1.1 Latar Belakang Pelaksanaan PKL
Sebagaimana dijelaskan pada pasal 15 Undang-Undang Sisdiknas
No. 20 Tahun 2003, bahwa Sekolah Menengah Kejuruan merupakan
pendidikan menengah yang mempersiapkan peserta didik terutama untuk
bekerja dalam bidang yang ditekuni. Sejalan dengan itu, keberadaan
SMK Analis Kimia YKPI Bogor yang telah menyelenggarakan
pendidikan dan latihan sejak tahun 2000/2001 mempunyai visi yaitu
menjadi institusi pendidikan yang menghasilkan tenaga analis kimia yang
kompeten dan religius, dengan salah satu misinya yaitu “menyiapkan
siswa menjadi analis kimia tingkat menengah yang terampil dan
mandiri”.
Salah satu upaya untuk mencapai visi dan misi SMK Analis Kimia
YKPI secara khusus dan tujuan pendidikan SMK secara umum, maka
suatu keharusan untuk membangun, membina, dan mengembangkan
kemitraan antara SMK Analis Kimia YKPI dengan dunia industri dan
institusi lain yang terkait dan ada hubungannya dengan pekerjaan seorang
analis kimia.
Salah satu kemitraan yang perlu dibina antara sekolah dengan
institusi terkait melalui Praktik Kerja Lapangan (PKL) atau praktik kerja
industri (Prakerin) yang mewajibkan para siswa kelas IV, tepatnya pada
semester VII. Melalui PKL/Prakerin selain siswa dapat meningkatkan
pengetahuan, kemampuan dan keterampilan dalam hal metode analisis
dan penggunaan instrumen yang modern untuk analis kimia, juga dapat
menumbuhkan dan meningkatkan wawasan siswa dalam hal-hal yang
termasuk ruang lingkup dunia kerja, antara lain organisasi dan disiplin
kerja, sehingga dengan PKL seorang siswa menjadi lebih siap utnuk
memasuki dunia kerja yang sebenarnya.
Salah satu institusi yang memberikan kesempatan bagi siswa siswi
SMK Analis Kimia YKPI Bogor dapat melaksanakan PKL yaitu PT
GMF AeroAsia. Perusahaan ini merupakan satu institusi yang bergerak
1.2 Tujuan pelaksaaan PKL
1.2.1 Tujuan Umum Pelaksanaan PKL Tujuan umum pelaksanaan PKL yaitu :
1. Sebagai salah satu syarat untuk menyelesaikan pendidikan tingkat
akhir di SMK Analis Kimia YKPI Bogor.
2. Meningkatkan pengetahuan, kemampuan dan keterampilan untuk
bekal kerja sebagai analis kimia.
3. Meningkatkan pengetahuan dan keterampilan siswa dalam
penggunaan instrumen yang lebih modern untuk analis kimia
dibandingkan dengan fasilitas yang ada di sekolah.
4. Menumbuhkan dan meningkatkan wawasan siswa tentang hal-hal
yang termasuk ruang lingkup dunia kerja, antara lain Struktur
Organisasi, Disiplin Kerja, Sistem Kerja, Lingkungan dan
Keselamatan Kerja.
5. Memberikan pengalaman kerja kepada siswa tentang dunia kerja
sebelum terjun ke dalamnya.
6. Memperluas wawasan siswa mengenai masyarakat industri termasuk
berbagai aspek di dalamnya.
7. Memperkenalkan calon lulusan tenaga analis kimia SMK Analis
Kimia YKPI Bogor kepada instansi PKL.
8. Mendapatkan masukan dan umpan balik untuk mengembangkan dan
meningkatkan kualitas pendidikan serta latihan di SMK Analis
1.2.1 Tujuan Khusus Pelaksanaan PKL Tujuan khusus pelaksanaan PKL yaitu :
1. Untuk melakukan Analisa Larutan Plating.
2. Untuk mengetahui Pengujian Chemichal dan Mechanical.
1.2.2 Tujuan Penulisan Laporan
Setelah melaksanakan PKL, siswa diharuskan membuat laporan, yang
bertujuan untuk :
1. Pertanggungjawaban kepada pihak sekolah atas pelaksanaan Praktik
Kerja Lapang (PKL).
2. Mengembangkan pengetahuan siswa dalam mengumpulkan data,
baik yang bersumber dari buku-buku maupun hasil konsultasi
langsung dengan pembimbing dan mengelola kembali sehingga
dapat dituangkan dalam wujud laporan.
3. Menambah daya nalar siswa, terutama dalam mengevaluasi dan
membahas data-data analisis.
1.3 Waktu dan Tempat Pelaksanaan PKL
Praktik Kerja Lapang ini dilaksanakan selama tiga bulan terhitung
sejak tanggal 18 Juli 2016 sampai dengan 18 Oktober 2016 di
Laboratorium Pengujian PT GMF AeroAsia, Engine Maintenance Shop,
2.1 Sejarah Perusahaan
Garuda Indonesia merupakan maskapai penerbangan nasional terbesar dan telah diakui oleh dunia maskapai penerbangan internasional. Sejak dibangun 1949, Garuda Indonesia selalu melakukan pengembangan untuk meningkatkan kualitas kinerja dan keandalan maskapai. Salah satu pengembangannya yaitu tahun 1984 dengan berdirinya Garuda Maintenance Facility Support Center sebagai pusat perawatan pesawat untuk maskapai Garuda sendiri maupun maskapai lain.
