BAB II
TINJAUAN PUSTAKA
2.1. Keausan Pahat
Ujung pada pahat merupakan titik lokasi stress yang paling tinggi,
temperatur yang tinggi pada gesekan antara permukaan pahat dengan benda kerja,
gesekan antara chip dengan sudut bebas pada pahat. Kondisi ini merupakan awal
dari keausan pada pahat, yang merupakan pertimbangan utama pada proses
pemesinan. Keausan pahat mempengaruhi pada umur pahat, hasil permukaan pada
benda kerja, akurasi dimensi dan ongkos produksi pada pemesinan.
Ketika pemesinan, pahat berada dalam lingkungan yang terjadi kontak
stress yang tinggi dan temperatur yang tinggi, maka dengan itu keausan pahat
merupakan konsekuensi yang tidak dapat dihindarkan. Pada kecepatan dan
temperatur yang rendah, keausan pada pahat biasa terjadi di bagian tepi.[8] Kriteria lain yang bisa digunakan untuk mendefinisikan kerusakan pahat sebagai tambahan
dari keausan yaitu:
- Ketika permukaan hasil benda kerja tidak dapat diterima.
- Ketika toleransi dimensi benda kerja tidak didapat.
- Ketika konsumsi listrik atau gaya pemotongan meningkat hingga limit.
Gambar 2.1. Keausan pada pahat[7]
Keausan adalah proses bertahap, kurang lebih seperti ujung pada pensil.
Laju pada keausan pahat tergantung kepada pahat dan material benda kerja,
geometri pahat, parameter proses, cairan pemotongan dan karakteristik dari pahat
yang digunakan.keausan pahat dan perubahan pada geometry selama pemesinan
dapat diklasifikasikan menjadi beberapa jenis yaitu: keausan tepi (flank wear),
keausan kawah (crater wear), Keausan ujung (nose wear), Notching, deformasi
plastik dari ujung pahat (plastic deformation of tool tip), chipping dan gross
fracture.[7]
Keasusan tepi ( flank wear ) terjadi pada bagian sisi dari pahat. Keausan
ini memiliki tanda seperti gesekan antara pahat dengan permukaan benda kerja
yang menyebabkan keausan abrasif dan adhesif, dan temperatur yang tinggi dan
menyebabkan perubahan properti dari pahat dan juga benda kerja.
Keausan kawah terjadi pada permukaan beram pada pahat. Dapat terlihat
bahwa keausan kawah mempengaruhi kotak pada geometri pahat dengan chip.
Faktor yang mempengaruhi keausan kawah adalah temperatur antara chip dengan
pahat, pengaruh kimia antara pahat dengan benda kerja dan juga faktor yang
mempengaruhi keausan tepi juga mempengaruhi keausan kawah. Keausan kawah
kontak antara pahat dengan geram benda kerja. Nilai difusi akan meningkat
seiring dengan kenaikan temperatur. Mengaplikasikan lapisan pada pahat akan
mengurangi proses difusi dan mengurangi keausan pahat. Lapisan yang umum
digunakan adalah: titanium nitride, titanium carbide, titanium carbonitride,dan
aluminium oxide.
Nose wear yaitu pembulatan dari pahat yang tajam dikarenakan efek dari
temperatur dan mekanis. Nose wear ini membuat pahat tumpul, mempengaruhi
formasi chip, menyebabkan gesekan berlebih antara pahat dengan benda kerja
sehingga terjadi kenaikan temperatur dan mungkin terjadi stress sisa pada
permukaan benda kerja.
Takik (Notches) atau alur (grooves) juga biasanya terlihat pada pahat
bisanya terjadi ketika chip tidak lagi terjadi kontak dengan pahat. Chipping juga
merupakan keausan pahat yang berart terjadi pecahan dari sudut potong pahat.
