Reza Yudha Pramono – 12206053 | Semester II 2010/2011 1
STUDI KASUS PEMBANGUNAN MINI LPG PLANT DENGAN MEMANFAATKAN FLARE
GAS PADA LAPANGAN “X” DITINJAU DARI ASPEK TEKNIS DAN EKONOMIS
Reza Yudha Pramono *
Prof. Dr.-Ing. Ir. Rudi Rubiandini, R. S. **
Sari
Flare gas atau gas buang hasil dari produksi minyak bumi sering dinilai tidak ekonomis dan selama ini dibuang dengan cara dibakar di flarestack. Namun,saat ini, unit Mini LPG Plant mulai diterapkan di berbagai lapangan gas ataupun minyak untuk mencegah pembuangan flare gas yang berlebihan. Secara teknis, hasil produksi LPG yang optimum dipengaruhi oleh variabel-variabel seperti komposisi gas masukan, tekanan, temperatur, dan desain peralatan. Untuk mengantisipasi hal-hal tersebut, maka telah coba dikembangkan sebuah program komputer yang menggunakan metoda flash calculation dan korelasi-korelasi tertentu lainnya yang dapat memperkirakan jumlah produksi optimum LPG, lean gas dan kondensat. Lebih lanjut, perkiraan jumlah produksi tersebut dapat digunakan untuk menghitung nilai ekonomis suatu desain LPG Plant.
Pemilihan kondisi tekanan tinggi dan temperatur rendah pada Demetanizer-Deetanizer diperlukan untuk menghasilkan fraksi liquid yang banyak mengandung komposisi C3 dan C4 yang optimum. Sedangkan untuk
Depropanizer-Debutanizer, temperatur relatif tinggi dan tekanan relatif rendah dengan sistem reflux dibutuhkan agar fraksi uap yang mengandung komponen LPG banyak didapat dan akhirnya dicairkan pada proses produksi selanjutnya. Perhitungan finansial pada kondisi minimum, most probable, dan maksimum sangat penting untuk menilai kelayakan proyek ini di bidang ekonomi.
Kata kunci: LPG Plant, Flash Calculation, Demetanizer-Deetanizer, Depropanizer-Debutanizer, Analisa sensitifitas keekonomian
Abstract
Flare gas or residual gas which produced from crude oil production usually supposed non-economic and set on fire in flare stack. But, today, mini LPG plant starts to be applied in various gas or oil field to prevent excessive flare gas burning. Technically, the optimum LPG production is affected by variables such as feeding gas composition, pressure, temperature and processing equipment design. To anticipate that case, it has been developed a computer program using flash calculation method and other correlations in order to get some amount of optimum lean gas, LPG and condensate production. Furthermore, the estimation of production amount can be used to calculate the economic value of LPG plant design.
The choice to choose high pressure and low temperature relatively in Demetanizer-Deetanizer are needed to produce more liquid fraction which has optimum C3 and C4 composition. Whereas for
Depropanizer-Debutanizer, low pressure and high temperature relatively with reflux system are needed to get vapor fraction that contain much LPG component which is liquified in future process. Financial calculations at minimum, most probable and maximum condition are very important to assess the feasibility of this project in economic aspect. Key words: LPG Plant, Flash Calculation, Demetanizer-Deetanizer, Depropanizer-Debutanizer, Economic sensitivity analysis
*) Mahasiswa Program Studi Teknik Perminyakan Institut Teknologi Bandung **) Dosen Pembimbing Program Studi Teknik Perminyakan Institut Teknologi Bandung
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 2
I. PENDAHULUAN
Gas merupakan salah satu hasil dari pengolahan fluida hidrokarbon yang telah melalui proses pemisahan dari minyak bumi. Jika jumlah dan komponen gas dinilai tidak layak dan tidak ekonomis, dalam arti bertekanan rendah dan memiliki laju alir produksi kecil, maka gas tidak dimanfaatkan tetapi dibakar di flare stack. Gas yang akan dibakar di flare stack ini diberi istilah flare gas.
