Skripsi
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Ekonomi
Program Studi Manajemen
Disusun Oleh :
Ni Wayan Eka Wiyandani S. 012214076
PROGRAM STUDI MANAJEMEN JURUSAN MANAJEMEN
FAKULTAS EKONOMI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
tidak memuat karya atau sebagian karya orang lain, kecuali yang telah disebutkan
dalam kutipan dan daftar pustaka, sebagaimana layaknya karya ilmiah.
Yogyakarta, 9 Mei 2008
Penulis,
Yang bertanda tangan di bawah ini, saya mahasiswa Universitas Sanata Dharma :
Nama : Ni Wayan Eka Wiyandani S.
Nomor Mahasiswa : 012214076
Demi pengembangan ilmu pengetahuan, saya memberikan kepada Perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul :
ANALISIS EFISIENSI LAYOUT PROSES PRODUKSI
Studi Kasus pada PT Pabrik Gula Madu Baru Madukismo Kasihan Bantul Yogyakarta
Beserta perangkat yang diperlukan (bila ada). Dengan demikian saya memberikan kepada Perpustakaan Universitas Sanata Dharma hak untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk pangkalan data, mendistribusikan secara terbatas, dan mempublikasikannya di Internet atau media lain untuk kepentingan akademis tanpa perlu meminta ijin dari saya maupun memberikan royalti kepada saya selama tetap mencatumkan nama saya sebagai penulis.
Demikian pernyataan ini yang saya buat dengan sebenarnya.
Dibuat di Yogyakarta
Pada tanggal : 21 Mei 2008
Yang menyatakan
Ni Wayan Eka Wiyandani S. Universitas Sanata Dharma
Yogyakarta 2008
Penelitian ini bertujuan untuk mengetahui jenis layout yang diterapkan PT Pabrik Gula Madu Baru Madukismo dan menguji efisiensi layout tersebut.
Untuk mengetahui jenis layout yang diterapkan oleh PG Madukismo, dilakukan pengamatan atas efisiensi layout PG Madukismo yang dibandingkan dengan konsep layout berdasarkan teori. Sedangkan untuk mengetahui layout
yang diterapkan PG Madukismo digunakan Metode Analisis Layout. Analisis ini meliputi 3 kriteria. Pertama, output yang dihasilkan per hari. Kedua, desain
layout, dan ketiga, jumlah stasiun kerja.
Hasil penelitian ini menunjukkan bahwa jenis layout yang diterapkan PG
Madukismo adalah layout produk. Kapasitas sesungguhnya (3.280,93
Ni Wayan Eka Wiyandani S. Sanata Dharma University
Yogyakarta 2008
The objectives of this research were to identify the layout applied at PT Pabrik Gula Madu Baru Madukismo, and to examine the efficiency of the layout.
Data were collected and analyzed as follows 1) Describing the layout concept applied by PG Madukismo to know the type of layout of PG Madukismo which comparing the layout concept of the company and the theory. 2) Employing the Layout Analysis Method to know the efficiency of layout implementation. This analysis consists of three criteria. First, the daily output resulted. Second, the layout design employed. Third, numbers of workstation established.
Sang Hyang Widhi Wasa, yang telah melimpahkan segala berkat, rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan penulisan skripsi ini dengan
judul Analisis Efisiensi Layout Proses Produksi. Studi Kasus pada PT Pabrik Gula Madu Baru Madukismo Kasihan Bantul Yogyakarta.
Adapun tujuan penulisan skripsi ini adalah sebagai salah satu syarat
menyelesaikan kuliah dan memperoleh Gelar Sarjana Ekonomi di Fakultas
Ekonomi Jurusan Manajemen Universitas Sanata Dharma Yogyakarta.
Penulis menyadari bahwa untuk mengerjakan dan menyelesaikan skripsi
ini tidaklah mudah. Banyak kendala yang dialami penulis selama menyusun
skripsi ini, namun karena kesabaran dan ketekunan serta bantuan yang sangat
besar dari Ida Sang Hyang Widhi Wasa dan dari berbagai pihak sega la kendala tersebut dilalui dengan baik. Untuk itu pada kesempatan ini penulis ingin
menyampaikan ucapan terima kasih kepada :
1. R omo Dr. I r. Paulus Wiryono Priyotamtama, S.J., M .Sc selaku Rektor
Universitas Sanata Dharma Yogyakarta.
2. Bapak Drs. Alex K ahu Lantum, M . S. selaku Dekan Fakultas Ekonomi dan
Dosen Pembimbing I yang dengan penuh kesabaran dan setia membimbing
serta mengarahkan penulis saat penyusun skripsi ini.
3. Bapak Drs. H endra Poerwanto G., M . Si. selaku Kepala Program Studi
terima kasih atas kesempatan yang telah diberikan untuk menimba ilmu dan
berproses bersama di Universitas Sanata Dharma.
5. I bu Anyo sebagai Kepala Bagian SDM dan Umum, Bapak Putu sebagai
Kepala Bagian Instalasi, Bapak Bambang sebagai Kepala Bagian Pabrikasi
PT Pabrik Gula Madu Baru Madukismo. Terima kasih atas waktu dan
kesempatan yang diberikan kepada penulis dalam melakukan penelitian di PT
Pabrik Gula Madu Baru Madukismo. Mohon maaf apabila ada kekurangan
dan kesalahan.
6. Bapak I M ade Gunana dan I bu Sunarti yang selalu sabar dan mendukung
dalam segala hal. Terima kasih atas segala pengorbanan yang telah diberikan
dan doa-doanya yang tidak pernah berhenti.
7. Dik Galuh dan Dik K omang, terima kasih untuk semangat dan keceriaannya.
8. K eluarga Besar K etut N erken dan T armudj i, terima kasih untuk perhatian
dan dukungannya.
9. I K adek Arya Parnata. Terima kasih untuk cinta dan dukungannya.
10.Sahabat-sahabatku : K enyut, Febrian, Bekti, K omang, Dewi, Anya, Berta,
Pendol, Santi T ea, Santi Sarj ito, Adit, H arpi. Terima kasih untuk semuanya.
11.Keluarga Besar Flamboyan 35 : M bak Cece dan M as Arga (Terima kasih atas
pinjaman komputernya), Lely (Terima kasih atas pinjaman notebooknya),
demi kesempurnaannya skripsi ini.
Akhir kata semoga skripsi ini dapat memberi manfaat bagi semua pihak,
khususnya yang berkaitan dengan bidang yang sama.
Penulis,
HALAMAN JUDUL... i
HALAMAN PERSETUJUAN ... ii
HALAMAN PENGESAHAN ... iii
HALAMAN MOTTO DAN PERSEMBAHAN ...iv
PERNYATAAN KEASLIAN KARYA...v
LEMBAR PERNYATAAN PERSETUJUAN... vi
ABSTRAK ... vii
ABSTRACT...viii
KATA PENGANTAR... ix
DAFTAR ISI... xii
DAFTAR TABEL... xv
DAFTAR GAMBAR ... xvi
BAB I. PENDAHULUAN ... 1
A. Latar Belakang Masalah... 1
B. Rumusan Masalah... 2
C. Batasan Masalah... 3
D. Tujuan Penelitian... 3
E. Manfaat Penelitian... 3
F. Sistematika Penulisan... 4
D. Pengertian Layout... 14
E. Pengertian Perencanaan Layout ... 15
F. Tujuan Perencanaan Layout... 16
G. Prinsip Dasar Penyusunan Layout... 18
H. Prosedur Perencanaan Layout Fasilitas Produksi... 20
I. Jenis-jenis Layout... 21
J. Keseimbangan Lini dan Metode Analisis Layout... 31
BAB III. METODE PENELITIAN ... 33
A. Jenis Penelitian... 33
B. Lokasi dan Waktu Penelitian... 33
C. Subyek dan Obyek Penelitian ... 33
D. Variabel Penelitian... 34
E. Definisi Operasional... 34
F. Data yang Dibutuhkan... 35
G. Teknik Pengumpulan Data... 35
H. Metode Analisis Data... 36
BAB IV. GAMBARAN UMUM PERUSAHAAN ... 40
A. Sejarah dan Perkembangan Perusahaan... 40
B. Lokasi Perusahaan... 42
G. Partisipasi Perusahaan Terhadap Program Pemerintah... 58
H. Limbah Industri... 58
BAB V. ANALISIS DATA DAN PEMBAHASAN ... 61
A. Analisis Data ... 61
B. Pembahasan... 75
BAB VI. KESIMPULAN, SARAN DAN KETERBATASAN... 78
A. Kesimpulan... 78
B. Saran... 79
C. Keterbatasan... 79
DAFTAR PUSTAKA
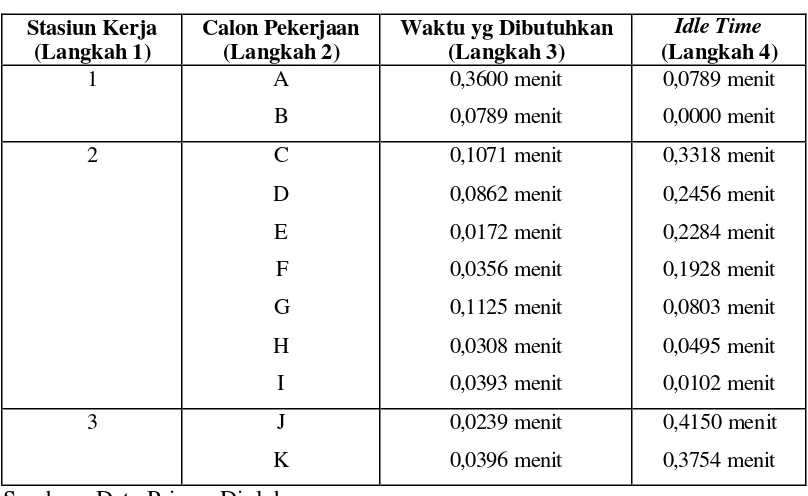
5.1 Urutan Pekerjaan dan Hubungan Antar Pekerjaan... 64
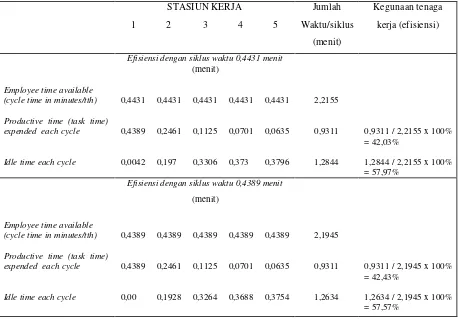
5.2 Perhitungan Efisiensi Penggunaan Tenaga Kerja Dengan Siklus Waktu
0,4389 menit dan 0,4431 menit ... 69
2.1 Proses Produksi Pabrik...12
2.2 Layout Proses ...22
2.3 Layout Produk ...25
2.4 Layout Kelompok ...27
2.5 Layout Posisi Tetap ...29
4.6 Proses Produksi Gula PT Madu Baru...57
5.7 Diagram Urutan Pekerjaan pada PT PG Madu Baru Madukismo ...62
5.8 Desain Layout Produk Berdasarkan Jumlah Stasiun Kerja ...63
A. Latar Belakang Masalah
Dewasa ini, khususnya di Indonesia banyak didirikan perusahaan yang
bergerak dalam bidang industri dan jasa. Akibatnya terjadi persaingan yang
semakin ketat diantara para pengusaha. Kondisi persaingan industri yang
semakin ketat, baik dari kualitas maupun kuantitas menuntut pihak
manajemen untuk memikirkan cara yang efektif dan efisien untuk mencapai
tujuan perusahaan, yaitu memperoleh laba yang optimal, mengembangkan
serta mempertahankan kelangsungan hidup perusahaan. Oleh karena itu
dibutuhkan teknik pelaksanaan operasi yang baik, yaitu pengatur produksi
barang-barang dalam jumlah, kualitas, harga, waktu, biaya serta tempat
tertentu sesuai dengan kebutuhan konsumen, sehingga dengan demikian
tujuan perusahaan tercapai.
