E
IE
,-f,,
ffi
@
ffiftr
Manajemen
dan
ffi
M
ry
R
ffi
PROSI
DI
NG
t
o
tv
ttt
cls
Seminar Sistem
Produksi
M
Dan
fl
Seminar
Nas
Hilton
Hotel, Bandung
-
lndonesia,
1
0ktober
2015
lrfN
lfl*
lr,
l-
{
S
,
-B
{"
lsa
t*
***
'.
, : '
,
, '
,
, ' ,
'
,
,
'
,
.' .'
f*
Kata
Pengantar
Seminar Sistem
Produksi (SSP) dan
Seminar
Nasional
Manajemen
RekayasaKualitas
(SNMRK)
merupakan dua
dari
sekian seminar nasional dalam bidangketeknik industrian.
SSPtelah
dilaksanakansebanyak 10
kali
dalam 3 dekade terakhir, sementaraSNMRK
telah dilaksanakan sebanyak 5kali
dalamI
dekade
terakhir. Alharndulillah,
pada tahunini,
SSPdan
SNMRK
kembali
dilaksanakanmelalui
sahtseminar yang dilaksanakan
di
Kota
Bandung, 1 Oktober2015.
Seminarini
melibatkan kepanitiaan daribeberapa universitas,
yakni
ProgramStudi
Teknik
Industri Universitas Telkom,
ProgramStudi Teknik
Industri Institut Teknologi
Nasional, dan
Kelompok Keahlian
Sistem Manufaktur
Institut
Teknologi
Bandung dengan dukungan
dari
Badan Kerjasama Penyelenggara PendidikanTenggi
Teknik
Industri,Badan Kejuruan
Teknik Industri,
dan Ikatan Saq'anaTeknik Industri
dan Manajemen Industri.SSP
XI
danSNMRK
VI
memiliki
tema"Opercttionttl Excellence towards Sustainability" untuk meuyambuttantangan perdagangan bebas yang akan dihadapi bangsa Indonesia dalam waktu dekat.
Melalui
serninarini,
parapeneliti
dan akademisi diharapkan dapat bertukarpikiran
mengenai hasil penelitiannya dan dapatberdiskusi untuk memberikan saran perbaikan
untuk
meningkatkan daya saing bangsa Indonesiadi
dunia lndustri.Jurnal makalah yang berkontribusi pada seminar
ini
sebanyak 58 makalah yang berasaldari22
perguruantinggi
danI
orangpraktisi
yang dikelompokkan ke dalarnl1
macamtopik
penelitianbaik terkait
dengan manajemen dan rekayasakualitas mallpun
sistemproduksi.
Semoga penyelenggaraan seminarini
dapat memberi manfaat dalam memajukan keilmuandi
Indonesia, khususnya di bidang manufaktur.Bandung, September 2015
Panitia Seminar Sistem Produksi
XI
&
STRUKTUR
KEPANITIAN
SSP
XI
DAN
SNMRK
VI
Steering Committee & Reviewer
1.
2. J. 4.
5.
1.
Prof. Ir. Harsono Taroepratjeka, MSIE, Ph.D.2.
Prof
Dr. Ir. Bermawi P. Iskandar, M.Sc., Ph.D.3.
Prof
Dr. Abdul Hakim Halim4.
Prof. Dr. Ir. Dradjad Irianto, M. Eng.5.
Dr. Iwan I. Wiratmadja6.
Dr. Ir. T.M.A.Ari
Samadhi, MSIE., Ph.D.7.
Ir. Rachmawati Wangsapuka, M.T., Ph.D.8.
Dr. Ir. Anas Ma'ruf, M.T.9.
Dr. Ir. Sukoyo, M.T.10. Dr. Wisnu Aribowo, S.T., M.T.
1
1.
Dr. Kusmaningrum LeksanantoOperating
Committee
Muhammad Akbar, S.T., M.T.
Sugih Arijanto, S.T., M.M.
Drs. Hari Adianto, M.T. Rio Aurachman, S.T., M.T. Atya Nur Aisha, S.T., M.T.
Asisten Laboratorium Sistem Produksi ITB
12. Cahyadi Nugraha, S.T., M.T.
13.
Arif
Imran, Ph.D14. Ir. Emsosfi Zaini,M.T.
15. Dr. Ir. Dida Dyah Damayanti, M.EngSC
16. Dr. Ir. Luciana Andrawina, M.T. 17. Dr. Kinley Aritonang
18. Catharina Badra Nawangpalupi, Ph.D.
19. Dr. Ir. Tjutju Tarliah Dimyati, MSIE
20.
Dr. Cucuk Nur Rosyidi, S.T., M.T.21.
Moses Laksono Singgih, S.T., MSc, MRegSc, Ph.D.Ratna Widya
Rizka Septriana Maharani Tomrny Anglomas
Vionita Atricia Wijaya Yasrnin Aruni Yuni Bella Pertiwi
Syifa Pratiwi Arianti
Shadika
Ghyna Nur Fajrianti
l.
