BAB III
PERHITUNGAN DAN PEMILIHAN BAHAN BAKU
Perhitungan dan pemilihan bahan baku rancangan press tool sendok cocor bebek dari bahan stainless steel tebal 0,5 milimeter dengan sistem progresif akan diuraikan dibawah ini:
3.1. Bentangan Bahan Baku
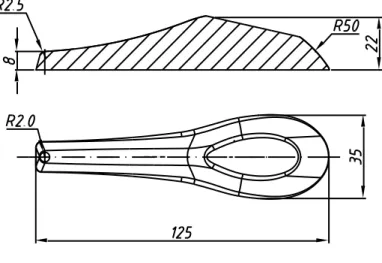
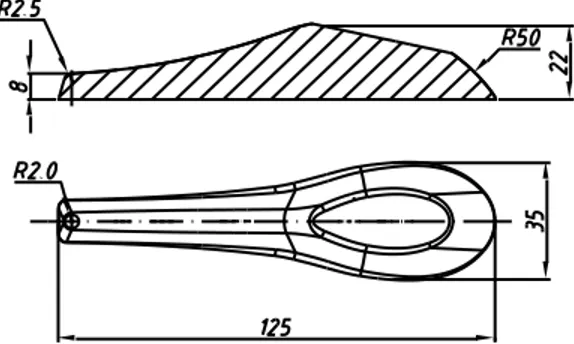
Dalam proses pembuatan produk mengalami proses drawing sehingga perlu dihitung ukuran bentangan, dalam hal ini adalah luasnya karena drawing merupakan salah satu forming proses yang hanya mengalami deformasi terkait dengan sifat stainless steel yang mempunyai tegangan mulur yang cukup besar pada bagian dalam sedangkan pada bagian luar sangat kecil sehingga dianggap nol
Gambar 3.1 Ukuran Bentangan
Berdasarkan perhitungan dengan menggunakan program AutoCad maka dapat diketahui besarnya luas dan keliling dari gambar sendok cocor bebek di atas.
Luas =3673,5746 [mm2] Keliling =302,685 [mm2]
3.2. Clearance
3.2.1. Perhitungan Clearance untuk Gaya Pemotongan
Clearance adalah kelonggaran antara punch dan die yang diijinkan, besarnya diukur pada satu sisi. Besarnya clearance tergantung pada jenis material yang akan digunakan sebagai produk dan juga tebalnya. Besar kecilnya Clearance dapat berpengaruh pada :
Umur pakai punch dan die.
Besarnya gaya pemotongan dan kualitas pemotongan.
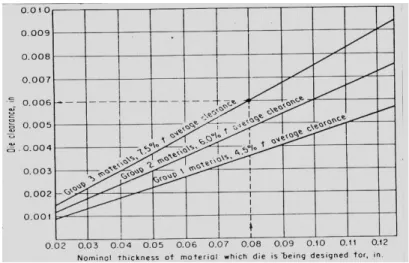
Clearance yang digunakan untuk proses pemotongan adalah sebagai berikut :
Gambar 3.2 Grafik clearance
( Frank . W .Wilson, 175 – 176 ) Group I : Rata-rata clearance 4,5 % dari ketebalan material, disarankan untuk piercing dan
blanking. Jenis bahan campuran alumunium.
Group II : Rata-rata clearance 6 % dari ketebalan material, disarankan untuk piercing dan blanking. Jenis bahan campuran alumunium, kuningan, baja rol dingin dan stainless steel lunak.
Group III : Rata-rata clearance 7,5 % dari ketebalan material, disarankan untuk piercing dan blanking. Baja rol dingin, stainless steel lunak dan stainless steel menengah.
