan kata lain didapat solusi yang optimum didapat dengan beberapa ciri. Adapun ciri-ciri tersebut adalah
sebagai berikut:
1. Menemukan sebuah solusi yang cukup dekat, memberikan nilai indeks
terkecil dari nilai fungsi tujuan.
2. Menunjukan maksimal penurunan temperatur tanpa memberikan perbaikan
dari solusi awalnya.
3. Sudah berada pada batas akhir pengerjaan.
10
4. Berdistribusi Uniform dengan menggunakan uji distribusi statistik.
3.6. Pengukuran Waktu (Time Study)11
Pengukuran kerja yang dimaksud di sini adalah pengukuran waktu kerja
(time study), adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki skill rata-rata dan terlatih baik) dalam melaksanakan sebuah kegiatan kerja dalam kondisi dan tempo kerja yang normal.
Tujuan pokok dari aktivitas ini dengan sendirinya akan berkaitan erat dengan
usaha menetapkan waktu baku (standard time). Secara historis dijumpai dua macam pendekatan di dalam menentukan waktu baku ini, yaitu pendekatan dari
bawah ke atas (bottom-up) dan pendekatan dari atas ke bawah (top-down).
Pendekatan dari bawah ke atas (bottom-up) dimulai dengan mengukur waktu dasar (basic time) dari suatu elemen kerja, kemudian menyesuaikannya dengan tempo kerja (rating performance) dan menambahkannya dengan kelonggaran-kelonggaran waktu (allowances time) seperti halnya dengan kelonggaran waktu untuk melepaskan lelah, kebutuhan personal, dan antisipasi
terhadap delays. Pendekatan dengan model dari atas ke bawah (top-down) banyak digunakan dalam labor-contracts. Sedangkan, pendekatan bottom-up akan lebih sering digunakan untuk menghitung atau menetapkan waktu baku. Untuk
menjelaskan prosedur penentuan waktu baku dengan pendekatan bottom-up, maka terlebih dahulu perlu dipahami beberapa definisi seperti berikut:
11
Sritomo Wignjosoebroto. Pengantar Teknik Industri.Surabaya: Guna Widya. 1989. h.
1. Waktu normal (normal time) ialah waktu yang diperlukan untuk seorang operator yang terlatih dan memiliki keterampilan rata-rata untuk melaksanakan
suatu aktivitas dibawah kondisi dan tempo kerja normal. Waktu normal di sini
tidak termasuk waktu longgar yang diperlukan untuk fatigue, personal needs ataupun delay yang diperlukan bilamana kegiatan kerja tersebut harus dilaksanakan dalam waktu sehari penuh (8 jam/hari).
2. Tempo kerja normal (normal pace) merupakan tempo kerja atau performans kerja yang ditunjukkan oleh seorang operator yang memiliki keterampilan
rata-rata, terlatih baik dan dengan kesadaran tinggi bekerja secara normal (tidak
terlalu cepat tetapi juga tidak terlalu lambat) selama 8 jam/hari (1 shift kerja). 3. Waktu pengamatan (actual time) adalah waktu pengamatan yang diperoleh dari
hasil pengamatan dan pengukuran waktu yang diperlukan seorang operator
untuk menyelesaikan sebuah aktivitas atau elemen kerja.
4. Kelonggaran waktu (allowances time) merupakan sejumlah waktu yang harus ditambahkan dalam waktu normal (normal time) untuk mengantisipasi terhadap kebutuhan-kebutuhan waktu guna melepaskan lelah (fatigue), kebutuhan-kebutuhan yang bersifat pribadi (personal needs) dan kondisi-kondisi menunggu/menganggur baik yang bisa dihindarkan ataupun tidak bisa
dihindarkan (avoidable or anavoidable delays).
5. Waktu standar adalah waktu yang dibutuhkan oleh seorang pekerja yang
memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan.
diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus
diselesaikan.
Pada garis besarnya teknik-teknik pengukuran waktu dibagi ke dalam dua
bagian yaitu:
1. Pengukuran waktu secara langsung (direct time study)
Pengukuran ini dilaksanakan secara langsung yaitu kegiatan
pangamatan/pengukuran untuk memperoleh data pengamatan harus
dilaksanakan secara langsung pada tempat kegiatan yang ingin diukur.
Misalnya pengukuran kerja dengan jam henti (stopwatch time study) dan sampling kerja (worksampling).