Asisten Mahasiswa Prodi Teknik Industri ITENASAfiq
Bariz Ahmad Imaduddin Amalia Dwi Lestari Anugrah RusdiantoArini Rahrra.'vati Arsy Karima Zahra Citra Bulan Astrid Arty Dewi Raspati
Pandu Djati Sentano
Anggita Muthia Dewi
Vito Abisena Riska Anggreani Anna Annida N Terrin Eliska
Dennis Adiprawira Jordan Syein Miranda Jayatri Mustika Sari
Nurul Lathifah Qurrota A'1uni Rania Dian Savitri
Fithd H Megantari Rima Nolyani Putri
Aminah Umi Khamidah
Sita Nurlailly
Annisa Puspa Sari
Noviana
-^J
i
GRUP-4
P
erenc
finann,
P
eng
endalian
Putri,
N.
T.
&
Mustaqim,
R.
PENGENDALIAN
PERSEDIAANBAHAN BAKU
PEMBUATAN
READYMIX
K-350
DENGAN METODE
LOT
SIZING
DINAMIS
(STUDI
KASUS:
PT.IGASAR)(Halaman D-1)
Wadanao
B.
R.
& Ma'ruf,
A.
USULAN PENJADWALAN
PRODUKSIDENGAN
MENGGUNAKAN ALGORITMA
NOVEL
HEURISTICAPPROACH UNTUK
MEMINIMASI
MAKESPAN DI CV
KAWANITEKNO
NUSANTARA
(Halaman
D-I5)
Rifqi, M. &
N'Ia'ruf,
A.
USULAN PENJADWALAN PRODUKSI HYBRID
DENGAN
PENDEKATAN WORKLOAD CONTROL
DIPERUSAHAAN MANUFAKTU
RMAKE.TO-ORDER
(Halaman D-27)
Puspawardhani, G.
& Yusriski,
R.
PENJADWALAN
JOB UNTUK
SISTEM PRODUKSI
MAKE
TO
ORDER ASSEMBLY
SHOP
DENGAN
TUJUAN MEMINIMUMKAN
MAKESPAN
(Halaman
D-41)
Khannan, M.
S.A., N'la'ruf, A.,lYangsaputra,
R.,
Sutrisno,
&
Wibawa,
T.
METODE ALGORITMA GENETIKA UNTUK
PENYELESAIANMODEL
CELLULARMANUFACTURING
SYSTEM
YANG MEMPERTIMBANGKAN
FLEKSIBILITAS
URUTAN
PROSESDAN
PERUBAHAN
DEMAND
(Halaman
D-49)
Dilianaputri,
A.
&
Wangsaputra,
R.
PERANCANGAN
MEKANISME
SISTEM
PRODUKSITARIK PADA LINI
PRODUKSI
LEADING
EDGESKIN PESAWATA32O PT. DIRGANTARA INDONESIA
Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. Sutrisno, T. Wibawa
Metode
Algoritma
Genetika
untuk
Penyelesaian
Model
Cellular Manufacfuring
System
yang
Mempertimbangkan
Fleksibilitas
Urutan
Proses dan
Perubahan Demand
Muhammad
Shodiq
Abdul Khannan
Program Studi
Teknik Industri,
Universitas Pembangunan Nasional VeteranYogyakarta
Jalan Babarsari no 2, Tambakbayan
Yogyakarta
55281Telp. (0274)
485363Fax. (0274)
486256Email: shodiq@upnyk.ac.id
Anas
Maruf
Program Studi
Teknik Industri, Institut Teknologi
BandungJalan Ganesha 10,
Bandung,40132
T el: 022-2506449, F ax: 022-2506449
Email: maruf@ti.itb.ac.id
Rachmawati Wangsaputra
Program Studi
Teknik Industri, Institut Teknologi
BandungJalan Ganesha 10, Bandun
g,
40132 T el: 022-250 6449, F ax: 022-2506449Email : rwangsapC@lspitb. org
Sutrisno
Program Studi
Teknik
Industri, Universitas
Pembangunan Nasional VeteranYogyakarta
Jalan Babarsari no 2, Tarnbakbayan
Yogyakarta
55281Telp. (0274)
485363Fax. (0274)
486256Email:
trisno_upnv)r@]rahoo.co.idTri
Wibawa
Program Studi
Teknik
lndustri, Universitas
Pembangunan Nasional VeteranYogyakarta
Jalan Babarsari no 2, Tambakbayan
Yogyakarta
55281Telp. (0274)
485363Fax. (0274)
486256Email : tri.wibawa@,upnyk. ac.id
Halaman
I
D-49.-Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Marul R. Wangsaputra, S. Sutrisno, T. Wibawa
Abstrak. Penelitian ini bertujuan untuk memberikan usulan alternatif penyelesaian model Cellular Manufacturing
System yang mempertimbangkan Fleksibilitas Urutan Proses dan Perubahan Demand. Masalah yang dihadapi adalah faktor waktu komputasional yang lama
jika
diselesaikan dengan linear programming untuk ukuran masalahyang
besar. Kasusmodel
CMS
termasuk kasus non-deterministicpolynomial yang
kompleks (NP-Hard). Penelitianini
menggunakan algoritma genetika untuk mendapatkan solusi dengan waktu yang lebih singkat dandengan
solusi terbaik
yang
mendekatisolusi optimum
dibandingkanjika
menggunakanInteger
Linear Programming. Solusi berupa konfigurasi formasi cell dengan kriteria minimasi total biaya yangterdiri
atas biaya perpindahan material dalam sel dan biaya perpindahan material antar sel. Berdasarkan eksperimen yang dilakukan metode Algoritma Genetika efektif untuk memecahkan permasalahan tersebut.Kata kunci:
Cellular Manufacturing System, Fleksibilitas Urutan Operasi, Perubahan DemandI.