Fenomena ini biasanya terjadi pada material pahat yang getas seperti keramik,
sama dengan terpecahnya ujung pensil jika terlalu tajam. Bagian pahat yang
terpecah bisa menjadi sangat kecil (microchipping / macrochipping) ataupun bisa
menjadi ukuran yang relative besar yang disebut gross chipping, gross fracture
dan catastrophic failure.
Chipping bisa juga terjadi pada bagian pahat yang retak ataupun cacat.
Tidak seperti aus, yang mana adalah proses bertahap. Chipping terjadi kehilangan
material dari pahat secara tiba tiba dan berubah sesuai dengan bentuknya.
Chipping bisa menjadi efek kerugian utama dalam hasil permukaan benda kerja,
integritas permukaan, dan akurasi dimensi dari benda kerja
Dua penyebab utama daripada chipping adalah:
Shock mekanis (mechanical shock) : akibat proses pemotongan yang
terputus.
Kelelahan thermal (thermal fatigue) : variasi dari temperatur pahat pada
Retak thermal biasanya tegak lurus dari pada sudut pemotongan dari pahat.
Variasi utama dari komposisi atau sturktur/material benda kerja juga bisa
menyebabkan chipping. Chipping bisa dikurangi dengan memilih material yang
memiliki nilai impact yang tinggi dan tahan terhadap shock temperatur. [8]
2.2. Teori Proses Bubut
Benda kerja dipegang oleh pencekam yang dipasang poros utama
(spindle), dengan mengatur lengan pegatur, yang terdapat pada kepala diam,
putaran poros utama (n) dapat dipilih. Harga putaran poros utama umumnya
dibuat bertingkat, dengan aturan yang telah distandarkan, misalnya 630, 710, 800,
900, 1000, 1120, 1250, 1400, 1600, 1800 dan 2000 rpm. Untuk mesin bubut
dengan putaran motor variable, ataupun dengan system transmisi variable,
kecepatan putaran poros utama tidak lagi bertingkat melainkan berkesinambungan
(continue). Pahat dipasangkan pada dudukan pahat dan kedalaman potong (a)
diatur dengan menggeserkan peluncur silang melalui roda pemutar (skala pada
pemutar menunjukkan selisih harga diameter, dengan demikian kedalaman gerak
translasi bersama sama dengan kereta dan gerak makannya diatur dengan lengan
pengatur pada rumah roda gigi. Gerak makan (f) yang tersedia pada mesin bubut bermacam macam dan menurut tingkatannya, misalnya …., 0.1, 0.112, 0.125, 0.14, 0.16, …(mm/(r).[6]
Gambar 2.3. Proses Bubut [7]
Elemen dasar dari proses bubut seperti diketahui atau dihitung dengan
menggunakan rumus yang dapat diturunkan denngan memperlihatkan kondisi
pemotongan ditentukan dengan berikut,
Benda kerja : d0 = diameter mula; mm,
dm = diameter akhir; mm,
lt = panjang pemesinan; mm,
Pahat : kr = sudut potong utama; o,
0 = sudut geram ; 0,
Mesin bubut; a = kedalaman potong; mm,
; mm,
f = gerak makan; mm/(r)
n = putaran poros utama (benda kerja); (r)/min.
Elemen dasar dapat dihitung dengan rumus rumus berikut,
1. Kecepatan potong :
; m/min ………..………..…(2.1)
Dimana, d = diameter rata rata, yaitu,
; mm, ………(2.2)
2. Kecepatan makan :
3. Waktu pemotongan :
; min, ………(2.4)
4. Kecepatan penghasilan geram
Dimana, penampang geram sebelum terpotong A= f.a ; mm2, Maka ; cm3/min ………(2.5)
Mesin perkakas NC sebenarnya serupa dengan mesin perkakas biasa
(konvensional) yang terdiri dari beberapa jenis sesuai dengan jenis proses yang
bias dilakukan. Mesin NC ini memerlukan berbagai perangkat lunak (program)
dalam pengoperasiannya, misalnya program sistem operasi (Operating System),
program program kelengkapan (Utility Program), dan program program aplikasi
khusus (Special Aplication Program) bagi computer pengontrolnya.
