USULAN PERANCANGAN ALAT PEMOTONG KERTAS KARTON
(Studi Kasus di D&D Handycraft Collections)
SKRIPSI
Diajukan Untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri
Oleh: Poppy Raharjo 03 06 03823/TI
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA 2008
HALAMAN PENGESAHAN
Tugas Akhir berjudul
USULAN PERANCANGAN ALAT PEMOTONG KERTAS KARTON (Studi Kasus di D&D Handycraft Collections)
Disusun oleh : Poppy Raharjo (NIM: 03 06 03823)
dinyatakan telah memenuhi syarat pada tanggal : 20 Juni 2008
Pembimbing I, Pembimbing II,
(M.Chandra Dewi K.,ST.,MT.)(DM.Ratna Tungga D.,S.Si.,MT.)
Tim penguji: Penguji I,
(M. Chandra Dewi K.,ST.,MT.)
Penguji II, Penguji III,
(L. Triani Dewi,ST.,MT.) (Brillianta Budi N.,ST.,MT.)
Yogyakarta, 20 Juni 2008 Program Studi Teknik Industri
Fakultas Teknologi Industri Universitas Atma Jaya Yogyakarta
BAB 1 PENDAHULUAN
1.1. Latar Belakang
Dewasa ini bermunculan industri kecil di bidang kerajinan tangan yang bersaing ketat dalam hal kreativitas sehingga menuntut seseorang harus bekerja keras untuk menciptakan ide yang lebih menarik dan memiliki daya jual yang tinggi. Salah satunya adalah industri kerajinan wadah multifungsi milik D&D Handycraft Collections.
Wadah multifungsi terbuat dari kertas karton dan terdiri dari dua macam bentuk, yaitu berbentuk tabung dan kubus. Alat pemotong kertas karton merupakan salah satu peralatan penting yang harus ada dalam proses pembuatan wadah multifungsi. Alat pemotong kertas karton yang saat ini digunakan dalam pembuatan wadah multifungsi di D&D Handycraft Collections adalah gunting untuk memotong kertas karton berbentuk lingkaran dan cutter untuk memotong kertas karton berbentuk persegi. Proses pengerjaan wadah multifungsi, khususnya proses pemotongan kertas karton, dilakukan di lantai dengan posisi kaki kiri dilipat ke belakang sebagai alas penyanggah pantat dan kaki kanan ditekuk. Posisi memotong kertas karton yang dimaksud nampak pada Gambar 1.1. berikut ini.
______________________________________________________
Gambar 1.1. Proses Pemotongan Kertas Karton
_______________________________________________________
Dari hasil kuisioner pendahuluan diketahui mayoritas pekerja merasakan ketidaknyamanan dalam bekerja dengan posisi duduk seperti nampak pada Gambar 1.1., yaitu timbul rasa sakit pada leher, bahu, punggung dan tangan/pergelangan tangan. Selain itu, dengan menggunakan peralatan yang ada sekarang ini, yaitu gunting dan cutter, muncul kesulitan dalam proses memotong kertas karton, yaitu adanya kecenderungan jari tersayat atau terjepit cutter atau gunting, membutuhkan waktu yang relatif lama dan ketelitian yang cukup tinggi agar hasil potongannya sesuai dengan pola yang telah dibuat.
1.2. Perumusan Masalah
Permasalahan yang dirumuskan dalam penelitian ini adalah bagaimana usulan perancangan alat pemotong kertas karton yang ergonomis bagi para pekerja di D&D
Handycraft Collections dalam pembuatan wadah multifungsi.
1.3. Tujuan Penelitian
Tujuan penelitian ini adalah menganalisis dan membuat usulan perancangan alat pemotong kertas karton yang ergonomis bagi para pekerja di D&D Handycraft Collections dalam pmembuatan wadah multifungsi.
1.4. Batasan Masalah
Agar pemecahan masalah yang dilakukan tidak menyimpang dari ruang lingkup yang ditentukan, maka akan dilakukan pembatasan sebagai berikut:
1. Alat pemotong kertas karton yang dirancang hanya untuk memotong kertas karton dengan diameter 12 cm untuk wadah multifungsi berbentuk tabung, dan ukuran 12 cm x 12 cm untuk wadah multifungsi berbentuk kubus.
2. Hasil usulan perancangan alat pemotong kertas karton dievaluasi menggunakan analisis postur dengan metode REBA.
3. Data pengukuran yang diambil hanya sebatas pada pengukuran data anthropometri statis.
4. Metode yang digunakan untuk merancang alat pemotong kertas karton adalah metode rasional didukung analisis anthropometri.
1.5. Metodologi Penelitian
Data-data/informasi yang dibutuhkan dalam proses penelitian diperoleh berdasarkan teknik pengumpulan data yang dibedakan menurut jenisnya, yaitu:
a. Data primer
Data primer merupakan data yang diperoleh dari pengamatan langsung di lapangan, dilakukan dengan: 1. Wawancara, berupa tanya-jawab kepada pemilik
dan para pekerja D&D Handycraft Collections, khususnya bagian pembuatan wadah multifugsi. 2. Kuisioner, berupa seperangkat daftar pertanyaan
yang berkaitan dengan topik penelitian kepada para pekerja D&D Handycraft Collections, khususnya bagian pembuatan wadah multifungsi. 3. Pengukuran langsung, berupa pengukuran data
anthropometri para pekerja D&D Handycraft Collections, khususnya bagian pembuatan wadah multifungsi.
b. Data sekunder
Data sekunder merupakan data yang diperoleh dengan studi pustaka, yaitu mengumpulkan data atau informasi yang diperlukan dengan mempelajari buku-buku penunjang yang berkaitan dengan topik penelitian.
Langkah-langkah dasar pemecahan masalah dalam penelitian ini dapat dilihat pada Gambar 1.2. berikut ini.
_______________________________________________________
Gambar 1.2. Diagram Alir Langkah-langkah Penelitian __________________________________________________________________
1.6. Metode Perancangan
Metode yang digunakan dalam usulan perancangan alat pemotong kertas karton dalam pembuatan kotak multifungsi ini adalah metode rasional. Adapun langkah-langkah metode rasional antara lain:
a. Clarifying Objectives
Metode yang digunakan adalah objectives tree. Metode ini bertujuan untuk menjelaskan tujuan dan sub tujuan dari perancangan dan hubungan diantara keduanya.
b. Establishing Function
Metode yang digunakan adalah function analysis. Metode ini bertujuan untuk menentukan fungsi-fungsi yang dibutuhkan dan batasan sistem dari perancangan produk.
c. Setting Requirements
Metode yang digunakan adalah performance specification. Metode ini bertujuan untuk membuat spesifikasi yang akurat dari kebutuhan pelaksanaan suatu solusi perancangan.
d. Determining Characteristics
Metode yang dapat digunakan dalam tahap ini adalah Quality Function Deployment (QFD). Tujuannya adalah untuk menetapkan target yang akan dicapai oleh karakteristik teknis produk yang dapat memenuhi keinginan konsumen.
e. Generating Alternatives
Metode yang digunakan adalah morphological chart. Metode ini bertujuan untuk membangkitkan range
dan memperluas pencarian terhadap solusi baru yang potensial.
f. Evaluating Alternatives
Metode yang digunakan adalah weighted objectives. Metode ini bertujuan untuk membandingkan nilai guna alternatif usulan perancangan yang ada.
g. Improving Details
Metode yang digunakan adalah perbandingan alat awal dengan alat baru hasil perancangan. Metode ini bertujuan untuk meningkatkan nilai jual produk baru yang jauh lebih unggul daripada produk sebelumnya.
1.7. Sistematika Penulisan
Sistematika penulisan laporan yang akan disusun terbagi dalam beberapa bab, antara lain:
BAB 1: PENDAHULUAN
Bab ini berisi latar belakang, perumusan masalah, tujuan penelitian, batasan masalah, metodologi penelitian, diagram alir metodologi penelitian, metode perancangan, dan sistematika penulisan.
BAB 2: TINJAUAN PUSTAKA
Bab ini berisi uraian-uraian singkat tentang penelitian terdahulu dan perbandingannya dengan penelitian yang sekarang dilakukan.
BAB 3: DASAR TEORI
Bab ini berisi tentang teori-teori yang mendukung penelitian yang diperoleh melalui referensi pustaka.
BAB 4: PROFIL PERUSAHAAN DAN DATA
Bab ini berisi data-data yang diperlukan dalam penelitian, berupa data kuisioner dan data anthropometri, yaitu data lebar telapak tangan, data diameter genggaman tangan, data tinggi bahu dan data panjang lengan bawah.
BAB 5: ANALISIS DATA DAN PEMBAHASAN
Bab ini berisi analisa data dan pembahasannya, meliputi analisis anthropometri, analisis perancangan dengan metode rasional, dan evaluasi hasil usulan perancangan menggunakan analisis postur dengan metode REBA.
BAB 6: KESIMPULAN DAN SARAN
Bab ini berisi tentang rangkuman hasil analisis dan pembahasan serta saran bagi penelitian berikutnya.
BAB 2
TINJAUAN PUSTAKA
2.1. Penelitian Terdahulu
Nugroho (2006), dalam penelitiannya melakukan perancangan alat pemotong tempe yang ergonomis untuk mengurangi terjadinya penyakit akibat kerja. Tujuan dari penelitian adalah menghasilkan alat bantu pemotongan tempe yang ergonomis.
