BAB III
METODOLOGI PENELITIAN
3.1 Bahan 3.1.1 Benda Kerja
Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340
yang telah dilakukan proses pengerasan (hardening process). Pengerasan
dilakukan sampai bahan mencapai kekerasan 45-50 Hrc.
Ukuran benda kerja yang digunakan adalah diameter 80 mm dan panjang
250 mm dengan spesifikasi pada bab 2.
Gambar 3.1. Benda kerja
3.1.2 Mata Pahat
Mata pahat yang digunakan untuk penelitian ini adalah pahat karbida PVD
berlapis. Pahat yang digunakan Taegutec dengan seri SNMG 120408 MT TT
8020 dengan spesifikasi sebagai berikut:
- S = Bentuk pahat segiempat
- N = Sudut 0°
- M = Toleransi
- G = Desain pahat
- Lebar pahat = 12 mm
▸ Baca selengkapnya: kedalaman pemotongan yang dilakukan pada rack gear sebesar
(2)- Radius pojok = 8 mm
Tabel 3.1 Spesifikasi pahat PVD
ISO Range - P/M/K (P30-P50)(M30-M50)
ISO Range - H/S/N (S30-S50)
TRS 16
HRA 90
Coating Type PVD
Coating Layer TiCN
Gambar 3.2. Pahat PVD
3.2 Peralatan
3.2.1 Peralatan proses pembubutan
Peralatan yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Mesin bubut CNC
Mesin bubut yang digunakan dengan spesifikasi sebagai berikut:
Merk : GSK CNC 928TEa
Model :NX-L300
Serial :FE-NC-LTH-157
Voltase :380 V
Frekuensi :50 Hz
Gambar 3.3. Mesin bubut CNC
Gambar 3.4. Set-up mesin
Keterangan:
1. Toolpost
2. Pahat dan tool holder
3. Center
4 3 6
5
4. Tailstock
5. Benda kerja
6. Chuck
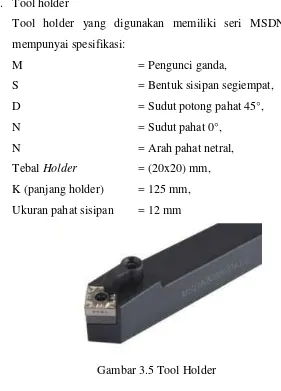
2. Tool holder
Tool holder yang digunakan memiliki seri MSDNN 2020 K12
mempunyai spesifikasi:
M = Pengunci ganda,
S = Bentuk sisipan segiempat,
D = Sudut potong pahat 45°,
N = Sudut pahat 0°,
N = Arah pahat netral,
Tebal Holder = (20x20) mm,
K (panjang holder) = 125 mm,
Ukuran pahat sisipan = 12 mm
Gambar 3.6. Spesifikasi tool holder
3. Mikroskop dino-lite
Mikroskop digunakan untuk melihat keausan pada pahat yang diuji.
Berikut spesifikasi mikroskop Dino-Lite AM4515T8 :
- Resolusi = 1.3 MP (1280x1024)
- Perbesaran = 700 – 900 kali
- Koneksi = USB 2.0
- Ukuran = 10,5 cm(H)x3,2 cm(D)
- 8 lampu LED putih
- Automatic Magnification Reading (AMR)
Gambar 3.7. Mikroskop dyno-lite
Langkah- langkah penggunaan Mikroskop dyno-lite:
1. Pertama letakkan mikroskop dan penyangga pada meja ukur
yang datar.
2. Sambungkan pada komputer dan kalibrasi mikroskop pada
perbesaran yang diinginkan
3. Setelah kalibrasi atur naiknya dan turunnya mikroskop untuk
memfokuskan pahat
4. Ukur tingkat keausan yang terjadi pada pahat.
4. Video IR Thermometer
Video IR Thermometer digunakan untuk mengukur suhu pahat pada
saat pemotongan terjadi. Spesifikasi Video IR Thermometer yang
digunakan adalah:
- Merk : Extech
- Tipe : VIR50
- Jenis kamera : VGA (640 x 480)
- Waktu respon : 150 millisekon
Gambar 3.8. Extexh IR Thermometer
Langkah- langkah pengunaan alat Extech IR Thermometer:
1. Buka penutup lensa pada alat.
2. Hidupkan alat dengan menekan tombol orange.
3. Pilih tipe video
4. Tekan pelatuk dan arahkan kedua laser hingga kedua titik
bertemu dan arahkan pada ujung pahat
5. Catat suhu yang diberikan pada alat.
Metode penelitian yang digunakan dalam pembuatan skripsi ini adalah
metode eksperimental dengan menggunakan metode desain eksperimen yang akan
dijelaskan dibawah.