Pengaturan yang baik di dalam teknik pelaksanaan produksi adalah tempat
produksi berlangsung, atau pengaturan tata letak fasilitas produksi. Pengaturan
tata letak pada suatu perusahaan atau yang sering disebut layout merupakan salah satu keputusan ya ng sangat penting dalam kelancaran kegiatan proses
produksi. Apabila keputusan yang diambil kurang tepat dalam menentukan
produksi yang tidak perlu dilakukan. Jadi sebelum layout diputuskan sebaiknya perencanaan layout dilakukan terlebih dahulu.
Perencanaan layout adalah pemilihan secara optimum penempatan mesin-mesin, peralatan-peralatan produksi, tempat kerja, tempat penyimpanan dan
fasilitas service, bersama-sama dengan penentuan bentuk gedung
perusahaannya (S. Reksohadiprodjo dan I. GitoSudarmo, 2000:127). Maka
tujuan dari perencanaan layout pada dasarnya adalah untuk meminimumkan biaya-biaya dan meningkatkan efisiensi dalam pengaturan segala fasilitas
produksi dan area kerja. Sehingga pada akhirnya perusahaan dapat mencapai
tujuan yang diharapkan yaitu dengan biaya yang minimal dapat memperoleh
hasil yang optimal, serta dapat memenuhi persyaratan-persyaratan pesanan
dan pasar yang ada. Berdasarkan uraian di atas, penulis tertarik untuk
mengambil judul Analisis Efisiensi Layout Proses Produksi, Studi Kasus pada Perusahaan PT Pabrik Gula Madu Baru Madukismo, Kasihan, Bantul, Yogyakarta.
B. Rumusan Masalah
Berdasarkan uraian di atas, permasalahan dalam penelitian ini dapat
dirumuskan sebagai berikut :
C. Batasan Masalah
Penulis hanya membatasi masalah yang menyangkut layout fasilitas produksi yang berupa mesin- mesin pengolah dan fasilitas- fasilitas penunjang
lainnya yang berhubungan langsung dengan proses produksi, khususnya
mesin- mesin produksi di Pabrik Gula Madukismo.
D. Tujuan Penelitian
Penelitian ini bertujuan :
1. Untuk mengetahui jenis layout yang diterapkan oleh perusahaan.
2. Untuk mengetahui apakah layout yang digunakan perusahaan sudah efisien atau belum.
E. Manfaat Penelitian
Hasil penelitian ini diharapkan dapat bermanfaat bagi :
1. Perusahaan
Hasil penelitian ini diharapkan dapat digunakan sebagai bahan
pertimbangan dalam mengambil keputusan dan kebijakan bagi pihak
manajemen, khususnya dalam masalah tata letak fasilitas proses produksi.
2. Universitas Sanata Dharma
Hasil penelitian ini diharapkan dapat menambah koleksi karya ilmiah
perpustakaan, serta dapat digunakan sebagai acuan bagi penelitian
3. Penulis
Penelitian ini diharapkan akan dapat memperluas pengetahuan dan
pengalaman penulis dalam menerapkan teori yang telah diperoleh di
bangku kuliah dengan keadaan yang sebenarnya di perusahaan.
F. Sistematika Penulisan
Bab I Pendahuluan
Dalam bab ini dijelaskan mengenai latar belakang masalah,
rumusan masalah, batasan masalah, tujuan penelitian, manfaat
penelitian, dan sistematika penulisan.
Bab II Landasan Teori
Bab ini berisi review penelitian sebelumnya dan uraian teoritis dari hasil studi pustaka. Uraian ini digunakan sebagai landasan berpijak
dalam mengolah data.
Bab III Metode Penelitian
Bab ini menjelaskan dan membahas tentang jenis penelitian, subjek
dan objek penelitian, lokasi dan waktu penelitian, variabel
penelitian, definisi operasional, data yang diperlukan, teknik
pengumpulan data, dan metode analisis data.
Bab IV Gambaran Umum Perusahaan
Bab ini memberikan gambaran dan informasi umum tentang
Bab V Analisis Data dan Pembahasan
Bab ini menguraikan hasil pengolahan data, analisis data,
pembahasan, dan jawaban dari masalah yang dirumuskan.
Bab VI Kesimpulan, Saran dan Keterbatasan
Bab ini berisi tentang kesimpulan ya ng diambil dari penelitian dan
saran-saran dari penulis atas hasil penelitian serta keterbatasan
A. Review Penelitian Sebelumnya
1. Ida Kurniawati (1996)
Penelitian yang dilakukan oleh Ida Kurniawati dengan judul Analisis Efisiensi Layout Proses Produksi (Studi Kasus pada CV Setia Kawan, Purwokerto) bertujuan untuk mengetahui apakah layout yang diterapkan CV Setia Kawan sudah efisien. Penelitian ini dilakukan pada bulan
April-Mei 2000.
Metode analisis yang digunakan adalah Metode Analisis Layout. Berdasarkan hasil analisis data dapat disimpulkan bahwa layout yang diterapkan CV Setia Kawan sudah efisien. Hal ini terbukti bahwa
kapasitas sesungguhnya (31 kg/hari) lebih besar daripada kapasitas standar
(25 kg/hari). Desain layout merupakan garis yang efisien, karena jam menganggur pekerjanya (1,25 jam) lebih kecil daripada jam menganggur
pekerja untuk siklus waktu maksimum (7,33 jam). Jumlah stasiun kerja
yang digunakan CV Setia Kawan paling sedikit (4 stasiun kerja), sesuai
dengan hasil perhitungan Theoretical Minimum.
2. Edeltrudis Baben (1999)
Penelitian yang dilakukan oleh Edeltrudis Baben dengan judul
bertujuan untuk mengetahui jenis layout apa yang diterapkan oleh perusahaan dan untuk mengetahui apakah layout yang diterapkan tersebut sudah efisien atau belum. Penelitian ini dilakukan pada bulan Maret-April
2003.
Analisis data untuk mengetahui jenis layout yang diterapkan oleh NV NTC-Ruteng dilakukan dengan mendeskripsikan hasil pengamatan
mengenai layout, dengan konsep layout berdasarkan teori. Sedangkan untuk mengetahui sejauhmana layout yang diterapkan NV NTC-Ruteng efisien menggunakan Metode Analisis Layout.
Berdasarkan hasil analisis data dapat disimpulkan yaitu pertama,
layout yang digunakan NV NTC-Ruteng adalah layout produk atau layout
garis. Kedua, layout yang diterapkan NV NTC-Ruteng sudah efisien. Hal ini terbukti dari jumlah output yang dihasilkan telah memenuhi kapasitas
standar bahkan lebih (output standar = 35 kg/hari dan output
sesungguhnya = 36,5 kg/hari), desain layout perusahaan merupakan garis yang efisien di mana jam menganggur pekerjanya untuk siklus waktu per
unit 1,78 jam, lebih kecil dibandingkan jam menganggur pekerja untuk
siklus waktu maksimum yang mencapai 3,09 jam dan jumlah stasiun kerja
layout perusahaan sudah minimal sesuai dengan perhitungan Theoretical Minimum yaitu menggunakan 4 stasiun kerja.
3. Berta Damayanti Rahayu (2001)
Penelitian yang dilakukan oleh Berta Damayanti Rahayu dengan judul
Primissima Medari Sleman Yogyakarta) bertujuan untuk mengetahui jenis layout yang diterapkan PT Primissima dan menguji efisien layout
tersebut. Penelitian ini dilakukan pada bulan September-Oktober 2004.
Peneliti melakukan analisis data untuk mengetahui jenis layout yang digunakan PT Primissima dengan mengambil data-data dari perusahaan
dan mengamati secara langsung pada bagian produksi. Sedangkan untuk
mengetahui apakah desain layout yang diterapkan PT Primissima efisien menggunakan Metode Analisis Layout.
