BAB III
PERENCANAAN DAN PEMBUATAN ALAT
3.1 Deskripasi Project
Sistem rancangan back-up kontrol peralatan lifting pump ini nantinya akan dirancang agar secara otomatis dapat memback-up sensor utama pompa (ON-OFF pompa) apabila tidak bekerja dengan baik atau normal, dengan begitu saat sensor utama mengalami kerusakan back-up kontrol secara otomatis mengambil alih kontrol ON-OFF pompa sehingga dengan rancangan control ini dapat mengatasi permasalahan-permasalahan dalam pendistribusian air limbah dari seluruh area Bandara Soekarno-hatta menuju pusat pengolahan air limbah STP 745 (Sewage Treatment Plant)
3.1.1 Proses Operasional Lifting Pump (Pompa distribusi air limbah) Pompa distribusi air limbah operasionalnya diharuskan secara otomatis mengingat lokasi-lokasi pompa tersebar di seluruh area bandara, Langkah awal pada proses operasional Lifting Pump atau pompa distribusi air limbah adalah dimulai dengan masuknya air limbah ke dalam sumur lifting pump, debit air limbah yang masuk ke dalam sumur lifting pump semakin lama semakin bertambah. Di dalam sumur lifting pump sendiri terdapat sensor level air, sensor level air ini terbagi menjadi sensor level air atas dan
sensor level air bawah, sensor level ini memiliki fungsi dan kegunaan masing-masing, seperti sensor level air atas digunakan sebagai nyala pompa (ON) sensor level air bawah digunakan sebagai mati pompa (OFF), jarak antara sensor level air atas dan bawah merupakan jarak lamanya operasional pompa dari ON menjadi OFF. Di dalam sumur lifting pump sendiri terdapat dua buah pompa distribusi dimana dalam operasionalnya hidup secara bergantian dan tidak diperkenankan hidup secara bersama-sama ini dikarenakan konstruksi dari instalasi pemipaan yang memang didesain untuk satu jalur distribusi air limbah. Ada beberapa kontrol pada peralatan lifting pump ini diantaranya adalah :
1. Operasi 1 Pompa Manual
Kontrol ini digunakan apabila kita menginginkan nyala hanya 1 pompa, baik pompa no 1 ataupun pompa no 2, kondisi ini biasanya digunakan untuk melakukan kegiatan maintanace pompa atau pengecekan kondisi pompa
2. Operasi 1 Pompa Otomatis
Kontrol ini digunakan apabila kita menginginkan nyala pompa secara otomatis berdasarkan level air, apabila level air naik dan menyentuh sensor level air atas maka pompa akan bekerja mendistribusikan air, secara otomatis air pun turun hingga sensor level air bawah dan membuat pompa mati dan seperti ini seterusnya dengan operasi pompa yang sama 3. Operasi 2 Pompa Otomatis
Kontrol ini digunakan apabila kita menginginkan nyala pompa hidup bergantian prinsipnya sama dengan operasi otomatis 1 pompa
perbedaanya apabila pompa no 1 selesai operasi nantinya yang akan hidup selanjutnya adalah pompa no 2
Kondisi nyala pompa bergantian dapat berjalan apabila kontrol yang kita pilih adalah otomatis untuk masing-masing pompa , setiap pompa memiliki kontrol dimana dapat hidup secara manual atau secara otomatis, begitu selector switch kita pilih manual maka pompa langsung ON dan apabila kita memilih otomatis, ON pompa berdasarkan ketinggian sensor level air. Rancangan control ini juga akan dibuat apabila operasional pompa adalah 2 buah pompa secara bergantian dan salah satu pompa terjadi masalah maka operasional tetap berjalan menggunakan salah satu pompa yang kondisinya baik sehingga tidak menjadikan system menjadi mati / off semuanya
3.2 Kondisi Saat Ini
Bandara Soekarno-hatta sebagai penyedia jasa penerbangan memiliki pusat pengolahan limbah cair yang disebut Sewage Treatment Plant yaitu tempat dimana berkumpulnya limbah cair dari seluruh area Bandara Soekarno-Hatta untuk diolah atau ditreatment sehingga saat air limbah tersebut dibuang menuju sungai harapannya tidak mencemari lingkungan sesuai perturan pemerintah No.5 Tahun 2014 tentang baku mutu air limbah. Kondisi ini tentunya ditunjang oleh peralatan-peralatan sebagai sarana distribusi air limbah dari berbagai area di Bandara Soekarno-Hatta menuju ke pusat pengolahan limbah cair (STP 745), peralatan tersebut berupa pompa yang disebut lifting pump atau submersible pump, pompa-pompa dengan
kapasitas besar inilah yang mendistribusikan air limbah tersebut menuju ke pusat pengolahan air limbah.