2. Pengukuran secara tidak langsung (indirect time study)
Pada pengukuran ini tidak perlu dilakukan time study secara mendetail untuk setiap aktivitas yang harus dilaksanakan, melainkan cukup dilakukan time study secara detail sekali dan kemudian data mengenai elemen-elemen aktivitas tersebut dicatat, dihitung, dan disimpan dalam sebuah standard data file. Kemudian dilain kesempatan bilamana dijumpai suatu kegiatan lain tetapi
memiliki unsur-unsur elemen aktivitas yang sama dengan yang distandardkan
tersebut, maka peneliti tinggal mengambil dan mengaplikasikannya langsung
3.7. Pengukuran Waktu dengan StopwatchTime Study (Jam Henti)12
Pengukuran waktu Jam Henti menggunakan jam henti (stopwatch) sebagai alat utamanya. Cara ini banyak dipakai karena kesederhanaan aturan-aturan yang
dipakai dalam pelaksanaannya. Ada beberapa aturan pengukuran yang perlu
dijalankan untuk mendapatkan hasil yang baik.
Selain itu terdapat tahapan yang dilakukan sebelum melakukan pengukuran yang
perlu diikuti antara lain:
1. Penetapan tujuan pengukuran
Hal-hal yang penting yang harus diketahui dan ditetapkan adalah untuk apa
hasil pengukuran digunakan dan berapa tingkat ketelitian dan keyakinan.
Tingkat ketelitian (degree of accuracy) menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Tingkat
keyakinan (level of confidence) menunjukkan seberapa besar keyakinan si pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi. Jadi
tingkat ketelitian 5% dan tingkat keyakinan 95% berarti bahwa penyimpangan
hasil pengukuran dari hasil sebenamya maksimum 5% dan kemungkinan
berhasil mendapatkan hasil yang demikian adalah 95%. Dengan kata lain, jika
pengukur sampai memperoleh hasil yang demikian diizinkan paling banyak 5%
dari jumlah keseluruhan hasil pengukuran.
2. Pelaksanaan penelitian pendahuluan
Pada langkah ini yang dilakukan adalah untuk mengetahui kondisi pekerjaan
dan metode kerja yang digunakan.
12
Iftikar Z Sutalaksana. Teknik Tata Cara Kerja. Bandung: Jurusan Teknik Industri
3. Pemilihan operator
Pemilihan operator tidak bisa dilakukan dengan hanya langsung mengambil
operator yang ada, tetapi haruslah operator yang berkemampuan normal dan
dapat diajak bekerja sama.
4. Melatih operator
Melatih operator dibutuhkan, bilamana dalam pengukuran digunakan metode
kerja yang baru.
5. Menguraikan pekerjaan atas elemen pekerjaan
Pada langkah ini, pekerjaan dipecah menjadi elemen-elemen pekerjaan.
6. Menyiapkan alat-alat pengukuran
Alat-alat yang perlu disiapkan antara lain, stopwatch, lembar pengamatan, alat tulis dan papan tulis.
Langkah berikut dilakukan setelah melakukan pengukuran, yaitu:
1. Uji keseragaman data
Uji ini dilakukan dengan cara statistik, dimana ditentukan batas kontrol atas
dan batas kontrol bawah dari data dengan menggunakan rumus:
k x
BKA
k x
BKB
Dimana, k = Angka deviasi standard untuk x yang besarnya tergantung pada
tingkat keyakinan (confidence level) yang diambil, dimana k diperoleh dari nilai z pada tabel distribusi normal, misalnya
apabila tingkat keyakinan 95% (0,95), maka nilai z yang
dihasilkan adalah 1,96 ≈ 2.
N x x
i dan1 ) ( 2
N x xi Dimana, x = Harga rata-rata
N = Jumlah pengamatan yang dilakukan.
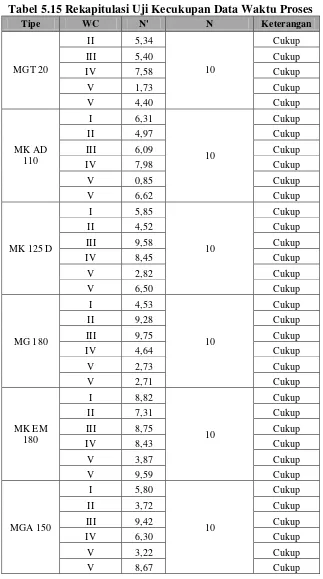
2. Uji kecukupan data
Uji ini dilakukan dengan cara statistik, dimana dapat diketahui apakah data
yang diukur sudah cukup atau tidak dengan menggunakan rumus:
2 2 2 / '
i i i x x x N s k NDimana, k adalah besarnya nilai z pada tabel normal berdasarkan tingkat
kepercayaan penelitian, sedangkan s adalah tingkat ketelitian.
3. Hitung waktu normal
Perhitungan waktu normal, menggunakan persamaan berikut:
Wn = Wt x Rf Dimana : Wn = Waktu normal
Wt = Waktu terpilih
Rf = Ratingfactor
Waktu normal diperoleh dengan mempertimbangkan rating factor operator, yaitu tingkat perbandingan performansi/kinerja seorang operator dengan
konsep operator normal.
4. Hitung waktu standar
Standard Time = normal time x
(%) 100
100
allowance
Sedangkan, waktu standar diperoleh dengan mempertimbangkan allowance operator, yaitu kelonggaran yang dapat diberikan kepada operator.