Putra (2007), dalam penelitiannya melakukan perancangan alat pembelah singkong untuk pembuatan tela mayonaise yang mampu membelah singkong dengan cepat, mudah dioperasikan sehingga dapat mengurangi cedera pada operator, tidak menyebabkan sisa singkong yang berlebihan serta mudah dioperasikan.
2.2. Penelitian Sekarang
Penelitian yang dilakukan sekarang mengenai alat pemotong kertas karton. Tujuannya adalah menganalisis dan membuat usulan perancangan alat pemotong kertas karton untuk membuat wadah multifungsi yang ergonomis bagi para pekerja di D&D Handycraft Collections. Penelitian ini menggunakan metode rasional dan analisis anthropometri.
Perbedaan penelitian terdahulu dengan penelitian sekarang dapat dilihat pada Tabel 2.1 berikut ini.
_________________________________________________________________________________________ Tabel 2.1. Perbedaan Penelitian Terdahulu dengan Penelitian Sekarang
Peneliti Objek Penelitian Metode Tujuan Penelitian
Nugroho
(2006) Perancangan alat pemotong tempe yang ergonomis
Anthropometri,
Metode Rasional Menghasilkan alat bantu pemotongan tempe yang ergonomis Putra
(2007) Perancangan alat pembelah singkong untuk pembuatan tela mayonaise Metode Rasional dengan Perhitungan Analisis Teknik
Menghasilkan alat pembelah singkong yang mempunyai kemampuan membelah singkong dengan cepat, mudah dioperasikan sehingga dapat mengurangi cedera pada operator, tidak menyebabkan sisa singkong yang berlebihan serta mudah dioperasikan Penulis
(2008) Usulan perancangan alat pemotong kertas karton yang ergonomis dalam pembuatan wadah multifungsi Anthropometri,
Metode Rasional Memberikan usulan rancangan alat pemotong kertas karton yang ergonomis dan dapat mengurangi kendala yang ada.
BAB 3 DASAR TEORI
3.1. Ergonomi
Ergonomi berasal dari bahasa Latin yaitu ergon yang berarti “kerja” dan nomos yang berarti “hukum alam”. Ergonomi dapat didefinisikan sebagai studi tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen dan desain/perancangan (Nurmianto, 2004). Ergonomi ialah suatu cabang ilmu yang sistematis untuk memanfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan manusia untuk merancang suatu sistem kerja sehingga orang dapat hidup dan bekerja pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan melalui pekerjaan itu, dengan efektif, aman dan nyaman (Sutalaksana dkk., 1979).
Secara umum tujuan dari penerapan ergonomi adalah (Tarwaka, 2004):
1.Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cedera dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental, mengupayakan promosi dan kepuasan kerja.
2.Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial, mengelola dan mengkoordinir kerja secara tepat guna dan
meningkatkan jaminan sosial baik selama kurun waktu usia produktif maupun setelah tidak produktif.
3.Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek teknis, ekonomis, antropologis dan budaya dari setiap sistem kerja yang dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
Dalam penerapan ergonomi diperlukan informasi yang lengkap mengenai kemampuan manusia dengan segala keterbatasannya. Salah satu usaha untuk mendapatkan informasi ini telah banyak dilakukan penelitian-penelitian. Penelitian tersebut terdiri dari (Sutalaksana dkk., 1979):
1.Penelitian tentang display
Yang dimaksud dengan penelitian display adalah bagian dari lingkungan yang mengkomunikasikan keadaannya kepada manusia. Contohnya, jika kita ingin mengetahui berapa suhu ruangan saat ini, maka dengan melihat pengukur suhu ruangan yang diwakili dengan tinggi air raksa pada skala tertentu, informasi suhu ruangan dapat diketahui.
2.Penelitian mengenai hasil kerja manusia dan proses pengendaliannya
Dalam hal ini diselidiki tentang aktivitas-aktivitas manusia saat bekerja dan kemudian mempelajari cara mengukur dari setiap aktivitas tersebut. Penyelidikan ini banyak berhubungan dengan biomekanik.
3.Penelitian mengenai tempat kerja
tempat kerja tersebut harus sesuai dengan dimensi tubuh manusia. Hal ini berhubungan dengan data anthropometri.
4.Penelitian mengenai lingkungan fisik
Yang dimaksud dengan lingkungan fisik adalah meliputi ruanagn dan fasilitas-fasilitas yang biasa digunakan oleh manusia, serta kondisi lingkungan kerja, yang kedua-duanya banyak mempengaruhi tingkah laku manusia.
Ada 5 masalah pokok dalam ergonomi sehubungan dengan keterbatasan manusia, yaitu (Pullat, 1992):
a. Anthropometric
Anthropometric berhubungan dengan pengukuran
dimensi-dimensi linier tubuh manusia. Permasalahan yang sering ditemui adalah ketidaksesuaian dimensi tubuh manusia dengan rancangan produk dan area kerja. Solusinya adalah merancang suatu area kerja dan produk tersebut dengan penyesuaian terhadap informasi yang diperoleh dari data anthropometri. b. Cognitive
Permasalahan cognitive yang timbul berhubungan dengan terjadinya kekurangan atau berlebihnya informasi yang dibutuhkan selama pemrosesannya. c.Musculoskeletal
Sistem musculoskeletal terdiri dari otot, tulang dan jaringan penghubung. Timbulnya ketegangan pada otot atau rasa sakit pada tulang adalah akibat dari aktivitas fisik manusia. Hal ini membuat sistem kerja harus dirancang agar sesuai dengan kemampuan fisik manusia atau mengadakan alat bantu untuk
d. Cardiovascular
Permasalahan cardiovascular terletak pada sistem peredaran darah, yaitu jantung. Dalam menjalankan aktivitas fisik, otot memerlukan oksigen yang lebih banyak, maka jantung memompakan darah ke otot untuk memenuhi kebutuhan oksigen tersebut.
e.Psychomotor
Psychomotor berkaitan dengan fungsi sensorik manusia (panca indera). Fungsi sensorik ini dipengaruhi oleh rangsangan eksternal seperti informasi berupa bunyi-bunyian atau cahaya.
Dengan adanya kelima masalah pokok tersebut, maka sistem kerja harus dirancang untuk menghasilkan kenyamanan yang maksimum bagi manusia.
3.2. Anthropometri
3.2.1. Pengertian Anthropometri
Istilah anthropometri berasal dari kata anthro yang berarti “manusia” dan metri yang berarti “ukuran”. Anthropometri adalah studi tentang dimensi tubuh manusia (Pullat, 1992). Anthropometri merupakan suatu ilmu yang secara khusus mempelajari tentang pengukuran tubuh manusia guna merumuskan perbedaan-perbedaan ukuran pada tiap individu ataupun kelompok dan lain sebagainya(Panero dan Zelnik, 1979).
Data anthropometri yang ada dibedakan menjadi dua kategori, antara lain (Pullat, 1992):
b)Dimensi fungsional (dinamis)
Dimensi fungsional mencakup pengukuran dimensi tubuh pada berbagai posisi atau sikap.
Data anthropometri dapat diaplikasikan dalam beberapa hal, antara lain (Wignjosoebroto, 1995): a.Perancangan areal kerja
b.Perancangan peralatan kerja seperti mesin, perkakas dan sebagainya
c.Perancangan produk-produk konsumtif seperti pakaian, kursi/meja komputer, dan lain-lain
d.Perancangan lingkungan kerja fisik
Perbedaan antara satu populasi dengan populasi yang lain adalah dikarenakan oleh faktor-faktor sebagai berikut (Nurmianto, 2004):
1)Keacakan/random
Walaupun telah terdapat dalam satu kelompok populasi yang sudah jelas sama jenis kelamin, suku/bangsa, kelompok usia dan pekerjaannya, namun masih akan ada perbedaan yang cukup signifikan antara berbagai macam masyarakat.
2)Jenis kelamin
Ada perbedaan signifikan antara dimensi tubuh pria dan wanita. Untuk kebanyakan dimensi pria dan wanita ada perbedaan signifikan di antara mean dan nilai perbedaan ini tidak dapat diabaikan. Pria dianggap lebih panjang dimensi segmen badannya daripada wanita sehingga data anthropometri untuk kedua jenis kelamin tersebut selalu disajikan secara terpisah. 3)Suku bangsa
meningkatnya jumlah angka migrasi dari satu negara ke negara lain. Suatu contoh sederhana bahwa yaitu dengan meningkatnya jumlah penduduk yang migrasi dari negara Vietnam ke Australia, untuk mengisi jumlah satuan angkatan kerja (industrial workforce), maka akan mempengaruhi anthropometri secara nasional.
4)Usia, digolongkan atas berbagai kelompok usia yaitu: o balita,
o anak-anak, o remaja, o dewasa, dan o lanjut usia
Hal ini jelas berpengaruh terutama jika desain diaplikasikan untuk anthropometri anak-anak. Anthropometrinya cenderung terus meningkat sampai batas usia dewasa. Namun setelah menginjak usia dewasa, tinggi badan manusia mempunyai kecenderungan menurun yang disebabkan oleh berkurangnya elastisitas tulang belakang (intervertebral discs) dan berkurangnya dinamika gerakan tangan dan kaki. 5)Jenis pekerjaan
Beberapa jenis pekerjaan tertentu menuntut adanya persyaratan dalam seleksi karyawannya, misalnya: buruh dermaga/pelabuhan harus mempunyai postur tubuh yang relatif lebih besar dibandingkan dengan karyawan perkantoran pada umumnya. Apalagi jika dibandingkan dengan jenis pekerjaan militer.