Kondisi saat ini backup control atau secondary control belum ada pada control peralatan lifting pump sehingga operasionalnya hanya menggunakan sensor level air sebagai primary control apabila primary control bermasalah maka operasional pompa akan mati atau off, kondisi ini tidak diperkenankan karena selain akan menimbulkan bau juga akan menghambat proses pengolahan air limbah di pusat pengolahan STP (Sewage Treatment Plant) 745
Dampak yang akan terjadi yaitu :
1. apabila pompa kondisi OFF maka distribusi air limbah akan terganggu akibatnya proses treatment tidak maksimal pencemaran lingkungan akan terjadi
2. apabila kondisi ini berlarut-larut dalam jangka waktu yang lama dikhawatrikan distribusi air kotor pada toilet-toilet tidak akan lancar dan mengakibatkan air kotor menggenang di setiap toilet, beberapa wilayah tertentu dikhawatirkan akan banjir
Foto-foto kondisi panel control di lapangan akan ditunjukkan pada Gambar 3.1 pada halaman 39, terlihat bahwa kondisi saat ini penel control masih menggunakan control secara mekanis berupa relay-relay dan kontaktor
3.3 Kondisi Yang Diinginkan
Sebagai penyedia jasa penerbangan bertaraf internasional maka pelayanan maksimal zero complain selalu menjadi pokok utama yang harus selalu diberikan kepada pengguna jasa bandara terlebih permasalahan ini langsung berhubungan dengan aktivitas pengguna jasa bandara seperti penggunaan fasilitas toilet dan fasilitas pembuangan air kotor lainnya.
Melihat kondisi yang ada sekarang ini, maka penulis ingin merancang merancang panel kontrol yang nantinya dapat lebih menyempurnakan kondisi sebelumnya dengan cara menambah kontrol back-up berback-upa timer dan back-upgrade kontrol peralatan yang sebelumnya secara konvensional menjadi system PLC (Programable Logic Controller).
Dengan rancangan ini nantinya dapat membawa manfaat antara lain : 1. Pendistribusian air limbah dari seluruh area bandara dapat berjalan baik
hingga menuju pusat pengolahan STP 745 (Sewage Treatment Plant) 2. Mempunyai back-up control peralatan (secondary control) sebagai
pengganti primary control apabila terjadi masalah
3. Mempermudah kegiatan maintenance dan penyelesaian /pengusutan trouble shooting peralatan
4. Secara estetika lebih baik dan mengikuti perkembangan teknologi / modernisasi
5. Mempermudah apabila kedepan ingin memodifikasi control peralatan Pada penyusunan tugas akhir ini akan disajikan dalam suatu mark-up tanpa merubah sistem kerja atau control dari alat tetapi mewakili kondisi real
dilapangan. Sehingga beberapa komponen pada kondisi sebenarnya akan digantikan dengan nyala indikator
- Pompa ON digantikan oleh Lampu dengan indikator warna hijau - Pompa OFF digantikan oleh lampu dengan indikator warna merah - Pompa FAULT digantikan oleh lampu dengan indikator warna kuning - OVERLOAD RELAY dan THERMAL digantikan oleh selector switch
Dengan rancangan ini apabila akan diaplikasikan pada kondisi nyata yang harus dipersiapkan hanya rangkaian power untuk pompa sedangkan rangkaian control tinggal mengambil program pada rancangan ini, program dalam bentuk ladder diagram PLC Mitsubishi FX-1S Series 3.4 Perencanaan Hardware ( Perangkat Keras )
Dalam perancangan rangkaian kontrol peralatan lifting pump ini dibutuhkan hardware dan software. Hardware terdiri dari perangkat keras
(yang terlihat oleh mata) dan software yang terdiri dari perangkat lunak
(tidak terlihat oleh mata). Perangkat keras yang dibutuhkan meliputi peralatan dan bahan penyusun dari penelitian ini, sedang perangkat lunak yang dibutuhkan adalah sebuah software beserta simulator dan downloader
untuk PLC tipe MITSUBUSHI FX-1S Series. Beberapa peralatan yang dibutuhkan antara lain: 1. Personal computer (PC) atau laptop
2. AVO meter dan Ampere meter 3. Solder
Sedangkan bahan yang digunakan pada pembuatan rangkaian back-up kontrol peralatan lifting pump diantaranya adalah :
1. PLC Mitsubishi tipe FX-1S
2. Lampu Indikator Warna Merah, Hijau, Kuning 3. Selector Switch
4. Floatlesss 5. Elektroda
6. Power Supply 24 VDC 7. MCB 2 Pole
8. Kabel NYAF 1x1,5mm dan Kabel Power 1x 2,5mm 3.4.1 Test Kondisi Hardware Rancangan
Maka sebelum merangkai rancangan menjadi satu kesatuan perlu dilakukan pengecekan pada masing-masing komponen untuk memastikan kondisi komponen dalam keadaan baik dan normal, setelah itu baru dapat dirangkai menjadi kesatuan alat.