Hasil penelitian ini menunjukkan bahwa jenis layout yang digunakan PT Primissima adalah layout produk. Kapasitas sesungguhnya (71,89 meter/hari/mesin) sama dengan kapasitas standar (71,89 meter/hari/mesin).
Desain layout perusahaan merupakan desain garis yang efisien dengan siklus waktu yang menghasilkan jam menganggur pekerja (77,19 menit)
lebih kecil daripada siklus waktu maksimum yang menghasilkan jam
menganggur pekerja (77,25 menit). Kedua kriteria tersebut memenuhi
persyaratan efisien, sedangkan kriteria ketiga jumlah stasiun yang
digunakan belum minimal. Berdasarkan analisis Theoretical Minimun
perusahaan hanya membutuhkan 2 stasiun kerja tetapi pada kenyataannya
B. Manajemen Operasi
1. Definisi Manajemen Operasi
Pengertian manajemen operasi menurut Barry Render dan Jay Heizer
(2001:2), manajemen operasi adalah serangkaian kegiatan yang membuat
barang dan jasa melalui perubahan dari masukan menjadi keluaran. Zulian
Yamit (2003:5) menjelaskan manajemen operasi adalah kegiatan untuk
mengolah input melalui proses transformasi atau pengubahan atau konversi sedemikian rupa sehingga menjadi output yang dapat berupa barang atau jasa. Roger G. Schroeder (1989:4) mengatakan bahwa
manajemen operasi adalah pengambilan keputusan dalam fungsi operasi.
Manajemen operasi bertanggung jawab untuk menghasilkan barang atau
jasa dalam organisasi. Manajemen operasi mengambil keputusan yang
berkenaan dengan suatu fungsi operasi dan sistem transformasi yang
digunakan.
Adapun Hani Handoko (2000:8) mendefinisikan manajemen operasi
sebagai usaha-usaha pengelolaan secara optimal penggunaan sumber
daya-sumber daya (atau sering disebut faktor- faktor produksi)seperti tenaga
kerja, mesin- mesin, peralatan, bahan mentah dan sebagainya, dandalam
proses transformasi bahan mentah dan tenaga kerja menjadi berbagai
bentuk atau jasa. Menurut Lalu Sumayang (2003:4), manajemen operasi
adalah suatu pengelolaan proses pengubahan atau proses di mana
2. Ruang Lingkup Manajemen Operasi
Sebagai suatu sistem manajemen operasi memiliki karakteristik
seperti mempunyai tujuan, yaitu menghasilkan barang atau jasa;
mempunyai kegiatan, yaitu proses transformasi; adanya mekanisme yang
mengendalikan pengoperasian. Seluruh input yang digunakan dalam sistem manajemen operasi adalah komponen struktural yang membentuk
sistem, sedangkan manajemen dan organisasi merupakan komponen
fungsional yang dipengaruhi oleh aspek lingkungan. Berdasarkan sistem
manajemen operasi sebagai acuan, maka ruang lingkup manajemen
operasi dapat dirumuskan dengan melihat keterkaitan antara ketiga aspek
sebagai berikut:
a. Aspek Struktural
Aspek struktural memperlihatkan konfigurasi komponen yang
membangun sistem manajemen operasi dan interaksinya satu sama
lain. Komponen bahan merupakan elemen input yang akan
ditransformasikan sesuai dengan bentuk dan kualitas produk yang
diinginkan. Komponen mesin dan peralatan merupakan elemen
penyusun wahana bagi terjadinya proses transformasi. Sedangkan
komponen manusia dan modal merupakan elemen penggerak dan
pencipta terwujudnya wahana transformasi.
b. Aspek fungsional
Aspek ini berkaitan dengan manajemen dan organisasi komponen
penerapan, pengendalian, maupun perbaikan agar diperoleh kinerja
optimum.
c. Aspek lingkungan
Aspek lingkungan memberikan dimensi lain pada sistem manajemen
operasi yang berupa pentingnya memperhatikan perkembangan dan
kecenderungan yang terjadi luar sistem. Hal ini sangat penting
mengingat kelanjutan suatu sistem sangat tergantung pada kemampuan
beradaptasi pada lingkungan.
Dari uraian di atas, dapat dis impulkan ruang lingkup manajemen
operasi berkaitan dengan pengoperasian sistem operasi, pemilihan serta
penyiapan sistem operasi (Zulian Yamit, 2003:5-6).
C. Proses Produksi
1. Definisi Proses Produksi
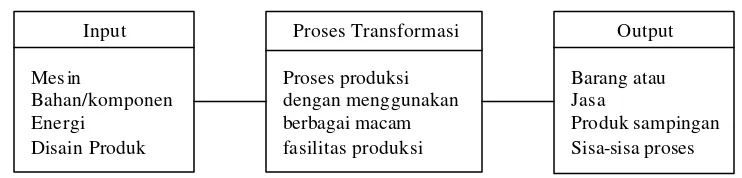
Menurut Zulian Yamit (2003:123) proses produksi dapat
didefinisikan sebagai suatu kegiatan dengan melibatkan tenaga manusia,
bahan serta peralatan untuk menghasilkan produk yang berguna. Dari
definisi di atas dapat dilihat bahwa proses produksi pada hakekatnya
adalah proses pengubahan (transformasi) dari bahan atau komponen (input) menjadi produk lain yang mempunyai nilai tinggi atau dalam proses terjadi penambahan nilai, seperti ditunjukkan dalam gambar 2.1
Gambar 2.1 Proses Produksi Pabrik
Sedangkan menurut Pangestu Subagyo (2000:8) menjelaskan
bahwa proses produksi atau proses operasi adalah proses perubahan
masukan menjadi keluaran yang lebih bermanfaat daripada bentuk aslinya.
2. Macam-Macam Proses Produksi
Penentuan tipe proses produksi didasarkan pada faktor- faktor seperti
volume atau jumlah produk yang akan dihasilkan, kualitas produk yang
diisyaratkan, peralatan yang tersedia untuk melaksanakan proses. Menurut
Pangestu Subagyo (2000:9) dapat dibedakan sebagai berikut:
a. Proses Produksi Terus- menerus
Proses produksi terus-menerus atau continous adalah proses produksi yang tidak pernah berganti macam barang yang dikerjakan dan barang
tersebut diproduksi dalam jumlah yang sangat besar. Urutan proses
produksinya selalu sama sehingga letak mesin- mesin serta fasilitas
produksi yang lain disesuaikan dengan urutan proses produksinya agar
produksi berjalan lancar dan efisien.
Proses produksi continous biasanya juga disebut proses produksi yang berfokuskan pada produk atau product focus. Karena biasanya setiap produk disediakan fasilitas produksi tersendiri yang meletaknya
Input Sisa-sisa proses Proses Transformasi
disesuaikan dengan urutan proses pembuatan produk itu. Arus barang
dalam proses produksi menyerupai garis sehingga sering dikatakan
sebagai line flow.
b. Proses Produksi Terputus-putus
Proses produksi terputus-putus atau intermittent digunakan untuk pabrik yang mengerjakan barang yang bermacam- macam, dengan
jumlah setiap macam hanya sedikit. Macam barang selalu
berganti-ganti sehingga selalu dilakukan persiapan produksi dan penyetelan
mesin kembali setiap macam barang yang dibuat berganti. Dikatakan
proses produksi terputus-putus karena perubahan proses produksi
setiap saat terputus apabila terjadi perubahan macam barang yang
dikerjakan. Oleh karena itu, tidak mungkin mengurutkan letak mesin
sesuai dengan urutan proses pembuatan barang.
Proses produksi terputus-putus biasanya disebut juga proses produksi
yang berfokus pada proses atau process focus. Arus barang pada proses produksi ini bersifat beraneka ragam atau jumbled flow karena setiap macam barang memiliki urutan proses yang berbeda-beda.
c. Proses Produksi Campuran
Dalam kenyataannya kedua macam proses produksi di atas tidak
sepenuhnya berlaku. Hal ini disebabkan macam barang yang
dikerjakan memang berbeda, tetapi macamnya tidak terlalu banyak dan
D. Pengertian Layout
Menurut Sukanto Reksohadiprodjo dan Indriyo Gito Sudarmo (2000:127),
layout fasilitas pabrik merupakan keseluruhan bentuk dan penempatan fasilitas-fasilitas yang diperlukan pada peralatan-peralatan,
perlengkapan-perlengkapan, mesin- mesin atau fasilitas-fasilitas produksi yang harus diatur
sesuai dengan kebutuhan proses produksi sehingga hasil produksinya dapat
diproduksi dengan jumlah dan kualitas yang sesuai, dapat diselesaikan tepat
pada waktunya dan dengan biaya yang minimum.
Layout pabrik adalah tata letak atau tata ruang. Artinya, cara penempatan fasilitas-fasilitas yang digunakan di dalam pabrik. Fasilitas-fasilitas itu
misalnya mesin- mesin, alat-alat produksi, alat pengangkutan barang, tempat
pembuangan sampah, kamar kecil, jam dan alat-alat pengawasan (Pangestu
Subagyo, 2000:79).
Menurut Barry Render dan Jay Reizer (2001:272) berpendapat bahwa
layout merupakan salah satu keputusan yang menentukan efisiensi operasi perusahaan dalam jangka waktu yang panjang. Hani Handoko (2000:105)
mengatakan, penentuan layout peralatan dan proses produk meliputi
pengaturan letak fasilitas- fasilitas operasi termasuk mesin- mesin, personalia,
bahan-bahan, perlengkapan untuk operasi, penanganan bahan (material handling), dan semua peralatan serta fasilitas untuk terlaksananya proses produksi dengan lancar dan efisien.
Adapun pendapat Zulian Yamit (2003:130) menyimpulkan bahwa
fasilitas produksi guna memperlancar proses produksi yang efektif dan efisien.
Sehingga sedikit sekali layout yang sudah ditetapkan oleh perusahaan mengalami perubahan, karena menghentikan operasi untuk merubah layout
membutuhkan biaya yang tidak sedikit.
