ABSTRAKSI
Pada awal proses pencetakan produk Bogaert Box memerlukan waktu yang lama dan produk yang dihasilkan pada awal proses cacat (berongga/produk tidak penuh) ini disebabkan pada awal proses cetakan dingin terlebih dahulu. Setelah panas pada cetakan konstan diperoleh hasil yang baik tetapi setelah cetakan bertambah panas (over heating) karena air pendingin tidak mampu mendinginkan cetakan menyebabkan produk cacat (gelombang/bram).
Dalam penelitian ini mengkombinasikan antara preheating dan pendinginan pada proses pencetakan produk Bogaert Box menggunakan mesin Boy 80M.
KATA PENGANTAR
Bismillahirrohmaanirrohiim
Dengan mengucap puji syukur kehadirat Allah SWT, atas berkat dan
ridho-Nya yang diberikan kepada penulis sehingga akhirnya penelitian yang
berjudul “ANALISA SISTEM PENDINGINAN KEMASAN PLASTIK BOGAERT
BOX DENGAN MENGGUNAKAN CETAKAN INJEKSI”dapat diselesaikan.
Sebagai wujud terima kasih penulis sampaikan kepada semua pihak yang
telah membantu penyelesaian dan penyusunan penelitian ini.
Penulis menyadari bahwa Penelitian ini baru membahas sebagian kecil
saja dari proses pencetakan plastik ,masih banyak hal lain yang perlu dianalisa dan
dikembangkan .Harapan penulis ada generasi selanjutnya yang dapat
mengembangkan tema ini lebih luas lagi dan semoga Penelitian ini dapat
bermanfaat bagi kita semua .
Wassalamu’alaikum Wr Wb.
Sidoarjo, 2007
BIODATA PENELITI
1. DATA PRIBADI
a. Nama Lengkap : Mulyadi, ST b. Jenis Kelamin : Laki-Laki
c. Alamat : Ds. Tandonsentul RT01/RW01 Kec. Lumbang Kab. Probolinggo
d. Status : Kawin
e. Pekerjaan : Dosen Universitas Muhammadiyah Sidoarjo
Pegawai Swasta
2. PENDIDIKAN
a. SD : SDN Tandonsentul Tahun 1984-1990 b. SMP : SMPN Lumbang Tahun 1990-1993 c. STM : STMN Mayangan Tahun 1993-1996 d. KLK : KLK Pandaan Tahun 1996-1997
e. S I : Universitas Muhammadiyah Sidoarjo (Jurusan Teknik Mesin) Tahun 2001-2004
f. AKTA IV : Universitas Muhammadiyah Sidoarjo Tahun 2004-2005
3. PEKERJAAN
a. Tahun 1997-Sekarang : PT Berlina Tbk Pandaan-Pasuruan b. Tahun 2006-Sekarang : Dosen Universitas Muhammadiyah
DAFTAR ISI
LEMBAR PENGESAHAN……… ii
ABTRAKSI………..iii
KATA PENGANTAR……… iv
DAFTAR ISI………. v
DAFTAR GAMBAR……….. viii
DAFTAR TABEL………x
DAFTAR GRAFIK……… xi
BAB I PENDAHULUAN……… 1
1.1 Latar Belakang……….1
1.2 Perumusan Masalah………..2
1.3 Pembatasan Masalah………2
1.4 Tujuan Penelitian………..3
1.5 Manfaat Penelitian………4
1.6 Sstematika Penulisan………4
BAB II LANDASAN TEORI………7
2.1 Pendinginan Cetakan………...7
2.1.1Kebutuhan Air Pendingin……….…………9
2.1.2Kapasitas Pendingian……… 12
2.1.3Jumlah Kalor Yang Harus Dibuang……….14
2.1.4Panjang Saluran Pendinginan Yang Diperlukan…………..16
2.2 Cooling Time………...25
2.3 Material Plastik (poly styrene)……….29
2.4 Perpindahan Panas Konveksi………...35
2.4.1Lapisan Batas Kecepatan……….35
2.4.2Lapisan Batas Termal………... 36
2.4.3Aliran Laminer dan Turbulen………...………...38
2.5 Radiasi………... 40
2.6 Konduksi Satu Dimensi (steady state)………..41
2.6.1Dinding Datar………...41
2.6.2Distribusi Temperatur………41
2.6.3Tahanan Termal……….…………43
2.7 Konduksi Dua Dimensi (steady state)……….…………..48
2.7.1Jaringan Ndal……….……... 48
2.7.2 Metode Keseimbangan Energi………48
2.8 Fluida………...50
2.8.1Dimensi Aliran……….50
2.8.2Kekekalan Massa……….54
2.9 Cetak Tekan (die casting)………54
2.9.1Cetakan (die)………56
2.9.2Mesin Cetak Tekan dengan Ruang Dingin………..58
BAB III METODOLOGI PENELITIAN………61
3.1 Definisi Operasional………61
3.3 Jenis Penelitian……….62
3.4 Jenis dan Sumber Data……….62
3.5 Teknik Pengumpulan Data………...62
BAB IV PEMBAHASAN………71
4.1 Kapasitas Pendinginan……….72
4.2 Set Awal Pembentukan Produk………...76
BAB V KESIMPULAN DAN SARAN……… 79
5.1 Kesimpulan………..83
5.2 Saran………...………….84
DAFTAR PUSTAKA………. 85
LAMPIRAN
DAFTAR GAMBAR
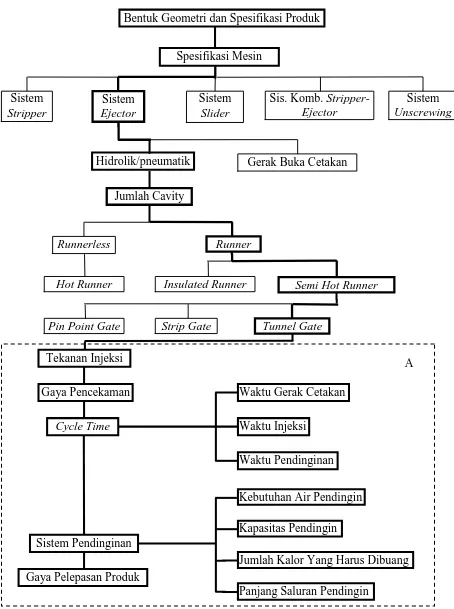
Gambar 1.1 Bagan Langkah-langkah Perencanaan Cetakan
Injeksi Yang Menggunakan Sistem Ejektor…….………..6
Gambar 2.1 Aliran Laminer……….………...9
Gambar 2.2 Aliran Turbulen………...9
Gambar 2.3 Diagram Suhu Material Plastik……….17
Gambar 2.4 Saluran Pendingin Untuk Blow mould………..21
Gambar 2.5 Hubungan Seri Saluran Pendingin………22
Gambar 2.6 Hubungan Paralel Saluran Pendingin………22
Gambar 2.7 Layout Saluran………..23
Gambar 2.8 Penampang Saluran………...24
Gambar 2.9 Lapisan Batas Kecepatan Diatas Bidang Datar……….35
Gambar 2.10 Lapisan Batas Termal Diatas Bidang Datar………..37
Gambar 2.11 Perkembangan Lapisan Batas Pada Bidang Datar……….39
Gambar 2.12 Pertukaran Radiasi Antara Permukaan Dengan Sekelilingnya………40
Gambar 2.13 Perpindahan Panas Melalui Dinding Datar Dstribusi Temperatur, Struktur Termal Ekuivalen………42
Gambar 2.14 Sirkuit termal ekuialen………...45
Gambar 2.15 Penurunan Temperatur Akibat Dari Tahanan Kontak Termal…...46
Gambar 2.16 Sifat zat padat dan fluida………...51
Gambar 2.18 Aliran Dua Dimensi………...51
Gambar 2.19 Aliran Uniform Pada Satu Penampang………..51
Gambar 2.20 Klasifikasi daripada continuum mekanika fluida………52
Gambar 2.21 Aliran Incompresible Viscous Yang Laminer Diatas
Suatu Bidang Datar... 52
Gambar 2.22 Cetakan Rongga Tunggal... 57
Gambar 2.23 Cetakan Rongga Ganda... 58
Gambar 2.24 Proses cetak Tekan Dari Bahan Kuningan Dalam
Mesin Ruang Dingin Dengan Plunyer Horisontal...60
DAFTAR TABEL
Tabel 2.1 Jarak saluran pendingin……….25
Tabel 2.2 Contoh Polystryrene……….……….31
Tabel 2.3 Physical Properties PS………...34
Tabel 2.4 Perkiraan Range Nilai Tahanan Termal...47
Tabel 2.5 Tahanan Termal Fluida...47
Tabel 3.1 Pengambilan Sampel Step 1... 63
Tabel 3.2 Pengambilan Sampel Step 2………..64
Tabel 3.3 Technical Data………...66
Tabel 3.5 Mould Data………66
Tabel 4.1 Kapasitas Aliran Plastik Dan Aliran Air Pendingin Dengan CT Berubah………..73
Tabel 4.2 Kapasitas Aliran Plastik Dan Aliran Pendingin Dengan Temperatur Plastik Konstan Temperatur Air Pendingin Berubah………..75
Tabel 4.3 Waktu Pemanasan Jika Cetakan Tidak Dialiri Air Pendingin…..77
Tabel 4.4 Jumlah Produk Yang Rusak Jika Cetakan Tidak Dialiri Air Pendingin……….78
Tabel 4.5 Jumlah Produk Yang Rusak Jika Cetakan Dialiri Air Pendingin..80
Tabel 4.6 Waktu Pemanasan Jika Cetakan Dialiri Air Pendingin………….81
DAFTAR GRAFIK
Tabel 4.1 Kapasitas Plastik Dan Air Pendingin……….74
Tabel 4.2 Kapasitas Aliran Air Pendingin………....76
Grafik 4.3 Waktu Pemanasan Jika Cetakan Tidak Dialiri Air Pendingin…...78
Grafik 4.4 Jumlah Produk Yang Rusak Jika Cetakan Tidak Dialiri
Air Pendingin……….79
Grafik 4.6 Jumlah Produk Yang Rusak Jika Cetakan Dialiri Air Pendingin..82
Grafik 4.5 Waktu Pemanasan Jika Cetakan Dialiri Air Pendingin
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Salah satu tujuan dari proses manufakturing adalah untuk mendapatkan
proses produksi yang efisien dengan hasil produksi yang berkwalitas baik. Pada
proses pencetakan plastik dengan menggunakan tekanan injeksi, proses produksi
yang efisien sulit dicapai. Hal ini karena persiapan awal dari proses sering kali
membutuhkan waktu yang lama. Umumnya persiapan awal mesin injeksi pada
saat akan memulai proses masih menggunakan metode trial and error, sehingga
untuk mendapatkan produk yang berkwalitas baik diperlukan waktu berjam-jam
bahkan berhari-hari untuk persiapan awal proses produksinya.
