PENGARUH KECEPATAN POTONG TERHADAP KUALITAS PERMUKAAN BENDA KERJA PADA PROSES BUBUT
Abstraksi
Oleh: Danardono A.S., Hengky S. Nugroho, Rosehan Program studi Teknik Mesin PPS BIT FTUI. Depok 16425
E-mail: [email protected]
Pemotongan kecepatan tinggi yang mencakup di dalamnya pemilihan material dan pahat potong pada proses pembubutan sudah dikembangkan pada industri belakangan ini. Makalah ini melakukan penggolongan parameter kecepatan potong tinggi yang cocok, dengan proses permesinan kecepatan tinggi diperoleh dan dievaluasi dari dasar penggolongan rinci dari beban pemotongan dan kekasaran permukaan akhir benda kerja. Adapun prinsip dasarnya adalah melakukan pembandingan beban potong, ratio geram dan geseran material sehingga kekasaran permukaan suatu produk pembubutan dapat dianalisa.
Abstraction
High cutting speed, included material design and cutting tool, on turning machinery processing have developed in a several Industry. Parametric's classification, which occur with high speed processing machine system and will evaluate with cutting force and surface roughness.
Basic principals on this paper are make a comparison cutting force, chip's ratio and sharing force material, therefore surface roughness of turning processing products could be analyse.
1. Pendahuluan
Dalam industri pemesinan, proses pemotongan logam merupakan suatu proses yang sangat penting, dimana proses tersebut dapat merubah suatu geometri menjadi geometri produk yang diinginkan. Pemesinan konvensional dibandingkan pemesinan dengan kecepatan potong tinggi menunjukan pengurangan waktu produksi dan mengakibatkan suatu peningkatan effisiensi proses manufaktur. Oleh karena itu kecepatan potong tinggi sangat berarti secara ekonomis. Kualitas komponen dapat dicapai teknologi kecepatan potong tinggi yang dipergunakan pada banyak bidang manufaktur. Kecepatan potong tinggi mengurangin waktu kontak antara pahat dengan benda kerja, Dikarnakan kontak yang rendah dapat dicapai, beban panas pada bahan pahat berkurang dan mengakibatkan umur pahat bertambah.
Kemampuan mencapai suatu ketentuan kekasaran pada permukaan yang dibubut kerapkali merupakan kebutuhan utama, pada pembubutan memanjang yang didifinisikan profil puncak ke profil dasar, nilai hmax didapat berdasarkan pada suatu simulasi dinamik yang merupakan fungsi kecepatan potong (Vc), kedalaman potong (ap), gerak makan (fn), radius pahat (rβ) dan frekwensi pribadi (x), sebagaimana ditunjukan pada persamaan berikut ini 1):
Untuk x lebih besar 150 Hz:
rβ
f 3 . h 124
2 max n
= ⋅ (1)
2. Kekasaran permukaan
Kekasaran permukaan yg dihasilkan oleh proses pemesinan adalah pengaruh kombinasi dari dua bagian terpisah, yaitu:
- Kekasaran ideal (ideal roughness), ini diakibatkan dari geometri pahat dan gerak makan (feed).
Penomena geometri dan besaran minimum terjadi ketidakrataan yang diakibatkan oleh proses pemesinan.
- Kekasaran sesungguhnya (natural roughness), beberapa faktor yg penyebabnya, selain geometri pahat dan gerak makan, antara lain; formasi BUE dan getaran pada mesin itu sendiri.
2.1. Kekasaran Ideal
Kekasaran ideal menunjukan hasil akhir yang baik dapat diberikan oleh proses pemesinan, gambar berikut ditunjukan geometri permukaan dari pembubutan permukaan menggunakan pahat tanpa radius dan pahat dengan radius 2).