Tahun 1996, Garuda Maintenance Facility Support Center ditransformasikan menjadi SBU (Strategic Bussiness Unit) bernama Garuda Maintenance Facility yang tetap berdiri di bawah naungan maskapai penerbangan Garuda Indonesia. Hingga kemudian, tahun 2002, Garuda Maintenance Facility Support Center dijadikan perusahaan mandiri dengan nama yang kita kenal sekarang sebagai PT Garuda Maintenance Facility (GMF) AeroAsia.
PT GMF AeroAsia menempati area seluas 115 hektar di area Bandara Internasional Soekarno-Hatta, Tangerang. Area seluas itu menjadikan GMF sebagai fasilitas perawatan pesawat dengan area terluas di Asia. Dengan bantuan sumber daya manusia lebih dari 2500 orang, PT GMF AeroAsia telah mampu melayani berbagai perawatan terhadap bermacam jenis pesawat. Bahkan hingga kini, PT GMF AeroAsia terus melakukan pengembangan baik dalam fasilitas dan kapabilitas. Selain itu, PT GMF AeroAsia sudah mengembangkan proyek pengembangan kapabilitas pada mesin CFM56-7 (engine Boeing 737 NG) sehingga PT GMFAeroAsia dapat melakukan proses overhaul CFM56-7 hingga ke tingkat piece part.
PT GMF AeroAsia berhasil menyabet berbagai macam pengakuan berupa sertifikat dari berbagai asosiasi penerbangan baik nasional maupun internasional, seperti DKPPU, EASA, FAA, dan sebagainya.
2.2 Visi dan Misi Perusahaan 2.2.1 Visi PT GMF AeroAsia
PT. GMF AeroAsia menetapkan visi menjadi perusahaan Top 10 MRO (Maintenance Repair Organization) dunia di 2020.
2.2.2 Misi PT GMF AeroAsia
Visi tersebut kemudian coba diejawantahkan melalui misi PT GMF AeroAsia. Misi tersebut adalah menyediakan solusi pesawat terbang yang terpadu dan handal sebagai kontribusi dalam mewujudkan lalulintas udara yang aman dan menjamin kehidupan manusia.
2.3 Daerah Operasional
Gambar 2.1 Letak PT GMF AeroAsia di Bandara Soekarno-Hatta Sumber: www.google.com
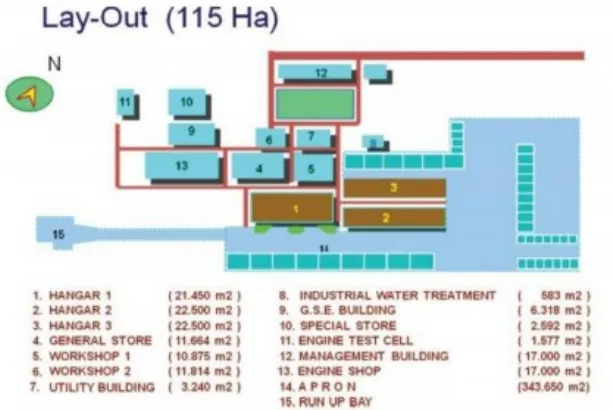
Gambar 2.2 Lay-Out PT GMF AeroAsia Sumber: Engine Shop GMF Learning Center Unit
Berdiri di atas lahan seluas 115 ha, PT GMF AeroAsia memiliki berbagai fasilitas pendukung proses terintegrasi perawatan pesawat.
Fasilitas-fasilitas tersebut diantaranya:
A. Hangar
GMF memiliki 4 buah hangar yang memiliki berbagai macam fasilitas penunjang perawatan atau pemeriksaan yang ditawarkan GMF. Keempat hanggar tersebut juga dilengkapi berbagai macam peralatan penunjang seperti crane, alat pendukung keselamatan kerja, aircraft docking, purpose-bulit area, dan tenaga listrik hingga 400 Hz. Keempat hanggar tersebut mempunyai fungsi dan kapabilitas yang berbeda-beda.
1. Hangar 1
Hangar 1 berdiri di atas lahan seluas 22.000 m2 atau merupakan hangar terkecil dari keempat hangar. Hangar ini dipakai untuk perawatan Boeing 747. Hangar ini mampu menampung dua buah pesawat Boeing 747 side by side.
Gambar 2.3 Hangar 1
2. Hangar 2
Hangar 2 memiliki luas 22.500 m2 dan digunakan untuk perawatan ringan bagi pesawat berbadan lebar atau kecil. Hangar ini melayani perawatan ringan seperti lubrikasi, ganti atau tambah oli, penggantian filter APU atau engine dan sebagainya. Hangar ini mampu menampung 3 buah pesawat berbadan besar dan 2 buah pesawat berbadan kecil. Penggunaan hangar ini diutamakan untuk pesawat Garuda Indonesia.