Penggunaan metode trial and error pada persiapan awal proses
pencetakan produk tidak dapat dihindari, hal ini karena karakteristik dari plastik
sulit ditentukan secara pasti. Oleh karena itu metode trial and error pada proses
pencetakan produk masih harus dilakukan. Untuk mengatasi masalah ini,
parameter yang mempengaruhi proses pencetakan harus diperhitungkan terlebih
dahulu salah satu diantaranya adalah sistim pendinginan mould, adapun pengaruh
dari sistim pendinginan mould terhadap produk jika tidak sesuai dengan standart
adalah:
- Produk krowak atau cavity tidak penuh ini diakibatkan karena produk dingin
- Produk keropos ini diakibatkan karena temperatur inlet pendingin dengan
outlet pendingin tidak sama serta penempatan jarak pendingin dengan bahan
baku plastik didalam cavity tidak sesuai dengan standart.
- Produk gelombang ini diakibatkan karena temperatur bahan baku plastik
terlalu tinggi dan temperatur pendinginan terlalu rendah.
- Kekerasan dan kekuatan produk tidak merata pada setiap bagian dinding
produk ini diakibatkan karena aliran pendingin laminer bukan turbulen
sehingga tidak mampu mendinginkan produk dengan baik.
Sehingga trial and error pada persiapan awal yang dilakukan tidak
memerlukan waktu yang lama.
1.2 Perumusan Masalah
Setiap usaha untuk mencapai suatu tujuan tidak terlepas dari
permasalahan. Dari latar belakang diatas maka dalam penelitian ini kami
merumuskan permasalahan mengenai, “Analisa Sistem Pendinginan Kemasan
Plastik Bogaert Box Dengan Menggunakan Cetakan Sistem Injeksi Pada
PT.Berlina Tbk”.
1.3 Pembatasan Masalah
Batasan masalah ini bertujuan agar penulisan lebih terarah dan
mempunyai ruang lingkup yang jelas. Adapun batasan masalah pada penulisan ini
adalah :
Bentuk dan material produk sudah di tentukan,
Dimensi dan kekuatan cetakan dianggap sudah memenuhi syarat-syarat
perencanaan,
Proses permesinan cetakan tidak di bahas,
Analisa biaya permesinan cetakan tidak dibahas,
Kehilangan tekanan diabaikan, di anggap kecil.
Mengingat luasnya masalah Proses Pencetakan Plastik, maka penulis
akan membatasi pembahasan dalam hal, “Analisa Sistem Pendinginan Kemasan
Plastik Bogaert Box Dengan Menggunakan Cetakan Sistim Injeksi Pada
PT.Berlina Tbk”.
Pada sistim pendinginan ini menggunakan media air dingin yang
bersirkulasi pada bagian female dan pada bagian male, sehingga bahan baku
plastik yang leleh / panas memenuhi rongga cavity, dalam jangka waktu tertentu
menjadi dingin karena panas yang ditimbulkan oleh bahan baku plastik tadi
berpindah atau terserap oleh dinding cavity yang dingin secara konduksi , konveksi
dan dengan radiasi.
1.4 Tujuan Penelitian
Untuk mengefisienkan waktu trial and error sebelum proses pencetakan
1.5 Manfaat Penelitian
Penelitian yang dilakukan diharapkan akan bermanfaat bagi :
1.5.1 Penulis
Hasil penelitian ini merupakan salah satu sarana untuk meningkatkan
kemampuan dalam memecahkan suatu permasalahan yang ada dalam
praktek dengan menggunakan seperangkat ilmu yang telah dikembangkan.
1.5.2 Perusahaan
Sebagai bahan masukan untuk mempercepat waktu proses trial and error
yang berkaitan dengan sistim pendinginan pada bagian female dan
male,sebelum pencetakan product dilakukan dan memperbaiki kualitas
product.
1.6 Sistimatika Penulisan
Penelitian ini terdiri dari 5 bab dengan uraian sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi uraian mengenai latar belakang masalah, perumusan
masalah, pembatasan masalah, tujuan penelitian, manfaat penelitian dan
sistimatika penulisan.
BAB II DASAR TEORI
Bab ini berisi uraian dasar-dasar teori yang diperlukan untuk menganalisa
sistem pendinginan kemasan plastik Bogaert box dengan menggunakan cetakan
BAB III METODOLOGI PENELITIAN
Pada bab ini penulis mengemukakan tentang analisa sistem yang
direncanakan sekaligus menerangkan proses-proses yang terjadi berkenaan
dengan siklus pendinginan ,selain itu juga menyertakan gambar cetakan yang
dianalisa beserta data-data yang ada.
BAB IV ANALISA PROSES PENDINGINAN CETAKAN
Bab ini berisi analisa dan perhitungan, mulai dari tekanan injeksi, gaya
pencekaman, sistem pendinginan, gaya pelepasan produk, dan cycle time.
Langkah-langkah analisa dan perhitungan yang dilakukan dapat di lihat pada
gambar l.l . Bagian langkah-langkah perencanaan cetakan injeksi yang
menggunakan sistem ejector bagian blok A.
BAB V PENUTUP
Bab ini berisi kesimpulan dari hasil analisa dan perhitungan proses
pendinginan kemasan plastik Bogaert box dengan menggunakan cetakan sistim
Sistem
Pin Point Gate Tunnel Gate
Tekanan Injeksi
Jumlah Kalor Yang Harus Dibuang
Panjang Saluran Pendingin Bentuk Geometri dan Spesifikasi Produk
A
Insulated Runner
BAB II
LANDASAN TEORI
2.1 Pendinginan Cetakan
Didalam proses pencetakan produk dapat digambarkan, bahwa ada
sejumlah material plastik dengan suhu tinggi dimasukkan kedalam cetakan,
kemudian material tersebut dikeluarkan dari dalam cetakan dalam bentuk produk
dan afal dengan suhu rendah. Dalam kaitan ini terjadi pemindahan sejumlah
kalor, yaitu dari material plastik kepada cetakan.
Karena proses pencetakan berpusat didalam rongga cavity, maka pada
umumnya bagian ini akan menerima material plastik dengan jumlah yang lebih
banyak dibanding dengan bagian-bagian lain, misalnya: saluran runner pada
injection mould atau bidang penjepit kelebihan parison pada blow mould. Karena
memerima jumlah material lebih banyak, maka dalam jumlah kalor yang
dipindahkan kedalam rongga cavity akan lebih besar. Disamping itu, proses
pemindahan kalor didalam rongga cavity harus dapat berlangsung secara lebih
baik, dibanding pada bagian-bagian lain yang hanya akan menghasilkan afal. Oleh
karena itu peninjauan perhitungan kalor dan pembuangannya lebih banyak
ditekankan pada rongga cavity, dengan tidak melupakan petimbangan pada bagian
lain. Peninjauan perhitungan kalor dan pembuangannya pada tulisan ini, dengan
memisalkan bahwa material plastik yang mengisi diluar rongga cavity cukup
Kalor yang dilepaskan oleh material plastik didalam rongga cavity,
dipindahkan kedinding cavity. Karena pemindahan kalor berlangsung secara terus
menerus selama mould operational, maka kalor yang diterima dinding cavity
makin lama semakin banyak, dimana akan menyebabkan kenaikan suhu pada
dinding cavity. Setiap kenaikan suhu pada dinding cavity akan menghambat
terjadinya pemindahan kalor, dan apabila kenaikan suhunya mencapai suhu dari
material yang dimasukkan, maka proses pemindahan kalor tidak dapat
berlangsung, dan material plastik tetap dalam keadaan seperti semula. Untuk itu
harus terjadi pembuangan kalor dari dinding cavity.
Sebenarnya pembungan kalor dari dinding cavity dapat berlangsung secara
alami. Yaitu bahwa kalor yang diterima dinding cavity akan merambat
kepermukaan luar dari cetakan, kemudian dari permukaan ini kalor akan lepas
secara konveksi maupun radiasi. Tetapi karena kecepatan pembungan cara ini
rendah, atau pada umumnya tidak memadai dengan jumlah kalor yang diterima ,
maka perlu dilakukan pembuangan kalor secara buatan.