PENDAHULUAN
Cellular Manufacturing System (CMS) menjadi topik yang banyak
diteliti
dalam satu dekade terakhir. Jenis Cellular Manufacturing System bisa dibagi menjadi 2 kategori yaitu Robust CMS dengan konfigurasi mesin-cellyang
tetap dan redesigningCMS
dengan konfiguras mesin-cellyang bisa
berubah menyesuaikan dengan penrbahan demand (Ebara, 2006), (Jayakumar, 2010), (Khannan, 2012a), (Khannan, 2012b). Robust CMS cocok untuk karakteristik perusahaan yang mesin cenderung susah dipindahkan atau membutuhkan biaya dan usaha yang saugat besaruntuk
memindahkanmesin.
RedesigningCMS
mempunyai keuntunganbisa
menyesuaikan konfigtrrasi mesin-cell di setiap rolling period dalam satu planning period (Khannan,20l2b). Respon yang cepat pada perubahan pasar dan kebumhan konsumen dan efisiensi sistem manufakhrr menjadi keunggulan CellularManufacturing System (Renna, 201 0)
Model
matematis CMS pada awalnya untuk meminimasi biaya intracell material handling dan intercellmaterial handling (Ebara, 2006) kemudian berkembang dengan menambahkan faktor biaya yang eksis
di
dalam aplikasi nyata di industri seperti biaya tetap mesin, biaya variabel mesin, biaya rekonfigurasi mesin (Jayakumar, 2010), kemudian Khannan (2012b) menambahkan parameter biaya setup ke dalam model. Penugasan part ke mesinbisa dalam bentuk satu
part utuh
(Ebara, 2006) dan bisajuga
dalam bentuk penugasan padalevel
operasi (Jayakumar, 2010). Metode yang sering dipakai untuk menyelesaikan masalah dalam penelitian terdahulu adalah metode Integer Linear Programming. Metode ini akan relatif mudah diterapkan dalam kasus dengan ukuran yang kecil. Ketika banyak unsur yang harus dipertimbangkan seperti halnya penelitian yang dilakukan Khannan (2014)yang memasukkan faktor ketidakpastian demand, penugasan operator dan perencanaan produksi maka metode
Integer Linear Programming akan
tidak
cocok untuk ukuran kasus yang besar karena membutuhkan waktukomputasional yang lama untuk mendapatkan solusi yang optimal. Kasus model CMS dengan ukuran yang besar termasuk kasus non-deterministic polynomial yang kompleks (NP-Hard). Salah satu alternatif yang bisa dipakai adalah dengan metode metaheuristik Algoritma Genetika.
Prosiding Seminar sistem Produksi Xl dan seminar Nasional Manajemen Rekayasa Kualitas
vl
(2015) M. S.A
Klannan, A' Maruf' R' Wangsaputra' S' Sutrisno'T
WibawaMa,ruf(1995)menerpakanmetodeAlgoritrrraGenetikaurrtukpenjadwalanyangmentperlirnbangakan
alternatif urutan proses. Paksi (2014) t.uengusulkan tnetode Algoritma Genetika untuk penjadwalan fleksibel
job
shop
untuk
kasusdual
constraint. Dengan contoh sukses adopsi tnetodeAlgoritma
Genetikadalam
kasuspenjadwalan tersebut maka perlu dikernbangkan metode yang lebih efisien dalam menyelesaikan model matematis
cellular Manufachrring Systern. Dalam penelitian ini akan dilakukan penerapan metode Algoritma Genetika untuk model matematis yang relatif sederhana sebagai dasar nantinya utrtuk t-nenyelesaikan model yang lebih
nrmit'
2.MODEL
MATEMATIS
Model maternatis yang digunakan adalah model yang dikembangkan oleh Khannan ('2012a)' Fungsi tujuan dari rnodel matematis aclalah minimasi total biaya n-raterial handling dengan perencanall berada pada level operasi
dan mempertimbangkan kapasitas mesin'
2.1Asumsi
Asumsi yang diambil:
l.