Gambar 2.4 Hangar 2
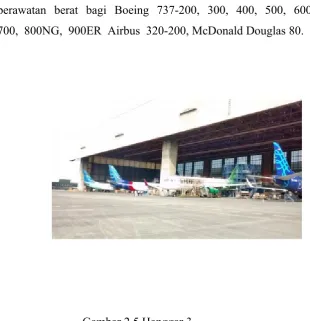
3. Hanggar 3
Hanggar ini berdiri di area seluas 23.000 m2 sehingga dapat menampung 6 buah pesawat besar maupun kecil. Hanggar ini terdiri dari 3 bagian dimana masing-masing bagian dapat menampung satu buah pesawat berbadan besar dan satu buah pesawat berbadan kecil. Hanggar 3 melayani perawatan berat bagi Boeing 737-200, 300, 400, 500, 600, 700, 800NG, 900ER Airbus 320-200, McDonald Douglas 80.
Gambar 2.5 Hanggar 3
4. Hangar 4
Hangar 4 dibangun di atas lahan seluas 66.940 m2 dan bisa menampung 16 pesawat narrow body, dimana salah satu line dikhususkan untuk pekerjaan painting. Hangar ini menjadi salah satu hanggar terluas dan termodern di Asia. Hangar ini baru selesai dibangun pada tahun 2015.
Gambar 2.6 Hanggar 4
Sumber: Engine Shop GMF Learning Center Unit
B. Apron
C. Workshop
1. Workshop I
Workshop ini digunakan untuk perawatan overhaul komponenkomponen besar pesawat seperti radar domes galleys, engine pylons, cowling dan thrust reverse doors dan balancing flight surface. Jenis pesawat yang dapat diakomodir biasanya adalah Boeing 747, DC-10, A-300, DC-9, F-28, dan Boeing 737. Perawatan tersebut dilakukan di fasilitas sheet-metal workshop. Selain itu, workshop ini memiliki area untuk perbaikan brakes, tires, undercarriage, upholstery, sheet, carpet cutting. Total, workshop ini memiliki luas 10.785 m2.
2. Workshop II
Workshop ini melayani perbaikan peralatan komunikasi, navigasi dan elektronik yang dimilki pesawat. Workshop ini dibagi menjadi dua bagian. Bagian pertama adalah Instrument Electronic Radio and Avionic (IERA) shop yang melayani reparasi dan pengetesan instrumen penerbang, gyros, navigasi, komunikasi, radar cuaca, autopilot, bahkan untuk peralatan semacam modern digital avionic. Bagian kedua adalah Electical Mechanical and Oxygen (ELMO) shop untuk pengetesan
D. Engine Maintenance
Fasilitas Engine Maintenance melayani perbaikan tingkat tinggi dan pembongkaran besar/overhaul mesin utama pesawat dan APU, seperti engine CFM56-3, CFM56-7, 85, dan GTCP-131 9A/9B. Fasilitas ini pun sedang melakukan 11 pengembangan untuk perbaikan dan overhaul CFM56-5.
Fasilitas ini melayani dari pembersihan, NDT, Visual inspection dan Bearing inspection, hingga repair dengan metode welding dan thermal spray.
Gambar 2.7 Engine Maintenance
Sumber: Engine Shop GMF Learning Center Unit
E. Engine Test Cell
Fasilitas ini digunakan untuk mengetes mesin dan APU hasil perbaikan yang dilakukan di engine shop. Fasilitas ini mampu mengakomodasi pengetesan hingga thrust 100.000 lb. Fasilitas ini dibangun tahun 1989 diatas tanah seluas 1.577 m2. Tahun 2013, fasilitas ini telah mengalami pengembangan pada sistem kontrol pengetesannya menjadi lebih modern dan efisien.
Gambar 2.8 Engine Test Cell
Sumber: Engine Shop GMF Learning Center Unit
F. Ground Support Equipment (GSE) Center
G. Fasilitas Penunjang
Fasilitas-fasilitas penunjang semua kegiatan GMF diantaranya adalah:
1. General Storage yang menyimpan suku cadang seluas 11.644 m2 2. Utility Building seluas 3.240 m2 Sebagai sumber listrik PT GMF
