2.1. Barang persediaan
Barang persediaan merupakan sejumlah material yang disimpanan dan di rawat menurut aturan tertentu dalam tempat persediaan agar selalu dalam keadaan siap pakai dan di tataushakan dalam buku perusahaan. Setiap perusahaan, apalagi perusahaan industri pasti membutuhkan persediaan untuk keperluan industrinya baik berupa bahan baku, bahan penolong, atau barang lain yang digunakan untuk pemeliharaan dan operasinya. Pengunaan barang yang sering kali tidak teratur baik frequensi maupun jumlah dan jenisnya, sehingga sebelum digunakan perlu disimpan terlebih dahulu dalam gudang penyimpanan barang. Pengadaan dan penyimpanan barang persediaan pasti membutuhkan biaya yang besar setiap tahun umumnya bisa mencapai 20-40% dari harga barang itu sendiri. Oleh Karena itu di perlukan suatu manajemen yang mengatur sedemikian rupa sehingga tingkat persediaan dapat di tekan seminimal mungkin tetapi tidak mengganggu kinerja dari perusahaan tersebut. (Richardus Eko Indrajit,2003)
2.2 Manajemen Persediaan
Manajemen persediaan atau biasa di sebut inventory control atau inventory management adalah kegiatan yang berhubungan dengan perencanaan, pelaksanaan, dan pengawasan penentuan kebutuhan material sedemikian rupa sehingga di suatu pihak kebutuhan operasi dapat dipenuhi pada waktunya tetapi di lain pihak investasi persediaan material dapat ditekan secara optimal. Melihat prinsip tersebut sebenarnya ada hal yang bertolak belakang. Untuk menjamin operasi paling mudah adalah dengan menyimpan persediaan sebanyak – banyaknya, sedangkan untuk menjaga agar investasi dapat seminimal mungkin ialah dengan mengusahakan persediaan mencapai nol. Disinilah letak fungsi manajemen persediaan untuk menjembatani dua kepentingan yang bertolak belakang tersebut. Dengan demikian manajemen persediaan harus dapat menjawab mengenai jenis barang apa yang perlu disimpan?,berapa jumlah yang harus disimpan?, apa, kapan, dan berapa suatu barang harus di pesan lagi?, bagaimana mentukan tingkat persediaan ideal, dan beberapa pertanyaan lain mengenai persediaan.
2.3 Pengendalian Persediaan
Kegiatan pengendalian persediaan merupakan suatu kegiatan yang perlu di cermati secara terus menerus karena kegiatan ini merupakan suatu hal selain mengawasi juga meluruskan jika terjadi penyimpangan dari aturan yang telah di tetapkan.
Faktor pengawasan untuk kegiatan logistik dalam perkembangannya mengalami kemajuan yang cukup berarti, dengan pengembangan peran sampai dengan kegiatan pengendalian persediaan. Pengendalian persediaan berarti memastikan secara sistemik sesuatu yang berkaitan dengan persediaan terjadi secara nyata sesuai dengan yang direncanakan. (Drs. H. Indriyo Gito Sudarmo,1998) .
2.4 Penentuan Persediaan
Untuk menghindari persediaan yang terlalu besar atau terlalu kecil, maka besarnya persediaan dapat di tentukan lebih dahulu. Untuk dapat menentukan jumlah persediaan maka harus terlebih dahulu memperhitungkan beberapa factor
2.4.1 Kebutuhan Bahan
Besarnya kebutuhan bahan dasar yang di butuhkan untuk berproduksi dalam satu tahun dapat dihitung dengan menghitung jumlah rencana produksi dalam satu tahun. Atau dapat dikatakan bahwa unuk mengetahui kebutuhan bahan dalam satu tahun melalui perkalian standar penggunaan bahan dasar dengan jumlah rencana produksi.
2.4.2 Pembelian Bahan Dasar
Jumlah bahan yang harus di beli merupakan jumlah rencana produksi ditambah dengan selisih antara persediaan awal tahun dengan persediaan akhir tahun.
Jadi pembelian bahan dasar belun tentu sama dengan kebutuhan barang karena di tentukan juga oleh tingkat persediaan bahan yang bersangkutan.