E. Pengertian Perencanaan Layout
Perencanaan layout menurut Sukanto Reksohadiprodjo dan Indriyo Gito Sudarmo (2000:127) adalah pemilihan secara optimum penempatan
mesin-mesin, peralatan-peralatan produksi, tempat kerja, tempat penyimpanan dan
fasilitas service, bersama-sama dengan penentuan bentuk gedung
perusahaannya. Zulian Yamit (2003:130) menyimpulkan perencanaan layout
mencakup susunan atau rencana fisik dari fasilitas- fasilitas industri, termasuk
ruangan yang dibutuhkan untuk perpindahan bahan, penyimpanan, tenaga
kerja tidak langsung dan semua jasa atau aktivitas penduk ung lainnya, seperti
personalia dan peralatan operasi.
Apabila pengaturan tata letak fasilitas pabrik terencana secara baik, maka
dapat berpengaruh terhadap efisiensi dan kelancaran proses produksi suatu
industri. Secara normal, sekali tata letak sudah dilakukan dan berlangsung
dalam waktu yang cukup lama tanpa mengalami perubahan, maka apabila
terjadi kekeliruan dalam mengatur tata letak fasilitas pabrik akan
menyebabkan kerugian yang tidak kecil. Dengan demikian, desain produk
secara optimum jika perencanaan tata letak fasilitas pabrik dilakukan secara
sembarangan (Zulian Yamit, 2003:130).
F. Tujuan Perencanaan Layout
Menurut Zulian Yamit (2003:130), tujuan utama yang ingin dicapai dalam
perencanaan tata letak fasilitas pabrik pada dasarnya adalah untuk
meminimumkan biaya atau meningkatkan efisiensi dalam pengaturan segala
fasilitas produksi dan area. Secara spesifik tujuan tata letak fasilitas pabrik
akan dapat memberikan manfaat-manfaat dalam sistem produksi, yaitu
sebagai berikut:
1. Meningkatkan Jumlah Produksi
Layout yang baik akan memberikan kelancaran proses produksi, sehingga pada akhirnya akan memberikan output yang lebih besar dengan biaya yang sama atau lebih sedikit, serta jam tenaga kerja dan
jam kerja mesin lebih kecil.
2. Mengurangi Waktu Tunggu
Layout yang baik akan memberikan keseimbangan beban dan waktu antara satu mesin dengan mesin atau departemen dengan departemen
yang lain, sehingga dapat mengurangi penumpukan bahan dalam
3. Mengurangi Proses Pemindahan Bahan
Desain layout yang baik akan meminimumkan aktivitas pemindahan bahan pada saat proses produksi sedang berlangsung, sehingga akan
memberikan jarak pemindahan bahan yang minimum pula.
4. Penghematan Penggunaan Ruangan
Terjadinya penumpukan material dalam proses dan jarak antara masing- masing mesin yang terlaku berlebihan akan menambah luas
bangunan yang dibutuhkan. Sedangkan dengan perencanaan layout
yang optimum akan menghasilkan penggunaan ruangan yang lebih
efisien atau mengurangi pemborosan pemakaian ruangan.
5. Efisiensi Penggunaan Fasilitas
Layout yang terencana secara baik, dapat menciptakan pendayagunaan elemen produksi seperti tenaga kerja, mesin maupun peralatan yang
lain secara lebih efektif dan efisien.
6. Mempersingkat Waktu Proses Produksi
Dengan memperpendek jarak antara satu mesin dengan mesin yang
lain atau antara satu operasi dengan operasi yang lain, serta
mengurangi penumpukan bahan dalam proses atau mengurangi waktu
tunggu, maka yang diperlukan dari bahan baku untuk berpindah dari
satu operasi ke operasi lainnya akan dapat diperpendek. Jadi secara
keseluruhan waktu proses produksi mulai dari bahan baku hingga
menjadi produk jadi akan dapat pula diperpendek, yang berarti
7. Meningkatkan Kepuasan dan Keselamatan Kerja
Pengaturan layout secara baik akan dapat menciptakan suasana ruangan dan lingkungan kerja yang nyaman, aman, tertib dan rapi,
sehingga kepuasan dan keselamatan kerja akan dapat lebih baik serta
meningkatkan produktivitas kerja.
8. Mengurangi kesimpang-siuran
Banyaknya material yang menunggu, gerakan yang tidak perlu, dan banyaknya perpotongan (intersection) dari aliran proses produksi akan menyebabkan kesimpang-siuran yang akhirnya dapat mengakibatkan
kemacetan. Perpindahan material secara teratur dan selalu bergerak akan mengurangi kesimpang-siuran dan kemacetan di dalam aktivitas
penanganan bahan. Layout yang baik akan memberikan ruangan yang cukup untuk seluruh rangkaian operasi dan proses dapat berlangsung
dengan mudah dan sederhana.
Dari uraian di atas, memberikan kejelasan bahwa perencanaan tata letak
fasilitas pabrik adalah dimaksudkan untuk mengatur segala fasilitas fisik dari
sistem produksi agar mendapatkan hasil yang optimum.
G. Prinsip Dasar Penyusunan Layout
Berdasarkan tujuan dan manfaat yang dapat diperoleh dalam pengaturan
tata letak fasilitas produksi yang secara baik, dapat disimpulkan prinsip dasar
perencanaan pengaturan tata letak fasilitas pabrik menurut Zulian Yamit
1. Integrasi Secara Total
Prinsip ini menyatakan bahwa tata letak fasilitas pabrik dilakukan secara
terintegrasi dari semua faktor yang mempengaruhi proses produksi
menjadi satu unit organisasi yang besar.
2. Jarak Perpindahan Bahan Paling Minimum
Waktu perpindahan bahan dari satu proses ke proses lainnya dalam suatu
industri dapat dihemat dengan cara mengurangi jarak perpindahan tersebut
seminimum mungkin.
3. Memperlancar Aliran Kerja
Sebagai kelengkapan dari prinsip jarak perpindahan bahan seminimum
mungkin, prinsip memperlancar aliran kerja diusahakan untuk
menghindari adanya gerakan aliran balik (back-tracking), gerakan memotong (cross movement), kemacetan (congestion). Dengan kata lain,
material diusahakan bergerak terus tanpa adanya interupsi atau gangguan skedul kerja.
4. Kepuasan dan Keselamatan Kerja
Layout yang baik apabila pada akhirnya mampu memberikan keselamatan dan keamanan dari orang yang bekerja di dalamnya. Jaminan keselamatan
ini akan memberikan suasana kerja yang menyenangkan dan memuaskan.
5. Fleksibilitas
Layout yang baik dapat juga mengantisipasi perubahan-perubahan dalam bidang teknologi, komunikasi maupun kebutuhan konsumen. Produsen
pabrik diatur dengan memperhatikan prinsip fleksibilitas. Fleksibel untuk
diadakan penyesuaian atau pengaturan kembali (relayout) maupun layout
yang baru dapat dibuat dengan cepat dan murah.
H. Prosedur Perencanaan Layout Fasilitas Produksi
Perencanaan tata letak fasilitas pabrik berhubungan erat dengan proses
perencanaan dan pengaturan letak mesin, peralatan, aliran bahan dan pekerja
di masing- masing stasiun kerja (work station). Pada dasarnya tahapan pengaturan semua fasilitas pabrik dapat dibedakan dalam dua tahap, yaitu :
Tahap 1 : Mengatur tata letak mesin dan fasilitas proses produksi lainnya
dalam setiap departemen.
Tahap 2 : Mengatur tata letak departemen serta hubungannya dengan
departemen yang lain dalam pabrik.
Untuk mengatur letak mesin dan fasilitas produksi maupun letak
departemen dalam pabrik, prosedur umum yang dilaksanakan sebagai
langkah-langkah proses perencanaan tata letak fasilitas pabrik, baik
menyangkut fasilitas produksi yang sudah ada (relayout) maupun pengaturan fasilitas produksi dari pabrik baru adalah sebagai berikut :
a. Analisis produk dan proses produksi yang diperlukan.
b. Penentuan jumlah mesin dan luar area yang dibutuhkan.
c. Penentuan tipe layout yang dikehendaki. d. Penentuan aliran kerja dan bahan.
f. Rencana secara detail layout yang dipilih.
I. Jenis-jenis Layout
Terdapat empat dasar tipe layout yang secara umum dipakai dalam perencanaan tata letak fasilitas pabrik menurut Franklin G. Moore dan
Thomas Hendrick (1989:311), yaitu :
1. Layout Proses
Menurut Pangestu Subagyo (2000:82), layout proses (functional layout
atau job lot) adalah pengaturan letak fasilitas produksi di dalam pabrik yang didasarkan atas fungsi bekerjanya setiap mesin atau fasilitas produksi
yang ada.
Dalam layout proses ini, tipe dan karakteristik dari peralatan adalah faktor yang paling dominan dalam pengaturan letak fasilitas pabrik.
Produk diproses dengan menggerakkannya dari satu bagian ke bagian lain
menurut urutan operasi yang harus dilakukan. Layout proses dapat digambarkan sebagai suatu tipe yang menyediakan keluwesan yang besar
dalam output, desain produk dan metode- metode proses pabrikasinya (Zulian Yamit, 2003:134).