waktu operasi untuk pemrosesan semua tipe part dalarn mesin yang berbeda diketahui dan detern.rinistik 2. Setiap part harus diproses berclasarkan urutan pemrosesan yang diketahui3. Kapabilitas rlan kapasitas rncsin untuk setiap tipc cliketahui clan dianggap konstan selama periode perencanaan' 4. Permintaan untuk setiap tipe part di setiap periode diketahui dan detern.rinistik'
5. Biaya penyusutan untuk sctiap tipe mcsin untuk sctiap periode diketahui'
6. part dipindahkan clalam batch.Biaya intercell matericrl hanclli.ng cliketahui dau konstan (independen terhadap
jumlah cel/)
7 . Btayaoperasi untnk setiap tipe mesin konstan dan diketahui'
8. Biaya variabel unluk setiap mesin diketahui. Biaya variabel tergantung/dependen terhadap beban kerja yang dialokasikan ke mesin.
g.Biayarelokasisetiapmesindarisatu
cellkecellyanglainclalamperiodeperencanaandiketahui' l0.Waktuyangdibutuhkanuntukrelokasidiasumsikansamadetlgannol.11. Jumlah cel/ maksimum sudah ditentukan dan selalu konstan selarna periode perencanaan'
12. Jnmlah mesin maksimum dalam satu cell sudah ditentukan,
junlah
mesin minimum dalam satu cel/ tidakD-51-Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Marui R. Wangsaputra, S. Sutrisno, T. Wibawa
ditentukan
13. Setiap mesin bisa melaksanakan satu atau lebih operasi (fleksibilitas mesin) tanpa biaya modifikasi
14. Setiap operasi bisa dilaksanakan di tipe mesin yang berbeda (Fleksibilitas urutan proses)
15. Backorder tidak dijinkan 16. Tidak ada antrian produksi
I 7. Tidak mempertimbangkan inventori.
18. Mesin selalu siap dan tersedia selama periode waktu perencanaan 19. Nilai waktu-uang tidak dipertimbangkan
20. Ukuran batchkonstan untuk semua produk.dan seluruh periode.
2.2
Perancangan Fungsi
Tujuan
Tujuan dalam perancangan Cellular Mandacturing System adalah meminimalkan biaya yang terkait, namun
karena masalah kompleksitas dan keterbatasan
waktu
komputasionaltidak
semuabiaya yang terkait
bisa dipertimbangkan- Biaya-biaya yang terkait dalam perancangan CMS yang akan dipertimbangkan adalah biaya intracell material handling dan intercell material handling.2.3
Variabel
Keputusan
Keputusan yang akan diambil dalam perancangan CMS ini adalah:
1.
Penugasanpemrosesan setiap tipe operasiTdariparlp
ke mesin m dalamcell c2.
Penugasan setiap tipe mesin ra ke cell c dalam setiap periode2.4
Parameter
Input
Parameter input yang harus tersedia selama periode perencanaan adalah:
L
Product mix: kumpulan tipe part yang harus diproduksi2.
Product demand:: kuantitas dari setiap tipe part yang harus diproduksi di setiap periode3.
Urutan operasi: daftar perintah operasi yang harus dikerjakan untuk setiap periode4.
Waktu operasi: waktu yang diperlukan untuk memproses untuk setiap part5.
Kapabilitas mesin: kemampuan setiap jenis mesin untuk melakukan operasi6.
Kapasitas mesin: jumlah waktu mesin yang tersedia untuk produksi dalam setiap periode7.
Mesin yang tersedia: kumpulan mesin yang akan digunakan untuk membentuk manufacturing cellProsiding seminar sistem Produksi
xl
dan seminarNasional Manajemen Rekayasa Kualitas va (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. SuiJroo, T. Wibawa 2.5.
Fungsi Batasan
Con.strai nt/Batasan yang harus adaldipertimbangkan adalah:
I
'
Kapasitas mesin haruscukup unfuk memproduksi product mix tertentu dalam lev el demandtertenfu untuk
setiap periode
Ukuran c ell harus ditentukan
Jtrmlah cell d,alam sistem dalam sistem harus ditentukan
Notasi
Indeks
c
: indeks untuk manu.facturing cett(c:1,
...,e
m
: indeksuntuk
tipe
mesin(m:
I,
..., 14)p
: indeksuntukjenis part(p:1,
...,p)
j
:indeks untuk
operasi yang dibutuhkanoleh
parrp
$:1,
..., Op)h
: indeksuntuk
periodewaktu
(h:1,...,H)
Parameter
input
tP
:
jumlah
tipe part
Op
:
jumlah
operasi untuk tipepartp
M
:
jumlah
tipe
mesin2. J.
