5
BAB II
LANDASAN TEORI
1.1 Penelitian Terdahulu
Penelitian sebelumnya yang dipakai landasan untuk penelitian yang akan dilaksanakan saat ini. Maka dari itu agar lebih relevan apabila mengulas penelitian yang sudah pernah dilakukan sebagai acuan untuk penelitian saat ini yang akan dilakukan.
Penelitian yang pertama, Riswadi dan Ilham (2012), Komparasi sambungan las Dismilar AA5083-AA6061-T6 antara las TIG dan FSW. Pada penelitian ini dilakukan untuk melakukan study sifat mekanis dan sifat fisis mikrostruktur, uji Tarik, dan kekerasan akibat pengaruh panas dengan kuat arus untuk proses las TIG, dan putaran proses las FSW sambungan las tak sejenis aluminium seri 5083 dan 6061-T6. Parameternya menggunakan arus AC pad alas TIG dengan variasi arus 100A,120A,dan 140A, sedangkan las FSW dilakukan dengan variasi putaran tool 1200,1400,dan 1400. Pengujian yang dilaksanakan meliputii uji tarik, uji kekerasan, dan foto mikro. Hasil dari penelitian tersebut menunjukkan pad alas FSW kekuatan Tarik tertinggi terdapat pada putaran 1600 rpm dengan nilai 151 MPa, hasil ini lebih rendah dibanding dengan kekuatan tarik pengelasan TIG yaitu 201 MPa pada arus 120A.
Penelitian selanjutnya yang dijadikan acuan ialah Saifudin dan Ilham (2011), Pengaruh Suhu Pre-heat terhadap Struktur Mikro dan Kekuatan Tarik Las Logam Tak Sejenis AISI 304 dan A36. Penelitian ini dilakukan bertujuan untuk meningkatkan sifat mekanik hasil pengelasan yang diberi suhu pre-heat. Penelitian
ini dilaksanakan dengan tiga variasi suhu pre-heat 100o C, 200oC, dan 300o C. dan hasil kekerasan bervariasi pada daerah welding, HAZ, dan base metal, penambahan suhu pre-heat dapat menurunkan kekerasan pada sambungan las yang disertai dengan meningkatnya keuletan hasil pengelasan.
1.2 Pengertian Pengelasan
Pengelasan ialah teknik menyambung logam dengan mencairkan logam yang akan dilas dan logam pengisi dengan tekanan atau tanpa tekanan, dengan logam tambahan atau juga tanpa logam tambahan, jadi menghasilkan sambungan las yang kontinyu (sonawan,2004
Dari definisi DIN pengelasan ialah ikatan metalurgi pada penyambungan logam / logam paduan yang dilakukan pada keadaan cair atau lumer. Dapat diartikan lebih lanjut pengelasan ialah sambungan dari beberapa batang logam dengan menggunakan energy panas. (Wiryosumarto dan Okumura 2000
Mengelas bukan sekedar dua batang logam sampai mencair lalu dibiarkan mengeras kembali, akan tetapi untuk membuat hasil las baik dan memiliki kekuatan yang diinginkan, kekuatan hasil las dapat dipengaruhi beberapa factor diantaranya: logam induk, bahan tambahan, tempat berlangsungnya proses pengelasan. (Alip 1989).
Maka dari itu persiapan sampai dengan pengujian hasil las harus sesuai dengan prosedur dan teknik pengelasan yang baik, pengelasan yang dilaksanakan dengan sesuai prosedur dan teknik pengelasan pasti akan mendapatkan hasil las yang sesuai dengan yang diharapkan.