(a) pahat tanpa radius (b) pahat radius Gambar 1. Geometri permukaan kekasaran ideal pada pembubutan
Pada gambar 1, tinggi maksimum ketidakrataan dapat dihitung dengan. persamaan:
Pahat tanpa radius, tinggi maksimum 3):
γ κ cot cot hmax fn
= + (2)
Pahat radius, tinggi maksimum 2):
rβ
8 h f
2 n
max = ⋅ (3)
dimana: hmax : tinggi maksimum ketidakrataan [µm]
fn : gerak makan [mm/r]
κ : sudut.potong utama [ o ] γ : sudut potong bantu [ o ]
rβ : radius pahat [mm]
2.2. Kekasaran sesunggunya
Pada operasi sebenarnya, beberapa variasi faktor yang merugikan mempengaruhi hasil akhir.
Diantaranya yang sangat penting; pembentukan dari BUE (built-up edge) dan getaran. Bila kondisi pemotongan dipilih dengan tepat, chatter (getaran) dapat dihindari. Setelah formasi BUE tergantung pada kondisi pemotongan (kering atau basah) dan kecepatan potong itu diperkirakan. Untuk suatu kondisi pemotongan, kekasaran sesunggunya akan berubah-ubah terhadap kecepatan potong. Kecuali untuk kecepatan potong sangat rendah, intensitas formasi BUE berkurang terhadap kecepatan potong, dan juga tinggi maksimum dari ketidakrataan permukaan juga diakibatkan penurunan kecepatan potong 2).
3. Metode Penelitian
Pada dasarnya penelitian ini dititik beratkan pada proses pembubutan pada kecepatan potong tinggi terhadap material benda kerja berbentuk silindris, dengan tujuan untuk memperoleh korelasi antara kekasaran permukaan dan variabel proses pemotongan. Penelitian ini menggunakan mesin bubut CNC yang dilengkapi dengan informasi pembebanan pada sumbu-sumbu dan poros utama-nya.
Data yang ditetapkan dalam penelitian ini adalah sebagai berikut:
Data mesin:
Mesin bubut CNC : Mazak
Tipe : Turn 8N
Kontrol : Mazatrol T Plus
Putaran maximum : 5000 rpm
Torsi konstan (T) : 9.0 kgf-m 4) Surface tester:
Pembuat : Mitutoyo
Tipe : Surftest-211
Data pahat:
Pembuat : Sandvik Coromont
Material : Cemented Carbide Kode sisipan : CNMG 12 04 08-WF
Grade : New GC4015
Kode pemegang pahat : PCLNR 2020K12 Data material benda kerja
Kekerasan : 177 BHN
Parameter pemesinan:
Kecepatan potong (Vc) : 200 m/min s/d 1350 m/min Gerak makan (fn) : 0.2 mm/r
Kedalaman potong (ap) : 0.5 mm
Diameter material (d) : 42 mm s/d 88 mm Panjang potong (L) : 8 mm Kriteria penggantian pahat : beban pemotongan
Setiap tingkat kecepatan potong dilakukan delapan kali pengujian yang masing-masing dilakukan pengukuran lima kali. Untuk data beban pemesinan hanya dilakukan satu kali setiap pengujian.
Data pemesinan, data pengamatan dan data prediksi dapat dilihat pada lampiran 1 Data pengamatan pada tabel 1 adalah nilai rata-rata dari lima kali pengukuran, sedangkan nilai data prediksi diperoleh dengan menggunakan bantuan software Excel.