C
:
jumlah
maksimum
cell
yangbisadibentuk
_
11
jika part
pmemerlukan proses
di
mesin
m
l.O
sebaliknya
:
ukuranbatch
untakperpindahanintercellr
daripart
tipep
:
ukuranbatch
untukperpindahanintracell
dari
part tipep
=
Biaya
intercell
material
hanciling (per batch)=
Biaya
intracell
material handling
(perbatch)
o^,
Rn'''"' Bn'nn'' Cnter
Ciiltt'a
I
Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vt (2015) M. S. A. Khannan, A. Marufl, R. Wangsapurra. S. Sutrisno, T. Wibawa
Ftnter
:
Biayaintercell material handling
(t.obust)ptntra
:
Biaya
intracell
material handling
(robust)UB
:
maksimal ukurancel/,
maksimumjumlah
mesinper
cell
Dav,
:
rata-rata demanduntsk
parttipep
tip,o
:
waktu
pemrosesan yangdibutuhkan untuk
memproses operasiTdari
parttipep di
mesintipe
m
dalam satuanwaktu
(am)
n. :
f1
jika
operasiT
untuk part tipe
p
memerlukan
proses
di
mesin
m
*t?m
- tO
sebaliknya
Tm
:
kapasitaswaktu dari
mesinla
dalam satuanwaktu
(am)
Model
Robust CMS
Fungsi Tujuan
Minimasi
gf,-
g:rrrru+Je{*ff.ti
t-) t-) *t**"x-**-xl
ld L, r" -! rri*
Cwt s*E
ir.J Fungsr Batasan
iryrJprs S f*Js*e
&!*s
s
&.?t.)1
re L"1\
i nr + ll',
YT-.L
*'p"
t!
r
L
sx i,
Sub Fungsi Tujuan
(D
Biaya intracell material handling (Fr,,,')i 6'r-1, f.-J : i{ r.e
i,nr;
*
sI
T
risft;',q{f
.,{Iu.*,..*"* * r,3ry:':lF
},:*i:,a
id u.;i , ,.ff1 ,#
i*i :+?' {pi
Prosiding Seminar Sistem Produksi Xl dan Seminar Nasiona! Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. Sutrisno, T. Wibawa
(ii)
Biaya intercell material handling (F"'k')'[$--,,-*-*"n
*
f
',0*,*l
u*
*. irs' : s L riryi.,
*"{" Y Y
"
"' s "' f
s*:.
;:*l
t*i
! g I drf,l# iair."*$"
Fungsi tujuan
nonlinear
pada persamaan(1)
adalahminimasi total
penjumlahanbiaya
intracell
material handling
(F''o')
dan biayaintercell material handling
(F""').Biaya
intracell material
handling
(F**)
pada persamaan(5)
adalah penjumlahanperkalian
(sumproduct)
antarajumlah
transfer
intracell
(Demand dibagijumlah
batch I Dt, /Bt,f )untuk
semuaoperasi
part tipep
danbiaya
transfer
intracellbatch
dari
setiap part (Cn"o ).Biaya
intercell
material handling
(F"'")
padapersamaan
(6)
adalah penjumlahan perkalian (sumproduct)
antarajumlah
transferintercell
transfer
(Demand dibagi
jumlah
batch I Dp /Bpl )untuk
semuaoperasi
part tipep
dan biayatransfer
i n t e rc e I I
/balch
batchdari
set iap part ( C "'").
Persamaan
fungsi
pembatas (2) memastikan setiap operasi part diproses hanyaI
mesin diantarabeberapa
alternatif
mesin yang bisa memproses. Pertidaksamaan(3)
adalah fungsi pembatas kapasitas yangmemastikan
kapasitas mesin tidakterlampaui
dan bisa memproses demand. Pertidaksamaan(3)
juga
menentukanjumlah
dari
setiap tipe mesindi
setiapcell
termasukduplikasi
mesin(N..).
Pertidaksamaan
(4)
rnemastikan ukuranmaksimal
cell
tidak terlampaui/
menjaminjumlah
mesin
yang dialokasikan ke setiapcell
tidak melebihi ukuranmaksimum cel/.
3.
METODE PENCARIAN SOLUSI USULAN
Pencarian solusi dalam problem formasi mesin-cell dalam paper
ini
menggunakan metode AlgoritmaGenetika. Algoritma Algoritrna Genetika dibuat menggunakan bahasa pemrograman Delphi dengan spesifikasi komputer
AMD
A4-1 250APU
WIN8.I
denganRAM
4 GB dan HD 320 GB.3.1
Dasar
Algoritma Genetika
Algoritrna
Genetika adalah model egineering
yang meniru
proses
evolusi
berdasarkan
prinsip
genetika dan proses seleksi alamiah (Ebara, 2006),
Zukhri
(2014). Metodeini
banyakdigunakan dalam
berbagai
bidang
baik
bidang
sciencemau
pun
engineeering
(Zukhri, 2014). Salah satu
aplikasi
Algoritma Genetika
digunakan dalam masalah
optimisasi
(Ebara,
2006).
Prosespencarian
solusidilakukan seperti
halnya
suatu
individu
terpilih untuk
bertahan
hidup
dalam proses
evolusi.