3.8.Penilaian Performance Kerja
Rating factor adalah faktor yang diperoleh dengan membandingkan kecepatan bekerja dari seorang operator dengan kecepatan kerja normal menurut
ukuran peneliti/pengamat. Dari faktor ini dapat dilihat bahwa:
1. Apabila operator dinyatakan terampil, maka rating factor akan lebih besar dari pada 1 (Rf > l).
2. Apabila operator bekerja lamban, maka rating factor akan lebih kecil dari 1 (Rf < l).
3. Apabila operator bekerja secara normal, maka rating factornya sama dengan 1 (Rf = 1). Untuk kondisi kerja dimana operasi secara penuh dilaksanakan oleh mesin (operating atau machine time) maka waktu yang diukur dianggap waktu yang normal.
Ada 7 sistem penyesuaian yang sering dipergunakan, yaitu13:
1. Skill dan Effort.
Kecakapan dan usaha-usaha yang ditunjukkan oleh operator pada saat bekerja
perlu diperhatikan, juga mempertimbangkan kelonggaran (allowance) waktu lainnya.
13
Ralph.M Bames. Motion and Time Study Design and Measurement og Work. 1980. h.
2. WestinghouseSystemofRating.
Ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam
bekerja yakni:
a. Skill (keterampilan). Keterampilan adalah kemampuan untuk mengikuti cara kerja yang ditetapkan secara psikologis.
b. Effort (usaha). Usaha adalah kesungguhan yang ditunjukkan oleh pekerja atau operator ketika melakukan pekerjaannya.
c. Condition (kondisi kerja). Kondisi kerja adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur dan kebisingan
ruangan.
d. Consistency (konsistensi). Faktor ini perlu diperhatikan karena angka-angka yang dicatat pada setiap pengukuran waktu tidak pernah semuanya
sama.
Tabel besar nilai westinghouse factor dapat dilihat pada Lampiran. 3. ShumardRating.14
Cara ini memberikan penilaian melalui kelas-kelas performansi kerja dimana
setiap kelas memiliki nilai tersendiri. Faktor ini diperoleh dengan
membandingkan nilai performansi kerja dari kelas yang bersangkutan dengan
nilai performansi normal. Dalam hal ini pengukur diberi patokan untuk
menilai performansi kerja dari operator menurut kelas-kelas tertentu.
Kelas-kelas tersebut beserta dengan nilai-nilainya tercantum pada Tabel 3.1.
14
Tabel 3.1. Rating Performance Menurut Cara Schumard
Kelas Rating Performance
Super fast Fast + Fast Fast – Excellent Good + Good Good – Normal Fair + Fair Fair- Poor 100 95 90 85 80 75 70 65 60 55 50 45 40
Sumber : Sutalaksana, Teknik Tata Cara Kerja
4. ObjectiveRating.
Cara objektif adalah cara menentukan rating performance yang memperhatikan dua faktor, yaitu faktor kecepatan dan faktor tingkat kesulitan pekerjaan.
Kedua faktor inilah yang dipandang secara bersama-sama menentukan berapa
besarnya Rf untuk mendapatkan waktu normal. Kecepatan kerja adalah kecepatan dalam melakukan pekerjaan dalam pengertian biasa.
5. SyntheticRating.
Metode ini mengevaluasi kecepatan operator berdasarkan data waktu gerakan
yang telah ditentukan terlebih dahulu. Prosedurnya adalah dengan mengukur
waktu penyelesaian dari setiap elemen gerakan kemudian dibandingkan dengan
waktu aktual dari data tabel waktu gerakan untuk kemudian dihitung harga
rata-ratanya. Harga rata-rata inilah yang digunakan sebagai faktor penyesuaian.
6. Evaluasi Fisiologis pada Tingkat Kinerja.
digunakan untuk mengukur pekerjaan fisik. Selain itu, peralatan elektronik
yang tersedia untuk memantau dan merekam informasi tersebut dengan
minimum gangguan pada aktivitas orang tersebut.
7. Penilaian Kinerja (Performance Rating).
Sejauh ini nilai rating factor yang paling banyak digunakan pada negara ini dipengaruhi oleh kecepatan operator, gerakan, atau tempo. Rating factor dapat dinyatakan dalam sistem persentase, dalam poin per jam, atau pada unit lain.
3.9. Penetapan Kelonggaran (Allowance)15
Waktu normal untuk suatu elemen kerja adalah semata-mata menunjukkan
bahwa seorang operator yang memenuhi kualifikasi pekerjaan pada kecepatan
normal. Walaupun demikian pada prakteknya operator tidak mampu bekerja
secara terus-menerus sepanjang hari tanpa ada interupsi sama sekali. Karena itu
dibutuhkan kelonggaran dalam menyelesaikan pekerjaan yang sering disebut
dengan allowance. Kelonggaran terdiri dari tiga bagian, yaitu: 1. Fatique allowance (Menghilangkan kelelahan).