Sebenarnya, flare gas juga dapat dimanfaatkan layaknya gas konvensional pada umumnya. Hanya saja diperlukan proses pengkondisian awal tertentu sehingga membutuhkan ketersediaan peralatan dan fasilitas tertentu pula. Apabila setelah diperhitungkan proses pengolahan flare gas bernilai ekonomis, maka gas tersebut dapat diolah sedemikian rupa dengan proses khusus untuk meningkatkan nilai jualnya menjadi bahan bakar berupa liquid yang biasa disebut LPG (Liquified Petroleum Gas). Pembangunan mini LPG plant merupakan salah satu cara untuk mengolah flare gas menjadi bahan bakar bermanfaat. Dengan adanya program pemerintah untuk konversi minyak tanah ke LPG, maka permintaan akan bahan bakar ini akan meningkat seiring dengan berjalannya waktu. Oleh karena itu, pembangunan mini LPG plant dengan memanfaatkan flare gas diharapkan menjadi suatu solusi terhadap permasalahan kurangnya pasokan LPG di masyarakat dan juga isu lingkungan untuk mengurangi dampak Global Warming.
Maka dari itu, diperlukan penilaian kelayakan pembangunan mini LPG plant untuk mengolah flare gas ditinjau dari aspek teknis dan ekonomis. Metode yang digunakan adalah dengan melakukan Flash Calculation dengan menggunakan prinsip trial and error untuk mencapai optimalisasi produksi dalam penentuan kesetimbangan gas-liquid. Prinsip trial and error ini dilakukan dengan menentukan beberapa kombinasi nilai tekanan dan temperatur yang sesuai untuk suatu flare gas yang memiliki komposisi tertentu. Kombinasi nilai tekanan dan temperatur tersebut
belum tentu akan cocok untuk flare gas lain yang berbeda komposisinya. Selanjutnya dilakukan analisa keekonomian berdasarkan hasil Flash Calculation dan desain peralatan. Penilaian kelayakan berdasarkan pada parameter-parameter output ekonomi dan juga dapat dilihat dari sensitivitas terhadap perubahan masing-masing parameter input.
II. TEORI DASAR
2.1. Sifat-Sifat Termodinamika Gas dan Efek Joule Thomson
Gas adalah suatu fluida homogen dengan viskositas dan densitas rendah yang tidak memiliki volume yang tetap tetapi mengembang secara sempurna memenuhi wadah yang ditempati (Ahmad) 3). Keadaan gas ditentukan oleh kondisi tekanan, temperatur dan volume. Salah satu sifat penting dari gas adalah sifat termodinamika dan efek Joule Thomson. Disadur dari Donald L. Katz dkk 4), prinsip termodinamika diterapkan secara luas pada perhitungan dan perkiraan sifat-sifat fluida hidrokabon. Sifat-sifat termodinamika seperti pengaruh dan perhitungan enthalpi gas pada data PVT, panas laten dan tekanan uap, spesifik panas gas-liquid, panas penguapan, pengaruh tekanan terhadap enthalpi fluida kompresibel (gas), grafik enthalpi-enthropi natural gas untuk perkiraan perubahan temperatur ketika gas diekspansi atau ketika kerja reversibel dilakukan dengan kompresi, merupakan sifat-sifat yang penting dari gas hidrokarbon. Efek Joule-Thomson merupakan suatu sifat termodinamika yang begitu penting untuk peralatan pemroses di permukaan terutama pada peralatan pendingin (cooler) di mana dalam Tugas Akhir ini efek tersebut diterapkan pada peralatan Demethanizer-Deethanizer.