1.3 GTAW (Gas Tungsten Arc Welding)
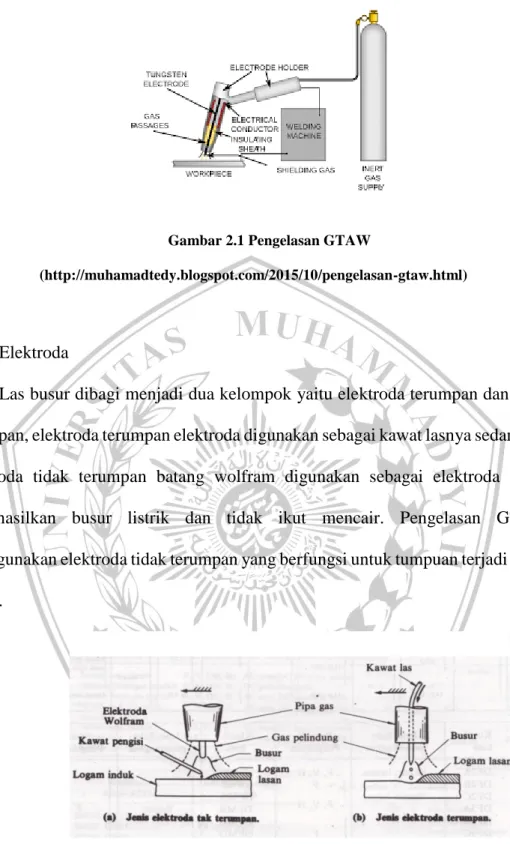
Sebelum dilakukan proses pengelasan harus menentukan terlebih dahulu metode las yang dipakai harus mempertimbangkan bahan dan kebutuhan las. Pada penelitian ini las yang digunakan adalah las GTAW ( Gas Tungsten Arc Welding). Dikarenakan las GTAW seringkali digunakan untuk mengelas stainlees steel. Hal ini dikarenakan gas argon dapat mengusir oksigen yang menimbulkan oksida logam yang sangat keras. Dengan menggunakan las GTAW dapat menghindari terbentuknya oksida.
Las GTAW atau Las TIG adalah las busur listrik yang dihasilkan oleh elektroda tetap, elektroda pad alas GTAW disebut juga dengan tungsten, bahan penambah dari bahan yang sejenis dengan logam yang dilas dan terpisah dengan welding gun (Sriwidarto 1996).
Cara kerja las GTAW adalah gas dihembuskan pada daerah las yang bertujuan untuk melindungi logam yang mencair dan busur las terhadap udara sekitar. Gas yang dipakai untuk pelindung ialah gas argon (Ar), helium (He), karbondioksida (CO2) atau campuran dari gas tersebut.
Menurut Wiryosumarno dan Okumura (2000), keuntungan memakai las GTAW anatara lain: pertama, kecepatan pengumpan logam pengisi bias diatur dari besar arus listrik sehingga penetrasi kedalaman logam pengisi dapat diatur, selanjutnya keuntungan yang kedua kualitas hasil las GTAW lebih baik. Maka dari itu las GTAW sering digunakan untuk mengelas baja yang memiliki kualitas tinggi seperti logam bukan baja, baja paduan tinggi, baja tahan karat, dan baja tahan panas.
Gambar 2.1 Pengelasan GTAW
(http://muhamadtedy.blogspot.com/2015/10/pengelasan-gtaw.html)
1.3.1 Elektroda
Las busur dibagi menjadi dua kelompok yaitu elektroda terumpan dan tidak terumpan, elektroda terumpan elektroda digunakan sebagai kawat lasnya sedangkan elektroda tidak terumpan batang wolfram digunakan sebagai elektroda untuk menghasilkan busur listrik dan tidak ikut mencair. Pengelasan GTAW menggunakan elektroda tidak terumpan yang berfungsi untuk tumpuan terjadi busur listrik.
Gambar 2.2 Elektroda Tak Terumpan dan Terumpan (Wiryosumarto dan Okumura, 2000)
Elektroda tak terumpan dibagi menjadi dua jenis yaitu tanpa logam pengisi dan dengan logam pengisi, kelompok ini dinamakan Las Wolfram Gas Mulia atau
Tungsten Inert Gas (TIG) karena menggunakan gas mulia sebagai pelindung las.
Tungsten berfungsi hanya sebagai busur nyala yang digunakan untuk mencairkan bahan tambahan diluar dan logam yang akan disambung. Dalam pemilihan tungsten tentu sangat berpengaruh pada hasil las. Kode elektroda tungsten diatur oleh AWS 5.12 sebagai berikut.