Dari
sekumpulan
individu
dalam satu populasi akanterpilih individu
elit
yang mempunyaiprobabilitas yang
Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. Sutrisno, T. Wibawa
tinggi untuk
berlahanhidup.
Dari individu
yangterpilih
dilakukan
persilangan(dari
duaindividu
yang
berbeda)
dan mutasi
(dari
individu
yang
sama dengangen yang
berbeda).Jumlah
dari
sekumpulanindividu
disebutukuran populasi
dankarakteristik
individu
diekspresikan dengankromosom
(Ebara, 2006).3.2
Ekspresi
Kromosom
Representasi kromosom terbagi menjadi duajenis yaitu representasi langsung dau reprsentasi tidak langsung
(Ma'ru|
1995). Representasi langsung merupakan kromosom langsung merepresentasikan suatu solusi fisibel.Sedangkan representasi
tidak
langsung adalah kromosom yang membutuhkan suatu prosedur tambahan untukmendapatkan solusi yang fisibel.
Ebara (2006) menggunakanjenis kromosom represntasi langsung. Variabel keputusan Yr" dan Xn. oleh Ebara direpresentasikan dengan kromosom seperti di bawah ini:
Kromosom
di
atas merepresentasikan keputusanpart
I
ditugaskandi cell
i
bernilai
nol (part
I
tidak ditempatkandicell 1),danmesinl
ditempatkandi cellI
bernilai 1(mesinl
ditempatkandicelll).
Kromosom representasi langsung seperti yang dilakukan Ebara (2006) di atas mempunyai kelemahan yaitu
membr.rtuhkan gen yang sangat panjang
jika
ukuran masalah semakin besar dan variabel yang adadi
model matematis semakin kompleks. Olch karenaitu
dalam penelitianini
digunakan kromosom representasi tidaklangsung. Kromosom yang digunakan terdiri atas tiga layer sebagai berikut.
a1 2-r 1-3
1-2
1-l
Nomor job-operasiJenis mesin ke-m yang ditugaskan ke
cell
I Jenis mesin ke-m yang ditugaskan ke cell 2Jenis mesin ke-m yang ditugaskan ke cell 3
Layer pertama Layer kedua Layer ketiga
3.3
Inisialisasi
Pembuatan populasi awal dilakukan degan mengacak
nilai
gendi
setiap layer. Pengacakan dilakukan sebanyak3 kali,
yaitu pengacakanlayer
l,
layer2
dan layer3.
Dalam rangka mendapatkanindividu
yangdiinginkan, individu-individu yang ada dicek agar meenuhi fungsi batasan
. In
orderto
generate the desired individuals, the individuals are generated by checking the constraint (persamaan (2) and (3)).I 0 I
1 I I
1 1 2 J .,
4 6 7 6 5
-) 5 5 8 8
Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Manrf, R. Wangsaputra, S. Sutrisno, T. Wibarva 3.4
Evaluasi Kesesuaian
Evaluasi keseuaian dilakukan untuk rnnegecek seberapa dekat suatu solusi dan seberapa dekat individu
dengan solusi optirnal. Kualitas kromosonr dievaluasi dcngan menggunakan fungsi tujuan Minimasi
Setiap individu disclcksi untuk rnendapatkan individu yang superior dengan menghitung ftingsi total biay'a yang terdiri atas biaya intracell rnaterial handling da11 intercell material handling. Kesesuaian dari setiap individu (fitness of each individuu[) dievaluasi dengan persamaan bcrikr.rt:
I
ru
=Yi
rI-iJ
-t-J. '!'1.
.t.,11
1=1' . \-"
.|' - l,'
lil =iln
(1) (8) (e) 3.5 Seleksi
dan
Reproduksi
Dalam rangka mendapatkan individu
berikut:
untuk reproduksi, probabilitas seleksi PS" dihitung dengan rumus
tir
\-
;:,!r=,i (10)
Berdasarkan probabilitas seleksi, individu yang dipilih ntuk reproduksi dipilih menggunakan preserverasi elite dan seleksi dengan sisteur roulette.
3.6
Penyilangan
Dari individu yang dipilih untuk reproduksi, dua individu yang akan dikombinasikan, dilakukan penyilangan krornosorn pada dua point dalar.n kromosom-kromosom tersebut. Penyilangan dilakuan dengan sister.n penyilar.rgan 2 titik.
3.7
Mutasi
Mutasi atau modiflkasi gen dilakukan ciengan sistem duri
titik
clalam satu kromosom.Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. Sutrisno, T. Wibawa
4.
PENGUJIAN NUMERIS
Data numeris
yang
digunakan adalah datadari
Jayakumar(2010)
dan Khannan(2012a)
denganukuran
8mesin
dan 12 part.Kriteria
pengujianAlgoritma
Genetika menggunakan angkaberikut:
Ukuran
populasiMutasi
Cross
over
:
100Hasil pengujian
berdasarkannilai
fungsi tujuan untuk meminimasi total
biaya bisadisajikan
dalam
Tabel
l.
