VOLUME 1, NOMOR 1, TAHUN 2012
DEWAN REDAKSI
Pelindung:
Direktur Politeknik Kediri
Penasehat:
Pembantu Direktur I Polteknik Kediri
Pembantu Direktur II Politeknik Kediri
Pembantu Direktur III Politeknik Kediri
Pembina:
Ketua UPT - PPMK (Penelitian Pengabdian kepada Masyarakat dan Kerjasama)
Penanggung Jawab:
Putut Jatmiko Dwi Prasetio, ST., MT
Ketua Dewan Redaksi
Kholis Nur Faizin, SPd., MT
Editor Ilmiah
Rudianto Raharjo, ST., MT
Ahmad Dony Mutiara Bahtiar, ST., MT
Editor Teknis
Ahmad Zakaria Anshori, SST
Alamat Redaksi dan Penerbit :
Jurnal Teknik Mesin (JTM)
Program Studi Perawatan dan Perbaikan Mesin
Politeknik Kediri
Jl. Mayor Bismo No.27 Kediri 64121
Telp./Fax. (0354) 683128
Website: www.poltek-kediri.ac.id
E-mail: [email protected]
Volume 1, Nomor 1, Tahun 2012
PENGANTAR REDAKSI
Puji dan syukur kita panjatkan ke hadirat Allah SWT, karena Jurnal Teknik
Mesin telah terbit untuk edisi perdana yaitu Volume 1 Nomor 1 pada tahun
2012. Hal ini berkat kerja sama yang baik antara pihak-pihak yang semakin
banyak terlibat dalam memberikan kontribusi yang positif bagi perkembangan
Jurnal ini serta ketekunan dan ketabahan kita bersama.
Pada kesempatan ini kami dari tim redaksi tak lupa mengucapkan terima
kasih kepada Rekan-rekan yang telah turut membantu dalam penerbitan Jurnal
ini. Kami juga mengharapkan agar kerja sama ini dapat terus berlanjut pada masa
yang akan datang.
Demikianlah yang dapat kami sampaikan semoga jurnal ini dapat
bermanfaat bagi staf pengajar, peneliti, dan juga para pembaca.
VOLUME 1, NOMOR 1, TAHUN 2012
DAFTAR ISI
KONVERSI ENERGI
Unjuk Kerja
Coil Tube Heat Exchanger
didalam
Enclosure
Putut Jatmiko Dwi Prasetio
MATERIAL
1
–
15
Pengaruh Fraksi Volume Serat Rami tehadap Kekuatan
Bending
Bahan Biokomposit Bermatrik Pati Sagu
Rudianto Raharjo
16
–
20
Pengaruh Variasi Fraksi Volume
Filler
Serat
Agave Sisalana
terhadap Kekuatan
Bending
Biokomposit Matrik Pati Ubi
Jalar
Riswan Eko Wahyu Susanto
21
–
28
Pengaruh Penambahan Borax dan Khitosan terhadap
Kekuatan Tarik Biokomposit Serat Rami Bermatrik Sagu
Kholis Nur Faizin
29
–
38
Aplikasi Serat Serabut Kelapa Bermatrik Sagu dan Gliserol
sebagai Pengganti Kemasan Makanan dari
Sterofoam
Ahmad Dony Mutiara Bahtiar
39
–
47
Pengaruh
Filler
Serat Pisang Abaka terhadap Kekuatan
Bending
pada Biokomposit Matrik Berbasis Ubi Kayu
Fatikh Catur Wahyudi Agung
ISSN 2252-4444
Putut Jatmiko Dwi Prasetio
Program Studi Perawatan dan Perbaikan Mesin Politeknik Kediri [email protected]
Abstrak
Penukar panas jenis pembuluh terdiri dari tube yang dibuat berlekuk-lekuk (coil). Pada penelitian ini akan dilakukan kajian terhadap faktor-faktor yang berpengaruh terhadap unjuk kerja dari penukar panas jenis pembuluh dengan tujuan untuk mendapatkan unjuk kerja (effectivennes) dari penukar panas yang optimal. Pada penelitian ini penukar panas diletakkan ditengah dalam enclosure dengan maksud agar luas permukaan perpindahan panas pada tube menjadi maksimal, sehingga laju perpindahan panasnya menjadi baik dalam sistem yang memanfaatkan konveksi alamiah pada sisi udara pendingin. Eksperimen ini dilakukan pada temperatur oil masuk penukar panas (Toil,in)
yang konstan, yaitu 70°C. Parameter yang divariasikan adalah gap ratio yang merupakan
perbandingan antara lebar rongga dalam enclosure dengan diameter tube dari penukar panas (S/D), dan laju alir massa oil (
oil
m
). Adapun variasi dari gap ratio adalah 1,575; 2,625; 3,675 dan 4,725. Sedangkan variasi dari laju alir massa oil adalah 0,008 kg/s;0,012 kg/s; 0,016 kg/s dan 0,020 kg/s. Hasil penelitian menunjukkan bahwa pada gap ratio kecil(1,575 ≤ S/D < 2,625) dan pada gap ratio sedang (2,625 ≤ S/D < 3,675) terjadi penurunan laju
perpindahan panas oil yang signifikan, adapun pada gap ratio besar (3,675 ≤ S/D ≤ 4,725)
penurunan laju perpindahan panas oil cenderung tidak begitu signifikan lagi. Sedangkan pada beban panas rendah (0,008 kg/s ≤
oil
m
< 0,012 kg/s) dan beban panas tinggi (0,016 kg/s ≤oil
m
≤ 0,020 kg/s) terjadi kenaikan laju perpindahan panas oil yang signifikan, adapunpada beban panas sedang (0,012 kg/s ≤
oil
m
< 0,016 kg/s) kenaikan laju perpindahan panasoil cenderung tidak begitu signifikan. Didapatkan pula bahwa penukar panas dengan gap ratio 1,575 dan laju alir massa oil 0,020 kg/s akan menghasilkan unjuk kerja
(effectivennes) paling besar yaitu 0,586 dengan laju perpindahan panas oil yang terjadi adalah sebesar 25,86 W.
Kata Kunci : penukar panas, konveksi alamiah, enclosure, gap ratio, laju alir masa oil, laju perpindahan panas, effectivennes.
PENDAHULUAN
Latar Belakang
Penukar panas telah digunakan secara luas pada berbagai bidang teknik, salah satu contoh pemakaiannya adalah pada sistem refrigerasi. Penukar panas pada sistem refrigerasi, dalam hal ini kondensor berfungsi untuk melepas panas refrigeran ke udara supaya refrigeran dapat terkondensasi. Pada refrigerator yang lama, kondensornya berupa
pembuluh (tube) yang berleku-lekuk (coil) dengan ditambahi kawat (wire) yang ditempelkan pada pembuluh tersebut. Penambahan kawat tersebut berfungsi sebagai sirip (fin) dengan maksud untuk memperbesar luasan perpindahan panas. Kondensor tersebut diletakkan di bagian belakang dari refrigerator dan berhubungan secara langsung dengan udara bebas.
ISSN 2252-4444
sama dengan kondensor pada refigerator yang lama yaitu berupa pembuluh yang berlekuk–lekuk tetapi tanpa menggunakan sirip, disamping itu terdapat perbedaan mengenai penempatan (posisi) dari kondenser pada refrigerator.
D.T.Newport melakukan penelitian baik secara eksperimental maupun numerik yang mengamati interaksi termal antara silinder isotermal yang terletak dipusat isotermal cubical enclosure dengan pendinginan air. Penelitian ini terbatas pada aliran laminar dan Rayleigh Number untuk silinder pada kisaran 104.
Nanang Setyoadi telah melakukan penelitian eksperimental mengenai konveksi alamiah yaitu tentang pengaruh gap ratio dan laju alir massa fluida panas menghasilkan suatu penukar panas jenis pembuluh dengan unjuk kerja yang optimal maka melalui penelitian ini akan dilakukan kajian terhadap faktor-faktor yang berpengaruh terhadap laju perpindahan panas dan unjuk kerja dari penukar panas jenis pembuluh yang diletakkan ditengah dalam enclosure. Adapun faktor-faktor tersebut adalah gap ratio (S/D) yaitu perbandingan antara lebar
rongga dalam enclosure (S) dengan diameter pembuluh dari penukar panas (D) dan laju alir massa fluida panas (
m
oil).Penelitian ini dilaksanakan dengan cara memvariasikan lebar rongga dalam enclosure dan laju alir massa fluida panas.
Batasan Masalah
Adapun batasan–batasan yang perlu diambil agar pembahasan berlangsung dengan baik, yaitu berupa asumsi–asumsi sebagai berikut :
1. Temperatur ruangan tempat pengujian dalam kondisi yang tetap (konstan). 2. Sistem beroperasi dalam kondisi tunak (steady state).
3. Sifat–sifat (properties) dari fluida kerja adalah konstan.
4. Efek radiasi diabaikan.
5. Geometri dari penukar panas adalah tetap, hanya dilakukan perubahan gap ratio untuk setiap perubahan laju alir massa fluida panas.
6. Fluida panas yang digunakan adalah oil sedangkan fluida dingin adalah udara.
7. Fluida panas selama proses pengujian tidak mengalami perubahan fase. 8. Salah satu dinding vertikal
dikondisikan adiabatik yaitu berupa isolator (sterofoam), sedangkan dinding vertikal lainnya sebagai dinding konveksi yaitu berupa pelat datar vertikal.