4. Analisa
4.1. Beban pemesinan
Beban pemesinan sangat berarti sekali pada karateristik dari proses pemotongan, beban pemesinan ini memberikan informasi beban mekanik pada pahat potong dan juga tentang energi yang dipindahkan pada proses pemotongan. Pengukuran beban pemesinan ini merupakan fungsi kecepatan potong, yang diambil dari beban terhadap sumbu X, sumbu Z, dan poros utama seperti pada gambar berikut:
R2 = 0.9854
R2 = 0.7289 9.00
12.00 15.00 18.00 21.00 24.00 27.00 30.00
0 200 400 600 800 1000 1200 1400
Kecepatan potong; Vc [m/min]
Beban sumbu; Px, Pz [%]
data pengamatan, Px data pengamatan, Pz Log. (data pengamatan, Px) Log. (data pengamatan, Pz)
Gambar 2. Beban sumbu X, Z terhadap kecepatan potong
R2 = 0.9426 10.00
30.00 50.00 70.00 90.00 110.00 130.00 150.00
0 200 400 600 800 1000 1200 1400
Kecepatan potong; Vc [m/min]
Beban poros utama; Ps [%]
data pengamatan, Ps Expon. (data pengamatan, Ps)
Gambar 3. Beban poros utama terhadap kecepatan potong
Dari gambar 2 dan 3, terlihat seperti pada tabel 2, Beban sumbu Z dan beban poros utama hampir tidak mengalami kenaikan yang berarti. Sedangkan beban sumbu X kenaikan sangat berarti. Jika pahat telah mengalami keausan, maka beban sumbu X meningkat sampai beberapa kali. Beban sumbu Z dan beban poros utama meningkat sedikit yang seharusnya menurun pada saat kecepatan potong turun.
Dari beban sumbu X, Z dan poros utama, kriteria penggantian pahat dilakukan.
Tabel 2. Perbandingan beban pada sumbu X, Z dan poros utama terhadap kecepatan potong.
Beban pada sumbu dan poros utama
Vc [m/min] Px [%] Pz [%] Ps [%]
200 27.73 10.08 27.66
800 20.54 12.07 70.20
1350 15.60 14.23 138.38
Pengurangan beban sumbu Z (Pz) pada putaran tinggi berpengaruh positip terhadap kehalusan permukaan pada kasus gerak makan memanjang. Penurunan beban sumbu Z berpengaruh dengan pengurangan beban mekanik pada pahat potong di zona geser pada tepi potong (cutting edge) pahat.
4.2. Kekasaran permukaan
Seperti yang telah dibahas kekasaran permukaan sangat dipengaruhi oleh geometri pahat, pengaruh ini disebut dengan kekasaran permukaan sesunggunya. Mengingat bentuk pahat yang digunakan tidak sama, maka persamaan 2 dan 3 tidak dapat digunakan.
Untuk pendekatan kedalaman total sesunggunya, maka dapat digambarkan geometri permukaan terhadap posisi radius pahat seperti pada gambar 4.
h rβ
fn
γ
Gambar 4. Geometri permukaan terhadap radius pahat Sehingga diturunkan rumus sebagai berikut:
Kedalaman total:
1000 γ)) o γ))
sin(90 r
) tan(
f (r sin(arcsin r
(r
hmak − n ⋅ γ ⋅ + + ⋅
⋅
−
= (4)
di mana: r : radius pahat [mm]
fn : gerak makan [mm/r]
γ : sudut potong bantu [ o ] Bila diketahui; r : 0.8 mm, f : 0.2 mm/r, dan γ : 3o, maka:
hmak = 1.682 µm
Kekasaran permukaan rata-rata empiris dapat dihitung dengan pendekatan sebagai berikut 5):
t )
teoritis (
a . R
R = 2560 ⋅ (5)
di mana: Rt =hmax Sehingga:
Ra(teoritis)= 1.421 µm
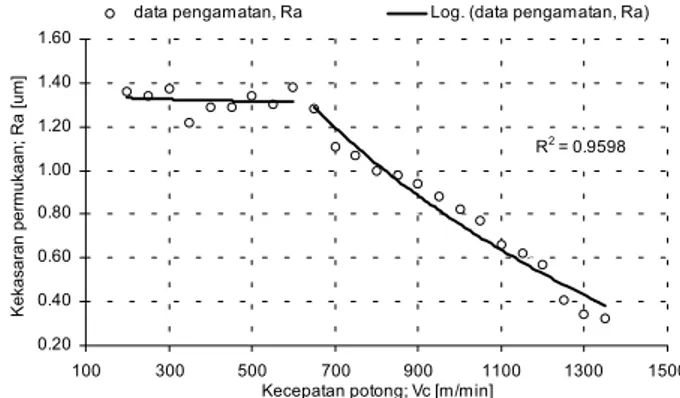
Dari gambar 5 grafik berikut ini, terlihat Ra = 1.421 µm berada pada kecepatan potong antara 200 m/min sampai dengan 600 m/min. Sedangkan di atas kecepatan potong 650 m/min sampai dengan 1350 m/min, kekasaran permukaan rata-rata menurun tajam sekali mengikuti meningkatnya kecepatan potong.