Dibandingkan dengan mesin konvensional yang setaraf dan sejenis mesin
NC dikatakan lebih teliti (accurate), lebih tepat (precise), lebih luwes (flexible),
dan lebih produktif (productive). Konstruksi mesin perkakas NC secara umum
lebih baik dengan transmisi daya yang kompak dan pemakaian elemen
pembimbing serta penggerak yang lebih teliti.
2.3. Baja AISI 4340
Baja AISI 4340 merupakan 1.8% nikel- chromium- molybdenum yang
bisa diperkeras. Baja ini merupakan baja dengan kekuatan tarik yang tinggi, biasa
diperkeras pada kekuatan tensile sekitar 930 – 1080 Mpa (Rc 28 – 36). Biasanya
baja ini digunakan untuk poros, gear, spindle, kopling, dll. Baja ini memiliki
Tabel 2.1. Kadar komposisi kimia
Sumber: Sertifikat uji bahan PT. SUMINSURYA MESINDOLESTARI
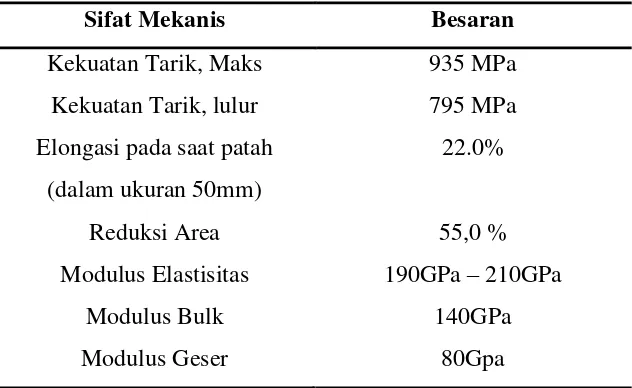
Tabel 2.2 Sifat Mekanis Bahan
Modulus Elastisitas 190GPa – 210GPa
Modulus Bulk 140GPa
Modulus Geser 80Gpa
Sumber: Sertifikat uji bahan PT. SUMINSURYA MESINDOLESTARI
2.4. Pahat Karbida
Untuk memenuhi kecepatan potong yang tinggi, karbida ( juga dikenal
cemented / sintered carbides) diperkenalkan pada tahun 1930an. Karena nilai
kekerasan yang tinggi pada jangkaun termperatur yang besar, modulus elastisitas
yang tinggi, konduktivitas thermal yang tinggi, ekspansi termal yang rendah,
dan dapat digunakan pada banyak material. Dua grup utama karbida yang
digunakan adalah tungsten carbide dan titanium carbide.
Tungsten karbida memiliki kekhasan yang terdiri dari partikel tungsten
dan karbida yang diikat bersamaan di cobalt matrix. Pahat ini biasanya diproduksi
dengan teknik powder metallurgy. Pahat ini biasanya digunakan untuk memotong
baja, besi cor, dan material selain besi dan banyak menggantikan fungsi pahat
HSS karena peformanya.
Titanium karbida terdiri dari matrix nikel-molybdenum. Pahat jenis ini
memiliki ketahanan aus yang lebih tinggi daripada tungsten carbide tapi tidak
sekuat tungsten carbide. Titanium carbide cocok untuk pemesinan material keras
dan memotong pada kecepatan yang lebih tinggi dari tungsten carbide.