6)Pakaian
berbeda dari satu tempat ke tempat yang lainnya terutama untuk daerah dengan empat musim. Misalnya pada waktu musim dingin manusia akan memakai pakaian yang relatif lebih tebal dan ukuran yang relatif lebih besar. Ataupun untuk para pekerja di pertambangan, pengeboran lepas pantai, pengecoran logam. Bahkan para penerbang dan astronaut pun harus mempunyai pakaian khusus.
7)Faktor kehamilan pada wanita
Faktor ini sudah jelas mempunyai pengaruh perbedaan yang berarti kalau dibandingkan dengan wanita yang tidak hamil, terutama yang berkaitan dengan analisis perancangan produk dan analisis perancangan kerja. 8)Cacat tubuh secara fisik
Suatu perkembangan yang menggembirakan pada dekade terakhir yaitu dengan diberikannya skala prioritas pada rancang bangun fasilitas akomodasi untuk para penderita cacat tubuh secara fisik sehingga mereka dapat ikut serta merasakan “kesamaan” dalam penggunaan jasa dari hasil ilmu ergonomi di dalam pelayanan untuk masyarakat. Masalah yang sering timbul misalnya: keterbatasan jarak jangkauan, dibutuhkan ruang kaki (knee space) untuk desain meja kerja, lorong/jalur khusus untuk kursi roda, ruang khusus di dalam lavatory, jalur khusus untuk keluar masuk perkantoran, kampus, hotel, restoran, supermarket dan lain-lain.
3.2.2. Dimensi Anthropometri
dan disesuaikan dengan dimensi tubuh manusia yang akan menggunakannya. Beberapa dimensi statis dari tubuh manusia dapat dilihat pada tabel-tabel berikut ini.
___________________________________________
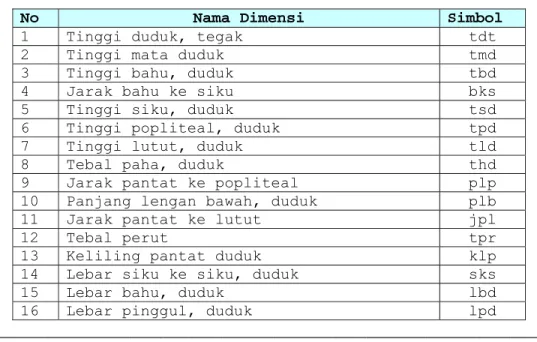
Tabel 3.1. Dimensi Anthropometri dalam Posisi Duduk
No Nama Dimensi Simbol
1 Tinggi duduk, tegak tdt
2 Tinggi mata duduk tmd
3 Tinggi bahu, duduk tbd
4 Jarak bahu ke siku bks
5 Tinggi siku, duduk tsd
6 Tinggi popliteal, duduk tpd
7 Tinggi lutut, duduk tld
8 Tebal paha, duduk thd
9 Jarak pantat ke popliteal plp
10 Panjang lengan bawah, duduk plb
11 Jarak pantat ke lutut jpl
12 Tebal perut tpr
13 Keliling pantat duduk klp
14 Lebar siku ke siku, duduk sks
15 Lebar bahu, duduk lbd
16 Lebar pinggul, duduk lpd
_________________________________________________________________ _______________________________________________________
Tabel 3.2. Dimensi Anthropometri dalam Posisi Berdiri No Nama Dimensi Simbol
1 Tinggi tubuh tbb
2 Tinggi siku, berdiri tsb
3 Tinggi pergelangan tangan tgt
4 Tebal dada tdd
5 Jangkauan tangan jkt
6 Tinggi jangkauan tangan tjt
7 Tinggi mata, berdiri tmb
8 Tinggi bahu tbh
9 Tinggi pinggang tpg
10 Tinggi selangkang tsk
11 Tinggi tulang kering ttk
12 Lebar bahu lbh
_______________________________________________________ Tabel 3.3. Dimensi Antropometri Kaki dan Tangan
No Nama Dimensi Simbol
1 Tinggi mata kaki tmk
2 Panjang telapak kaki ptk
3 Lebar telapak kaki ltk
4 Lebar jantung kaki ljk
5 Lebar telapak tangan ltt
6 Tinggi jangkauan tangan tjt
7 Panjang telapak tangan ptt
8 Tebal telapak tangan ttt
9 Lebar telapak tangan dari ibu jari ltb
10 Diameter gegaman tangan dgt
_______________________________________________________ 3.2.3. Pengolahan Data Anthropometri
Data-data anthropometri yang didapat akan melewati beberapa uji agar layak untuk membuat dimensi atau ukuran dalam perancangan. Adapun pengujian yang dilakukan antara lain:
a.Uji keseragaman data
Pengujian keseragaman data dilakukan untuk mengetahui:
• Homogenitas data
• Apakah berasal dari suatu populasi yang sama
• Data extrim atau yang berada di luar batas harus dihilangkan dan tidak perlu disertakan dalam perhitungan
Untuk melakukan uji keseragaman data dilakukan tahapan perhitungan sebagai berikut:
1) Membagi data ke dalam suatu sub grup (kelas) Penentuan jumlah sub grup dapat ditentukan dengan menggunakan rumus:
k = 1 + 3,3log N (3.1) dimana N = jumlah data.
2) Menghitung harga rata-rata dari harga rata-rata sub grup dengan:
k X X n i i
∑
= = 1 , (3.2) dimana: iX = Harga rata-rata dari sub grup ke-i k = Jumlah sub grup yang terbentuk
3) Menghitung standar deviasi (SD), dengan: 2 1 N X X SD n i i
∑
= ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = = σ untuk populasi (3.3) 2 1 1 − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = =∑
= N X X SD n i i σ untuk sampel (3.4) dimana:N = jumlah data amatan pendahuluan yang telah dilakukan.
Xi = data amatan yang didapat dari hasil pengukuran ke-i.
4) Menghitung standar deviasi dari distribusi harga rata-rata sub grup:
n
X
σ
σ = (3.5) dimana n = ukuran satu sub grup
5) Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dengan:
B.A=X+3σx (3.6)
B.B= X −3σx (3.7) b.Uji kecukupan data
Pengujian kecukupan data sangat dipengaruhi oleh besarnya:
1) Tingkat ketelitian (dalam persen), adalah penyimpangan maksimum dari hasil pengukuran
2) Tingkat kepercayaan (dalam persen), adalah besarnya keyakinan atau besarnya probabilitas bahwa data yang kita dapatkan terletak dalam tingkat ketelitian yang telah ditentukan.
Rumus umum: 2 1 2 1 1 2 ' ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ − ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ =
∑
∑
∑
= = = n i i n i i n i i X X X N S K N (3.8) Keterangan:N’ = jumlah pengamatan yang seharusnya dilakukan (jumlah pengamatan dari hasil perhitungan) N = pengamatan pendahuluan
Jika N’ < N, maka data pengamatan cukup
Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data.
Nilai K untuk tingkat kepercayaan tertentu dapat dilihat pada Tabel 3.4. berikut.
__________________________________________________ Tabel 3.4. Tingkat Kepercayaan
Tingkat Kepercayaan Nilai K
≤ 68% 1
68% < 1-α ≤ 95% 2
95% < 1-α ≤ 99% 3
__________________________________________________
Nilai S untuk tingkat ketelitian tertentu dapat dilihat pada Tabel 3.5 berikut.
___________________________________________________ Tabel 3.5. Tingkat Ketelitian
5% 0,05 10% 0,10
___________________________________________________
c. Uji kenormalan data
Pengujian ini bertujuan untuk mengetahui apakah data diperoleh telah memenuhi distribusi normal atau dapat didekati oleh distribusi normal. Pada penelitian ini untuk mempermudah pengujian kenormalan data, maka digunakan software SPSS 12.0 for Windows. Program ini akan secara otomatis menampilkan output uji kenormalan data yang diinputkan.
3.2.4. Persentil
Menurut Nurmianto (2004), persentil adalah suatu nilai yang menyatakan bahwa persentase tertentu dari sekelompok orang yang dimensinya sama dengan atau lebih rendah dari nilai tersebut. Misalnya : 95% populasi adalah sama dengan atau lebih rendah dari 95 persentil, 5% dari populasi berada sama dengan atau lebih rendah dari 5 persentil. Besarnya nilai persentil dapat ditentukan dari tabel probabilitas distribusi normal.