Fenomena pada pemisahan kondensat dari natural gas adalah proses pendinginan, di mana terjadi apabila tekanan gas diturunkan. Temperatur penurunan dengan satu atau dua penyebab. Ketika natural gas diekspansi dari tekanan tinggi (1500-2000 psia) ke tekanan yang lebih rendah tanpa adanya transfer panas atau kerja yang dilakukan (ekspansi dengan
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 3 enthalpi konstan), hal itu akan menyebabkan
temperatur drop atau efek refrigerasi (pendinginan) normal. Hal ini dikenal dengan efek Joule-Thomson. Proses tersebut biasa terjadi pada turbin ekspansi, di mana sistem gas tidak melakukan kerja. Keuntungan dengan adanya penurunan tekanan pada tekanan tinggi sehingga terjadi penurunan temperatur adalah berupa terjadinya penurunan temperatur pemisahan, sehingga pemisahan liquid dan natural gas akan bertambah.
Rasio temperature dan tekanan dikenal sebagai konstanta Joule-Thomson yaitu:
η =∂T∂P = VT
Z �∂Z∂T�P
CP … … … . (1) 2.2. Kesetimbangan Fasa Liquid dan Gas Donald L. Katz dkk. dalam bukunya Handbook of Natural Gas Engineering 4) menjelaskan bahwa substansi murni dapat berupa fasa gas, liquid dan padatan yang tergantung pada temperatur dan tekanan. Ketika substansi dalam keadaan fasa tunggal, perubahan tekanan dan temperatur dapat digunakan untuk mengestimasi volume substansi tersebut. Namun, kebanyakan persamaan dan korelasi seperti persamaan Raoult dan Dalton dan juga diagram P-T hanya dapat digunakan untuk kesetimbangan substansi ideal.
yj
xj=
Pvj
P . . . . … … . . . . .(2) Beberapa metode-metode teoritikal untuk mengatasi permasalahan solusi ideal telah dilakukan. Tetapi hanya korelasi-korelasi yang didasarkan pada observasi eksperimental untuk kelakuan kesetimbangan gas-liquid yang dapat digunakan sebagai cara yang akurat. Korelasi-korelasi tersebut biasa menggunakan rasio kesetimbangan (equilibrium ratio), K, yang didefinisikan sebagai:
Kj=yxj
j… … … . (3)
di mana yj dan xj berupa harga-harga komposisi
gas dan liquid yang terjadi pada saat kesetimbangan terjadi dengan tekanan dan
temperatur tertentu yang dihasilkan dengan cara eksperimen.
Berdasarkan buku The Properties of Reservoir Fluids 2nd Edition karya William D. Mc Cain Jr.5) Flash calculation merupakan suatu cara perhitungan untuk menentukan komposisi-komposisi fasa-fasa hidrokarbon yang terjadi. Perhitungan ini dilakukan antara lain untuk menetukan:
• Mol fasa gas, ng • Mol fasa liquid, nL • Komposisi fasa liquid, xj • Komposisi fasa gas, yj
Tarek Ahmad 6) dalam buku Hydrocarbon Phase Behavior menjelaskan prosedur perhitungan dari ng, nL, xj, dan yj pada
campuran hidrokarbon dapat dilakukan apabila data komposisi campuran berupa fraksi mol total setiap komponen (zj), suhu dan temperatur
telah diketahui.