Pelapisan pahat yang biasa digunakan adalah titanium nitride (TiN),
titanium carbide (Tic), titanium carbonitride (TiCN), dan aluminium oxide
(Al2O3). Pelapis ini, biasanya memiliki ketebalan dari 2 – 15 mikro meter, dan
diaplikasi dengan dua teknik:
Chemical-vapor deposition (CVD)
Pysical-vapor deposition (PVD)
Proses CVD biasanya digunakan untuk pahat karbida dengan metode
multiphase dan lapisan keramik, dan pahat karbida lapis PVD dengan lapisan TiN
yang memiliki kekuatan sudut pemotongan yang lebih tinggi, rendah gesekan, dan
kecenderungan yang lebih rendah untuk membentuk Built up edge dan memiliki
ketebalan yang lebih beragam antara 2-4 mikrometer.
Pelapis dari pahat harus mempunyai karakteristik sebagai berikut:
Kekerasan yang tinggi saat kenaikan temperatur, tahan terhadap aus.
Kestabilan kimiawi terhadap benda kerja.
Konduktivitas thermal yang rendah.
Cocok dan ikatan yang bagus.
Keefektivitas dari pelapis dapat ditingkatkan dengan kekerasa, ketahan dan
konduktivitas thermal yang tinggi dari substrat (seperti HSS atau carbide).[7]
Ketersediaan pahat dengan sudut pemotongan yang tajam sangat
diperlukan untuk melakukan pemesinan benda kecil, jadi operasi yang mulus dan
gaya pemotongan yang minimal mencegah deformasi dan kesalahan dimensi.
Proses dengan menggunakan pahat PVD bisa mendapatkan sudut pemotongan
ynag tajam dikarenakan lapisan yang tebalnya beberapa micron, yang mana dapat
mempertahankan sudut tersebut. Lapisan PVD memberikan ketahanan terhadap
aus dikarenakan tingkat kekerasannya. Lapisan PVD diperlukan ketika kekuatan
dan sudut pemotongan yang tajam diperlukan. Lebih lanjut penggunaan WC
dengan ukuran butir dibawah satu micron meningkatkan kekuatan sudut pahat
PVD.[9]
2.5. Pemesinan Keras
Pembubutan keras merupakan proses pemesinan dari material besi yang
dikeraskan dengan nilai kekerasan diatas 45 HRC dengan tujuan untuk
menyelesaikan benda kerja langsung dari material benda yang dikeraskan.
Pertumbuhan dari proses pembubutan keras didapatkan dari perkembangan jenis
pahat yang lebih baru seperti Cubic Boron Nitride (CBN), Polycristalline Cubic
Boron Nitride (PCBN), Chemical Vapor Deposition (CVD), Physical Vapor
Deposition (PVD), dan pahat ceramic sejak 1970. Pengurangan biaya pemesinan,
penghilangan cairan pemotongan, peningkatan efisiensi dan flexibility, dan
pengurangan waktu set-up dibandingkan dengan proses penggerindaan.
Keuntungan besar dari pemesinan keras adalah lingkungan yang kering,
dikarenakan hilangnya cairan pemotongan.[6]
Kita telah ketahui, jika kekerasan dari benda kerja meningkat, maka
semakin sulit dilakukan pemesinan, keausan pahat, hasil permukaan dan integritas
permukaan akan menjadi masalah yang signifikan. Namun masih dimungkinkan
untuk menggunakans pemesinan tradisional untuk logam dan campuran yang
menggunakan pahat dengan kekakuan yang tinggi, kekuatan dan kepresisian yang
tinggi.
Contoh yang umum adalah proses pemesinan akhir terhadap baja
perlakuan panas (45 -65 HRC) poros, roda gigi dan berbagai macam komponen
menggunkan polycrystalline cubic-boron nitride (PcBN), cermet, pahat ceramic.
Cara ini disebut pemesinan keras atau pembubutan keras, proses ini menghasilkan
benda kerja dengan dimensi yang akurat, permukaan akhir (Ra dibawah 0,25) dan
intregritas permukaan yang baik.