Metode desain eksperimen yang digunakan pada penelitian ini adalah
perancangan data berdasarkan metode faktorial. Dalam hal ini, menggunakan
metode faktorial 2k dengan k yang berupa 3 faktor dan menghasilkan 8 data pengujian. Metode ini digunakan untuk menguji sensitivitas pada pahat dengan
tujuan repetisi terendah untuk melihat variable yang berpengaruh terhadap
respon.
Metode penelitian yang digunakan dalam eksperimen ini meliputi:
1. Terdapat 3 parameter bebas dalam penelitian ini, yaitu v (m/min), f
(mm/rev), dan a (mm) dengan respon adalah Temperatur (T).
2. Pengumpulan data dilakukan pada tabel 3.1 dimana setiap variable
bebas memiliki 2 level yaitu Low dan High (L, H) dengan rentang v
(65 – 75) m/min, f (0,1 – 0,15) mm/rev, a (1 – 1,5) mm.
3. Setiap pengujian dilakukan sampai kriteria umur pahat tercapai.
Dimana, kriteria umur pahat ditentukan dari eksperimen 1 sampai 8
dengan nilai keausan pahat (VB) ≤ 0,3 .
4. Setelah data pada tabel 2.2 diperoleh, maka akan digunakan metode
faktorial untuk memperoleh kondisi pemotongan optimum dengan
respon variabel temperatur dan aus pahat (Vb) dan optimasi dilakukan
dengan perangkat lunak Design-Expert 10.
Tabel 3.2. Rentang data eksperimen
Level L H
v 65 75
f 0,1 0,15
Tabel 3.3. Tabel susunan kondisi pemotongan menurut design expert No Run v (m/min) f (mm/rev) a (mm)
1 H H H
2 H H L
3 H L H
4 H L L
5 L H H
6 L H L
7 L L H
8 L L L
Tabel 3.4. Tabel kondisi pemotongan untuk eksperimen No Run v (m/min) f (mm/rev) a (mm)
1 75 0,15 1,5
2 75 0,15 1
3 75 0,1 1,5
4 75 0,1 1
5 65 0,15 1,5
6 65 0,15 1
7 65 0,1 1,5
8 65 0,1 1
3.3.2. Software design expert dan ANOVA
Design expert terlihat pada gambar 3.11 merupakan salah satu software
yang dirancang dan diprogram untuk membantu mendesain dan menafsirkan
menawarkan desain yang luas, termasuk rancangan variabel, variabel sebagian,
dan variabel dari perancangan campuran (composite design). Design Expert
mampu menganalisa data – data dari hasil percobaan dengan mencari hubungan
antara variabel bebas terhadap variabel terikat (respon), serta mampu melakukan
analisa regresi sederhana ataupun berganda sehingga menghasilkan suatu
persamaan disertai hasil analisa varians (ANOVA).
Dalam penelitian menggunakan eksperimen, misalnya untuk melihat ada
atau tidak adanya perbedaan nyata mengenai efek tiga perlakuan terhadap
respon, analisisnya dilakukan menggunakan analisis varians (ANOVA)
berdasarkan model dan desain eksperimen yang cocok untuk permasalahannya.
Banyak perlakuan yang dilibatkan dalam eksperimen kita pandang sebagai
peubah bebas (tepatnya menurut istilah dalam desain eksperimen adalah faktor)
sedangkan sebagai efek perlakuan merupakan peubah tak bebas atau respon.
Untuk penelitian ini, digunakan software design expert dengan
penggunaan free trial selama 30 hari untuk menganalisa regresi serta varians
dari hasil data eksperimen. Hasil data eksperimen terdapat sebanyak 12 kali
percobaan dengan variabel bebas terdiri atas 3 jenis yaitu, kecepatan potong (v),
pemakanan (f), dan kedalaman potong (a) serta 1 variabel terikat yaitu
temperatur (T).