zj∙ n = xj∙ nL+ yj∙ ng . . . (4)
Mula-mula dari persamaan Raoult dan Dalton (2) didefinisikan: xj = zj∙ n nL+PP ∙ nvj g . . . . … … . . . . (5) yj = zj∙ n ng+ PPvj∙ nL . . . . … … . . . . (6)
Lalu digunakan asumsi ∑ xj j= 1, ∑ yj j= 1, nL
��� =nL
n, n��� =g ng
n dan n��� + nL ��� = 1 dan juga dari g
rasio kesetimbangan (3), maka: � xj j = � zj 1 + n����Kg j− 1� j = 1 . . . (7) � yj j = � zj 1 + n��� � 1L Kj− 1� j = 1 … … … . (8) atau � xj j = �n zj L ��� + Kj∙ n���g j = 1 … … (9)
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 4 � yj j = �n zjKj L ��� + Kj∙ n���g j = 1 … . . . (10) Sehingga: � yj j − � xj j = 0 … … . . . . (11) �n zjKj L ��� + Kj∙ n���g j − �n zj L ��� + Kj∙ n���g j = 0 … … … . (12) atau �nzj�Kj− 1� L ��� + Kj∙ n���g j = 0. . . (13)
Dengan cara mengganti nL dengan (1-ng),
sehingga menjadi: f�n���� = �g n zj�Kj− 1� g ����Kj− 1� + 1 j = 0 … … . . (14)
Berikut akan dipaparkan mengenai penentuan ng. Persamaan (14) yang merupakan fungsi dari
ng dapat diselesaikan dengan menggunakan
teknik iterasi Newton-Rapson, yaitu:
• Asumsikan nilai ng. Asumsi yang baik
dapat menggunakan hubungan persamaan berikut: ng ��� =(A + B)A di mana A = ��zj�Kj− 1�� j B = � �zj�KKj− 1� j � j
• Gunakan ng asumsi pada persamaan (14)
• Asumsi ng tersebut dapat digunakan bila
nilai absolut f�n���� lebih kecil dari toleransi g 10-15
• Apabila nilai absolut dari f�n���� lebih besar g
dari toleransi tersebut, maka nilai baru ng
dihitung dari: �n����g n= n��� +g ff�n′�n����g g ����… … . . . (15) di mana: �n����g n = nilai baru n��� g f′�n g
���� = derivatif pertama dari f�n���� g oleh pengaruh n���, yaitu: g
f′�n g ���� = − � � zj�Kj− 1� 2 �n����Kg j− 1� + 1�2 � j … (16)
• Prosedur terus diulang hingga harga ng
konvergen tercapai, yaitu pada f�n���� = 0 g Adapun nilai n��� dapat diperoleh dengan L persamaan:
nL
��� = 1 − n��� … … … … . (17) g
Untuk menentukan komposisi fasa liquid dan fasa gas pada setiap komponen, dapat digunakan persamaan (5) dan (6).
Dalam menentukan harga Equilibrium Constant (Kj) digunakan Standing Correlation 6), dimana
harga Kj merupakan fungsi dari temperatur,
tekanan dan physical properties dari masing-masing komponen yang dikandung. Dengan kondisi bahwa tekanan yang digunakan kurang dari 1000 psia dan temperatur sekitar 200 °F. Prosedur yang digunakan Standing adalah: • Menetukan Fj Fj= bj�T1 bj− 1 T� … … … (18) • Menetukan bj bj= log �14,7�Pcj � 1T bj− 1Tcj� … … … (19)
Persamaan yang menunjukkan bahwa grafik Kj
dan Fj berupa hubungan garis lurus adalah:
log�KjP� = a + cFj… (20)
atau
Kj=1P 10a+cFj… … (21)
Komponen a adalah titik potong grafik (intercept) dan c adalah gradien garis. Dapat diselesaikan secara matematis sebagai berikut:
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 5
c = 0,89 − 0,00017 ∙ P − 3,5(10−8) ∙ P2. . (23)
• Prosedur penentuan fraksi C7+
Tentukan jumlah atom karbon (n) fraksi plus n = 7,30 + 0,0075(T − 460) + 0,0016 ∙ P … … … … . . . (24)
• Menetukan parameter korelasi b dan boiling point Tb
b = 1013 + 324 ∙ n − 4256 ∙ n2… … . (25)
Tb= 301 + 59,85 ∙ n − 0,971 ∙ n2… . (26)
• Harga-harga hasil perhitungan di atas digunakan untuk menentukan Fj dengan
persamaan (18) dan (19).