Pengetesan awal dilakukan pada power supply DC, power supply 24 VDC diambil dari output PLC 24 VDC. Saat dilakukan pengukuran terhadap output keluaran PLC menunjukkan angka nominal sebesar 24.2 VDC dengan catatan sebelumnya melakukan pengecekan pada input tegangan PLC yaitu 220 VAC apabila tegangan input untuk PLC normal maka output keluaran juga akan normal, sehingga pengetesan input awal untuk PLC menjadi penting karena input tegangan yang tidak sesuai dengan range yang dipersyaratkan sebagai tegangan kerja PLC dikhawatirkan akan merusak PLC itu sendiri.
Pengetesan selanjutnya dilakukan pada komponen lampu sebagai indicator nyala pompa, kebetulan lampu yang digunakan dalam rancangan yaitu menggunakan lampu dengan tegangan kerja 220 VAC, pengetesan lampu ini untuk menghindari adanya kesalahpahaman system yang sebenarnya sudah benar hanya saja karena indicator lampu itu sendiri yang rusak, menjadikan system dinyatakan kurang benar. Saat dilakukan pengetesan dengan diberi tegangan kerja 220 VAC pada masing-masing lampu, ditunjukkan semua komponen dalam kondisi baik dan menyala terang
Selanjutnya selector switch sebagai input PLC juga merupakan salah satu komponen penting dalam rancanga. Pengetesan selector switch dapat menggunakan AVO meter dengan memanfaatkan fungsi continuitas hambatan, apabila kontak sesuai dengan fungsinya dimana NC saat dilakukan pengetesan menunjukkan hambatan sebesar 0 maka kondisi selector switch baik, apabila kontak NO menunjukkan hambatan tak terhingga saat pengetesan maka kondisi selector switch baik.
MCB sebagai pengaman utama sebelum masuk ke dalam PLC juga perlu dilakukan pengetesan apakah kontak dalam kondisi normal tidak short antara kontak line dengan netral maka saat dilakukan pengetesan dengan AVO pada kontak NO menunjukkan angka hambatan tak terhingga, sebaliknya dengan kontak NC hambatannya adalah 0, dan menjadi sebaliknya apabila tuas MCB dirubah dari OFF menuju ON maka fungsi kontak-kontak tersebut menjadi kebalikannya.
Terakhir melakukan pengetesan pada Floatless apakah kondisi normal atau tidak, cara kerja floatless untuk hidup matinya dipengaruhi oleh elektroda, apabila elektroda bawah dan atas berhubungan dengan perantara air sebagai media penghantar maka pada floatless lampuindikator kontak floatless akan menyala merah dan perubahan kontak terjadi kontak yang sebelumnya NC menjadi NO dan NO menjadi NC, tetapi apabila elektroda atas dan bawah terp-utus kaena media air habis atau tidak ada media perantara maka floatless indicator akan mati dan kontak-kontak floatless kembali seperti fungsi semula.