2.6. Pemesinan Kering
Pembubutan kering adalah cara pemesinan yang sangat diinginkan karena
ramah lingkungan dan biaya yang murah. Cara ini akan menjadi keharusan pada
industri di masa yang akan datang karena hukum proteksi lingkungan dan
kesehatan yang ada. Saat pemesinan, 70% panas yang dihasilkan dari deformasi
platis dari benda kerja. Tanpa cairan pemotongan, keausan pahat dan kekasaran
permukaan yang ditimbulkan menjadi berlebih pada saat pemesinan. Kedua faktor
signifikan dalam menetukan biaya produksi dan tingkat produktivitas.
Untuk kondisi ekonomi dan lingkungan, telah dilakukan proses
berkelanjutan yang masih tren sejak pertengahan tahun 1990 untuk mengurangi
atau menghilangkan penggunaan cairan pemotonan. Tren ini mengajak industri
manufaktur untuk melakukan proses pemesinan kering. Berikut ini adalah
keuntungan melakukan pemesinan kering, yaitu:
1. Mengurangi dampak kerusakan lingkungan akibat dari pengunaan cairan
pemotongan, meningkatkan kualitas udara dalam pabrik dan menguangi
resiko pada kesehatan.
2. Mengurangi ongkos produksi, terutama ongkos pemeliharaan, daur ulang
dan pembuangan cairan pemotongan.
3. Meningkatkan kualitas permukaan produk.
Teknik yang biasa digunakan dalam pemesinan keras ini adalah dengan
deposition (PVD). Akan tetapi pahat PVD lebih diunggulkan daripada CVD
karena temperatur proses yang lebih rendah dan lebih ramah lingkungan.[6]
2.7. Design of Experiment
Eksperimen adalah bagian yang penting dalam metode science pada saat
ini. Aplikasi teknik design of experiment pada awal pengembangan experiment
dapat mengurangi waktu pengembangan, ongkos, variable yang digunakan.
Banyak eksperimen yang melibatkan studi dari efek dari dua faktor maupun lebih.
Desain faktorial merupakan yang paling efisien untuk eksperimen ini. Dengan
desain faktorial, kita menyelesaikan pengulangan dari eksperimen dengan semua
kemungkinan kombinasi dari level faktor yang diinvestigasi.
Pada kasus spesial adalah faktor k , yang mana ada pada 2 level. Level ini
bisa kuantitatif seperti dua nilai temperatur, tekanan, dan waktu; ataupun kualitatif seperti dua mensin, dua operator, level ”high” dan “low” pada faktor. Replikasi yang sempurna pada desain tersebut memerlukan observasi 2 x 2 x … x 22 = 2k yang disebut 2kfaktorial design.
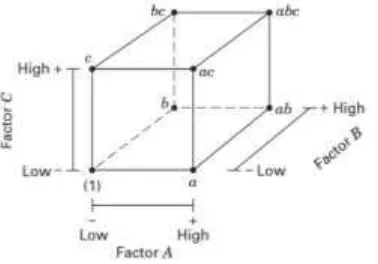
Pada desain 23 menggunakan 3 faktor, A, B dan C, setiap faktor memiliki 2 level. Desain ini disebut 23 faktorial design, dan 8 kombinasi yang dibentuk dalam kubus geometri. Pada matriks menggunakan symbol “+” dan “-“ untuk menentukan level high dan low.[10]
![Gambar 2.1. Keausan pada pahat[7]](https://thumb-ap.123doks.com/thumbv2/123dok/3642433.1463913/2.595.132.513.120.321/gambar-keausan-pada-pahat.webp)
![Gambar 2.2. Mesin Bubut [7]](https://thumb-ap.123doks.com/thumbv2/123dok/3642433.1463913/4.595.154.473.538.690/gambar-mesin-bubut.webp)
![Gambar 2.3. Proses Bubut [7]](https://thumb-ap.123doks.com/thumbv2/123dok/3642433.1463913/5.595.135.505.144.304/gambar-proses-bubut.webp)