Kelelahan tercermin dari menurunnya hasil produksi baik pada jumlah maupun
kualitas dari produk. Jika rasa fatique telah datang dan pekerja harus bekerja dengan performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar daripada normal, dan hal ini dapat menambah rasa fatique pada pekerja. Apabila hal ini berlangsung secara terus-menerus, maka pekerja akan
mengalami kelelahan total dan anggota badan tidak dapat melakukan gerakan
15
kerja sama sekali. Hal ini jarang terjadi, karena berdasarkan pengalaman,
pekerja dapat mengatur kecepatan kerjanya, sehingga gerakan-gerakan kerja
yang lambat ditujukan untuk menghilangkan rasa fatique pada pekerja. Besarnya kelonggaran pada fatique allowance terdiri dari beberapa faktor yang berpengaruh, yakni: tenaga yang dikeluarkan, sikap kerja, gerakan kerja,
kelelahan mata, keadaan temperatur tempat kerja, keadaan atmosfer, dan
keadaan lingkungan yang baik.
2. Personalallowance (Untuk kebutuhan pribadi).
Personal allowance adalah jumlah waktu yang diijinkan untuk memenuhi kebutuhan pribadi. Yang termasuk kebutuhan pribadi di sini adalah minum
untuk menghilangkan rasa haus, ke kamar kecil, berbicara dengan rekan kerja
untuk menghilangkan kejenuhan ataupun ketegangan dalam bekerja. Untuk
pekerjaan di mana operator bekerja selama 8 jam perhari besamya allowance berkisar 2 - 2,5% di negara maju sedangkan di negara berkembang diberikan
5 - 15%.
3. Delay allowance (Hambatan-hambatan yang tidak dapat dihilangkan).
Dalam melaksanakan pekerjaanya, pekerja tidak akan lepas dari berbagai
hambatan. Ada hambatan yang dapat dihindarkan seperti mengobrol dengan
sengaja. Ada pula hambatan yang tidak dapat dihindarkan karena berada di luar
kekuasaan pekerja untuk mengendalikannya misalnya pemadaman aliran listrik
oleh PLN. Bagi hambatan pertama jelas tidak ada pilihan selain
menghilangkannya, sedangkan yang kedua harus diusahakan serendah
dalam melakukan perhitungan waktu standar.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Guna Kemas Indah Jl. Industri No:11, Tanjung
Morawa, Sumatera Utara. Penelitian ini dilakukan selama bulan Agustus 2013.
4.2. Rancangan Penelitian
Jenis penelitian ini adalah penelitian deskriptif yaitu suatu jenis penelitian
yang bertujuan untuk mendeskripsikan secara sistematik, faktual dan akurat
tentang fakta-fakta dan sifat-sifat suatu objek atau populasi tertentu.
4.3. Objek Penelitian
Objek penelitian ini adalah proses pembuatan Cangkir Plastik Bening.
Alasan pemilihan produki jenis ini adalah karena Cangkir Plastik Bening
merupakan produk yang paling banyak dipesan oleh pelanggan. Proses produksi
Cangkir Plastik Bening terdiri dari 6 stasiun kerja yang dimulai dari proses mixing material, pamanasan material bagian I, penyaringan material, pemanasan material
bagian II, pencetakan gulungan material, pencetakan Cangkir Plastik Bening.
dengan kriteria penjadwalan yang digunakan hanya berupa pengurutan job (job sequence) dengan dasar penilaian fungsi makespan.
4.4. Kerangka Konseptual Penelitian
Kerangka konseptual pada permasalahan penjadwalan produksi dapat
dilihat pada Gambar 4.1.
Penjadwalan Optimal
(Y)
Urutan Job
(X3) Jumlah Order
(X2) Waktu Proses
(X1)
Makespan
Gambar 4.1. Kerangka Konseptual Penelitian
4.4.1. Variabel Penelitian
Variabel penelitian yang digunakan dalam penelitian ini, yaitu:
1. Variabel Dependen
Variabel dependen adalah variabel penelitian yang nilainya ditentukan oleh
variabel lain (bebas). Variabel yang termasuk dalam kategori ini, yaitu:
Variabel ini menunjukkan urutan penjadwalan yang paling optimum
dengan kriteria makespan terkecil.
2. Variabel Independen
Variabel independen adalah variabel penelitian yang nilainya tidak dipengaruhi
oleh variabel lain. Variabel yang termasuk dalam kategori ini, yaitu:
a. Waktu Proses
Varibel ini menunjukkan waktu proses tiap work center. b. Jumlah Order
Variabel ini menunjukkan banyaknya unit produk yang diminta oleh
konsumen per periode dimana ukurannya dilihat dalam satuan unit.
c. Urutan Job
Variabel ini menunjukkan job mana yang lebih diprioritaskan untuk diproduksi terlebih dahulu dimana ukurannya dilihat dalam kode.