Pembuangan kalor dari dinding cavity dapat dilakukan dengan membuat
satu buah atau lebih saluran didekat dinding cavity, dimana kedalam aliran
tersebut dialirkan zat yang bersifat dapat mengalir, yang dalam banyak hal dipilih
air. Kalor yang diterima dinding cavity akan merambat kedinding saluran,
2.1.1 Kebutuhan Air Pendingin
Agar penghanyutan kalor dapat berlangsung secara efektif, maka keadaan
aliran air didalam saluran harus turbulent. Kebalikan dari keadaan turbulent ini
adalah laminar, yaitu keadaan aliran yang tenang seperti yang diperlihatkan pada
gambar 2.1
Gambar 2.1 Aliran laminer
Pada aliran laminar, hanya air yang berada ditengah saluran yang bergerak
mengalir. Makin mendekati dinding saluran, gerakan aliran semakin pelan, dan air
ditepi dinding saluran akan diam. Makin laminar aliran, air-diam yang menempel
pada dinding saluran akan semakin tebal. Dalam hal ini harus diingat, bahwa air
bukanlah penghantar panas yang baik, kecuali air tersebut mengalir atau
berpindah tempat. Oleh karena itu air-diam yang menempel pada dinding saluran,
justru merupakan isolasi atau penghambat bagi kalor yang harus dibuang. Sedang
aliran turbulent ditunjukkan pada gambar 2.2
Pada aliran turbulent ini, lintasan aliran air bukan garis lurus melainkan
bergulung, dimana suatu titik air yang sebelumnya berada ditengah saluran, akan
pindah ketepi saluran dan menyapu dinding saluran serta menghanyutkan kalor.
Pada aliran ini tidak ada air diam, semua air didalam saluran bergerak dan
menyapu dinding saluran dengan cepat.
Seperti diketahui, aliran turbulent akan terjadi jika,
2300
Re
v wd
……….(2.1)
dimana : Re = Reynolds Number
w = kecepatan aliran ( m/det )
d = diameter saluran ( m )
v = kinematic viscosity ( m2/det )
( untuk air dapat dilihat pada diagram sebelah)
Sebenarnya nilai antara 2300 < Re < 6000 adalah keadaan aliran transitional
yaitu mungkin tidak terjadi aliran turbulent. Oleh karena itu didalam
penghitungan diambil Re = 3000…6000, yaitu nilai yang dijamin terdapat aliran
turbulent.
Jika suhu rata-rata dari air pendingan yang dipakai = 30oC, maka besarnya v
menurut diagram pada gambar 75b
000
Selanjutnya, wd = ( 3000…..6000 ) v
Dengan pertimbangan :
- kemudahan mengatur layout saluran untuk pendinginan yang homogen,
- kemudahan pengeboran saluran pendingin,
- kemudahan mendapatkan mata bor, ukuran nipple, ukuran tap, dll kebutuhan
yang berhubungan dengan pembuatan saluran, maka pada keadaan yang tidak
terlalu kritis, yaitu misalnya tebal dinding dari produk tidak melebihi 4 mm,
diameter saluran d dibuat =
± 8 mm dengan standard nipple R 8 1
± 11 mm dengan standard nipple R 4 1
agar aliran tetap turbulent, baik pada diameter saluran 8 mm atau 11 mm.
maka harus disediakan kecepatan aliran air sebesar :
4
karena tidak mudah untuk mengukur kecepatan aliran secara langsung,
maka pengukurannya dilakukan dengan mengukur selisih tekanan pada saat air
masuk dan pada saat air keluar, dimana kecepatan aliran :
A
.w = kecepatan aliran meter/det
g = gravitasi 9.8 meter/det2
d = diameter saluran meter
p = selisih tekanan air masuk dan keluar kg/m2
l = panjang seluruh saluran termasuk
belokan-belokannya meter
A = factor gesek aliran dengan dinding
Saluran 0.02
sehingga jumlah air yang harus dialirkan untuk pembuangan kalor yang
efektif dengan diameter saluran antara 8 mm – 11 mm, suhu air rata-rata 30°C
Kalor yang dihanyutkan oleh air tersebut akan masuk dalam air, sehingga
suhu air akan meningkat. Dalam hal ini peningkatan suhu air yaitu selisih antara
air masuk dengan suhu air keluar, tidak boleh terlalu tinggi. Apabila terlalu tinggi,
maka hal itu berarti terjadi selisih suhu yang tinggi antara dinding cavity yang
berdekatan inlet dengan dinding cavity yang berdekatan oulet pendingin. Selisih
pada product yang dicetak didalam cavity yang bersangkutan, sehingga product
akan rapuh. Apabila didalam cetakan terdapat beberapa cavity yang terdekat
dengan inlet pendingin, akan berbeda dengan cavity yang lebih jauh.
Yang perlu diingat, bahwa proses penghanyutan kalor oleh aliran air,
hanya terjadi selama pemasukan plastik kedalam cetakan ditambah waktu
pendinginannya. .
Sedang waktu selama berlangsungnya pengeluaran produk dari dalam
cetakan hingga cetakan siap menerima pemasukan material lagi, dapat dikatakan
tidak ada, atau kecil sekali terjadi pembuangan kalor. Oleh karena itu,
peningkatan suhu air diukur atau dihitung pada saat berlangsungnya tahap
pendinginan. Disamping itu, pendinginan untuk calon afal tidak harus se-efective
pendinginan calon produk, sehingga kalor yang akan dikeluarkan dari calon afal
tidak perlu dibuang oleh saluran pendingin tersendiri, melainkan diperhitungkan
ke dalam pembuangan kalor calon produk. Kecuali apabila jumlah calon afal
cukup banyak bagaimanapun harus diperhitungkan secara tersendiri.
Apabila kenaikan suhu air yang dikehendaki : 15 oC, cycle time proses
pencetakan = H detik, lama waktu pemasukan material dan pendinginannya = H
detik, maka kapasitas potensial dari lairan air 100 liter/jam seperti tersebut diatas
untuk membuang kalor, adalah :
Kp = M x Cp x h/H………(2.6)
= 100 x 1 x 15 x h/H
Seandainya kalor yang harus dibuang melebihi kapasitas potensial diatas,
aliran air 100 liter/jam harus ditingkatkan, yaitu dengan memperbesar diameter
saluran dan juga memperbesar kecepatan aliran w : agar keadaan turbulent tetap
tercapai.
2.1.3 Jumlah Kalor Yang Harus Dibuang
Pengeluaran produk dari cetakan, tidak perlu menunggu pendinginan
produk mencapai suhu kamar atau bahkan lebih dari rendah lagi, tetapi
berdasarkan pada suhu beberapa produk sudah cukup kuat dikeluarkan dari dalam
cetakan. Suhu pengeluaran produk biasanya (sebaiknya) diatas suhu kamar,
misalnya 60oC atau jika mungkin lebih tinggi lagi.
Jika berat material plastik tiap pemasukan ke dalam cetakan = G kg, suhu
pemasukan material = t2h, suhu pengeluaran produk = t2c, selisih enthalpy material
pada suhu t2h dan t2c = i, cycle time pencetakan produk = H detik, maka jumlah
kalor yang akan dilepas material plastic ke dalam cetakan setiap jamnya, adalah :
Qo = G x I x 3600/H ……… kcal/jam………..(2.7)
Besarnya selisih enthalpy i dapat diketemukan dalam grafik gambar 76.
Untuk jenis material yang tidak bermuat besarnya i dapat dihitung dengan
berdasarkan nilai dari panas jenis Cp untuk material ybs, dimana :
i = Cp x (t2h- t2c) kcal/kg, sehingga :
Qo = G x Cp x (t2h- t2c) x 3600/H ….. kcal/jam ……….(2.8)
Kalor yang diterima cetakan sebesar Qo diatas, sebagian akan dibuang
didalam cetakan. Sebenarnya ada sebagian kalor yang dibuang cetakan secara
radiasi, tetapi karena terlalu kecil pada umumnya tidak diperhitungkan.Besarnya
kalor yang dibuang secara konveksi
Pembuangan kalor secara konveksi didasarkan pada hanyutan kalor oleh
udara yang mengelilingi permukaan cetakan. Karena pembuangan kalor disini
terjadi dengan sendirinya, maka disebut pembuangan kalor secara alami, yang
besarnya :
Q1 = 1 x F (t4m–tu) ………. kcal/jam………...(2.9)
Dimana :
F = luas permukaan cetakan yang berhubungan dengan udara (m2)
t4m = suhu rata-rata permukaan mould (oC)
tu = suhu udara (oC)
1 = factor pemindahan panas secara konveksi antara udara dengan
cetakan. (kcal/m2.jamoC)
Dengan 1 yang dihitung berdasarkan persamaan Mihajev demana A3
ditentukan secara eksperimental pada batas suhu 0 < t4m< 300oC, maka
t t
kcal jamDengan demikian Q2 = Qo - Q1, merupakan kalor yang harus dibuang
oleh aliran air pendinginan didalam cetakan, dimana kapasitas potensial aliran air
sebesar 100 liter/jam seperti diutarakan dimuka, harus memadai. Apabila setelah
panjang saluran pendingin yang diperlukan untuk membuang kalor sebesar Q2
diatas.