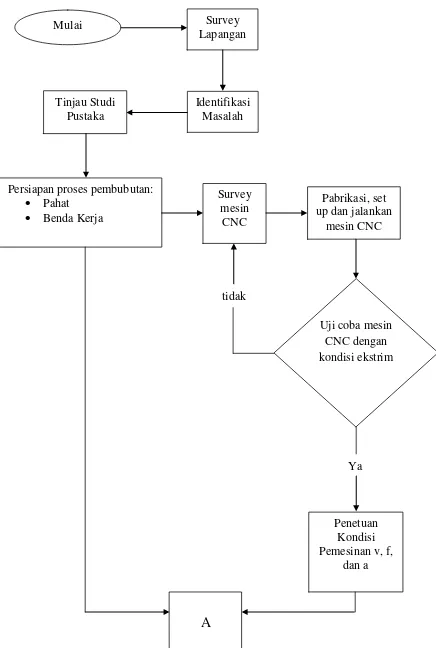
Mulai Survey Lapangan
Identifikasi Masalah Tinjau Studi
Pustaka
Persiapan proses pembubutan: Pahat
Benda Kerja
Survey mesin
CNC
Pabrikasi, set up dan jalankan
mesin CNC
Uji coba mesin CNC dengan kondisi ekstrim tidak
Ya
Penetuan Kondisi Pemesinan v, f,
dan a
A
A
Proses Pembubutan
Pengumpulan data berupa:
Waktu pembubutan
VB
Ra
Suhu pemotongan
Mengamati dan mengukur kondisi mata pahat Menyusun data waktu
pembubutan dengan kondisi batas VB 0,2 – 0,22 mm dan
VB 0,3 mm
Melakukan analisis varians (ANOVA) pada data kekasaran
permukaan dengan menggunakan software design
expert
Menghasilkan hasil berupa persamaan, tabel, dan
grafik
Kesimpulan
Selesai
BAB IV
HASIL ANALISIS DAN DISKUSI
4.1. Data Hasil Eksperimen
Pada eksperimen ini dilakukan dengan 2 kondisi pemotongan menurut
metode eksperimen factorial 23 dengan menggunakan 3 faktor utama. Tiga faktor utama dalam eksperimen ini merupakan kecepatan potong (v), pemakanan (f), dan
kedalaman potong (a). Dua kondisi pemotongan merupakan kondisi high dan low.
Data eksperimen high (tinggi) dan low (rendah) yang direncanakan berdasarkan
pada eksperimen yang telah dilakukan berdasarkan trial dan error sehingga
mendapatkan kondisi pemotongan yang sesuai dengan eksperimen yang akan
dilakukan. Data eksperimen yang diambil adalah temperatur (T) yang terjadi
selama pemotongan. Suhu pemotongan yang diambil yaitu suhu pemotongan
maksimal yang didapatkan selama eksperimen. Data keseluruhan daripada
eksperimen akan dicantumkan dalam lampiran.
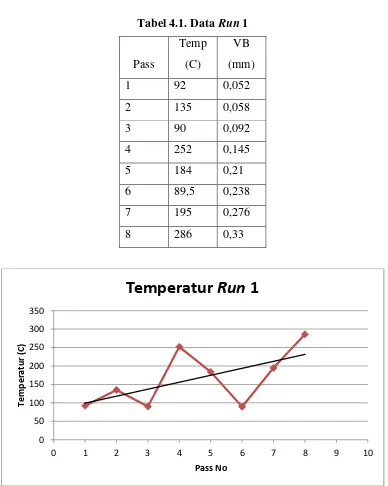
4.1.1. Data Run 1
Pada Run 1, eksperimen dilakukan dengan menggunakan parameter v 75
m/min f 0,15 mm/rev a 1,5 mm (HHH). Data temperatur percobaan pada Run 1
menunjukkan kenaikan seiring dengan jumlah pass yang dilakukan seperti
terlihat pada gambar 4.1. Pada Run 1 ini keausan pahat dilakukan sampai dengan
nilai Vbmax = 0,3 mm dan setelah pengukuran didapatkan suhu sebesar 286C.
Suhu terendah terukur pada pass ke 6 yaitu sebesar 89,5 C. Suhu maksimal ini
didapatkan karena pada pahat terjadi chipping sehingga menaikan suhu
pemotongan daripada pahat. Chipping ini juga menyebabkan terjadinya finishing
pada benda kerja yang kurang bagus. Terlihat pada pass 1, 2, 3 Vb tidak terjadi
perubahan yang terlalu besar. Pada pass ke 4, 5 Vb terlihat bertambah
dikarenakan lapisan pada pahat yang sudah aus sehingga mengakibatkan
Tabel 4.1. Data Run 1
Gambar 4.1. Grafik Temperatur pada Run 1
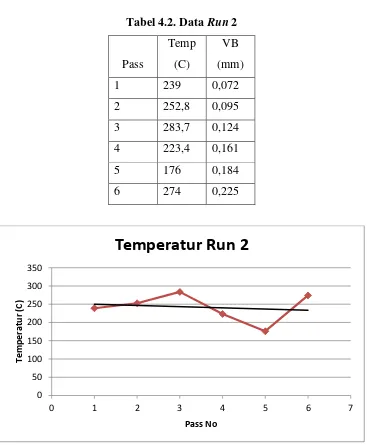
4.1.2. Data Run 2
Pada Run 2, eksperimen menggunakan parameter v 75 m/min f 1,5
mm/rev a 1 mm (HHL). Pada Run 2 ini terjadi sedikit penurunan temperatur pada
eksperimen yang ditunjukkan pada gambar 4.3. Pada Run 2 ini didapatkan suhu
yaitu 176 C. Ini dikarenakan pada pass 3 pada saat pengukuran terjadi lilitan chip
pada pahat sehingga meningkatkan suhu pengukuran yang dilakukan. Pada Run 2
ini eksperimen dilakukan sampai Vb mencapai 0,225 mm dan hasil pengukuran
suhu menunjukkan suhu sebesar 274 C. Pada pass 1 pada pahat, Vb langsung
menunjukkan nilai 0,072 mm. Pada pass 2 sampai 5 pahat mengalami kenaikan
Vb yang cukup teratur tidak ada pelonjakan secara tiba tiba.
