II-1 II-1 2.1. Mesin
2.1. Mesin Cutting Cutting
2.1.1.
2.1.1. Definisi Definisi MesinMesinCutting Cutting
Mesin
Mesin cutting cutting adalah suatu alat potong yang biasanya untuk memotong bahan- adalah suatu alat potong yang biasanya untuk memotong bahan- bahan yang
bahan yang terbuat dari terbuat dari logam atau logam atau kayu. Mesin kayu. Mesin ini memilini memiliki satu iki satu deretan mata deretan mata potongpotong pada
pada kelilingnya kelilingnya yang yang masing-masing masing-masing berlaku berlaku sebagai sebagai pemotong pemotong tersendiri tersendiri pada pada daurdaur putaran.
putaran.
Pelat-pelat hasil produksi pabrik umumnya masih dalam bentuk lembaran yang Pelat-pelat hasil produksi pabrik umumnya masih dalam bentuk lembaran yang ukuran dan bentuknya bervariasi. Pelat-pelat dalam bentuk lembaran ini tidak dapat ukuran dan bentuknya bervariasi. Pelat-pelat dalam bentuk lembaran ini tidak dapat langsung dikerjakan, sebab terlebih dahulu harus dipotong menurut gambar bukan langsung dikerjakan, sebab terlebih dahulu harus dipotong menurut gambar bukan komponen yang akan dibentuk pengerjaan. Pembentukan pelat dalam bentuk lembaran komponen yang akan dibentuk pengerjaan. Pembentukan pelat dalam bentuk lembaran ini kurang efektif apabila dikerjakan secara langsung. Dalam dunia industri istilah ini kurang efektif apabila dikerjakan secara langsung. Dalam dunia industri istilah pemotongan
pemotongan pelat pelat sebelum sebelum dikerjakan dikerjakan disebut disebut pemotongan pemotongan awal awal (( pre pre cutting cutting ).). Pre Pre cutting
cutting atau pemotongan awal dilakukan untuk pemotongan pelat menurut bagian atau pemotongan awal dilakukan untuk pemotongan pelat menurut bagian gambar dan ukurannya.
gambar dan ukurannya.
Proses pemotongan pelat-pelat ini dapat dilakukan dengan berbagai macam Proses pemotongan pelat-pelat ini dapat dilakukan dengan berbagai macam teknik pemotongan sesuai kebutuhan masing-masing teknik pemotongan sesuai teknik pemotongan sesuai kebutuhan masing-masing teknik pemotongan sesuai kebutuhan masing-masing. Peralatan potong yang digunakan untuk pemotongan pelat kebutuhan masing-masing. Peralatan potong yang digunakan untuk pemotongan pelat mempunyai jangkauan atau kemampuan pemotongan tersendiri. Biasanya untuk mempunyai jangkauan atau kemampuan pemotongan tersendiri. Biasanya untuk pemotongan pelat-pelat
pemotongan pelat-pelat tipis, tipis, pemotongannypemotongannya a dapat dapat digunakan alatdigunakan alat-alat -alat potong manualpotong manual seperti: gunting tangan, gunting luas, pahat dan sebagainya. Untuk ketebalan pelat di seperti: gunting tangan, gunting luas, pahat dan sebagainya. Untuk ketebalan pelat di atas 1,2 mm sangat sulit dipotong secara manual dan pemotongan digunakan atas 1,2 mm sangat sulit dipotong secara manual dan pemotongan digunakan mesin-mesin potong.
mesin potong.
Pemotongan dengan gerinda potong ini menggunakan batu gerinda sebagai alat Pemotongan dengan gerinda potong ini menggunakan batu gerinda sebagai alat potong.
potong. Proses Proses kerja kerja pemotongan pemotongan dilakukan dilakukan dengan dengan menjepit menjepit material material pada pada ragumragum mesin gerinda. Selanjutnya batu gerinda dengan putaran tinggi digesekan ke material. mesin gerinda. Selanjutnya batu gerinda dengan putaran tinggi digesekan ke material. Kapasitas pemotongan yang dapat dilakukan pada mesin gerinda ini
Kapasitas pemotongan yang dapat dilakukan pada mesin gerinda ini hanya terbatas padahanya terbatas pada pemotongan
pemotongan profil-profil. profil-profil. Profil-profil Profil-profil ini ini diantaranya diantaranya pipa, pipa, pelatpelat strip strip, besi siku dan, besi siku dan sebagainya.
2.1.2.
2.1.2. Gambar Gambar MesinMesin Cutting Cutting
Adapun gambar mesin
Adapun gambar mesin cuttincutting g adalah sebagai berikut: adalah sebagai berikut:
Gambar
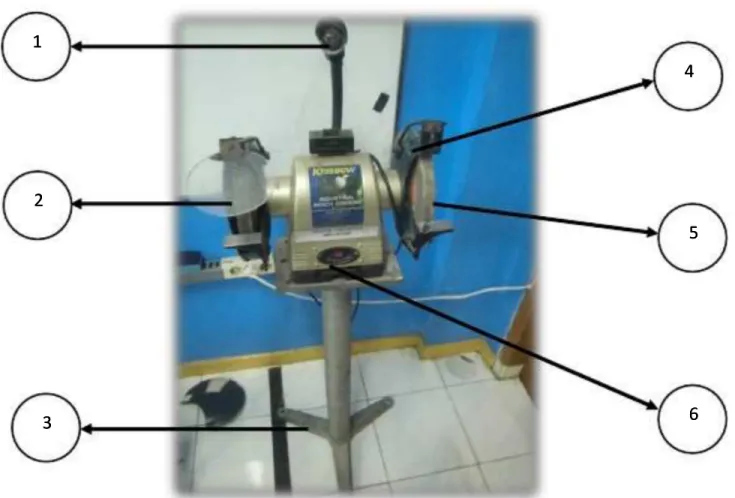
Gambar 2.1 Gambar 2.1 Gambar Mesin PemotongMesin Pemotong
Keterangan : Keterangan : 1.
1. Handle Handle
2.
2. Pelindung TetapPelindung Tetap 3.
3. Mata PisauMata Pisau
4.
4. KabelKabel 5.
5. Meja KerjaMeja Kerja 6.
6. RagumRagum 7.
7. RodaRoda
2.1.3.
2.1.3. Deskripsi Deskripsi KomponenKomponen
Adapun komponen-komponen yang ada pada mesin
Adapun komponen-komponen yang ada pada mesin cutting cutting adalah sebagai adalah sebagai berikut
berikut :: 1.
1. Handle Handle berfungsi sebagai pegangan yang d berfungsi sebagai pegangan yang digunakan untuk mengigunakan untuk mengarahkan mataarahkan mata pisau kepada benda kerja yang akan
pisau kepada benda kerja yang akan dipotong.dipotong. 1 1 2 2 4 4 6 6 3 3 5 5 7 7
2.
2. Pelindung tetap berfungsi untuk melindungi operator dari sayatan pisau atauPelindung tetap berfungsi untuk melindungi operator dari sayatan pisau atau itu juga bisa disebut sebagai
itu juga bisa disebut sebagai safety. safety. 3.
3. Mata pisau terbuat dari batu Mata pisau terbuat dari batu gerinda dan berfunggerinda dan berfungsi sebagai pemotong si sebagai pemotong bendabenda kerja.
kerja.
4.
4. Kabel berfungsi sebagai penghubung arus sehingga mesin dapat beroperasi karenaKabel berfungsi sebagai penghubung arus sehingga mesin dapat beroperasi karena ada energi listrik yang mengalir.
ada energi listrik yang mengalir. 5.
5. Meja kerja merupakan tempat peletakan benda kerja saat ingin dilakukanMeja kerja merupakan tempat peletakan benda kerja saat ingin dilakukan pemotonga
pemotongan menggunakn menggunakan mesin gean mesin gerinda potong.rinda potong. 6.
6. Ragum berfungsi sebagai penjepit benda kerja sehingga diRagum berfungsi sebagai penjepit benda kerja sehingga di peroleh hasil yang presisi.peroleh hasil yang presisi. 7.
7. Roda berfungsi untuk memindahkan mesin secara lebih mudah.Roda berfungsi untuk memindahkan mesin secara lebih mudah.
2.1.4.
2.1.4. SOP SOP ((SStandartandar d d OpeOperr ationation al Proceal Procedurdur e e ) Mesin Potong) Mesin Potong
Dalam menjalankan operasional mesin potong, diperlukan standar-standar Dalam menjalankan operasional mesin potong, diperlukan standar-standar operasi prosedur sebagai acuan kerja secara sungguh-sungguh untuk menghindari operasi prosedur sebagai acuan kerja secara sungguh-sungguh untuk menghindari kegagalan kesalahan, keraguan, sehingga dapat m
kegagalan kesalahan, keraguan, sehingga dapat menghasilkan produk yang memuaskan.enghasilkan produk yang memuaskan.
2.1.4.1.
2.1.4.1. Langkah Langkah PersiapanPersiapan
Sebelum melakukan pemotongan terdapat
Sebelum melakukan pemotongan terdapat Standard Operation ProcedureStandard Operation Procedure yang yang harus dilaksanakan sebagai persiapan, yaitu:
harus dilaksanakan sebagai persiapan, yaitu: 1.
1. Mempersiapkan alat-alatMempersiapkan alat-alat safety. safety. 2.
2. Memakai alat-alatMemakai alat-alat safety safety seperti kacamata seperti kacamata safety, safety, masker, sarung tangan, masker, sarung tangan, sepatu, pakaian, dan lain-lain.
sepatu, pakaian, dan lain-lain. 3.
3. Memastikan kondisi kelengkapan-kelengkapan mesin potong.Memastikan kondisi kelengkapan-kelengkapan mesin potong. 4.
4. Mengetahui dan memahami prosedur pemakaian mesin cutting sesuai SOP.Mengetahui dan memahami prosedur pemakaian mesin cutting sesuai SOP. 5.
5. MemastikanMemastikan cutter cutter tajam, seimbang, dan aman. tajam, seimbang, dan aman. 6.
6. Memastikan bahwa semua alat keselataman mesin telah terpasang danMemastikan bahwa semua alat keselataman mesin telah terpasang dan bekerja dengan baik.
bekerja dengan baik. 7.