R2 = 0.9598
0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60
100 300 500 700 900 1100 1300 1500
Kecepatan potong; Vc [m/min]
Kekasaran permukaan; Ra [um]
data pengamatan, Ra Log. (data pengamatan, Ra)
Gambar 5. Kekasaran permukaan terhadap kecepatan potong
Selain kecepatan potong, gaya potong, material benda kerja dan rigiditas dari pemegang pahat sisipan yang mempengaruhi. Geometri pahat sisipan akan mempengaruhi gaya yang bekerja pada titik potong- nya. Pahat yang digunakan mempunyai sudut potong utama 92o, sudut potong bantu 3o dan sudut potong sampingnya negatip 3o (lihat gambar 6). Sudut potong samping (side cutting edge angle) ini mengakibatkan gaya radial relatip kecil atau beban terhadap sumbu X relatif lebih kecil, sehingga bagian pahat lebih rigid, mengakibatkan getaran yang ditimbulkan akan relatif kecil 3).
3°
80°
19° 0.1 4°
95°
Gambar 6. Geometri pahat insert.6)
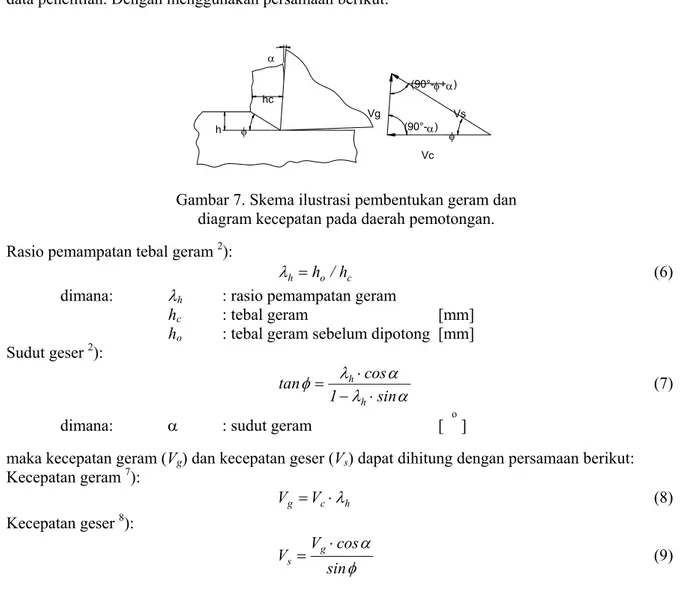
Kecepatan potong (Vc) tinggi akan meningkatkan kecepatan geram (Vg) dan kecepatan geser (Vs). Ini terlihat dari tebalnya geram yang dihasilkan pada kecepatan potong tinggi lihat tabel pada lampiran data penelitian. Dengan menggunakan persamaan berikut:
Vs Vg
Vc
φ φ
α
(90°-α) (90°-φ+α) hc
h
Gambar 7. Skema ilustrasi pembentukan geram dan diagram kecepatan pada daerah pemotongan.