3.5 Perencanaan Software ( Perangkat Lunak )
Untuk software yang digunakan adalah Software PLC bawaan dari
Mitubishi yang compatible dengan PLC Mitsubishi type FX-1S beserta dowloadernya atau kabel komunikasi antar PLC dengan PC. Software bawaan melsoft tersebut adalah MITSUBISHI GX Developer. Software ini keunggulannya memiliki pelengkap untuk simulasi ladder sebelum didownload ke dalam PLC sehingga tanpa harus mendownload program terlebih dahulu ke PLC maka kita dapat coba menjalankan program kita, seperti aplikasi simulator. Setelah kondisi program benar sesuai keinginan baru dilakukan download program ke PLC
3.5.1 Pemrograman PLC dengan Mitsubishi GX Developer
Pada dasarnya semua software pendukung PLC memiliki operasional dan cara kerja yang sama, tetapi fitur di dalamnya yang berbeda antara software PLC satu dengan lainnya, khususnya untuk Mitsubishi GX Developer sendiri memiliki keunggulan salah satunya
memiliki fitur untuk test running sehingga tanpa harus melakukan
download program PLC atau leader PLC ke dalam PLC itu sendiri, kita dapat coba melakukan test pada program atau leader yang sudah kita buat, sehingga uji coba dapat dilakukan terlebih dahulu di PC atau laptop kita masing-masing sebelum kita masukkan ke dalam perangkat keras PLC. Mitsubishi GX Developer memliki enam symbol dasar yang digunakan pada programnya, setiap symbol memiliki tugas dan fungsi masing-masing, symbol tersebut antara lain :
X : Digunakan sebagai symbol input PLC Y : Digunkan sebagai symbol output PLC T : Digunakan sebagai symbol timer pada PLC
C : Digunakan sebagai symbol counter (pencacah) pada PLC M dan S : Digunakan sebagai internal relay yang ada di dalam PLC
Semua program nantinya kan diwakili oleh symbol-simbol tersebut dan symbol tersebut hanya memilki dua keadaan saat bekerja yaitu ON atau OFF, logika 1 atau logika 0, Energize atau tidak energize, beberapa tata cara penggunaan dan pengoperasian dari software Mitsubishi GX Developer akan dibahas secara singkat
1. Proses Instalasi software Mitsubishi GX Developer
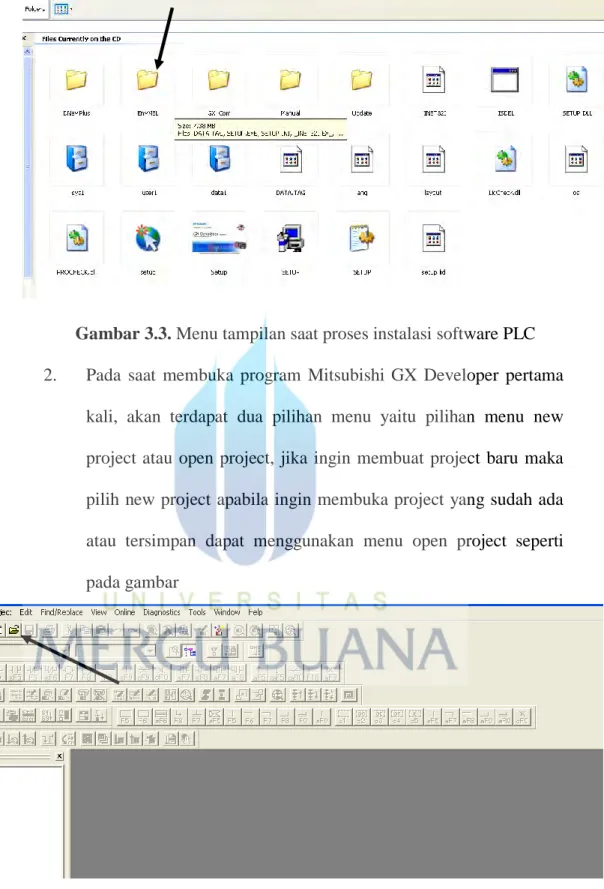
Proses instalasi dimulai dengan mengistal Envmel-nya terlebih dahulu, setelah menginstal Envmel-nya maka baru dapat melanjutkan proses instalasi melalui ikon setup di folder utama, dapat dilihat prosesnya pada Gambar 3.3 pada halaman 46
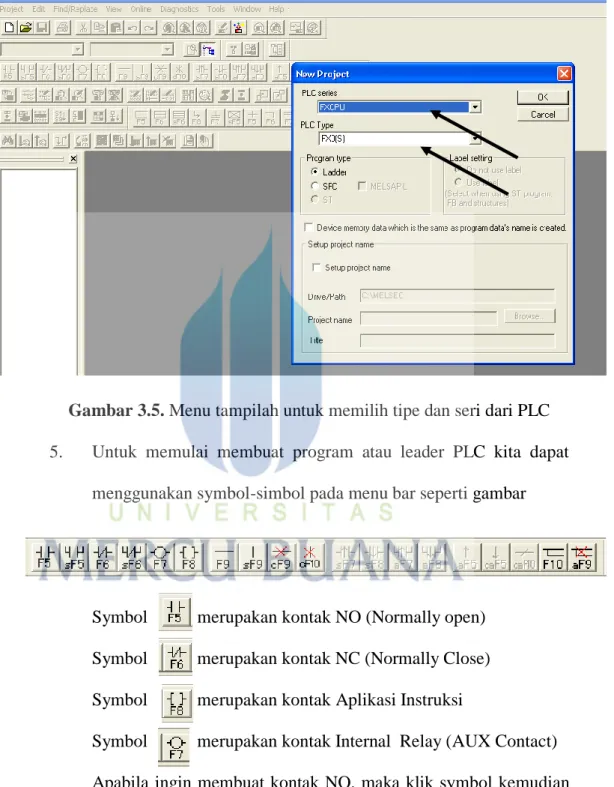
Gambar 3.3. Menu tampilan saat proses instalasi software PLC 2. Pada saat membuka program Mitsubishi GX Developer pertama
