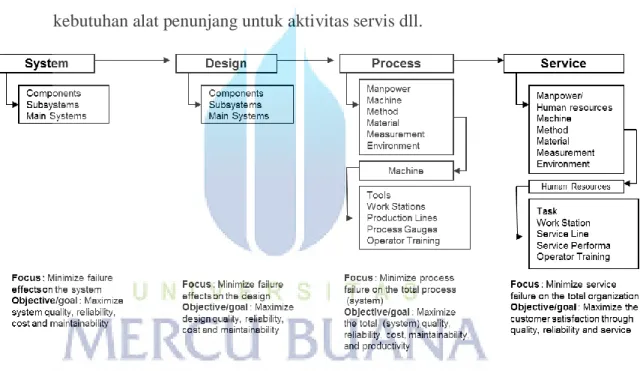
BAB II LANDASAN TEORI. 2.1 Failure Mode and Effect Analysis (FMEA) Definisi Failure Mode and Effect Analysis (FMEA)
Bebas
22
0
0
Teks penuh
(2)
(3)
(4)
(5)
(6)
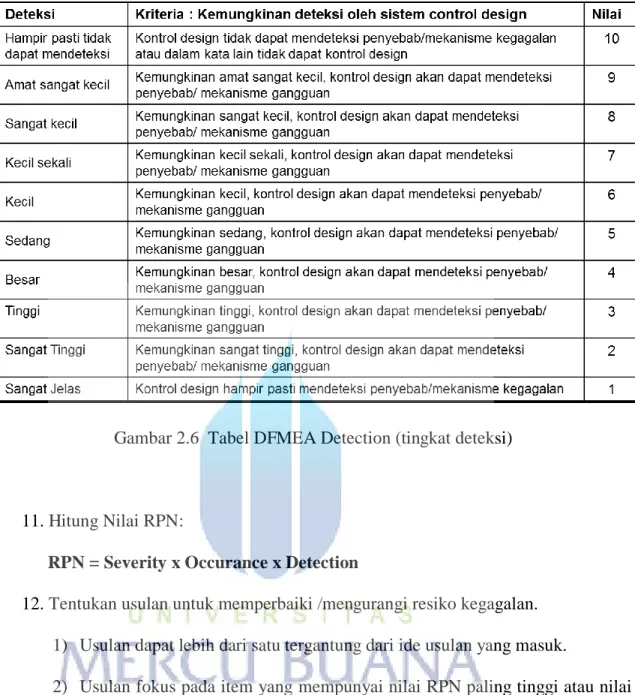
(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
(15)
(16)
(17)
(18)
(19)
(20)
(21)
(22)
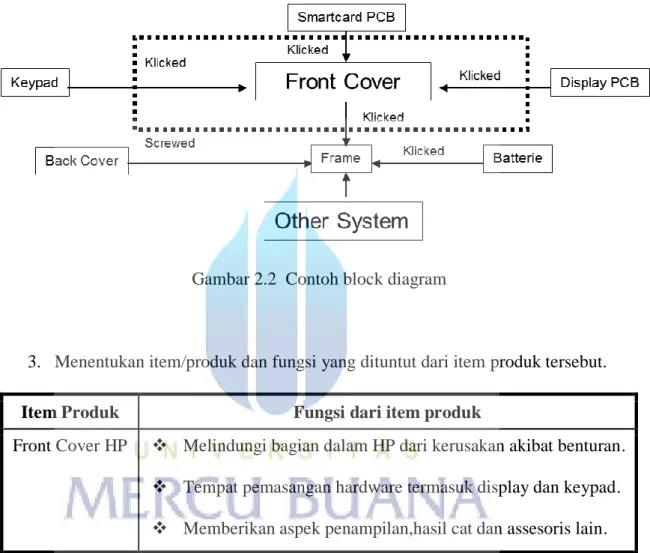
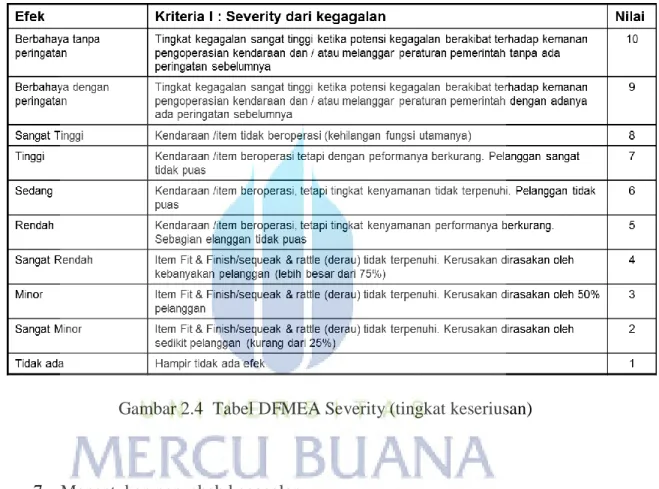
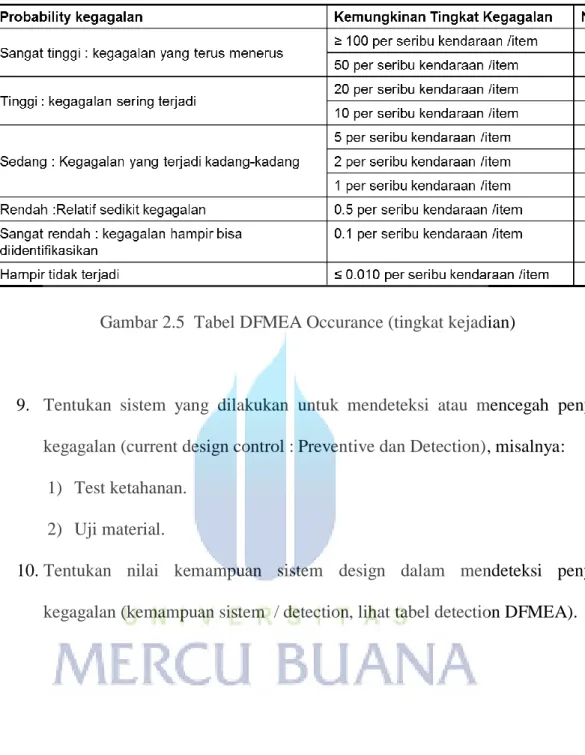
Gambar
+6
Dokumen terkait
Penanganan wanita hamil dengan epilepsi perlu mendapat perhatian khusus mengingat kemungkinan terjadinya komplikasi baik pada ibu maupun bayi.Memang sebagian besar wanita
5) Asas Kemandirian, yaitu asas bimbingan dan konseling yang menunjuk pada bagian umum bimbingan dan konseling yaitu peserta didik sebagai sasaran layanan diharapkan
Sedangkan pendekatan sistem yang lebih menekankan pada komponen atau elemen, mendefinisikan sistem yaitu Jogiyanto: “Sistem adalah kumpulan dari elemen-elemen
Terlepas dari batasan perkara pidana yang serba ringan yang ditetapkan oleh perundang-undangan untuk mengenyampingkan perkara itu, terlihat juga bahwa di dalam melaksanakan tugas
!. -eba&ai moti*ator dan 1asilitator pemban&unan kesehatan mas#arakat dalam "ila#ah kerja puskesmas 3"ila#ah administrati1 ke/amatan baru&a) melalui
Perwujudan kemauan politik semacam ini diharapkan terjadi secepatnya, karena sangat dibutuhkan bukan hanya dalam rangka menghadapi transisi dalam produksi kayu tropika
DAFTAR YANG DAPAT BEASISWA BBM TAHUN
Dari nilai Sig (p=value) 0,002 < 0,05 maka artinya terdapat hubungan yang signifikan antara komunikasi verbal oleh petugas laboratorium kepada pasien TB paru