Tabel 4.2. Data Run 2
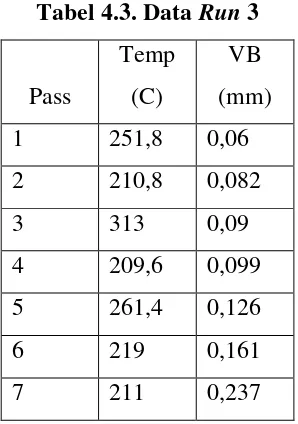
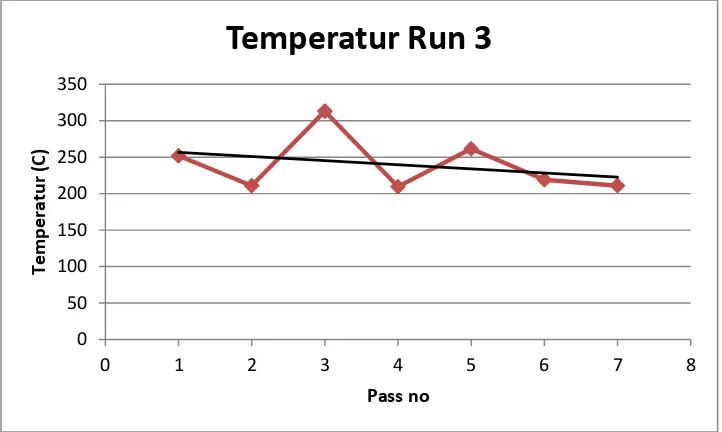
4.1.3 Data Run 3
Pada Run 3, eksperimen menggunakan parameter v 75 m/min f 1 mm/rev a
1,5 mm (HLH). Pada Run 3 ini juga terjadi penurunan suhu rata rata pada
eksperimen seperti ditunjukkan pada gambar 4.5. Pada Run 3 didapatkan suhu
tertinggi pada pass 3 dengan nilai 313 C dan suhu terendah pada pass 2 dengan
nilai 210,8 C. Keausan maksimal (Vb max) yang didapatkan yaitu 0,237mm pada
pada pass ke 7 dengan temperatur sebesar 211 C. Pada pass 1 Vb menunjukkan
nilai 0,06 mm. Pada pass 2 sampai 5 pahat mengalami kenaikan yang tidak terlalu
signifikan. Pada pass 6 dan pass 7 pahat mengalami kenaikan yang signifikan
dikarenakan pada pass 6 pahat mengalami un-uniform flank wear dan pada pass 7
pahat sudah mengalami chipping.
Tabel 4.3. Data Run 3
Pass
Temp
(C)
VB
(mm)
1 251,8 0,06
2 210,8 0,082
3 313 0,09
4 209,6 0,099
5 261,4 0,126
6 219 0,161
Gambar 4.3. Grafik temperatur pada Run 3
4.1.4. Data Run 4
Pada Run 4, eksperimen menggunakan parameter v 75 m/min f 1 mm/rev a
1 mm (HLL). Pada Run 4 terjadi kenaikan suhu rata rata pada eksperimen
seperti terlihat pada gambar 4.7. Suhu tertinggi yang didapatkan pada pass 9
yaitu sebesar 283,5 C. Suhu terendah yang didapat pada pass 4 sebesar 124,7
C. Keausan pahat maksimal Vbmax yang didapat pada eksperimen yaitu 0,223
mm dengan suhu 283,5 C. Pada pass 1 didapatkan Vb sebesar 0,082. Pada pass
2 sampai pass 6 Vb tidak mengalami kenaikan yang signifikan. Pada pass 7, 8,
9 pahat mengalami kenaikan yang signifikan karena pada pahat terjadi
un-uniform flank wear yang menyebabkan pahat mengalami kerusakan yang akan
Tabel 4.4. Data Run 4
Gambar 4.4. Grafik temperatur pada Run 4
4.1.5 Data Run 5
Pada Run 5, eksperimen menggunakan parameter v 65 f 1,5 a 1,5 (LHH).