Bahan yang digunakan untuk membuat sendok cocor bebek ini digolongkan dalam Group II, sehingga besarnya clearance dapat dihitung dengan rumus :
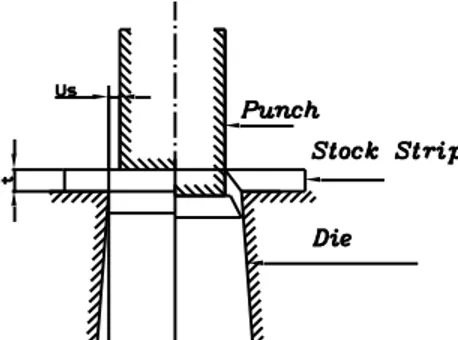
Gambar 3.3 Clearance untuk proses pemotongan Us = 6 % x t
(Donaldson Lecain G, 1984 : 772) Keterangan :
Us = Clearance die terhadap punch [mm]
t = Tebal pelat [mm]
dari rumus diatas diperoleh clearance sebesar Us = 6 % x 0,5 [mm]
= 0,03 [mm]
3.2.2. Clearance Untuk Gaya Pembentukan ( Drawing )
Clearance untuk drawing diambil menurut persamaan sebagai berikut : Us = 1,1 x ½ . t
Keterangan :
Us = Clearance die terhadap punch [mm] t = Tebal material [mm]
Besarnya clearance die terhadap punch pada proses drawing adalah : Us = 1,1 x 0,5 (0,5)
= 0,275 [mm] 3.3. Gaya Potong
Gaya potong yang terjadi pada pembuatan sendok cocor bebek ini adalah piercing, dan trimming,
Adapun dasar perhitungan gaya potong adalah :
Fs = 0,8. U. t. t (Luchsinger H.R, 1984: 93-112)
Dimana :
F = Gaya potong [N]
U = Keliling potong [mm]
t = Tebal material [mm]
t = Tegangan tarik maksimum = 700 [ N/mm2] 3.3.1. Perhitungan Gaya Piercing
3.3.1.1 Piercing lubang Sendok
Fp = 0,8 . t . U . t Dimana :
Fs = Gaya piercing [N]
U = Keliling potong [mm]
t = Tebal material [mm]
t = Tegangan tarik maksimum = 700 [ N/mm2] U = 2. π. r = 2. 3,14. 2 [mm] = 12,56 [mm] Fp = 0,8 . t . U . t = 0,8 . 700 [N/mm2] x 12,56 [mm] x 0,5 [mm] = 3516,8 [N]
Karena jumlah proses piercing ada 2 pemotongan maka : Fs = 7.033,6 [N]
3.3.1.2 Piercing lubang Ejector
Gb. 3.5 Proses Piercing U = 2. π. r
= 2. 3,14. 3 [mm] = 18,84 [mm]
Fs = 0,8 . t . U . t
= 0,8 . 700 [N/mm2] x 18,84 [mm] x 0,5 [mm] = 5.275,2 [N]
3.3.2. Perhitungan Gaya Trimming
Gambar 3.6 Proses Trimming
Gaya Trimming diasumsikan seperti gaya Blanking (Fine Blanking) Ft = 0,8 . t . U . t
Dimana :
Ft = Gaya trimming [N]
U = Keliling potong [mm]
t = Tebal material [mm]
t = Tegangan tarik maksimum = 700 [ N/mm2]
U = 302,685 [mm] (Diketahui dari perhitungan keliling blank)
Fs = 0,8 . t . U . t
= 0,8 . 700 [N/mm2] x 302,685 [mm] x 0,5 [mm] = 84751,8 [N]
3.4. Gaya Pembentukan
Pada perancangan ini hanya terjadi satu jenis Gaya pembentukan yaitu gaya Drawing. 3.4.1. Perhitungan Gaya Drawing