AeroAsia
3. Special Storage seluas 2.593 m2 untuk menyimpan bahan-bahan kimia.
4. Industrial Waste Treatment seluas 573 m2 yang digunakan untuk mengolah limbah yang ada di PT GMF AeroAsia.
5. Management Building seluas 17.000 m2 sebagai pusat administrasi PT GMF AeroAsia.
Struktur Organisasi Perusahaan
Gambar
2.9 Struktur Organisasi PT GMF AeroAsia
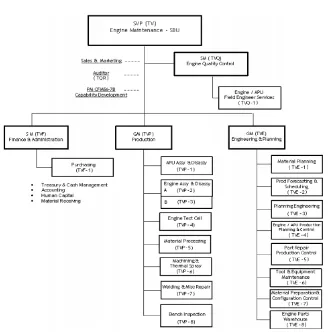
2.5 Sekilas Mengenai Engine Maintenance
Dinas Engine Maintenance merupakan bagian dari PT GMF AeroAsia yang bertanggung jawab di jasa perawatan atau perbaikan engine dan APU pada pesawat. Engine
Maintenance terdiri dari tiga subdinas, yakni:
A. Finance and Administration SM (TVF).
B. Production (TVP).
C. Business Support
D. Enginering dan Planing
Gambar 2.10 Struktur Organisasi Engine Maintenance
2.6 Laboratorium
Laboratorium Pengujian PT. GMF AeroAsia merupakan salah satu unit material processing (TVP5) di Engine shop yang bertugas melaksanakan pelayanan pengujian chemical dan mechanical.
Pengujian Chemical meliputi:
Fuel Test
Oil Test
Plating solution test
Cleaning solution test
Bearing solution test
Pengujian Mechanical meliputi:
Rockwell hardness Test
Hardness mickro vickers Test
Metallographic Test
Tensile Strength Test
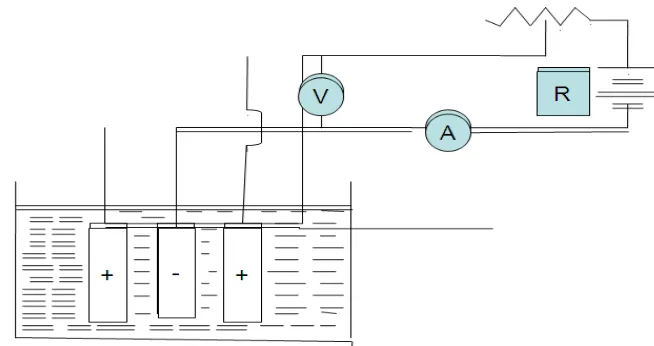
3.1 Pengertian Elektro Plating
Elektro plating adalah suatu proses pengendapan suatu logam
pelindung yang dikehendaki diatas logam lain dengan cara
elektrolisa. Biasa dilakukan dalam suatu bejana yang disebut
elektrolisa yang berisi cairan elektrolit / larutan.
Pada larutan ini tercelup paling tidak dua elektroda. Masing-masing
elektroda dihubungkan dengan arus listrik, yang terbagi menjadi
kutup positif (+) dan negatif (-) dikenal sebagai anoda (+) dan katoda
(-) .
Gambar rangkaian proses Elektro plating
Selama proses plating berlangsung terjadi reaksi kimia pada daerah elektroda / elektrolit, baik reaksi reduksi maupun reaksi oksidasi. Karena pada proses plating reaksi diharapkan berjalan terus menerus menuju arah tertentu secara tetap, maka hal yang paling penting dalam proses ini adalah mengoperasikan proses ini dengan menggunakan arus searah.
Dari uraian diatas dapat dikatakan bahwa ada 4 bagian yang utama ( penting ) dari suatu sistem plating. Keempat bagian yang harus ada didalam suatu unit plating adalah :
- Larutan elektrolit - Anoda
- Katoda ( benda kerja) - Sirkuit luar
3.2 Larutan Elektrolit
Setiap larutan elektrolit yg dijadikan rendaman tempat proses plating berlangsung harus mengandung bahan-bahan terlarut yang sekurang-kurangnya memiliki satu dari fungsi berikut ini :
1. Menyediakan sumber logam yang ingin diendapkan 2. Konduktif
3. Bertindak sebagai buffer ( pengatur pH )
4. Memodifikasi atau mengatur bentuk fisik dari endapan 5. Membantu pelarutan anoda.
3.3 Proses Elektroplating
Secara garis besar proses plating dapat dibagi menjadi tiga tahap sebagai berikut :
Tahap 1. : Proses persiapan Tahap 2. : Proses plating
Tahap 3. : Proses pengerjaan akhir
Tahap 1. Proses persiapan.
Sebelum plating dilakukan pada suatu benda kerja, permukaan benda kerja tersebut harus berada dalam kondisi yang betul-betul bersih, bebas dari segala macam pengotor. Persyaratan ini mutlak perlu agar bisa didapat hasil plating yang baik. Secara umum persiapan ini harus memenuhi 2 tujuan:
a. Menghilangkan semua pengotor pada benda kerja
b. Mendapatkan keadaan fisik permukaan yang baik.
Jenis kotoran yang biasa dijumpai pada permukaan logam dapat digolongkan sebagai berikut :
a. kotoran organik
b. kotoran anorganik/oksida.
Pemilihan teknik persiapan ini tergantung dari kontaminan, secara umum dapat di klasifikasikan sebagai berikut:
a. Cara mekanik
b. kimia dan elektrokimia. Tahap 2. proses plating.
Setelah benda kerja benar-benar bersih, maka benda kerja tsb sudah siap untuk dilapisi. Cara melapisi : benda kerja dilapisin katoda,
Adapun kondisi operasi yang perlu direncanakan adalah: - rapat arus
- waktu - temperatur
- komposisi larutan elektrolit. Tahap 3. proses pengerjaan akhir.