9. Dinding horizontal atas dan bawah dikondisikan adiabatik yaitu berupa isolator (sterofoam).
Tujuan Penelitian
Adapun tujuan dari penelitian ini dilakukan adalah sebagai berikut :
1. Untuk mengetahui pengaruh perubahan gap ratio terhadap laju perpindahan panas yang terjadi pada penukar panas jenis pembuluh yang diletakkan ditengah dalam enclosure. 2. Untuk mengetahui pengaruh laju alir
massa fluida panas terhadap perpindahan panas yang terjadi pada penukar panas jenis pembuluh yang diletakkan ditengah dalam enclosure. 3. Untuk mengetahui pengaruh
ISSN 2252-4444
TINJAUAN PUSTAKA
D.T.Newport telah melakukan penelitian baik secara eksperimental maupun numerik yang mengamati interaksi termal antara silinder isotermal yang terletak dipusat isotermal cubical enclosure dengan pendinginan air. Riset dengan metode numerik digunakan untuk memprediksi distribusi temperatur dan angka Nusselt disekitar silinder dan pelat enclosure. Metode eksperimen digunakan untuk memverifikasi hasil numerik dengan interferometer jenis Michelson dan Mach-Zender. Penelitian ini terbatas pada aliran laminar dan Rayleigh untuk silinder pada kisaran 104.
Hasil dari penelitian tersebut memperlihatkan bahwa angka Nusselt pada permukaan silinder bervariasi, dimana angka Nusselt terbesar terjadi pada daerah depan silinder (stagnasi) dan terendah di daerah belakang silinder (upstream). Sedangkan untuk pelat enclosure yang dijaga isotermal, angka Nusselt terendah pada daerah pojok (corner). Hal ini dikarenakan fluida didaerah corner banyak kehilangan momentum akibat resirkulasi, sedangkan daerah dibawah corner mempunyai angka Nusselt yang tinggi karena aliran mengalami Reattached. Nanang Setyoadi telah melakukan penelitian eksperimental mengenai konveksi alamiah yaitu tentang pengaruh gap ratio dan laju alir massa fluida panas terhadap unjuk kerja dari penukar panas yang diletakkan di tengah dalam saluran vertikal. Pada penelitian tersebut digunakan pembuluh dengan diameter 3/8 inchi (9,53 mm) berupa koil yang terdiri dari 12 laluan. Jarak antar pembuluh adalah 50 mm. Sebagai fluida panas digunakan oli thermia B, sedangkan fluida dingin berupa udara. Laju alir massa fluida panas bervariasi mulai 0.012, 0.014, 0.015, 0.017, 0.026 kg/s. Sedangkan blockage ratio adalah perbandingan antara jarak rongga
dalam saluran vertical dengan diameter pembuluh yaitu perbandingan antara jarak sterofoam ke pelat vertikal dengan diameter pembuluh dimana untuk memvariasikan gap ratio yaitu diperoleh dengan variasi jarak sterofoam ke pelat vertikal (S), yaitu 15, 25, 35, 45 dan 55 mm. Dan hasil dari eksperimen tersebut dipresentasikan sebagai berikut :
Laju perpan fluida panas Vs Jarak rongga
1,58 2,63 3,68 4,74 5,79
S/d
Laju Perpan Fluida Panas Vs Laju Aliran Massa
50
0,012 0,014 0,015 0,017 0,026
Laju Aliran Massa (kg/s)
Laju
Gambar 1. Grafik Hubungan Antara Laju Perpindahan Panas Fluida Panas Dengan Gap Ratio Dan Laju Alir Massa Fluida
Panas
ISSN 2252-4444
Effisiensi Plat Vs Jarak Rongga
0
1,58 2,63 3,68 4,74 5,79
S/d Vs Laju Aliran Massa
0
0,012 0,014 0,015 0,017 0,026
Laju Aliran Massa (kg/s)
E
Gambar 2. Grafik Hubungan Antara Efisiensi Pelat Dengan Gap Ratio Dan Laju
Alir Massa Fluida Panas
Effisiensi Udara Vs Jarak Rongga
90 95 100
1,58 2,63 3,68 4,74 5,79 S/d
Effisiensi Udara Vs Laju Aliran Massa
90 95 100
0.012 0.014 0.015 0.017 0.026
Laju Aliran Massa (kg/s)
E
Gambar 3. Grafik Hubungan Antara Efisiensi Udara Dengan Gap Ratio Dan
Laju Alir Massa Fluida Panas
METODOLOGI
Variabel Penelitian
Guna mengetahui parameter bebas yang berpengaruh dalam studi eksperimen ini maka perlu dilakukan analisa tak berdimensi. Dengan analisa tak berdimensi dapat diketahui parameter yang berpengaruh tanpa harus menggunakan banyak kombinasi pengujian dan dapat didapatkan hubungan antar parameter yang berpengaruh tersebut.
Tabel 1. Parameter Bebas
Dari parameter-parameter diatas akan ditentukan group tak berdimensi. Dengan menggunakan Buckingham Pi theory didapatkan 8 group tak berdimensi, yaitu : No Parameter Symbol Satuan Dimensi
1
10 Diffusivitas
thermal m
2/s L2 t-1
11 Densitas
fluida Kg/m
3 M L-3
12 Konduktivitas
thermal k W/mK
M L t-3 T
ISSN 2252-4444
Dari kedelapan group parameter tak berdimensi diatas,
1 lebih dikenal dengan nama bilangan Nusselt (Nu) dan2
merupakan perbandingan jarak antara tube dengan diameter tube sedangkan
3 adalah perbandingan luas pelat dengan diameter tube dimana tebal plat dibuat konstan, karena eksperimen ini akan meneliti pengaruh jarak rongga terhadap koefisien perpindahan panas konveksi. Sehingga dari penelitian ini akan didapatkan pengaruh jarak rongga terhadap unjuk kerja penukar panas. Untuk4
sampai dengan
7 dicari lagi suatu hubungan fungsional sebagai berikut :
4 5 6 7
Dari hubungan diatas di dapat parameter tak berdimensi baru
(
9)
. Parameter tak berdimensi tersebut lebih dikenal dengan nama bilangan Rayleigh (Ra). Untuk melihat pengaruh bilangan Rayleigh terhadap perubahan unjuk kerja penukarpanas, dilakukan perubahan jarak rongga saluran vertikal, dengan demikian :
2 9 7 8
Geometri yang divariasikan dalam eksperimen ini adalah perubahan besar ruang perpindahan panas antara tube dengan sterofoam, yaitu dengan memvariasikan bilangan S, karenanya
k
Instalasi Peralatan Eksperimen
Eksperimen dilakukan pada temperatur ruangan yang dijaga konstan, dimana eksperimen menggunakan oil (Shell Thermia B) sebagai sisi fluida panas dan udara ruangan (udara bebas) sebagai sisi fluida dingin. Penukar panas uji terbuat dari tube tembaga yang dibuat berlekuk-lekuk (coil) sebanyak 12 laluan. Ukuran nominal tube adalah 3/8 inchi
dengan diameter luar 9,525 mm dan diameter dalam 8 mm. Skema instalasi peralatan eksperimen yang digunakan yaitu seperti pada gambar 3.1 berikut ini :
ISSN 2252-4444
Adapun peralatan dan bahan yang digunakan adalah sebagai berikut :
1. Penukar Panass dengan tube tembaga yang ditempatkan didalam enclosure. 2. Thermostatik tank sebagai penampung
fluida panas.
3. Flowmeter, untuk mengukur laju alir massa fluida panas dalam dalam tube 4. Pompa dan Motor.
5. Katup sebagai pengatur aliran.
6. Thermometer, untuk mengukur temperatur dalam ruangan (T∞).
7. Thermocouple type – T, untuk mengukur temperatur permukaan tube (Tt), temperatur permukaaan pelat (Tp)
dan temperatur oil dalam tube (Tf)
8. Fluida kerja dengan menggunakan oil Shell Thermia B.
9. Temperatur display dengan selector 10 channel.
10. Thermocontrol untuk mengontrol temperatur fluida panas didalam tangki penampung.
Oil dipanaskan dalam tangki [1] dengan menggunakan alat pemanas [10], kemudian oil dialirkan ke penukar panas uji [8] oleh pompa [2]. Besarnya mass laju alir massa oil diukur oleh flowmeter [6]. Untuk mengatur laju alir massa oil digunakan valve [5]. Thermocouple digunakan untuk mengukur temperatur permukaan tube (Tt), temperature permukaan pelat (Tp) dan
temperatur oil masuk dan keluar penukar panas (Tf). Temperatur udara ruangan (TQ)
diukur dengan menggunakan thermometer [9].
Untuk mengukur temperature pada sejumlah titik, digunakan thermocouple tipe T yang dihubungkan dengan Temperatur Display setelah melalui selektor 10 channel, seperti terlihat pada gambar 3.2.