Gambar 3.7 Proses Drawing Rumus yang digunakan :
Fp = π. dk. t. σt. Kf ( Hideo Takei, 1982 :67)
Keterangan :
Fp = Gaya Pembentukan [N]
dk = Diameter Penampang Drawing [mm]
t = Tebal plat [mm]
σt = Tegangan Tarik Minimum = 500 [N/mm2 ] Kf = Koefisien = 1
π. dk = Keliling potong [mm]
Fp = π. dk. t. σt. Kf
= 302,685 [mm] x 0,5 [mm] x 700 [N/mm2] x 1 = 205939,4 [N]
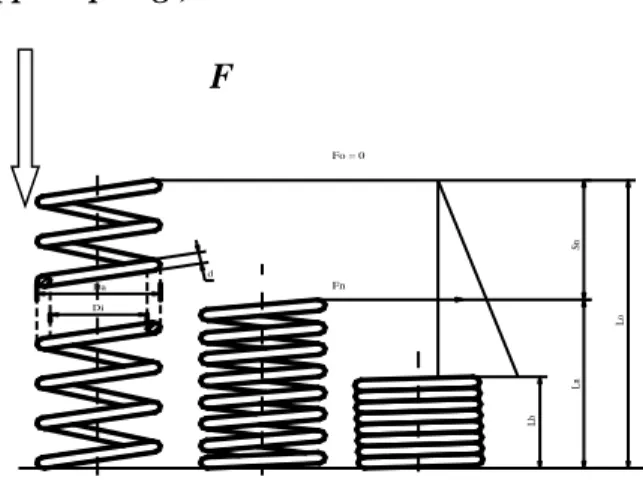
3.5 Pegas Stripper ( Stripper Spring ) F
Gambar 3.8 Pegas Stripper
Pegas Stripper berfungsi untuk menimbulkan gaya tekan balik pada waktu punch melakukan proses pemotongan dan pembentukan. Untuk menghitung besarnya gaya pegas stripper digunakan rumus sebagai berikut :
Fps = 5% - 20% x Ftot
Ftot = Fpiercing + Ftrimming + Fdrawing Dimana :
Fps = Gaya Pegas Stripper [N]
Ftot = Gaya total [N]
Fpiercing = Gaya piercing [N] Ftrimming = Gaya trimming [N] Fdrawing = Gaya trimming [N] Ftot = 5275,2[N] + 84751,8[N]+ 105939,4[N] = 195966,4 [N] d Da Di Lb Fn Fo = 0 Ln Lo Sn
Untuk perhitungan tingkat keamanan diambil 20% maka : Fps = 20% x Ftot
= 20% x 195966,4 [N] = 39193,28 [N]
Untuk menghitung besarya gaya tiap pegas yang digunakan :
n Fs
Fpg (Donalson, Lecain Gold, 1984 : 656)
Keterangan :
Fpg = Gaya tiap pegas [N] Fs = Gaya pegas stripper [N] n = Jumlah pegas yang digunakan Maka : Fpg = n Fs = 4 28 , 39193 = 9798,32 [N] 3.7. Punch
Dalam mencari panjang punch maksimum, dipakai punch yang memiliki diameter terkecil yang paling kritis :
Lmaks = Fb I E. .2 (Luchsinger H.R, 1984 :93-128) I =
Keterangan :
Lmaks = Panjang Punch maksimum [mm]
Fb = Gaya maksimum [N]
E = Modulus Elastisitas
= 2,1 .105 [N/mm2]
I = Momen Inersia [mm4] d = diameter terkecil puch [mm]
Dalam perancangan ini gaya yang diterima pada proses piercing adalah 5275,2 [N] (diketahui dari perhitungan sebelumnya) maka :
I = = = 12,56 [mm4] Lmaks = 2 , 5275 14 , 3 56 , 12 10 . 1 , 2 5x x 2 = 70,2 [mm] 3.8. Die
Dimensi dari die dapat dihitung dengan persamaan-persamaan sebagai berikut : 3.8.1 Tebal Die
Die adalah sebuah komponen dari sebuah press tool yang digunakan untuk memotong material. Dimensi die dalam perancangan ini hanya pada proses piercing saja. Untuk proses drawing dan trimming sudah ada komponen press tool lain yaitu Insert Die.