7. Meletakkan mesin potong pada tempat yang stabil, aman dan dekat denganMeletakkan mesin potong pada tempat yang stabil, aman dan dekat dengan stop kontak.
stop kontak. 8.
8. Memposisikan badan yang benar untuk siap melakMemposisikan badan yang benar untuk siap melakukan pemotongan.ukan pemotongan. 9.
9. MempersiapkanMempersiapkan stopwatch stopwatch untuk menghitung waktu untuk menghitung waktu setup setup dan waktu dan waktu proses.
2.1.4.2.
2.1.4.2. Langkah Langkah pelaksanaanpelaksanaan
Standard Operation Procedure
Standard Operation Procedure dalam pelaksanaan pemotongan ini adalah dalam pelaksanaan pemotongan ini adalah sebagai berikut:
sebagai berikut: 1.
1. Menekan tombolMenekan tombol ON ON pada pada stopwatch stopwatch untuk menghitung waktuuntuk menghitung waktu setup. setup. 2.
2. Meletakkan benda kerja pada ragum sehingga dalam keadaan tidakMeletakkan benda kerja pada ragum sehingga dalam keadaan tidak bergerak.
bergerak. 3.
3. Menyambungkan kabel mesin potong ke sumber tegangan.Menyambungkan kabel mesin potong ke sumber tegangan. 4.
4. Menekan tombolMenekan tombol OFF OFF pada pada stopwatch stopwatch dan mencatat waktudan mencatat waktu setup setup tersebut.tersebut. 5.
5. Menekan tombolMenekan tombol ON ON untuk menghidupkan mesin. untuk menghidupkan mesin. 6.
6. Menekan tombolMenekan tombol ON ON pada pada stopwatch stopwatch untuk menghitung waktu proses.untuk menghitung waktu proses. 7.
7. Menekan tuas dengan gaya yang konstan dan sesuai jenis bahan bendaMenekan tuas dengan gaya yang konstan dan sesuai jenis bahan benda kerja.
kerja. 8.
8. Mengangkat tuas sehingga tuas berada pada keadaan semula setelah bendaMengangkat tuas sehingga tuas berada pada keadaan semula setelah benda kerja terpotong.
kerja terpotong. 9.
9. Menekan tombolMenekan tombol OFF OFF setelah proses pemotongan selesai. setelah proses pemotongan selesai. 10.
10. Menekan tombolMenekan tombol OFF OFF pada pada stopwatch stopwatch dan mencatat waktu proses. dan mencatat waktu proses. 11.
11. Mencabut kabel mesin potong dari sumber teganganMencabut kabel mesin potong dari sumber tegangan 12.
12. Melepaskan benda kerja dari ragumMelepaskan benda kerja dari ragum
2.1.4.3.
2.1.4.3. Langkah Langkah PerawatPerawatanan
Standard Operation Procedure
Standard Operation Procedure dalam perawatan alat pemotongan ini adalah dalam perawatan alat pemotongan ini adalah sebagai berikut:
sebagai berikut: 1.
1. Merawat mesin potong dengan memberi pelumas pada mesinnya.Merawat mesin potong dengan memberi pelumas pada mesinnya. 2.
2. Memeriksa Memeriksa dan dan membersihkan membersihkan komponen komponen alat alat sesudah sesudah prosesproses pemotongan.
pemotongan. 3.
3. Memastikan beram sudah dibersihkan.Memastikan beram sudah dibersihkan. 4.
4. KebersihanKebersihan bodybody mesin secara keseluruhan harus dijaga. mesin secara keseluruhan harus dijaga.
2.2.
2.2. Mesin Mesin GerindaGerinda 2.2.1.
2.2.1. Definisi MDefinisi Mesin Gesin Gerindaerinda
Mesin gerinda merupakan peralatan yang digunakan sebagai tempat pemasangan Mesin gerinda merupakan peralatan yang digunakan sebagai tempat pemasangan dan pemutar roda gerinda, untuk melakukan pekerjaan pengikisan permukaan benda dan pemutar roda gerinda, untuk melakukan pekerjaan pengikisan permukaan benda kerja. Terdapat beberapa jenis mesin gerinda, yaitu:
Gambar
Gambar 2.2 Diagran 2.2 Diagran Jenis Mesin Jenis Mesin GerindaGerinda
Berikut adalah ulasan mengenai mesin gerinda: Berikut adalah ulasan mengenai mesin gerinda:
1.
1. Mesin gerinda tanganMesin gerinda tangan
Mesin gerinda tangan, yaitu mesin gerinda yang digunakan untuk Mesin gerinda tangan, yaitu mesin gerinda yang digunakan untuk memutarkan roda gerinda. Roda gerinda yang digunakan pada mesin memutarkan roda gerinda. Roda gerinda yang digunakan pada mesin gerinda tangan adalah piringan gerinda tipis. Mesin gerinda tangan dapat gerinda tangan adalah piringan gerinda tipis. Mesin gerinda tangan dapat digunakan untuk mengikis permukaan benda kerja (menggerinda) maupun digunakan untuk mengikis permukaan benda kerja (menggerinda) maupun memotong benda kerja.
memotong benda kerja. 2.
2. Mesin gerinda dudukMesin gerinda duduk
Mesin gerinda duduk, serupa dengan mesin gerinda tangan, hanya saja Mesin gerinda duduk, serupa dengan mesin gerinda tangan, hanya saja posisi
posisi mesin mesin gerinda gerinda dipasangkan dipasangkan pada pada dudukan. dudukan. Untuk Untuk melakukanmelakukan penggerindaan,
penggerindaan, benda benda kerja kerja didekatkan didekatkan dan dan ditempelkan ditempelkan ke ke roda roda gerindagerinda yang berputar hingga permukaan benda kerja terkikis oleh roda gerinda. yang berputar hingga permukaan benda kerja terkikis oleh roda gerinda. Roda gerinda yang digunakan pada mesin gerinda duduk berukuran lebih Roda gerinda yang digunakan pada mesin gerinda duduk berukuran lebih tebal dibandingkan roda gerinda pada mesin gerinda tangan. Mesin gerinda tebal dibandingkan roda gerinda pada mesin gerinda tangan. Mesin gerinda duduk banyak digunakan untuk mengasah pahat, mengikis benda kerja duduk banyak digunakan untuk mengasah pahat, mengikis benda kerja maupun menghaluskan permukaan benda kerja setelah proses pengelasan. maupun menghaluskan permukaan benda kerja setelah proses pengelasan. 3.
3. Mesin Gerinda potong (Mesin Gerinda potong (drop sawdrop saw)) Mesin gerinda potong (
Mesin gerinda potong (drop sawdrop saw) merupakan mesin gerinda yang digunakan) merupakan mesin gerinda yang digunakan untuk memotong benda kerja dari bahan pelat ataupun pipa. Roda gerinda untuk memotong benda kerja dari bahan pelat ataupun pipa. Roda gerinda yang digunakan adalah piringan gerinda tipis yang diputarkan dengan yang digunakan adalah piringan gerinda tipis yang diputarkan dengan kecepatan tinggi. Mesin gerinda potong dapat memotong benda kerja pelat kecepatan tinggi. Mesin gerinda potong dapat memotong benda kerja pelat ataupun pipa dari bahan baja dengan cepat.
ataupun pipa dari bahan baja dengan cepat.
Jadi kesimpulannya adalah mesin gerinda adalah mesin yang biasa Jadi kesimpulannya adalah mesin gerinda adalah mesin yang biasa digunakan
digunakan pada pada proses pengproses penghalusan, sehingga halusan, sehingga bisa didapatka bisa didapatka hasil yanghasil yang
Grindin Grindingg Machine Machine Mesin Gerinda Mesin Gerinda Tangan Tangan Mesin Gerinda Mesin Gerinda Duduk Duduk Mesin Gerinda Mesin Gerinda Potong ( Potong (dropdrop
saw saw))
lebih baik. Selain digunakan pada proses penghalusan, mesin gerinda juga lebih baik. Selain digunakan pada proses penghalusan, mesin gerinda juga dapat digunakan pada proses pemotongan, bahkan mesin gerinda potong ini dapat digunakan pada proses pemotongan, bahkan mesin gerinda potong ini dapat memotong lebih efektif dari pada mesin potong lain yang mata dapat memotong lebih efektif dari pada mesin potong lain yang mata pisaunya tidak menggunakan b
pisaunya tidak menggunakan batu gerinda.atu gerinda.
2.2.2.
2.2.2. Gambar Gambar Mesin Mesin GerindaGerinda
Adapun gambar mesin gerinda adalah sebagai berikut: Adapun gambar mesin gerinda adalah sebagai berikut:
Gambar 2.3 Mesin gerinda Gambar 2.3 Mesin gerinda
Keterangan : Keterangan : 1.
1. LampuLampu 2.
2. Pelindung yang dapat diaturPelindung yang dapat diatur 3.
3. Kaki gerindaKaki gerinda 4.
4. Pelindung tetapPelindung tetap 5.
5. Batu gerindaBatu gerinda 6.
6. TombolTombol on/off on/off
2.2.3.
2.2.3. Deskripsi Deskripsi KomponenKomponen
Adapun komponen-komponen yang ada pada mesin gerinda adalah sebagai Adapun komponen-komponen yang ada pada mesin gerinda adalah sebagai berikut: berikut: 1 1 2 2 3 3 4 4 5 5 6 6
1.
1. Lampu berfungsi sebagai penerangan untuk memudahkan operator dalamLampu berfungsi sebagai penerangan untuk memudahkan operator dalam mengamati benda kerja yang sedang diproses
mengamati benda kerja yang sedang diproses 2.
2. Pelindung yang dapat diatur, berfungsi untuk melindungi operator dariPelindung yang dapat diatur, berfungsi untuk melindungi operator dari percikan api yang ditimbulkan dari gesekan
percikan api yang ditimbulkan dari gesekan 3.
3. Kaki gerinda berfungsi untuk Kaki gerinda berfungsi untuk menopang menopang gerinda sehingga gerinda sehingga gerinda gerinda dapatdapat berdiri tegak
berdiri tegak 4.