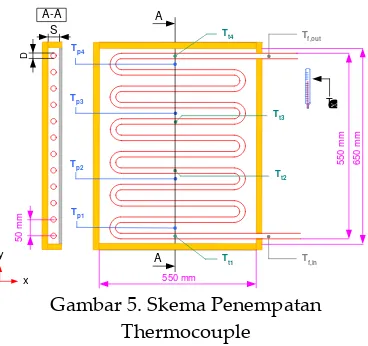
Gambar 5. Skema Penempatan Thermocouple
Prosedur Eksperimen
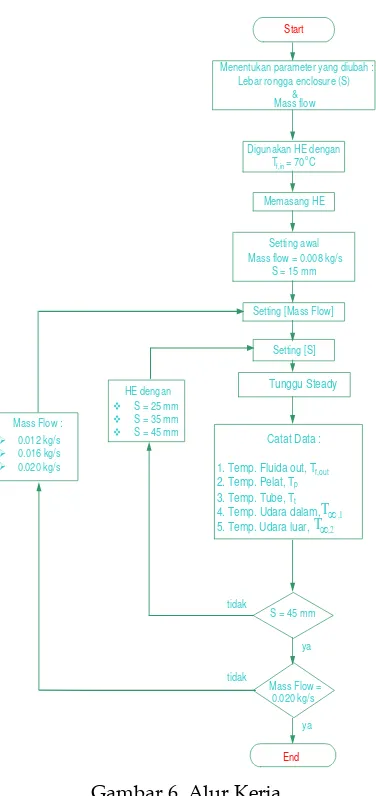
Eksperimen dilakukan dengan memvariasikan 4 macam laju alir massa oil (moil) sebagai berikut : 0,008 kg/s; 0,012 kg/s;
0,016 kg/s; 0,020 kg/s. Serta memvariasikan 4
macam gap ratio (S/D) sebagai berikut :
1,575 ; 2,625 ; 3,675 ; 4.725 yaitu dengan cara memvariasikan 4 macam lebar rongga/jarak pelat ke sterofoam (S) yaitu 15 mm, 25 mm, 35 mm dan 45 mm dimana diameter tube konstan sebesar 3/8 in. Dalam
pengambilan data, untuk setiap variasi mass flow laju alir massa oil dilakukan
(TQ). Adapun prosedur langkah-langkah
dalam eksperimen adalah sebagai berikut : 1. Menyiapkan peralatan dan
perlengkapan yang diperlukan.
2. Memasang alat seperti tergambar pada skema diatas.
3. Memasukkan oil kedalam thermostatik tank
4. Mengecek kebocoran dari rangkaian alat dengan menghidupkan pompa
5. Memanaskan fluida kerja dengan heater dalam thermostatik tank sampai temperatur 70 oC dan setting temperatur
ISSN 2252-4444
6. Mengatur laju alir massa fluida panas dengan mengatur bukaan katub yang dapat diukur dengan flowmeter.
7. Temperatur pada sejumlah titik diukur dengan thermocouple type - T yang dihubungkan dengan temperatur display setelah melalui selector 10 channel. (detail penempatan ditunjukkan pada Gambar 5)
8. Thermocouple untuk mengukur termperatur permukaan tube (Tt), pelat (Tp) dan temperatur oil didalam pembuluh (Tf), sedangkan temperatur udara diruangan (T∞,2) menggunakan thermometer.
9. Mengulang langkah ke 7 untuk setiap variasi gap ratio, yaitu dari 15 mm, 25 mm, 35 mm dan 45 mm.
10. Untuk setiap variasi gap ratio pengambilan data dilakukan setelah tercapai kondisi steady state.
11. Mengulang langkah ke 6 s/d 10 untuk variasi laju alir massa yang ditentukan yaitu dari 0.008 kg/s, 0.012 kg/s, 0.016 kg/s dan 0.020 kg/s.
Tabel 2. Pengambilan Data
Setting [Mass Flow]
Setting [S]
Tunggu Steady
S = 45 mm
Mass Flow = 0.020 kg/s tidak
ya tidak
ya
End
Catat Data :
1. Temp. Fluida out, Tf,out
2. Temp. Pelat, Tp
3. Temp. Tube, Tt
4. Temp. Udara dalam, 5. Temp. Udara luar,T,2
,1
T
Mass Flow :
0.012 kg/s
0.016 kg/s
0.020 kg/s
HE dengan
S = 25 mm
S = 35 mm
S = 45 mm
Digunakan HE dengan
Tf,in= 70 o
C Menentukan parameter yang diubah :
Lebar rongga enclosure (S) &
Start
Setting awal S = 15 mm Memasang HE
Mass flow = 0.008 kg/s Mass flow
Gambar 6. Alur Kerja
HASIL ANALISIS DAN PEMBAHASAN
Pengujian dilakukan dengan memvariasikan gap ratio dan laju alir massa fluida panas. Dengan gap ratio sebagai berikut : 1.575, 2.625, 3.675, 4.725, sedangkan untuk laju alir massa yaitu : 0,008 kg/s; 0,012 kg/s; 0,016 kg/s; 0,020 kg/s.
ISSN 2252-4444
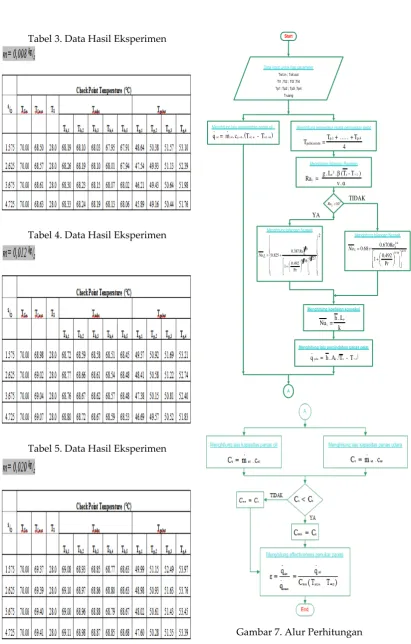
Tabel 3. Data Hasil Eksperimen
Tabel 4. Data Hasil Eksperimen
Tabel 5. Data Hasil Eksperimen
Start
A Data input untuk tiap parameter
Toil,in ; Toil,out Tt1 ;Tt2 ; Tt3 ;Tt4 Tp1; Tp2 ; Tp3 ;Tp4
Truang
Menghitung temperatur rerata permukaan pelat Menghitung laju perpindahan panas oil :
Menghitung bilangan Rayleigh
Menghitung laju perpindahan panas pelat
k
Tpelat,rerata p,1 p,4
9
ISSN 2252-4444 Analisa Fluida Panas
GRAFIK Temperature Tube Rerata = f(S/D)
67.75
GRAFIK Temperature Tube Rerata = f(moil)
67.75
0 0.005 0.01 0.015 0.02 0.025
moil (kg/s)
Gambar 8. Grafik Temperature Tube Rata-Rata
(a) Sebagai Fungsi S/D (b) Sebagai Fungsi moil
Pada gambar 8 (a) tampak bahwa untuk setiap laju alir massa oil (moil) yang konstan, maka temperatur tube rata-rata akan mengalami peningkatan dengan bertambahnya gap ratio (S/D). Dengan semakin meningkatnya temperatur tube rata-rata menunjukkan bahwa panas yang dilepas penukar panas semakin kecil. Sedangkan pada gambar 8 (b) tampak bahwa untuk setiap gap ratio (S/D) yang konstan, maka temperatur pelat rata-rata akan mengalami peningkatan pula dengan bertambahnya laju alir massa oil.
GRAFIK Qoil = f(S/D)
GRAFIK Qoil = f(moil)
21
0.005 0.01 0.015 0.02 0.025
moil (kg/s)
Gambar 9. Grafik Qoil (a) Sebagai Fungsi S/D (b) Sebagai Fungsi moil
ISSN 2252-4444
turun seiring dengan semakin bertambahnya S/D, sehingga harga laju perpindahan panas oil menjadi semakin berkurang. Pada gap ratio < 3.675 penurunan laju perpindahan panas oil lebih curam dibandingkan pada gap ratio > 3.675, hal ini menunjukkan bahwa pada gap ratio > 3.675 tidak lagi memberikan pengaruh yang signifikan terhadap laju perpindahan panas oil. Dimana fenomena ini karena pada gap ratio < 3.675 memiliki celah dalam enclosure yang relatif lebih kecil sehingga kecepatan udara yang bersirkulasi didalam enclosure relatif lebih besar dibandingkan pada gap ratio > 3.675. Pada gambar 9 (b) dapat dilihat bahwa untuk gap ratio (S/D) yang konstan, maka laju perpindahan panas oil akan mengalami peningkatan seiring dengan semakin bertambahnya laju alir massa oil (moil). Hal ini terjadi karena laju perpindahan panas oil sebanding dengan laju alir massa oil sesuai dengan persamaan berikut ini : temperatur oil keluar pembuluh, tetapi kenaikan laju alir massa oil tidak sebanding kenaikan temperatur oli sehingga laju perpindahan panas oil menjadi semakin meningkat.
Analisa Pelat
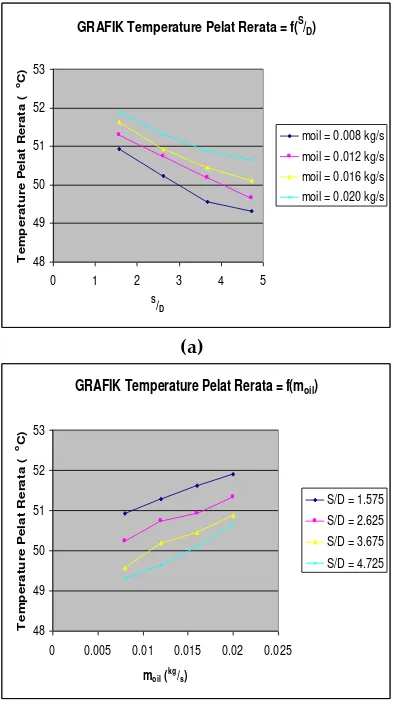
Pada gambar 10 (a) tampak bahwa untuk laju alir massa oil (moil) yang konstan maka temperatur pelat rata-rata pada gap ratio (S/D) yang kecil, harganya lebih kecil dibandingkan dengan harga temperatur pelat rata-rata pada gap ratio (S/D) yang besar. Sedangkan pada gambar 10 (b) tampak bahwa untuk gap ratio (S/D) yang konstan, temperatur pelat rata – rata akan semakin meningkat dengan semakin bertambahnya laju alir massa oil (moil).