Rumus empiris mencari tebal pelat untuk mencari tebal die berdasarkan gaya total yang dibutuhkan ntuk perencanaan press tool adalah :
H = √
Dimana :
H = Tebal Die [mm]
g = Gravitasi bumi [9,81 m/det2] Ftot = Gaya total [N]
Ftot diketahui dari perhitungan sebelumnya yaitu Fpiercing + Ftrimming + Fdrawing = 195966,5 [N]
H = √ = √ = 4,5 [mm]
3.8.2 Perhitungan Insert Die
Insert Die adalah sebuah komponen dari sebuah press tool yang digunakan untuk memotong dan membentuk material.bentuk insert die menyesuaikan dengan bentuk sendok
Jadi, dimensi insert die yang direncanakan : Panjang =125 [mm] Lebar = 35 [mm] Tebal = 30 [mm] 3.9. Shank 3.9.1. Posisi Shank
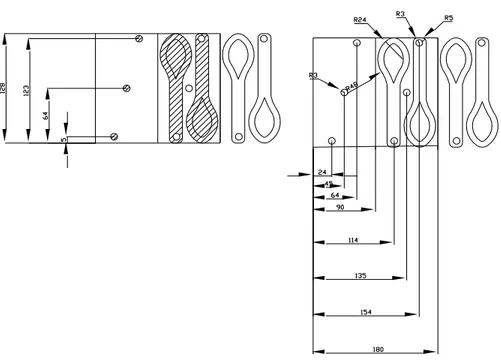
Gambar 3.10 Letak Shank
Posisi shank dapat ditentukan dengan mengasumsikan gaya yang bekerja secara serentak pada press tool, sehingga letak shank dapat dihitung dengan rumus sebagai berikut :
X= F X F . Y= F Y F .
Keterangan :
X = letak shank ditinjau dari sumbu X (mm) Y = letak shank ditinjau dari sumbu Y (mm) F = gaya dari masing-masing Punch (N)
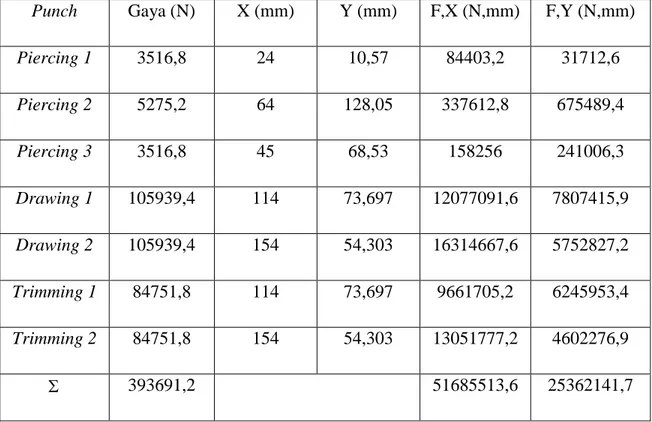
Tabel 3.11 Titik Berat Proses Terhadap Sumbu X dan Sumbu Y
Punch Gaya (N) X (mm) Y (mm) F,X (N,mm) F,Y (N,mm)
Piercing 1 3516,8 24 10,57 84403,2 31712,6 Piercing 2 5275,2 64 128,05 337612,8 675489,4 Piercing 3 3516,8 45 68,53 158256 241006,3 Drawing 1 105939,4 114 73,697 12077091,6 7807415,9 Drawing 2 105939,4 154 54,303 16314667,6 5752827,2 Trimming 1 84751,8 114 73,697 9661705,2 6245953,4 Trimming 2 84751,8 154 54,303 13051777,2 4602276,9 393691,2 51685513,6 25362141,7 Maka : X= F X F . X= 393691,2 6 , 51685512 = 131,3 [mm]
Y= F Y F . Y= 2 , 393691 7 , 25362141 = 64,4 [mm]
Jadi posisi shank berada pada koordinat X,Y (131,3/64,4) 3.10. Pelat bawah
Pada pelat atas akan terjadi tegangan bengkok yang diakibatkan gaya-gaya aksi dari Punch. Besarnya tegangan yang terjadi adalah:
h = √ Dimana:
h = Tebal pelat [mm]
Mbmaks = Momen bengkok maksimum [Nmm]
b = Panjang pelat atas yang direncanakan [mm] = Tegangan tarik izin [N/ mm2] v = Faktor keamanan (8 : untuk beban dinamis)
Bahan pelat penahan dipilih dari ST37 yang mempunyai tegangan tarik sampai 370 [N/ mm2] Momen bengkok maksimum diketahui dari perhitungan momen sebelumnya yaitu 16314667,6 [Nmm], sedangkan panjang pelat yang direncanakan adalah 550 [mm]
h = √
= √ = 62,03 [mm]