4. Pelindung tetap berfungsi untuk melindungi operator dari sayatan batuPelindung tetap berfungsi untuk melindungi operator dari sayatan batu gerinda
gerinda 5.
5. Batu gerinda berfungsi sebagai penghalus benda kerja Batu gerinda berfungsi sebagai penghalus benda kerja yang sedang diproses,yang sedang diproses, dilakukan dengan cara memutar batu gerinda dan menggesekan banda dilakukan dengan cara memutar batu gerinda dan menggesekan banda kerjanya
kerjanya 6.
6. TombolTombol on/off on/off berfungsi untuk mematikan atau menghidupkan mesin berfungsi untuk mematikan atau menghidupkan mesin gerinda.
gerinda.
2.2.4.
2.2.4. SOP SOP ((SStandartandar d d OpeOperr ationation al Proceal Procedurdur e e ) Mesin Gerinda) Mesin Gerinda
Dalam menjalankan operasional mesin gerinda, diperlukan standar-standar Dalam menjalankan operasional mesin gerinda, diperlukan standar-standar operasi prosedur sebagai acuan kerja secara sungguh-sungguh untuk menghindari operasi prosedur sebagai acuan kerja secara sungguh-sungguh untuk menghindari kegagalan kesalahan, keraguan, sehingga dapat m
kegagalan kesalahan, keraguan, sehingga dapat menghasilkan produk yang memuaskan.enghasilkan produk yang memuaskan.
2.2.4.1.
2.2.4.1. Langkah Langkah PersiapanPersiapan
Sebelum melakukan penelitian penggerindaan terdapat
Sebelum melakukan penelitian penggerindaan terdapat Standard OperationStandard Operation Procedure
Procedure yang harus dilaksanakan sebagai persiapan, yaitu: yang harus dilaksanakan sebagai persiapan, yaitu: 1.
1. Mempersiapkan alat-alatMempersiapkan alat-alat safety. safety. 2.
2. Memakai alat-alatMemakai alat-alat safety safety seperti kacamata seperti kacamata safety, safety, masker, sarung tangan, masker, sarung tangan, sepatu, pakaian, dll.
sepatu, pakaian, dll. 3.
3. Memastikan kondisi kelengkapan-kelengkapan mesin gerinda.Memastikan kondisi kelengkapan-kelengkapan mesin gerinda. 4.
4. Mengetahui dan memahami prosedur pemakaian mesin gerinda sesuaiMengetahui dan memahami prosedur pemakaian mesin gerinda sesuai SOP.
SOP. 5.
5. Memastikan bahwa semua alat keselataman mesin telah terpasang danMemastikan bahwa semua alat keselataman mesin telah terpasang dan bekerja dengan baik.
bekerja dengan baik. 6.
6. Meletakkan mesin gerinda pada tempat yang stabil, aman dan dekatMeletakkan mesin gerinda pada tempat yang stabil, aman dan dekat dengan stop kontak.
dengan stop kontak. 7.
8.
8. MempersiapkanMempersiapkan stopwatch stopwatch untuk menghitung waktu untuk menghitung waktu setup setup dan waktu dan waktu proses.
proses. 2.2.4.2.
2.2.4.2. Langkah Langkah PelaksanaanPelaksanaan
Standard Operation Procedure
Standard Operation Procedure dalam pelaksanaan dalam pelaksanaan grinding grinding ini adalah sebagai ini adalah sebagai berikut:
berikut: 1.
1. Menekan tombol ON padaMenekan tombol ON pada stopwatch stopwatch untuk menghitung waktu untuk menghitung waktu setup setup.. 2.
2. Mengambil benda kerja yang akan dihaluskan.Mengambil benda kerja yang akan dihaluskan. 3.
3. Menekan tombol OFF padaMenekan tombol OFF pada stopwatch stopwatch mencatat waktumencatat waktu setup setup tersebut.tersebut. 4.
4. Menekan tombol ON untuk menghidupkan mesin gerinda.Menekan tombol ON untuk menghidupkan mesin gerinda. 5.
5. Melakukan penghalusan pada benda kerja.Melakukan penghalusan pada benda kerja. 6.
6. Menekan tombol OFF setelah proses penghalusan selesai.Menekan tombol OFF setelah proses penghalusan selesai. 7.
7. Menekan tombol OFF padaMenekan tombol OFF pada stopwatch stopwatch dan mencatat waktu proses. dan mencatat waktu proses. 8.
8. Mencabut kabel mesin gerinda dari sumber teganganMencabut kabel mesin gerinda dari sumber tegangan 9.
9. Melepaskan benda kerja dari ragum.Melepaskan benda kerja dari ragum.
2.2.4.3.
2.2.4.3. Langkah Langkah PerawataPerawatann
Standard Operation Procedure
Standard Operation Procedure dalam perawatan mesin gerinda adalah sebagai dalam perawatan mesin gerinda adalah sebagai berikut:
berikut: 1.
1. Membersihkan mesin gerinda secara teratur.Membersihkan mesin gerinda secara teratur. 2.
2. Memeriksa Memeriksa dan dan membersihkan membersihkan komponen komponen alat alat sesudah sesudah prosesproses penggerindaan.
penggerindaan. 3.
3. Memastikan beram sudah dibersihkan.Memastikan beram sudah dibersihkan.
2.3.
2.3. Alat Alat TapTap 2.3.1.
2.3.1. Definisi Definisi Alat Alat TapTap
Untuk ukuran diameter ulir yang kecil maka kita tidak memerlukan mesin bubut Untuk ukuran diameter ulir yang kecil maka kita tidak memerlukan mesin bubut untuk membuat ulir misal pada baut dan mur. Hanya dengan menggunakan tangan untuk membuat ulir misal pada baut dan mur. Hanya dengan menggunakan tangan dengan peralatan tap dan snei maka kita dapat membuat ulir.
dengan peralatan tap dan snei maka kita dapat membuat ulir.
Tap adalah untuk membuat ulir dalam (mur), sedangkan snei adalah untuk Tap adalah untuk membuat ulir dalam (mur), sedangkan snei adalah untuk membuat ulir luar (baut). Pada bagian pertama dari tulisan ini kita akan membahas cara membuat ulir luar (baut). Pada bagian pertama dari tulisan ini kita akan membahas cara membuat ulir dalam dengan menggunakan tap.
membuat ulir dalam dengan menggunakan tap.
Alat yang dipakai untuk membuat ulir dalam dengan tangan dinama
Alat yang dipakai untuk membuat ulir dalam dengan tangan dinama kan “TAP”kan “TAP” dalam hal ini disebut saja “
dipakai mesin. Bahannya tersebut dari baja karbon atau baja suat cepat (HSS) yang dipakai mesin. Bahannya tersebut dari baja karbon atau baja suat cepat (HSS) yang dikeraskan.
dikeraskan.
Tiap satu set, tap terdiri dari 3 buah yaitu tap no.1 (
Tiap satu set, tap terdiri dari 3 buah yaitu tap no.1 ( Intermediate Intermediate tap)tap) matamata potongnya
potongnya tirus tirus digunakan digunakan untuk untuk pengetapan pengetapan langkah langkah awal, awal, kemudian kemudian dilanjutkandilanjutkan dengan tap no. 2 (
dengan tap no. 2 (Tapper tapTapper tap) untuk pembentukan ulir, sedangkan tap no. 3 () untuk pembentukan ulir, sedangkan tap no. 3 ( Botoming Botoming tap
tap) dipergunakan untuk penyelesaian.) dipergunakan untuk penyelesaian. Tap memiliki beberapa macam ukuran dan tipeTap memiliki beberapa macam ukuran dan tipe sesuai dengan jenis ulir yang dihasilkan apakah itu ulir metrik ataupun ulir
sesuai dengan jenis ulir yang dihasilkan apakah itu ulir metrik ataupun ulir withworthwithworth.. Berikut arti huruf dan angka yang tertera pada tap
Berikut arti huruf dan angka yang tertera pada tap (hal ini juga berlaku pada snei).(hal ini juga berlaku pada snei). Langkah pengetapan
Langkah pengetapan
Contoh penulisan spesifikasi tap dan snei adalah sebagai berikut : Contoh penulisan spesifikasi tap dan snei adalah sebagai berikut :
a.
a. Tap/snei M10 x 1,5.Tap/snei M10 x 1,5.
Artinya adalah: M = Jenis ulir
Artinya adalah: M = Jenis ulir metricmetric 10 = Diameter nominal ulir dalam mm 10 = Diameter nominal ulir dalam mm 1,5 = Kisar ulir
1,5 = Kisar ulir b.
b. Tap/snei W 1/4 x 20, W 3/8 x 16Tap/snei W 1/4 x 20, W 3/8 x 16 Artinya adalah: W = Jenis ulir
Artinya adalah: W = Jenis ulir WitworthWitworth ¼ = Diameter nominal ulir dalam inci ¼ = Diameter nominal ulir dalam inci 20 = Jumlah gang ulir sepanjang satu inci 20 = Jumlah gang ulir sepanjang satu inci
Alat bantu yang dipakai untuk menggunakan tap, supaya dalam pemakainannya Alat bantu yang dipakai untuk menggunakan tap, supaya dalam pemakainannya lebih mudah. Dibutuhkan kunci pemegang tap atau tangkai tap. Pemegang tap lebih mudah. Dibutuhkan kunci pemegang tap atau tangkai tap. Pemegang tap bentuknya ada 3 macam y
2.3.2.
2.3.2. Gambar Gambar Alat Alat TapTap
Adapun gambar alat bantu tap dan alat tap adalah sebagai berikut: Adapun gambar alat bantu tap dan alat tap adalah sebagai berikut:
Gambar 2.4. Alat bantu Tap Gambar 2.4. Alat bantu Tap
Gambar
Gambar 2.5. A2.5. Alat Tlat Tapap
1 1 2 2 3 3 3 3 1 1 2 2
Keterangan alat bantu tap: Keterangan alat bantu tap: 1. Rahang 1. Rahang 2. Rumah Tap 2. Rumah Tap 3. 3. Handle Handle
Keterangan alat tap: Keterangan alat tap: 1. Tap 3 1. Tap 3 2. Tap 2 2. Tap 2 3. Tap 1 3. Tap 1 2.3.3.