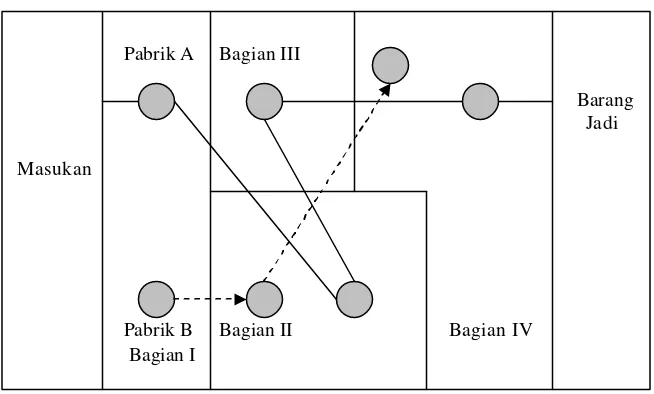
Menurut Sukanto Reksohadiprodjo dan Indriyo Gitosudarmo
(2000:129-130) layout proses biasanya dipergunakan untuk perusahaan-perusahaan yang memenuhi pesanan di mana banyak terdapat
pesanan-pesanan yang berbeda baik bentuk, kualitas maupun jumlahnya. Contoh
Gambar 2.2 Layout Proses
Sifat-sifat, kebaikan-kebaikan dan kelemahan-kelemahan layout proses menurut Pangestu Subagyo (2000:83-84) seperti berikut ini :
a. Sifat-sifat layout proses
1) Macam barang yang dibuat banyak, selalu berubah- ubah dan
jumlah yang dibuat setiap macam sedikit.
2) Mesin yang digunakan biasanya bersifat serba guna. Artinya, dapat
dipakai untuk mengerjakan beberapa macam. Apabila macam
barang dan cara mengerjakannya berubah, maka mesin dapat
disetel sesuai dengan kebutuhan.
3) Routing atau penentuan urut-urutan proses pembuatan barang biasanya selalu berubah- ubah. Hal ini tergantung dari macam
barang yang akan dibuat. Oleh karena itu, perencanaan layout
biasanya dilakukan terlebih dahulu berdasarkan prakiraan
kebutuhan penggunaannya tanpa berdasarkan pada routing.
Pabrik A Bagian III
Barang Jadi Masukan
4) Keahlian tenaga kerja yang mengerjakan biasanya bersifat
fleksibel. Artinya, karyawan yang bekerja dapat mengerjakan
beberapa macam barang sesuai dengan kebutuhan.
5) Banyak memerlukan instruksi kerja serta instruksi kerja harus
jelas.
6) Kualitas barang hasil produksi sangat tergantung pada keahlian
karyawan yang mengerjakan.
b. Kebaikan-kebaikan layout proses
1) Fleksibel, dapat digunakan untuk mengerjakan berbagai macam
barang.
2) Investasi pada mesin- mesin dan fasilitas produksi yang lain lebih
murah daripada layout garis sebab menggunakan mesin serba guna. c. Kelemahan-kelemahan layout proses
1) Biaya produksi setiap barang lebih mahal karena macam barang
yang dikerjakan selalu berganti- ganti.
2) Pekerjaan perencanaan dan pengawasan produksi lebih sering
dilakukan karena macam barang yang dikerjakan berganti- ganti
dan urutan prosesnya berubah-ubah.
3) Pengangkutan barang di dalam pabrik lebih sulit dan simpang-siur
karena arus pekerjaan selalu berubah- ubah.
2. Layout Produk
Menurut Pangestu Subagyo (2000:80) layout produk atau sering disebut sebagai layout garis (line layout) adalah pengaturan letak mesin-mesin atau fasilitas produksi dalam suatu pabrik yang berdasarkan atas
urut-urutan proses produksi dalam membuat suatu barang. Barang yang
dikerjakan setiap hari selalu sama dan arus barang yang dikerjakan setiap
hari juga sama seolah-olah menyerupai garis (meskipun tidak selalu garis
lurus) sehingga dikatakan sebagai layout produk karena pada zaman dahulu setiap produk memiliki layout tersendiri, yang tidak dapat digunakan untuk mengerjakan produk yang lain.
Tata letak berdasarkan aliran produk ini merupakan layout yang paling populer dan sering digunakan untuk pabrik yang menghasilkan produk
secara masal (mass-production) dengan tipe produk relatif kecil dan standar untuk jangka waktu relatif lama. Caranya adalah mengatur
penempatan mesin tanpa memandang tipe mesin yang digunakan atau
diatur dengan prinsip “mechine after mechine”, dengan urutan operasi dari satu bagian ke bagian yang lain atau dari satu sub rakitan yang lain hingga
produk selesai diproses. Dengan demikian, setiap pos kerja apakah mesin
atau meja kerja melakukan setiap operasi dari pos sebelumnya, kemudian
meneruskan produk ke pos berikutnya di dalam garis dimana operasi
selanjutnya akan dilakukan, seperti ditunjukkan pada gambar 2.3 (Zulian
Gambar 2.3 Layout Produk
Tujuan utama dari tata letak seperti ini adalah untuk mengurangi
proses pemindahan bahan dan memudahkan pengawasan dalam kegiatan
produksi.
Sifat-sifat, kebaikan-kebaikan dan kelemahan-kelemahan layout
produk menurut Pangestu Subagyo (2000:80-82) adalah sebagai berikut :
a. Sifat-sifat layout produk
Sifat-sifat yang dimiliki layout produk ini sangat berbeda, bahkan berlawanan dengan layout proses.
1) Macam produk yang dihasilkan sedikit dan jumlah setiap macam
banyak.
2) Mesin yang digunakan biasanya mesin khusus, yang hanya dapat
mengerjakan satu macam pekerjaan sesuai dengan kebutuhan pada
urutan penempatan mesin itu.
3) Perencanaan layout biasanya didasarkan pada routing.
4) Tenaga kerja yang diperlukan adalah tenaga kerja khusus, yang
sesuai dengan kebutuhan mesin yang dilayani.
Masukan Barang
Jadi Mesin Mesin Mesin Mesin
5) Kualitas barang hasil produksi lebih banyak ditentukan oleh mesin
daripada keahlian karyawan.
6) Memiliki keseimbangan kapasitas mesin, artinya kapasitas mesin
satu dengan yang lain harus sama.
b. Kebaikan-kebaikan layout produk 1) Biaya produksi lebih murah.
2) Pengawasan lebih mudah.
3) Pengangkutan barang di dalam pabrik lebih mudah.
c. Kelemahan-kelemahan layout produk
1) Apabila terjadi kemacetan pada salah satu mesin, akan
menyebabkan kemacetan seluruh kegiatan pabrik.
2) Nilai investasi mahal karena mesin yang digunakan banyak sekali
serta biasanya menggunakan mesin khusus.
3) Kurang fleksibel karena suatu layout hanya dapat membuat satu macam barang saja dalam jangka waktu tidak berganti.
4) Untuk dapat bekerja secara efisien biasanya volume produksi harus
banyak sehingga penggunaan layout produk hanya terbatas untuk produksi beberapa macam barang saja.
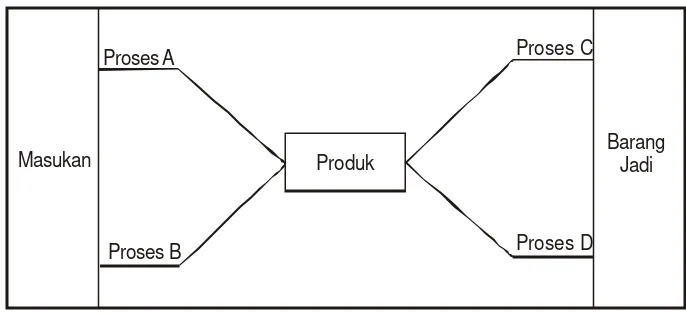
3. Layout Kelompok
Menurut Hani Handoko (2000:110), layout kelompok (group layout) adalah pengaturan tata letak fasilitas pabrik dengan memisah- misahkan
daerah-daerah dan kelompok-kelompok mesin bagi pembuatan “keluarga”
Sol Bagian Atas Assembling Finishing
Potong Jahit Finishing Bungkus
Ikat Pinggang
Sepatu
Jahit PerlengkapanPasang Finising Tas dan Koper layout ini mesin atau komponen-komponen dikelompokkan pada ruangan-ruangan/departemen-departemen yang memerlukan pemprosesan yang
sejenis.
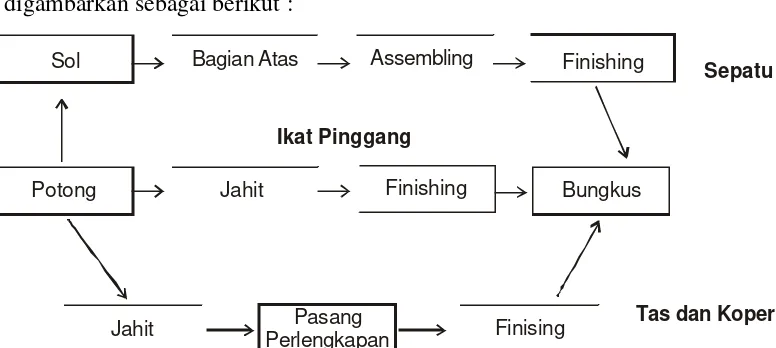
Menurut Pangestu Subagyo (2000:85), biasanya pabrik yang
menggunakan layout kelompok memiliki produk yang bermacam- macam, tetapi garis besar urutan prosesnya dapat dibagi dalam beberapa kelompok
yang sama. Untuk setiap kelompok produk dibuat layout tersendiri.
Sebagai contoh dari penggunaan layout ini adalah pada perusahaan pemrosesan kulit. Perusahaan itu menghasilkan sepatu, sendal, sepatu
sendal, baik untuk pria maupun wanita, berbagai dompet, berbagai tas dan
berbagai macam ikat pinggang. Proses untuk mengerjakan setiap macam
barang tidak sama, tetapi pada dasarnya produk dapat dikelompokkan
dalam beberapa marga atau kelompok produk yang garis besar urutan
proses pembuatannya hampir sama.
Layout kelompok menurut Pangestu Subagyo (2000:86) dapat digambarkan sebagai berikut :
Sifat-sifat, kebaikan-kebaikan dan kelemahan-kele mahan layout
kelompok menurut Pangestu Subagyo (2000:85-86) adalah sebagai
berikut:
a. Sifat-sifat layout kelompok
1) Barang hasil produksi dapat dikelompokkan dalam beberapa
macam kelompok yang memiliki garis besar urutan proses yang
sama.