Pada Run 5 terjadi kenaikan suhu rata rata pada eksperimen. Suhu tertinggi
didapatkan pada pass ke 3 yaitu sebesar 346,6 C. Suhu terendah didapatkan
pada pass 1 yaitu sebesar 299,4 C. Keausan pahat maksimal Vbmax didapatkan
terjadi 4 pass sampai pahat mencapai 0,3 mm. Pada pass 1 dan 2 tidak terjadi
kenaikan yang signifikan. Sedangkan pada pass 3 dan 4 terjadi kenaikan yang
signifikan pada pahat karena terjadi un-uniform flank wear.
Tabel 4.5. Data Run 5
Gambar 4.5. Grafik temperatur pada Run 5
4.1.6. Data Run 6
Pada Run 6, eksperimen menggunakan parameter v 65 m/min f 1,5
mm/rev a 1 mm (LHL). Pada Run 6 terjadi kenaikan rata rata temperatur pada
eksperimen. Suhu tertinggi didapatkan pada pass 10 yaitu sebesar 273,5 C. Suhu
terendah didapatkan pada pass 1 yaitu sebesar 181,2 C. Keausan pahat maksimal
Vbmax didapatkan sebesar 0,222 mm pada pass 19. Pada Run 6 terdapat data Vb
yang tidak memiliki nilai dikarenakan pada saat pengujian dilakukan pengulangan
lebih dari 1 pass karena pada saat pengujian tidak memberikan data yang terlalu
Tabel 4.6. Data Run 6
Gambar 4.6. Grafik temperatur pada Run 6
4.1.7. Data Run 7
Pada Run 7, eksperimen menggunakan parameter v 65 m/min f 1 mm/rev a
terendah didapatkan pada pass 3 yaitu sebesar 238,3 C. Keausan pahat
maksimal Vbmax yang didapatkan sebesar 0,244 mm pada pass 7 dengan suhu
sebesar 298,1 C. Pada pass 1 sampai pass 5 tidak terjadi kenaikan Vb yang
terlalu signifikan karena pada pahat masih terjadi uniform wear. Pada pass 6
Vb langsung melonjak ke 0,201 mm dan pada pass 7 Vb mencapai 0,244 mm.
Tabel 4.7. Data Run 7
4.1.8. Data Run 8
Pada Run 8, eksperimen menggunakan parameter v 65 m/min f 1 mm/rev a
1 mm (LLL). Pada Run 8 terjadi penurunan temperatur rata rata pada
eksperimen. Suhu tertinggi didapatkan pada pass 2 sebesar 284 C. Suhu
terendah didapatkan pada pass 8 sebesar 154,6 C. Keausan pahat maksimum
Vbmax didapatkan sebesar 0,307 mm pada pass 10 dengan temperatur 156,7 C.
Pada pass 1 sampai pass 6 Vb mengalami kenaikan yang tidak terlalu
signifikan. Sedangkan pada pass 7 Vb langsung mencapai 0,208 mm dan Vb
mencapai 0,307 mm pada pass 10.
Tabel 4.8. Data Run 8
Pass
Temp
(C)
VB
(mm)
1 178,4 0,038
2 284 0,103
3 214 0,118
4 227,1 0,134
5 201,3 0,162
6 181 0,178
7 180,3 0,208
8 154,6 0,226
9 190,8 0,263
Gambar 4.8. Grafik temperatur pada Run 8
4.2. Suhu Pemotongan Rata-Rata Pada 8 Kondisi
Suhu pemotongan yang didapatkan pada setiap pass pada percobaan
dengan menggunakan ir thermometer kemudian dirata-ratakan sehingga menjadi
suhu rata-rata. Suhu yang diambil dengan ir thermometer ini menggunakan data
suhu rata rata maksimal yang didapatkan selama percobaan terjadi. Suhu rata-rata
dianalisa dan dibentuk menjadi grafik sehingga kita dapat melihat kecenderungan
temperatur yang terjadi pada proses pemotongan. Berikut ini merupakan data
dalam bentuk tabel daripada 8 kondisi pemotongan dengan suhu rata rata (T
average). Suhu pemotongan akan dianalisa dan dibuat dalam bentuk persen
kenaikan untuk menunjukkan parameter mana yang paling signifikan dan tidak
signifikan terhadap suhu pemotongan. 0
50 100 150 200 250 300
0 1 2 3 4 5 6 7 8 9 10 11
Tabel 4.9. Data kondisi pemotongan dengan suhu rata-rata
Gambar 4.9. Grafik temperatur rata-rata 8 Run
Suhu rata rata dari 8 kondisi pemotongan menunjukkan bahwa suhu
bervariasi dengan tren grafik kenaikan. Suhu rata rata tertinggi terjadi pada Run ke
5 dengan suhu sebesar 321,075 C. Suhu ini terjadi karena adanya geram pada
ujung pahat sehingga menyebabkan data temperatur yang terukur juga tinggi. Dan
suhu terendah didapatkan pada Run 1 sebesar 165,4375 C ini dikarenakan terjadi
laju pembuangan geram yang tinggi sehingga suhu yang terikut pada geram juga
pemotongan HHH didapatkan suhu pemotongan rata rata maksimum 165,4375 C.
