BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
CV. Topaz Profile and Frame didirikan pada bulan Agustus 2011, pendiri sekaligus pemilik pabrik ini adalah Ir. Tanib Sembiring Cjolia, M.Eng. Pabrik ini didirikan untuk memenuhi permintaan pasar terhadap produk bingkai. CV. Topaz Profile and Frame memproduksi bingkai dengan distributor pasar meliputi Medan, Belawan, Tebing Tinggi, Pematang Siantar, Aceh, Padang. Produk yang hasilkan adalah profile dan frame. Profile adalah batang bingkai yang belum di rakit dengan panjang 3 m, frame adalah bingkai yang siap digunakan dengan berbagai ukuran sesuai permintaan konsumen. CV. Topaz Profile and Frame berlokasi di Jl. Tuntungan, Kecamatan Tanjung Anom no, 508, Medan.
2.2 Ruang Lingkup Bidang Usaha
Secara garis besar, lingkup CV. Topaz Profile and Frame meliputi : 1. Pembuatan Profile
2.3. Mesin dan Peralatan
2.3.1. Mesin Produksi
Mesin produksi adalah semua mesin-mesin yang secara langsung berperan dalam proses produksi. Adapun proses yang dibutuhkan dalam pembuatan profile ialah :
1. Proses pengeringan 2. Proses pencampuran 3. Proses pencetakan 4. Proses pelapisan 5. Proses pemotongan
Adapun proses yang dibutuhkan dalam pembuatan frame ialah : 1. Proses pemotongan
2. Proses pemasangan komponen 3. Proses packaging
Berikut ini akan dijelaskan mesin-mesin produksi profile ialah: 2.3.1.1.Blower
Berikut ini spesifikasi blower yang digunakan. Kapasitas : 4 rak / loyang
Dimensi : 70x52x120 cm Bahan : stainless stell Listrik blower : 150 watt
Blower adalah mesin yang berfungsi untuk mengeringkan biji plastik. Blower
Gambar 2.1. Mesin Blower
2.3.1.2.Mesin Mixer
Berikut ini spesifikasi mixer yang digunakan. Kapasitas : 1000-1500 kg/hari
Motor : 20 HP Pisau : 20 inci Jenis pisau : platper/s45c Tebal pisau : 20mm Jumlah pisau : 10 pcs
Gambar 2.2. Mesin Mixer
2.3.1.3.Mesin Pencetak
Berikut ini spesifikasi mesin pencetak yang digunakan. Kecepatan : 10-20 meter/menit
Ekstruksi : satu sampai lima alat ekstruksi Pisau ekstruksi utama : 60-200 mm
Mesin ekstruksi utama: 40-500 HP
Gambar 2.3. Mesin Pencetak
2.3.2. Peralatan (Equipment)
Peralatan yang digunakan dalam proses produksi di pabrik adalah: 2.3.2.1.Timbangan
Timbangan digunakan untuk menimbang berat Natrium Bikarbonat (pengembang) dan minyak.
Gambar 2.4. Timbangan
2.3.2.2.Palu
Gambar 2.5. Palu
2.3.2.3.Alat Kikir
Alat kikir digunakan untuk menghaluskan permukaan profile.
Gambar 2.6. Alat Kikir
2.3.2.4.Bor
Bor digunakan untuk melibangi frame.
2.3.2.5.Pemotong Kaca
Pemotong kaca di gunakan untuk memotong dan memola kaca.
Gambar 2.8. Pemotong Kaca
2.3.2.6.Gunting
Digunakan untuk memotong dan memola karton
Gambar 2.9. Gunting
2.3.2.7.Cutter
Gambar 2.10. Cutter
2.3.3. Utilitas
Unit utilitas merupakan unit penunjang bagi unit-unit yang lain dalam suatu pabrik atau sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai produk akhir. Pada pabrik CV. Topaz Profile and Frame terdapat utilitas berupa mesin genset untuk mengatasi jika sewaktu-waktu listrik PLN padam.