2.1.4 Panjang saluran pendingin yang diperlukan
Q2 adalah sebagian kalor yang diterima dinding cavity, kemudian
merambat kedinding saluran dan akhirnya dihanyutkan oleh aliran air. Didalam
injection mould, kalor ini didinginkan dari 2 arah, yaitu oleh saluran pendingin
male dan saluran pendingin pada female. Jika kondisi atau dimensi-dimensi pada
male sama dengan female, maka dapat dianggap masing-masing akan membuang
kalor sebesar 2
2 Q
. Apabila salah satu berkondisi agak lebih jelek, maka diambil
perkiraan berdasarkan estimasi logis, bahwa salah satu akan membuang kalor
lebih banyak, misalnya berbanding 60% dan 40%. Dalam tulisan ini, kalor yang
akan dibuang melalui female diberi tanda Q2 female dan yang melalui male
ditandai Q2male, dimana Q2= Q2female + Q2male.
a. Pembuangan kalor melalui female part dan panjang saluran pendinginan
yang diperlukan kalor sebesar Q2 female dari plastik diberikan ke dinding cavity
pada female, Q2female =2x ƒ x ( t2m–t1m) x τ …. kcal /jam
( t2m–t1m) =
τ α2xfx
2 female
Q
………oC……….. (2.11)
dimana : 2 = factor perpindahan panas antara plastic dengan dinding
cavity berbahan steel : 370 kcal/m2.OC
ƒ = luas permukaan produk ….m2
τ = lama pemasukan material + lama pendinginan, dibagi cycle time
karena menerima kalor dan kemudian didinginkan, suhu pada dinding
cavity akan mengalami fluktuasi atau naik-turun. Besarnya fluktuasi diperkirakan
lebih dahulu, misalnya 10oC, sehingga :
t1minimal = t1m- 10oC
t1maximal = t1m+ 10oC
selisih suhu material plastic yang sudah diinginkan ( t20 ) dengan suhu
maximal dari dinding cavity ( t1max ) harus dihitung, dimana dapat dilakukan
dengan diagram pada gambar 2.3
Gambar 2.3 Diagram suhu material plastik
Selisih suhu material yang dimasukkan kedalam cetakan (suhu proses)
dengan suhu minimal dari dinding cavity, yaitu t2m – t1min, diukur ke garis AC.
Dari tempat tersebut, dibuat garis sejajar AB
Hasil bagi dari
. . . 2 2
τ α f
female Q
diukurkan ke garis AB, dari sini dibuat garis
Angka pada garis miring yang melewati pertemuan atau yang berdekatan
dengan pertemuan kedua garis yang dibuat diatas, merupakan selisih suhu t2c –
t1max ( dalam °C ). Karena t1m dengan fluktuasinya diestimasikan terlebih
dahulu dimana t1max = t1m + fluktuasi, maka t2c dapat ditemukan. Suhu t2c yang
diketemukan harus dipertimbangkan, apakah tidak terlalu rendah ataupun terlalu
tinggi untuk keperluan pengeluaran produk. Jika terlalu rendah atu terlalu tinggi,
hitungan harus diulangi dengan memisalkan fluktuasi suhu yang berbeda dari
yang pernah dimisalkan. Jika t2c yang didapatkan sudah memadai, perhitungan
dapat dilanjutan seperti dibawah ini.
Kalor sebesar Q2 female diatas akan merambat dari dinding cavity ke
dinding saluran pendinginan, dengan persamaan
Q2 female=
adalah hambatan perambatan panas, maka
Q2 female xRv = t1m–t5m
Rv diatas adalah besarnya hambatan perambatan panas untuk satu saluran
pendingin.
Jika ada beberapa saluran pendingin, maka hambatan perambatan dari
masing-masing saluran pendinginan harus dijumlahkan menjadi Rv total, dimana
Sehingga,
Q2female. Rv total = t1m–t5m………...(2.15)
t5m = t1m–Q2female. Rv total
dimana,
λ = factor pembatas panas, untuk steel = 42 kcal/m.jam.°C
δ = tebal yang akan dirambati, m
Ø = luas penampang yang dilalui perambatan, m2
t1m= suhu rata-rata dinding cavity, °C
t5m= suhu rata-rata dinding saluran pendingin, °C
A = salah satu saluran dinding cavity, missal panjangnya, m
a = panjang saluran pendingin searah A, m
B = tinggi dinding cavity, m
b = lubang pendingin diukur searah B, m
L = jarak rata-rata dinding cavity kesaluran pendingin, m
Setelah kalor Q2 female sampai di dinding saluran pendingin, kalor
tersebut dihanyutkan oleh aliran air secara konveksi.
Q2female =3.φ (t5m–t3m).………(2.16)
3= - faktor perpindahan panas dari dinding saluran ke air.
- Untuk diameter saluran 8mm – 25 mm, besarnya faktor ini
1755 ( 1 + 0.015 t3m)
55 . 0
w
….. kcal/ m2jam °C………..(2.17)
φ = luas permukaan saluran,π d l ………..m2
Maka,
d = diameter saluran …………..m
Sehingga panjang saluran pendingin l yang diperlukan, adalah :
l =
b. Pembuangan kalor melalui male part dan panjang saluran pendingin yang
diperlukan
Untuk mendapatkan panjang saluran pendingin 1, dapat dihitung dengan
prosedur seperti pada female part, dimana besarnya tahanan perambatan
panas Rv dari dinding cavity ke dinding saluran pendingin, adalah :
Rv =
2.1.5 Layout Saluran Pendingin
Panjang saluran pendingin 1 diatas, adalah panjang keseluruhan saluran.
Didalam pen-desing-an panjang tersebut dipotong-potong menjadi beberapa
saluran dan diletakkan mengelilingi rongga cavity. Masing-masing ujung dari
saluran dihubung-hubungkan, agar air dapat mengalir dari saluran yang satu ke
saluran berikutnya. Jika saluran penghubung berjarak cukup dekat dengan dinding
cavity yang bersangkutan, panjang saluran penghubung dihitung sebagai bagian
dari panjang keseluruhan.
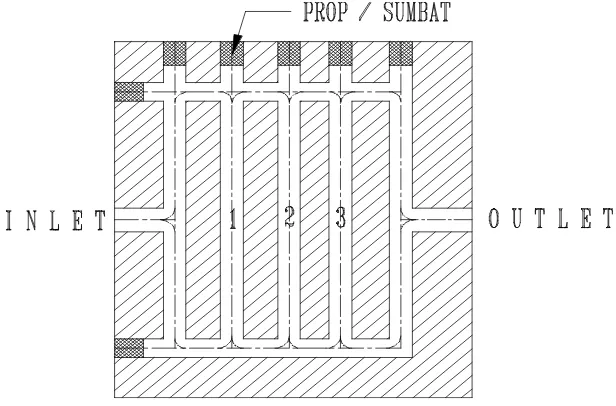
Ada dua macam penghubungan saluran pendingin,yaitu hubungan seri dan
hubungan pararel. Pada hubungan seri, ujung atas dari saluran 1 dihubungkan
dengan ujung atas dari saluran 2, ujung bawah dari saluran 2 dibungkan dengan
ujung bawah dari saluran 3 dan seterusnya. Sehingga aliran airnya dapat dilihat
seperti pada gambar 2.4, yaitu contoh pendinginan pada body part dari blow
mould.
Gambar 2.5 memperlihatkan hubungan seri dari saluran pendingin male part pada
injection mould.
Gambar 2.5 Hubungan seri saluran pendingin
Kelemahan yang ada pada hubungan seri, terutama terjadinya selisih suhu
besar antara suhu air masuk (inlet) dan suhu air keluar (outlet). Untuk mengatasi
atau memperkecil terjadinya suhu, dimeter saluran pendingin atau debit aliran
harus diperkecil.Pada hubungan parallel, satu inlet di hubungkan dengan beberapa
cabang saluran, kemudian dari beberapa cabang saluran tsb, dihubungkan dengan
satu aotlet. Gambar 2.6a memperlihatkan hubungan parallel pada body part dari
blow mould, sedang gambar 2.6b memperlihatkan hubungan parallel pada
injection mould.
Kelemahan utama pada hubungan parallel, dimana hal ini sangat
membahayakan, adalah terjadinya blocking, yaitu ada satu atau lebih saluran
pendingin yang tidak dilewati aliran. Ada 2 kemungkinan pada saluran yang kena
blocking, yaitu saluran tsb hanya akan terisi udara, atau terisi air tetapi tidak
mengalir. Kedua kemungkinan ini akan memberikan akibat yang sama, yaitu tidak
terjadi pembuangan kalor sehingga pada bagian tersebut akan menjadi panas. Pada
mechanical fluida, apabila faktor tahanan aliran dari masing-masing saluran sama,
maka semua saluran akan dilewati aliran. Tetapi untuk membuat masing-masing
saluran mempunyai tahanan yang sama, adalah pekerjaan yang tidak mudah dan
mahal.
Gambar 2.7 Lay out saluran
Saluran 1, 2 dan 3 pada gambar 2.7 mempunyai kemungkinan besar akan
terkena blocking, yaitu pada saluran-saluran ini akan berisi air yang diam, atau
Terlepas dari hubungan seri atau parallel, perbedaan luas penampang
saluran harus diperhatikan, yaitu harus dihindari terjadinya perbedaan penampang
yang besar.
Gambar 2.8 memperlihatkan, bahwa luas penampang saluran didalam ruang 2
jauh lebih besar dari pada luas penampang saluran 1. hal ini dikhawatirkan, bahwa
keadaan aliran didalam ruang 2 menjadi laminar, padahal ruang tersebut
merupakan tempat terjadinya pembuangan kalor.