Pada run 4 dengan kondisi pemotongan HLL didapatkan suhu pemotongan rata
rata maksimum 182,81C. Pada run 2 dengan kondisi pemotongan HHL
didapatkan suhu 241,4833 C terjadi kenaikan seiring dengan naiknya tingkat
pemakanan. Pada run 3 dengan kondisi pemotongan HLH didapatkan suhu
pemotonagan rata rata 239,5143 C juga terjadi kenaikan suhu seiring dengan
kenaikan kedalaman potong. Pada kondisi HHH terjadi penurunan daripada suhu
pemotongan dibandingkan dengan HLL. Pada tabel 4.11 menunjukkan bahwa
pada run 5 LHH menunjukkan suhu rata rata pemotongan yaitu 321,075 C. Pada
run 8 LLL menunjukkan suhu rata rata sebesar 198,8667 C. Pada run 6 LHL
menunjukkna suhu rata rata sebesar 219,43 C dengan naiknya pemakanan. Pada
run 7 LLH menunjukkan suhu rata rata sebesar 278,7429 C dengan naiknya
kedalaman potong.
Berikut ini adalah tabel data analisa temperatur terhadap kondisi
pemotongan yang digunakan:
Tabel 4.10. Analisa terhadap Kecepatan potong (v)
Tabel 4.11. Analisa terhadap Laju Pemakanan (f)
Tabel 4.12. Analisa terhadap Kedalaman Potong (a)
v f a temp
potong (v) maka terjadi penurunan temperatur kecuali terjadi pada kondisi
pemotongan v 75m/min f 0,15 mm/rev a 1,5 mm terjadi kenaikan dibandingakan
dengan v 65m/min f 0,15 mm/rev a 1,5 mm. Pada tabel 4.11 dapat kita analisa
bahwa dengan kenaikan pemakanan (f) maka terjadi kenaikan temperatur kecuali
terjadi pada kondisi pemotongan v 75m/min f 0,15 mm/rev a 1,5 mm terjadi
penurunan dibandingakan dengan v 75m/min 0,1 mm/rev a 1,5 mm. Pada tabel
kenaikan temperatur kecuali terjadi pada kondisi pemotongan v 75m/min f 0,15
mm/rev a 1,5 mm terjadi penurunan dibandingakan dengan v 75m/min f 0,15
mm/rev a 1 mm.
Dapat dilihat pada tabel 4.10 merupakan perbandingan analisa temperatur
akibat kecepatan potong (v) didapat nilai rata rata sebesar -15 %. Pada tabel 4.11.
merupakan perbandingan analisa temperatur akibat pemakanan (f) didapat nilai
rata rata kenaikan sebesar 7 %. Dan pada tabel 4.12. merupakan perbandingan
analisa temperatur akibat kedalaman potong (a) didapat nilai rata rata analisa
sebesar 22 %. Pada analisa data menggunakan cara perhitungan persentase,
kondisi pemotongan v (kecepatan potong) memberikan penurunan suhu seiring
dengan naiknya kecepatan potong. Pada f (pemakanan) memberikan kenaikan
suhu seiring dengan naiknya pemakanan. Pada a (kedalaman potong) memberikan
kenaikan suhu seiring dengan naiknya kedalaman potong.
4.3. Model Matematika pada Respon Temperatur
Model matematika yang dikerjakan merupakan perbandingan daripada
variable temperatur (T) dengan kondisi pemotongan didapatkan dengan
menggunakan software Design Expert dengan penyelesaian faktorial. Dengan
menggunakan software ini kita dapat menentukan kondisi pemotongan yang ideal
dan analisa data sesuai dengan input data yang kita masukkan. Software ini kita
gunakan untuk menginvestigasi pengaruh antara 3 parameter input, yaitu
kecepatan potong (v), pemakanan (f) dan kedalaman potong (a) terhadap variable
respon, yaitu Temperatur (T).