Gambar 2.11. Genset
2.3.4. Safety and Fire Protection
Pabrik tersebut telah mempersiapkan racun api di sekitar area produksi sebagai antisipasi jika terjadi kebakaran. Racun api adalah alat yang digunakan untuk memadamkan api skala kecil yang biasanya berbentuk tabung dan untuk kebutuhan pemadaman api yang sifatnya darurat.
2.4. Lokasi Pabrik
CV. Topaz Profile and Frame berlokasi di Jl. Tuntungan, Tanjung Anom 508, Medan. Berikut denah lokasi dapat dilihat pada gambar 2.3.
CV. To paz Profile and
Frame
Medan
Gambar 2.13. Denah Lokasi CV. Topaz Profile and Frame
2.5. Daerah Pemasaran
Daerah pemasaran pabrik daktur ini adalah sebagai berikut. 1. Daerah Medan
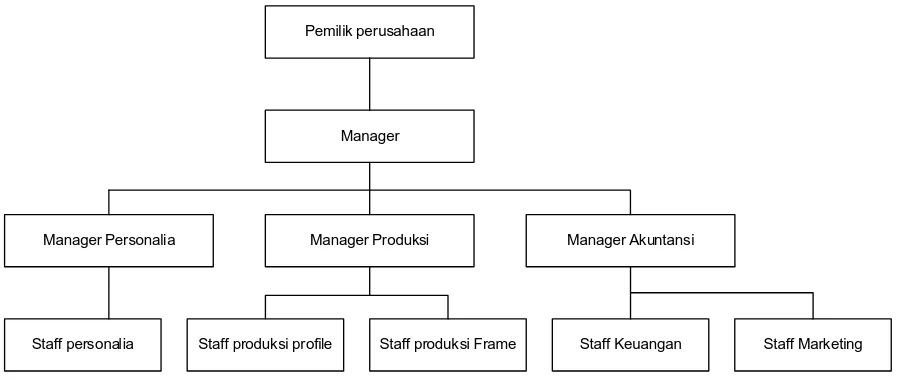
2.6. Struktur Organisasi Pabrik1
Pemilik perusahaan
Manager
Manager Personalia Manager Produksi Manager Akuntansi
Staff personalia Staff produksi profile Staff produksi Frame Staff Keuangan Staff Marketing Struktur organisasi pada CV. Topaz Profile and Frame adalah meng-gunakan struktur organisasi fungsional dengan garis koordinasi dimana struktur ini menerapkan aliran wewenang langsung dari seorang pimpinan yang membawahi seorang Manager. Seorang Manager membawahi bagian personalia, produksi, dan akuntansi. Seorang
kepala produksi membawahi dua bagian produksi yaitu bagian frame dan bagian
profile. Manager adalah seorang akuntan yang merangkap sebagai bagian marketing
dan penyedia bahan. Berikut gambar struktur organisasi CV. Topaz Profile and Frame
pada Gambar 2.4.
Gambar 2.14. Struktur Organisasi CV. Topaz Profile and Frame
Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari struktur manajemen di CV. Topaz Profile and Frame adalah sebagai berikut:
2.6.1.1. Pemilik Pabrik
Tugas pemilik pabrik adalah bertanggung jawab atas seluruh aspek pabrik seperti operasi, pemasaran, strategi, pendanaan, penciptaan budaya pabrik, sumber daya manusia, perekrutan tenaga kerja, pemutusan hubungan kerja, penjualan, hubungan masyarakat, dan sebagainya.
2.6.1.2.Manager
Manager bertugas dan bertanggung jawab untuk melaporkan semua kejadian
yang terjadi di pabrik serta mencari klien untuk diajak kerja sama dan bertanggung
jawab untuk mengawasi kinerja dari kepala bagian masing-masing sektor.
2.6.1.3.Manager Personalia
Manager personalia memiliki tugas dan tanggung jawab sebagai berikut
a. Menetapkan standar kerja yang tinggi, berkomunikasi ke atasan dan ke staff b. Memonitor penampilan kerja staff
c. Menyeleksi dan mengurusi seleksi tenaga kerja yang mendaftar dan pensiunan karyawan
d. Mengawasi pekerjaan staf
2.6.1.4.Staff Personalia
Tugas dan tanggung jawab staff adalah mengurus surat pelamaran tenaga kerja, pensiunan, dan mahasiswa atau masyarakat yang mau berkunjung ke pabrik.