4.5. Prosedur Penelitian
Rumusan Masalah
Perumusan Permasalahan dan Penetapan Tujuan Penelitian
Studi Pendahuluan
- Kondisi perusahaan - Proses produksi - Informasi pendukung
Studi Kepustakaan
- Teori tentang penjadwalan produksi, pengukuran waktu, penilaian performance pekerja, penetapan allowance, Algoritma Simulated Annealing
Pengolahan Data 1. Uji keseragaman dan kecukupan data. 2. Perhitungan waktu normal dan waktu standar. 3.Perhitungan waktu total penyelesaian. 4. Solusi awal dengan metode FCFS. 5. Penjadwalan produksi dengan Algoritma Simulated Annealing
Data Sekunder:
1. Tipe dan spesifikasi produk. 2. Jumlah permintaan.
3. Gambaran umum perusahaan. Data Primer :
1. Waktu proses dan waktu set-up. 2. Rating factor.
3. Allowance. 4. Kapasitas mesin 5. Data stasiun kerja
Analisis Pemecahan Masalah
Perbandingan antara Algoritma Simulated Annealing dengan metode FCFS (First Come First Served)
Kesimpulan dan Saran Pengumpulan Data
4.6. Studi Pustaka
Studi pustaka sangat berguna dalam penelitian sebab dapat dimanfaatkan
sebagai landasan logika berpikir dalam penyelesaian masalah secara ilmiah. Pada
dasarnya bobot atau nilai suatu penelitian ditentukan oleh seberapa cermat
landasan teori yang dipakai oleh peneliti.
Pada tahap ini, teori-teori serta konsep-konsep penelitian yang telah
dikembangkan sebelumnya dan ada hubungannya dengan masalah yang dihadapi
dikemukakan sebagai dasar menuju tahapan selanjutnya. Studi pustaka dilakukan
dengan mempelajari teori-teori yang akan digunakan untuk mencapai tujuan
penelitian yang hendak dicapai. Studi pustaka dilakukan terhadap literatur yang
mempunyai hubungan dengan teori yang digunakan dalam penjadwalan. Di
antaranya adalah buku „Penyelesaian Masalah Optimisasi dengan Teknik-teknik
Heuristik‟, yang membahas tentang teori dan penjelasan Simulated Annealing.
Selain itu, juga dilakukan studi terhadap teori-teori yang diperoleh dari penelitian
sejenis yang berupa jurnal internet.
4.7. Pengumpulan Data
Data yang digunakan dalam pemecahan masalah penjadwalan, adalah:
1. Data Primer. Data primer adalah data yang diperoleh langsung dari
pengamatan di lapangan dengan menggunakan tool untuk mengukur data-data secara langsung. Instrumen yang digunakan adalah stopwatch dengan merk ROX-SW8-2008 untuk mengukur waktu proses. Data primer pada penelitian
a. Waktu siklus dan waktu set up pada tiap work center, diperoleh melalui pengukuran waktu, dimana instrumen yang digunakan adalah stopwatch.
b. Rating factor diperoleh melalui pengukuran yang diamati pada saat operator sedang bekerja pada setiap stasiun kerja.
c. Faktor kelonggaran (allowance), diperoleh melalui pengamatan secara langsung pada saat operator sedang bekerja.
e. Data jumlah stasiun kerja, diperoleh melalui wawancara di PT. Guna
Kemas Indah.
d. Data jumlah mesin di setiap stasiun kerja, diperoleh melalui wawancara di
PT. Guna Kemas Indah.
2. Data Sekunder. Data sekunder adalah data yang diperoleh dari perusahaan
tanpa melakukan pengukuran atau pengamatan secara langsung yang
diperoleh dari arsip-arsip perusahaan. Data sekunder pada penelitian ini,
yaitu:
a. Tipe dan spesifikasi produk.
b. Data jumlah permintaan (order).
c. Gambaran umum perusahaan.
4.8. Pengolahan Data
Langkah-langkah pengolahan data adalah sebagai berikut:
1. Melakukan uji keseragaman dan kecukupan data.
2. Menghitung waktu normal dan waktu standar.
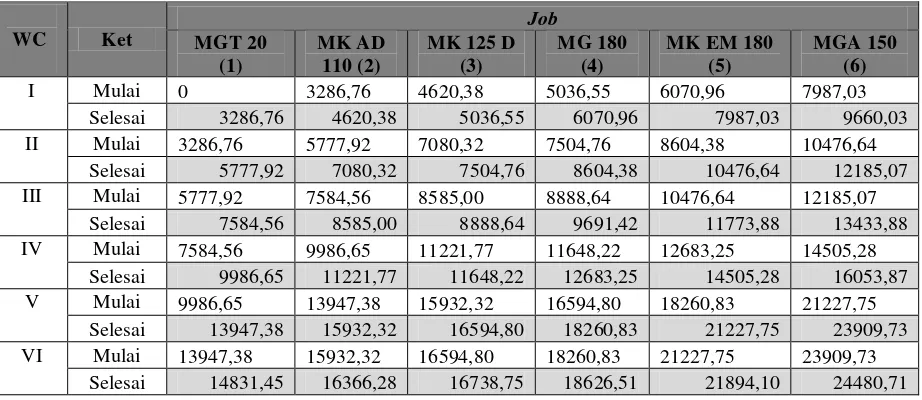
4. Menghitung makespan awal dengan Metode FCFS (First Come First Served). 5. Menentukan penjadwalan produksi dengan menggunakan Algoritma
Simulated Annealing.