Hasil data eksperimen dari proses pembubutan dalam skala Celcius akan
ditunjukkan pada tabel 4.9. data eksperimen tersebut akan diregresi dan dianalisa
oleh software design expert. Hasil analisa dari tabel tersebut akan ditunjukkan
pada tabel 4.13. yang memeperlihatkan model temperatur tersebut tidak signifikan
terhadap eksperimen dengan nilai F = 0,86. Dengan catatan nilai p-value (Prob>F)
lebih kecil daripada 0,05, maka pemodelan tersebut signifikan. Dikarenakan data
yang dihasilkan tidak signifikan maka diambil nilai yang terendah dari p-value
yaitu data A (v kecepatan potong) sebagai data yang paling mempengaruhi dalam
hubungan antara kecepatan potong dan kedalaman potong (AC) dan hubungan
antara pemakanan dan kedalaman potong (BC) tidak member nilai yang signifikan
terhadap respon temperatur. Dengan hasil analisa data yang dihasilakan oleh
software Design Expert pada tabel maka dapat dikatakan bahwa kondisi
pemotongan yang paling mempengaruhi temperatur adalah kecepatan potong (v),
kemudiaan diikuti oleh kedalaman potong (a) dan pemakanan (f)
Tabel 4.13. Analysis of Variance
Sum of Mean F p-value
Source Squares df Square Value Prob > F
Model 15378,02 6 2563,00 0,86 0,6780 not significant
A-v 4459,13 1 4459,13 1,49 0,4365
B-f 281,99 1 281,99 0,094 0,8101
C-a 3287,64 1 3287,64 1,10 0,4846
AB 766,27 1 766,27 0,26 0,7014
AC 5043,48 1 5043,48 1,69 0,4174
BC 1539,51 1 1539,51 0,52 0,6035
Residual 2984,32 1 2984,32
Cor Total 18362,33 7
Std. Dev. 54,63 R-Squared 0,8375
Mean 230,92 Adj R-Squared -0,1377
C.V. % 23,66 Pred R-Squared -9,4015
Hasil analisis dari software design expert ini menghasilkan persamaan
sebagai berikut:
Temp = -2359,07992 + 30,17355v+8492,59800f + 1764,60620a - 78,29530vf –
4.4. Analisa Hubungan Kondisi Pemotongan dengan Temperatur
Analisa hubungan kondisi emotongan merupakan analisa daripada hasil
yang telah dianalisis pada software design expert untuk menunjukkan bahwa
adanya hubungan antara kondisi pemotongan dengan temperature. Hubungan
antara kondisi pemotongan dengan temperatur ditunjukkan dalam grafik yang
dihasilkan oleh software design expert ini.
Persamaan 4.1. merupakan persamaan model linear dengan nilai F sebesar
0,86 menunjukkan model tersebut tidak memiliki pengaruh yang signifikan
terhadap eksperimen. Pada gambar 4.10. Normal Plot of Residual menunjukkan
bahwa penyebaran dari data residual anatara data temperatur yang aktual dan
diprediksi menyerupai suatu garis diagonal yang melintang dari sisi kiri menuju
sisi kanan dengan arah yang naik. Agar penyebaran dari nilai residual mendekati
normal, maka dipasangkan garis diagonal pada grafik tersebut. Pada gambar 4.18
plot pertubation menunjukkan dan membandingkan pengaruh semua kondisi
pemotongan dengan variable temperatur dengan memeperhatikan sumbu x – nya,
yaitu:
1. Temperatur pemotongan menurun seiring dengan bertambahnya kecepatan
potong. (A)
2. Temperatur pemotongan naik seiring dengan naiknya pemakanan. (B)
3. Temperatur pemotongan naik seiring dengan naiknya kedalaman potong.
(C).
Gambar 4.12. mengilustrasikan pengaruh dari 2 faktor yaitu v kecepatan potong
(A) dan f pemakanan (B) dengan nilai kedalaman potong (C) yang dijaga konstan
yaitu 1,25 mm. dapat dilihat pada grafik yaitu bahwa dengan kecepatan potong
Gambar 4.10. Normal Plot of Residual
Gambar 4.11. Grafik perturbation Design-Expert® Software
Temp
Studentized residuals recommended
Color points by value of Temp:
-1,223 -0,665 -0,106 0,453 1,012
-222,835
Deviation from Reference Point (Coded Units)
T
e
m
Gambar 4.12. Grafik 3D surface
4.5. Optimasi Kondisi Pemotongan
Optimasi kondisi pemotongan ini dilakukan untuk mendapatkan nilai
optimal dari parameter kondisi pemotongan untuk memberikan temperatur dan
keausan pahat yang optimal selama dilakukan pembubutan. Proses optimasi
dilakukan dengan software design expert yang mana data akan tersusun pada tabel
4.15 yang merupakan pembatasan untuk optimasi kondisi parameter pemotongan.