2) Mesin yang digunakan bersifat fleksibel, artinya dapat disesuaikan
dengan ukuran serta model barang yang dikerjakan.
3) Memerlukan karyawan yang keahliannya fleksibel, artinya dapat
menyesuaikan dengan macam dan ukuran pekerjaan yang dibuat.
b. Kebaikan-kebaikan layout kelompok
1) Bersifat fleksibel sehingga dapat menghasilkan beberapa macam
barang.
2) Meskipun barang yang dikerjakan bermacam- macam, arus barang
tidak selalu simpang-siur.
3) Meskipun perusahaan mengerjakan berbagai macam produk, biaya
produksi dapat lebih murah dibanding denga n layout proses. c. Kelemaha n-kelemahan layout kelompok
1) Untuk dapat menggunakan layout semacam ini kelompok produk yang memiliki kesamaan urutan proses harus jelas.
2) Instruksi kerja harus jelas.
Produk
Proses C
Proses D Proses A
Proses B
Masukan Barang Jadi
4. Layout Posisi Tetap
Menurut Ba rry Render dan Jay Heizer (2001:274), layout posisi tetap (fixed position layout) merupakan tata letak di mana proyek yang bersangkutan mempertahankan posisinya dan mengharuskan karyawan
dan fasilitas produksi dalam satu wilayah kerja.
Dalam layout posisi tetap sering dipakai untuk memproses produk-produk besar dan komplek seperti yang terdapat pada pabrik mesin berat,
turbin listrik lokomotif, kapal terbang dan kapal laut. Dalam hal ini produk
berada pada satu tempat selama periode perakitan dan kemudian dipindah
ke tempat lain. Fasilitas untuk perakitan tertentu sampai selesai berada di
satu tempat. Secara skematis layout posisi tetap dapat dilihat pada gambar 2.5 (Sukanto Reksohadiprodjo dan Indriyo Gitosudarmo, 2000:134).
Gambar 2.5 Layout Posisi Tetap
a. Sifat-sifat layout posisi tetap
1) Barang yang dikerjakan biasanya berat atau tidak mungkin
dipindah-pindah.
2) Volume pekerjaan biasanya besar. Setiap kegiatan biasanya
memerlukan urutan dan hubungan kerja yang kompleks.
3) Biasanya pekerjaan berupa proyek, yang harus diselesaikan pada
waktu yang telah direncanakan.
4) Fasilitas produksi yang digunakan biasanya mudah
dipindah-pindah.
5) Komponen produk atau bagian produk yang dikerjakan di lokasi
biasanya dikerjakan di dalam pabrik atau di tempat lain.
b. Kebaikan-kebaikan layout posisi tetap
1) Fleksibel dapat ditetapkan pada setiap pekerjaan yang
berbeda-beda.
2) Dapat diletakan di mana saja sesuai dengan kebutuhan.
3) Tidak memerlukan bangunan pabrik. Apabila ada bangunan
biasanya hanya untuk menyimpan, kantor atau kegiatan-kegiatan
pembantu.
c. Kelemahan-kelemahan layout posisi tetap
1) Tidak ada standar atau pedoman yang jelas untuk merencanakan
layout-nya.
3) Biasanya keamanan barang-barang di sekitar tempat pembuatan
barang harus dijaga dengan baik karena rawan pencurian.
J. Keseimbangan Lini dan Metode Analisis Layout
Masalah yang me nonjol dalam pengaturan layout produk adalah masalah keseimbangan stasiun kerja di antara gugus-gugus kerja. Hal ini disebabkan
ciri dari layout produk itu sendiri, proses produksinya terus- menerus dan adanya ketergantungan antara gugus kerja yang satu dengan gugus kerja
berikutnya, apabila keseimbangan tidak dijaga dapat berakibat menumpuknya
barang-barang setengah jadi serta pengangguran kapasitas pada suatu mesin
tertentu.
Untuk menghindari apabila terjadi hal tersebut dibutuhkan suatu metode
yang disebut metode keseimbangan lini atau Line Balancing. Line balancing
adalah keseimbangan antara kapasitas departemen/mesin sebelumnya dengan
kapasitas departemen/mesin berikutnya di dalam proses produksi (Sukanto
Reksohadiprojo dan Indriyo Gitosudarmo 2000:141). Terdapat beberapa
langkah yang diperlukan dalam line balancing, yaitu :
1. Mengidentifikasi tugas-tugas individual atau aktivitas yang akan
dilakukan.
2. Menentukan waktu yang dibutuhkan untuk melaksanakan setiap tugas
tersebut.
3. Menentukan output dari assembly line yang dibutuhkan.
5. Menghitung cycle time yang dibutuhkan. 6. Menilai efektivitas dan efisiensi dari solusi.
7. Mencari terobosan-terobosan untuk perbaikan proses terus- menerus.
Menurut Everett Adam dan Ronald Ebert (1992:266) secara lebih singkat
desain layout yang baik adalah jika memenuhi kriteria sebagai berikut : 1. Output yang dihasilkan per hari memenuhi kapasitas standar.
2. Desain tersebut merupakan garis yang efisien. Artinya dapat
meminimalkan waktu menganggur. Hal ini dapat diketahui dengan
mengukur tingkat sumber daya manusia yang digunakan.
3. Jumlah stasiun kerja paling sedikit. Garis yang paling efisien adalah garis
yang berproduksi pada tingkat kecepatan yang diinginkan dengan jumlah
A. Jenis Penelitian
Jenis penelitian yang dilakukan oleh penulis adalah studi kasus, yaitu
penelitian yang dilakukan terhadap objek tertentu, pengumpulan datanya juga
dilakukan terhadap objek tertentu yang hendak diteliti dan hasil penelitiannya
hanya berlaku untuk perusahaan yang diteliti, bukan untuk perusahaan lain.
B. Lokasi dan Waktu Penelitian
1. Penelitian ini dilakukan pada PT Pabrik Gula Madu Baru Madukismo
yang berlokasi di Padokan, Tirtonirmolo, Kasihan, Bantul, Yogyakarta.
2. Waktu pene litian: Agustus – September 2006.
C. Subjek dan Objek Penelitian
1. Subjek Penelitian
Subjek penelitian adalah pihak-pihak yang terlibat dalam penelitian.
Dalam hal ini mereka bertindak sebagai pemberi informasi yang
berhubungan dengan penelitian yang dilakukan. Subjek penelitian tersebut
meliputi : pimpinan dan staff bagian personalia, pimpinan dan staff pada
Objek penelitian adalah sesuatu yang menjadi pokok pembicaraan
dalam penelitian. Untuk menganalisis permasalahan yang ada, maka
diperlukan data yang menjadi objek penelitian, yaitu jenis dan spesifikasi
mesin, urutan proses produksi, gambar tata letak mesin, juga data tentang
waktu yang diperlukan untuk menyelesaikan produk pada tiap-tiap bagian
proses produksi.
D. Variabel Penelitian
Variabel penelitian yang digunakan dalam penelitian ini adalah efisiensi
tata letak (layout) mesin dalam proses produksi yang digunakan oleh PT Pabrik Gula Madu Baru Madukismo.
E. Definisi Operasional
1. Layout
Layout adalah keseluruhan bentuk dan penempatan fasilitas- fasilitas produksi yang diatur dalam proses produksi.
2. Efisiensi
Efisiensi adalah peminimalan penggunaan sumber daya agar tidak terjadi
pemborosan.
3. Efisiensi layout
Stasiun kerja adalah seorang pekerja yang ditugaskan untuk menangani
satu atau beberapa pekerjaan tertentu.
5. Siklus waktu
Siklus waktu adalah waktu terlama yang dibutuhkan suatu stasiun kerja
dalam kegiatan proses produksi.
F. Data Yang Dibutuhkan
1. Data Umum Perusahaan :
a. Sejarah dan perkembangan perusahaan
b. Personalia
c. Struktur organisasi perusahaan
d. Produksi
e. Pemasaran
2. Data Khusus Perusahaan :
a. Jenis dan spesifikasi mesin yang digunakan perusahaan
b. Tata letak mesin- mesin produksi dan fasilitas penunjang lainnya
c. Waktu yang diperlukan tiap bagian proses produksi
d. Urutan proses produksi dari bahan baku sampai menjadi barang jadi
G. Teknik Pengumpulan Data
Pengumpulan data dengan mengadakan tanya jawab secara lisan kepada
pihak-pihak yang terkait dan berwewena ng.
2. Observasi
Pengumpulan data dengan peninjauan dan pengamatan secara langsung
terhadap objek penelitian.
3. Dokumentasi
Data diperoleh dengan mengutip data-data perusahaan yang berkaitan
dengan kegiatan penelitian.
H. Metode Analisis Data
Untuk menjawab masalah pertama yaitu layout apakah yang diterapkan oleh PG Madukismo, maka peneliti melakukan analisis dengan mengambil
data-data dari perusahaan dan melakukan pengamatan secara langsung pada
bagian produksi. Data yang diperoleh akan disesuaikan dengan ciri-ciri dari
tiap jenis layout untuk kemudian ditentukan jenis layout yang diterapkan oleh PG Madukismo.
Dalam menyelesaikan permasalahan kedua yaitu layout yang digunakan PG Madukismo apakah sudah efisien atau belum, maka dapat dihitung
Apabila output maksimal yang dihasilkan setiap harinya oleh perusahaan ternyata lebih besar atau sama dengan output standar, berarti desain layout perusahaan sudah cukup baik.
Rumus yang digunakan adalah sebagai berikut :
Output maksimal per hari =
unit
Output maksimal per hari = Jumlah produk maksimum yang dihasilkan oleh perusahaan tiap hari dalam jam kerja
efektif.
Waktu yang tersedia per hari = Waktu jam kerja efektif dalam
perusahaan.
Siklus waktu yang dibutuhkan per unit = Waktu terlama yang dibutuhkan
dalam kegiatan proses
produksi.