Blok diagram pengolahan data dapat dilihat pada Gambar 4.3.
Uji Keseragaman dan Kecukupan Data
Perhitungan Waktu Normal dan Waktu Standar
Perhitungan Waktu Total Penyelesaian
Solusi Awal dengan Metode First Come First Served (FCFS)
Penjadwalan Produksi dengan Algoritma Simulated Annealing
Gambar 4.3. Blok Diagram Pengolahan Data
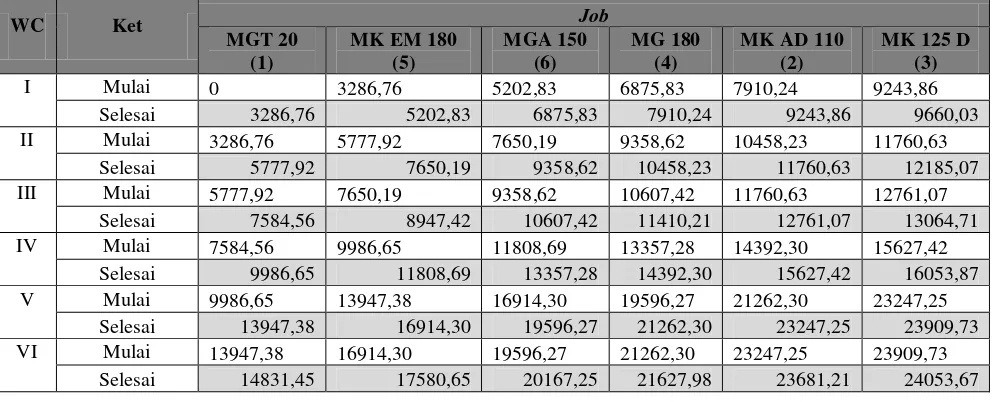
Langkah selanjutnya adalah penerapan Algoritma Simulated Annealing (SA) untuk mendapatkan urutan job yang optimal. Langkah-langkah penjadwalan produksi dengan Algoritma Simulated Annealing (SA) adalah:
1. Penentuan solusi awal (inisialisasi) dan menghitung makespan-nya (S). Solusi awal pada Algoritma Simulated Annealing menggunakan metode First Come First Served (FCFS) atau First In First Out (FIFO)16 .
2. Menentukan parameter-parameter awal yang dibutuhkan, yakni:
a. Temperatur awal (Ti) yang digunakan pada penelitian ini yaitu sebesar 100C.
16
b. Temperatur akhir (Ti+1) merupakan batas akhir penanda iterasi sudah dapat dihentikan. Penurunan temperatur ini terus dilakukan hingga
mencapai 0,01C.17
c. Faktor reduksi suhu (s) merupakan angka yang digunakan untuk
menurunkan suhu secara bertahap dan terkendali, di mana nilai s yang
digunakan adalah 0,95.
d. Angka replikasi merupakan angka yang menunjukkan berapa kali loop
harus dilakukan sebelum menurunkan suhu. Dalam penelitian ini, angka
replikasi yang digunakan adalah 15kali.
3. Menentukan urutan job secara random.
4. Menghitung nilai makespan untuk jadwal baru (S‟).
5. Menghitung ∆S dengan rumusan sebagai berikut:
∆S = S‟ – S
Keterangan:
∆S = Selisih keunggulan jadwal baru terhadap nilai minimum yang
dihasilkan dengan jadwal lama.
S = Nilai makespan jadwal lama.
S‟ = Nilai makespan jadwal baru.
6. Jika solusi saat ini (S‟) memiliki nilai fungsi objektif yang lebih kecil
daripada solusi yang lama (S), maka solusi saat ini diterima. Jika tidak, solusi
saat ini dapat juga diterima jika nilai yang diberikan pada Distribusi
17
Edi Wirdianto, dkk, Penerapan Algoritma Simulated Annealing pada Penjadwalan Distribusi
Boltzmann lebih besar daripada bilangan random dengan rentang [0,1]. Rumus dari Distribusi Boltzmann adalah sebagai berikut:
ST
e p'
di mana T merupakan parameter suhu kontrol.
Apabila ∆S < 0, maka jadwal baru langsung diterima.