kali, akan terdapat dua pilihan menu yaitu pilihan menu new project atau open project, jika ingin membuat project baru maka pilih new project apabila ingin membuka project yang sudah ada atau tersimpan dapat menggunakan menu open project seperti pada gambar
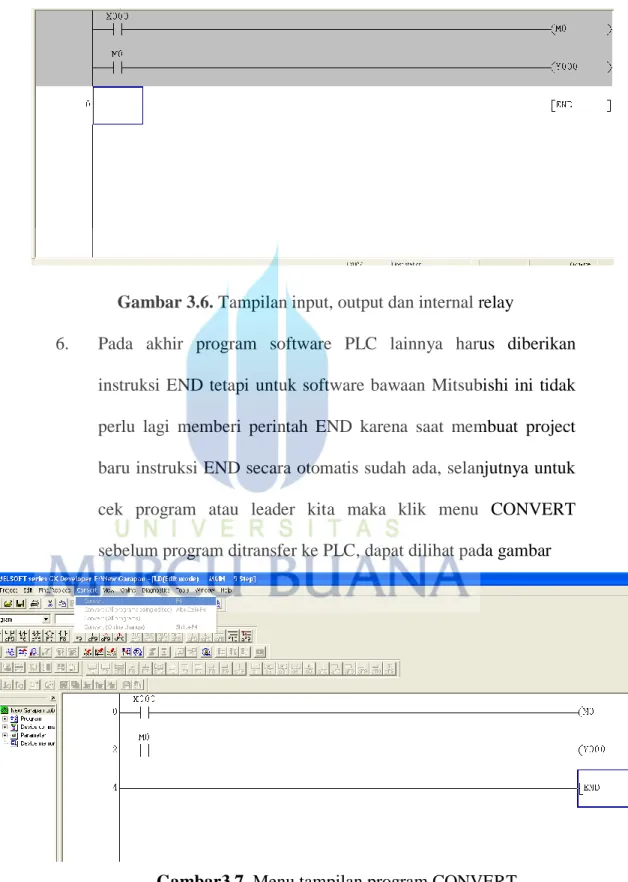
Gambar 3.4. Menu tampilan awal saat membuka software PLC 3. Apabila kita memilih new project maka akan terlihat tampilan
akan kita gunakan, misalnya dengan seri FXCPU dengan tipe FX0(S). setelah itu berikan nama pada project rancangan
4.
Gambar 3.5. Menu tampilah untuk memilih tipe dan seri dari PLC 5. Untuk memulai membuat program atau leader PLC kita dapat
menggunakan symbol-simbol pada menu bar seperti gambar
Symbol merupakan kontak NO (Normally open) Symbol merupakan kontak NC (Normally Close) Symbol merupakan kontak Aplikasi Instruksi
Symbol merupakan kontak Internal Relay (AUX Contact) Apabila ingin membuat kontak NO, maka klik symbol kemudian isikan kode input misalkan X0 kemudian klik Ok, begitu juga
untuk kontak NC maupun kode output misalkan Y0 dan kontak internal relay misalkan M0 seperti pada gambar
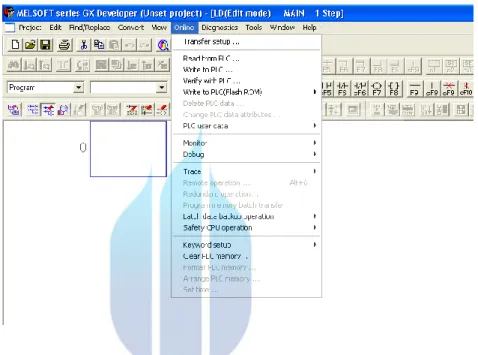
Gambar 3.6. Tampilan input, output dan internal relay
6. Pada akhir program software PLC lainnya harus diberikan instruksi END tetapi untuk software bawaan Mitsubishi ini tidak perlu lagi memberi perintah END karena saat membuat project baru instruksi END secara otomatis sudah ada, selanjutnya untuk cek program atau leader kita maka klik menu CONVERT sebelum program ditransfer ke PLC, dapat dilihat pada gambar
7. Selanjutnya untuk komunikasi dengan PLC pilih menu Online pilih write to PLC jika program tersebut hendak ditransfer dari computer ke PLC, jika ingin mengambil program yang sudah ada di dalam PLC untuk kita tampilkan ke dalam PC pilih menu read from PLC , dapat dilihat pada gambar
Gambar 3.8. Menu tampilan untuk proses transfer program ke PLC 3.6 Parameter Input dan Ouput Rancangan
Dalam rancangan kontrol peralatan lifting pump ini ada beberapa parameter yang menjadi input dan ouput diantaranya
Input peralatan :
1. Sensor level air yang dalam penelitian ini menggunakan sensor Elektroda, dan nantinya input dari sensor ini akan digantikan oleh kerja timer apabila elektroda terjadi masalah atau trouble, timer disini merupakan timer dari bawaan PLC
2. Selector Switch Auto/Manual pompa saat beroperasi 3. Selector Switch sebagai pengganti pengaman pompa
4. Elektroda sebagai inputan floatless sebelum memberi perintah pada PLC Output peralatan :