Tabel 2.1 Jenis – Jenis Tungsten dan Penggunaan Klasifikasi AWS Perkiraan Komposisi Kode Warna. EWP. Tungsten murni. Hijau. EWCe-2. 97,3% .tungsten,2%. cerium oksida. Oranye. EWLa-1. 98,3%. tungsten,1% lanthanum oksida. Hitam. EWTh-1 98,3%. tungsten, 1% thorium oksida. Kuning.
EWTh-2. 97,3%. tungsten, 2% horium oksida. Merah. EWZr-1. 99,1% tungsten, 1%. zirconium oksida. Cokelat. EWG. 9994,5%. tungsten, sisa tidak disebut. Abu-abu. Sumber: (Daryanto,2012:112) EWP
Electrode Wolfram Pure (EWP) adalah kode warna hijau dengan elektroda
tungsten murni, dengan tidak ditambahkan unsur paduan maka daya dukung lebih rendah dibandikkan dengan tungsten paduan, dengan sifat yang rendah tungsten ini bias digunakan untuk mengelas magnesium dan aluminium(Al).
EWCe
Electrode Wolfram Cerium Oxide (EWCe) adalah tungsten dengan kode warna
orange yaitu tungsten paduan memiliki unsur cerium kadar 2% memiliki ketahanan terhadap panas yang bias mencegah kontaminasi memiliki busur yang stabil dan nyala awal yang mudah.
EWLa
Electroda Wolfram Lanthanum Oxide (EWLa) adalah elektroda tungsten
dengan kode warna hitam yang memiliki campuran Lanthanum kadar 1%, 1.5% dengan kode warna emas, dan 2% untuck kode warna biru memiliki kelebihan seperti jenis tungsten EWCe.
EWTh
Electroda Wolfram Thorium Oxide (EWTh) adalah tungsten yang mengandung
unsur thorium kadar 1% kode warna kuning dan 2% kode warna merah. EWTH memiliki kelebihan busur yang stabil dan nyala awal yang mudah.
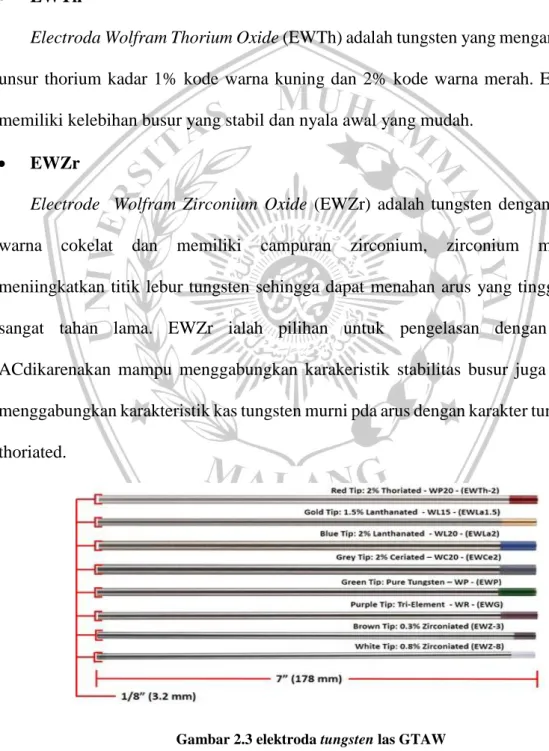
EWZr
Electrode Wolfram Zirconium Oxide (EWZr) adalah tungsten dengan kode
warna cokelat dan memiliki campuran zirconium, zirconium mampu meniingkatkan titik lebur tungsten sehingga dapat menahan arus yang tinggi dan sangat tahan lama. EWZr ialah pilihan untuk pengelasan dengan arus ACdikarenakan mampu menggabungkan karakeristik stabilitas busur juga dapat menggabungkan karakteristik kas tungsten murni pda arus dengan karakter tungsten thoriated.
Gambar 2.3 elektroda tungsten las GTAW
1.3.2 Gas Pelindung
Gas pelindung berfungsi sebagai pelindung logam las dari kontamiinasi udara luar dan juga sebagai pendingin fluida tungsten. Yang dipakai sebagai gas pelindung biasanya gas mulia yang sulit bereaksi pada udara luar seperti nitrogen, oksigen, dan karbondioksida. Pada pengelasan GTAW gas yang dipakai sebagai gas pelindung biasanya gas Argon dan Helium atau campuran keduanya.