_______________________________________________________ Tabel 3.6. Perhitungan Persentil
Persentil Perhitungan
Ke-5 x - 1,645α x Ke-10 x - 1,28α x Ke-50 x Ke-90 x + 1,28α x Ke-95 x + 1,645α x Ke-97,5 x + 1,96α x Ke-99 x + 2,325α x _______________________________________________________
Gambar 3.1. Distribusi Normal
_______________________________________________________
3.2.5. Kelonggaran
Kelonggaran digunakan dalam suatu perancangan apabila diperlukan dan mempengaruhi produk yang akan dirancang. Kelonggaran dapat bervariasi tergantung pada musim, kondisi lingkungan, jenis kelamin, bahkan mode yang sedang berlaku. Dalam banyak kasus, memang berlaku penambahan ukuran untuk kelonggaran ini, namun pakaian dan perlengkapan lain yang sangat tebal justru dapat mengurangi pengukuran jangkauan dan rentang gerak sendi. Berikut ini adalah kelonggaran yang diusulkan untuk beberapa dasar pakaian dan beberapa ukuran tubuh
_______________________________________________________ Tabel 3.7. Penentuan Kelonggaran
Jenis Pakaian Kelonggaran Ukuran Tubuh Terpenting yang Dipengaruhi 0,50 in 1,3 cm Lebar tubuh Pakaian
pria 0,75-1,0 in 1,9-2,5 cm Rentang tubuh
0,25-0,50 in 0,6-1,3 cm Lebar tubuh
Pakaian
wanita 0,50-0,75 in 1,3-1,9 cm Rentang tubuh
2,0 in 5,1cm Lebar tubuh 3,0-4,0 in 7,6-10,2 cm Rentang tubuh Mantel luar untuk musim dingin termasuk pakaian di dalamnya. 1,75-2,0 in 4,4-5,1 cm Jarak bersih paha Sepatu bertumit (pria) 1,0-1,5 in 2,5-3,8 cm Tinggi tubuh, tinggi mata, tinggi lutut pada posisi duduk, tinggi lipatan dalam lutut. Sepatu bertumit (wanita) 1,0-3,0 in 2,5-7,6 cm Tinggi tubuh, tinggi mata, tinggi lutut pada posisi duduk, tinggi lipatan dalam lutut. Sepatu
pria 1,25-1,5 in 3,2-3,8 cm Panjang kaki
Sepatu
wanita 0,5-0,75 in 1,3-1,9 cm Panjang kaki
Sarung
tangan 0,25-0,50 in 0,6-1,3 cm Panjang tangan, rentang tangan
_______________________________________________________ 3.3. Rapid Entire Body Assesment (REBA)
Rapid Entire Body Assesment (REBA) merupakan salah satu metode yang digunakan untuk menganalisis pekerjaan
dokumentasi aktivitas yang dilakukan dan worksheet REBA. Dari skor REBA yang diperoleh dapat digunakan sebagai acuan tindakan yang harus diambil untuk mencegah cidera lebih lanjut.
Dalam analisis REBA, perhitungan dibedakan menjadi 2 grup, yaitu Grup A (trunk, neck, dan legs) dan Grup B (upper arms, lower arms, dan wrists).
Langkah-langkah dalam menganalisis menggunakan REBA adalah sebagai berikut:
a.Grup A
1. Trunk (batang tubuh)
__________________________________________________
Gambar 3.2. Trunk Score (Hignett dan McAtamney, 2000)
__________________________________________________ Nilainya ditambahkan jika :
Tubuh diputar = +1 Tubuh dibengkokkan = +1 2. Neck (leher)
__________________________________________________
Gambar 3.3. Neck Score (Hignett dan McAtamney, 2000)
__________________________________________________ Nilainya ditambahkan jika :
+1 +2 +2 +1 +2 +2 +3 +4
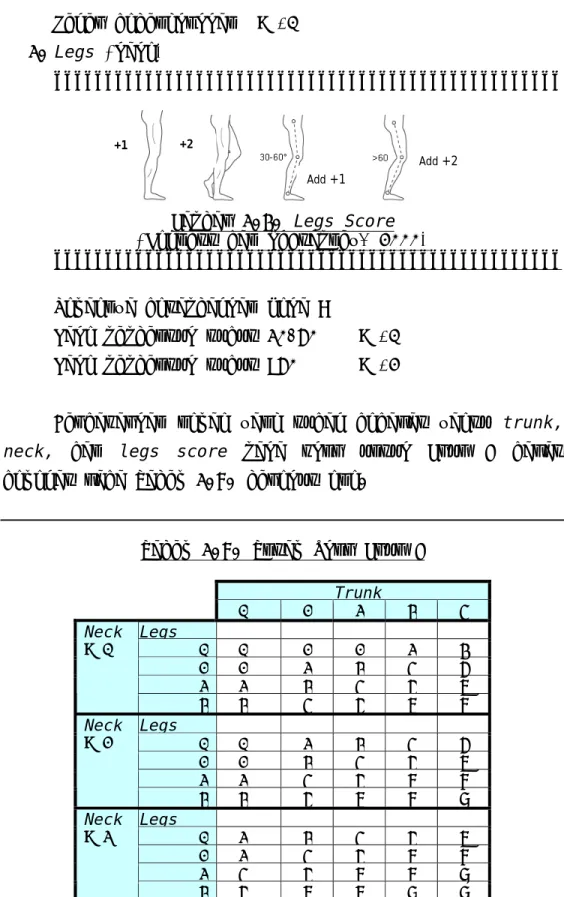
Leher dibengkokkan = +1 3. Legs (kaki)
__________________________________________________
Gambar 3.4. Legs Score (Hignett dan McAtamney, 2000)
__________________________________________________ Nilainya ditambahkan jika :
Kaki membentuk sudut 30-60 = +1 Kaki membentuk sudut >60 = +2
Berdasarkan nilai yang sudah didapat yaitu trunk, neck, dan legs score maka skor untuk Grup A dapat dilihat pada Tabel 3.8. berikut ini.
Tabel 3.8. Total Skor Grup A Trunk 1 2 3 4 5 Legs 1 1 2 2 3 4 2 2 3 4 5 6 3 3 4 5 6 7 Neck = 1 4 4 5 6 7 8 Legs 1 1 3 4 5 6 2 2 4 5 6 7 3 3 5 6 7 8 Neck = 2 4 4 6 7 8 9 Legs 1 3 4 5 6 7 2 3 5 6 7 8 Neck = 3 Add +1 Add +2 +2 +1
_______________________________________________________
Pertimbangan lain yang harus diperhatikan dalam perhitungan untuk grup A yaitu nilai load atau force. Nilai load atau force untuk grup A dapat dilihat pada Tabel 3.9. berikut ini.
Tabel 3.9. Nilai Load atau Force untuk Grup A
Load/force
0 1 2 +1 < 10 lb (< 5 kg) (5-10 kg) 10-20 lb (> 10 kg) > 20 lb Shock or rapid build up of force _______________________________________________________ b.Grup B1. Upper Arms (lengan atas)
__________________________________________________
Gambar 3.5. Upper Arms Score (Hignett dan McAtamney, 2000)
__________________________________________________ Nilainya ditambahkan jika :
Bahu terangkat = +1 Lengan atas abducted = +1
+1
+2 +2
+3
2. Lower arms (lengan bawah)
__________________________________________________
Gambar 3.6. Lower Arms Score (Hignett dan McAtamney, 2000)
__________________________________________________ 3. Wrists (tangan)
__________________________________________________
Gambar 3.7. Wrists Score (Hignett dan McAtamney, 2000)
__________________________________________________
Berdasarkan nilai yang sudah didapat yaitu upper arms, lower arms, dan wrists score maka skor untuk Grup B dapat dilihat pada Tabel 3.10. berikut ini.
Tabel 3.10. Total Skor Grup B Upper Arm 1 2 3 4 5 6 Wrist 1 1 1 3 4 6 7 2 2 2 4 5 7 8 Lower Arm = 1 3 2 3 5 5 8 8 Wrist 1 1 2 4 5 7 8 2 2 3 5 6 8 9 Lower Arm = 2 3 3 4 5 7 8 9 _______________________________________________________ Pertimbangan lain yang harus diperhatikan dalam
+2
+1 +2
coupling untuk grup B dapat dilihat pada Tabel 3.11. berikut ini.
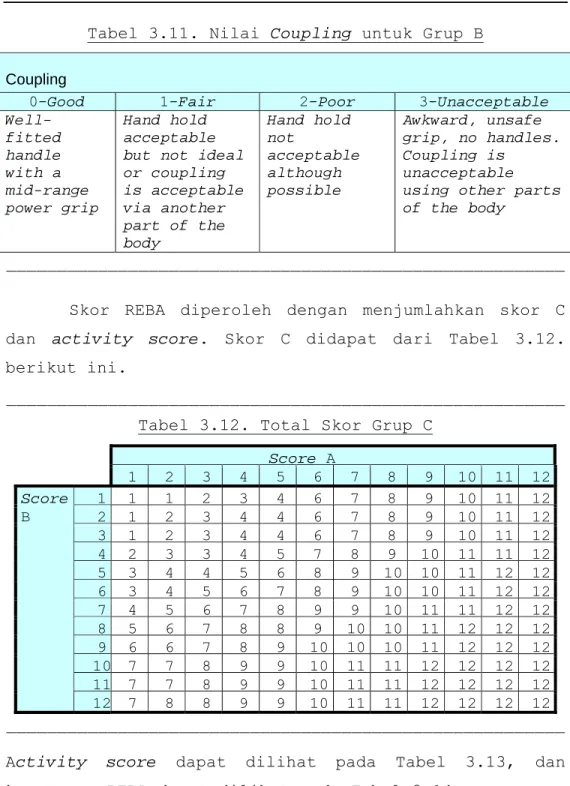
Tabel 3.11. Nilai Coupling untuk Grup B Coupling
0-Good 1-Fair 2-Poor 3-Unacceptable
Well-fitted handle with a mid-range power grip Hand hold acceptable but not ideal or coupling is acceptable via another part of the body Hand hold not acceptable although possible Awkward, unsafe grip, no handles. Coupling is unacceptable using other parts of the body
_______________________________________________________ Skor REBA diperoleh dengan menjumlahkan skor C dan activity score. Skor C didapat dari Tabel 3.12. berikut ini.