Dengan temperatur pelat rata – rata yang lebih tinggi maka beda temperatur pelat dengan temperatur udara sekeliling yang relatif konstan akan menjadi lebih besar. Beda temperatur yang besar ini akan meningkatkan gaya bouyancy sehingga laju perpindahan panas konveksi pada sisi pelat ke udara luar menjadi semakin meningkat.
GRAFIK Temperature Pelat Rerata = f(S/D)
48
GRAFIK Temperature Pelat Rerata = f(moil)
48
0 0.005 0.01 0.015 0.02 0.025
moil (
Gambar 10. Grafik Temperature Pelat (a)Sebagai Fungsi S/D
ISSN 2252-4444
0.005 0.01 0.015 0.02 0.025
moil (
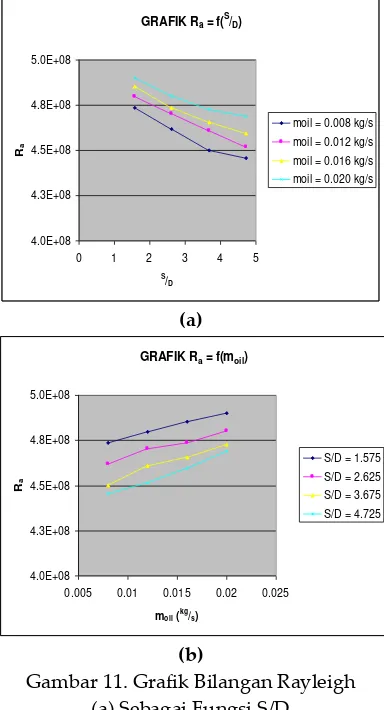
Gambar 11. Grafik Bilangan Rayleigh (a) Sebagai Fungsi S/D (b) Sebagai Fungsi moil
Harga bilangan Rayleigh menunjukkan tingkat gaya bouyancy, dimana semakin besar bilangan Rayleigh maka gaya bouyancy-nya menjadi semakin besar pula, dan berlaku juga sebaliknya bahwa semakin kecil bilangan Rayleigh maka gaya bouyancy-nya menjadi semakin kecil pula. Gaya bouyancy yang besar akan menyebabkan efek turbulensi fluida yang semakin besar sehingga pencampuran udara yang mengalir pada sekitar permukaan pelat juga semakin besar.
Pada gambar 11 (a) tampak bahwa untuk setiap laju alir massa oil (moil) yang konstan, maka harga bilangan Rayleigh akan semakin turun dengan semakin bertambahnya gap ratio (S/D). Hal ini terjadi karena dengan semakin
bertambahnya gap ratio untuk laju alir massa oil yang konstan, maka temperatur pelat rata – rata akan semakin turun sehingga mengakibatkan beda temperatur pelat dengan temperatur lingkungan luar menjadi semakin turun yang menunjukkan tingkat gaya bouyancy-nya semakin kecil. Hal ini sesuai dengan persamaan bilangan Rayleigh berikut ini :
α
harga bilangan Rayleigh akan semakin turun dengan semakin bertambahnya laju alir massa oil (moil). Hal ini terjadi karena dengan semakin bertambahnya laju alir massa oil untuk gap ratio yang konstan, temperatur pelat rata-rata akan semakin naik yang mengakibatkan beda temperatur pelat dengan temperatur lingkungan luar menjadi semakin naik pula dimana hal ini akan mengakibatkan harga bilangan Rayleigh menjadi semakin naik yang menunjukkan tingkat gaya bouyancy-nya semakin besar. Hal ini sesuai dengan persamaaan bilangan Rayleigh diatas.Harga koefisien konveksi dipengaruhi oleh harga bilangan Nusselt, sedangkan harga bilangan Nusselt dipengaruhi oleh bilangan Rayleigh. Semakin besar bilangan Rayleigh menunjukkan gaya bouyancy yang semakin besar dimana akan menyebabkan efek turbulensi fluida yang semakin besar sehingga pencampuran udara yang mengalir pada sekitar permukaan pelat juga semakin besar, hal ini yang menyebabkan koefisien konveksi perpindahan panas menjadi semakin besar pula.
ISSN 2252-4444
gap ratio maka temperatur pelat rata-rata menjadi semakin turun sehingga mengakibatkan harga bilangan Rayleigh menjadi semakin turun juga. Dengan semakin berkurangnya bilangan Rayleigh tersebut mengakibatkan harga bilangan Nusselt menjadi semakin berkurang pula dan hal ini akan mengakibatkan harga koefisien konveksi menjadi semakin berkurang pula, sesuai dengan persamaan dibawah ini :
0.005 0.01 0.015 0.02 0.025
moil (
Gambar 12. Grafik Koefisien Konveksi (a) Sebagai Fungsi S/D
(b) Sebagai Fungsi moil
Sedangkan pada gambar 12 (b) tampak bahwa untuk setiap gap ratio (S/D) yang konstan, maka semakin besar laju alir massa oil (moil) harga koefisien konveksi menjadi semakin bertambah. Hal ini terjadi karena dengan semakin bertambahnya laju alir massa oil maka temperatur pelat rata – rata menjadi semakin bertambah sehingga mengakibatkan harga bilangan Rayleigh semakin bertambah pula. Dengan bertambahnya bilangan Rayleigh tersebut mengakibatkan harga bilangan Nusselt menjadi semakin bertambah pula dan hal ini akan mengakibatkan harga koefisien konveksi menjadi semakin bertambah, sesuai dengan persamaan diatas.
GRAFIK Qpelat = f(S/D)
0.005 0.01 0.015 0.02 0.025
moil (
Gambar 13. Grafik Laju Perpindahan Panas Pelat
ISSN 2252-4444
Harga laju perpindahan panas pelat akan sebanding dengan harga laju perpindahan panas oil, karena sesuai dengan persamaan dibawah ini :
pelat
Dimana pada kenyataannya harga laju perpindahan panas pelat tidak mungkin sama dengan harga laju perpindahan panas oil, hal ini akibat adanyan kebocoran-kebocoran yang tidak bisa dihindari dalam melakukan eksperimen.
Pada gambar 13 (a) untuk setiap laju alir massa oil (moil) yang konstan, tampak bahwa dengan bertambahnya gap ratio (S/D) maka laju perpindahan panas pelat menjadi berkurang. Hal karena harga laju perpindahan panas konveksi pada sisi pelat ke udara bebas dipengaruhi oleh harga koefisien konveksi, dimana dengan bertambahnya gap ratio untuk setiap laju alir massa oil mengakibatkan harga koefisien konveksi menjadi berkurang sehingga harga laju perpindahan panas pelat menjadi berkurang pula, sesuai dengan persamaan dibawah ini :
perpindahan panas pelat lebih curam dibandingkan pada gap ratio > 3.675, hal ini menunjukkan bahwa pada gap ratio > 3.675 tidak lagi memberikan pengaruh yang signifikan terhadap laju perpindahan panas pelat.
Sedangkan pada gambar 13 (b) untuk setiap gap ratio (S/D) yang konstan, tampak bahwa dengan bertambahnya laju alir massa fluida (moil) maka laju perpindahan panas pelat menjadi meningkat. Hal karena harga laju perpindahan panas konveksi pada sisi pelat ke udara bebas dipengaruhi oleh harga koefisien konveksi, dimana dengan bertambahnya laju alir massa fluida untuk setiap S/D fluida mengakibatkan harga koefisien konveksi menjadi bertambah
sehingga harga laju perpindahan panas pelat menjadi bertambah pula, sesuai dengan persamaan diatas.
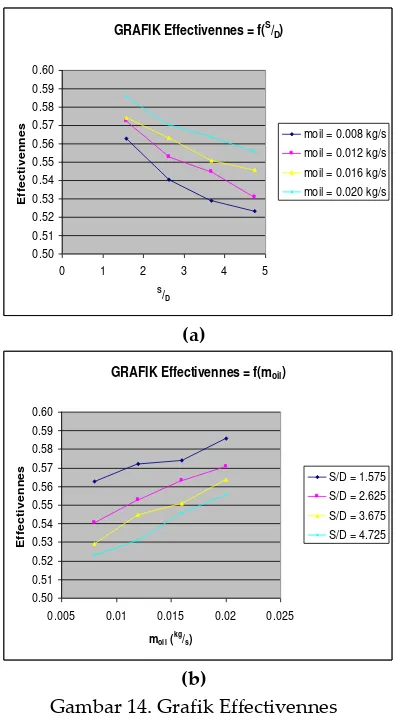
Analisa Effectivennes
GRAFIK Effectivennes = f(moil)
0.50
0.005 0.01 0.015 0.02 0.025
moil (kg/s)
Gambar 14. Grafik Effectivennes (a) Sebagai Fungsi S/D (b) Sebagai Fungsi moil
Unjuk kerja suatu penukar panas dapat ditinjau dari harga efectivennes-nya. Semakin besar harga efectivennes-nya, maka penukar panas tersebut semakin baik dalam melepaskan panas karena jumlah pana aktual yang bisa dipindahkan semakin mendekati jumlah panas maksimum yang munkin dapat dipindahkan oleh penukar panas tersebut.