Dalam tugas akhir ini tanpa merubah prinsip dan cara kerja alat, penulis menuangkan rancangan tugas akhir dalam bentuk markup sehingga output peralatan ini adalah indikator nyala lampu sebagai pengganti operasional pompa ( ON, OFF dan FAULT ) indikator pompa ON warna hijau, pompa OFF warna Merah dan pompa FAULT warna kuning
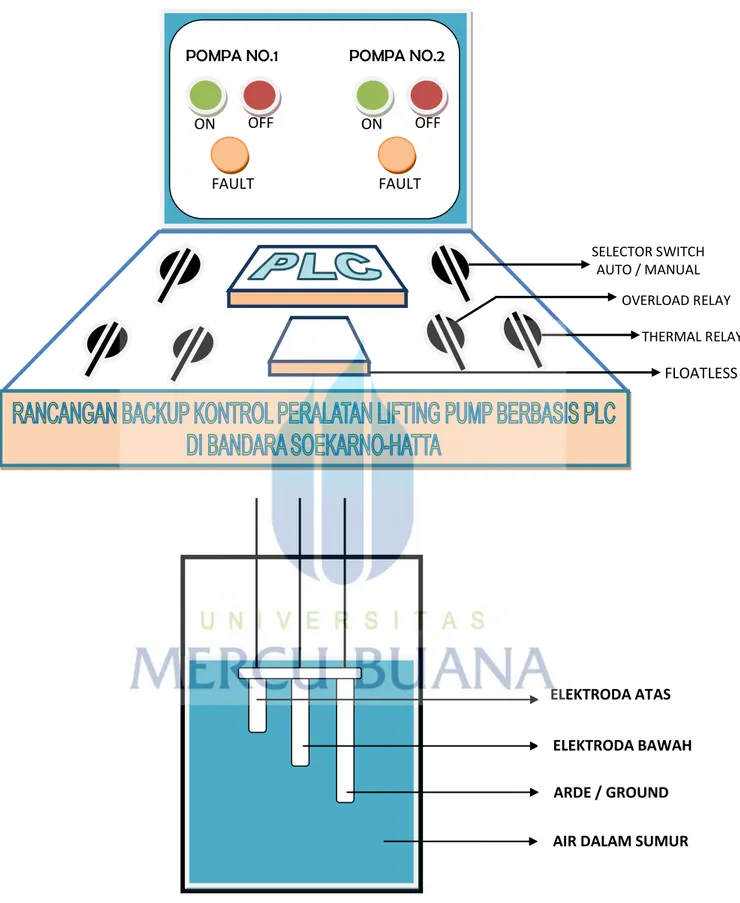
Rangkaian kontrol peralatan yang nantinya digunakan sebagai markup pengganti rancangan sesungguhnya akan ditunjukkan seperti pada gambar 3.9 pada halaman 51, pada gambar tersebut dijelaskan juga tentang perancangan control level air dengan menggunakan elektroda pada floatless level
Gambar 3.9. Rancangan alat yang akan dibuat dan rancangan sensor level air THERMAL RELAY OVERLOAD RELAY SELECTOR SWITCH AUTO / MANUAL FLOATLESS POMPA NO.1 POMPA NO.2
ON OFF FAULT ON OFF FAULT ARDE / GROUND ELEKTRODA ATAS ELEKTRODA BAWAH
3.7 Flow Chart Kondisi yang diinginkan TIDAK YA TIDAK YA TIDAK TIDAK YA YA TIDAK YA YA OTOMATIS MANUAL YA START/MULAI BACA SENSOR KONTAKTOR ON END/SELESAI SELECTOR SWITCH INPUT SELEKTOR SWITCH SWITCH ON INPUT SELEKTOR SWITCH SWITCH ON TIMER (ENERGIZE) PELAMPUNG BAWAH PELAMPUNG ATAS
Prinsip Kerja Dari Flowchart Rangkaian
Penjelasan awal dimulai saat pertama kali memilih selector switch sebagai suatu perintah kerja, apabila selector switch dipilih manual dengan kondisi normal maka begitu ON secara otomatis akan langsung menghidupkan pompa dan pompa akan langsung bekerja, tetapi apabila selector switch yang terpilih pada posisi automatis maka kerja pompa berdasarkan sensor level air, sensor level air ini memiliki dua parameter indikator yang harus dipenuhi agar dapat menghidupkan pompa yaitu pertama kondisi sensor level air posisi bawah harus energize, yang kedua sensor level air atas harus juga energize menyusul kondisi sensor level air bawah, apabila dua parameter indikator tersebut terpenuhi maka pompa akan bekerja secara otomatis, kendala atau masalah akan timbul apabila salah satu parameter tersebut tidak terpenuhi, apakah sensor air level atas tidak mau energize atau mungkin sensor air level bawah tidak mau energize yang terjadi pompa tidak akan mau bekerja, hal ini secara tidak langsung memutus distribusi air limbah menuju STP atau tempat treatment air limbah. Disinilah peran backup timer dibutuhkan apabila salah satu parameter diatas tidak terpenuhi salah satunya atau salah duanya maka secara otomatis settng waktu timer akan mengambil alih kerja sensor level air dan distribusi air limbah tidak akan terganggu atau terputus.