Gambar 2.8 Penampang saluran
Jarak saluran pendingin dari dinding cavity maupun jarak antara saluran
Untuk mengatur jarak saluran pendingin, tabel dibawah ini dapat dipakai.
Tabel 2.1.Jarak saluran pendinginan
Tebal dinding
Dimuka diutarakan, bahwa material plastik yang dimasukkan kedalam
cavity mould adalah material dalam keadaan melt, atau dalam keadaan sangat
lunak dengan suhu tinggi. Dengan demikian, maka dinding produk yang terbentuk
pada saat itu juga dalam keadaan sangat lunak. Untuk dapat dikeluarkan dari
dalam cavity, dinding produk harus sudah dalam keadaan beku dan mengeras,
dengan tingkat kekerasan tertentu. Proses pembekuan maupun pengerasan dinding
produk ini, sejalan dengan proses pembuangan kalor atau sejalan pula dengan
proses penurunan suhu dinding produk. Makin rendah suhu sisa, dinding produk
akan makin keras.
Pengeluaran produk yang dilakukan pada waktu dinding produk masih
bersuhu cukup tinggi, yaitu ketika dinding produk masih lembek, akan
menimbulkan kerusakan ataupun deformasi pada produk. Sedang pengeluaran
produk pada suhu yang terlalu rendah, maka disamping memerlukan waktu lama
untuk menunggu tercapainya suhu tersebut, tingkat kekerasan dinding produk
sudah melewati kemampuan fleksible yang diperlukan, sehingga produkpun bisa
Sehingga yang menjadi persoalan disini, pada suhu berapa produk dapat
segera dikeluarkan dari dalam cavity tanpa mengalami deformasi yang melampaui
batas-batas yang diperbolehkan. Jawaban untuk persoalan ini sangat relative,
karena antara lain ditentukan oleh: jenis material plastiknya, bentuk produk,
ukuran-ukuran produk, sistem pengeluaranya, dll. Dalam hal ini factor
pengalaman akan cukup membantu untuk dapat memperkirakan suhu pengeluaran
60oC, yaitu suhu pada dinding sebelah luar dari produk. Pada produk yang
mempunyai undercut, suhu pengeluaran yang disarankan untuk jenis material
plastic PP.
Dengan demikian, maka Cooling Time adalah lama waktu untuk
menurunkan suhu dinding produk dari suhu pemasukan plastik kedalam cavity
kesuhu pengeluaran produk yang ideal. Sedang Cycle Time adalah waktu yang
diperlukan untuk 1x siklus pencetakan produk, dimana untuk :
- injection moulding = waktu penginjeksian + waktu pengeluaran hingga mould
siap menerima injeksi lagi.
- blow moulding = waktu menangkap parison hingga awal peniupan +
cooling time + waktu akan menangkap parison lagi.
Mengenai cooling time, perhitungan yang benar-benar akurat sulit
dilakukan, dikarenakan antara lain bahwa berlangsungnya proses pembuangan
kalor akan diikuti proses pembekuan ataupun pengerasan material plastik, dimana
hal ini akan mempengaruhi besarnya heat transfer factor pada dinding produk
dengan hasil yang memadai dapat dilakukan seperti dibawah ini, dimana dengan
suatu catatan bahwa kapasitas pendinginan mould memenuhi kebutuhan.
Pertama-tama yang dimisalkan terlebih dahulu adalah besarnya cooling
timeτ. Kemudian dihitung besarnya konstanta A dan B, dimana :
λ χ α.
A dan .2
χ
τ
a
B ………...(2.20)
= factor pemindahan panas antara dinding produk dengan dinding cavity (antara
plastic dan steel = 370 kcal/m2jamoC )
= perambatan kalor material dinding produk ……… kcal/m jam
a = /y c ,perambatan kalor material dinding produk……… m2/jam
Y = density material dinding produk……… kg/m3
C = panas jenis material diding produk ………kcal/kgoC
S = tebal dinding ……… m
= 2 X jika pendinginan dinding produk dari 2 sisi secara seimbang
= X jika pendinginan dinding produk hanya dari 1 sisi
= > X jika pendinginan sebelah sisi dari dinding produk lebih baik dari sisi
yang lain
= < X jika pendinginan sebelah sisi dari dinding roduk lebih jelek dari sisi
yang lain
, y, c untuk beberapa jenis material plastik dapat dilihat pada diagram I, II dan
Dengan diketemukanya konstanta A dan B, maka dari diagram IV dan V
dapat diketemukan pula besarnya harga Qm dan Qs
Jika : ti= suhu plastic waktu masuk kedalam cavity…..oC
tm= suhu rata-rata dinding cavity …..oC
to= suhu bagian luar dari dinding produk …..oC
tw= suhu ditengah-tengah dari dinding produk …oC
maka dengan cooling time yang dimisalkan dimuka, akan menghasilkan suhu
dinding produk bagian luar to dan suhu ditengah-tengah dari dinding produk tw,
yaitu:
to= tm+ Qs ( ti- tm) …..oC………(2.21)
tw= tm+ Qm ( ti- tm) …..oC………..(2.22)
Apabila besarnya to dan tw yang didapat terlalu tinggio ataupun terlalu rendah
untuk keperluan pengeluaran produk, maka pemisalan besarnya cooling time τ di
atas, harus dirubah dan dihitung kembali sampai mendapat to dan tw yang cukup
2.3 Material Plastik ( poly styrene )
P.S ( Poly Styrene )
Diketemukan tahun 1839 di Inggris
Ethylene + Benzene Ethylene Benzene Cat : AlCl3
Ethyl Benzene T Styrene / Vinyl Benzene + H2
H H | | CH2= CH polymerisasi -- C–C
--| H
n
Styrene ( liquid ) polystyrene crystal clear
Sifat-sifat umum :
1. Transparant dan Crystal Clear dan gloss untuk general purpose grade,
sedangkan impact modified grade translucent/opaque dan non gloss.
2. Keras, kaku dan rapuh untuk G.P grade.
3. Harga murah
4. Good electrical properties alat-alat listrik
5. Stress Cracking resistance kurang baik
6. Mudah terbakar ( not self extinguished )
7. Tahan terhadap bahan kimia ( organic acid, alkali, garam, dan lower alcohol
resistance, tidak tahan terhadap hydrocarbon solvents, ketones, esters dan
essentials oils )
Flame Test P.S :
Untuk memperbaiki impact dari P.S ditambahkan rubber modifier ( butadiene )
impact modified P.S ( S.B ) lebih kenyal ( more tough & resilient ), less
glossiness.
Styrene+ Acrylonotrile copolymer S.A.N
( 70 % ) ( 30 % )
-- CH2–CH–CH2–CH
|
CN n
S.A.N
Lebih tahan terhafap gesekan ( Scratch resistnce ) & higher strength
Lebih kaku & liat daripada P.S
Glass clear & glossy
Physiologically safe
Lebih tahan terhadap bahan kimia ( acids, alkalis, alcohols, fats, olils, salt
solution & petrol ).
S.A.N + rubber A.B.S
( Butadiene )
Standart grade A.B.S
Keras, kaku, liat, tetapi tidak rapuh
Good impact strength
Heat resistance
Engineering material : dapat di electroplated
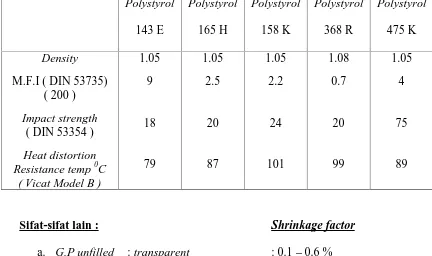
Tabel 2.2 Contoh Polystyrene
Polystyrol Resistance temp0C
( Vicat Model B )
Sifat-sifat lain : Shrinkage factor
a. G.P unfilled : transparent : 0.1–0.6 %
Heat resistance
b. Impact heat : translucent opaque : 0.2–0.6 %
c. Glass filled : translucent opaque : 0.1–0.2 %
d. S.A.N unfilled : transparent : 0.2–0.7 %
Glass filled : translucent opaque : 0.1–0.2 %
Poly Styrene foames Cellular P.S plastics.
Sangat ringan digunakan untuk packaging & insulation dibuat dengan 2 cara:
a. Injection volatile liquid ( missal : methyl chloride ), ke dalam P.S cair
kedalam extruder menjadi low density foam log, lalu dicetak ke dalam
b. Blowing agent dicampurkan ke dalam P.S, dibuat pellet, lalu dicetak
dalam cetakan.
Blowing agent/foaming agent :
Azo dicarbonamide ( azobisforamide ) Amonium dicarbonate
Sodium dicarbonate
Processing
1. Injection molding
2. Extrusion molding
3. Blow molding
4. Foam molding
5. Thermo foaming
6. Rotational molding
Pemakaian
G.P.P.S : mainan anak-anak, container, monofilament alat-alat rumah tangga.
M.I.PS : radio cabinet, container, mainan anak-anak.
H.I.P.S : container, cups, lids, T.V cabinet, baki, bahan bangunan rumah.
Glass fiber: auto dash board, tempat kamera, cassette, fan. Rein forced
S.A.N : alat-alat dapur, sikat, gigi, container, lensa, battery cases.
Scrap/waste/afval :
100 % afval dapat diproses, tetapi harus diperhatikan kemungkinan rapuh dan
cracking untuk pemakaian tertentu, demikian pula perubahan warna dari
materialnya.
Pembersihan mesin :
Tidak memerlukan material pendorong yang lain, karena P.S tidak merupakan
heat sensitive material.