2.3.3. Deskripsi Deskripsi KomponenKomponen
Adapun komponen-komponen yang terdapat pada alat bantu tap berfungsi Adapun komponen-komponen yang terdapat pada alat bantu tap berfungsi sebagai berikut:
sebagai berikut: 1.
1. Rahang, merupakan Rahang, merupakan bagian bagian dari dari rumah rumah tap tap yang digunakan yang digunakan untukuntuk menjepit tap
menjepit tap
2. Rumah Tap, tempat berdirinya tap agar dapat berfungsi untuk mengulir bahan 2. Rumah Tap, tempat berdirinya tap agar dapat berfungsi untuk mengulir bahan
baku bagian dalam baku bagian dalam 3.
3. Handle Handle, merupakan bagian dari rumah tap yang digunakan untuk, merupakan bagian dari rumah tap yang digunakan untuk mengendalikan perputaran tap pada saat pembuatan ulir.
mengendalikan perputaran tap pada saat pembuatan ulir.
Sedangkan komponen-komponen yang terdapat pada alat tap berfungsi sebagai Sedangkan komponen-komponen yang terdapat pada alat tap berfungsi sebagai berikut:
berikut:
1. Tap 3, (
1. Tap 3, ( Botoming tap Botoming tap) digunakan untuk proses penyelesaian penguliran) digunakan untuk proses penyelesaian penguliran 2. Tap 2, (
2. Tap 2, (Tapper tapTapper tap) digunakan untuk proses penguliran) digunakan untuk proses penguliran 3. Tap 1,(
3. Tap 1,( Intermediate Intermediate tap)tap) mata potongnya tirus, digunakan untuk proses awalmata potongnya tirus, digunakan untuk proses awal pengetapan.
pengetapan.
2.3.4.
2.3.4. SOP SOP ((SStandartandar d d OpeOperr ationation al Proceal Procedurdur e e ) Alat Tap) Alat Tap
Dalam menjalankan operasional alat tap, diperlukan standar-standar operasi Dalam menjalankan operasional alat tap, diperlukan standar-standar operasi prosedur
prosedur sebagai sebagai acuan acuan kerja kerja secara secara sungguh-sungguh sungguh-sungguh untuk untuk menghindari menghindari kegagalankegagalan kesalahan, keraguan, sehingga dapat menghasilkan produk
kesalahan, keraguan, sehingga dapat menghasilkan produk yang memuaskan.yang memuaskan.
2.3.4.1.
2.3.4.1. Langkah Langkah PersiapanPersiapan
Sebelum melakukan proses
Sebelum melakukan proses tapping tapping terdapat terdapat Standard Operation ProcedureStandard Operation Procedure yang harus dilaksanakan sebagai persiapan, yaitu:
yang harus dilaksanakan sebagai persiapan, yaitu: 1.
2.
2. Memakai alat-alatMemakai alat-alat safety safety seperti sarung tangan. seperti sarung tangan. 3.
3. Menggurdi bagian benda kerja yang akan ditap.Menggurdi bagian benda kerja yang akan ditap. 4.
4. Memastikan kondisi kelengkapan-kelengkapan alat tap.Memastikan kondisi kelengkapan-kelengkapan alat tap. 5.
5. Mengetahui dan memahami prosedur pemakaian alat tap sesuai SOP.Mengetahui dan memahami prosedur pemakaian alat tap sesuai SOP. 6.
6. Meletakkan ragum pada tempat yang stabil, dan tap terpasang tepat padaMeletakkan ragum pada tempat yang stabil, dan tap terpasang tepat pada rumahnya.
rumahnya. 7.
7. Memasang benda kerja pada ragum dengan kekencangan tepat dan posisiMemasang benda kerja pada ragum dengan kekencangan tepat dan posisi tegak lurus.
tegak lurus. 8.
8. Memposisikan badan yang benar untuk siap melaMemposisikan badan yang benar untuk siap melakukan proseskukan proses tapping tapping .. 9.
9. MempersiapkanMempersiapkan stopwatch stopwatch untuk menghitung waktu untuk menghitung waktu setup setup dan waktu dan waktu proses.
proses.
2.3.4.2.
2.3.4.2. Langkah Langkah pelaksanaanpelaksanaan
Standard Operation Procedure
Standard Operation Procedure dalam pelaksanaan dalam pelaksanaan tapping tapping ini adalah sebagai ini adalah sebagai berikut:
berikut: 1.
1. Menekan tap pada benda kerja yang sudah digurdi agar tepat posisinyaMenekan tap pada benda kerja yang sudah digurdi agar tepat posisinya dengan posisi tangan tepat di atas rumah tap.
dengan posisi tangan tepat di atas rumah tap. 2.
2. Memutar searah jarum jam sampai tap mempunyai titik fokus.Memutar searah jarum jam sampai tap mempunyai titik fokus. 3.
3. Merubah posisi tangan menjadi di lengan rumah tap.Merubah posisi tangan menjadi di lengan rumah tap. 4.
4. Memutar dengan sudut 270Memutar dengan sudut 270oo, dikembalikan 90, dikembalikan 90oo 5.
5. Melakukan pemutaran secara kontinyu sampai jarak yang dinginkan.Melakukan pemutaran secara kontinyu sampai jarak yang dinginkan. 6.
6. Melepaskan tap dari benda kerja dengan memutar berbalik arah jarum jam.Melepaskan tap dari benda kerja dengan memutar berbalik arah jarum jam. 7.
7. Melepaskan benda kerja dari ragum.Melepaskan benda kerja dari ragum. 8.
8. Mencatat waktu yang digunakan.Mencatat waktu yang digunakan.
2.3.4.3.
2.3.4.3. Langkah Langkah PerawataPerawatann
Standard Operation Procedure
Standard Operation Procedure dalam perawatan alat dalam perawatan alat tapping tapping ini adalah ini adalah sebagai berikut :
sebagai berikut : 1.
1. Memastikan beram sudah dibersihkan.Memastikan beram sudah dibersihkan. 2.
2.4.
2.4. Alat Alat SneiSnei 2.4.1.
2.4.1. Definisi Definisi Alat Alat SneiSnei
Tap dan snei adalah alat untuk membuat ulir. Tap adalah untuk membuat ulir Tap dan snei adalah alat untuk membuat ulir. Tap adalah untuk membuat ulir dalam (mur), sedangkan snei adalah untuk membuat ulir luar (baut). Bentuk snei dalam (mur), sedangkan snei adalah untuk membuat ulir luar (baut). Bentuk snei menyerupai mur tetapi ulirnya merupakan mata potong. Gigi-gigi ulir setelah dibentuk menyerupai mur tetapi ulirnya merupakan mata potong. Gigi-gigi ulir setelah dibentuk kemudian dikeraskan dan temper agar dia mampu melakukan pemotongan terhadap kemudian dikeraskan dan temper agar dia mampu melakukan pemotongan terhadap benda
benda kerja. kerja. Pada Pada proses proses pembuatan pembuatan ulir, ulir, snei snei dipegang dipegang oleh oleh tangkai tangkai snei. snei. Snei Snei yangyang biasanya digunakan untuk p
biasanya digunakan untuk pembuatan ulir adalah snei pejal dan snei bercelahembuatan ulir adalah snei pejal dan snei bercelah Langkah menyenei
Langkah menyenei 1.
1. Mengatur posisi snei dan tanganMengatur posisi snei dan tangan
Kedudukan gigi snei harus diatur agar bagian tirusnya menghadap ke bawah, Kedudukan gigi snei harus diatur agar bagian tirusnya menghadap ke bawah, dengan demikian snei akan cepat mengulir pada benda kerja. Dengan dengan demikian snei akan cepat mengulir pada benda kerja. Dengan menempatkan snei pada batang benda kerja dan kedudukan kedua tangan menempatkan snei pada batang benda kerja dan kedudukan kedua tangan dekat dengan rumah snei. Tekanlah snei itu sambil diputar perlahan
dekat dengan rumah snei. Tekanlah snei itu sambil diputar perlahan – – lahan lahan dengan posisi tegak lurus terhadap benda kerja.
dengan posisi tegak lurus terhadap benda kerja. 2.
2. Mengatur posisi tangan setelah pemakananMengatur posisi tangan setelah pemakanan
Apabila snei sudah terasa memakan benda kerja, maka pindahkanlah Apabila snei sudah terasa memakan benda kerja, maka pindahkanlah kedudukan tangan kita pada ujung gagang snei supaya pemutarannya lebih kedudukan tangan kita pada ujung gagang snei supaya pemutarannya lebih ringan, dalam hal ini tidak perlu lagi ditekan.
ringan, dalam hal ini tidak perlu lagi ditekan. 3.
3. Pemutaran sneiPemutaran snei
Apabila bahan yang akan disnei memiliki sifat liat, pemutaran snei harus bolak Apabila bahan yang akan disnei memiliki sifat liat, pemutaran snei harus bolak – – balik
balik arah arah jarum jarum jam. jam. Pemutaran Pemutaran searah searah jarum jarum jam jam merupakan merupakan langkahlangkah penguliran, sedangkan pemu
penguliran, sedangkan pemutaran berlawanan arah jarum jam untuk memutuskantaran berlawanan arah jarum jam untuk memutuskan beram (pendekatan
beram (pendekatan besarnya sudut sama besarnya sudut sama dengan pada dengan pada saat mengetap). saat mengetap). Selain ituSelain itu dengan membolak
dengan membolak – – balik arah, snei akan berperan menahan batang yang diulir balik arah, snei akan berperan menahan batang yang diulir tersebut tidak bengkok akibat panas dan jangan lupa selama menyenei pakailah tersebut tidak bengkok akibat panas dan jangan lupa selama menyenei pakailah oli pelumas bila diperlukan.
2.4.2.
2.4.2. Gambar Gambar Alat Alat SneiSnei
Adapun gambar alat snei adalah sebagai berikut: Adapun gambar alat snei adalah sebagai berikut:
Gambar 2.6. Alat snei Gambar 2.6. Alat snei
Keterangan: Keterangan: 1. 1. Handle Handle 2. Mur Pengencang 2. Mur Pengencang 3. Rumah Snei 3. Rumah Snei 4. Snei 4. Snei 2.4.3.