ISSN 2252-4444
berkurang. Hal ini terjadi karena harga effectivennes menunjukkan kemampuan penukar panas untuk melepas panas, Dimana dengan bertambahnya gap ratio untuk setiap laju alir massa oil mengakibatkan harga laju perpindahan panas oil menurun dan harga Cmin relatif semakin turun pula tetapi penurunan laju perpindahan panas oil lebih dominan dibanding penurunan Cmin sehingga menyebabkan harga effectivennes menjadi berkurang pula, hal ini sesuai dengan persamaan dibawah ini :
)
effectivennes lebih curam dibandingkan pada gap ratio > 3.675, hal ini menunjukkan bahwa pada gap ratio > 3.675 tidak lagi memberikan pengaruh yang signifikan terhadap effectivennes.Sedangkan pada gambar 14 (b) untuk setiap gap ratio (S/D) yang konstan, tampak bahwa dengan bertambahnya laju alir massa oil (moil) maka harga effectivennes menjadi bertambah. Hal ini terjadi karena harga effectivennes menunjukkan kemampuan penukar panas untuk melepas panas, Dimana dengan bertambahnya laju alir massa oil untuk setiap gap ratio mengakibatkan harga laju perpindahan panas oil meningkat dan harga Cmin relatif semakin naik pula tetapi kenaikan laju perpindahan panas oil lebih dominan dibanding kenaikan Cmin sehingga menyebabkan harga effectivennes menjadi meningkat pula, hal ini sesuai dengan persamaan diatas.
KESIMPULAN DAN SARAN
Kesimpulan
Dari hasil pengujian dan kemudian dilakukan analisa, maka penulis menarik kesimpulan sebagai berikut :
1. Pada laju alir massa oil yang sama, penambahan gap ratio akan menurunkan laju perpindahan panas oil. Pada gap ratio < 3,675 penurunan laju perpindahan panas oil lebih dominan dibandingkan pada gap ratio > 3,675. Sedangkan pada gap ratio yang sama, penambahan laju alir massa oil akan menaikkan laju perpindahan panas oil.
2. Pada sistem enclosure ini, laju perpindahan panas pelat tidak sama dengan laju perpindahan oil diakibatkan adanya kebocoran panas pada isolasi, tetapi kebocoran panas tersebut tidak terlalu signifikan, dimana kebocoran panas terbesar yaitu 3,5 % dari laju perpindahan panas oil. 3. Laju perpindahan panas oil dan laju
perpindahan panas pelat terendah diperoleh pada laju alir massa oil mengakibatkan harga effectivennes menjadi semakin kecil. Pada gap ratio < 3,675 penurunan effectivennes lebih dominan dibandingkan pada gap ratio > 3,675. Sedangkan pada gap ratio yang sama, penambahan laju alir massa oil akan mengakibatkan harga effectivennes menjadi semakin besar.
ISSN 2252-4444
DAFTAR PUSTAKA
Newport D. T., On the Thermal Interaction Between an Isothermal Cylinder an Its Isothermal Enclosure for Cylinder Rayleigh Numbers of Order 104, Journal of Heat
Transfer vol. 133 pp. 1052-1061, 2001. Nanang Setyoadi, Studi Eksperimental
Pengaruh Gap Ratio Dan Laju Alir Massa Terhadap Unjuk Kerja Dari Penukar Panas Diletakkan DiTengah Dalam Saluran Vertikal, Teknik Mesin-ITS, 2003. Bejan, A., Heat Transfer, John Wiley and
Sons, Inc, New York, 1993.
Holman, J. P., Alih Bahasa oleh Jasjfi E., Perpindahan Kalor, Erlangga, Indonesia, 1988.
Incropera, Frank, P., and DeWitt, David P., Fundamental of Heat and Mass Transfer, 4th ed, John Wiley and Sons, Inc, New
ISSN 2252-4444
BIOKOMPOSIT BERMATRIK PATI SAGU
Rudianto Raharjo
Program Studi Perawatan dan Perbaikan Mesin Politeknik Kediri [email protected]
Abstrak
Penelitian ini di harapkan untuk kemasan makanan. Kemasan yang di inginkan adalah yg memiliki kekuatan bending, aman ketika kontak dengan makanan dan mudah terurai oleh lingkungan. Penelitian ini memfokuskan pembuatan biokomposit untuk aplikasi
kemasan pengganti kemasan polistierene. Dalam penelitian ini di gunakan pati sagu,
kitosan 40 %, temperature glatinisasi 70 0C. Pengujian menggunakan uji bending dengan
ASTM C 393(1997) dan uji migrasi bahan dengan SNI 7323(2008). Dari hasil pengujian di
dapatkan data kekuatan bending dan data total migrasi bahan terhadap fraksi volume
serat rami. Hasil penelitian menunjukkan bahwa tegangan bending tertinggi pada fraksi volume 50% sebesar 6 MPa dan tegangan terendah pada fraksi volume 10 % sebesar 2 MPa.
Kata Kunci : biokomposit, rami, sagu, bending.
PENDAHULUAN
Latar Belakang
Munculnya issue permasalah
limbah non-organik yang semakin
bertambah mampu mendorong perubahan trend teknologi komposit menuju natural composite yang ramah lingkungan. Serat
rami (Boehmeria Nivea) merupakan salah
satu jenis serat alam yang tumbuh dan berlimpaah jumlahnya di Indonesia. Serat rami ini memiliki kekuatan relatif yang
tertinggi diantara kelompok serat
tumbuhan. Serat rami menjadi produk teknologi dengan nilai ekonomi tinggi merupakan langkah yang tepat untuk menjawab permasalahan ini.
TINJAUAN PUSTAKA
Potensi sagu (Metroxylon sagu
Rottb) sebagai sumber bahan pangan dan bahan industri telah disadari sejak tahun
1970-an, namun sampai sekarang
pengembangan tanaman sagu di Indonesia masih jalan di tempat. Sagu merupakan tanaman asli Indonesia. Tepung sagu mengandung amilosa 27% dan amilopektin 73%. Simpanan karbohidrat di hutan sagu Indonesia mencapai 5 juta ton pati kering per tahun, Dibandingkan dengan tanaman penghasil karbohidrat lain, keunggulan
utama tanaman sagu adalah
produktivitasnya tinggi. Produksi sagu yang dikelola dengan baik dapat mencapai 25 ton pati kering/ ha/tahun. Produktivitas ini setara dengan tebu, namun lebih tinggi dibandingkan dengan ubi kayu dan kentang dengan produktivitas pati kering 10-15 t/ha/tahun. Konsumsi pati sagu dalam negeri hanya sekitar 210 ton atau baru 4-5% dari potensi produksi.
Aplikasi penelitian ini untuk
kemasan makanan. Kemasan yang di inginkan adalah yg memiliki kekuatan
bending, aman ketika kontak dengan
ISSN 2252-4444
lingkungan. Dari penelitian sebelumnya di dapat bahwa penelitian hanya terbatas pada polimer organik saja dan sebatas kekuatan tarik. Penelitian ini memfokuskan pembuatan biokomposit untuk aplikasi kemasan pengganti kemasan polistierene.
METODE PENELITIAN
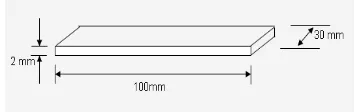
Penelitian dilaksanakan dengan membuat dan menguji sampel uji biokomposit Singosari Malang. Matriks yang digunakan berupa pati sagu dengan khitosan 40 % dan Gliserol 20%. Metode pembuatan sampel uji adalah hand lay-up.
Gambar 1. Spesimen uji bending
Hasil uji sampel biokomposit disajikan dalam bentuk hubungan antara kekuatan bending vs fraksi volume serat . Hasil pengujian dibandingkan dengan
hasil perhitungan data uji bending
polistierene. Observasi kegagalan
dilakukan dengan foto makro untuk mengamati modus kegagalan dan kriteria
kegagalan. Hasil akhir penelitian
dibandingkan bahan plastik/polimer yang diaplikasikan pada bidang kemasan makanan.
HASIL ANALISIS DAN PEMBAHASAN
Menggunakan Universal Testing Machine
(Time Group Inc WDW 20E) diperoleh data
pembebanan. Data-data dari pengujian kemudian dimasukkan dalam persamaan-persamaan sehingga sehingga di dapatkan
tegangan bending. Hasil pengujian
diperoleh besarnya kekuatan bending
biokomposit kombinasi rami acak adalah sebagai berikut:
Tabel 1. Hasil pengujian uji bending
σb = 2
Tabel 2. Hasil perhitungan tegangan bending
Gambar 2. Grafik Tegangan Bending dengan Fraksi Volume serat rami
Dari gambar 2 pengujian uji
bending komposit terdapat kenaikan
ISSN 2252-4444
MPa dikarenakan oleh adanya pengaruh penambahan volume serat rami.