Rasio pemampatan tebal geram 2):
c (6)
o h =h /h λ
dimana: λh : rasio pemampatan geram
hc : tebal geram [mm]
ho : tebal geram sebelum dipotong [mm]
Sudut geser 2):
α λ
α φ λ
sin 1
tan cos
h
h ⋅
−
= ⋅ (7)
dimana: α : sudut geram [ o ]
maka kecepatan geram (Vg) dan kecepatan geser (Vs) dapat dihitung dengan persamaan berikut:
Kecepatan geram 7):
Vg =Vc⋅λh (8)
Kecepatan geser 8):
φ α sin
cos Vg
s
= ⋅
V (9)
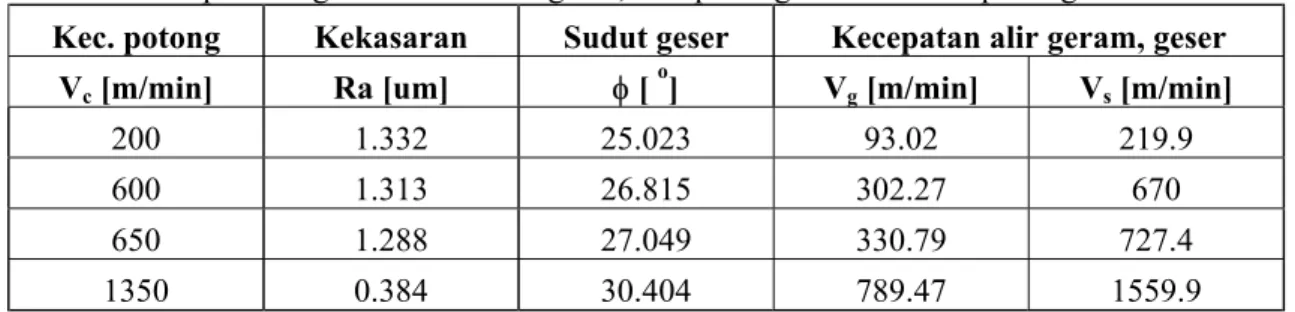
Dari persamaan di atas dapat dihitung sudut geser, kecepatan geram dan kecepatan geser, seperti pada tabel 3 di bawah ini.
Tabel 3. Hasil perhitungan teoritis sudut geser, kecepatan geram dan kecepatan geser.
Kec. potong Kekasaran Sudut geser Kecepatan alir geram, geser Vc [m/min] Ra [um] φ [ o] Vg [m/min] Vs [m/min]
200 1.332 25.023 93.02 219.9
600 1.313 26.815 302.27 670
650 1.288 27.049 330.79 727.4
1350 0.384 30.404 789.47 1559.9
Dari tabel 3; terlihat sudut geser (φ), kecepatan geram, kecepatan geser terhadap kecepatan potong.
Pengaruh kecepatan potong (Vc) sangat berarti sekali pengaruhnya pada kecepatan geram (Vg) dan kecepatan geser (Vs) di antara kecepatan potong 650 m/min sampai 1350 m/min. Kecepatan geram jauh lebih kecil dari kecepatan potong ini disebabkan oleh terjadinya pemampatan geram pada zona geser. Sedangkan kecepatan geser dari hasil penjumlahan vektor kecepatan geram dan kecepatan potong dengan sudut geser yang terbentuk relatif terhadap benda kerja. Bila dibandingkan pada kecepatan 200 m/min sampai 600m/min, sedangkan kecepatan potong lebih besar dari 650 m/min kenaikan terjadi pada sudut geser, kenaikan sudut geser mengakibatkan kenaikan pada kecepatan geser. Pada tabel 3, kecepatan geser lebih besar dibandingkan dengan kecepatan potong, ini disebabkan sudut geram negatif (-4o) atau (0o).