Gas argon mrupakan gas mulia yang sangat stabil dan sulit bereaksi dengan unsur lain. Gas argon digunakan sebagai gas pelindung karena mampu membuat busur stabil juga sedikit percikan dan lebih mudah terionisasi maupun mengion disbanding dengan helium. Sehingga bias dianggap konduktor listrik. Aliran panas melaui busur lambat konduksi panas pada argon rendah, maka sangat baik untuk mengelas logam yang tipis.
Tabel 2.2 Skema Bahan Elektroda dan Gas Pelindung TIG
Bahan. Tebal. Arus. Elektroda. Gas lindung. Aluminium Semua. >1/8” <1/8” AC DCSP DCRP Tungsten/zicron Thoriated Thoriated/zicron Argon/argon helium Argon/argon helium Argon Tembaga/paduan tembaga Semua <1/8” DCSP AC Thoriated Tungsten/zicron. Helium Argon
Magnesium Semua Semua AC DCRP Tungsten/zicron Zicron/thoriated Argon Argon Nikel dan paduan nikel Semua. <1/8”. DCSP DCSP Thoriated. Thoriated. Argon Argon
Baja karbon baja paduan rendah Semua. <1/8” DCSP AC Tungsten/zicron Tungsten/zicron. Argon/argon. helium Argon
Stainless steel Semua. <1/8”. DCSP AC Thoriated Tungsten/zicron. Argon/argon. Helium. Argon.
Titanium Semua DCSP Thoriated. Argon.
Sumber : (Widharto 2013)
1.4 Stainless Steel
Stainless steel adalah baja tahan karat paduan tinggi dengan memiliki
kandungan unsur Cr min 10%. Dan memiliki unsur tambahan meliputi Nb,C,Ti,Al,Cu,Mn,Mo, dan Ni. (yunaidi 2016. Pada setiap unsur mempunyai pengaruh pada proses oksidasi suhu yang tinggi dan menghasilkan senyawa FeO, Fe203, Fe304, Cr203,CrO. (Bandriyana.2004).
1.4.1 Baja Tahan Karat Austenitik
Baja tahan karat austenitic adalah baja karbon rendah yang mengandung Ni 8% dan Cr 18% non magnetic, mudah dibentuk dan ulet, biasanya banyak
digunakan untuk pembuatan alat rumah tangga dan peralatan makanan. Baja jenis austenite antara lain AISI 201,202,304,dan 316. (Dewangan.2015).
1.4.2 Stainless Steel 304
Stainless steel 304 adalah baja panduan dengan mengandung Ni 8 – 10,5% dan Cr 18 – 20%, (Roberge, 2000). SS 304 banyak digunakan sebagai alat pengolah makanan dan sebagai konstruksi seperti industry nuklir dan kimia. SS 304 mempunyai ketahanan korosi yang sangat baik karena ada lapisan kromium pada permukaan (Riszki dan Hamami,2015). Jika direndam pada air laut dan larutan asam ketahanan korosi Stainless steel 304 akan menurun. Laju korosinya akan menurun jika direndam dalam medium korosif dalam waktu yang lama (Iliyasu et al,2012). Tabel 2.3 menunjukkan komposisi unsur kimia penyusun baja SS-304.
Tabel 2.3. Komposisi –komposisi unsur kimia yang terdapat pada baja tahan karat tipe 304
Unsur. Fe. C. Si. Mn. Cr. Mo. Ni. S. P.
Kadar
(%) 72.07 0.0423 0.57 1.1973 17.289 0.0241 8.4 0.0008 0.044
Sumber: (Yunaidi, 2016)
Tabel 2.4 Informasi terkait properti mekanik, elektrik dan suhu dari SS 304
Properti mekanik metrik
Kekerasan, brinell. 123.
Kekerasan, knop. 138.
Kekerasan, Rockwell. 70.
Kekerasan, Vickers. 129.
Daya tarik, ultimate. 505MPa.