Dalam hal pengadaan ada 2 cara yang dapat di tempuh, pertama dengan melakukan pembelian barang persediaan sesuai dengan kebutuhan secara sekaligus lalu barang akan di simpan di gudang dan akan dapat di ambil sesuai dengan kebutuhan produksi. Sehingga volume pembelian besar tetapi frekwensinya jarang, hal ini juga berarti perusahaan harus menanggung biaya persediaan yang cukup besar. Atau cara kedua yaitu dengan membeli dengan jumlah yang kecil tetapi frkwensi pembelian menjadi lebih sering. Cara ini dapat menurunkan biaya penyimpanan persediaan tetapi juga memiliki resiko yang cukup besar berkaitan dengan keterlambatan pengadaan
2.5 EOQ ( Economic Order Quantity )
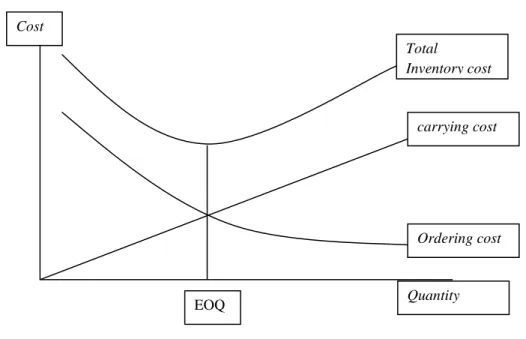
Melihat dari konflik yang terjadi berkaitan dengan masalag persediaan maka kita harus menentukan kebijakan yang tepat dalam arti penentuan jumlah persediaan yang tepat yaitu persediaan yang tidak mengganggu proses produksi tetapi biaya yang di tanggung perusahaan juga tidak terlalu tinggi. Untuk itu terdapat suatu metode EOQ (economic order quantity). EOQ merupakan jumlah atau volume pembelian yang paling ekonomis untuk satu kali pembelian. EOQ sebenarnya ialah suatu titik yang di bentuk oleh garis yang memotong antara fungsi biaya pengadaan barang dengan biaya penyimpanan barang yang saling berbanding terbalik.
Gambar 2.1 Grafik Biaya Persediaan
Untuk mendapatkan nilai EOQ ada suatu rumus pendekatan yang dapat digunakan untuk melakukan perhitungan
EOQ = 2 R O C
Dimana, EOQ = Jumlah pemesanan ekonomis tiap pesan (Economic Order Quantity)
R = Jumlah kebutuhan barang dalam satu tahun (Requirement)
O = Biaya Pemesanan tiap pesan (Ordering Cost)
C = Biaya Penyimpanan tiap satuan barang (carrying cost)
Rumus ini berlaku jika pola produksi stabil dan barang selalu tersedia di pasaran.
Total Inventory cost carrying cost Ordering cost Quantity EOQ Cost
Jumlah kebutuhan barang merupakan jumlah komponen yang di dapatkan dari hasil perkalian suatu komposisi standar yang di perlukan untuk satu proses dengan rencana jumlah produksi. Dalam topic ini yang menjadi komposisi standar pada suatu proses merupakan kebutuhan sesuai dengan petunjuk yang di dapatkan dari modul praktek mahasiswa maupun dari hasil pengamatan langsung pada saat proses praktek mahasiswa. Dan yang menjadi rencana jumlah produksi ialah jumlah mahasiswa yang akan mengerjakan modul tersebut. Sedangkan untuk biaya pesan merupakan biaya-biaya yang muncul saat melakukan pemesanan, untuk material consumable pembelian di lakukan langsung melalui telpon kepada pihak supplier dengan mengeluarkan biaya yang di perhitungkan yaitu biaya telepon, biaya fax purchasing order, biaya transfer pembayaran, dan biaya pengiriman. Biaya penyimpanan merupakan biaya yang muncul dan harus di tanggung untuk menjaga agar bahan tersebut selalu dalam keadaan baik dan tidak berkurang kuantitas dan kualitasnya, termasuk juga di dalamnya biaya untuk tempat atau area penyimpanan.
Dari rumus EOQ dapat juga di perhitungkan frekuensi pemesanan dalam satu tahun (n) yaitu dengan membagi kebutuhan total satu tahun dengan jumlah kebutuhan total untuk satu tahun. Atau di rumuskan menjadi :
n = Jumlah Kebutuhan setahun EOQ
Setelah jumlah pemesanan tiap tahun (n) di dapatkan kita dapat memperhitungkan jeda waktu antar pemesanan dalam satu tahun (t) yaitu dengan membagi jumlah hari dalam satu tahun dengan jumlah pemesanan dalam satu tahun atau :
2.6 Persedian Pengaman
Apabila keadaan yang diperhitungkan selalu dalam keadaan stabil maka persediaan dalam kondisi aman tapi pada kenyataannya seringkali kedatangan material atau pun tidak meratanya jumlah penggunaan material dapat mengakibatkan hal yang tidak dinginkan yaitu terjadi kekosongan material. Untuk mengatasi keadaan tersebut maka diperlukan suatu persediaan pengaman.