7. Jika makespan yang baru merupakan solusi yang lebih baik dari solusi
sebelumnya (belum mencapai kondisi steady state) dengan suhu tertentu, maka pencarian solusi masih terus dilanjutkan dengan cara menurunkan suhu
hingga tidak ada lagi solusi baru yang diterima atau temperatur mencapai
nilai tertentu yang telah ditetapkan. Penurunan suhu dapat dilihat pada rumus
sebagai berikut:
Ti+1 = sTi
8. Kembali ke langkah tiga sampai kriteria penghentian iterasi terpenuhi.
Kondisi terminasi terpenuhi apabila tidak ada state baru yang diterima, atau
temperatur mencapai nilai tertentu yang telah ditetapkan.
Mulai
Hitung makespan awal dengan metode FCFS
Inisialisasi Parameter Simulated Annealing ( S,T,F,r,p)
1. Waktu baku, waktu setup, Rf, All
2. Urutan job 3. Jumlah orer
Inisiasi Penjadwalan Awal ( Buat urutan Job aktual)
Buat Jadwal urutan acak
Hitung S ( makespan)
Lakukan iterasi sampai S‟> S
Simpan S terkecil Sebagai S sekarang
Iterasi T=To
Untuk I = 1 s.d. 15
Makespan lebih rendah Atau fungsi prob>r
Terima Jadwal yang baru
Simpan sebagai S skarang Lebih baik daripada jadwal
terbaik
Iterasi lanjut?
Semua solusi ditolak? ( Steady State)
T = T x F
Ambil jadwal terbaik
Selesai tidak tidak tidak tidak ya ya ya ya ya Keterangan :
S = Makespan; T = Temperatur F = Faktor Penurunan; r = Bilangan Random p = prpbabilitas Penerimaan
Uji Chi Square (Berdistribusi Uniform)
Gambar 4.4. Flow Chart Simulated Annealing dalam Pengurutan Job
4.9. Metode Analisis Pemecahan Masalah
Dalam penelitian ini ada beberapa performance parameter yang digunakan untuk menganalisis model penjadwalan yang digunakan, yaitu:
2. Efficiency Index (EI), yaitu perbandingan antara metode usulan dengan metode yang digunakan perusahaan, dirumuskan sebagai berikut :
usulan perusahaan
Makespan Makespan
[image:64.595.163.466.114.479.2]Apabila EI = 1, maka kedua metode memiliki performance yang sama, bila EI < 1,
maka metode usulan yang diberikan memiliki performance yang kurang baik
dibanding dengan metode yang digunakan perusahaan, demikian juga sebaliknya.
3. Relative Error (RE) digunakan untuk mengetahui seberapa jauh perbedaan makespan yang dihasilkan oleh kedua metode, yang dapat dihitung sebagai
berikut :
% 100
usulan
perusahaan usulan
Makespan Makespan Makespan
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Data Permintaan Produk
Data permintaan yang dikumpulkan dalam penelitian ini diambil dari
permintaan cangkir plastik bening pada bulan Juli 2013. Data permintaan produk
dapat dilihat pada Tabel 5.1.
Tabel 5.1 Data Permintaan Cangkir Plastik Bening
No Kode Tipe Produk Jumlah
(Pcs)
1 Job 1 MGT 20 1.800.000
2 Job 2 MK AD 110 900.000
3 Job 3 MK 125 D 300.000
4 Job 4 MG 180 750.000
5 Job 5 MK EM 180 1.350.000
6 Job 6 MGA 150 1.200.000
Sumber: PT. Guna Kemas Indah
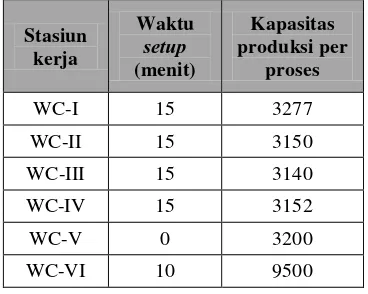
5.1.2. Data Kapasitas Work center
Data yang diambil merupakan data jumlah mesin yang terdapat pada
Tabel 5.2 Data Kapasitas Work center Stasiun Kerja Nama Mesin Jumlah Mesin (unit) Waktu Setup (menit) Jumlah Operator/Mesin (orang) Jam Kerja/Hari (jam) Jumlah Shift /Hari
Proses mixing
material
Mesin
Mixer 1 15 2 8 3
Pemanasan material bagian I Mesin Barel Heater
1 15 1 8 3
Penyaringan material
Mesin Screen Heater
1 15 1 8 3
Pemanasan material bagian I
Mesin Die
Heater 1 15 1 8 3
Pencetakan gulungan
material
Mesin Roll
Jumbo 1 - 2 8 3
Pencetakan Cangkir
Plastik Bening
Mesin
Dong Long 3 10 3 8 3
Sumber: PT. Guna Kemas Indah
5.1.3. Proses Produksi Pembuatan Cangkir Plastik Bening
Proses pembuatan cangkir plastik bening dapat dilihat pada Tabel 5.3.