2.6.1.5.Manager Akuntansi
Manager Akuntansi memiliki tugas dan tanggung jawab sebagai berikut
a. Mengawasi staff
b. Memeriksa pembukuan dalam pabrik
c. Mengatur jadwal pemberian gaji untuk karyawan d. Melakukan pembayaran gaji kepada karyawan
2.6.1.6.Staff Marketing
Memiliki tugas dan tanggung jawab untuk melaksanakan pemasaran dengan
sistem yang ada dan berhubungan langsung ke masyarakat.
2.6.1.7.Staff Akuntansi
Memiliki tugas dan tanggung jawab untuk pencatatan keuangan dan
penyedia bahan produksi.
2.6.1.8.Manager Produksi
Manager produksi memiliki tugas dan tanggung jawab sebagai berikut.
b. Mengawasi pekerjaan staff terhadap kelancaran proses produksi c. Mengawasi sistem quality control yang ada
d. Memberikan pengarahan tentang standar mutu bahan baku.
2.6.1.9.Staff Produksi Profile
Staff produksi Profile memiliki tugas dan tanggung jawab sebagai berikut
a. Menjaga kelancaran jalannya produksi profile
b. Turut serta ke dalam produksi dan memperbaiki jika terjadi kerusakan pada mesin
c. Memeriksa dan mengawasi kualitas bahan baku dari supplier d. Mencegah selama proses produksi terjadi kecacatan produk.
2.6.1.10. Staff Produksi Frame
Staff produksi Frame memiliki tugas dan tanggung jawab sebagai berikut
a. Menjaga kelancaran jalannya produksi Frame
b. Turut serta ke dalam produksi dan memperbaiki jika terjadi kerusakan pada mesin
c. Memeriksa dan mengawasi kualitas bahan baku dari supplier
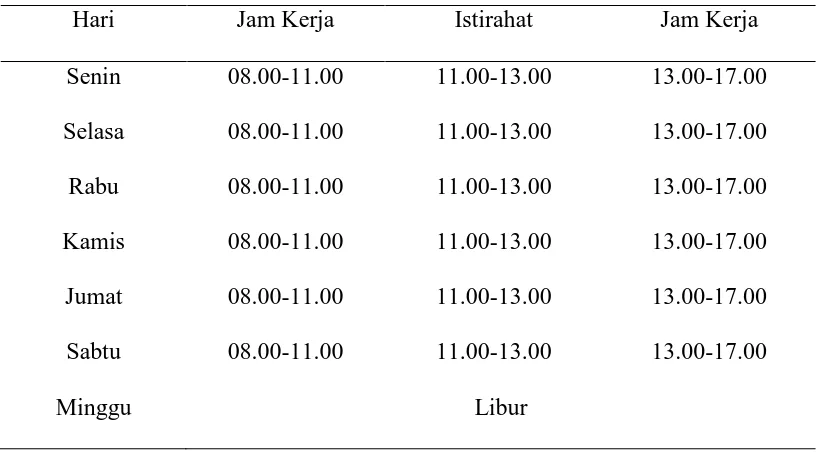
2.6.2. Jumlah Tenaga Kerja dan Jam Kerja
WIB dan 13.00 - 17.00 WIB, dengan waktu istirahat selama 2 jam yang terdapat pada pukul 11.00 - 13.00 WIB.