Jumlah persediaan pengaman juga perlu di perhitungkan secara cermat karena walaupun dapat menghindari kerugian karena kehabisan material persediaan tetapi persediaan pengaman juga merupakan beban yang harus di tanggung oleh perusahaan. Untuk dapat menghitung persediaan pengaman yang ideal maka kita harus mengetahui tingkat layanan, pemakaian rata-rata selama waktu pesan, deviasi pengunaan material, dan factor keamanan yang berdasarkan tingkat layanan yang di tentukan. Setalah mengetahui hal itu maka kita dapat mencari persediaan pengaman yang ideal dengan mengalikan rata-rata pengunaan selama waktu pesan dengan factor pengaman yang sesuai dengan tingkat layanan yang di tentukan.
t = Jumlah Hari Setahun n
2.7 Total Biaya Persediaan (Total Inventory Cost)
Biaya persediaan yang muncul sebenarnya terdiri dari sua hal yaitu biaya pemesanan dan biaya penyimpanan. Hal itu di karenakan suatu perusahaan harus melakukan pemesanan atau pembelian barang persediaan lalu menyimpannya dengan baik hingga barang tersebut digunakan.
Total biaya pesan merupakan hasil perkalian dari biaya untuk melakukan satu pesanan atau ordering cost dengan berapa kali dalam satu tahun barang tersebut di pesan.
Total Biaya simpan merupakan biaya yang muncul saat kita menyimpan suatu barang. Dalam memperhitungkan biaya simpan ada tiga variable yang perlu di perhatikan yaitu tarif biaya simpan satu unit (, periode penyimpanan, dan jumlah barang yang di simpan. Jika barang persediaan di gunakan dan berkurang maka rumus perhitungannya menjadi:
Setelah kita mengetahui total biaya pengadaan dalam satu tahun dan total biaya penyimpanan dalam satu tahun maka total biaya persediaan (TIC) merupakan hasil dari penjumlahan dari kedua biaya tersebut dalam satu tahun.
TO = o x n
TC = c x T x q 2
2.8 Pengelasan (Welding)
Definisi pengelasan menurut Deutche Industrie Normen (DIN) Adalah proses penyambungan logam dimana terjadi ikatan metalurgi pada sambungannya yang dilaksanakan dalam keadaan cair. Atau dengan kata lain pengelasan terjadi saat 2 material (benda kerja dan material pengisi) sama-sama mencair lalu terjadi pencampuran secara metalurgi dan setelah tercampur mengeras secara bersamaan dan menyatu. Energi yang digunakan untuk mencairkan benda kerja merupakan energi panas yang dapat berasal dari berbagai cara misalnya semburan api dari gas, busur listrik, gesekan, dan lain-lain.
Pada skripsi ini akan di bahas 2 jenis pengelasan yang sama sama menggunakan energi panas berupa busur listrik. Yaitu : SMAW, GMAW.
2.8.1 Shield Metal Arc Welding (SMAW)
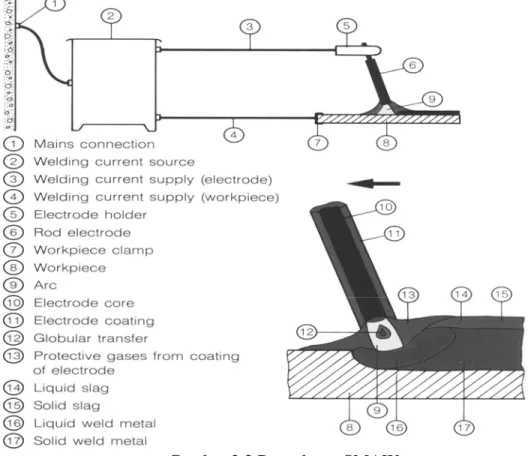
Pengelasan elektroda tertutup atau dikenal dengan shield metal arc welding (SMAW) pengelasan jenis ini menggunakan elektroda berbentuk batang yang terbungkus dengan fluks oleh karena itu di kenal juga dengan pengelasan stick. Busur listrik terbentuk antara logam induk dengan ujung elektroda. Karena panas dari busur listrik maka logam induk dan elektroda mencair dan kemudian membeku bersamaan. Logam elektroda berpindah ke material induk saat mencair dan terbawa oleh arus listrik yang mengalir.