Benda kerja setelah mengapami proses plating, perlu dibilas (dicuci bersih), dikeringkan dan dioven, polishing untuk menghilangkan residu.
3.4 Proses Pengerjaan Cadmium Plating
Proses Cadmium Plating menggunakan tiga jenis larutan, yaitu; 1. Larutan Sulfuric Etching
2. Larutan Nickel Strike 3. Larutan Cadmium Plating
3.4.1 Pembuatan dan pengecekkan larutan Sulfuric Acid
Komposisi pembuatan larutan : Sulfuric Acid ; 330 mL/L Limit pengecekkan :
Sulfuric Acid ; 225 – 330 mL/L
3.4.2 Pembuatan dan pengecekkan larutan Nickel Strike
Komposisi pembuatan larutan : Nickel Chloride : 240 g/L
Hydrochloric Acid : 95 mL/L Limit pengecekkan :
3.4.3 Pembuatan dan pengecekkan larutan Cadmium Plating Komposisi pembuatan larutan :
Kadmium Oksida (CdO): 20gr/L Potasium Sianida(KCN): 120gr/L) Limit pengecekkan :
3.5 Prosedur standar Cadmium plating
Degreasing
Blasting (optional)
Cadmium Plating Rinsing dan Drying
Sulfuric Etching
Rinsing
Nikel Strike
Rinsing
Rinsing dan Drying
Keterangan: 1) Degreasing
Dilakukan secara manual dengan melakukan proses perendaman menggunakan pelarut organik
2) Blasting
Dapat dilakukan kering/basah pada masing masing plating.
3) Rinsing dan Drying
Ini dilakukan didalam air mengalir selama 2-3 menit,dibersihkan dan disaring disemprotkan udara panas yang digunakan untuk drying yang suhunya dibawah 100oc.
4) Cadmium Platting
Transfer bagian untuk larutan standar kadmium plating
5) Final Rinsing dan Drying
4.1 Penetapan Kadar Asam Sulfat dalam larutan Sulfuric Etching A. Tujuan
Untuk menetapkan kadar Asam Sulfat dalam larutan Sulfuric
Etching.
B. Alat dan Bahan
Larutan contoh : Larutan Asam sulfat
Air Suling
Natrium Hidroksida 1N
0,1% indikator Phenolphtalein
Buret 50 mL
Erlenmeyer
Pipet volum 2 mL
C. Cara Kerja
1. Pipet 2 mL larutan contoh
2. Dimasukan kedalam 250 mL Erlenmeyer
3. Dilarutkan dalam 100 mL air suling
4. Tambahkan beberapa tetes Indikator Phenolphtalein
5. Titrasi menggunakan Natrium Hidroksida 1N sampai larutan
berubah warna menjadi kuning (A mL)
D. Reaksi
2NaOH + H2SO4 Na2SO4 + 2H2O
E. Perhitungan
H2SO4 mL/L = A mL x 13,93
A mL= Volume titrasi rata-rata
4.2 Penetapan kadar Nikel dan Asam Klorida dalam larutan Nikel Strike 4.2.1 Penetapan kadar Nikel Klorida
A. Tujuan
Untuk menentukan kadar Nikel dalam larutan Nickel Strike.
B. Alat dan Bahan
Contoh: larutan Nikel Strike
Pipet tetes
Pipet ukur 25 mL
Pipet volume 5 mL
Silver Nitrat 0,1N
Potasium Iodida 100 g/L
Aquades
Sodium sianida 0,5 N
Asam sitrat 20%
C. Cara Kerja Penentuan Kadar Nikel
1. Pipet larutan contoh sebanyak 5 mL,dimasukan kedalam erlenmeyer 250 mL.
2. Tambahkan 50 mL air, dan tambahkan amonia tetes demi tetes sampai larutan berwarna biru jernih.
Catatan: jika larutan tersebut menjadi biru berawan,
tambahkan 25 mL asam sitrat dan beberapa tetes amonia
sampi berwarna biru jernih.