2. Jam Kerja Pabrik
Tabel 2.1. Jam Kerja Pada CV. Topaz Profile and Frame
Hari Jam Kerja Istirahat Jam Kerja
Senin 08.00-11.00 11.00-13.00 13.00-17.00 Selasa 08.00-11.00 11.00-13.00 13.00-17.00
Rabu 08.00-11.00 11.00-13.00 13.00-17.00
Kamis 08.00-11.00 11.00-13.00 13.00-17.00 Jumat 08.00-11.00 11.00-13.00 13.00-17.00 Sabtu 08.00-11.00 11.00-13.00 13.00-17.00
Minggu Libur
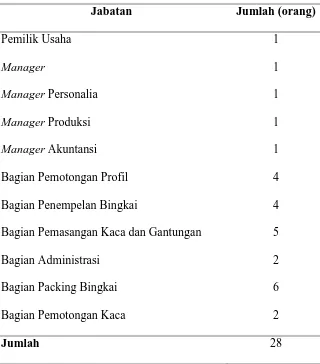
Tabel 2.2. Pembagian Jumlah Tenaga Kerja
Jabatan Jumlah (orang)
Pemilik Usaha 1
Manager 1
Manager Personalia 1
Manager Produksi 1
Manager Akuntansi 1
Bagian Pemotongan Profil 4
Bagian Penempelan Bingkai 4
Bagian Pemasangan Kaca dan Gantungan 5
Bagian Administrasi 2
Bagian Packing Bingkai 6
Bagian Pemotongan Kaca 2
Jumlah 28
2.7. Proses Produksi
2.7.1. Standar Mutu Produk
2.7.2. Bahan yang Digunakan
Bahan baku yang digunakan pada produksi profile adalah biji plastik. Bahan penolong yang digunakan adalah minyak dan Natrium Bikarbonat (pengembang). Bahan tambahan yang digunakan adalah pelapis.
Bahan baku yang digunakan pada produksi frame adalah profile, medium density fiber (MDF) dan kaca. Tidak ada bahan penolong yang digunakan pada produksi frame.
Bahan tambahan yang digunakan adalah baut, pengait, paku tembak, kertas background, karton, plastik, kardus.
2.7.3. Uraian Proses Produksi
Uraian proses produksi profile dan frame adalah sebagai berikut. 1. Profile
a. Biji plastik dijemur hingga kering di area terbuka
b. Natrium Bikarbonat (pengembang) dan minyak ditimbang dengan alat penimbang c. Biji plastik yang telah kering dicampurkan dengan Natrium Bikarbonat
(pengembang) dan minyak kedalam mesin Mixer
d. Biji plastik yang telah tercampur dimasukkan ke dalam mesin pencetak e. Plastik yang diinjeksikan direndam langsung kedalam air
f. Pelapis dipasangkan sesuai dengan corak dan bentuk profile g. Profile dengan panjang 3m kemudian dipotong
2. Frame
a. Profile dipotong sesuai dengan ukuran frame
b. Medium density fiber (MDF) dipola dan dipotong sesuai dengan luas frame c. Baut dan pengait dipasangkan ke Medium density fiber (MDF)
d. Potongan profile dan Medium density fiber (MDF) disambungkan dengan paku tembak
e. Kertas background dipotong sesuai ukuran frame f. Kaca dipola dan dipotong sesuai ukuran frame
g. Frame diberi kertas background dan ditutup dengan kaca
h. Kertas karton dipola dan dipotong sesuai dengan ukuran sudut frame i. Ujung-ujung frame dilapisi dengan kertas karton
j. Frame dibungkus dalam plastik k. Frame disimpan dalam kardus
2.7.3.1. Block Diagram
Mulai
Profil polos diberi pelapis sesuai
minyak di mesin
mixer T
Y
Profil di potong sesuai ukuran
Mulai Fiber (MDF) dengan
potongan profile baut dan pengait
pada Medium
Density Fiber
(MDF)
Memotong kaca sesuai dengan pola
dan ukuran sesuai pola dan
ukuran
2.7.3.2. Operation Process Chart
Peta proses operasi pembuatan Profile dapat dilihat pada Lampiran-1. Peta proses operasi pembuatan Frame dapat dilihat pada Lampiran-2.
2.7.3.3. Flow Process Chart
Peta aliran proses pembuatan Profile dapat dilihat pada Lampiran-3. Peta aliran proses pembuatan Frame dapat dilihat pada Lampiran-4.
2.7.3.4. Flow Diagram
Diagram alir pembuatan Profile dapat dilihat pada Lampiran-5. Diagram alir pembuatan Frame dapat dilihat pada Lampiran-6.