Peningkatan tegangan bending dari fraksi volume 10 % ke 20 %
% 100 2
2 4
x
= 100 %
Peningkatan tegangan bending dari fraksi volume 20 % ke 30 %
% 100 4
4 4
x
= 0 %
Peningkatan tegangan bending dari fraksi volume 30 % ke 40 %
% 100 4
4 6
x
= 100 %
Peningkatan tegangan bending dari fraksi volume 40 % ke 50 %
% 100 6
6 6
x
= 0 %
Grafik tegangan bending diatas
menunjukkan kenaikan tegangan
dikarenakan penambahan seratnya, grafik tersebut menjelaskan semakin tinggi fraksi volume seratnya maka tegangan semakin tinggi, hal ini dituntukkan pada fraksi volume 10 % besarnya tengangan bending yaitu 2 MPa, lebih kecil dibanding fraksi volume 20 % yang sebesar 4 MPa. Sedangkan untuk fraksi volume 30 % besarnya tegangan 4 MPa, jadi tidak ada peningkatan tegangan bending dari fraksi 20% ke fraksi 30 %. fraksi volume 40 % besarnya tengangan bending yaitu 6 MPa yang lebih tinggi dari fraksi volume 30 %, fraksi volume 20 % dan fraksi volume 10 %. fraksi volume 50 % besarnya tengangan bending yaitu 6 MPa. Tegangan bending fraksi volume 50 % sama dengan tegangan bending fraksi volume 40 % , berarti tidak ada peningkatan tegangan bending seiring dengan peningkatan fraksi volumenya. Dari hasil diatas menunjukkan bila serat semakin banyak serat maka tegangan bendingnya semakin naik. Semakin
meningkatnya kekuatan bending ini
dikarenakan dimensi komposit yang semakin besar. Semakin banyak serat yang digunakan, dimensi komposit akan semakin besar pula.
Foto Makro Uji Kegagalan Bending Tujuan dilakukan foto makro untuk mengetahui kegagalan yang terjadi pada komposit. Selain itu, foto makro juga dilakukan untuk melihat patahan spesimen
hasil pengujian bending. Foto–foto makro
tersebut dapat dilihat pada gambar dibawah:
Gambar 3. Kegagalan pada pengujian bending komposit dengan fraksi volume
10%
Gambar 4. Kegagalan pada pengujian bending komposit dengan fraksi volume
ISSN 2252-4444
Gambar 5. Kegagalan pada pengujian bending komposit dengan fraksi volume
30%
Gambar 6. Kegagalan pada pengujian bending komposit dengan fraksi volume
40%
Gambar 7. Kegagalan pada pengujian bending komposit dengan fraksi volume
50%
Gambar diatas menunjukkan kegagalan pada pengujian bending komposit, dimana patahan terjadi dibagian bawah yang awal mulanya mengalami retak atau lepas dari ikatannya terhadap serat didalamnya. Pada umumnya kelemahan komposit terhadap beban bending terletak pada bagian komposit yang belum merata
pemampatannya antara serat dan
matriknya dibagian bawah pada spesimen. Pada lapisan ini mempunyai kekuatan tarik maksimum dan akan mengalami kegagalan paling awal karena tidak mampu menahan tegangan tarik pada bagian bawah komposit, sehingga akan terjadi retak lebih awal. Kekuatan yang menahan beban maksimum terjadi pada bagain komposit yang ada didalamnya, yang banyak terjadi pencampuran antara serat dan matrik secara merata. Setelah dibagian dalamnya tidak mampu menahan beban maka di bagian bawah tidak mampu menahan beban, maka akan terjadi retakan pada bagain bawah spesimen tersebut, dan merupakan retakan awal pada komposit. Setelah bagian bawah patah, kekuatan menahan beban menurun drastis.
KESIMPULAN
Berdasarkan hasil penelitian yang telah dilakukan, dapat disimpulkan bahwa biokomposit serat rami dengan matrik pati sagu berpotensi untuk dikembangkan lebih lanjut sebagi material alternatif pengganti polistierene untuk kemasan makanan. Pada biokomposit dengan fraksi volume 40 % dan 50 % di dapatkan nilai tegangan bending yang tertinggi sebesar 6 MPa. Harga ini lebih besar daripada harga referensi pada penelitian ini, yaitu bahan polimer yang di aplikasikan pada kemasan makanan, untuk yg tebuat dari polistierene sebesar 5 MPa dan yg terbuat dari LDPE sebesar 4 MPa. Biokomposit ini jg aman
ISSN 2252-4444
makanan.karena masih dibawah 10
mg/dm2, untuk simulan air, asam aseta 3%,
alkohol 15%. kelemahan biokomposit terhadap beban bending terletak pada bagian komposit yang belum merata
pemampatannya antara serat dan
matriknya dibagian bawah pada spesimen
DAFTAR PUSTAKA
Sumaryono. (2007). Tanaman Sagu Sebagai
Sumber Energi Alternatif. Warta
Penelitian dan Pengembangan
Pertanian. Vol., 29. No 4. Badan Penelitian Bioteknologi Perkebunan Indonesia. Bogor
ASTM. (1997).ASTM C 393
Widiarto, Sonny. (2005).Pembuatan Plastik Ramah Lingkungan dari Campuran Pati Sagu Polivinil Alkohol. Laporan Penelitian Dana Dipa PNPB. Unila. Lampung
Utari, S.M. Darni, Y. Dan Utami, H. (2008). Pemanfaatan Agar-Agar Gracilarna Coronapifolia dan Kitosan Untuk
Pembuatan Plastik Biodegradabel
dengan Gliserol sebagi Plasticizer. Prosiding Seminar Nasional Sains dan Teknologi-II Universitas Lampung. 29-40
Soemardi, T.P. Kusumaningsih, W. dan
Irawan A.P. (2009). Karakteristik
Mekanik Komposit Lamina Serat Rami Epoxi Sebagai Bahan Alternatif Soket Protesis. Jurnal Makara Teknologi 13(2) : 96-101
ISSN 2252-4444
TERHADAP KEKUATAN BENDING BIOKOMPOSIT MATRIK PATI UBI JALAR
Riswan Eko Wahyu S
Program Studi Perawatan dan Perbaikan Mesin Politeknik Kediri [email protected]
Abstrak
Penggunaan plastik sebagai bahan kebutuhan manusia memiliki berbagai keunggulan, akan tetapi plastik sangat sukar terdegradasi secara alami dan telah menimbulkan masalah dalam penanganan limbahnya. Dalam memecahkan masalah limbah plastik dilakukan beberapa pendekatan seperti daur ulang. Biokomposit pada penelitian ini
menggunakan biomaterial yang dapat diperbaharui (renewable) dan dapat terurai oleh
lingkungan. Dengan harapan dan aplikasinya sebagai material alternative pengganti
kotak kemasan makanan. Metode penelitian yang digunakan pada penelitian ini adalah
komposit serat pendek secara hand lay up tekan, sebagai filler komposit digunakan serat
Agave Sisalana dengan variasi Fraksi Volume 10%, 20%, 30%, dan 40%. Sedangkan Matrik penyusun biokomposit ini menggunakan bahan pati ubi jalar yang dicampur dengan 20% gliserol. . Pengujian dilakukan dengan standar uji bending ASTM D 790 (1997). Dari penelitian ini diperoleh hasil bending terkecil pada fraksi volume serat 10% sebesar 2 MPa dan hasil bending terbesar pada fraksi volume serat 40% sebesar 8 MPa.
Kata kunci : biokomposit, kekuatan bending.
PENDAHULUAN
Latar Belakang
Penggunaan plastik sintetik sebagai
bahan kebutuhan manusia memiliki
berbagai keunggulan seperti mempunyai
sifat mekanik dan barrier yang baik,
harganya yang murah, dan kemudahan dalam proses pembuatan serta aplikasinya. Akan tetapi, plastik sintetik mempunyai kestabilan fisiko-kimia yang terlalu kuat sehingga plastik sangat sukar terdegradasi secara alami dan telah menimbulkan
masalah diantaranya penanganan
limbahnya, bahan bakunya (dari minyak bumi olahan/sintesis minyak bumi) yang semakin lama semakin berkurang dan mengakibatkan kehilangan sumber daya alam ini. Selain itu pada produk-produk tertentu material plastik mengandung racun yang sangat berbahaya bagi tubuh manusia. Permasalahan muncul berasal
dari limbah plastik dimana dari data
Kementrian Lingkungan Hidup
menunjukkan bahwa setiap individu
menghasilkan rata-rata 0,8 kilogram
sampah per hari, 15 persennya adalah plastik. Dengan asumsi 220 juta penduduk Indonesia, maka sampah plastik yang terbuang mencapai 26.500 ton per hari. Dalam memecahkan masalah sampah atau limbah plastik ini telah dilakukan beberapa pendekatan, seperti: daur ulang, teknologi pengolahan sampah plastik. Serat sisal sendiri diperoleh dari pengolahan tanaman
agave sisalana atau sering dikenal dengan
“sisal” sedangkan pati ubi jalar diperoleh dari ubi jalar putih yang diekstrak dan gliserol merupkan hasil ekstraksi minyak alam. Tanaman Sisal pada dasarnya merupakan tanaman yang tumbuh liar
didaerah kering, berbatu-batu dan
ISSN 2252-4444
madura. Tanaman ini merupakan tanaman tahunan yang diambil seratnya biasanya digunakan untuk tali temali, sebagai bahan baku industri kerajinan tangan, dan sebagai produk diversifikasi seperti pulp, karpet, kantong kertas dengan harga jual serat yang murah. Serat Sisal memiliki sifat mekanik diantaranya kekuatan tariknya 80 - 840 MPa, kekuatan tarik spesifiknya 55 - 580 MPa, modulus youngnya 9 - 22 GPa,
modulus young spesifiknya 6 - 15 Gpa. (Mwaikambo, 2006).
Pada dasarnya pati umbi-umbian (pati
kentang, singkong, ubijalar dan
sebagainya) memiliki suhu gelatinisasi berkisar antara 70 - 80OC, bersifat elastis, mudah rusak dan memiliki penampakan
yang translucent ketika dingin. Untuk
mengatasi hal tersebut, maka perlu
dilakukan modifikasi pati sehingga
diperoleh sifat-sifat yang cocok untuk aplikasi tertentu. (Zuraida, 2003). Melihat kandungan pati pada ubi jalar sebesar 90%, maka pati ubi jalar memiliki kesamaan dengan pati ubi kayu dapat digunakan sebagai material biopolimer.