_______________________________________________________ Tabel 3.12. Total Skor Grup C
Score A 1 2 3 4 5 6 7 8 9 10 11 12 1 1 1 2 3 4 6 7 8 9 10 11 12 2 1 2 3 4 4 6 7 8 9 10 11 12 3 1 2 3 4 4 6 7 8 9 10 11 12 4 2 3 3 4 5 7 8 9 10 11 11 12 5 3 4 4 5 6 8 9 10 10 11 12 12 6 3 4 5 6 7 8 9 10 10 11 12 12 7 4 5 6 7 8 9 9 10 11 11 12 12 8 5 6 7 8 8 9 10 10 11 12 12 12 9 6 6 7 8 9 10 10 10 11 12 12 12 10 7 7 8 9 9 10 11 11 12 12 12 12 11 7 7 8 9 9 10 11 11 12 12 12 12 Score B 12 7 8 8 9 9 10 11 11 12 12 12 12 _______________________________________________________ Activity score dapat dilihat pada Tabel 3.13, dan keputusan REBA dapat dilihat pada Tabel 3.14.
Tabel 3.13. Activity Score Activity
+1 = 1 or more
body parts are static, e.q. held for longer than 1 minute
+1 = repeated small range actions, e.q. repeated more than 4 times per minute (excluding walking) +1 = action causes rapid large range changes in posture or an unstable base _______________________________________________________ _______________________________________________________ Tabel 3.14. Keputusan REBA
REBA Score Risk Level Action
1 Negligible None necessary
2 – 3 Low Maybe necessary
4 – 7 Medium Necessary
8 – 10 High Necessary soon
11 – 15 Very High Necessary now
_______________________________________________________ 3.4. Metode Perancangan Rasional
Metode ini menggunakan pendekatan yang sistematis dalam perancangan. Metode ini banyak digunakan dalam perancangan karena memiliki tahapan yang jelas sehingga dapat memberikan hasil rancangan dan produk akhir yang berkualitas. Adapun langkah-langkah metode rasional antara lain:
h.Clarifying Objectives
Langkah yang pertama yang digunakan dalam metode rasional adalah clarifying objectives, dimana langkah ini menjelaskan mengenai tujuan perancangan. Metode yang digunakan adalah objectives tree. Metode ini bertujuan untuk menjelaskan tujuan
diantara keduanya. Langkah-langkah pembuatan objectives tree adalah sebagai berikut:
1) Menyiapkan daftar tujuan perancangan.
Daftar ini diambil dari ringkasan perancangan, dari pernyataan kepada klien dan dari diskusi di dalam kelompok perancangan.
2) Daftar disusun ke dalam kumpulan tujuan tingkat tinggi dan tingkat rendah.
Perluasan daftar tujuan dan sub tujuan secara kasar dapat dikelompokkan ke dalam tingkatan hirarki.
3) Menggambarkan diagram Objectives Tree, hubungan hirarki dan garis hubungannya.
Cabang-cabang atau akar dalam pohon menggambarkan hubungan yang mengusulkan bagaimana mencapai tujuan.
i.Establishing Function
Metode yang digunakan adalah function analysis. Metode analisis fungsi ini menawarkan fungsi-fungsi penting dan level dari masalah yang ada. Metode ini bertujuan untuk menentukan fungsi yang dibutuhkan dan batasan sistem dari perancangan baru. Prosedur-prosedur dari metode ini adalah:
i. Menjelaskan seluruh fungsi perancangan dalam perubahan input menjadi output.
ii. Memecah seluruh fungsi menjadi sub-fungsi dasar. iii. Menggambarkan diagram blok yang menggambarkan
interaksi antar sub-fungsi. iv. Menggambarkan batas sistem.
v. Mencari komponen yang tepat untuk menampilkan sub-fungsi dan interaksinya.
j.Setting Requirements
Metode yang digunakan adalah The Performance Specification Methods. Metode ini bertujuan membantu menemukan masalah perancangan. Langkah-langkah-langkah metode ini adalah sebagai berikut:
1. Menimbang perbedaan tingkatan umum penyelesaian yang dapat diterima.
Misal ada beberapa pilihan alternatif produk, tipe produk dan ciri-ciri produk.
2. Menentukan tingkatan umum yang nantinya akan dioperasikan. Keputusan ini biasanya dibuat oleh konsumen. Tingkatan umum yang lebih tinggi memberikan kebebasan yang lebih untuk perancangan. 3. Mengidentifikasi atribut yang dibutuhkan.
Atribut harus dinyatakan secara bebas untuk solusi tertentu.
4. Menyebutkan persyaratan yang diperlukan atribut dengan tepat dan teliti.
Bila dimungkinkan, spesifikasi harus dalam bentuk kuantitatif dan mengidentifikasikan jarak antar batas
k. Determining Characteristics
Dalam tahapan ini salah satu metode yang dapat digunakan adalah Quality Function Deployment (QFD). Tujuannya untuk menetapkan target yang akan dicapai oleh karakteristik teknis produk yang dapat memenuhi keinginan konsumen. Prosedur yang dilalui dalam pembentukan Quality Function Deployment (QFD)
1) Mengidentifikasikan keinginan konsumen terhadap atribut produk.
Suara konsumen dihargai dan keinginan konsumen bukan merupakan subjek untuk diterjemahkan oleh tim desain.
2) Menentukan atribut yang relatif penting
Teknik pemberian rangking atau penempatan nilai dapat digunakan untuk membantu menentukan bobot relatif yang harus didampingkan dengan berbagai atribut. Persentase bobot normal digunakan.
3) Mengevaluasi atribut terhadap produk pesaing
Nilai performansi untuk produk pesaing dan produk hasil rancangan tim desain harus terdaftar pada keinginan konsumen.
4) Menggambar matrik atribut produk dalam karakteristik teknik
Termasuk semua karakteristik teknik yang mempengaruhi sejumlah atribut produk dan memastikannya untuk dapat disampaikan dalam unit-unit yang dapat diukur.
5) Mengidentifikasi hubungan antara karakteristik teknik dengan atribut produk
Kekuatan hubungan dapat diidentifikasikan dengan simbol atau nomor, penggunaan nomor mempunyai beberapa keuntungan, tetapi dapat memperkenalkan sebuah keakuratan palsu.
6) Mengidentifikasi beberapa hubungan yang relevan antara karakteristik teknik
Atap rumah dari House of Quality menguntungkan pengecekan, tetapi tergantung terhadap perubahan dalam konsep desain.
7) Mengatur target figur yang dapat dicapai untuk karakteristik teknik
Menggunakan informasi dari produk pesaing atau percobaan dengan konsumen-konsumennya.
l. Generating Alternatives
Pada tahap ini mulai dicari solusi-solusi yang mungkin. Metode yang bisa dipakai adalah Morphological Chart Method. Morphological chart ini berguna untuk memperluas daerah pencarian solusi baru yang potensial dalam pengembangan alternatif (Cross, 1994). Tujuan dari pembangkitan alternatif adalah untuk membangkitkan solusi-solusi rancangan alternatif atau memperluas ruang pencarian terhadap solusi-solusi baru yang potensial. Kombinasi yang berbeda dari dari sub solusi dapat dipilih dari morphological chart, dan diharapkan dapat memunculkan solusi baru yang belum pernah teridentifikasi sebelumnya. Langkah-langkah pembuatan morphological chart adalah sebagai berikut:
i. Membuat daftar fitur atau fungsi yang penting untuk produk tersebut.
ii. Membuat daftar cara-cara untuk setiap fitur atau fungsi tersebut.
iii. Menggambarkan bagan yang memuat seluruh solusi yang memungkinkan.
m. Evaluating Alternatives
Tahap ini adalah tahap pemilihan alternatif terbaik diantara beberapa alternatif yang ada. Metode yang digunakan adalah metode weighted objectives (pembobotan obyektif). Pemilihan dilakukan berdasarkan jumlah dari score dikalikan bobot yang menghasilkan angka terbesar. Langkah-langkah yang dibutuhkan dalam pengerjaan metode weighted objectives:
1) Membuat daftar tujuan perancangan.
Pohon objektif dapat juga sebagai tambahan berguna untuk metode ini.
2) Mengurutkan tingkatan tujuan.
Perbandingan dapat membantu menyusun urutan tingkatan.
3) Menentukan pembobotan relatif tujuan.
4) Menyusun nilai kegunaan untuk setiap tujuan.
5) Menghitung dan membandingkan nilai kegunaan relatif perancangan alternatif.
n.Improving Details
Contoh metode yang dapat digunakan pada tahap ini adalah value engineering. Tujuan utamanya adalah untuk meningkatkan fungsi atau nilai produk dan mereduksi biaya produksi. Beberapa tahapan yang perlu dilakukan dalam teknik value engineering adalah :
1) Pembuatan daftar komponen-komponen produk, identifikasi fungsi dari setiap komponen.
2) Pembandingan nilai dari setiap fungsi yang telah diidentifikasi (nilai disini adalah nilai yang
3) Pembandingan biaya dari setiap komponen (setelah komponen selesai dirakit).
4) Pencarian solusi untuk pengurangan biaya tanpa pengurangan performansi/nilai fungsional produk atau penambahan performansi/nilai fungsional produk tanpa penambahan biaya. Dalam hal perlu adanya suatu teknik kreatif yang kritis.
5) Pengevaluasian alternatif dan pemilihan pengembangan yang dilakukan.
3.5. Perhitungan waktu Baku
Perhitungan waktu baku merupakan perhitungan waktu tidak langsung. Jika semua data yang didapat telah memiliki keseragaman yang dikehendaki, dan jumlahnya telah memenuhi tingkat-tingkat ketelitian serta keyakinan yang diinginkan, maka selanjutnya adalah mengolah data tersebut sehingga memberikan waktu baku. Langkah-langkah untuk mendapatkan waktu baku dari data yang terkumpul adalah sebagai berikut:
a.Menghitung waktu siklus rata-rata (Ws) dengan:
N X
Ws =
∑
i (3.9)dimana : Xi = waktu amatan N = jumlah amatan
b.Menghitung waktu normal (Wn) dengan: p
Ws
Wn = × (3.10)
dimana p adalah faktor penyesuaian. Faktor penyesuaian ini diperhitungkan jika pengukur
nilai p = 1, jika terlalu lambat nilai p<1, dan jika terlalu cepat nilai p>1.
c.Menghitung waktu baku (Wb) dengan: )
1 ( a Wn
Wb = × + (3.11)
dimana 1 adalah allowance yang diberikan kepada pekerja untuk menyelesaikan pekerjaannya disamping waktu normal.