Daya tarik, yield. 215MPa.
Elongation at break. 70%.
Modulus elastisitas. 193-200 Gpa.
Rasio poisson. 0,29.
Charpy impact. 325 J.
Properti Electrik Metrik
Ketahanan listrik 7,2e-005 ohm-cm
Permeabilitas magnetik 1,008
Properti Suhu Metrik
CTE, linear 20oC 0,5 J/g- oC
CTE, linear 250oC 17,8 µm/m- oC
CTE, linear 500oC 18,7 µm/m- oC
Kapasitas panas spesifik 0,5J/g- oC
Konduktifitas termal 16,2 W/m-K
Titik lebur 1400-1455 oC
Solid 1400 oC
Likuid 1455 oC
Sumber: (https://www.indo-makmur.com/blog/blog_detail/stainless-steel-304)
1.5 Pre-heat (pemanasan awal)
Pre-heat adalah pemanasan yang dilakukan diawal berfungsi sebagai
mengurangi perbedaan panas yang terjadi pada daerah pengelasan dan sekitarnya, preheat dilakukan sebelum proses pengelasan berlangsung. Untuk menghindari cacat pada las atau kerusakan pada saat proses pengelasan dan untuk menstabilkan suhu specimen sebelum proses pengelasan perlu dilakukan proses pre-heat. Penggunaan suhu pre-heat berbeda-beda pada tiap jenis logam, pemanasan awal dapat dilakukan dengan oven, dapur tempa, dan juga nyala api oxy gas, temperature suhu pre-heat baja karbon dapat dilihat pada table 2.4.
Tabel 2.5. Suhu pemanasan mula pada baja karbon sedang dan tinggi.
Kadar karbon (%). Suhu pre-heat (C). 0.20 (maks). 0.20-0.30% 0.30-0.45% 0.45-0.85% 90 (maks) C 90o-150o C 150o-260o C 260o-420o C
Sumber: (Alip, 1989: 232)
Pre-heat dilakukan tidak sampai titik kritis tapi sampai baja memerah serta harus diikuti dengan pendinginan yang merata, Apabila melebihi titik kritis akan menyebabkan perubahan karakteristik logam.
1.6 Pengujian Kekerasan
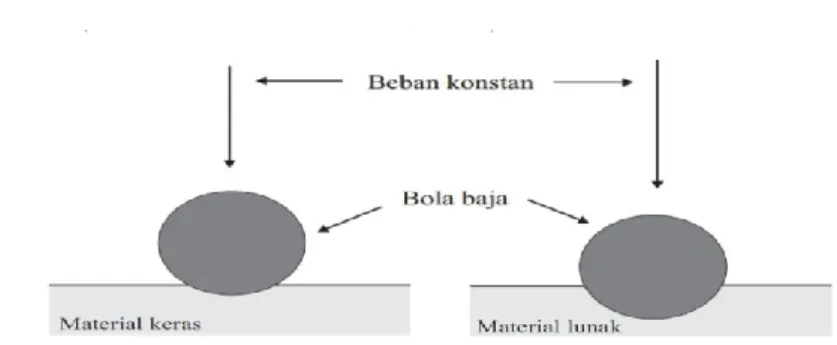
Uji kekerasan dilakukan dengan cara menekan benda yang akan diuji dengan benda tertentu dengan mengukur hasil penekanan yang terbentuk dipermukaannya. (surdia,2000). Kekerasan adalah daya tahan bahan terhadap beban yang ada pada permukaan bahan terhadap benda uji.(Setiawan,2013). Kekerasan bisa juga dihubungkan dengan kekuatan Tarik dan luluh logam, pada saat indentasi material akan mengalami deformasi plastis (Smallman and Bishop,1999). Kekerasan pada baja berada di kisaran 110s/d500 BHN (Hadi, 2016). Pada gambar 2.4 menjelaskan daya tahan material terhadap beban yang diberikan melalui tes mekanis, bola baja ditekan pada material lunak dan keras, pada material lunak lekukan yang dihasilkan lebih dalam dan sebaliknya pada material keras. Nilai kekerasan suatu bahan akan menurun jika lekukan yang dihasilkan semakin besar dan dan semakin lunaknya material. Perlu dilakukan uji kekerasan karena untuk mendapatkan hasil yang relative dan terukur. (Callister and Rethwisch,2010).