Pembuatan biopolimer dari pati (starch)
memerlukan campuran bahan aditif untuk mendapatkan sifat mekanis yang lunak,
ulet dan kuat. Untuk itu perlu
ditambahkan suatu zat cair/padat agar meningkatkan sifat plastisitasnya. Proses ini dikenal dengan plastisasi, sedang zat yang ditambah disebut pemlastis. Di
samping itu pemlastis dapat pula
meningkatkan elastisitas bahan, membuat lebih tahan beku dan menurunkan suhu alir, sehingga pemlastis kadang-kadang disebut juga dengan ekastikator antibeku atau pelembut. Adapun pemlastis yang
digunakan adalah “gliserol”, karena gliserol
merupakan bahan yang murah, sumbernya mudah diperoleh, dapat diperbaharui dan juga akrab dengan lingkungan karena mudah terdegradasi oleh alam.
Pada material biokomposit ini variasi
fraksi volume serat akan diteliti
pengaruhnya terhadap kekuatan bending. Kekuatan bending digunakan karena pada aplikasi kemasan kotak makanan lebih mengarah pada kekuatan bending sebab aplikasi pembebanan yang diterima pada bagian dasar dari kotak makanan tersebut.
Perumusan Masalah
Berdasarkan latar belakang yang telah dikemukakan sebelumnya, maka dapat diambil beberapa perumusan masalah yang akan diteliti dalam tesis ini.
Perumusan masalah tersebut adalah
sebagai berikut :
Bagaimanakah pengaruh variasi fraksi volume filler serat agavesisalana terhadap kekuatan bending matrik pati ubi jalar?
Batasan Masalah
Untuk memudahkan serta
memperlancar jalannya penelitian ini maka
batasan masalahnya adalah sebagai
berikut:
1. Material yang digunakan adalah serat
agave sisalana sebagai filler dengan variasi volumnya yaitu 10%, 20%, 30%,
dan 40% menggunakan metode hand
lay up dengan arah serat pendek acak dan biopolimer pati ubi jalar ditambah 20% gliserol sebagai matrik yang dibuat dengan proses blending dengan
suhu pemanasan 70OC.
2. Pengujian mekanik yang dilakukan
adalah “pengujian bending” untuk
mengetahui kekuatan bending
spesimen biokomposit terhadap
kekuatan bending dari aplikasi yang digunakan.
3. Pengambilan gambar foto spesimen
ISSN 2252-4444
TINJAUAN PUSTAKA
Penelitian Sebelumnya
Pada penelitian Oladebeye A.O tahun
2009 dengan judul penelitian
“Physicochemical Properties of Starches of Sweet Potato (Ipomea batata) and Red Cocoyam
(Colocasia esculenta) Cormels” dimana hasil penelitian yang didapat yaitu pati ubi jalar memiliki persentase kandungan protein, karbohidrat, dan serat kasar yang lebih
tinggi dari pada red cocoyam. Kemudian
hasil fisikokimia dengan kandungan
amilosa dan amilopektin yang banyak dimana hasil perekatan pasta pati ubi jalar (405.92 RVU) pada waktu (4,37 menit) lebih
tinggi dibandingkan dengan pasta red
cocoyam dengan sifat rekat (244.33 RVU) yang diperoleh pada (4,99 menit).
Joseph K., tahun 1999 dalam
penelitiannya yang berjudul “A Review on Sisal Fiber Reinforced Polymer Composites”
menyatakan bahwa di antara berbagai serat alami, serat sisal memiliki daya tarik pada komposit. Dimana komposit dari serat sisal mempunyai kekuatan impak tinggi di samping mempunyai kekuatan tarik dan
kekuatan bending yang baik bila
dibandingkan dengan serat lignosellulosa
yang lain. Kemudian dari penelitian tersebut menjelaskan tentang serat sisal sebagai penguat komposit polimer dengan acuan khusus pada struktur dan sifat khas dari serat sisal, teknik pemrosesan, dan
sifat-sifat phisik dan mekanis dari
komposit.
Kemudian penelitian yang dilakukan oleh Van Der Burgt (1996) meneliti tentang penggunaan dari suatu ekstruder untuk proses plastifikasi pati kentang dengan
gliserol dan air sebagai plasticizernya.
Dengan variasi pati dan gliserol (80/20,
terhadap derajat penurunan selama proses ekstrusi dari pati thermoplastik bahwa gliserol menunjukkan efek yang paling besar.
Komposit
Komposit didefinisikan sebagai
kombinasi antara dua material atau lebih
yang berbeda bentuknya, komposisi
kimianya, dan tidak saling melarutkan antara materialnya dimana material yang satu berfungsi sebagai penguat dan material yang lainnya berfungsi sebagai pengikat untuk menjaga kesatuan
unsur-unsurnya (Gibson, 1994). Sedangkan
penggabungan dua atau lebih material dengan material pengisi (filler) dari
bahan-bahan alami disebut dengan
”biokomposit”. Dalam penyusunan komposit salah satu material penyusun dapat ditentukan fraksi volumenya untuk mendapatkan sifat akhir yang diinginkan. Secara umum terdapat dua kategori material penyusun komposit yaitu matrik dan reinforcement. Keunggulan dan keuntungan bahan komposit diantaranya
yaitu dapat memberikan sifat–sifat
mekanik terbaik yang dimiliki oleh komponen penyusunnya, bobotnya yang ringan (jika dibandingkan dengan material logam tetapi memiliki kekuatan yang hampir sama), kemudian tahan korosi, ekonomis, dan tidak sensitif terhadap bahan-bahan kimia. Beberapa sifat yang
dapat diperbaiki dengan dibuatnya
komposit dari bahan pembentuknya antara
lain: kekuatan dan kekakuannya,
ketahanan korosi dan ketahanan ausnya, berat material, konduktivitas termal dan
thermal insulationnya, serta accoustical insulation dan ketahanan fatique.
Faktor yang mempengaruhi Performa Komposit
ISSN 2252-4444
performa Fiber-Matrik Composites antara
lain:
1. Faktor Serat, 2. Letak Serat,
3. Panjang Serat,
4. Bentuk Serat,
5. Faktor Ikatan Fiber-Matrik,
6. Katalis,
Teori Ikatan Penguat terhadap Komposit
Ikatan yang dapat terjadi pada material komposit diantara matrik dan penguatnya antara lain: (Matthew and Rawling, 1994)
a. Ikatan mekanik (Mechanical Bonding),
b. Ikatan elektrostatis (Electrostatic
Bonding),
c. Ikatan kimia (Chemical Bonding),
d. Ikatan reaksi.
Metode Pembuatan Komposit
Terdapat tiga macam metode yang
dapat digunakan untuk membuat
komposit (Gibson, 1994), yaitu:
a. Injection Moulding b. Spray Up
c. Hand Lay Up
Proses pembuatan komposit dengan
metode Hand Lay Up merupakan
pembuatan komposit dengan metode lapisan demi lapisan sampai diperoleh ketebalan yang diinginkan. Dimana setiap lapisan berisi matrik dan filler. Setelah memperoleh ketebalan yang diinginkan
digunakan roller untuk meratakan dan
menghilangkan udara yang terjebak diatasnya.
Gambar 1. Metode Hand Lay Up
Sumber: Budinski, 1992
Gambar 2.4 merupakan gambar proses pembuatan kompossit dengan cara metode
hand lay up. Pada penelitian biokomposit serat agave sisalana dan matrik pati ubi jalar
dan gliserol metode pembuatannya
menggunakan metode hand lay up.
Proses Pembuatan Komposit
Proses pembuatan komposit yang paling umum dipakai terdapat 4 macam, diantaranya adalah (Matthew and Rawling, 1994)
1. Pembuatan secara fasa padat
2. Pembuatan secara fasa cair
3. Deposition, 4. Proses in situ,
Penelitian biokomposit serat agave
sisalana dengan matrik pati ubi jalar dan gliserol pada penelitian ini menggunakan proses pembuatan secara fasa cair, sebab
pencampuran antara matrik dan fillernya
dengan cara blending/ pengadukan, dimana
matrik dicampurkan dalam keadaan cair
pada penguat/reinforcement dalam kondisi
padat.
Kekuatan Bending Komposit
Kekuatan bending atau kekuatan
lengkung (flexural strength) adalah
tegangan bending terbesar yang dapat
diterima akibat pembebanan luar tanpa mengalami deformasi yang besar atau
kegagalan. Besar kekuatan bending
tergantung pada jenis material dan pembebanan. Untuk mengetahui kekuatan
bending suatu material dapat dilakukan
dengan “pengujian bending” terhadap
material komposit tersebut. Pengujian dilakukan three point bending (ditunjukkan pada gambar 2.5).
Gambar 2. Penampang Bending (balok)
ISSN 2252-4444
METODE PENELITIAN
Waktu dan Tempat Penelitian
Metode penelitian ” Pengaruh Variasi Fraksi Volume Filler Serat Agave Sesalana Terhadap Kekuatan Bending Biokomposit
Matrik Pati Ubi Jalar” yang telah
dilaksanakan merupakan true experimental
research, tahapan penelitian ini dibagi dalam 3 bagian yaitu studi literatur, studi lapangan dan pembuatan serta pengujian spesimen biokomposit.