Processing Condition
Cylinder temp : Zone 1 : 1500–1800C
2 : 1800- 2300C
3 : 2100- 2300C Injection
4 : 2100- 2800C
Nozzle : 2100- 2800C
Mould temperature : 100–500C
Injection pressure : tidak memerlukan tekanan yang tinggi, karena P.S
mempunyai sifat aliran yang baik (good flow properties).
Follow up pressure : 30–60 % dari injection pressure
Back pressure : 100–200 bars, jiks terlalu rendah terjadi jetting.
Injection speed : tergantung dari bentuk mouldingnya, thin wall articles
harus secepat mungkin.
Screw speed : setinggi mungkin, yang lebih baik dari plasticision dan
Injection volume : 5–95 % dari cylinder–volume
Note : Khusus N.A.N, karena water adsorption-nya lebih besar daripada P.S,
maka bersifat hygroskopis, jadi diperlukan predrying state : 1- 3 jam pada
temperature 600–800C. Processing condition S.A.N sama dengan P.S.
a. Physical Properties
Tabel 2.3 Physical properties
No Item Test Method Unit Value
1 Density ASTM D 1505 g/cc 1.04 - 1.05
2 MFI ASTM D 1238-G g/10 min 2.5
3 Melting point 0C 110
4 Brittleness temperature 0C
-5 Rockwell hardness ASTM D 785 Lscale 62 6 Impact strength resistance ASTM D 256 kg.cm/cm2 8.0 - 9.0
( notched ) Izod
7 Modulus elasticity kg/cm2 245
8 Tensile strength at the break
point ASTM D 638 kg/cm
2
2.38
9 Yield strength ASTM D 638 kg/cm2 45 - 47 10 Elongation at the break point ASTM D 638 % 0.3 - 0.6 11 Mould Shrinkage ( linier ) ASTM 955 %
12 ESCR Not measured
13 Food contact FDA/BCA
Compliance
14 Light transmission ASTM D 1003 % 35 15 Water absorption ASTM 570 % 0.05 - 0.1
16 Clarity Translucent/semi opaque
17 Processing conditions 0C 190 - 300
b. Resistance Characteristics
1. Effect of sunlight : some strength loss–yellows slightly
4. Effect of weak alkalis : none
5. Effect of strong alkalis : none
6. Effect of organic solvent : soluble in aromatic and chlorinated
hydrocarbon 600–930C.
2.4 Perpindahan Panas Konveksi
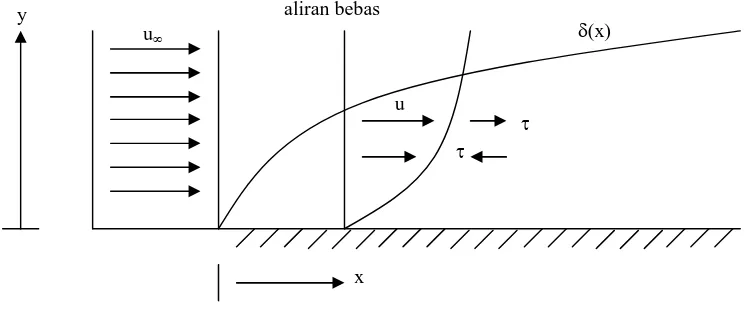
2.4.1 Lapisan Batas Kecepatan
Untuk mengantarkan konsep lapisan batas, diambil suatu aliran melintasi
permukaan bidang datar dengan kecepatan u
Gambar. 2.9 Lapisan batas kecepatan diatas bidang datar
Partikel fluida yang kontak dengan permukaan diasumsikan berkecepatan
nol. Partikel ini menghambat gerakan partikel fluida di lapisan atasnya, demikian
selanjutnya pada lapisan berikutnya, hingga verjarak y =dari permukaan dimana
pengaruh hambatan itu diabaikan.
Penghambatan aliran diatas berkaitan dengan tegangan geser yang
bekerja pada bidang sejajar dengan kecepatan fluida.
y
u
aliran bebas
u
(x)
Tebal lapisan batas kecepatandidefinisikan sebagai harga y dimana :
u = 6,99 u . Profil lapisan batas kecepatan berkenaan dengan cara dimana u
berubah terhadap y didalam lapisan batas. Dengan demikian aliran fluida
dibedakan menjadi 2 daerah : lapisan tipis fluida (lapisan batas) dimana anjakan
(gradient) kecepatan dan tegangan geser sangat besar; dan daerah diluar lapisan
batas dimana anjakan kecepatan dan tegangan geser dapat diabaikan.
Lapisan batas kecepatan ini memegang peran yang sangat penting dalam
proses perpindahan secara konveksi.
Untuk aliran luar harga koefisien gesek lokal dapat dihitung sebagai :
Koefisien gesek lokal merupakan parameter tanpa dimensi yang dapat
digunakan untuk menghitung tahanan gesek prmukaan. Tegangan geser
permukaan dapat dievaluasi berdasarkan anjakan kecepatan dipermukaan.
0
2.4.2 Lapisan Batas Termal
Seperti halnya batas lapisan batas kecepatan , maka lapisan batas ada dan
berkembang bila aliran bebas ( free stream ) fluida mempunyai suhu yang berbeda
dengan permukaan. Dengan menganggap suhu fluida bebas T seragam dengan
suhu permukaan Tsjuga seragam dan Ts> T maka anjakan suhu fluida batas dapat
digambarkan. Partikel fluida yang kontak dengan permukaan mencapai
energi yang dikandungannya kemudian dialihkan kepada partikel fluida dilapisan
yang berkeseimbangan dengan partikel tersebut.
Gambar 2.10 Lapisan batas termal diatas bidang datar
Demikian selanjutnya hingga tidak terjadi perpindahan energi termal lagi.
Perpindahan energi termal diatas terjadi karena adanya beda suhu, sehingga dalam
lapisan batas termal terdaapt anjakan suhu. Tebal lapisan batas termal 1biasanya
didefinisikan sebagai harga y dimana
99
Makin besar harga x maka tebal lapisan batas termaltjuga makin besar.
Pada y = 0 diseberang x flluks panas lokal dihitung menerapkan hokum
Fourier pada fluida diam (u = 0).
)
(
hT T
qn s ………..(2.27)
Dari persamaan (3) dan (4) diatas koefisien perpindahan panas lokal dapat
didefinisikan sebagai berikut :
0Dengan demikian keadaan lapisan batas termal, yang sangat
dipengaruhi oleh anjakan suhu, dipermukaan T yy 0, menentukan besar laju
perpindahan panas dalam lapisan batas.
Perhatian bahwa (Ts-T) konstan sementara t membesar sesuai dengan
harga x, dan tentu saja anjakan suhu berkurang dengan pertumbuhan harga x.
akibatnya harga koefisien konveksi lokal h dan fluks panas permukaan qns
mengecil dengan pertambahan harga x (makin jauh dari ujung).
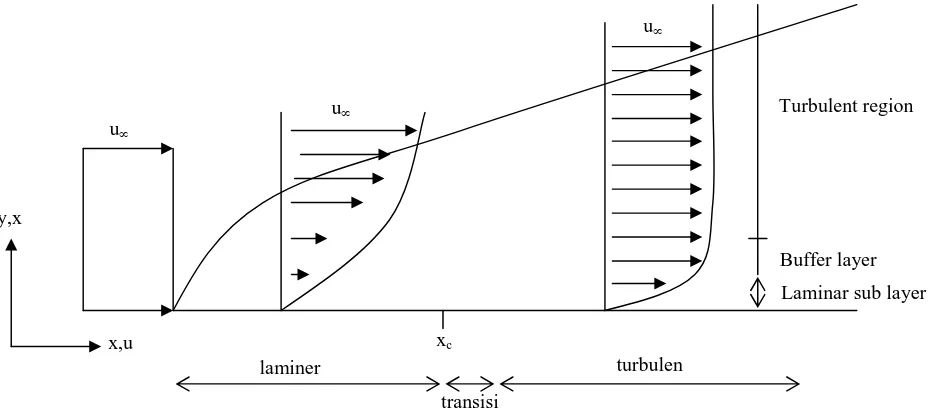
2.4.3 Aliran laminer dan Turbulen
Tahap pertama dalam analisis perpindahan konveksi adalah memeriksa
apakah lapisan batas yang terbentuk laminar atau turbulen. Gesekan permukaan
dan laju perpindahan sangat tergantung pada keadaan aliran.
Didaerah aliran laminar gerakan fluida sangat teratur dan masih sangat
mudah menarik garis aliran fluida (stream line). Komponen kecepatan fluida
kearah y memegang peran yang sangat besar dalam proses perpindahan
momentum dan energi dalam lapisan batas. Didalam lapisan batas turbulen
gerakan fluida sangat teratur dengan kecepatan yang berfluktuasi. Fluktuasi ini
Ketebalan lapisan batas turbulen lebih besar daripada lapisan batas laminar
dan tersusun atas 3 (tiga) lapisan : laminar, buffer dan olakan. Sub lapiran yang
terakhir (olakan) sangat ditentukan oleh gerak adukan fluida dalam proses
perpindahan.
Untuk menghitung perilaku lapisan batas sangat sering diasumsikan bahwa
transisi terjadi pada jarak xc dari “ leading edge”. Lokasi ini ditentukan dengan
kelompok peubah tanpa dimensi yang disebut Bilangan Reynold.