3. Tambahkan 2 ml AgNO3 O,1N dan tambhakan 1 mL potasium iodide.
4. Titrasi dengan A mL Sodium Sianida sampai larutan menjadi bening.
5. Titrasi dilakukan secara duplo.
D. Reaksi
NiCl2 + 2NaCN Ni(CN)2 + 2NaCl2
E. Perhitungan Kadar Nikel
4.2.2 Penetapan kadar HCL dalam larutan Nickel Strike A. Tujuan
Untuk menentukan kadar HCL dalam larutan Nickel Strike
B. Alat dan Bahan
Contoh: larutan nikel strike
100 g/L potasium kromat
Indikator metil merah
Pipet volum 10 mL
Pipet Ukur 10 mL
Silver Nitrat 0,1N
Potasium Iodida 100 g/L
Air Suling
C. Cara Kerja Penentuan Kadar Asam Klorida
1. Pipet 10 mL larutan contoh, masukan kedalam 200 mL beker gelas.
2. Tambahkan 10 mL air suling.
3. Tambahkan 3 tetes indikator metil merah
4. Teteskan larutan NaOH 0.1N untuk menetralkan 5. Tambahkan 10 tetes Potassium Chromat
6. Titrasi mengunakan Silver Nitrat 0,1 N sampai terbentuk endapan berwarna kuning kecoklatan.
7. Titrasi dilakukan secara duplo.
D. Reaksi
HCL + AgNO3 AgCl + HNO3
E. Perhitungan
B = Volume rata-rata AgNO3
4.3 Penetapan kadar Cadmium dan Potasium Sianida Bebas dalam larutan Cadmium Plating
4.3.1 Penetapan kadar Cadmium dalam larutan Cadmium Plating A. Tujuan
Untuk menetapkan kadar Cadmium dalam larutan Cadmium
Plating.
B. Alat dan Bahan
Contoh: Larutan kadmium plating
Amperemeter
1. Timbang berat dari platinum elektroda sebelum di elektrolisis
(A gram) .
2. Pipet 50 mL larutan contoh, dimasukan kedalam beker gelas
500 mL
3. Tambahkan aquades 250 mL, atau sampai elektoda Platina
terendam.
4. Setelah itu larutan tersebut diaduk menggunakan magnetik
sterer.
5. Lakukan proses elektrolisis pada arus 1,5 amp selama 1 jam
30 menit
6. Selanjutnya bilas elektroda platina dengan aquades, lalu bilas
dengan Aseton.
7. Keringkan dalam dalam oven sekitar 30 menit.
8. Dinginkan dalam desikator.
9. Timbang berat elektroda platina (B gram).
F. Reaksi
Reaksi kimia Cd Plating Elektrolisis
Katoda (-) : Cd2+ + 2e- Cd
A = Berat Elektroda Platina sebelum di elektolisis
B =Berat Elektroda Platina sesudah di elektrolisis
4.3.2 Penetapan kadar total Potasium Sianida dalam larutan ...Cadmium Plating.
A. Tujuan
Untuk menetapkan kadar total Potasium Sianida dalam larutan
Cadmium Plating
B. Alat dan Bahan
Contoh : Larutan Cadmium Plating
Sodium Hidroksida 10%
Ammonium hidroksida 40%
Potasium iodida 10%
Air suling
Silver Nitrat 0,1 N
Pipet Volum 2 mL
Pipet Ukur 5 mL
Pipet Ukur 10 mL
Erlenmeyer 250 mL
Buret 50 mL
C. Cara Kerja
1. Pipet 2 mL larutan Cadmium Plating.
2. Dimasukan kedalam erlenmeyer, ditambahkan 10mL. Sodium hidroksida 10% dan 5 mL Ammonium
Hidroksida 40%.
3. Tambahkan KI 10% sebanyak 2 mL, dan dilarutkan dengan aquades.
4. Titrasi menggunakan AgNO3 1N , Sampai mencapai titik akhir berwarna kuning.
5. Titrasi dilakukan secara duplo.
D. Reaksi
Cd(CN)2 + 2AgNO3 Cd(NO3)2 + 2AgCN
E. Perhitungan
KCN Combined (Lihat Tabel, Lampiran 1)
5.1 Hasil
Berikut ini adalah data hasil analisis Larutan pada proses Cadmium
Plating pada bulan Juli, Agustus, September dengan metode pengujian
Volumetri dan Elektrogravimetri di PT GMF AeroAsia, dapat di lihat
pada Data berikut:
5.1.1 Penetapan Kadar Asam Sulfat Penetapan
Kadar Asam
Sulfat Satuan Juli Agustus September
N NaOH N 1,03013 1,0577 1,0198
V Rata-rata mL 17,70 17,90 17,90
Kadar asam
sufat ml/L 253,99 251,81 254,28
5.1.2 Penetapan Kadar Nikel dan HCL a. Penetapan Kadar Nikel
Penetapan kadar Nikel satuan Juli Agustus September
Strenght NaCN N 0,4231 0,4420 0,5274
Volume rata-rata A mL 24,3 22,6 18,7
Kadar Ni gr/L 59,17 57,46 56,04
30 50 70 90 110 130 150
Juli Agustus September
Kadar Nikel
Kadar nikel
b. Penetapan Kadar HCl
Penetapan kadar HCl satuan Juli Agustus September Normalitas AgNO3 N 0,1027 0,1070 0,10942
Volume rata-rata B mL 13,9 12,5 11,7
Kadar HCL ml/L 86,96 85,65 94,83
65 75 85 95 105 115 125
Juli Agustus September
Kadar HCL
Kadar HCL
5.1.3 Penetapan Kadar Cadmium dan Kadar Potasium Sianida Bebas dalam larutan Cadmium Plating
a. Penetapan Kadar Cadmium
Penetapan kadar
Cadmium Satuan Juli Agustus September
Berat katoda sebelum
analisa gr 15,5655 15,5226 15,5220
Berat katoda sesudah
analisa gr 16,6286 16,63665 16,6435
Berat Cadmium gr 1,0831 1,1139 1,1215
Kadar Cadmium gr/L 21,66 22,28 22,43
b. Penetapan Kadar KCN Free
Penetapan Kadar
KCN Satuan Juli Agustus September
Normalitas AgNO3 N 0,1027 0,1070 0,10942
Volume rata-rata mL 15,60 15,15 16,00
KCN total gr/L 103,34 105,59 112,92
KCN Free gr/L 54,02 53,79 62,10
40 45 50 55 60 65 70 75 80
Juli Agustus September
Kadar KCN Free
Kadar KCN Free
5.2 Pembahasan
Bisa dilihat pada tabel dan grafik diatas bahwa semua parameter
pengujian untuk ketiga larutan yang digunakan untuk proses Cadmium Plating
adalah memenuhi persyaratan yang ditentukan dalam standar.