Gambar 2.4 Uji Mekanis Kererasan Material
Ada tiga jenis pengujian kekerasan yaitu antara lain kekerasan Vickers, Brinell, dan Rockwell. (Van Vlack. 1994).
1.6.1 Kekerasan Vickers
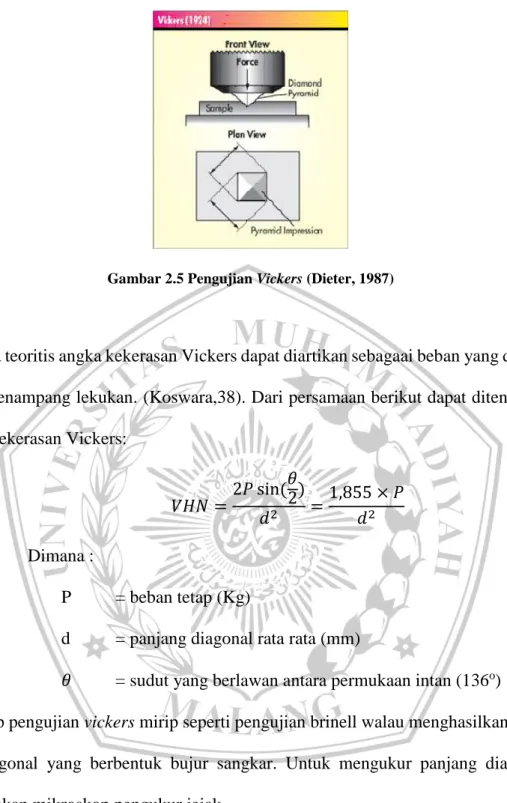
Kekerasan Vickers dilakukann dengan cara menekankan indentor pyramid intan yang dasarrnya berbentuk bujur sangkar dengan besar sudut pada permukaan pyramid sebesar 136 derajat. Pengujian ini telah banyak digunakan dalam penelitian karena memiliki kelebihan bukan saja bisa digunakan pada bahan yang berifat lunak akan tetapi juga bisa dilakukan pada bahan yang keras dan bekas pada bahn yang kecil sehingga kerusakan bahan minim, hasil dari pengujian yang tetili, dan dapat juga digunakan pada bahan logam yang tipis karena gaya yang relative kecil. Beban yang digunakan antara 1 kg sampai 120 kg.
Gambar 2.5 Pengujian Vickers (Dieter, 1987)
Secara teoritis angka kekerasan Vickers dapat diartikan sebagaai beban yang dibagi luas penampang lekukan. (Koswara,38). Dari persamaan berikut dapat ditentukan nilai kekerasan Vickers:
𝑉𝐻𝑁 = 2𝑃 sin( 𝜃 2) 𝑑2 = 1,855 × 𝑃 𝑑2 Dimana : P = beban tetap (Kg)
d = panjang diagonal rata rata (mm)
𝜃 = sudut yang berlawan antara permukaan intan (136o) Prinsip pengujian vickers mirip seperti pengujian brinell walau menghasilkan jejak berdiagonal yang berbentuk bujur sangkar. Untuk mengukur panjang diagonal digunakan mikroskop pengukur jejak.
Standar :
ASTME 384 micro (10g-1000g)
ASTME 92 macro (1kg-100kg)
Cara pengujianya :