2.3. Proses dan Peralatan Mini LPG Plant Pemrosesan gas pada mini LPG plant ada lima tahap utama. Seperti yang telihat pada Gambar 1, perincian proses tersebut adalah sebagai berikut:
1. Proses pada Demethanizer – Deetanizer 2. Proses pada Depropanizer – Debutanizer 3. Proses pada tanki flash
4. Proses pada tanki pengetesan LPG 5. Proses pada tanki kondensat
Sedangkan beberapa peralatan yang tergolong peralatan utama pemroses gas seperti dijelaskan oleh Ken Arnold dan Maurice Steward 7) adalah: 1. Kompresor
Kompresor adalah suatu alat berupa mesin yang berfungsi untuk memampatkan udara atau gas. Kompresor udara biasanya menghisap udara dari atmosfer. Namun ada pula gas yang bertekanan lebih tinggi dari tekanan atmosfer. Dalam hal ini kompresor bekerja sebagai penguat (booster). Sebaliknya, ada pula kompresor yang menghisap gas yang bertekanan lebih rendah dari tekanan atmosfer, dalam hal ini kompresor disebut dengan pompa vakum. 2. Heat Exchanger
Fungsi dari penukaran panas ini adalah untuk mentransfer panas dari cairan atau gas panas ke cairan atau gas dingin tanpa terjadi kontak antara kedua fluida tersebut. Penukaran panas umumnya diperlukan hanya untuk mentransfer dan mengeliminasi atau mengambil panas tanpa diikuti terjadinya perubahan fasa.
3. Separator Gas
Separator digunakan untuk memisahkan fasa cair dan fasa gas dari suatu fluida.
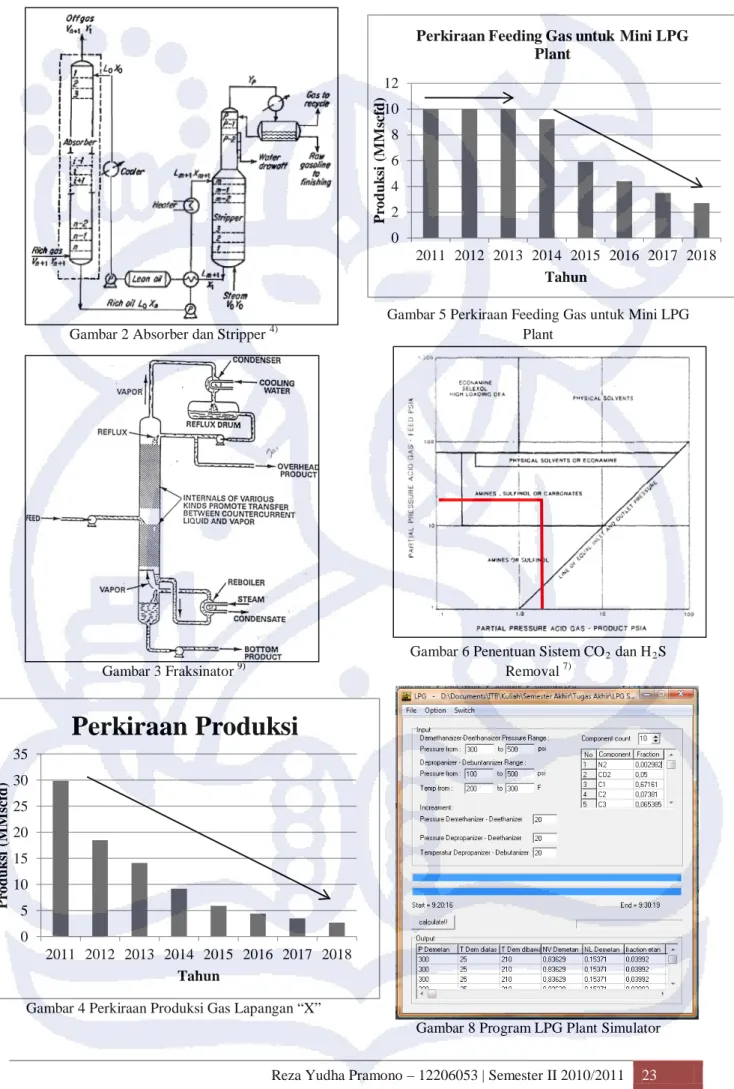
4. Absorber dan Stripper
Peralatan ini khusus digunakan pada proses perolehan gas dengan menggunakan refrigerated absorption plant. Absorbsi komponen gas yang diinginkan oleh absorbent yang dialirkan dari atas kolom terjadi di silinder vertikal yang disebut absorber. Gas akan mengalir dari bawah ke atas melalui perangkap gas (bubble cap) atau lubang-lubang tray, yaitu tempat melarutnya gas ke dalam absorbent. Gas yang masuk tersebut diberi istilah rich/wet gas sedangkan gas yang keluar dari atas absorber disebut dry gas. Adapun minyak pengabsorbsi disebut lean oil apabila absorbent tersebut belum memasuki absorber, sedangkan yang meninggalakan absorber dari arah bawah disebut rich oil.