2.4.3. Deskripsi Deskripsi KomponenKomponen
Adapun komponen-komponen yang terdapat pada alat snei berfungsi sebagai Adapun komponen-komponen yang terdapat pada alat snei berfungsi sebagai berikut:
berikut: 1.
1. Handle Handle, merupakan bagian dari rumah snei yang digunakan untuk, merupakan bagian dari rumah snei yang digunakan untuk mengendalikan perputaran snei pada saat pembuatan ulir
mengendalikan perputaran snei pada saat pembuatan ulir 2.
2. Mur pengencang, merupakan bagian dari rumah snei yang digunakan untukMur pengencang, merupakan bagian dari rumah snei yang digunakan untuk mengencangkan snei yang terpasang di dalam rumah snei tersebut.
mengencangkan snei yang terpasang di dalam rumah snei tersebut. 3.
3. Rumah snei, tempat meletakkan snei agar dapat berfungsi untuk mengulirRumah snei, tempat meletakkan snei agar dapat berfungsi untuk mengulir bahan baku.
bahan baku. 4.
4. Snei, alat yang digunakan untuk membuat ulir Snei, alat yang digunakan untuk membuat ulir luar pada bahan baku.luar pada bahan baku.
1 1 2 2 3 3 4 4
2.4.4.
2.4.4. SOP SOP ((SStandartandar d d OpeOperr ationation al Proceal Procedurdur e e ) Alat Snei) Alat Snei Dalam
Dalam menjalankan menjalankan operasional operasional alat alat snei, snei, diperlukan diperlukan standar-standar standar-standar operasioperasi prosedur
prosedur sebagai sebagai acuan acuan kerja kerja secara secara sungguh-sungguh sungguh-sungguh untuk untuk menghindari menghindari kegagalankegagalan kesalahan, keraguan, sehingga dapat menghasilkan
kesalahan, keraguan, sehingga dapat menghasilkan produk yang memuaskan.produk yang memuaskan.
2.4.4.1.
2.4.4.1. Langkah Langkah PersiapanPersiapan
Sebelum melakukan proses snei terdapat
Sebelum melakukan proses snei terdapat Standard Operation ProcedureStandard Operation Procedure yang yang harus dilaksanakan sebagai persiapan, yaitu:
harus dilaksanakan sebagai persiapan, yaitu: 1.
1. Mempersiapkan alat-alatMempersiapkan alat-alat safety. safety. 2.
2. Memakai alat-alatMemakai alat-alat safety safety seperti sarung tangan. seperti sarung tangan. 3.
3. Mengikir bagian benda kerja yang akan disnei.Mengikir bagian benda kerja yang akan disnei. 4.
4. Memastikan kondisi kelengkapan-kelengkapan alat snei.Memastikan kondisi kelengkapan-kelengkapan alat snei. 5.
5. Mengetahui Mengetahui dan dan memahami memahami prosedur prosedur pemakaian pemakaian alat alat snei snei sesuai sesuai SOP.SOP. 6.
6. Meletakkan ragum pada tempat yang stabil, dan snei terpasang tepat padaMeletakkan ragum pada tempat yang stabil, dan snei terpasang tepat pada rumahnya.
rumahnya. 7.
7. Memasang benda kerja pada ragum dengan kekencangan tepat dan posisiMemasang benda kerja pada ragum dengan kekencangan tepat dan posisi tegak lurus.
tegak lurus. 8.
8. Memposisikan badan yang benar untuk siap melakukan proses snei.Memposisikan badan yang benar untuk siap melakukan proses snei. 9.
9. MempersiapkanMempersiapkan stopwatch stopwatch untuk menghitung waktu untuk menghitung waktu set set upup dan waktu dan waktu proses.
proses.
2.4.4.2.
2.4.4.2. Langkah Langkah pelaksanaanpelaksanaan
Standard Operation Procedure
Standard Operation Procedure dalam dalam pelaksanaan pelaksanaan proses proses snei snei ini ini adalahadalah sebagai berikut:
sebagai berikut: 1.
1. Menekan Menekan snei pada snei pada benda benda kerja agar kerja agar tepat ptepat posisinya osisinya dengan dengan posisi tanganposisi tangan tepat di atas rumah snei
tepat di atas rumah snei 2.
2. Memutar searah Memutar searah jarum jam jarum jam sampai lubang sampai lubang snei mencekam snei mencekam permukaanpermukaan benda kerja yang akan disnei
benda kerja yang akan disnei 3.
3. Merubah Merubah posisi posisi tangan tangan menjadi menjadi di di lengan lengan rumah rumah sneisnei 4.
4. Memutar Memutar dengan dengan sudut sudut 270270oo, dikembalikan 90, dikembalikan 90oo 5.
5. Melakukan Melakukan pemutaran pemutaran secara secara kontinyu kontinyu sampai jarak sampai jarak yang yang dinginkandinginkan 6.
6. Melepaskan Melepaskan snei dsnei dari benari benda da kerja kerja dengan dengan memutar bmemutar berbalik erbalik arah arah jamjam 7.
8.
8. Mencatat Mencatat waktu waktu yang yang digunakandigunakan
2.4.4.3.
2.4.4.3. Langkah Langkah PerawataPerawatann
Standard Operation Procedure
Standard Operation Procedure dalam perawatan alat snei ini adalah sebagai dalam perawatan alat snei ini adalah sebagai berikut:
berikut: 1.
1. Memastikan Memastikan beram beram sudah sudah dibersihkan.dibersihkan. 2.
2. Membersihkan Membersihkan tatal tatal bekas bekas penyayatannya.penyayatannya.
2.5.
2.5. Mesin Mesin BubutBubut 2.5.1.
2.5.1. Definisi Definisi Mesin Mesin BubutBubut Mesin bubut (
Mesin bubut (turning machineturning machine) adalah suatu jenis mesin perkakas yang dalam) adalah suatu jenis mesin perkakas yang dalam proses
proses kerjanya kerjanya bergerak bergerak memutar memutar benda benda kerja kerja dan dan menggunakan menggunakan mata mata potong potong pahatpahat ((toolstools) sebagai alat untuk menyayat benda kerja tersebut. Pada prosesnya benda kerja) sebagai alat untuk menyayat benda kerja tersebut. Pada prosesnya benda kerja terlebih dahulu dipasang pada
terlebih dahulu dipasang pada chuck chuck (pencekam) yang terpasang pada spindel mesin, (pencekam) yang terpasang pada spindel mesin, kemudian spindel dan benda kerja diputar dengan kecepatan sesuai perhitungan. Alat kemudian spindel dan benda kerja diputar dengan kecepatan sesuai perhitungan. Alat potong (pahat) yang dipakai
potong (pahat) yang dipakai untuk membentuk benda kerja untuk membentuk benda kerja akan disayatkan pada akan disayatkan pada bendabenda kerja yang berputar. Umumnya pahat bubut dalam keadaan diam, pada kerja yang berputar. Umumnya pahat bubut dalam keadaan diam, pada perkembangannya
perkembangannya ada ada jenis jenis mesin mesin bubut bubut yang yang berputar berputar alat alat potongnynya, potongnynya, sedangkansedangkan benda
benda kerjanya kerjanya diam. diam. Dalam Dalam kecepatan kecepatan putar putar sesuai sesuai perhitungan, perhitungan, alat alat potong potong akanakan mudah memotong benda kerja sehingga benda kerja mudah dibentuk sesuai yang mudah memotong benda kerja sehingga benda kerja mudah dibentuk sesuai yang diinginkan. Dikatakan konvensional karena untuk membedakan dengan mesin-mesin diinginkan. Dikatakan konvensional karena untuk membedakan dengan mesin-mesin yang dikontrol dengan komputer (
yang dikontrol dengan komputer ( Computer Numerically Controlled Computer Numerically Controlled ) ataupun kontrol) ataupun kontrol numerik (
numerik ( Numerical Numerical Control Control ) dan karena jenis mesin konvensional mutlak diperlukan) dan karena jenis mesin konvensional mutlak diperlukan keterampilan manual dari operatornya. Pada kelompok mesin bubut konvensional juga keterampilan manual dari operatornya. Pada kelompok mesin bubut konvensional juga terdapat bagian-bagian otomatis dalam pergerakkannya bahkan juga ada yang terdapat bagian-bagian otomatis dalam pergerakkannya bahkan juga ada yang dilengkapi dengan layanan sistim otomasi baik yang dilayani dengan sistim hidraulik, dilengkapi dengan layanan sistim otomasi baik yang dilayani dengan sistim hidraulik, pneumatik ataupun
pneumatik ataupun elektrik. Ukuran elektrik. Ukuran mesinnyapun tidak mesinnyapun tidak semata-mata semata-mata kecil kecil karena tidakkarena tidak sedikit mesin bubut konvensional yang dipergunakan untuk mengerjakan pekerjaan sedikit mesin bubut konvensional yang dipergunakan untuk mengerjakan pekerjaan besar seperti
besar seperti yang dipergunakan pada industri perkapalan dalam membuat atau merawatyang dipergunakan pada industri perkapalan dalam membuat atau merawat poros baling-baling kapal yang
poros baling-baling kapal yang diameternya mencapai 1000 mm.diameternya mencapai 1000 mm.