2. Desain tersebut merupakan garis efisien
Artinya dapat meminimalkan idle time (waktu menganggur). Hal ini dapat kita ketahui dengan membandingkan efisiensi waktu produktif tenaga
kerja antara siklus waktu yang dibutuhkan per unit dengan siklus waktu
maksimum. Selanjutnya kita dapat menghitung jam menganggur pekerja.
Apabila jam menganggur pekerja untuk siklus waktu yang dibutuhkan per
unit lebih kecil daripada jam menganggur pekerja untuk siklus waktu
a. Untuk menghitung siklus waktu maksimal yang dikehendaki untuk
mencapai kapasitas yang diinginkan.
Siklus waktu maksimum =
hari
Siklus waktu maksimum = Waktu yang dibutuhkan untuk mencapai
kapasitas standar.
Waktu yang tersedia per hari = Waktu jam kerja efektif dalam
perusahaan.
Jumlah unit yang diinginkan per hari = Jumlah unit standar yang
dihasilkan oleh perusahaan.
b. Untuk menghitung jam menganggur pekerja.
Jam menganggur pekerja/hari = (pengangguran dlm menit/siklus)(siklus/hari)
(menit/hari)
di mana :
Jam menganggur pekerja per hari = Jam yang terbuang oleh pekerja
dalam satu hari jam kerja efektif.
Pengangguran dalam menit/siklus = Total selisih waktu antara waktu
terlama dalam proses produksi
dengan waktu yang dibutuhkan tiap
proses produksi.
Siklus/hari = Siklus waktu terlama dalam proses produksi.
1996:424).
Apabila jumlah stasiun kerja layout yang digunakan perusahaan sudah sesuai dengan perhitungan Theoretical Minimum, berarti layout
perusahaan sudah cukup efisien.
Rumus yang digunakan adalah :
a. Untuk mengetahui jumlah stasiun kerja minimum.
TM (Theoretical Minimum) =
TM (Theoretical Minimum) = Jumlah stasiun kerja (work station). Total waktu pekerjaan = Total waktu yang dibutuhkan untuk
menghasilkan satu tth output.
Siklus waktu maksimum = Waktu yang dibutuhkan untuk mencapai
kapasitas standar.
b. Untuk menentukan tingkat efisiensi jumlah stasiun kerja
Efisiensi (%) = Nc
t
∑
(100)di mana :
Efisiensi = Rasio waktu produktif terhadap waktu total, yang
dituliskan sebagai suatu persentase.
? t = Total waktu yang dibutuhkan untuk merakit satu tth output.
A. Sejarah dan Perkembangan Perusahaan
Perusahaan didirikan dengan Akte Notaris pada tanggal 14 Juli 1955
dengan nama ”Pabrik-Pabrik Gula Madu Baru PT (P2G Madu Baru PT)”
dengan kepemilikan saham 25% oleh Alm. Sri Sultan Hamengku Buwono IX
dan 75% oleh Pemerintah Republik Indonesia yang dikuasakan kepada
Departemen Pertanian. Perusahaan memiliki 2 unit usaha, yaitu Pabrik Gula
(PG) Madukismo dan Pabrik Spirtus/Alkohol (PS) Madukismo.
Pabrik gula yang terletak di Kabupaten Bantul ini merupakan
satu-satunya pabrik gula yang berada di wilayah Daerah Istimewa Yogyakarta,
dibangun atas prakarsa Alm. Sri Sultan Hamengku Buwono IX, untuk
menggantikan peranan 17 pabrik gula yang sebelumnya telah dibangun oleh
pemerintah Belanda namun dibumihanguskan pada masa perang kemerdekaan
1945, dan mulai diproduksi kembali tahun 1959.
Di dalam perjalanannya, PT Madu Baru telah mengalami pasang surut
dan komposisi kepemilikan saham yaitu 75% saham perusahaan adalah milik
Alm. Sri Sultan Hamengku Buwono IX (Kraton Ngayogjakarta Hadiningrat)
dan 25% milik Pemeritah Republik Indonesia (Departemen Keuangan RI).
Pada tahun 1984 perusahaan mengalami kesulitan manajemen dan
modal kerja yang telah jatuh tempo. Alm. Sri Sultan Hamengku Buwono IX
selaku pemegang saham mayoritas meminta bantuan kepada pemerintah untuk
mengatasi kesulitan tersebut mengingat keberadaan PG-PS Madukismo sangat
berarti bagi masyarakat Yogyakarta dan sekitarnya.
Pemerintah menyetujui permintaan tersebut dengan mengambil
langkah-langkah sebagai berikut :
- Untuk memperbaiki struktur keuangan perusahaan, pemerintah
memberikan pinjaman jangka panjang dengan tingkat bunga ringan.
- Manajemen perusahaan dipegang oleh PT Rajawali Nusantara Indonesia (PT RNI-BUMN) yang dipandang cukup berpengalaman dalam
pengelolaan pabrik gula.
Sejak tanggal 4 Maret 1984, PT RNI sebagai pemegang manajemen P2G
Madu Baru PT atas dasar Perjanjian Pengelolaan (Contract Management) selama 10 tahun sampai dengan tahun 1994, dan kemudian diperpanjang
untuk 10 tahun berikutnya yang berakhir pada tanggal 4 Maret 2004.
Untuk memperkuat struktur permodalan perusahaan, pada tahun 1998
pinjaman dari pemerintah dikonversi menjadi saham, sehingga komposisi
kepemilikan saham berubah menjadi 65% saham dimiliki oleh Sri Sultan
Hamengku Buwono X dan 35% dimiliki oleh Pemerintah RI-Departemen
Keuangan.
Pada tahun 1998, tepatnya tanggal 7 Septemb er 1998, nama
Dengan terbitnya Peraturan Pemerintah No. 3 tahun 2004 tentang
pengalihan saham milik Negara Republik Indonesia pada PT Madu Baru
kepada PT Rajawali Nusantara Indonesia sebagai penambah penyertaan modal
negara RI kedalam modal saham PT Rajawali Nusantara Indonesia maka
kepemilikan saham PT Madu Baru menjadi 65% Keluarga Sri Sultan
Hamengku Buwono X dan 35% milik PT Rajawali Nusantara Indonesia.
B. Lokasi Perusahaan
Pabrik gula dan spirtus Madukismo, didirikan di Desa Padokan,
Kelurahan Tirtonirmolo, Kecamatan Kasihan, Kabupaten Bantul. Tempat
tersebut berada pada ketinggian sekitar 84 meter dari permukaan air laut. Luas
tanah dan bangunan kurang lebih 30 Ha.
Adapun alasan pemilikan lokasi di bekas PG Madukismo adalah
sebagai berikut :
1. Desa Padokan jaraknya sekitar 5 km di sebelah selatan kota Yogyakarta,
sehingga transportasi mudah dijangkau oleh karyawan dan pengangkutan
bahan baku.
2. PG Madukismo adalah pabrik gula yang terbaik di wilayah Yogyakarta
dan dipandang memungkinkan untuk usaha perluasan di masa yang akan
datang.
3. Di sekitar pabrik merupakan daerah persawahan yang sudah cukup baik
untuk ditanami tebu, sehingga dalam mendapatkan bahan baku terasa lebih
4. Masyarakat yang tinggal di sekitar Desa Padokan sudah cukup
pengalaman dalam hal penanaman tebu, sehingga pihak pabrik
memberikan penghargaan tentang tata cara bertanam tebu yang baik.
5. Lokasi yang dekat dengan kota memungkinkan perusahaan dapat
memperoleh tenaga kerja yang sesuai. Tenaga kerja juga mudah didapat
karena banyak buruh yang pekerjaannya musiman dan bertempat tinggal
di sekitar pabrik.
6. Pabrik gula memerlukan air pada saat musim giling yang dipergunakan
untuk menghasilkan uap. Kebutuhan air yang banyak itu bisa disuplai dari
sungai Winongo yang dekat dengan lokasi pabrik.
C. Personalia
1. Penggolongan Karyawan Berdasarkan Sistem Pengupahan :
a. Karyawan Tetap terdiri atas :
1) Karyawan Pimpinan
2) Karyawan Pelaksana
Sistem pengupahan pada karyawan tetap diatur tersendiri oleh Direksi.
b. Karyawan Tidak Tetap terdiri atas :
1) Karyawan Kesepakatan Kerja Waktu Tertentu (KKWT) hanya
bekerja pada masa produksi.
Sistem pengupahan mengacu pada surat Keputusan Bersama Menteri
Pertanian dan Menteri Tenaga Kerja (SKB Mentan dan Menaker) yang
setiap tahun diperbarui.
Jumlah Karyawan :
- Karyawan Pimpinan : 64 orang
- Karyawan Pelaksana : 550 orang
- Karyawan KKWT : 642 orang
Jumlah : 1.356 orang
- Borong Tebangan dan Garap Kebun : 3.000 orang 2. Organisasi Karyawan Tetap
Organisasi Karyawan PT Madu Baru mulai tahun 2000 telah membentuk
Serikat Pekerja PT Madu Baru/ SP PT Madu Baru, dan mulai tahun 2001
telah disahkan Perjanjian Kerja Bersama (PKB), yang mengatur tentang
hak dan kewajiban Karyawan dan Perusahaan.
3. Jam Kerja Karyawan
Jam kerja karyawan PT Madu Baru yaitu :
a. Regu kerja umum
Senin s/d Kamis: masuk jam 06.30
istirahat jam 11.30 s/d 12.30
pulang jam 15.00
Jumat s/d Sabtu: masuk jam 06.30
b. Regu kerja khusus
Shift I : 06.00 s/d 14.00
Shift II : 14.00 s/d 22.00
Shift III : 22.00 s/d 06.00
Hari libur untuk karyawan terdiri dari :
a. Hari minggu.
b. Hari libur resmi yang ditetapkan oleh pemerintah.
c. Hari libur yang ditetapkan oleh perusahaan.