Tabel 5.3 Proses Produksi Pembuatan Cangkir Plastik Bening No Proses Pembuatan Cangkir Plastik Bening
1
Biji Plastik (Polyprophylene) yang ditumpuk di dalam gudang bahan baku dibawa ke lantai produksi dengan forklift.
2 Bahan baku ditimbang kemudian dibawa ke mesin mixer dengan cara manual
3
Bahan baku aval yang berasal dari material reject hasil cetakan gulungan plastik dan hasil sortir cangkir plastik dibawa ke lantai produksi, begitu juga dengan bahan tambahan chesa nukleant dan REMF 56. Semua bahan baku dicampur di dalam mesin mixer.
dan disalurkan ke dalam screen heater dengan vaccum tube.
Tabel 5.3 Proses Produksi Pembuatan Cangkir Plastik Bening (Lanjutan) No Proses Pembuatan Cangkir Plastik Bening
6 Material disaring dalam screen heater dengan suhu 220oC kemudian di salurkan ke dalam gear pump
7 Material dipanaskan ke dalam die heater dengan suhu 224oC lalu dibawa ke roll jumbo dengan vaccum tube. 8 Material dicetak berbentuk lembaran dan dibawa ke
penggulung lembaran plastik dengan conveyer
9 Lembaran sheet digulung dengan mesin penggulung lalu dibawa ke timbangan dengan alat pengangkat gulungan
10
Lembaran plastik ditimbang dan dibawa ke mesin Thermoforming dengan manual sementara material reject dibawa ke mesin clusher dengan handclift untuk dihancurkan menjadi aval. Kemudian dibawa ke ruang penumpukan aval dengan handclift dan ditumpuk dalam penumpukan aval
11 Lembaran plastik dicetak menjadi cup minuman dan dibawa ke tempat sortir dengan menggunakan konveyer
12
Cup minuman disortir, yang bagus dibungkus dan dibawa ke bagian pengepakan dengan manual sementara material reject dibawa ke mesin clusher dengan handclift dan dihancurkan menjadi aval dengan mesin clusher kemudian di bawa ke ruang penumpukan aval dengan handclift untuk disimpan.
13
Produk dibawa ke bagian pengepakan dengan cara manual kemudian dibungkus di dalam kardus untuk dibawa ke gudang produk dengan menggunakan forklift, sementara untuk produk yang akan diprinting harus dibawa ke ruang printing untuk diproses, setelah itu dibawa ke gudang produk dengan menggunakan forklift dan ditumpuk di dalam gudang produk.
Proses produksi lebih rinci dapat dilihat pada peta aliran proses ( FPC)
pada lampiran.
Proses produksi dibagi ke dalam enam stasiun kerja (WC). Uraian
pekerjaan pada setiap stasiun kerja dapat dilihat sebagai berikut:
2. WC II : Proses pemanasan material bagian I (Nomor proses T-3, O-2)
3. WC III : Proses Penyaringan material (Nomor proses O-3)
4. WC IV : Proses pemanasan material bagian II (Nomor proses T-5, O-4)
5. WC V : Proses pencetakan gulungan material (Nomor proses T-6, O-5, T-
7, O-6, T-8, I-2, T-11)
6. WC VI : Proses pencetakan Cangkir plastik bening (O-8, T-12, I-3, T-13,
O-10)
5.1.4. Waktu Siklus Setiap Stasiun Kerja Selama Pengamatan Untuk Seluruh Tipe Cangkir Plastik Bening
Catatan waktu siklus selama pengamatan untuk seluruh tipe cangkir
plastik bening yang yang ditunjukkan pada tabel 5.4. sampai tabel 5.9. Data waktu
untuk WC I sampai WC VI dalam satuan menit. Data ini merupakan data primer
yang diperoleh melaui pengukuran langsung terhadap waktu proses dengan
metode jam henti menggunakan stopwatch digital di lantai pabrik tanggal 20 Agustus 2013 sampai dengan 20 September 2013. Tabel di bawah ini adalah data
waktu siklus semua tipe cangkir plastik bening pada setiap stasiun kerja.
Tabel 5.4 Waktu Siklus untuk Tipe MGT 20 Work
Center
Waktu Proses (Menit)
1 2 3 4 5 6 7 8 9 10
I 3,58 3,54 3,12 3,10 3,88 3,27 3,38 3,39 3,13 3,48
II 3,05 3,47 3,52 3,94 3,40 3,12 3,29 3,31 3,62 3,54
III 2,21 2,98 2,63 2,98 2,53 2,26 2,42 2,70 2,25 2,05
IV 3,09 3,56 3,19 3,84 3,03 3,71 3,35 3,52 3,44 3,91
V 5,85 5,32 5,09 5,39 5,74 5,61 5,43 5,96 5,12 5,63
VI 3,56 3,40 3,38 3,71 3,84 3,69 3,89 3,42 3,95 3,72