3.8 BLOK DIAGRAM
Prinsip kerja dari Blok Diagram:
1. INPUT : Input disini merupakan input saat sensor level air saat mengalami masalah, dimana input ini memberikan instruksi kepada peralatan selanjutnya yang disebut PLC atau Programable Logic Controller
2. PLC : Merupakan alat kontrol sebagai penerima input dan selanjutnya akan meneruskan sebagai suatu tindakan
3. BACKUP TIMER PLC : Saat input yang diterima PLC merupakan input dengan indikasi sensor level air bermasalah maka PLC akan memerintahkan suatu tindakan berupa kontrol timer otomatis sebagai pengganti peran sensor level air
4. POMPA ON/OFF : Merupakan suatu keluaran atau hasil proses dari PLC, Output berupa operasi motor pompa berdasarkan timer atau pewaktu yang peranannya digantikan oleh lampu indikator
5. POWER SUPPLY : Merupakan rangkaian penyuplai tegangan yang akan digunakan untuk menyuplai PLC dan kontak-kontak PLC, supply disini ada dua yaitu 220 VAC dan 24 VDC
POWER SUPPLY PROGRAMABLE LOGIC CONTROLLER BACKUP TIMER PLC OPERASIONAL ON/OFF POMPA BERDASARKAN TIMER INPUT SENSOR BERMASALAH
FLOWCHART KONTROL BACKUP TIMER
PENJELASAN FLOW CHART :
Kontrol Back-upp timer bekerja dimulai dari posisi awal start system bekerja, dilanjutkan pada proses inisialisasi sensor level air, apabila sensor dalam kondisi normal maka operasional pompa tetap berjalan dengan menggunakan sensor level air (kondisi normal), apabila saat inisialisasi sensor level air diindikasikan sensor bermasalah maka PLC sebqgai penerima input akan
TIDAK
YA
START/MULAI INISIALISASI SENSOR LEVEL AIR KONDISI NORMAL OPERASIONAL MENGGUNAKAN BACKUP TIMER OPERASIONAL MENGGUNAKAN SENSOR LEVEL AIREND/SELESAI PLC
memproses dan memberikan instruksi kepada timer back-up untuk mengambil alih peranan sensor level air sehingga pompa tetap bekerja dan distribusi air limbah tidak terputus menuju STP (sewage treatment plant) untuk diolah.
3.9 Perancangan dan Aplikasi Sistem
Dalam perancangan aplikasi sistem akan diperlukan input output yang nantinya akan digunakan untuk pemrograman pada leader PLC, daftar input output tersebut antara lain diperlihatkan dalam bentuk table di bawah ini
Tabel 3.1. Input Output Rancangan FUNGSI INPUT KETERANGAN FUNGSI OUTPUT KETERANGAN XO SS MANUAL POMPA 1 Y2 INDIKATOR ON POMPA 1 X1 SS OTOMATIS POMPA 1 Y3 INDIKATOR OFF POMPA 1 X2 SS MANUAL POMPA 2 Y4 INDIKATOR FAULT POMPA 1 X3 SS OTOMATIS POMPA 2 Y7 INDIKATOR ON POMPA 2