Komponen utama dari mesin bubut terdiri dari 5 bagian, yaitu: Landasan ( Komponen utama dari mesin bubut terdiri dari 5 bagian, yaitu: Landasan ( bed bed ),), pembawa
pembawa ((carriagecarriage),), headstock headstock ,, tailstock,tailstock, dan poros berulir ( dan poros berulir (lead screwlead screw). Landasan). Landasan ((bed bed ) merupakan komponen utama mesin bubut yang berfungsi sebagai) merupakan komponen utama mesin bubut yang berfungsi sebagai
penopang/duduk
penopang/dudukan an komponen-komponen komponen-komponen lainnya. lainnya. Landasan Landasan ini ini bersifat bersifat kaku kaku dandan terbuat dari besi cor dimana pada bagian atasnya dikeraskan supaya tahan gesek dan terbuat dari besi cor dimana pada bagian atasnya dikeraskan supaya tahan gesek dan tahan aus. Pembawa (
tahan aus. Pembawa (carriagecarriage) bergerak sepanjang landasan, komponen ini terdiri dari) bergerak sepanjang landasan, komponen ini terdiri dari cross-slide
cross-slide,, tool post tool post dan apron. Pahat potong dipasangkan pada dan apron. Pahat potong dipasangkan pada tool post tool post dimana dimana posisinya
posisinya dapat dapat diatur diatur sesuai sesuai dengan dengan arah arah yang yang diinginkan.diinginkan. Headstock Headstock merupakan merupakan tempat dudukan
tempat dudukan spindle spindle, motor pengerak dan gigi-gigi transmisi pengatur kecepatan., motor pengerak dan gigi-gigi transmisi pengatur kecepatan. Headstock
Headstock juga merupakan dudukan tempat pemegang benda kerja ( juga merupakan dudukan tempat pemegang benda kerja ( chuck chuck ) yang) yang merupakan komponen tambahan pada mesin bubut
merupakan komponen tambahan pada mesin bubut . Tailstock . Tailstock merupakan tempat merupakan tempat dudukan ujung yang lain dari benda kerja serta berfungsi sebagai titik pusat (
dudukan ujung yang lain dari benda kerja serta berfungsi sebagai titik pusat ( center)center) dari benda kerja. Poros berulir berfungsi untuk meggerakan
dari benda kerja. Poros berulir berfungsi untuk meggerakan carriagecarriage (pisau potong) (pisau potong) dengan kecepatan yang telah diatur sesuai dengan jenis pemotongan yang diinginkan dengan kecepatan yang telah diatur sesuai dengan jenis pemotongan yang diinginkan
2.5.2.
2.5.2. Gambar Gambar Mesin Mesin BubutBubut
Adapun gambar mesin bubut adalah sebagai berikut : Adapun gambar mesin bubut adalah sebagai berikut :
Gambar 2.7 Gambar Mesin Bubut Gambar 2.7 Gambar Mesin Bubut
Keterangan : Keterangan : 1.
1. OnOn 2.
2. Penjepit PahatPenjepit Pahat
3.
3. TombolTombol Off Off
4.
4. CarriageCarriage Tombol Tombol 5.
5. ChuckChuck 6.
6. Eretan AtasEretan Atas 7.
7. TransporterTransporter 8.
8. ApronApron
2.5.3.
2.5.3. Deskripsi Deskripsi KomponenKomponen
Adapun komponen-komponen yang ada pada mesin bubut adalah sebagai Adapun komponen-komponen yang ada pada mesin bubut adalah sebagai berikut
berikut :: 1.
1. TombolTombol onon berfunsi sebagai tombol untuk meny berfunsi sebagai tombol untuk menyalakan mesin bubut.alakan mesin bubut. 2.
2. Penjepit pahat berfungsi untuk menjepit atau memegang pahat,Penjepit pahat berfungsi untuk menjepit atau memegang pahat, 3.
3. TombolTombol off off berfungsi untuk mematikan mesin bubut berfungsi untuk mematikan mesin bubut 4.
4. CarriageCarriage merupakan meja penggerak pahat dan terletak di atas apron merupakan meja penggerak pahat dan terletak di atas apron 1 1 3 3 7 7 5 5 4 4 6 6 2 2 8 8
5.
5. ChuckChuck Merupakan Merupakan bagian bagian mesin mesin bubut bubut yang yang berfungsi berfungsi untukuntuk memegangbenda kerja agar tidak bergoyang saat pembubutan.
memegangbenda kerja agar tidak bergoyang saat pembubutan. 6.
6. Eretan atas berfungsi sebagai dudukan penjepit pahat yang sekaligus berfungsiEretan atas berfungsi sebagai dudukan penjepit pahat yang sekaligus berfungsi untuk mengatur besaran majunya pahat pada proses pembuatan ulir, alur, tirus, untuk mengatur besaran majunya pahat pada proses pembuatan ulir, alur, tirus, champer
champer (pinggul) dan lain-lain yang ketelitiannya bisa mencapai 0,01 mm(pinggul) dan lain-lain yang ketelitiannya bisa mencapai 0,01 mm
7.
7. Transporter Transporter atau poros transporter adalah poros berulir segi empat atau trapesium atau poros transporter adalah poros berulir segi empat atau trapesium yang biasanya memiliki kisar 6 mm, digunakan untuk membawa eretan pada waktu yang biasanya memiliki kisar 6 mm, digunakan untuk membawa eretan pada waktu membubut ulir, membubut alur dan
membubut ulir, membubut alur dan pekerjaan pempekerjaan pembubutan lainnya.bubutan lainnya.
2.5.4. SOP
2.5.4. SOP(Sta(Standarndar d Oped Operr ationation al Pral Pr oceocedurdur ee) ) mesin bubut mesin bubut
Dalam menjalankan operasional mesin bubut, diperlukan standar-standar operasi Dalam menjalankan operasional mesin bubut, diperlukan standar-standar operasi prosedur
prosedur sebagai sebagai acuan acuan kerja kerja secara secara sungguh-sungguh sungguh-sungguh untuk untuk menghindari menghindari kegagalankegagalan kesalahan, keraguan, sehingga dapat menghasilkan
kesalahan, keraguan, sehingga dapat menghasilkan produk yang memuaskan.produk yang memuaskan. 2.5.4.1.
2.5.4.1. Langkah Langkah PersiapanPersiapan
Adapun langkah persiapan dalam menggunakan mesin frais adalah: Adapun langkah persiapan dalam menggunakan mesin frais adalah: 1.
1. Memakai alat sefti sesuai ketentuan yang adaMemakai alat sefti sesuai ketentuan yang ada 2.
2. Menyiapkan material yang akan dibubutMenyiapkan material yang akan dibubut 3.
3. Memeriksa kondisi mesinMemeriksa kondisi mesin 4.
4. Menyiapkan kunci bubutMenyiapkan kunci bubut 2.5.4.2.
2.5.4.2. Langkah Langkah Pelaksanaan Pelaksanaan PengerjaPengerjaanan
Adapun langkah pelaksanaan pengerjaan pada mesin bubut adalah: Adapun langkah pelaksanaan pengerjaan pada mesin bubut adalah: 1.
1. Memasang benda kerja padaMemasang benda kerja pada chuck chuck (cekam) (cekam) 2.
2. Menyambungkan kabel mesin bubut ke sumber teganganMenyambungkan kabel mesin bubut ke sumber tegangan 3.
3. Menekan tombolMenekan tombol onon 4.
4. Mengatur posisi eretan agar sesuai dengan pembubutan yang kita inginkanMengatur posisi eretan agar sesuai dengan pembubutan yang kita inginkan 5.
5. Bubut bagian benda kerja yang di iBubut bagian benda kerja yang di inginkannginkan 6.
6. Buat pergeseran eretan secara kontinu sampai menjadi bentuk yang diBuat pergeseran eretan secara kontinu sampai menjadi bentuk yang di inginkan
inginkan 7.
7. Menekan tombolMenekan tombol off off 2.5.4.3.
2.5.4.3. Langkah Langkah PerawataPerawatann
Adapun langkah perawatan pada mesin bubut adala Adapun langkah perawatan pada mesin bubut adalah:h: 1.
2.
2. Dalam pelaksanaan perawatan seperti pengantian oli pelumasan mesinDalam pelaksanaan perawatan seperti pengantian oli pelumasan mesin dan pemberian grease,diharuskan memakai oli yang dipersyaratkan oleh dan pemberian grease,diharuskan memakai oli yang dipersyaratkan oleh pabrik
pabrik pembuat mesinpembuat mesin 3.
3. Setelah selesai mengoperasikan mesin,bersihkan bagian-bagian mesinSetelah selesai mengoperasikan mesin,bersihkan bagian-bagian mesin dari beram-beram hasil pemotongan dan cairan pendingin.
dari beram-beram hasil pemotongan dan cairan pendingin. 4.
4. Untuk pemasangan benda kerja pada poros utamUntuk pemasangan benda kerja pada poros utama,tidak diperkenakana,tidak diperkenakan memukul
memukul benda kerja benda kerja secara keras dengan msecara keras dengan mengunakan palu/engunakan palu/hammer hammer 5.
5. Jaga dan perhatikan secara seksama selama pengoperasian mesin,janganJaga dan perhatikan secara seksama selama pengoperasian mesin,jangan sampai beram-beram yang halus dan keras terutama beram besi tulang jatuh sampai beram-beram yang halus dan keras terutama beram besi tulang jatuh kemeja mesin dan terbawa oleh eretan.
kemeja mesin dan terbawa oleh eretan. 6.
6. Setelah selesai mengoperasikan mesin,atur semua handel-handel pada posisiSetelah selesai mengoperasikan mesin,atur semua handel-handel pada posisi netral dan mematikan sumber tenaga mesin.
netral dan mematikan sumber tenaga mesin. 2.6.
2.6. Mesin Mesin GurdiGurdi 2.6.1.
2.6.1. Definisi MDefinisi Mesin Gesin Gurdiurdi
Penggurdian adalah membuat lubang dalam sebuah obyek dengan menekankan Penggurdian adalah membuat lubang dalam sebuah obyek dengan menekankan sebuah gurdi berputar kepadanya. Hal yang sama dapat dicapai dengan memegang sebuah gurdi berputar kepadanya. Hal yang sama dapat dicapai dengan memegang penggurdi
penggurdi stasioner stasioner dan dan memutar memutar benda benda kerja. kerja. Pengeboran Pengeboran adalahadalah meluaskan/memperbesar lubang yang telah digurdi atau diberi inti. Pada prinsipnya meluaskan/memperbesar lubang yang telah digurdi atau diberi inti. Pada prinsipnya merupakan suatu operasi penepatan sebuah lubang yang telah digurdi sebelumnya merupakan suatu operasi penepatan sebuah lubang yang telah digurdi sebelumnya dengan pahat jenis mesin bubut mata tunggal.
dengan pahat jenis mesin bubut mata tunggal. Mesin
Mesin drilling drilling adalah suatu proses yang dilakukan oleh mesin perkakas dalam adalah suatu proses yang dilakukan oleh mesin perkakas dalam hal ini adalah berupa pemberian tekanan kepada benda kerja sehingga terjadi lubang hal ini adalah berupa pemberian tekanan kepada benda kerja sehingga terjadi lubang pada benda
pada benda kerja kerja yang biasanya byang biasanya berupa putaran erupa putaran yang dilakukan pahat yang dilakukan pahat dan gerak dan gerak makanmakan berupa translasi oleh pahat.
berupa translasi oleh pahat. Mesin ini menggunakan titik-titik Mesin ini menggunakan titik-titik kendali yang menyangkutkendali yang menyangkut gelendong berisi bit latihan dan dua poros mengendalikan atau meja kerja.
gelendong berisi bit latihan dan dua poros mengendalikan atau meja kerja. BeberapaBeberapa mesin
mesin NC NC mempunyai menara kecil yang berisi enam atau delapan latihan menggigit. mempunyai menara kecil yang berisi enam atau delapan latihan menggigit. Menara kecil tersebut digunakan untuk pemrograman di bawah
Menara kecil tersebut digunakan untuk pemrograman di bawah NC NC kendali. kendali.