Sudut geser meningkat diakibatkan kecepatan potong tinggi dan material yang dipotong. Sudut geser merupakan tempat terjadi proses geser terus menerus setiap mulai memotong pada bentuk yang baru, yang merupakan proses deformasi plastis. Sebelum terbentuk deformasi plastis pada benda kerja terlebih dahulu terjadi proses yield, yaitu antara elastis dan plastis. Semakin besar sudut geser terbentuk maka lapisan yield akan semakin mendekati titik potong pahat.
0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00 1.10 1.20 1.30 1.40
100 300 500 700 900 1100 1300 1500
Kecepatan potong, Vc [m/min]
Kekasaran, Ra [um]
data teoritis, Ra Log. (data teoritis, Ra)
Gambar 7. Kekasaran permukaan terhadap kecepatan potong 5. Kesimpulan
Kecepatan potong rendah lebih kecil dari 600 m/min punya kecenderungan konstan, sedangkan pada kecepatan potong lebih besar dari 650 m/min sampai 1350 m/min kekasaran menurun tajam mengikuti kenaikan kecepatan potong (lihat gambar 7. dan tabel 3.). Kekasaran secara teoritis merupakan fungsi dari geometri pahat dan gerak makan. Dari hasil penelitian didapat kekasaran sesungguhnya sangat dipengaruhi oleh geometri pahat, kekerasan material benda kerja dan kondisi pemotongan. Kecepatan potong tinggi mengakibatkan peningkatan sudut geser geram, sehingga lapisan yield akan semakin mendekati titik potong pahat, hal ini yang mempengaruh terhadap kekasaran permukaan benda kerja.
Apendiks Notasi:
α : sudut geram [ o ]
γ : sudut sudut potong bantu [ o ] κ : sudut.potong utama [ o ] λh : rasio pemampatan geram
φ : sudut geser [ o ]
ap : kedalaman potong [mm]
d : diameter [mm]
fn : gerak makan [mm/r]
ho : tebal geram sebelum dipotong [mm]
hc : tebal geram [mm]
hmax : tinggi maksimum ketidakrataan [µm]
L : panjang potong [mm]
Px : beban sumbu X [ % ]
Ps : beban poros utama [ % ]
Pz : beban sumbu Z [ % ]
Ra : kekasaran permukaan [µm]
rβ : radius pahat [mm]
T : Torsi [kgf-m]
Vc : kecepatan potong [m/min]
Vf : kecepatan gerak makan [m/min]
Vg : kecepatan alir geram [m/min]
Vs : kecepatan geser [m/min]
Daftar Pustaka
[1] Jang. D.Y. and Seireg. A, “Machining Parameter Optimization for Specified Surface Condition”, Journal Engineering for Industry, Vol. 114, (1992)
[2] Ghosh. A. end Mallik A.K. “Manufacturing Science”, Ellis Horwood Limited, England, (1986)
[3] Venkatesh. V.C, Kattan. I.A, Hoy. D, Ye. C.T. and Vankirk. J.S, “An Analysis Cutting Tools with Negative Side Cutting Edge Angles”, Journal Materials Processing Technology, Vol. 58, (1996)
[4] Mazak, “Operating Manual for Quick Turn 8 N”, Yamazaki Mazak Corporation, publication no. H147SG0010E, (1994)
[5] Rochim Taufiq dan Sri Hardjoko W., “Spesifikasi Geometris Metrologi Industri & Kontrol Kualitas”. Bandung, FTI ITB, (1985)