X6 PENGAMAN Y10 INDIKATOR OFF
POMPA 2
X7 PENGAMAN Y11 INDIKATOR
FAULT POMPA 2
X10 INPUT NO
FLOATLESS
X11 INPUT NC
FLOATLESS
Setelah input output ke PLC di tentukan maka proses selanjutnya merangkai alat menjadi sebuah mark-up sesuai dengan rancangan yang diinginkan, untuk selalu menjadi catatan karena PLC merupakan kontrol yang sifatnya sensitif maka pastikan selalu yang menjadi input PLC tegangan 220
±5 VAC karena tegangan input ini jiga akan mempengaruhi power supply 24 VDC yamg dimiliki oleh PLC, sedangkan tegangan 24 VDC output PLC bisa kita gunakan untuk power di inputan PLC
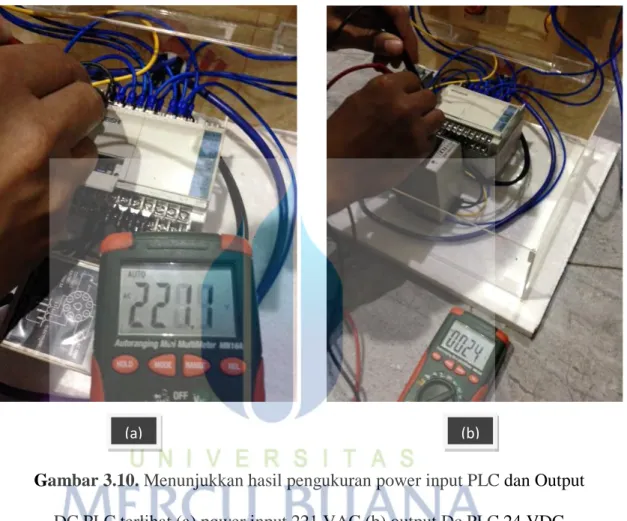
Gambar 3.10. Menunjukkan hasil pengukuran power input PLC dan Output DC PLC terlihat (a) power input 221 VAC (b) output Dc PLC 24 VDC
Gambar diatas menunjukkan pengukuran power untuk sumber PLC, diketahui bahwa PLC membutuhkan tegangan kerja sebesar 220 VAC untuk dapat bekerja sehingga sumber tegangan yang diizinkan tidak boleh terlalu jauh dari nominal 220 karena angka yang tertampil pada multimeter sebesar 221 VAC maka besaran tersebut masih masuk dalam range tegangan yang diizinkan ±5 dari 220 VAC, sehingga tegangan output DC yang dihasilkan PLC tidak terlalu jauh dari besaran yang ditentukan, bahkan dalam
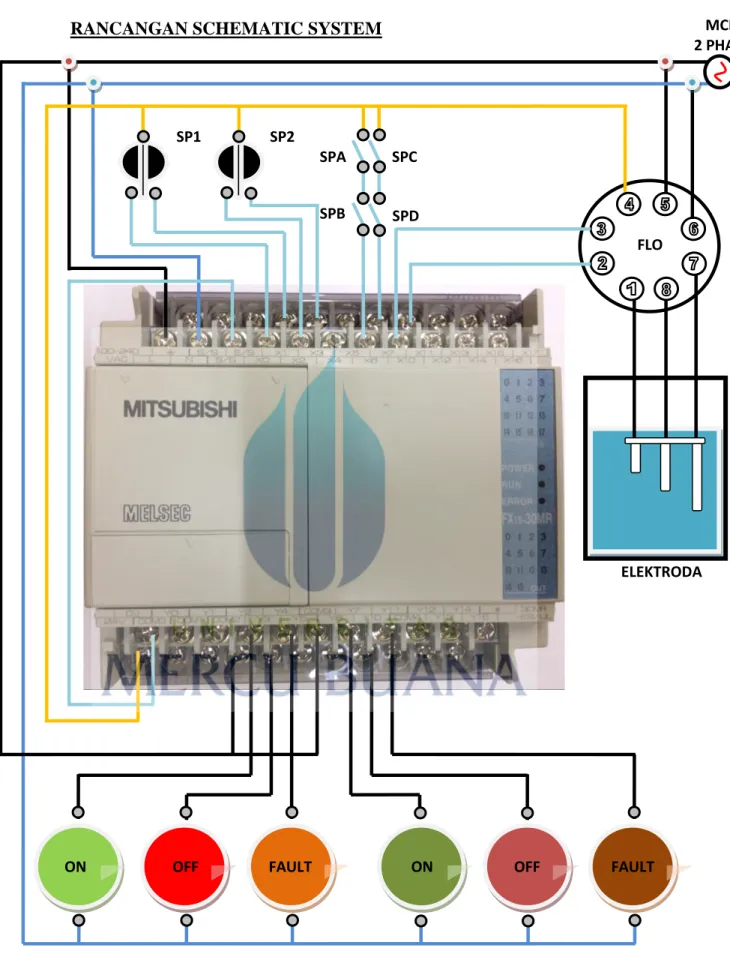
pengukuran di atas menunjukkan angka yang tepat yaitu sebesar 24 VDC. Selanjutnya rancangan siap dirangkai sesuai dengan rangkaian schematic system yang akan dijelaskan pada Gambar 3.12. Setelah kita merancang hardware sesuai dengan schematic langakah selanjutnya melakukan download ledder atau program ke dalam PLC melalui aplikasi atau software Mitsubishi GX Developer, setelah download ke PLC selesai rancangan dapat coba dijalankan apakah sudah sesuai dengan yang diinginkan atau apakah hasil rancangan sudah dapat menjawab apa yang menjadi pokok permasalahan.
RANCANGAN SCHEMATIC SYSTEM
Gambar 3.12. Rancangan Schematik System
ELEKTRODA MCB 2 PHASA SPC SPA SPD SPB SP1 SP2 FLO
SIMBOL SCHEMATIK SYSTEM
SP1 : Selektor Switch Pompa 1
SP2 : Selektor Switch Pompa 2
SPA : Selektor Pengaman Pompa 1 ( Thermal )
SPB : Selektor Pengaman Pompa 1 ( Overload )
SPC : Selektor Pengaman Pompa 2 ( Thermal )
SPD : Selektor Pengaman Pompa 2 ( Overload )
ELEKTRODA FLOATLESS LEVEL AIR ON OFF FAULT ON OFF FAULT ON Pompa 1 OFF Pompa 1 FAULT Pompa 1 ON Pompa 2 OFF Pompa 2 FAULT Pompa 2 FLO