Pada proses produksi harus memperhatikan hasil produksi,waktu dan biaya. Pada proses produksi harus memperhatikan hasil produksi,waktu dan biaya. Faktor
Faktor – – faktor tersebut saling berkaitan karena semakin lama proses produksi semakin faktor tersebut saling berkaitan karena semakin lama proses produksi semakin besar
besar biaya biaya yang yang diperlukan. diperlukan. Di Di samping samping itu itu pula pula kualitas kualitas hasil hasil produksi produksi sangatsangat menentukan. Dalam permesinan hal ini dipengaruhi oleh kondisi permesinan dan menentukan. Dalam permesinan hal ini dipengaruhi oleh kondisi permesinan dan pemilihan mata bor.
Untuk menentukan kondisi permesinan serta pemilihan mata bor yang tepat pada Untuk menentukan kondisi permesinan serta pemilihan mata bor yang tepat pada suatu proses permesinan diperlukan suatu perhitungan yang cermat dengan melalui suatu proses permesinan diperlukan suatu perhitungan yang cermat dengan melalui analisa data dari berbagai percobaan dan penelitian. Untuk mengolah data analisa analisa data dari berbagai percobaan dan penelitian. Untuk mengolah data analisa terkadang memakan waktu yang lama, hal ini disebabkan karena banyaknya pemakaian terkadang memakan waktu yang lama, hal ini disebabkan karena banyaknya pemakaian rumus dan tabel dari berbagai literatur atau perhitungan dari data permesinan itu sendiri. rumus dan tabel dari berbagai literatur atau perhitungan dari data permesinan itu sendiri. Salah satu penerapan dalam hal pemanfaatan teknologi komputasi adalah Salah satu penerapan dalam hal pemanfaatan teknologi komputasi adalah membuat simulasi perhitungan untuk gaya potong mata bor pada proses pengeboran. membuat simulasi perhitungan untuk gaya potong mata bor pada proses pengeboran. Dimana tujuan dan manfaat yang diharapkan dari sebuah simulasi adalah untuk Dimana tujuan dan manfaat yang diharapkan dari sebuah simulasi adalah untuk memperkecil kesalahan operator dilapangan yaitu dengan melihat dan menganalisa memperkecil kesalahan operator dilapangan yaitu dengan melihat dan menganalisa obyek dari simulasi.
obyek dari simulasi.
Penerapan teknologi ini cukup baik untuk dikembangkan karena data dan Penerapan teknologi ini cukup baik untuk dikembangkan karena data dan hasilnya dapat dimanfaatkan oleh pekerja atau operator mesin bor dengan ketrampilan hasilnya dapat dimanfaatkan oleh pekerja atau operator mesin bor dengan ketrampilan dan pemahaman teori teknologi proses permesinan dengan tingkat yang sedang maupun dan pemahaman teori teknologi proses permesinan dengan tingkat yang sedang maupun tidak terampil. Dimana hasil dari permesinan diharapkan akan mendekati hasil dengan tidak terampil. Dimana hasil dari permesinan diharapkan akan mendekati hasil dengan kualitas teoritis. Untuk perhitungan ini menggunakan bahan ST 37 dengan data tetap kualitas teoritis. Untuk perhitungan ini menggunakan bahan ST 37 dengan data tetap untuk setiap perhitungan.
untuk setiap perhitungan.
2.6.2.
2.6.2. Gambar Gambar Mesin Mesin GurdiGurdi
Adapun gambar mesin gurdi adalah sebagai berikut: Adapun gambar mesin gurdi adalah sebagai berikut:
Gambar 2.8 Gambar Mesin Gurdi Gambar 2.8 Gambar Mesin Gurdi
1 1 3 3 7 7 5 5 4 4 6 6 2 2 8 8
Keterangan : Keterangan : 1. 1. TombolTombol onon 2. 2. SpindleSpindle 3.
3. TombolTombol off off 4.
4. ColumColum (tiang) (tiang) 5.
5. Pencekam mata borPencekam mata bor 6.
6. Landasan (blok paralel)Landasan (blok paralel) 7.
7. RagumRagum 8.
8. Base Base (dudukan)(dudukan)
2.6.3.
2.6.3. Deskripsi Deskripsi KomponenKomponen
Adapun komponen-komponen yang ada pada mesin bubut adalah sebagai Adapun komponen-komponen yang ada pada mesin bubut adalah sebagai berikut :
berikut : 1.
1. TombolTombol onon untuk menghidupkan mesin.untuk menghidupkan mesin. 2.
2. Pencekam mata bor digunakan untuk mencekam mata bor yang berbentukPencekam mata bor digunakan untuk mencekam mata bor yang berbentuk silindris. Pencekam mata bor ada
silindris. Pencekam mata bor ada dua macam, yaitu pencekam dua rahang dandua macam, yaitu pencekam dua rahang dan pencekam tiga rahang.
pencekam tiga rahang. 3.
3. Ragum pada Mesin Gurdi digunakan untuk mencekam benda kerja pada saatRagum pada Mesin Gurdi digunakan untuk mencekam benda kerja pada saat akan di bor.
akan di bor. 4.
4. Landasan (blok paralel) digunakan sebagai landasan pada pengeboran lubangLandasan (blok paralel) digunakan sebagai landasan pada pengeboran lubang tembus, untuk mencegah ragum atau meja mesin turut terbor.
tembus, untuk mencegah ragum atau meja mesin turut terbor. 5.
5. Sarung bor digunakan untuk mencekam mata bor yang bertangkai konis.Sarung bor digunakan untuk mencekam mata bor yang bertangkai konis. 6.
6. Base Base (dudukan) merupakan penopang dari semua komponen. (dudukan) merupakan penopang dari semua komponen. 7.
7. ColumColum (tiang) merupakan bagian dari mesin bor yang di gunakan untuk (tiang) merupakan bagian dari mesin bor yang di gunakan untuk bagian-bagian yang di gun
bagian-bagian yang di gunakan untuk proses pengeboran.akan untuk proses pengeboran. 8.
8. Spindle bagian yang di gerakan olehSpindle bagian yang di gerakan oleh chuckchuck atau pencekam yang mencekamatau pencekam yang mencekam atau memegang mata bor.
atau memegang mata bor. 9.
2.6.4. SOP
2.6.4. SOP (Sta(Standarndar d Oped Operr ationation al Pral Pr oceocedurdur ee) ) mesin gurdi mesin gurdi
Dalam menjalankan operasional mesin gurdi, diperlukan standar-standar operasi Dalam menjalankan operasional mesin gurdi, diperlukan standar-standar operasi prosedur
prosedur sebagai sebagai acuan acuan kerja kerja secara secara sungguh-sungguh sungguh-sungguh untuk untuk menghindari menghindari kegagalankegagalan kesalahan, keraguan, sehingga dapat menghasilkan
kesalahan, keraguan, sehingga dapat menghasilkan produk yang memuaskan.produk yang memuaskan. 2.6.4.1.
2.6.4.1. Langkah Langkah PersiapanPersiapan
Adapun langkah persiapan dalam menggunakan mesin frais adalah: Adapun langkah persiapan dalam menggunakan mesin frais adalah: 1.
1. Memakai alat sefti sesuai ketentuan yang ada.Memakai alat sefti sesuai ketentuan yang ada. 2.
2. Hindari pakaian longgar.Hindari pakaian longgar. 3.
3. Menyiapkan material yang akan digurdi.Menyiapkan material yang akan digurdi. 4.
4. Memeriksa kondisi mesin.Memeriksa kondisi mesin. 5.
5. Menyiapkan mata bor yang akan diMenyiapkan mata bor yang akan digunakan.gunakan. 2.6.4.2.
2.6.4.2. Langkah Langkah Pelaksanaan Pelaksanaan PengerjaanPengerjaan
Adapun langkah pelaksanaan pengerjaan pada mesin gurdi adalah: Adapun langkah pelaksanaan pengerjaan pada mesin gurdi adalah: 1.
1. Memasang benda kerja padaMemasang benda kerja pada chuck chuck (cekam). (cekam). 2.
2. Menyambungkan kabel mesin bubut ke sumber tegangan.Menyambungkan kabel mesin bubut ke sumber tegangan. 3.
3. Mengatur posisi benda kerja terhadap mata bor.Mengatur posisi benda kerja terhadap mata bor. 4.
4. Mengatur kedalaman penggurdian sesuai kebutuhan.Mengatur kedalaman penggurdian sesuai kebutuhan. 5.
5. Menekan tombolMenekan tombol on.on. 6.
6. Gurdi bagian benda kerja yang di inginkan.Gurdi bagian benda kerja yang di inginkan. 7.
7. Menekan tombolMenekan tombol off.off.
2.6.4.3
2.6.4.3 Langkah Langkah PerawatPerawatanan
Sebuah mesin dalam menjaga performa kinerjanya juga membutuhkan Sebuah mesin dalam menjaga performa kinerjanya juga membutuhkan perawatan yang intensif
perawatan yang intensif pada setiap komponen mesinnya. Hal pada setiap komponen mesinnya. Hal ini juga diperlukan ini juga diperlukan untukuntuk mesin gurdi Adapun langkah perawatan pada mesin gurdi adalah:
mesin gurdi Adapun langkah perawatan pada mesin gurdi adalah: 1.