Komponen LNG dan LPG terabsorbsi ke dalam rich oil yang kemudian dipisahkan oleh alat yang disebut stripper (demethanizer/deethanizer). Rich oil ini setelah keluar dari stripper didinginkan menjadi lean oil untuk disirkuasi kembali masuk ke dalam absorber. Sedangkan komponen LNG dan LPG yang berupa gas, keluar dari atas stripper, dikondensasi menjadi liquid.
5. Fraksinator
Fraksinator (Gambar 3) pada dasarnya merupakan alat yang tersusun dari gabungan absorber dan stripper yang kolom absorbernya diletakkan di sebelah atas stripper tersebut. Pada rangkaian alat pemroses gas, fraksinator antara lain berupa Demethanizer, Deethanizer, Depropanizer dan Debutanizer. Masing-masing fraksinator tersebut mempunyai fungsi yang
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 6 Low temperature high temperature Low temperature high temperature high temperature Low temperature
berbeda, yaitu menangkap komponen yang sesuai dengan nama alatnya. Demethanizer adalah alat yang memisahkan metana dalam bentuk gas dan komponen berat lainnya dalam bentuk liquid, dan seterusnya.
6. CO2 Removal
Gas alam biasanya mengandung kontamianan yang harus dihilangkan. Gas alam yang mengandung karbodioksida (CO2) disebut
dengan “sour gas”. Kontrak penjualan gas untuk gas alam mensyaratkan batasan kandungan CO2
sebesar 5%.
Peralatan-peralatan yang digunakan dalam sistem amine untuk CO2 removal adalah:
1. Amine Absorber 2. Flash Drum 3. Amine Reboiler 4. Amine Stripper
5. Overhead Condenser dan Reflux Accumulator
6. Rich – Lean Amine Exchanger 7. Amine Cooler
8. Amine Solution Purification
Diethanol amine (DEA) adalah suatu amine sekunder yang telah bertahun-tahun digunakan untuk menggantikan Monoethanol Amine (MEA). DEA merupakan larutan kimia yang paling umum digunakan pada industri-industri pengolahan gas. Sebagai amine sekunder, DEA memiliki penyusun yang lebih lunak daripada MEA, oleh karena itu DEA tidak memiliki masalah korosi yang khusus. Selain itu, DEA memiliki temperatur uap yang lebih rendah, sehingga membutuhkan sedikit panas untuk diregenerasi per mol gas asam yang dihilangkan dan juga tidak membutuhkan alat untuk mengembalikannya ke kondisi semula. Reaksi DEA dengan H2S dan CO2 adalah sebagai
berikut:
2 R2NH + H2S (R2NH)2S
(R2NH)2S + H2S 2(R2NH2)H
2 R2NH + CO2 R2NCOONH2R2
2.4. Parameter Ekonomi
Parameter keekonomian dalam hal ini merupakan hal-hal yang dapat dijadikan indikator dalam menentukan layak tidaknya suatu rencana atau proyek untuk dilaksanakan. Metoda yang umum digunakan untuk menentukan laju cash flow dari pendapatan di masa mendatang dengan beberapa ukuran keuntungan adalah dengan menggunakan konsep “nilai waktu dari uang”, compound dan discount. Pada bagian ini akan dipaparkan konsep dasar nilai uang dari semua parameter yang akan dibicarakan (rate of return, net present value, dan sebagainya) dengan menggunakan elemen-elemen compound dan discount.