Gambar 2.2 Pengelasan SMAW
2.8.2 Pengelasan GMAW
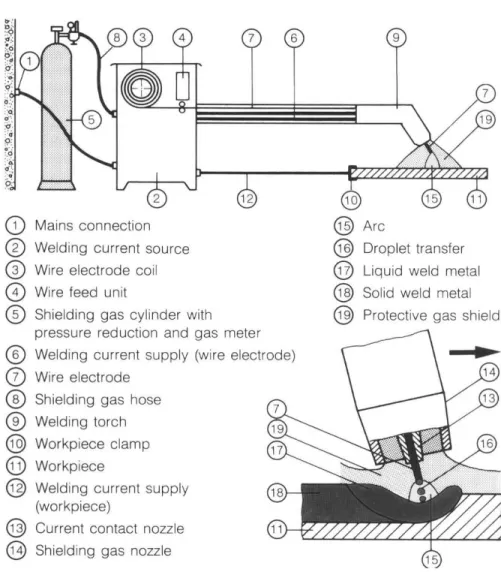
Las busur gas atau yang di kenal dengan Gas Metal Arc Welding (GMAW) merupakan pengelasan yang menggunakan gas CO2 sebagai gas pelindung. Pada pengelasan GMAW material pengisi berupa kawat yang di umpankan secara otomatis. Sama dengan pengelasan SMAW pada pengelasan GMAW busur listrik terbentuk antara kawat elektroda dan material induk yang menyebabkan timbulnya panas dan mencairkan elektroda berbentuk kawat yang akan mengalir bersama arus listrik ke material induk.
Gambar 2.3 Pengelasan GMAW
(Harsono Wiryosumarto,2004)
2.9 Pengecoran Logam (casting)
Proses Pengecoran (casting) adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian dituangkan ke dalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat. Pengecoran juga dapat diartikan sebagai suatu proses manufaktur yang menggunakan logam cair dan cetakan untuk menghasilkan bagian-bagian dengan bentuk yang
mendekati bentuk geometri akhir produk jadi. Padat skripsi ini pengecoran logam yang di bahas ialah pengecoran alumunium dengan menggunakan cetakan berbahan pasir yang di rekatkan dengan lempung(bentonite). (Wandi Wahyudi,2009)
2.9.1 Pasir Cetak
Suatu bahan yang akan digunakan untuk pasir cetak jika bahan bahan tersebut dapat memenuhi beberapa kriteria antara lain:
a) Mempunyai sifat mampu bentuk sehingga mudah dalam pembuatan cetakan dengan kekuatan yang cocok. Kekuatan pasir bukan hanya pada temperatur kamar tetapi juga pada kekuatan panasnya sangat di perlukan.
b) Permeabilitas yang cocok. Pada proses pengecoran akan terjadi penyusutan dan pengeluaran gas. Gas yang terjebak didalam cetakan akan merusak kualitas hasil cetakan, maka gas tersebut harus di keluarkan melalui sela-sela butiran pasir cetak dengan kecepatan aliran yang cocok.
c) Distribusi besar butir yang cocok. Semakin kecil diameter pasir yang digunakan maka kualitas permukaan hasil cetak juga dapat semakin halus, tetapi dengan semakin halusnya butiran pasir berarti akan mempersulit pelepasan gas dari dalam rongga cetak. Sehingga besarnya butiran pasir harus cocok dengan kedua syarat diatas.
d) Tahan terhadap temperatur logam yang dituang. Temperatur tuang logam yang dituangkan kedalam cetakan harus dapat ditahan oleh pasir cetak. Atau berarti pasir cetak harus memiliki ketahanan terhadap suhu yang lebih tinggi di bandingkan dengan suhu tuang material yang di cor.
e) Komposisi yang cocok. Antara butiran pasir dengan logam yang di tuangkan akan terjadi reaksi kimia dan fisika yang memungkinkan menyebabkan munculnya gas atau tercampurnya bahan kedalam cairan logam yang di tuangkan.
f) Mampu dipakai lagi. Pasir harus memiliki kemampuan untuk dapat di pergunakan kembali secara berulang ulang agar lebih ekonomis.
g) Pasir harus murah. Untuk alasan ekonomi sebaiknya pasir di sesuaikan dengan penggunaannya dan di pilih pasir dengan harga termurah.