1. Pelumasan secara rutin untuk menghilangkan panas dan gesekan.Pelumasan secara rutin untuk menghilangkan panas dan gesekan. 2.
2. Mesin harus dibersihkan setelah digunakan.Mesin harus dibersihkan setelah digunakan. 3.
3. ChipsChips harus dibersihkan denga menggunakan kuas. harus dibersihkan denga menggunakan kuas. 4.
4. Mesin diolesi dengan cairan anti karat untuk mencegah dari berkaratMesin diolesi dengan cairan anti karat untuk mencegah dari berkarat 5.
5. Pastikan untuk alat pemtong berjalan lurus (stabil) sebelum memulaiPastikan untuk alat pemtong berjalan lurus (stabil) sebelum memulai operasi.
operasi. 6.
2.7.
2.7. Mesin Mesin FraisFrais 2.7.1.
2.7.1. Definisi Definisi Mesin Mesin FraisFrais
Pengerjaan
Pengerjaan logam logam dalam dalam duniadunia manufacturing manufacturing ada beberapa macam, mulai dari ada beberapa macam, mulai dari pengerjaan
pengerjaan panas, panas, pengerjaan pengerjaan dingin dingin hingga hingga pengerjaan pengerjaan logam logam secara secara mekanis.mekanis. Pengerjaan mekanis logam biasanya digunakan untuk pengerjaan lanjutan maupun Pengerjaan mekanis logam biasanya digunakan untuk pengerjaan lanjutan maupun pengerjaan
pengerjaan finishing, finishing, sehingga dalam sehingga dalam pengerjaan pengerjaan mekanis mekanis dikenal beberapa dikenal beberapa prinsipprinsip pengerjaan, salah
pengerjaan, salah satunya adalah satunya adalah pengerjaan perataan pengerjaan perataan permukaan dengan menggunakanpermukaan dengan menggunakan mesin frais atau biasa juga disebut mesin
mesin frais atau biasa juga disebut mesin milling milling .. Mesin
Mesin millingmilling adalah mesin yang paling mampu melakukan banyak tugas bilaadalah mesin yang paling mampu melakukan banyak tugas bila dibandingkan dengan mesin perkakas yang lain. Hal ini disebabkan karena selain dibandingkan dengan mesin perkakas yang lain. Hal ini disebabkan karena selain mampu memesin permukaan datar maupun berlekuk dengan penyelesaian dan ketelitian mampu memesin permukaan datar maupun berlekuk dengan penyelesaian dan ketelitian istimewa, juga berguna untuk menghaluskan atau meratakan benda kerja sesuai dengan istimewa, juga berguna untuk menghaluskan atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki. Mesin
dimensi yang dikehendaki. Mesin millingmilling dapat menghasilkan permukaan bidang ratadapat menghasilkan permukaan bidang rata yang cukup halus, tetapi proses ini membutuhkan pelumas berupa oli yang berguna yang cukup halus, tetapi proses ini membutuhkan pelumas berupa oli yang berguna untuk pendingin mata
untuk pendingin mata milling milling agar tidak cepat aus. agar tidak cepat aus. Mesin frais (
Mesin frais (milling machinemilling machine) adalah mesin perkakas yang dalam proses kerja) adalah mesin perkakas yang dalam proses kerja pemotongannya dengan menyayat atau memakan benda
pemotongannya dengan menyayat atau memakan benda kerja menggunakan alat potongkerja menggunakan alat potong bermata
bermata banyak banyak yang yang berputar berputar ((multipoint cutter multipoint cutter ). Mesin frais (). Mesin frais ( Milling Milling machinemachine)) merupakan salah satu mesin konvensional yang mampu mengerjakan suatu benda kerja merupakan salah satu mesin konvensional yang mampu mengerjakan suatu benda kerja dalam permukaan datar, sisi, tegak, miring, bahkan alur roda gigi.
dalam permukaan datar, sisi, tegak, miring, bahkan alur roda gigi.
Mesin perkakas ini mengerjakan atau menyelesaikan suatu benda kerja dengan Mesin perkakas ini mengerjakan atau menyelesaikan suatu benda kerja dengan menggunakan pisau
menggunakan pisau millingmilling ((cutter cutter ). Dengan ini suatu mesin perkakas yang). Dengan ini suatu mesin perkakas yang mengerjakan benda kerja menggunakan pisau atau pahat frais berputar pada poros mengerjakan benda kerja menggunakan pisau atau pahat frais berputar pada poros utama mesin dan benda kerja di hantarkan ke pisau tersebut, baik dalam arah horizontal, utama mesin dan benda kerja di hantarkan ke pisau tersebut, baik dalam arah horizontal, melintang, maupun vertikal. Pisau frais dipasang pada sumbu atau arbor mesin yang melintang, maupun vertikal. Pisau frais dipasang pada sumbu atau arbor mesin yang didukung dengan alat pendukung arbor. Pisau tersebut akan terus berputar apabila arbor didukung dengan alat pendukung arbor. Pisau tersebut akan terus berputar apabila arbor mesin diputar oleh motor listrik, agar sesuai dengan kebutuhan, gerakan dan banyaknya mesin diputar oleh motor listrik, agar sesuai dengan kebutuhan, gerakan dan banyaknya putaran arbor dapat diatur oleh operator mesin frais.
putaran arbor dapat diatur oleh operator mesin frais.
Mesin frais memiliki prinsp kerja yang spesifik yaitu pemotongan benda kerja Mesin frais memiliki prinsp kerja yang spesifik yaitu pemotongan benda kerja yang diam dengan meja yang bergerak menuju alat potong yang berputar. Hal itu yang diam dengan meja yang bergerak menuju alat potong yang berputar. Hal itu bertujuan
lain yang spesifik ( profil, radius, silindris, dan lain
lain yang spesifik ( profil, radius, silindris, dan lain – – lain ) dengan ukuran dan kualitas lain ) dengan ukuran dan kualitas tertentu.
tertentu.
Mesin frais ini memiliki beberapa jenis yang terdiri dari mesin frais tiang dan Mesin frais ini memiliki beberapa jenis yang terdiri dari mesin frais tiang dan lutut (
lutut (column-and-kneecolumn-and-knee), mesin frais hobbing (), mesin frais hobbing (hobbing machineshobbing machines), mesin frais pengulir), mesin frais pengulir ((thread thread machinesmachines), mesin pengalur (), mesin pengalur ( spline spline machinesmachines) dan mesin pembuat pasak () dan mesin pembuat pasak (keykey milling machines
milling machines). Adapun untuk produksi masal biasanya dipergunakan jenis mesin). Adapun untuk produksi masal biasanya dipergunakan jenis mesin frais banyak sumbu (
frais banyak sumbu (multi spindles planer typemulti spindles planer type) dan meja yang bekerja secara berputar) dan meja yang bekerja secara berputar terus-menerus (
terus-menerus (continuous action-rotary tablecontinuous action-rotary table) serta jenis mesin frais drum () serta jenis mesin frais drum (drum typedrum type milling machines
milling machines).).
Selain jenis-jenis yang telah disebutkan ada juga beberapa macam mesin frais Selain jenis-jenis yang telah disebutkan ada juga beberapa macam mesin frais yang biasa digunakan yang terdiri dari mesin frais horizontal atau bisa disebut dengan yang biasa digunakan yang terdiri dari mesin frais horizontal atau bisa disebut dengan mesin frais mendatar yang dapat digunakan untuk mengerjakan pekerjaan seperti mesin frais mendatar yang dapat digunakan untuk mengerjakan pekerjaan seperti mengfrais rata, mengfrais ulur, mengfrais roda gigi lurus, mengfrais bentuk, dan mengfrais rata, mengfrais ulur, mengfrais roda gigi lurus, mengfrais bentuk, dan membelah atau memotong. Ada juga mesin frais
membelah atau memotong. Ada juga mesin frais vertical vertical atau bisa disebut dengan mesin atau bisa disebut dengan mesin frais tegak yang dapat digunakan untuk mengerjakan pekerjaan seperti mengfrais rata, frais tegak yang dapat digunakan untuk mengerjakan pekerjaan seperti mengfrais rata, mengfrais ulur, mengfrais bentuk, membelah atau memotong, mengebor. Lalu ada mengfrais ulur, mengfrais bentuk, membelah atau memotong, mengebor. Lalu ada mesin frais
mesin frais universal universal yang merupakan salah satu mesin frais dengan kedudukan yang merupakan salah satu mesin frais dengan kedudukan arbornya mendatar, perubahan kearah vertikal dapat dilakukan dengan mengubah posisi arbornya mendatar, perubahan kearah vertikal dapat dilakukan dengan mengubah posisi arbor. Gerakan meja dari mesin ini dapat ke arah memanjang, melintang, naik turun. arbor. Gerakan meja dari mesin ini dapat ke arah memanjang, melintang, naik turun. Dan dapat diputar membuat sudut tertentu terhadap badan mesin. Yang lain lagi ada Dan dapat diputar membuat sudut tertentu terhadap badan mesin. Yang lain lagi ada juga mesin frais
2.7.2.
2.7.2. Gambar Gambar Mesin Mesin FraisFrais
Adapun gambar mesin frais sebagai berikut: Adapun gambar mesin frais sebagai berikut:
Gambar 2.9 Gambar Mesin CNC Gambar 2.9 Gambar Mesin CNC
Keterangan : Keterangan : 1.
1. MonitorMonitor 2.
2. Emergency Stop Emergency Stop
3.
3. SpindleSpindle
4.
4. Mata BorMata Bor 5.
5. Selang OliSelang Oli 6.
6. RagumRagum 7.
7. TableTable
2.7.3.
2.7.3. Deskripsi Deskripsi KomponenKomponen
Adapun komponen-komponen yang terdapat pada mesin frais berfungsi sebagai Adapun komponen-komponen yang terdapat pada mesin frais berfungsi sebagai berikut :
berikut : 1.
1. MonitorMonitor
Merupakan bagian pengendali yang dioperasikan oleh operator Merupakan bagian pengendali yang dioperasikan oleh operator
2 2 3 3 4 4 5 5 6 6 7 7 1 1