3.11. Pelat atas ( Top Plate )
Tebal plat atas = 0,8 x tebal plat bawah
(Donaldson Lecain G, 1983 : 663-664) Dari perhitungan diatas maka tebal plat atas :
Tebal plat atas = 0,8 62,03
= 50 [mm]
Tebal plat atas dalam rancangan ini diambil 50 [mm] 3.12. Kedalaman Sisi Potong
Untuk menghitung kedalaman sisi potong digunakan rumus : H = 3 x s (bila s < 2 mm)
Dimana:
H= Kedalaman kelonggaran [mm] S = Tebal pelat [mm]
Tebal pelat yang digunakan pada perancangan iini adalah 0,5 [mm] H = 3 x s
= 3 x 0,5 [mm] = 1,5 [mm]
3.13. Pillar
Gambar 3.12 Pillar
Fungsi dari pillar adalah sebagai pengarah plat atas agar dapat bergerak naik turun lurus bebas. Pillar terpasang permanen atau semi permanen pada plat bawah dan sliding pada plat atas.
Pada saat plat atas bergerak naik turun, maka pillar cenderung mengalami pembengkokan, dalam hal ini pillar cenderung menerima beban horizontal, untuk diameter pillar dapat dihitung sebagai berikut :
D = √ ...(Khurmi, R.S. 1982, hal 337)
Dimana : :
Fgp=Ft/n
Ft = Gaya total [N] n = Jumlah pillar
Gaya total diketahui dari perhitungan sebelumnya yaitu Fpiercing + Ftrimming +Fdrawing = 195966,4 [N], sedangkan jumlah pillar yang direncanakan adalah 4 pillar.
Bahan pillar yang direncanakan adalah ST37 Fgp = 195966,4/4
= 48991,6 [N]
Fh W
D = √
= 13 [mm] 3.14. Baut Pengikat Die
Untuk menentukan besarnya baut digunakan tabel <Tetsu Otha; 1982 : 59> Tabel 3.13 Perhitungan Baut dan Pengikat Die
Tebal Die [mm] ~ 13 13 ~ 19 19 ~ 25 25 ~ 32 32 ~ Baut Pengikat M4, M5 M5, M6 M6, M8 M8, M10 M10, M12
Berdasarkan tabel di atas maka dapat diambil baut M4 karena pada perancangan press tool ini tebal die adalah 4,5 [mm].
3.15 Pelat Pengarah
Pelat pengarah berfungsi untuk mengarahkan stock strip agar tidak bergeser. Bahan pelat pengarah tidak memerlukan gaya yang besar sehingga dipilih bahan St 37.
3.16 Pin
Fungsi pin dalam perancangan ini adalah sebagai penepat atau pengarah pada waktu perakitan sekaligus sebagai pengikat. Diameter pin direncanakan 8 mm dipilih pin standar JIS dengan kode no DPND – 8 – 40
3.17 Bushing
Bushing berfungsi sebagai pengarah pillar. Bushing ini selalu mengalami gaya gesek guna melindungi pillar dari keausan. Bahan bushing dipilih dari kuningan karena mampu menahan gaya gesek dengan ukuran menyesuaikan pillar. Bushing akan mengalami kerusakan terlebih dahulu guna melindungi pillar.