Waktu penelitian dilaksanakan selama sepuluh bulan, dengan rincian yaitu untuk studi literatur dilaksanakan selama 3 bulan, dilanjutkan dengan studi lapangan 1 bulan, kemudian pada pembuatan dan pengujian spesimen selama 4 bulan, sedangkan untuk pengolahan data dan evaluasi 2 bulan.
Beberapa tempat yang digunakan untuk penelitian yaitu: untuk studi literatur dilaksanakan di Jurusan Mesin Universitas Brawijaya, Jurusan Kimia Universitas Brawijaya, Balitas Karang Ploso Malang dan internet. Penelitian ini dititik-beratkan pada teori-teori dan konsep-konsep tentang pengetahuan bahan (biokomposit).
Variabel Penelitian
Penelitian ”Pengaruh Variasi Fraksi
Volume Filler serat Agave Sisalana terhadap Kekuatan Bending dan Biodegradabelitas Biokomposit Matrik Pati Ubi Jalar dan
Gliserol” ini terdapat satu variabel bebas dan dua variabel tetap
Variabel Bebas
Variabel bebas yang digunakan adalah perbandingan fraksi volume filler serat
agave sisalana sebesar 10%, 20%, 30%, dan 40% (v/v) dan matrik (pati ubi jalar dan ubi jalar dan gliserol).
Variabel Terikat
Variabel terikat yang digunakan pada penelitian ini adalah :
1. Kekuatan Bending
2. Biodegradabelitas bahan
Variabel Terkontrol
Variabel kontrol pada penelitian ini adalah:
1. Gliserol 20 %
2. Temperatur gelatinisasi 700 C
3. Kecepatan putar blender 30 rpm
4. Kecepatan bending 1 mm/menit
Alat dan Bahan Penelitian
Alat Penelitian
Alat-alat yang digunakan dalam
penelitian ini adalah :
a. Mesin Pengujian Tarik (Universal
Machine Testing) terlampir
b. Timbangan digital, (terlampir)
c. Cetakan _pecimen, (terlampir)
d. Mesin Blender, (terlampir)
e. Gelas ukur (terlampir)
f. Oven pemanas, (terlampir)
g. Kamera digital, (terlampir)
Bahan yang Digunakan
Bahan-bahan yang digunakan dalam penelitian ini adalah :
a. Pati Ubi jalar (terlampir)
b. Gliserol komersial (terlampir)
c. Serat agave sisalana (terlampir)
ANALISIS DAN PEMBAHASAN
Data Hasil Pengujian
Pengujian Bending
Berdasarkan pengujian bending
menggunakan mesin bending UTM
(Universal Testing Machine, Time Group Inc WDW 20E) diperoleh data pembebanan.
Data-data dari pengujian kemudian
dimasukkan dalam persamaan-persamaan
sehingga di dapatkan kekuatan bending.
Hasil pengujian diperoleh besarnya
kekuatan bending biokomposit kombinasi
ISSN 2252-4444
Tabel 1. Data hasil pengujian bending
Tabel 1 menunjukkan hasil kekuatan
bending dalam (Newton) dimana setiap variasi fraksi volume serat dilakukan 3 kali perulangan dan diperoleh data hasil rata-ratanya. Data-data diatas menunjukkan
hasil dari pengujian bending dengan data
awal dalam Kn kemudian ditransfer menjadi _ewton. Untuk fraksi volume serat 10 % diperoleh data ketiganya 2 N sehingga rata-rata bebannya adalah 2 N. Sedangkan untuk fraksi volume serat 20% beban rata-rata yang diperoleh sebesar 2,67 N dan lebih kecil daripada beban yang diterima pada fraksi volume serat 30% yaitu sebesar 4,67 N. Beban rata-rata pada fraksi volume serat 40% memiliki nilai tertinggi dari ketiga fraksi volume serat yang lainnya. Dari data data ini kemudian
diolah atau dianalisis menggunakan anlasis
varian.
Maka dari perhitungan persentasenya diketahui bahwa antara fraksi volume serat 10% dan fraksi volume serat 20% terjadi
kenaikan kekuatan bending sebesar 3,35%.
Sedangkan pada fraksi volume serat 20% ke fraksi volume serat 30% terjadi kenaikan tegangan sebesar 74,9%. Kemudian pada fraksi volume serat 30% ke fraksi volume serat 40% terjadi kenaikan sebesar 71,3%. Dari sini dapat diketahui bahwa kekuatan
bending fraksi volume serat semakin meningkat seiring dengan bertambahnya
fraksi volume serat. Akan tetapi
peningkatan yang signifikan terjadi pada fraksi volume serat yang lebih banyak yaitu pada fraksi volume serat diatas 30%, hal ini mengindikasikan bahwa bertambahnya
fraksi volume serat meningkatkan
kekuatan bendingnya.
Analisis Varian pada Pengujian Bending
Analisis Varian digunakan untuk mengetahui ada tidaknya pengaruh variasi fraksi volume filler serat agave sisalana
terhadap kekuatan bending sehingga dapat
diketahui hasil analisis variannya. Apabila nilai Fhitung yang diperoleh lebih besar dari Ftabel berarti faktor yang diuji berpengaruh nyata. Namun apabila Fhitung lebih kecil dari Ftabel berarti faktor yang diuji tidak berpengaruh. Data dari tabel 4.1 (data
kekuatan bending) tiap sel pengamatan
dianalisis dengan teknik ANOVA
(Harinaldi: 2005, 192), yaitu untuk
mengetahui pengaruh variasi fraksi volume
filler serat terhadap kekuatan bending, tahapan perhitungannya sebagai berikut:
1. Hipotesis
H0: µ1 = µ1 =… = µk (Tidak ada pengaruh nyata)
H1: tidak seluruh mean populasi sama
µ1 ≠ 0 (Ada pengaruh nyata)
2. Perhitungan Rasio Uji (RU)
Tabel 2. Tabulasi Perhitungan Pengujian
Bending
3. Pengambilan Keputusan secara
Statistik
Tabel 3. Analisis Varian Satu Arah
ISSN 2252-4444
Berdasarkan tabel 4.3. dapat ditarik kesimpulan:
Fhitung > Ftabel;, maka H0: ditolak dan H1: diterima berarti variasi fraksi volume filler
serat berpengaruh nyata terhadap kekuatan
bending dengan tingkat keyakinan 95%.
Hubungan antara Fraksi Volume Serat
dengan Kekuatan Bending
Dari pengujian bending komposit diperoleh trend yang menaik dimulai dari tegangan 2 MPa ke 2,47 MPa kemudian terjadi kenaikan ke 4,47 MPa sampai pada 8 MPa hal ini dikarenakan oleh adanya
pengaruh penambahan volume serat agave
sisalana dan distribusi arah serat. Dari hasil diatas menunjukkan bila serat semakin
banyak serat maka tegangan bendingnya
semakin tinggi. Dan semakin meningkat
kekuatan bending ini dikarenakan ikatan
antara matrik dan serat semakin kuat komposit yang semakin besar. Semakin banyak serat yang digunakan, dimensi komposit akan semakin besar pula.
KESIMPULAN
Kesimpulan
Dari penelitian ini ditarik kesimpulan
bahwa fraksi volume filler serat agave
sisalana berpengaruh terhadap kekuatan
bending dan biodegradabeliatas biokomposit matrik pati ubi jalar dan
gliserol. Kekuatan bending terkecil pada
fraksi volume serat 10% sebesar 2 Mpa dan
kekuatan bending terbesar pada fraksi
volume serat 40% sebesar 8 Mpa.
Kemudian pada uji biodegradable
menunjukkan serat dengan fraksi volume 10% paling cepat terdegradasi dengan persentase terurai terbesar 53,8% pada 10 hari biodegradable dan persentase terkecil pada fraksi volume serat 40% pada waktu 30 hari sebesar 12,28%. Pada proses
biodegradable fraksi volume serat terkecil memperlihatkan hasil paling cepat terurai
dalam tanah karena mikroorganisme terlebih dahulu menguraikan matrik
biokomposit sebelum seratnya. Oleh
karena itu material biokomposit ini dapat
diaplikasi sebagai kotak kemasan
makanan setara material styrofom karena
kekuatan bendingnya telah terpenuhi.
Saran
Dari hasil penelitian ini telah
membuktikan bahwa material biokomposit ini dapat terdegradasi secara alami dan dapat diaplikasikan pada kotak kemasan makanan, dari sini saran yang dapat diberikan antara lain:
1. Pengembangan-pengembangan pada
variasi-variasi bahan yang lain dari penelitian ini dengan menambah material lain (semisal; chitosan, borak, atau variasi-variasi yang lain).
2. Pengembangan pada model-model
dan metode-metode yang lain seperti
pada proses pencetakan, proses
pembuatan cetakan biokomposit dan sebagainya, sehingga dapat digunakan untuk aplikasi-aplikasi yang lainnya.
DAFTAR PUSTAKA
Antarlina, S.S. 1994. Utilization of sweet potatoes flour for making cookies and cake. p. 127-132. In K.H. hendroatmodjo, Y. Widodo, Sumarno, and B. Guritno (Eds). Research Accomplishment of
Root Crops for Agricultural
Development in indonesia. Research Institute for Legume and Tuber Corps, Malang indonesia
ASTM. 1997.ASTM D 790FlexuralProperties
of Unreinforced and Reinforced Plastic (Plastic, Composite, and Insulating Material).
Balittas. 2005. Studi Kelayakan Agrobisnis