[6] Sandvik Coromant, “Metalworking Products Turning Tools”, Denmark, Stibo Graphic, (2001) [7] Kalpakjian. S., “Manufacturing Engineering and Technology”, Addison Wesley Publishing
Company, Chicago, (1995)
[8] Rochim Taufiq, “Teori & Teknologi Proses Pemesinan”. Bandung, FTI ITB, (1993)
D A T A P E N E L I T I A N
Mesin : Turning CNC Mazak Benda kerja : Silinder feed : 0.2 mm/r
Tipe mesin : Turning 8N / Mazatrol Tplus Material : S50C dalam pot. : 0.5 mm
Insert tool : CNMG 120408-WF Kekerasan : 177 HBN panjang pot. : 8 mm
Grade : New GC4015 Tegangan tarik : 597 N/sqmm
Data pemesinan Data Pengamatan Data Prediksi
No. Vc [m/min] Vf [m/min] n [r/min] d [mm] Px [%] Pz [%] Ps [%] Ra [um] hc [mm] Px [%] Pz [%] Ps [%] Ra [um] hc [mm]
1 1350 976,63 4883,15 88 15,90 15,90 120,00 0,32 0,333 15,60 14,24 151,62 0,44 0,342 2 1300 962,33 4811,65 86 16,00 14,60 115,00 0,34 0,337 16,00 14,02 141,37 0,47 0,345 3 1250 947,35 4736,74 84 16,10 14,00 117,00 0,41 0,341 16,40 13,81 131,81 0,50 0,349 4 1200 931,64 4658,18 82 16,40 14,10 116,00 0,57 0,351 16,82 13,61 122,90 0,53 0,352 5 1150 915,14 4575,69 80 16,60 14,90 108,00 0,62 0,342 17,24 13,41 114,59 0,56 0,356 6 1100 897,80 4488,98 78 17,00 13,30 104,00 0,66 0,349 17,68 13,21 106,84 0,59 0,359 7 1050 879,54 4397,69 76 17,60 12,50 98,80 0,77 0,364 18,13 13,01 99,62 0,63 0,363 8 1000 860,29 4301,47 74 18,60 12,40 97,40 0,82 0,365 18,59 12,82 92,88 0,67 0,367 9 950 839,98 4199,91 72 19,00 12,40 94,50 0,88 0,361 19,06 12,63 86,60 0,71 0,370 10 900 818,51 4092,55 70 19,80 12,00 88,50 0,94 0,351 19,54 12,44 80,75 0,76 0,374 11 850 795,77 3978,86 68 19,10 12,00 85,00 0,98 0,381 20,03 12,25 75,29 0,80 0,378 12 800 771,66 3858,29 66 19,80 11,90 80,80 1,00 0,383 20,54 12,07 70,20 0,85 0,382 13 750 746,04 3730,19 64 20,10 12,30 79,40 1,07 0,384 21,06 11,89 65,45 0,90 0,385 14 700 718,76 3593,81 62 21,90 11,50 65,50 1,11 0,389 21,59 11,71 61,03 0,96 0,389 15 650 689,67 3448,35 60 21,40 11,60 62,40 1,28 0,378 22,14 11,54 56,90 1,02 0,393 16 600 658,57 3292,85 58 22,20 11,40 57,40 1,38 0,383 22,70 11,37 53,06 1,08 0,397 17 550 625,25 3126,25 56 22,20 11,40 55,60 1,30 0,383 23,28 11,20 49,47 1,15 0,401 18 500 589,46 2947,31 54 22,50 11,10 46,30 1,34 0,388 23,86 11,03 46,13 1,22 0,405 19 450 550,92 2754,60 52 24,00 10,90 42,50 1,29 0,395 24,47 10,87 43,01 1,30 0,409 20 400 509,29 2546,47 50 25,10 11,00 38,90 1,29 0,402 25,09 10,71 40,10 1,38 0,413 21 350 464,20 2321,00 48 25,30 10,50 34,50 1,22 0,419 25,72 10,55 37,39 1,46 0,418 22 300 415,19 2075,93 46 27,10 10,90 29,50 1,37 0,426 26,37 10,39 34,86 1,55 0,422 23 250 361,71 1808,57 44 27,60 10,60 27,40 1,34 0,436 27,04 10,23 32,50 1,65 0,426 24 200 303,15 1515,76 42 29,20 10,30 25,30 1,36 0,446 27,73 10,08 30,31 1,75 0,430