µ ρu x
x
Re ……….(2.29)
Harga bilangan reynold kritis (Rexc) merentang dari 105 hingga 3 x 106,
biasanya dipilih 5 x 105, yang tergantung pada kekasaran permukaan dan tingkat
olakan aliran bebas.
x,u y,x
u
u
u
xc
laminer turbulen
transisi
Laminar sub layer Buffer layer Turbulent region
6
Radiasi thermal adalah energi diemisikan oleh benda yang berada pada
temperatur hingga. Flux maksimum ( W/m2 ) pada mana radiasi diemisikan
dari permukaan diberikan oleh hokum Stefan-Boltzman :
qii=Ts4……….(2.31)
Dimana Ts adalah temperature absolute (K) permukaan, dan adalah
konstanta Stefan-Boltzman 5.67 . 10-8 W/m2K4. Permukaan itu disebut radiator
ideal atau benda hitam. Flux panas diemisikan sebuah permukaan nyata atau
adalah lebih kecil dari permukaan radiasi ideal dan diberikan sebagai :
qii= Ts4………..(2.32)
Dimana adalah sifat radiative permukaan disebut emisivitas. Sifat ini
menunjukkan berapa besar efisien permukaan untuk mengemisikan bila dibanding
pada radiator ideal.
Permukaan dengan emisivitasdan luas A pada temperature Ts
Permukaan dan sekelilingnya dipisahkan oleh gas yang tidak mempunyai
efek pada perpindahan radiasi. Laju netto pertukaran panas radiasi, q(w), antara
prmukaan dan sekelilingnya, boleg dinyatakan sebagai :
q =A( Ts4–Tsur4)………(2.33)
Dalam persamaan ini A adalah luas permukaan dan adalah emisitas
permukaan, sedangkan Tsur adalah temperature sekeliling ( surrounding ).Untuk
persoalan khusus, emisitas dan luas permukaan sekeliling tidak berpengaruh
terhadap laju pertukaran panas netto.
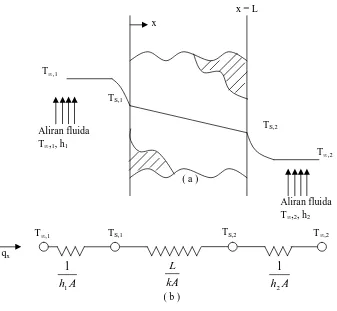
2.6 Konduksi Satu Dimensi Steady State
2.6.1 Dinding Datar
Untuk konduksi satu dimensi pada dinding datar, temperature adalah
hanya fungsi koordiant x dan panas dipindahkan hanya satu dalam arah tersebut.
Perpindahan panas terjadi oleh konveksi dari fluida panas pada T, 1, ke satu
permukaan dinding pada Ts, 1, oleh konduksi melalui dinding, dan oleh konveksi
dari permukaan lain dinding pada Ts,2kecairan dingin T, 2.
Dengan memperhatikan kondisi di dalam dinding. Pertama akan
menenntukan distribusi temperature, dan dapat diperoleh laju perpindahan panas
konduksi.
2.6.2 Distribusi Temperatur
Distribusi temperature dalam dinding dapat dtentukan dengan difusi panas
Dari hasil itu terang bahwa untuk satu dimensi, konduksi seteady state
dalam dinding datar tanpa adanya pembangkitan panas dalam dan konduktivitas
termal konstan, temperature berubah secara linier dengan x.
Untuk menentukan laju perpindahan panas konduksi, Itu adalah :
qx=
TS,1 TS,2
A adalah luas normal dinding pada arah perpindahan panas dan bahwa fluk
panas adalah :
Gambar 2.13 Perpindahan panas melalui dinding datar (a ) Distribusi temperatur,
q’’x=
S,1 S,2
fluk panas adalah konstan tidak tergantung pada x. Hasil ini sesuai dengan
persamaan 3.1, yang berarti tidak ada perubahan pada heat fluk untuk arah x.
2.6.3 Tahanan Termal
Tahanan termal boleh dihubungkan dengan konduksi panas. Dari bentuk
persamaan laju untuk dinding datar, bahwa tahanan termal konduksi adalah :
Et,kond=
Dimana tahanan didefinisikan sebagai potensial pengerak dibagi dengan
laju aliran.Mirip dengan, untuk konduksi listrik dalam sistem yang sama, hokum
Ohm memberikan tahanan listrik sebagai bentuk :
A
Laju perpindahan panas dapat ditentukan dari perhatian yang terpisah pada
masing-masing elemen di dalam jaringan kerja: itu adalah :
Dalam bentuk perbedaan tenperatur total, T,1 - T,2, dan tahanan total
pada perpindahan panas, Rtot, laju perpindahan panas dapat juga dinyatakan
sebagai :
Dimana Rtot didapat dengan mengenali bahwa tahanan konduksi dan
konveksi adalah dalam hubungan seri, maka boleh dijumlahkan dan memberikan :
Rtot=
Sirkuit termal ekuivalen boleh juga juga digunakan untuk system yang
lebih kompleks, seperti dinding susunan ( composite wall ). Dinding itu boleh
terdiri dari beberapa jumlah tahanan termal seri dan paralel sebagai akibat dari
lepisan-lapisan material yang berbeda.
Perhatikan dinding komposit Gambar 3.2. Laju perpindahan panas satu
dimensi untuk system ini boleh dinyatakan sebagai :
qx=
dan penjumlahan adalah tahanan total.
Adapun mengenai sirkuit termal ekuialen untuk dinding komposisi dapat
Maka:
Keberadaan dari tahanan kontak berhingga akibat dari prinsip pada efek
kekasaran permukaan. Titik kontak adalah menyebar dengan rongga, yang
kebanyakan benda, diisi oleh udara. Oleh karena itu perpindahan panas akibat :
konduksi melintas luas kontak sebenarnya dan konduksi (atau konveksi bebas)
dan radiasi melintasi rongga. Tahanan kontak kemudian boleh dipandang sebagai
dua tahanan pararel: akibat titik kontak dan akibat dari rongga. Tahanan
berkurang dengan berkurangnya kekasaran permukaan dan bertambahnya tekanan
gabungan.
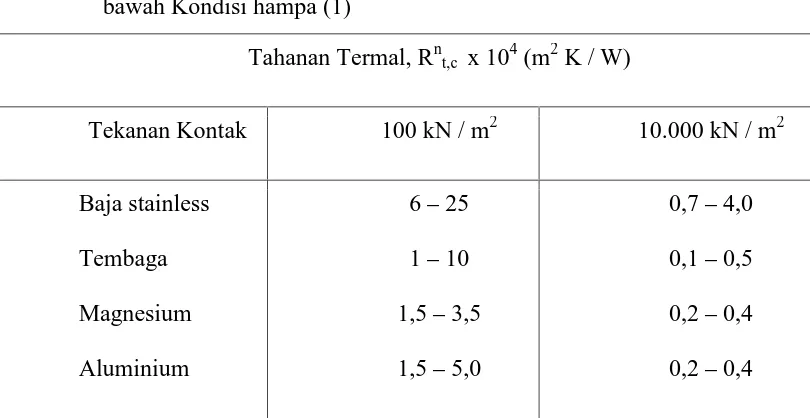
Efek dari pembebanan pada persinggungan metal dapat dilihat dalam tabel
3.1, yang mewakili daerah perkiraan nilai tahanan termal dibawah kondisi hampa.
Variasi tahanan termal termal luntuk kontak singgung alumunium akibatdari antar
permukaan cairan pada konduktivitas termal berbeda ditunjukkan dalam tabel 3.2.
Diskusi secara detail lebih lanjut tentang tahanan kontak termal diberikan oleh
Fried.
TB TA
rongga
Titik kontak T
X TA TB
Gambar 2.15 Penurunan temperatur akibat dari
Tabel 2.4 Perkiraan range nilai tahan termal untuk kontak permukaan logam di
bawah Kondisi hampa (1)
Tahanan Termal, Rnt,c x 104(m2K / W)
Tabel 2.5 Variasi tahanan termal untuk aluminium-aluminium kontak permukaan
(10m kekasaran permukaan )terjadi pada tekanan kontak 105n/m2
dengan fluida antar kontak permukaan berbeda
2.7 Konduksi Dua Dimensi, Steady State
2.7.1 Jaringan Nodal.
Analisis yang dapat untuk menentukan temperatur pada setiap titik yang di
inginkan pada media, sedang pada jawab menerik atau elemen- hingga
memungkinkan untuk ,menentukan temperatur hanya pada titik- titik individu.
Oleh karena itu langka pertama setiap analisis numerik harus memilih titik-titik
tersebut. Menunjuk pada gambar 4.4.pemilihan titik-titik tersebut di lakukan
dengan membagi media yang di kaji menjadi sejumlah daerah –daerah kecil dan
menandainya pada masing- masing daerah dengan titik acuan, yaitu pada titik
pusatnya. Titik acuan sering di istilahkan sebagai titik “ nodal “ atau di singkat
node. Kumpulan dari titik-titik nodal di istilahkan sebagai jaringan nodal ( nodal
nework ) atau “ mesh “. Titik-titik nodal di tandai dengan nomor bagan.
Ketelitian angka perhitungan sngat di tentukan oleh jumlah titik nodal
yang di rencanakan. Bila perhitungaan angka di kerjakan dengan tangan biasanya
jumlah node di ambil sedikit ( mesh kasar ) sehingga ketelitian dari hasil yang di
dapat adalah terbatas, Tetapi jika computer digital di gunakan, maka jumlah besar
dari titik dapat di pilih ( mesh halus ), dan ketelitian lebih tinggi akan di dapatkan.