Cuti karyawan terdiri dari :
a. Cuti selama 12 hari kerja.
b. Cuti panjang selama 1 bulan. Seorang karyawan tetap dengan masa
kerja selama 3 tahun terus- menerus berhak menikmati cuti panjang
selama 1 bulan.
4. Jaminan Sosial
Bentuk jaminan sosial yang diberikan karyawan PT Madu Baru
sebagai berikut :
- Program JAMSOSTEK (Jaminan Sosial Tenaga Kerja) untuk semua
karyawan.
- Hak Pensiun untuk Karyawan Tetap (Pimpinan dan Pelaksana).
- Program TASKAT (Tabungan Asuransi dan Kesejahteraan Hari Tua)
untuk Karyawan Kampanye.
- Koperasi Karyawan dan Pensiunan PT Madu Baru.
- Biaya pengobatan.
- Pakaian dinas untuk Karyawan Tetap dan kaos untuk Karyawan
Musiman/ Kampanye.
- Rekreasi karyawan dan keluarga.
D. Struktur Organisasi Perusahaan
Struktur organisasi merupakan hal yang sangat mendasar dan
merupakan unsur penting dalam menerapkan pengawasan organisasi dan
merupakan dasar pelimpahan wewenang dan tanggung jawab. PT Madu Baru
dipimpin oleh seorang Direktur, Kepala Bidang Administrasi dan Keuangan
serta Kepala Bidang Produksi yang dalam melaksanakan tugasnya dibantu
oleh Kepala Bagian Pemasaran, Kepala Bagian Sumber Daya Manusia dan
Umum, Kepala Bagian Akuntansi dan Keuangan, Kepala Bagian Instalasi,
Kepala Bagian Pabrikasi, Kepala Bagian Tanaman, Kepala Pabrik Spirtus/
Alkohol, serta Kepala Pengawas. Adapun tugas dan wewenang dari
masing-masing jabatan tersebut sebagai berikut :
1. Direktur
a. Memanajemen keseluruhan kegiatan, keputusan dan kebijaksanaan
yang telah ditetapkan oleh Direksi.
b. Mengevaluasi hasil kerja pabrik ya ng bersangkutan tiap tahun serta
menetapkan kebijaksanaan untuk meningkatkan efisiensi pada tahun
2. Kepala Bidang Administrasi dan Keuangan
a. Melaksanakan kebijakan dan ketentuan Direktur mengenai
administrasi dan keuangan.
b. Bertanggung jawab terhadap segala pengeluaran dan penerimaan
keuangan perusahaan.
3. Kepala Bidang Produksi
a. Bertanggung jawab terhadap proses pelaksanaan produksi.
b. Melakukan koordinasi dengan bagian tanaman, instalasi, pabrikasi
untuk melakukan persiapan dan pelaksanaan produksi.
4. Kepala Bagian Akuntansi dan Keuangan
a. Bertanggung jawab kepada Direktur di bidang keuangan perusahaan
dan pengadaaan barang.
b. Mengkoordinir dan memimpin kegiatan pengelolaan di bidang
keuangan, anggaran, dan biaya produksi serta kegiatan penjualan.
5. Kepala Bagian Pemasaran
a. Melakukan penjualan dan pendistribusian terhadap hasil produksi
perusahaan.
b. Merumuskan strategi pemasaran yang efektif bagi perusahaan.
6. Kepala Bagian Sumber Daya Manusia dan Umum
a. Melaksanakan rekruitmen calon karyawan.
b. Melaksanakan ketentuan-ketentuan mengenai pendidikan, latihan dan
7. Kepala Bagian Tanaman
a. Membantu Direktur dalam melaksanakan kebijakan Direksi dalam
menetapkan rencana dan pelaksanaan penanaman bibit tebu dan
produktivitas tebu giling.
b. Membantu Direktur dan menetapkan komposisi jenis tebu, jadual
penanaman, tebang dan angkut tebu.
8. Kepala Bagian Instalasi
a. Bertanggung jawab kepada Direktur di dalam pengoperasian,
pemeliharaan dan reparasi mesin, peralatan dan bangunan serta
tanggung jawab terhadap penyediaan tenaga listrik.
b. Meningkatkan efisiensi kerja alat produksi untuk melangsungkan
proses produksi.
9. Kepala Bagian Pabrikasi Gula
a. Mengawasi mutu, menimbang dan pembungkusan gula.
b. Mengendalikan proses produksi gula untuk memenuhi target produksi
gula.
10.Kepala Bagian Pabrik Spirtus dan Alkohol
a. Menjalankan kebijakan dan ketentuan Direktur dalam bidang produksi
spirtus dan alkohol.
b. Bekerjasama dengan kepala bagian akuntansi dan keuangan dalam hal
pengadaan peralatan pabrik.
c. Bertanggung jawab terhadap peningkatan efisiensi dan pengendalian
E. Produksi
1. Produk yang dihasilkan
PT Madu Baru memproduksi gula dengan jenis klasifikasi SHS I
(Superior Head Sugar I) atau sering disebut dengan gula kristal putih I yang mempunyai standar warna diatas 25 hollands standart. Sesuai dengan ketetapan Bulog pada tahun 1982, kualitas gula dibedakan
menjadi:
SHS I A : tingkat nilai remisi direduksi diatas 70
SHS I B : tingkat nilai remisi direduksi 67-69,9
SHS I C : tingkat nilai remisi direduksi 62-66,9
SHS I Standar : tingkat nilai remisi direduksi 60-61,9
Stes II : tingkat nilai remisi direduksi 56-59,9
Kualitas gula PT Madu Baru termasuk klasifikasi SHS I A dengan
standar Nilai Remisi Direduksi (NRD) sekitar 70. Nilai Remisi Direduksi
ini dianalisa oleh P3GI (Pusat Penelitian Perkebunan Gula Indonesia) di
Pasuruan.
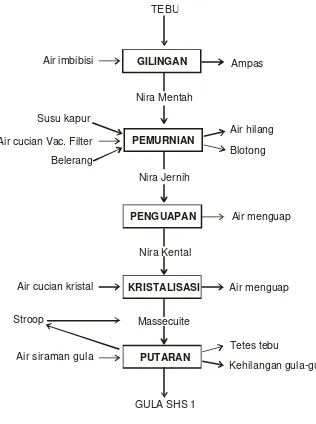
2. Proses Produksi
Tebu adalah bahan baku utama dari gula, sedangkan sebagai bahan
pembantu adalah belerang , kapur flokulant, bahan-bahan kimia, minyak
bakar, soda api yang akan digunakan untuk proses produksi. Adapun
bahan tersebut disediakan oleh bagian gudang penyediaan kebutuhan
bahan-bahan yang diajukan oleh bagian pabrikasi. Bahan-bahan tersebut
dengan tujuan mengetahui rendemen gula maksimum agar dapat mencapai
produksi gula yang setinggi-tingginya.
Gula yang telah diuji selanjutnya ditimbang beratnya di Pabrik Gula
Madukismo. Ada dua jenis timbangan yaitu timbangan lori dan timbangan
truk. Penimbangan dilakukan untuk mengetahui berat tebu dan
memastikan tepat tidaknya besar kapasitas giling. Setelah penimbangan,
tebu dipindahkan pada lori- lori untuk dikirim ke emplacement untuk digiling. Berat netto tiap lori atau truk sekitar 4-6 ton.
Proses pembuatan gula sebagai berikut :
a. Pemerahan Nira
Pemerahan nira yaitu memisahkan nira dengan ampasnya
semaksimal mungkin, agar dapat mencegah hilangnya gula yang
terbawa oleh ampas. Tebu digiling untuk dipisahkan antara bagian
padat (ampas) dengan bagian cairannya yang mengandung gula (nira
mentah) melalui alat-alat berupa unigrator mark IV dan cane knife
digabung dengan lima buah gilingan. Pisau ini untuk memperkecil
bentuk tebu menjadi cacahan dan untuk memudahkan pemerahan
gilingan. Nira utama (nira mentah) dihasilkan oleh gilingan I dan II,
sedangkan gilingan III, IV dan V disirkulasikan saja. Dari gilingan III
disirkulasikan ke gilingan II, nira dari gilingan IV disirkulasikan ke
gilingan III, dan dari gilingan V disirkulasikan ke gilingan IV. Nira
dari gilingan V diproses dari ampas gilingan IV diberi air imbibisi
Pemeriksaan nira gilingan I, II, III, IV dan V dilakukan setiap satu
jam sekali. Ampas yang diperoleh sekitar 30% tebu untuk bahan bakar
di stasiun ketel (pusat tenaga), sedangkan nira mentah dikirim ke
bagian pemurnian untuk diproses lebih lanjut.
b. Pemurnian Nira
Nira mentah hasil gilingan tebu masih dalam keadaan berbuih,
keruh dan sedikit kotor berwarna kelabu kecoklatan. PG Madukismo
menggunakan sistem pemurnian sulfitasi alkalis kontinyu yaitu suatu
proses penyerahan dengan susu kapur berlebihan kemudian dinetralkan
dengan menggunakan SO2. Pada stasiun ini nira mentah akan melalui
beberapa tahapan proses yang meliputi :
1) Penimbangan nira mentah, tujuan dari penimbangan nira ini adalah
untuk mengetahui kualitas nira dari hasil penggilingan batang tebu.
Nira ditampung dalam peti nira yang selanjutnya diadakan
penimbangan.
2) Pemanasan nira mentah I, tujuan dari pemanasan I adalah untuk
mendapatkan kondisi yang optimal pada reaksi sulfitasi,
menonaktifkan mikro organisme, mencegah terjadinya perpecahan
dari gula (sakarosa). Sebelum nira mentah dialirkan ke stasiun
sulfitasi, nira tersebut dialirkan terlebih dahulu ke pemanas
pendahuluan I dengan menggunakan pompa centrifugal, pada pemanasan pendahuluan I nira dipanaskan sampai mencapai suhu