Pada bulan Agustus, hasil analisa larutan Cadmium Plating dapat dilihat
bahwa kadar KCN bebas sudah pengalami penurunan, sehingga diperlukan
penambahan serbuk Potasium Sianida untuk menjaga agar kadar KCN bebas
selalu dalam rentang yang dipersyaratkan. Penambahan dilakukan dan pada
analisa bulan September terlihat kadar KCN mengalami kenaikan dan masih
6.1 Kesimpulan
Mekanisme perawatan larutan plating yang baik sangat dibutuhkan
untuk memelihara larutan plating agar selalu berada dalam kondisi yang
sesuai dengan standard. Dibutuhkan analisa secara rutin agar kondisi
larutan dapat terkontrol dengan baik. Sehingga proses pelapisan akan
menghasilkan produk yang baik dan sesuai dengan spesifikasi yang
diinginkan. Mekanisme perawatan dilakukan untuk menjaga komposisi
larutan plating agar dapat dipakai memiliki konsentrsi standard.
6.2 Saran
Pada kesempatan ini, penulis memberikan saran yang diharapkan dapat
dijadikan pertimbangan :
1. Penulis mengharapkan PT GMF AeroAsia dapat
meningkatkan kerjasama antara SMK ANALIS KIMIA
YKPI Bogor untuk melaksanakan Praktik Kerja Lapangan
maupun untuk berkerja.
2. PT GMF AeroAsia dapat terus mengembangkan produk –
produknya lebih banyak lagi dan mempertahankan kualitas.
Engineering Instruction No: TEA/AG/20-0020
Rolls Royce Engine Overhaul Process Manual
CFM 56 Solution Manual
Intitusi PKL : PT GMF AeroAsia
Soekarno Hatta International Airport, Cengkareng,
Kec. Tangerang, Banten 19100
Pembimbing : Dede Siti Nurbaeti
Imron Ahyari
Yunia Harsih
NO. Hari, Tanggal Jam Kegiatan
1. Senin, 18 Juli
2016
07.00
-16.00
Pengenalan pembimbing dan staf
Membuat larutan kalling
2. Selasa, 19 Juli
2016
07.00
-16.00
Melakukan analisa Sealing / S1077
Menerjemahkan prosedur
4. Kamis, 21 Juli
2016
07.00
-16.00
Melakukan analisa Ardrox 185 FA/L
Melakukan analisa Ardrox 185 P/S
Melakukan analisa Ardrox 633
Melakukan analisa Ardrox 188
Melakukan analisa Ardrox 2302
Melakukan analisa Turco 4181
5. Jumat, 22 Juli
2015
07.00
-16.00
Melakukan analisa 185 L (Bearing Cleaning)
Melakukan analisa Mil-PRF / 6085
Melakukan uji Hardness 6. Senin, 25 Juli
2016
07.00
-16.00
Melakukan analisa CD Plate / OP 307
Melakukan analisa Nickel Strike /S1058
2016 16.00 633
Melakukan analisa Fuel (Microbial Test)
Melakukan analisa Ardrox 185 L TI
Melakukan analisa Ardrox 185 FA
Melakukan uji Hardness 8. Rabu, 21 Juli
2016
07.00
-16.00
Melakukan analisa ardrox 1218
Melakukan analisa Fuel (Microbial Test)
9. Kamis, 22 Juli
2016
07.00
-16.00
Melakukan analisa Fuel (Microbial Test)
Membuat larutan
Melakukan uji Metallografi Melakukan uji Hardness 10. Jumat, 23 juli
2016
07.00
-16.00
Melakukan analisa Ardrox 9704
Melakukan uji Hardness Malakukan uji Tensile 10. Jumat, 23 Juli
2016
07.00
-16.00
Melakukan uji Metalografi
11. Senin, 1 Agustus
2016
07.00
-16.00
Melakukan uji Tensile Melakukan uji Metalografi Melakukan uji Vickers
Hardness
Melakukan analisa Ardrox 9704 (Water Content)
Melakukan analisa Ardrox 185 ( Fuel Nozzle)
Melakukan analisa Ardrox 9705 (Water Content) 12. Selasa, 2 Agustus
2016
07.00
-16.00
Melakukan Analisa Ardrox 9704 (Water Content)
Melakukan Standarisasi larutan
Membuat larutan 13. Rabu, 3 Agustus
2016
07.00
-16.00
Membuat Larutan Etching
14. Kamis, 4 Agustus
2016
07.00
-16.00