Dan tabel 4.16 merupakan tabel untuk hasil optimasi kondisi pemotongan.
Tabel 4.14 Batas kondisi optimasi
Temp minimize 165,438 321,075
Vb is in range 0,222 0,33
Tabel 4.14. merupakan tabel batas optimasi yang akan diolah oleh
software. Nilai A (v), B (f), C (a), dan temperatur yang akan dioptimasi
menghasilkan yang kecil (minimize). Sedangkan pada aus pahat (Vb) digunakan
dalam jangkauan (is in range) dikarenakan aus pahat yang akan digunakan dalam
jangkauan 0,2 – 0,3 mm sehingga kekasaran permukaan dan temperatur yang
dihasilkan tidak terlalu tinggi.
Tabel 4.15. Hasil Optimasi
Tabel 4.15 merupakan 10 hasil optimasi yag dilakukan oleh software
design expert. Software ini menghasilkan 95 solusi hasil optimasi yang telah
dilakukan oleh software dan akan dimasukkan dalam lampiran 1. Tabel no 1
merupakan tabel yang dipilih oleh software karena merupakan data yang paling
optimal dari semua data yang diolah.
Optimasi yang dilakukan pada design expert ini menggunakan respon aus
pahat (Vb) sebagai tambahan dari respon temperatur yang telah digunakan.
Respon aus pahat digunakan sebagai tambahan daripada optimasi yang yang
dilakukan untuk menghasilkan grafik Overlay Plot. Grafik ini digunakan untuk
melihat hasil optimasi yang telah dilakukan oleh software design expert. Grafik
overlay plot yag dihasilkan akan ditunjukkan pada gambar 4.13.
Gambar 4.13. Hasil Optimasi Design Expert bentuk bar
A:v = 65
65 75
B:f = 0,1
0,1 0,15
C:a = 1
1 1,5
Temp = 179,552
165,438 321,075
Vb = 0,30075
0,222 0,33
Hasil optimasi yang dilakukan menghasilkan v = 65 ; f = 0,1 ; a = 1 ; Temperatur = 179,552 ; Vb = 0,30075. Ini merupakan kondisi yang paling optimum pada pemotongan didasarkan pada respon Temperatur dan aus pahat
(Vb).
Gambar 4.14. Grafik Overlay Plot
Gambar 4.14. merupakan grafik overlay plot yaitu grafik yang
menampilkan hubungan antara temperatur dan aus pahat yang dimodelkan dalam
grafik oleh software design expert. Terlihat bahwa daerah kuning merupakan
daerah solusi yang dihasilkan oleh software design expert. Grafik pertemuan
antara garis Vb dan temp menunjukkan kondisi yang paling optimal daripada
optimasi yang dilakukan oleh software design expert. Pada gambar terlihat bahwa
terdapat dua garis pertemuan yang menghasilkan titik yang merupakan titik
optimum daripada hasil optimasi yang telah dilakukan.
Design-Expert® Software
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Kesimpulan yang didapatkan dari eksperimen ini adalah:
1. Variabel pemotongan yang paling berpengaruh terhadap variable respon
temperatur menurut hasil analisa software design expert yang terdapat
dalam ANNOVA adalah v (kecepatan potong) disusul oleh a (kedalaman
potong) dan f ( pemakanan).
2. Software design expert menghasilkan pemodelan matematika daripada
faktor yang dimasukkan yaitu v, f, a dan respon temperatur yang telah
dihasilkan selama eksperimen, yaitu:
Temp = -2359,07992 + 30,17355 v + 8492,59800 f + 1764,60620 a -
78,29530 v f – 20,08677 v a – 2219,55400 f a.
3. Kondisi pemotongan ideal yang didapatkan oleh hasil optimasi software
design expert adalah :
v = 65 m/min ; f = 0,1 mm/rev ; a = 1mm ; Temperatur = 179,552 C ; Vb = 0,30075 mm.
5.2. Saran
Saran yang didapatkan pada eksperimen ini adalah:
1. Pemakaian alat Ir thermometer sebaiknya dilakukan dengan penyangga
(tripod) yang tetap sehinga jarak pengukuran tetap, sehingga pengukuran
yang dilakukan pada setiap data keakuratan yang lebih.
2. Pengukuran aus pahat sebaiknya dilakukan di tempat yang tenang, sebab
mikroskop dino lite yang digunakan sensitif terhadap getaran atau
menggunakan meja ukur sehingga penggunaan mikroskop menjadi lebih
akurat.
3. Sebaiknya menggunakan metodologi Response surface methodology