3.5.1. Faktor Penyesuaian
Suatu ketidakwajaran dalam melakukan suatu pekerjaan hendaknya disesuaikan atau diwajarkan dengan memberikan faktor penyesuaian untuk memperoleh waktu penyelesaian yang normal. Ada beberapa cara atau metode yang digunakan untuk menentukan besarnya faktor penyesuaian (Sutalaksana dkk., 1979):
a.Cara Presentase
Cara ini merupakan cara yang paling awal digunakan dalam melakukan penyesuaian. Besarnya faktor penyesuaian sepenuhnya ditentukan oleh pengukur melalui pengamatannya selama melakukan pengukuran. Jadi sesuai pengukuran dia menentukan harga p yang menurut pendapatnya akan menghasilkan waktu normal bila dikalikan dengan waktu siklus. Misalnya si pengukur berpendapat bahwa p=110%. Jika waktu siklusnya telah terhitung sama dengan 14,6 menit, maka waktu normalnya:
Wn = 14,6 x 1,1 = 16,6 menit
b.Cara Shumard
Cara ini memberikan patokan-patokan penilaian melalui kelas-kelas performansi kerja, dimana setiap kelas memiliki nilai sendiri-sendiri, dapat dilihat pada Tabel 3.15. berikut ini.
___________________________________________________ Tabel 3.15. Penyesuaian Menurut Cara Shumard
(Sutalaksana dkk., 1979) KELAS PENYESUAIAN Superfast 100 Fast + 95 Fast 90 Fast - 85 Excellent 80 Good + 75 Good 70 Good _ 65 Normal 60 Fair + 55 Fair 50 Fair _ 45 Poor 40 ___________________________________________________ Misalnya seorang yang dianggap bekerja normal diberi nilai 60. Bila performansi kerjanya dinilai excellent, maka dia mendapat nilai 80. Dengan demikian dapat diperoleh faktor penyesuaiannya adalah
P = 80/60 = 1,33
Jika waktu siklus rata-ratanya sama dengan 276,4 detik, maka waktu normalnya:
Wn = 276,4 x 1,33 = 367,6 detik c.Cara Westinghouse
Cara ini mengarahkan penilaian pada 4 faktor yang dianggap menentukan kewajaran dan
Usaha, Kondisi Kerja, dan Konsistensi. Faktor keterampilan didefinisikan sebagai kemampuan mengikuti cara kerja yang telah ditetapkan. Faktor usaha dimaksudkan sebagai kesungguhan yang ditunjukkan atau diberikan pekerja ketika melakukan pekerjaannya. Faktor kondisi kerja merupakan kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur, dan kebisingan ruangan. Faktor konsistensi menunjukkan kemampuan pekerja untuk tetap bekerja secara konsisten. Faktor ini perlu diperhatikan karena kenyataan bahwa pada setiap pengukuran waktu angka-angka yang dicatat tidak pernah semuanya sama, waktu penyelesaian yang ditunjukkan pekerja selalu berubah-ubah dari satu siklus ke siklus lainnya, dari jam ke jam, bahkan dari hari ke hari. Pengelompokan mengenai kelas-kelasnya dapat dilihat pada Tabel 3.16. berikut ini.
___________________________________________________ Tabel 3.16. Penyesuaian Menurut Westinghouse
(Sutalaksana dkk.,1979)
FAKTOR KELAS LAMBANG PENYESUAIAN
KETERAMPILAN Superskill Excellent Good Average Fair Poor A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2 + 0,15 + 0,13 + 0,11 + 0,08 + 0,06 + 0,03 0,00 - 0,05 - 0,10 - 0,16 - 0,22 USAHA Excessive A1 A2 + 0,13 + 0,12
FAKTOR KELAS LAMBANG PENYESUAIAN Good Average Fair Poor C1 C2 D E1 E2 F1 F2 + 0,05 + 0,02 0,00 - 0,04 - 0,08 - 0,12 - 0,17
KONDISI KERJA Ideal
Excellenty Good Average Fair Poor A B C D E F + 0,06 + 0,04 + 0,02 0,00 - 0,03 - 0,07 KONSISTENSI Perfect Excellent Good Average Fair Poor A B C D E F + 0,04 + 0,03 + 0,01 0,00 - 0,02 - 0,04 _____________________________________________________________
Dalam menghitung faktor penyesuaian, bagi keadaan yang dianggap wajar diberi harga p=1, sedangkan terhadap penyimpangan dari keadaan ini harga p nya ditambah dengan angka-angka yang sesuai dengan ke empat faktor di atas. Misalnya jika waktu siklus rata-rata sama dengan 124,6 detik dan waktu ini dicapai dengan keterampilan pekerja yang dinilai fair (E1), usaha good (C2), kondisi excellent (B) dan konsistensi poor (F), maka tambahan terhadap p=1 adalah:
Keterampilan : Fair (E1) = -0,05 Usaha : Good (C2) = +0,02 Kondisi : Excellent (B)= +0,04 Konsistensi : Poor (F) = -0,04
Jadi p=(1–0,03) atau p=0,97 sehingga waktu normalnya
Wn = 124,6 x 0,97 = 120,9 detik d.Cara Objektif
Cara yang terakhir ini memperhatikan 2 faktor, yaitu kecepatan kerja dan tingkat kesulitan kerja. Kedua faktor inilah yang dipandang secara bersama-sama menentukan harga p untuk mendapatkan waktu normal.
Kecepatan kerja adalah kecepatan dalam melakukan pekerjaan dalam pengertian biasa. Jika operator bekerja dengan kecepatan wajar diberi nilai satu atau p1=1. Apabila kecepatan kerjanya dianggap terlalu tinggi maka p1>1 dan sebaliknya p1<1 jika terlalu lambat.
Tingkat kesulitan kerja dinotasikan dengan p2, berhubungan dengan penggunaan anggota badan dalam melakukan suatu pekerjaan, apakah ada pedal kaki dan sebagainya. Besarnya faktor penyesuaian (p) diperoleh dengan mengalikan p1 dengan p2.
Tabel 3.17. Penyesuaian Tingkat Kesulitan Cara Objektif (Sutalaksana dkk., 1979)
KEADAAN LAMBANG PENYESUAIAN
ANGGOTA BADAN TERPAKAI
Jari
Pergelangan tangan dari jari Lengan bawah, pergelangan tangan dan jari
Lengan atas, lengan bawah dst
Badan
Mengangkat beban dari lantai dengan kaki
PEDAL KAKI
Tanpa pedal, atau satu pedal dengan sumbu di bawah kaki Satu atau dua pedal dengan sumbu tidak di bawah kaki
PENGGUNAAN TANGAN
Kedua tangan saling bantu atau bergantian
Kedua tangan mengerjakan gerakan yang sama pada saat yang sama
KOORDINASI MATA DENGAN TANGAN
Sangat sedikit Cukup dekat
Konstan dan dekat Sangat dekat
Lebih kecil dari 0,04 cm
PERALATAN
Dapat ditangani dengan mudah Dengan sedikit kontrol Perlu kontrol dan penekanan Perlu penanganan hati-hati Mudah pecah, patah
A B C D E E2 F G H H2 I J K L M N O P Q R 0 1 2 5 8 10 0 5 0 18 0 2 4 7 10 0 1 2 3 5 _________________________________________________
_________________________________________________ Tabel 3.17. Lanjutan
KEADAAN LAMBANG PENYESUAIAN
BERAT BEBAN (kg) 0,45 0,90 1,35 1,80 2,25 2,70 3,15 3,60 4,05 4,50 4,95 5,40 5,85 6,30 B-1 B-2 B-3 B-4 B-5 B-6 B-7 B-8 B-9 B-10 B-11 B-12 B-13 B-14 Tangan Kaki 2 1 5 1 6 1 10 1 13 3 15 3 17 4 19 5 20 6 22 7 24 8 25 9 27 10 28 10 _________________________________________________
Jika untuk suatu pekerjaan diperlukan gerakan-gerakan lengan bagian atas, siku, pergelangan tangan dan jari (C), tidak ada pedal kaki (F), kedua tangan bekerja bergantian (H), koordinasi mata dengan tangan sangat dekat (L), alat yang dipakai hanya memerlukan sedikit control (O), dan berat benda yang ditangani 2,3 kg, maka:
Bagian badan yang dipakai : C = 2 Pedal kaki : F = 0 Cara menggunakan kekuatan tangan : H = 0 Koordinasi mata dengan tangan : L = 7
Peralatan : O = 1
Berat : B-5 = 13
Jumlah = 23
p = p1 x p2 (3.12) Jika nilai p1 telah diketahui sama dengan 0,9 maka faktor penyesuaian untuk operator yang bersangkutan:
p = 0,9 x 1,23 = 1,11
3.5.2. Faktor Kelonggaran
Faktor kelonggaran diberikan untuk tiga hal yang secara nyata dibutuhkan oleh pekerja yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan dimana kelonggaran perlu ditambahkan setelah mendapatkan waktu normal (Sutalaksana dkk.,1979).
