1. Jelaskan prinsip kerja las resistansi listrik. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung
Prinsip kerja dari las resistansi listrik adalah menyambung (joining) permukaan logam dalam bentuk lembaran (sheet), dalam bentuk sambungan tumpang (lap joint) dan sambungan tumpul (butt joint), ditekan satu sama lain dengan menggunakan elektroda dan pada saat yang sama arus listrik dialirkan sehingga permukaan tersebut menjadi panas dan mencair karena adanya resistansi listrik. Panas diproduksi dari ketahanan material yang timbul dan dibutuhkan untuk membawa kuat arus dalam ampere yang tinggi. Makin besar ketahanan yang dimiliki logam makin tinggi pula intensitas panas yang dihasilkan. Tekanan diaplikasikan untuk mengkonsolidasikan nugget agar mendapatkan kekuatan las yang diinginkan.
Pelelehan terjadi di tengah kedua pelat yang disambung karena adanya arus listrikyang mengalir dari permukaan sampai ke bagian tengah kedua pelat, sehingga pelat melelehsaat pengelasan
2. Jelaskan pengaruh arus, waktu dan tekanan terhadap hasil las resistansi listrik
a. Arus
Arus sangat berpengaruh terhadap besarnya resistensi yang terjadi pada sambungan antara 2 plat yang ada, bila densitas arus meningkat
maka ukuran nugget akan semakin melebar yang akan menghasilkan properties kekuatan geser
b. Waktu
Waktu yang digunakan akan mempengaruhi besarnya resistansi listrik yang akan dihasilkan oleh proses. Adapun pembagian waktu tersebut adalah:
- Tahapan waktu pada las resitansi listrik
- Waktu tekan: periode antara saat penekanan dimulai sampai arus mulai mengalir
- Waktu las: interval waktu selama arus mengalir melalui benda kerja
- Waktu tahan: periode saat arus tidak mengalir namun elektroda masih menekan benda kerja sampai terbentuk deposit las yang membeku
- Waktu berhenti: periode saat akhir dari waktu tahan sampai waktu tekan berikutnya.yang dapat meingkat dengan cepat. c. Tekanan
Tekanan yang terlalu besar bisa menghasilkan hasil lasan yang tidak baik dan luber sedangkan untuk tekanan yang kecil tidak akan
menghasilkan sambungan yang baik karena penetrasi lelahan antara satu plat dengan plat lain tidak terjadi dengan baik.
3. Jelaskan Prinsip Kerja Spot Welding berikut skematis gambar serta berikan penjelasan Masukan Panas (heat input) yang dibutuhkan untuk
menyambung material dengan spot welding.
Prinsip kerja dari spot welding bisa dlihat dari gambar diatas, pengelasan ini dilakukan dengan memanfaatkan resistansi yang terjadi antara 2 plat yang hendak disambungkan. Biasanya material yang sering menggunakan type welding ini adaalah baja lembaran. Plat yang akan disambungan tersebut diletakkan diantara 2 buah elektroda yang nantinya diberikan tekanan juga. Muatan listrik akan mengalir dari 1 elektroda ke elektroda lain sehingga akan menimbulkan resistansi
diantara 2 plat yang ada sehingga akan menghasilkan panas yang dapat melelehkan plat yang ada dan terjadi proses penyambungan. Waktu yang digunakan untuk mencapai tahap ini disebut sebagai waktu las. Setelah itu arus akan dihentikan namun material diberikan tekanan selama waktu tenggang, setelah itu logam atau sambungan akan dibiarkan melalui proses solidifikasi dan menghasilkan properties material yang keras dan hasil lasan yang baik.
Masukan panas (Q) yang dibutuhkan untuk menyambung material dengan spot welding adalah:
Q=I
2RT
; denganQ : heat input
I : arus yang digunakan (current) R : tahanan (resistance)
T : waktu (time)
total panas berbanding lurus dengan kuadrat dari arus total panas berbanding lurus dengan tahanan
total panas berbanding lurus dengan waktu
4. Jelaskan perbedaan antara Flash welding dan Upset Welding melalui gambar skematisnya.
Jawab:
Perbedaan Flash welding dan upset welding:
pemanasan benda kerja dan
penekanan/penempelan benda kerja dilakukan secara terpisah.
permukaan benda kerja yang akan dilas, ditekan secara bersamaan dengan proses pemanasan untuk menyambung komponen dengan
cross section yang sama dari ujung ke ujung
untuk menyambung kawat atau batang dengan luas penampang yang kecil, untuk menyambung pipa
Kapasitas mesin lebih besar Kapasitas mesin lebih kecil
5. Jelaskan dengan gambar skematis siklus kerja dari Seam Welding.
Seam welding merupakan proses pengelasan yang kontinu pada 2 plat logam yang ditumpuk, sambungan terjadi karena adanya panas yang dihasilkan karena adanya resistansi diantara kedua material. Metode ini merupakan sebuah pengelasan yang terjadi secara kontinu yang biasanya menggunakan elektroda dengan bentuk lingkaran.