1. Mempersiapkan bahan dan alat. 2. Pyramid intan
3. Alat uji kekerasan Vickers. 4. Benda uji.
5. Haluskan benda uji 6. Stopwatch.
7. Indentor ditekan pada benda uji dengan beban yang sudah ditentukan.
8. Ditunggu 10 sampai dengan 20 second. 9. Bebaskan indentor dari dari benda uji.
10. Mengukur diagonal lekukan dengan microskop pengukur. 11. Input data ke rumus.
1.7 Pengujian Tarik
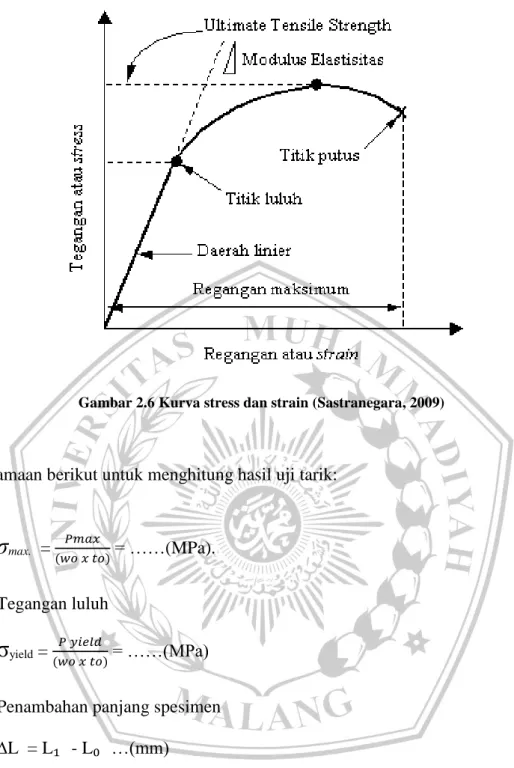
Uji Tarik adalah untuk mengukur daya tahan benda terhadap gaya yang diberikan secara lambat sampai benda tersebut putus/patah dengan gaya statis. Kekuatan Tarik dan elastisitas dapat diketahui dari pengujian Tarik, uji Tarik banyak digunakan sebagai dasar rancangan data pendukung spesifikasii bahan, nilai kekuatan tarikdengan elastisitas bisa dilihat pada kurva tegangan regagan.
Gambar 2.6 Kurva stress dan strain (Sastranegara, 2009)
Persamaan berikut untuk menghitung hasil uji tarik:
σ
max. = (𝑤𝑜 𝑥 𝑡𝑜)𝑃𝑚𝑎𝑥 = ……(MPa). Tegangan luluhσ
yield = 𝑃 𝑦𝑖𝑒𝑙𝑑(𝑤𝑜 𝑥 𝑡𝑜) = ……(MPa)
Penambahan panjang spesimen ∆L = L₁ - L₀ …(mm)
Regangan
Є
= grafik stress strain…(%) = ∆ LL₀ x 100 % = % Ket:
Pmax = beban maksimum (N).
Wₒ = lebar awal specimen. (mm) tₒ = tebal awal spesimen (mm) σyield = Tegangann luluh (MPa)
Pyield = beban luluh (N)
∆L = Pertmbahan panjang specimen (mm). L₁ = panjang terakhir specimen (mm). Lₒ = panjang awal specimen (mm).
ε
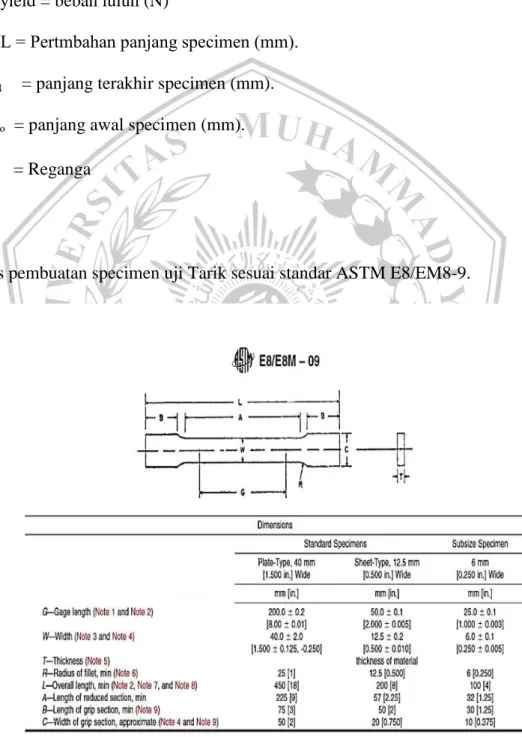
= RegangaProses pembuatan specimen uji Tarik sesuai standar ASTM E8/EM8-9.