Pada topik sekripsi ini untuk pengecoran logam berupa almunium di gunakan pasir cetak berupa pasir kuarsa. Pasir kuarsa adalah pasir alam dimana pasir ini umum dipakai dalam dunia pengecoran logam. ( ± 90% dari seluruh kebutuhan pasir ). Karena pasir kuarsa ini adalah pasir alam yaitu langsung didapatkan dari alam maka pasir kuarsa ini setelah diambil harus dicuci terlebih dahulu dan kemudian diklasifikasikan kedalam bentuk maupun besar butirannya. Pasir kuarsa di Indonesia didapatkan dari daerah Tuban, Sukabumi dsn Bangka. Tingkat kemurnian yang baik adalah minimal 98%.
Dengan bahan pengikat berupa bentonite. bentonite merupakan bahan pengikat yang paling tua penggunaanya. Sampai saaat ini yang lazim dipergunakan dalam industri pengecoran logam adalah Bentonit. Nama ini diambil dari suatu nama tempat yaitu Front Benton di Wyoming USA dimana jenis tanah lempung ini mula-mula ditemukan.Bentonit diolah dari bahan dasar Montmorillonit (Al2O3 . 4SiO2.H2O + n H2O) yang merupakan batuan vulkanis.
Bahan tambah berupa bubuk arang atau tepung ter atau bahan tambah lain dapat di campurkan dengan maksud memperbaiki kehalusan permukan atau sebagai bahan yang mempermudah proses pembongkaran cetakan. Bahan tambah harus di campurkan dalam jumlah yang tepat karena dapat memberikan kualitas hasil yang bertentangan dengan yang di hasilkan.
2.9.2 Material Logam Casting
Ingot Almunium adalah Almunium berbentuk batangan. Pada proses pengecoran umumnya digunakan jenis HD2G2. Bahan ini diproduksi oleh pabrik tertentu yang khusus menyediakan material untuk melting operation (proses peleburan). Ingot harus dijaga selalu dalam keadaan kering, karena apabila basah atau lembab akan terjadi ledakan pada waktu proses melting. Ingot yang sudah di lebur dan berubah wujud menjadi cair disebut molten. Kondisi molten sangat tergantung pada temperatur, semakin tinggi temperatur maka logam akan terlihat semakin cair, temperatur yang ditetapkan adalah 720°C– 750°C.Berat jenis
Almunium cair 2,6 –2,7 gram/cm3, dengan laju alir molten sangat ditentukan dari derajat kekentalan cairan tersebut.
2.10 Pengecatan
Pengecatan merupakan salah satu jenis pelapisan dimana bahan pelapis (cat) yang dipakai telah diberi warna. Proses pengecatan tersebut biasa digunakan untuk pekerjaan akhir (finishing) produk-produk seperti dari logam, kayu, plastik, tembok dan lain-lain.
Adapun tujuan utama dari proses pengecatan bahan logam atau non logam sebagai berikut :
a. Tujuan Hiasan (Dekoratif)
Pengecatan bertujuan untuk memperindah benda/barang yang dicat sehingga barang tersebut memiliki nilai seni dan daya tarik lebih tinggi dibanding sebelum dilakukan pengecatan.
b. Fungsi Pelindung (Protective)
Pengecatan bertujuan melindungi permukaan bahan/material yang dicat terutama pada bahan logam. Perlindungan ini untuk menghambat terjadinya korosi akibat pengaruh cuaca/lingkungan sekitar sehingga dapat memperpanjang usia logam tersebut dari korosi/karat.
c. Fungsi Khusus
Pengecatan yang digunakan untuk tujuan khusus antara lain: pemantulan cahaya, isolasi, penghantar listrik, peredam suara dll.
Lapisan cat yang melapisi permukaan benda merupakan campuran dari beberapa komponen material dengan komposisi tertentu. Material penyusun cat terdiri dari :
a. Bahan Pengikat (Binder)
Bahan pengikat (Binder) adalah resin padat yang membentuk film cat, lapisan film yang terbentuk bersifat elastis, tahan terhadap bahan kimia, tahan terhadap panas dan cuaca, mempunyai sifat mekanis yang baik, dll.
b. Bahan Pelarut (Solvent)
Pelarut (solvent) adalah cairan bahan kimia organik yang digunakan untuk melarutkan resin binder. Solvent merupakan larutan murni atau campuran beberapa larutan. Dalam melakukan pencampuran solvent harus diperhitungkan sifat-sifat solvent murni yang akan dicampur. Sifat-sifat solvent yang perlu diperhatikan adalah:
- Daya larut, yaitu kemampuan untuk dapat melarutkan dan tetap menjaga binder dalam bentuk larutan.