Melakukan uji Hardness Melakukan uji Metalografi 15. Jumat, 5 Agustus
2016
07.00
-16.00
Melakukan uji Hardness
16 Senin, 6 Agustus
2016
07.00
-16.00
Membuat Larutan Alodine
17. Selasa, 7 Agustus
2016
07.00
-16.00
Membuat Larutan Etching
2016 16.00 Melakukan uji Hardness 19. Kamis, 9 Agustus
2016
07.00
-16.00
Melakukan Fuel
20. Jumat,10 Agustus
2016
07.00
-16.00
Melakukan analisa Nitric Acid /S1003
Melakukan analisa Silver Strike /S1075
Melakukan analisa Cu Ag Stripping /S1003
Melakukan analisa Silver Platting /S1065
Melakukan analisa Silver Strike /S1075
Membuat larutan Melakukan standarisasi
lautan
Melakukan analisa Fuel 22. Selasa, 17
Agustus 2016
07.00
-16.00
Melakukan analisa Turco 5668
Melakukan analisa 4181L Melakukan analisa Fuel
(Microbial Test) 23. Rabu, 18 Agustus
2016
Melakukan analisa Ardrox 185 P/S
Melakukan Analisa Ardrox 18 L (Bearing Cleaning)
Melakukan Analisa Ardrox 2302
25. Jumat, 19
Agustus 2016
07.00
-16.00
Melakukan analisa Mil-Prf-6085 L (Water Content) 26 Senin 22 Agustus
2016
07.00
-16.00
Melakukan uji Metallografi Melakuka uji Tensile 27 Selasa 23 Agustus
2016
07.00
-16.00
Melakukan analisa Ardrox 185 p/s
Melakukan analisa Ardrox 2302
Melakukan Analisa Ardrox 188
28 Rabu 24 Agutus
2016
07.00
-16.00
Melakukan Analisa Ardrox 6333
Melakukan Analisa Ardrox 185 FA
Melakukan Analisa Ardrox 185 Ti
Melakukan Analisa Ardrox 1218
Melakukan Analisa Ardrox
Melakukan analisa Nickel Strike
Melakukan Analisa Sulfuric Etching
Melakukan analisa Cadmium Plating 30 Jumat 26 Agustus
2016
07.00
-16.00
Melakukan uji Fuel
31 Senin 29 Agustus
2016
07.00
-16.00
Melakukan Analisa Ardrox 185 FA
Melakukan Analisa Ardrox 185 Ti
Melakukan Analisa Ardrox 1218
Melakukan Analisa Ardrox 185 p/s
32 Selasa 30 Agustus
2106
07.00
-16.00
Melakukan Uji Fuel
33 Kamis 1
September 2016
07.00
-16.00
Melakukan Analisa Ardrox 185 FA
33 Jumat 2
September 2016
07.00
-16.00
Melakukan Analisa Ardrox 9704 Penetrant
Melakukan Analisa Ardrox 9705 Penetrant
34 Senin 5September
2016
07.00
-16.00
Melakukan Analisa Ardrox 9704 Penetrant
Melakukan Uji Hardness 35 Selasa 6
September 2016
07.00
-16.00
Melakukan uji Fuel
36 Kamis 8
September 2016
07.00
-16.00
Melakukan analisa Silver Strike /S1075
Melakukan analisa Cu Ag Stripping /S1003
Melakukan analisa Silver Platting /S1065
Melakukan analisa Activating
36 Jumat 9
September 2016
07.00
-16.00
Melakukan analisa Engine Oil
Melakukan uji Fuel
37 Rabu 14
September 2016
07.00
-16.00
Melakukan Analisa Turco
Melakukan Uji Fuel
39 Rabu 21
September 2016
07.00
-16.00
Melakukan Uji Fuel
40 Kamis 22
September 2016
07.00
-16.00
Melakukan analisa H2SO4 elektrolitic Etching
Melakukan analisa Nickel Strike Solution
Melakukan analisa Cadmium Plating 41 Senin 26
September 2016
07.00
-16.00
Melakukan Uji Fuel
42 Selasa 27
September 2016
07.00
-16.00
Melakukan Analisa Ardrox 185 FA
Melakukan Analisa Ardrox 185 Ti
Melakukan Analisa Ardrox 185 p/s
43 Kamis 29
September 2016
07.00
-16.00
Melakukan uji Fuel
44 Jumat 30
September 2016
07.00
-16.00
Melakukan Uji Ardrox 185 FA
45 Senin 3 Oktober
2016
07.00
-16.00
Menyusun Laporan
2016 16.00 47 Rabu 5 Oktober
2016
07.00
-16.00
Melakukan Uji Fuel
48 Kamis 6 Oktober
2016
07.00
-16.00
Melakukan analisa ardrox 9704 Penetrant
Standarisasi larutan 49 Jumat 7 Oktober
2016
07.00
-16.00