a.Kelonggaran untuk kebutuhan pribadi
Kebutuhan pribadi yang dimaksud disini adalah hal-hal seperti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman kerja sekadar untuk menghilangkan ketegangan ataupun kejemuan dalam bekerja. Kebutuhan-kebutuhan ini jelas merupakan sesuatu yang mutlak, karena merupakan tuntutan psikologis dan fisiologis yang wajar dan manusiawi, serta dapat menurunkan produktivitas pekerja apabila tidak dilaksanakan. Besarnya kelonggaran yang diberikan untuk kebutuhan pribadi berbeda-beda dari satu pekerjaan ke pekerjaan lainnya. Berdasarkan penelitian diketahui besar kelonggaran ini berbeda antara pekerja pria dan wanita.
b.Kelonggaran untuk menghilangkan rasa fatique
satu cara untuk menentukan besarnya kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi menurun. Tetapi masalahnya adalah kesulitan dalam menentukan pada saat-saat mana menurunnya hasil produksi diebabkan oleh timbulnya rasa fatique karena masih banyak kemungkinan lain yang dapat menyebabkannya. Jika rasa fatique telah datang dan pekerja harus bekerja untuk menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar dari normal dan ini akan menambahkan rasa fatique. Bila hal ini berlangsung terus-menerus akan dapat menimbulkan fatique total yaitu jika anggota badan yang bersangkutan sudah tidak dapat melakukan gerakan kerja sama sekali walaupun sangat dikehendaki. Hal ini jarang terjadi karena berdasarkan pengalamannya pekerja dapat mengatur kecepatan kerjanya sedemikian rupa sehingga lambatnya gerakan-gerakan kerja ditujukan untuk menghilangkan rasa fatique ini.
c.Kelonggaran untuk hambatan-hambatan tak terhindarkan Hambatan dalam hal ini ada 2, pertama hambatan yang dapat dihindarkan seperti mengobrol berlebihan serta yang kedua hambatan yang tidak dapat dihindarkan karena berada diluar kekuasaan pekerja untuk mengendalikannya. Bagi yang pertama jelas harus dihilangkan, sedangkan yang hambatan kedua akan tetap ada dan karenanya harus diperhitungkan dalam perhitungan waktu baku. Beberapa contoh yang termasuk hambatan tak terhindarkan adalah:
1) Menerima atau meminta petunjuk kepada pengawas 2) Melakukan penyesuaian-penyesuaian mesin
3) Memperbaiki kemacetan-kemacetan singkat seperti mengganti alat potong yang patah, memasang kembali ban yang lepas dan sebagainya
4) Mengasah peralatan potong
5) Mengambil alat-alat khusus atau bahan-bahan khusus dari gudang
6) Hambatan-hambatan karena kesalahan pemakaian alat ataupun bahan
7) Mesin berhenti karena aliran listrik mati atau putus
Besarnya hambatan untuk kejadian-kejadian seperti itu sangat bervariasi dari satu pekerjaan ke pekerjaan yang lain bahkan dari satu stasiun kerja ke stasiun kerja yang lain karena banyaknya penyebab seperti mesin, kondisi mesin, prosedur kerja, ketelitian suplai alat dan bahan dan sebagainya.
_________________________________________________________________________________________ Tabel 3.18. Besar Kelonggaran Berdasar Faktor yang Berpengaruh (Sutalaksana dkk., 1979)
Faktor Contoh Pekerjaan Kelonggaran (%)
A.Tenaga yg dikeluarkan Ekivalen Beban (kg) Pria Wanita
1.Dapat diabaikan Bekerja di meja, duduk Tanpa beban 0,0-6,0 0,0-6,0
2.Sangat ringan Bekerja di meja, berdiri 0,00-2,25 6,0-7,5 6,0-7,5
3.Ringan Menyekop, ringan 2,25-9,00 7,5-6,0 7,5-6,0
4.Sedang Mencangkul 9,00-18,00 12,0-19,0 16,0-30,0
5.Berat Mengayun palu yg berat 18,00-27,00 19,0-30,0
6.Sangat berat Memanggul beban 27,00-50,00 30,0-50,0
7.Luar biasa berat Memanggul karung berat > 50,00
B.Sikap Kerja
1.Duduk
Bekerja duduk, ringan 0,0-1,0
2.Berdiri diatas 2 kaki Badan tegak, ditumpu 2 kaki 1,0-2,5
3.bediri diatas 1 kaki 1 kaki mengerjakan alat control 2,5-4,0
4.Berbaring pada bag. Sisi belakang atau depan badan 2,5-4,0
5.Membungkuk Badan dibungkukkan bertumpu pd ke-2 kaki 4,0-10,0
C.Gerakan Kerja
1.Normal
Ayunan bebas dari palu 0,0
2.Agak terbatas Ayunan terbatas dari palu 0,0-5,0
3.Sulit Membawa beban berat dg satu tangan 0,0-5,0
4.Pada angota-anggota Bekerja dengan tangan di atas kepala 5,0-10,0
Badan terbatas
5.Seluruh anggota badan Bekerja dilorong pertambangan yang sempit 10,0-15,0
terbatas
_________________________________________________________________________________________ Tabel 3.18. Lanjutan
Faktor Contoh Pekerjaan Kelonggaran (%)
Pencahayaan D.Kelelahan mata *)
Baik Buruk
1.Pandangan yg terputus-putus Membaca alat ukur 0 1
2.Pandangan yg hampir terus-menerus Pekerjaan-pekerjaan yg teliti 2 2
3.Pandangan terus-menerus dg Memeriksa cacat-cacat pada 2 5
fokus yang berubah-ubah Kain
4.Pandangan terus-menerus dg Pemeriksaan yang sangat 4 8
fokus tetap Teliti
E. Keadaan Temp. Tempat Kerja **) Temperatur (c) Kelemahan normal Berlebih
1.Beku <0 di atas 10 di atas 12
2.Rendah 0-13 10 s/d 0 12 s/d 5
3.Sedang 13-22 5 s/d 0 8 s/d 0
4.Normal 22-28 0 s/d 5 0 s/d 8
5.Tinggi 28-38 5 s/d 40 8 s/d 100
6.Sangat Tinggi >38 di atas 40 di atas 100
_________________________________________________________________________________________ Tabel 3.18. Lanjutan
Faktor Contoh Pekerjaan Kelonggaran (%)
F. Keadaan Atmosfer ***)
1. Baik
2. Cukup Baik 3. Kurang Baik 4. Buruk
Ruangan yang berventilasi baik, udara segar Ventilasi kurang baik, ada bau-bauan
Adanya debu-debu beracun, atau tidak beracun tapi banyak Adanya bau-bauan berbahaya yang mengharuskan menggunakan Alat-alat pernafasan
0 0-5 5-10 10-20
G. Keadaan Lingkungan yang Baik
1. Bersih, sehat, cerah dengan kebisingan rendah 0
2. Siklus kerja berulang-ulang antara 5 - 10 detik 0-1
3. Siklus kerja berulang-ulang antara 0 -5 detik 1-3
4. Sangat bising 0-5
5. Jika faktor-faktor yang berpengaruh dapat menurunkan kualitas 0-5
6. Terasa adanya getaran lantai 5-10
7. Keadaan-keadaan yang luar biasa (bunyi,kebersihan,dll) 5-15
H. Kelonggaran Kebutuhan Pribadi
1. Pria 0-2,5
2. Wanita 2-5
Keterangan:
*) Kontras antar warna hendaknya diperhatikan. **) Tergantung juga pada keadaan ventilasi
3.6. Mekanika Teknik 3.6.1. Gaya
Gaya (F) didefinisikan sebagai aksi suatu benda terhadap benda lain dan umumnya ditentukan oleh titik kerjanya, besarnya dan arahnya. Gaya mungkin saja terpusat atau terdistribusi. Apabila dimensi luasannya sangat kecil dibandingkan dimensi-dimensi lain dari banda yang bersangkutan, dapat dianggap sebagai gaya terpusat pada suatu titik.
Berat suatu benda adalah gaya tarikan gravitasi yang terdistribusi pada volumenya dan dapat dikatakan sebagai gaya terpusat yang bekerja melalui titik berat benda yang bersangkutan. Rumus untuk menghitung gaya berat jika massanya telah diketahui:
W = m.g (3.13) dimana: W = Gaya berat (N) m = Massa (kg) g = Percepatan gravitasi (m/s2) 3.6.2. Momen
Sebuah gaya cenderung untuk menggerakkan suatu benda pada arah kerjanya. Selain itu sebuah gaya juga cenderung untuk memutar suatu benda terhadap suatu sumbu. Sumbu ini dapat merupakan sembarang garis yang tidak berpotongan maupun sejajar dengan garis kerja gaya tersebut. Kecenderungan untuk berotasi ini disebut sebagai momen M dari gaya tersebut. Besar momen
M = F.d (3.14) dimana
M = Momen (Nmm) F = Gaya (N)
d = Jarak tegak lurus gaya terhadap titik momen (mm)
3.6.3. Tegangan (Stress)
Intensitas gaya yang tegak lurus atau normal terhadap irisan disebut tegangan normal (normal stress) pada sebuah titik (Popov, 1996). Tegangan normal
dilambangkan dengan huruf Yunani σ (sigma). Suatu tegangan tertentu yang dianggap benar-benar bertitik
tangkap pada sebuah titik, secara matematis didefinisikan oleh persamaan:
σ = lim ΔF/ΔA (3.15) ΔAÆ0
dimana F adalah suatu gaya yang bekerja tegak lurus terhadap potongan, sedangkan A merupakan luas yang bersangkutan. Tegangan normal yang menghasilkan tarikan pada permukaan sebuh potongan disebut tegangan tarik, sedangkan tegangan normal yang mendorong potongan disebut tegangan tekan.