- Viskositas, yaitu sifat kekentalan atau fluiditas yang dapat mempengaruhi proses pengecatan.
- Kecepatan penguapan, berarti solvent harus dapat menguap dengan waktu yang sesuai dengan proses pengeringan. Spesifikasi oven dan temperatur pengeringan harus selaras dengan kecepatan penguapan solvent dan yang lebih penting kecepatan penguapan solvent dapat menentukan kualitas lapisan cat.
- Safety, solvent harus diperhatikan sifat mudah terbakar dan sifat racunnya.
- Biaya, artinya selain harus diperhatikan biaya pembelian solvent tetapi juga biaya penanganan maupun pembuangan sisa-sisa solvent, terutama untuk cat-cat waterbase.
c. Bahan Pewarna (Pigment)
Pigment cat merupakan komponen penyusun cat yang akan memberi warna pada benda kerja sehingga memberikan efek dekoratif. Pigment cat berupa partikel berukuran kurang dari 1 mikron hingga 100 mikron. Bentuk fisik pigment yakni bulat, datar atau berbentuk jarum.
Fungsi pigment cat adalah :
- Memberikan warna yang dikehendaki, terutama warna-warna khusus yang diperlukan untuk kepuasan pemakai dan menambah nilai ekonomi part
- Menutup permukaan benda kerja (hiding power)
- Memperbaiki daya lekat cat pada permukaan logam (adhesi) - Menaikkan daya tahan terhadap korosi
- Menaikkan kekuatan mekanis film cat - Menaikkan viscositas cat
d. Bahan Tambah (Additive)
Bahan tambah adalah bahan kimia yang ditambahkan ke dalam cat, biasanya dalam jumlah sangat kecil, berfungsi untuk memberikan pengaruh khusus. Jenis bahan imbuh digolongkan sesuai dengan pengaruhnya pada sifat-sifat cat, baik dalam kondisi basah maupun setelah lapisan cat mengering.
Pengecatan yang akan di bahas pada skripsi ini merupakan jenis pengecatan dengan teknik spray gun. Pengecatan dengan sistem spray dapat dilakukan dengan berbagai alat yang berbeda-beda, diantaranya dengan :
1) Manual hand gun 2) Elektrostatic gun 3) Bell gun
4) Elektrostatic disk 5) Reciprocrator
2.10.1Manual Hand Gun
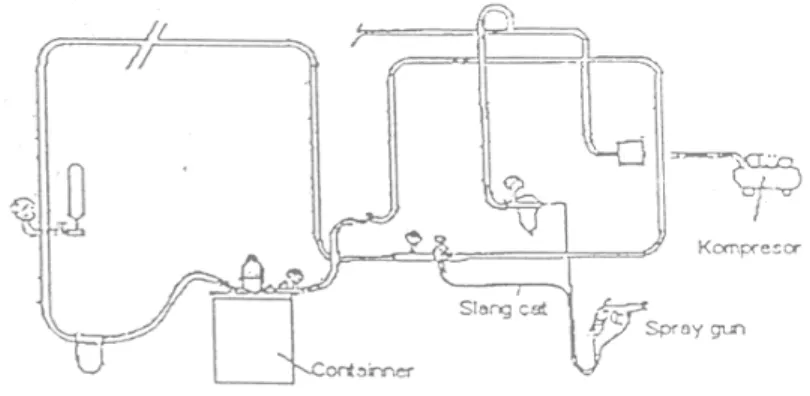
Untuk pengecatan spray dengan manual hand gun, udara ditekan melalui gun dan akan tercampur serta terjadi atomisasi antara udara dan cat. Akibat dari tekanan angin, cairan cat akan terpecah menjadi butir-butir partikel semprotan cat.
Komponen yang penting adalah kompresor udara sebagai penghasil angin (tekanan udara) dari gerakan pompa piston dengan tenaga listrik yang akan menjaga tekanan udara luar dalam tangki penampung yang berada pada harga tertentu.
Komponen yang lain adalah transformer udara, yaitu regulator/pengatur yang memungkinkan operator mengatur tekanan udara pada harga tertentu. Pompa cat adalah tempat penampungan cat dan pompa yang akan mengirim cat. Spray gun berfungsi sebagai pengkabut cat, mendorong dan mengarahkan cat pada benda kerja, mengontrol bentuk dan pola pengecatan serta beberapa fungsi khusus lainnya.