2.7.4. Mekanisme Proses Produksi
2.7.4.1. Mekanisme Pembuatan Profile
Mekanisme proses produksi pada pembuatan Profile adalah sebagai berikut: 1. Biji plastik dikeringkan
feedback
dikeringkan Biji plastik
Biji plastik kering
Input : Biji plastik Output : Biji plastik kering
Feedback : Biji plastik yang belum kering maka akan dikeringkan kembali
2. Natrium Bikarbonat (pengembang), minyak, dan biji plastik kering dicampur ke dalam mesin mixer
feedback
Gambar 2.18. Mekanisme Pencampuran Bahan
Input : Biji plastik kering, Natrium Bikarbonat (pengembang), minyak Output : Campuran plastik
Mesin : Mixer
Feedback : Campuran yang belum tercampur akan diaduk kembali
3. Campuran plastik diinjeksikan menjadi Profile polos
Diinjeksikan
Campuran plastik Profile polos
Input : Campuran plastik Output : Profile polos Mesin : Mesin pencetak
4. Profile polos diberi pelapis dan motif.
Dilapisi
Gambar 2.20. Mekanisme Pelapisan dan Pemberian Motif
Input : Profile polos
Output : Profile, Profile reject Mesin : Mesin Pencetak
Feedback : Profile yang tidak tercetak dengan baik akan di rework kembali
5. Profile dipotong.
Dipotong
Profile Profile
Gambar 2.21. Mekanisme Pemotongan Profile
Input : Profile
2.7.4.2. Mekanisme Pembuatan Frame
Mekanisme proses produksi pada pembuatan Frame adalah sebagai berikut: 1. Profile dipotong sesuai dengan ukuran
Dipotong
Profile
Potongan profil
Scrap
Gambar 2.22. Mekanisme Pemotongan Profile
Input : Profile
Output : Potongan Profile, scrap Mesin : Gergaji mesin
2. Medium density fiber (MDF) dipola sesuai dengan ukuran
Dipotong MDF
Potongan Medium
density fiber (MDF) Waste
Input : Medium density fiber (MDF)
Output : Potongan medium density fiber (MDF), waste Mesin : Gergaji mesin
3. Medium density fiber (MDF) diberi baut dan pengait
Disambungkan MDF
Baut
Pengait MDF jadi
Gambar 2.24. Mekanisme Pembuatan Medium Density Fiber (MDF) Jadi
Input : Medium density fiber (MDF), baut, pengait Output : Medium density fiber (MDF) jadi
Mesin : Bor
4. Medium density fiber (MDF) jadi ditempelkan pada potongan Profile yang sesuai dengan paku tembak
Ditempelkan
Input : Medium density fiber (MDF) jadi, potongan Profile, paku tembak
Output : Frame setengah jadi Mesin : Mesin paku tembak
Feedback : Profile yang tidak tercetak dengan baik akan diproses kembali
5. Kaca dan kertas background dipotong sesuai dengan ukuran
Dipola
Gambar 2.26. Mekanisme Pelapisan dan Pemberian Motif
Input : Kertas background, kaca
Output : Potongan Kertas background, potongan kaca Mesin : Mesin pemotong
6. Potogan kaca dan kertas background dimasukan kedalam frame
dimasukkan Potongan kertas
Potongan kaca
Gambar 2.27. Mekanisme Pemasukan Kaca dan Kertas
Input : potongan kertas, potongan kaca, frame setengah jadi Output : frame
7. Kertas karton dipola dan dipotong sesuai dengan ukuran
Dipola dan dipotong Kertas karton
Potongan kertas karton waste
Gambar 2.28. Mekanisme Pemolaan dan Pemotongan Kertas Karton
Input : kertas karton
Output : potongan kertas karton, waste
8. Potongan kertas karton dipasangkan ke sisi-sisi frame
Dipasang Potongan kertas karton
Frame Frame
Gambar 2.29. Mekanisme Pemasangan Kertas Karton
9. Frame dimasukkan kedalam plastik
Dibungkus Plastik
Frame Frame
Gambar 2.30. Mekanisme Pembungkusan Frame
Input : plastik, frame Output : frame
Mesin : Mesin pembungkus
a. Unit
Pengolahan Limbah