3.6.4. Momen Lentur
Momen lentur dilambangkan dengan simbol M yang berasal dari huruf Latin. Persamaan untuk mencari momen lenturan adalah sebagai berikut:
y I
dari persamaan tersebut, σ adalah tegangan pada jarak y dari sumbu netral. Karena tegangan berbanding lurus dengan jarak ke sumbu netral, tegangan maksimum akan tergantung pada jarak maksimum y. Jadi bila σmaks adalah tegangan maksimum dan ymaks adalah jarak maksimum dari sumbu netral ke suatu bagian irisan, maka:
M = σmaks x (I/ymaks) (3.17) Momen lentur dinyatakan dalam satuan newton meter (Nm). Momen lentur sebuah poros inersia utama menimbulkan tegangan lentur sebagai berikut:
I y M. = σ (3.18)
BAB 4
PROFIL PERUSAHAAN DAN DATA
4.1. Profil Perusahaan dan Uraian Proses Produksi
D&D Handycraft merupakan suatu industri kerajinan yang beralamat di jalan Imogiri Barat No. 1 Km 3,5 Bangunharjo, Sewon, Bantul, Yogyakarta. D&D Handycraft didirikan pada tahun 1982 oleh Bapak Suyono dan Ibu Wati dengan jumlah pekerja awal sebanyak 4 orang dan produk yang dihasilkan adalah tas, sabuk, wadah multifungsi dan dompet. Produk tas terbuat dari beberapa macam bahan, diantaranya bahan enceng gondok, agel, nilon dan daun lontar; produk sabuk dan dompet terbuat dari kulit; produk wadah multifungsi terbuat dari kertas karton. Produk yang masih lancar diproduksi oleh D&D Handycraft sampai saat ini adalah wadah multifungsi dan tas dengan jumlah pekerja sebanyak 20 orang.
Penelitian ini berfokus pada proses pembuatan wadah multifungsi yang terdiri dari 2 bentuk, yaitu berbentuk tabung dan kubus, terutama proses pemotongan kertas karton sebagai bahan utama pembuatan wadah multifungsi dengan menggunakan gunting dan cutter. Uraian proses pembuatan wadah multifungsi, baik yang berbentuk tabung maupun kubus, adalah sebagai berikut:
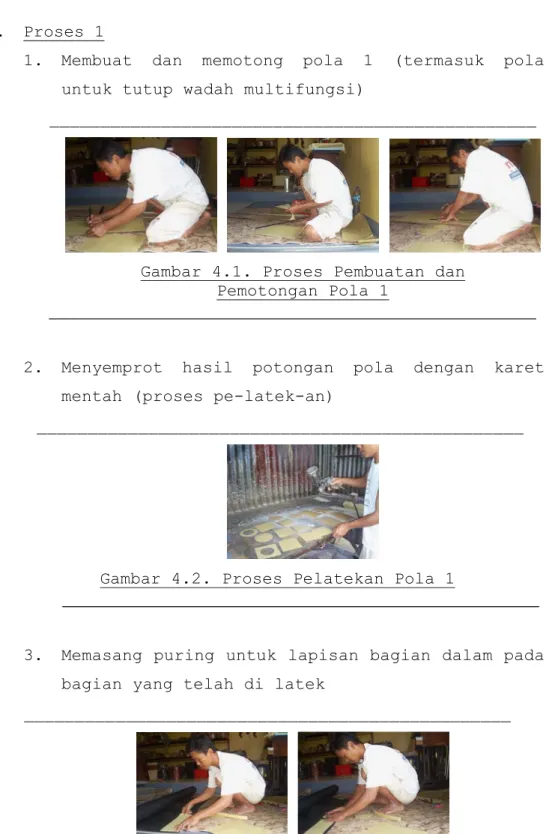
a. Proses 1
1. Membuat dan memotong pola 1 (termasuk pola untuk tutup wadah multifungsi)
________________________________________________
Gambar 4.1. Proses Pembuatan dan
Pemotongan Pola 1
________________________________________________
2. Menyemprot hasil potongan pola dengan karet mentah (proses pe-latek-an)
________________________________________________
Gambar 4.2. Proses Pelatekan Pola 1
_______________________________________________
3. Memasang puring untuk lapisan bagian dalam pada bagian yang telah di latek
________________________________________________
4. Pola yang telah dipasangi puring selanjutnya di latek
________________________________________________
Gambar 4.4. Proses Pelatekan Puring
_________________________________________________
5. Memotong puring sesuai pola yang telah ditempel _________________________________________________
Gambar 4.5. Pemotongan Puring
_________________________________________________
6. Merekatkan bagian tepi-tepinya
_________________________________________________
Gambar 4.6. Proses Perekatan Bagian Tepi Puring _________________________________________________
7. Setelah direkatkan bagian tepi-tepinya, selanjutnya mengelemnya
_________________________________________________
Gambar 4.7. Proses Pengeleman Puring
_________________________________________________
8. Merakit bagian-bagian pola yang telah dilem _________________________________________________
Gambar 4.8. Proses Perakitan Pola 1 _________________________________________________
9. Memukul-mukul pola yang telah dirakit dengan kayu agar sambungannya rata dan kuat
_________________________________________________
Gambar 4.9. Proses Perataan Sambungan Pola 1 _________________________________________________
b. Proses 2
1. Membuat dan memotong pola 2 (termasuk pola untuk tutup wadah multifungsi)
_________________________________________________
Gambar 4.10. Proses Pemotongan Pola 2
_________________________________________________
2. Melatek hasil potongan pola
_________________________________________________
Gambar 4.11. Proses Pelatekan Pola 2
_________________________________________________
3. Menempelkan pola pada vinil
_________________________________________________
Gambar 4.12. Proses Pemasangan Vinil
_________________________________________________
4. Melatek hasil perakitan pola 1 dan pola yang telah ditempelkan pada vinil
_________________________________________________
Gambar 4.13. Proses Pelatekan Vinil
_________________________________________________
5. Memotong vinil sesuai pola yang telah ditempel _________________________________________________
Gambar 4.14. Proses Pemotongan Vinil
_________________________________________________
6. Merekatkan bagian-bagian tepinya
_________________________________________________
Gambar 4.15. Proses Perekatan Bagian Tepi Vinil _________________________________________________
7. Setelah direkatkan tepi-tepinya, selanjutnya menjahit bagian tepi-tepinya
_________________________________________________
Gambar 4.16. Proses Penjahitan Vinil
_________________________________________________
8. Mengelem hasil vinil yang telah dijahit
_________________________________________________
Gambar 4.17. Proses Pengeleman Vinil _________________________________________________
9. Setelah dilem lalu ditempelkan pada hasil perakitan pola 1
_________________________________________________
Gambar 4.18. Prose Penempelan Vinil ke Pola 1 _________________________________________________
10. Selanjutnya memukul-mukulnya dengan kayu agar tempelan dan sambungannya rata dan kuat
_________________________________________________
Gambar 4.19. Proses Perataan Sambungan Produk Jadi
_________________________________________________
11. Wadah multifingsi siap dijual
_________________________________________________
Gambar 4.20. Produk Jadi
_________________________________________________
4.2. Data Penelitian Pendahuluan 4.2.1. Data Kuisioner I
Kuisioner I merupakan kuisioner pendahuluan yang dilakukan untuk mengetahui apakah pekerja di D&D Handycraft Collections mengalami kesulitan ketika memotong kertas karton dan untuk mengetahui keluhan-keluhan apa saja yang dialami para pekerja berkaitan dengan gunting dan cutter sebagai alat yang mereka
dibagikan kepada 7 pekerja di D&D Handycraft Collections.
Pertanyaan yang diajukan kepada pekerja berjumlah 6 pertanyaan berupa spesifikasi gunting dan cutter, lama jam kerja, kesulitan-kesulitan dalam memotong kertas karton dan perlukah dirancang alat untuk memotong kertas karton yang baru. Selain itu, juga disertakan modifikasi dari Nordic Musculoskeletal Questionnaire (NMQ), (Kuorinka, 1986) seperti pada buku Occupational Biomechanics (Chaffin, dkk., 1999). NMQ digunakan untuk menentukan frekuensi dan bagian tubuh yang dirasakan tidak nyaman. NMQ terdiri dari beberapa pertanyaan yang difokuskan pada beberapa bagian tubuh yang berbeda.
Bagian pertama dan kedua pada NMQ berkaitan dengan rasa sakit yang timbul pada bagian-bagian tubuh responden selama 3 tahun dan 1 tahun terakhir dimana responden diminta menjawab apakah responden pernah merasa sakit pada bagian leher, bahu, punggung, pinggang, tangan/pergelangan tangan, paha, dan kaki dengan menjawab ’ya’ atau ’tidak’. Selanjutnya pada bagian ketiga responden diminta menjawab apakah 6 bulan terakhir responden sering merasa sakit pada bagian leher, bahu, punggung, pinggang, tangan/pergelangan tangan, paha, dan kaki dengan menjawab ’ya’ atau ’tidak’. Apabila responden menjawab ‘ya’ pada bagian ketiga maka dapat melanjutkan ke bagian keempat.
Pada bagian keempat responden diminta memilih tingkat keluhan (tanpa rasa sakit, agak sakit, sakit, sangat sakit) yang dirasakan pada leher, bahu,