6. Jelaskan keuntungan dan keterbatasan dari proses pengelasan resistansi welding.
Jawab:
Keuntungan :
- Proses pengelasan dapat dilakukan dalam waktu yang cepat. - Proses penyambungannya cepat untuk logam yang ringan
- Hasilnya lebih rapi karena hanya menggunakan resistansi panas yang tingi untuk melelehkan logamnya.
- Proses penyambungannya cepat untuk material yang berukuran besar - Lebih efisien karena banyak dilakukan dengan robot.
Keterbatasan :
- Menghasilkan kekuatan yang berpusat pada 1 daerah lasan sehingga berpotensi terjadi kegagalan.
- Peralatan terlalu mahal.
- High short duration current load
7. Jelaskan apa yang dimaksud dengan Percussion Welding dan gambarkan skematisnya dan beri contoh aplikasinya!
Percussion welding (PEW) hampir serupa dengan flash welding. Perbedaannya terletak pada durasi proses PEW yang sangat cepat. Proses PEW paling tidak membutuhkan waktu sekitar 1 sampai 10 ms. Pemanasan yang cepat disebabkan oleh pelepasan energi listrik yang cepat antara dua permukaan benda kerja. Pemanasan yang bersifat lokal membuat proses PEW diterapkan pada bidang elektronik di mana dimensinya sangat kecil dan sensitif terhadap panas.
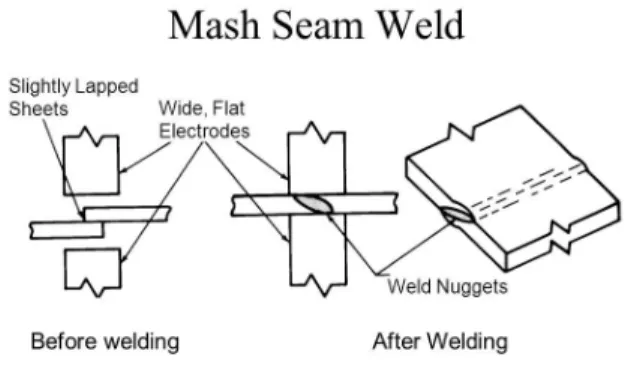
8. Jelaskan apa yang dimaksud dengan Mash Seam Welding dan gambarkan skematisnya serta beri contoh aplikasinya.
Mash seam welding adalah gabungan dari proses welding konvensional resistance seam welding dan projection welding. Alat yang dipakai pun hampir sama dengan yang dipakai oleh proses welding konvensional resistance seam welding yaitu large resistance welding frame dan rotating wheel type electrode untuk menghasilkan arus.
Skema mash seam welding
Contoh aplikasinya adalah pada bidang transportasi, produksi pangan, peralatan gardening, dll.
9. Untuk material logam Tembaga, Aluminium dan Baja, urutkan mana yang material yang memiliki weldability yang baik dengan menggunakan pengelasan las titik (spot welding).
Jawab:
Tabel weldability beberapa logam
Berdasarkan tabel diatas dapat dilihat bahwa baja memiliki weldability yang paling baik untuk spot welding, lalu Al dan paduannya dan yang terakhir adalah tembaga yang memiliki weldability yang buruk.
10.Pada pembuatan pipa ERW, mengapa digunakan arus frekwensi tinggi serta jelaskan peranan frekwensi tersebut terhadap sambungan di pipa tersebut.
Proses high frequency resistance welding adalah pengelasan yang dilakukan dengan menggunakan peningkatan frekuensi hingga mencapai niai 450 Hertz dengan ditingkatkan juga nilai voltase yang awalnya ernilai
satuan menjadi puluhan. Frekuensi ini memiliki peranan penting terhadap sambungan pipa yaitu dapat membuat kontak ringan antara proses produk dengan sambungan yang ada sehingga arus yang diperluan menjadi rendah.