Tabel
l:
Output Total
biaya dari beberapaiterasi
(dalam $). Iterasike
Biaya intracell
material
handling
Biaya intercell
material
handling
Total
biaya materialhandling
I
1 s069 3317 I 83862 1 7030 3973
21004
J 13 108 3050 161s9 4
1t286
2807 14093 5 l 0052 3406 1 34s8Perbandingan
nilai
total
biayamaterial handling
menggunakanAlgoritma
Genetika danInteger
Linear Programming
bisadilihat
padaGambar
l:
Gambar
1: Perbandingannilai
total
biayamaterial
handling menggunakanAlgoritma
Genetika
: 5o/o
:20o/o
Halaman
I
D-58Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. Sutrisno, T. Wibawa
Dari
gambardi
atas dapatdiketahui
bahwa solusi menggunakanAlgoritma
Genetika mendekati solusi dengan IntegerLinear Programming
denganselisih
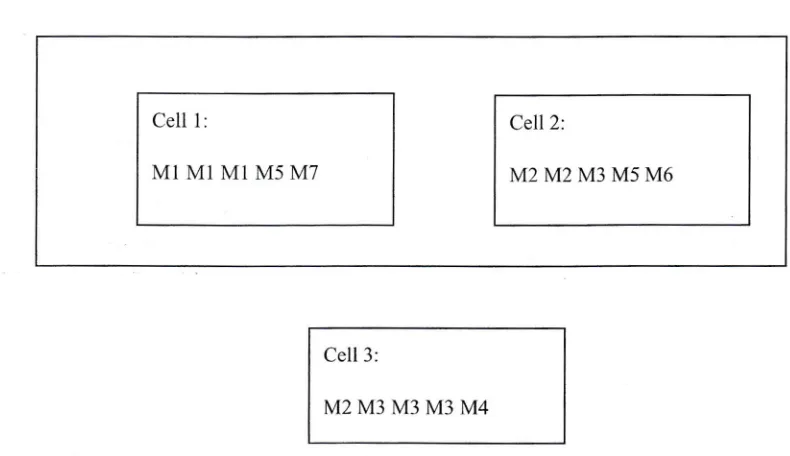
l.27Yo atau sebesar $174.Konfigurasi
solusiterbaik untuk variabel
keputusanN,,"
dengannllai
Z:
$13458 adalah seperti pada Gambar 2.Cell3:
M2 M3
M3 M3 M4
Gambar
2: Konfigurasi
mesin-celluntuk
RobustCellular Manufacturing
System 5.KESIMPULAN
Penelitian
ini
telah
menerapkankanAlgoritma
Genetikauntuk
mencari solusimodel
Robust CellularManufacturing System yang mempertimbangkan fleksibilitas urutan proses dan perubahan demand. Output dari algoritma genetika yang dikembangkan menunjukkan bahwa biaya mendekati solusi optimum. Solusi Total biaya rnaterial handling yang dihasilkan masih lebih
tinggi
dan terrnasuk kategori solusi terbaik dan bukan solusi optimal. Hal ini disebabkan karena pencarian bersifat random tergantung dari inisial awal yang digunakandipilih
secara acak. Waktu yang dibutuhkan untuk mendapatkan solusi terbaik lebih singkat dibandingkan dengan metode Integer Linear Programming. Penelitian selanjutnya bisa menggunakan metode Algoritma Genetika untuk model yang lebih kompleks.
PENGAKUAN
Penelitian
ini
merupakan bagian penelitian skim hibah Penelitian antar Perguruan Tinggi (PEKERTI) antara Universitas Pembangunan Nasional Veteran Yogyakarta dengan Institut Teknologi Bandung menggunakan danadari
Direktorat Penelitian
dan
PengabdianMasyarakat
DIKTI
tahun 2015
dengan
nomer
kontrak ST/30/IV/201s/LPPM.Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas V! (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. Sutrisno, T. Wibawa
REFERENSI
Ebara, H., Hirotani, D., Takahashi, K., dan Morikawa,
K.
(2006) Cellular manufacturing systent capableof
responding to changes in demand, In Reconfigw'able Manufacturing System and TransfonnableFactories,Iil,
chapter 17 341-353, Springer-Verlag Berlin Heidelberg.
Jayakumar, V. dan Raju, R. (2010) An adaptive cellular manufacturing system design with routing
flexibility
and dynamic system reconfiguration, European Journal of Scientific Research 47 No.4, 595-6ll
Khannan,
M.
S. A., Maruf, A. (2012a) Pengembangan model robust cellular manufacturing system yang mempertimbangkan kapasitas mesin, fleksibilitas urutan proses dan perubahan demand, Prosiding SemitmrSistem Produksi X, Bandung.
Khannan,
M.
S. A., Manrf, A. (2012b) Development of robust and redesigning cellular manufacturing system model considering routingflexibility,
setup cost, and demand clranges, Proceedings of Asia PasiJicIndustial
Engineering & Management Systenr Conference 2012 V. Kachitlichyotrukul,H.