2.7.2 Metode Kesetimbangan Energi
Untuk kondisi steady-state, diua dimensi dengan tanpa adanya
pembangkitan panas-dalam, perubahan energi hanya dipengaruhi oleh konduksi
antara node m,n dengan empat node tetangganya. Untuk volume atur mengenai
4 Untuk menghitung laju konduksi mengasumsikan bahwa perpindahan
panas konduksi terjadi khususnya melalui jalur-jalur (lanes) yang diorientasikan
pada arah x dan y. oleh karena itu penyerdehanaan hokum Fourier dapat
digunakan. Sebagai contoh, laju energi yang dipindahkan oleh konduksi dari node
(m-1,n) ke m,n dapat dinyatakan sebagai berikut :
x
Besarnya (y.1) adalah luas penampang perpindahan panas, dimana satuan
kedalaman diasumsikan, dan suku (Tm-1,n – Tm,n)/x adalah gradient temperature
pendekatan pada batas antara dua node.
Laju aliran energi yang dibangkitkan di dalam daerah nodal m,n adalah q
(x.y.1), dan bila dikombinasikan ke node ini, maka persamaan elemen hingga
menjadi :
Untuk menghitung efek konduksi tiga dimensi. Persamaan elemen-hingga
harus didapatkan dengan memakai metode kesetimbangan energi.maka kami
dapatkan :
2.8 Fluida
Fluida adalah zat yang akan mengalami deformasi secara
berkesinambungan jika terkena gaya geser.
Contoh fluida : air, minyak, gas, uap dan sebagainya.
Gambar 2.16 Sifat zat padat (a) dan fluida (b) pada saat terkena gaya geser.
Semua fluida terdiri dari komponen molekul-molekul dalam gerakan
konstan sebagai continuum adalah setiap property dari pada fluida tersebut
mempunyai harga tertentu pada setiap titik diruang. Jadi property-property fluida
seperti misalnya, density, temperatur, kecepatan, dan sebagainya merupakan
fungsi dari letak atau posisi dan waktu.
2.8.1 Dimensi Aliran
Yang dimaksud dimensi aliran adalah banyaknya koordinat ruang yang
diperlukan untuk menspesifikan medan kecepatannya.
Macam-macan aliran menurut dimensinya adalah aliran satu dimensi,
aliran dua dimensi dan aliran tiga dimensi. Aliran satu dimensi memerlukan satu
F
( a )
F
( b )
t0 t1 t3
koordinat ruang untuk menspesifikan medan kecepatannya, sedangkan aliran dua
dan tiga dimensi memerlukan dua dan tiga koordinat ruang.
Gambar 2.17 Contoh aliran satu dimensi.
Gambar 2.18 Contoh aliran dua dimensi
Aliran tiga dimensi adalah aliran yang medan kecepatannya berubah
kesegala arah. Bila kecepataan aliran sama besarnya diseluruh permukaan
penampang dan penampang tersebut tegak lurus arah aliran maka aliran tersebut
termasuk jenis aliran niform.
Gambar 2.19 Contoh aliran uniform pada suatu penampang
Umax r
x
r
z
x z
u u
z
Klasifikasi Gerakan Fluida
Aliran incompressible adalah aliran dimana variasi atau perubahan
densitynya sepanjang medan aliran adalah kecil atau relatif tidak berarti, bila
variasi densitynya relatif besar maka aliran tersebut adalah aliran compressible.
Gambar 2.21 Aliran incompressible viscous yang laminer diatas suatu bidang
datar semua tak terhingga.
u y u u
x 0
A AI
C B
BI
CI
Boundary layer
x1 x2
Continuum Fluid Mechanic
Inviscous
= 0
Viscous
Compressible Incompressible Laminer Turbulen
Compressible Incompressible
Titik A adalah titik stagnasi, dari titik A ke titik B terjadi kenaikan
kecepatan yang berkibat penurunan tekanan. Selanjutnya dari titik B ke titik C
terjadi penurunan kecepatan yang berarti kenaikan tekanan PC>PB. Titik C disebut
dengan point OF Separation.
Aliran viscous diklasifikasikan menjadi aliran laminer dan aliran turbulent.
Aliran laminer adalah aliran dimana struktur alirannya terdiri dari pada gerakan
partikel-partikel fluida yang berlapis-lapis.
Aliran laminer adalah aliran dimana struktur alirannya terdiri dari pada
gerakan partikel-partikel fluida dalam wujud random, tida dimensi, dan lagi
partikel-partikel yang bergerak tersebut saling mengisi dalam badan aliran.
Untuk mengetahui apakah lairan itu laminer atau turbulen sangat
dipengaruhi oleh property aliran itu sendiri, misalnya : kecepatan, density,
viskositas, diameter saluran maupun jarak dari ujung sentuh permukaan.
Untuk aliran dalam pipa, laminer ata turbulennya aliran ditentukan oleh
angka Reynold. Persamaannya adalah :
µ ρυD
Re ………...(2.47)
dimana :
= density
D = diameter
V = kecepatan rata-rata
Aliran dalam pipa
Maka, Re < 2300 aliran laminar
Re > 2300 aliran turbulen
2.8.2 Kekekalan Massa
Aliran melalui volume atur selama interval waktu tetentu, jumlah massa
yang masuk kedalan volume atur tidak sama dengan jumlah massa yang keluar
volume atur, maka dapat didefinisikan dengan pernyatan sebagai berikut :\
Q = - +
Atau pernyataan diatas dapat ditulis singkat menjadi :
Q = +
2.9 Cetak Tekan (Die Casting)
Pada proses pengecoran cetak tekan logam cair ditekan masuk ke dalam
cetakan logam. Logam membeku di bawah tekanan yang berkisar antara 0,6
sampai 275 MPa, dengan demikian seluruh rongga cetakan terisi dan permukaan
benda coran sesuai dengan permukaan rongga cetakan. Tekanan yang lazim
digunakan adalah 10,3 sampai 14 MPa.
Dikenal dua cara pengecoran cetak tekan :
Perbedaan pokok antara dua cara tersebut terletak pada penempatan
tungku peleburan. Pada mesin cetak kurang panas, tungku peleburan terdapat pada
mesin dan silinder injeksi terendam dalam logam cair. Silindr injeksi digerakkan
secara pneumatic atau hidrolik. Mesin cetak tekan ruang dingin mempunyai
tungku peleburan terpisah, silinder injeksi logam cair dengan tangan atau secara
mekanik. Kemudian logam cair ditekankan ke dalam cetakan secara hidrolik.
Proses ini cepat oleh karena cetakan maupun inti bersifat permanent.
Selain itu permukaan yang mulus meningkatkan mutu penampilan dan dengan
demikian tidak diperlukan proses penyelesaian. Lainnya, tebal dinding rata dan di
samping itu logam yang diperlukan jauh lebih sedikit dibandingkan dengan proses
pengecoran dengan cetakan pasir. Produksi optimal berkisar antara 1000 hingga
200.000 buah. Berat maksimum untuk benda coran kuningan 2,3 kg sedang
untuk aluminium di atas 50 kg. Coran sedang dan kecil dibuat dengan kecepatan
100 sampai dengan 800 buah per jam. Karena ukuran benda coran sangat tepat,
umumnya tidak diperlukan pemesinan. Kehilangan bahan berbentuk skrap rendah,
karena saluran turun, pengalir dan saluran masuk dapat dilebur kembali. Selain itu
proses ini dapat meniadakan oprasi permesinan seperti pengeboran dan
pemotongan ulir tertentu. Toleransi pada proses cetak-tekan tergantung pada
ukuran benda coran dan logam yang digunakan. Untuk benda yang kecil, toleransi
berkisar antara 0,03 dan 0,025 mm. Toleransi yang paling ketat dicapai pada
paduan seng.
Salah satu keterbatasan pengecoran cetak-tekan ialah harga mesin dan
besar-besaran, namun perlu diperhatikan pada pembuatan benda coran dalam jumlah
terbatas. Umur dari cetakan logam berkurang dengan naiknya suhu logam.
Kadangkala terjadi efek kecil yang tidak diinginkan, untuk mencegahnya perlu
digunakan suhu pengecoran yang tinggi. Logam dengan koefisien yang tinggi
harus dikeluarkan dari cetakan secepat mungkin.
Dengan bertambah baiknya mutu logam tahan suhu tinggi ( heta resisting
metals ) untuk cetakan, jenis paduan yang dapat dicetak-tekan bertambah; tidak
hanya terbatas pada logam dengan titik lebur rendah. Besi tuang, besi tuang
kelabu, baja karbon rendah dan baja paduan rendah dicetak-tekan dalam cetakan
yang dibuat dari molibden sinter, namun proses cetak-tekan secar komersil
diterapkan untuk paduan bukan besi.
2.9.1 Cetakan ( die )
Cetakan, baik untuk mesin cetak-tekan dengan ruang aupun ruang dingin,
pada dasarnya sama konstruksinya. Biasanya cetakan terdiri dari dua bagian untuk
memudahkan pengeluaran benda cor, disamping itu dilengkapi dengan pena pasak
agar kedua bagian tersebut sebaris. Logam masuk di sisi cetakan tetap. Pada saat
cetakan terbuka, pelat ejector yang terdapat di sisi cetakan bergerak maju
sehingga pena mendorong benda coran. Pada cetakan terdapat mekanisme terpisah
untuk menggerakkan pelat ejector atau inti gerak. Umur cetakan tergantung pada
jenis logam yang dicor; untuk benda kuningan 10.000 kali pengisian dan untuk