Pipa ERW ini menggunakan frekuensi yang tinggi, dengan tujuan untuk menghasilkan kontak yang ringan antara bagian sambungan dan tidak menambahkan beban pada pipa yang ada. Dengan menggunakan frekuensi yang tinggi maka arus yang diperlukan akan semakin rendah, sehingga sangat cocok diggunakan untuk menyambungkan pipa ERW. 11.Jelaskan keuntungan dan keterbatasan High Frequency Welding.
Keuntungan:
1. Kecepatan las yang tinggi dan konsumsi energi rendah
2. Dapat digunakan untuk las pada dinding pipa yang sangat tipis 3. Memproduksi lasan dengan daerah HAZ yang sempit
4. Efisiensi tinggi
5. Meminimalisir oksidasi Keterbatasan:
1. Biaya akibat frekuensi arus tinggi
2. Harus diperhatikan untuk menghindari radiasi 3. Kurang ekonomis untuk produk kecil
12.Jelaskan prinsip kerja projection welding, beserta keunggulan dan keterbatasannya.
Jawab: Prinsip kerja projection welding ini sama dengan pengelasan titik, pengelasan dengan metode ini plat akan diberi tonjolan terlebih dahulu. Ukuran tonjolan mempunyai diameter yang sama dengan tebal pelat yang dilas dengan tinggi tonjolan lebih kurang 60% dari tebal pelat. Hasil
pengelasan biasanya mempunyai kualitas yang lebih baik dari pengelasan titik.
Keunggulan Keterbatasan
Kecepatan pengelasan tinggi Kesalahan hasil las sulit diperbaiki
Menghasilkan hasil las yang lebih rapih akibat arus dan elektroda terfokus
Peralatan cukup mahal Mudah beradaptasi u/ otomatisasi dlm
produksi tinggi
Lap joint menyebabkan penambahan berat
13.Jelaskan persyaratan kualitas hasil las dengan spot welding, jelaskan hal tersebut dengan menganalisa ukuran nugget lasan-nya dan hasil uji tarik gesernya.
Jawab: Syarat kualitas hasil las dengan spot welding dianalisa dari ukuran nugget dan hasil uji tarik gesernya ialah sebagai berikut:
Ukuran Nugget
Ukuran nugget dari logam yang mencair sangat berkaitan dengan luas kontak antara benda kerja dan elektroda, dimana dalam hal ini konsentrasi arus juga dipengaruhi oleh luas kontak. Ukuran diameter dari nugget sebagai syarat dari kualitas hasil las spot welding adalah 6-10 mm.
Hasil Uji Tarik Geser
Hal penting yang perlu diperhatikan adalah kekuatan las titik yang dapat diperoleh melalui uji mekanik berupa shear strength dan uji cross section. Indikator yang sering digunakan untuk menetukan keuletan lasan khususnya pada material
yang memiliki mampu keras yang tinggi adalah besarnya rasio antara cross section strength (ft) dan shear strength (fs). Bila rasio fs/ft mendekati satu, lasan dapat dikatakan ulet sedangkan rasio fs/ft mendekati nol, lasan bersifat getas.
14.Bila saudara di tugaskan untuk menyambung dengan metoda spot welding terhadap dua belah pelat dengan tahanan listrik yang sama namun
memiliki ketebalan yang berbeda dimana t1 = 2 x t2. Buatlah skematis disain posisi elektroda yang akan dipakai terhadap sampungan kedua pelat tersebut. Misalnya: t1= 4 mm t2 = 2mm Apabila D = 5√s Maka, D1 = 5√4 = 10mm D2 = 5√2 = 7.07mm
15.Jelaskan weldability baja lapis seng (galvanil) bila dilas dengan spot resistant welding process.
Diperlukan arus yang lebih tinggi pada pengelasan baja lapis seng karena adanya lapisan coating Zn pada permukaan baja. Lapisan Zn
tersebut harus dilelehkan terlebih dahulu sebelum berlanjut pada penyambungan baja. Melting point yang dimiliki Zn lebih rendah dari baja. Sehingga selama proses pengelasan, Zn yang dikombinasikan dengan baja akan menurunkan resistivitasnya.
Referensi
http://ardra.biz/sain-teknologi/metalurgi/teknologi-pengelasan-logam/teknologi-proses-las-resistansi-listrik-electric-resistance-welding/
http://www.kompasiana.com/apri711/jenis-jenis-pengelasan_5500b399a333111d72511941