T. Ltrong, and R. P itakaso Eds., ThailandKhannan,
M.
S. A., Maruf, A., Wangsaputra, R., Sutrisno, S. (2014) Cellular manufacturing systent modeluncier demand uncertainty, Proceedings of Asia Pasdic Industt'ial Engineering & Monagemenl Systent
Conference 2 0 I 4, Korea Selatan
Malhotra, V., Raj, T., dan Arora, A. (2009), Reconfigurable manufacturing system: an overview, International Journol of Macltine Intelligence,
Vol.
1, Issue 2, pp.38-46Renna, J. (2010), Capacity reconfiguration management in reconfigurable manufacturing systems,
International Journal of Advanced Manufacturing Technologl, 46, pp 395-404
Ma'ruf, A. (1995). Pengembangan Metode Penjadwalan dengan Mentpertimbangkan
Alernatif
Urutan Prases Menggunakatt Algoritma Genetika. Tesis. Program Studi Teknik dan Manajemen Industri, InstitutTeknologi Bandung.
Paksi, A. B. N. (2014) Penjadwalan Fleksibel Job Shop dengan Dual-Resout'ce Constraint untuk Meminimasi Tardiness Menggunakan Algoritnru Genetikq, Tugas Sarjana. Program Studi Teknik Industri, Institut Teknologi Bandung.
Zukhri, 2., (2014) Algoritma Genetika Metode Kontputosi Revolusioner
wtuk
Menyelesaikan MasalaltOptimasi, Penerbit Andi, Yogyakarta.
RIWAYAT
HIDUP PENULIS
Muhammad Shodiq
Abdul
Khannan adalah staf pengajar di Program Studi Teknik Industri, Fakultas Teknolog:Industri, Universitas Pembangunan Nasional Veteran Yogyakarla, Indonesia.
Ia
mendapatkangelar ST
dr-Program Studi Teknik Industri Universitas Gadjah Mada dan mendapatkan gelar M.T. dari Program Studi
Teknii
Program Studi Teknik dan Manajemen Industri, Fakultas Teknologi Industri,
Illstitut
Teknologi Bandungpa&
tahun2012. Topik penelitian yang digeluti Cellular Manufacturing System dan Collaborative Production Planning Alamat emailnya adalah shodiq(Dupnyk.ac.id
Anas
Ma'ruf
mendapatkan gelar Doktor dari program studi Mechanical and Struchrral Engineering diToyoha-;:-University
of
Technology, Jepang pada tahun 2000.Mulai
tahun 2007Ia
menjadi Associate Professorpa,-Manufacturing
System Research Group, FacultasTeknologi Industri,
Institut
Teknologi
Bandur.rg.Topr
penelitian yang digelutinya adalah
CAD/CAM,
intelligent manufacturing system dan production planningc-control for
MTO
industry. Alamat email beliaumaruf@ti.itb.ac.id
Prosiding Seminar Sistem Produksi Xl dan Seminar Nasional Manajemen Rekayasa Kualitas Vl (2015) M. S. A. Khannan, A. Maruf, R. Wangsaputra, S. Sutrisno, T. Wibawa
Rachmalvati Wangsaputra mendapatkan gelar Doktor dari New Mexico State University, Mexico pada tahun 2000. Beliau adalah dosen Lektor Kepala di Manufacturing System Research Group, Facultas Teknologi Industri, Institut Teknologi Bandung. Topik penelitian yang digeluti adalah real time scheduling, intelligent manufacturing system dan production planning dan control for MTO industry Alamat email beliau rwangsap@lspitb.org
Sutrisno
adalahstaf
pengajardi
ProgramStudi Teknik
Industri, FakultasTeknologi Industri,
Universitas Pembangunan Nasional Veteran Yogyakarta, Indonesia. Ia mendapatkan gelarMT
dari Program Studi Teknik Program Studi Teknik dan Manajemen Industri, Fakultas Teknologi Industri, Institut Teknologi Bandung. Topikpenelitian yang digeluti Multiple Criteria Decision Making, Rekayasa Kualitas dan Sistem Manufaktur. Alamat
emailnya adalah
trisno
upnvy@vahoo.co.idTri
Wibawa
is adalah staf pengajardi
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Pembangunan Nasional Veteran Yogyakarla, Indonesia. Ia mendapatkan gelarMT
dari Program Studi TeknikProgram Studi Teknik dan Manajemen Industri, Fakultas Teknologi Industri, Institut Teknologi Bandung. Topik
penelitian yang digeluti Ferencanaan dan Pengembangan Produk, dan Sistem Manufaktur. Alarnzrt emailnya adalah
tri.wibawa@upnyk.ac.id
prosiding Seminar Sistem Produksi Xt dan Seminar Nasional Manaiemen Rekayasa Kualitas Vl (2015) M- S.
A
ihannan' A' Maruf, R' Wangsaputra' S' Sutrisno' T' Wibawa