Adapun beberapa parameter ekonomi adalah: 1. Pay Out Time (POT)
2. Provit Investment ratio (PIR) 3. Rate of Return (ROR) 4. Net Present Value (NPV) 2.5. Analisa Sensitifitas
Analisa sensitivitas adalah cara untuk melihat pengaruh perubahan variabel-veriabel yang memengaruhi keuntungan terhadap keuntungan yang diperoleh. Besaran-besaran yang sering digunakan untuk analisa sensitivitas adalah cadangan, produksi, harga, investasi, biaya operasi, dan pajak. Analisa sensitivitas ini merupakan salah satu langkah yang dapat dilakukan dalam manajemen resiko.
2.6. Perhitungan Keekonomian
Perhitungan keekonomian merupakan beberapa macam perhitungan yang dilakukan dalam analisa keekonomian. Analisa keekonomian ini biasanya dilakukan terhadap cash flow dari bentuk usaha yang dilakukan. Pada kasus lapangan “X”, perhitungan yang akan ditabulasikan pada pengolahan data mendatang. Umumnya perhitungan keekonomian mencakup beberapa hal:
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 7 1. Pendapatan (Revenue)
Revenue
= produksi × harga per satuan produksi ...(27)
2. Pajak (Tax)
Pajak = total (%)pajak × revenue … … … … (28)
3. Pendapatan Kotor (Gross Income) Pendapatan kotor = revenue − total pajak … … … . . . (29)
4. Biaya Feed Stock Biaya Feed Stock
= harga beli gas bumi per BTU × feed stock gas �BTUSCF � … … … . . (30)
5. Biaya Operasi Biaya Operas
= biaya operasi per unit
× stock bahan per unit … … … . . . (31) 6. Depresiasi
Depresiasi
= depreciation rate (fraksi)
× investasi capital … … … … . … . . (32) 7. Pendapatan Kena Pajak (PKN) PKN
= Pendapatan kotor − Biaya Operasi − Biaya Feedstock
− Depresiasi … … . . . … … . … . . . (33) 8. Pajak Penghasilan (PPh)
PPh
= fraksi PPh
× Pendapatan Kena Pajak … … . . (34) 9. Pendapatan Bersih (Net Income) Net Income = PKN − PPh … . … . (35) 10. Cash Flow
Cash flow (CF) = Net Income
+ Depresiasi. . . . (36) 11. Contractor Profit
Contractor Profit = Net Income
= Pendapatan Kena Pajak − PPh … … … … . . (37)
12. Contractor Take
Contractor Take = Contractor Profit + Biaya Operasi + Depresiasi … . (38)
III. METODOLOGI
3.1. Data Perkitaan Cadangan dan Analisa Feeding Gas
Diketahui bahwa di lapangan “X” saat ini baru ada 3 lokasi, yaitu lokasi PAD-A, PAD-B, PAD-C. Pada lokasi PAD-A terdiri dari 7 (tujuh) sumur, pada lokasi PAD-B terdiri dari 6 (enam) sumur dan pada lokasi PAD-C ada beberapa sumur. Rencananya flare gas dari semua PAD yang terkumpul pada PAD-A ini akan dimanfaatkan.
Hasil simulasi reservoir menampilkan perkiraan produksi gas dari lapangan “X” untuk selang waktu 8 tahun seperti yang ditampilkan Table 2. Dapat dilihat bahwa produksi maximum perharinya sebesar 29.9 MMscfd pada tahun pertama dan kemudian akan mencapai 2.7 MMscfd pada tahun ke delapan.
Data analisa gas merupakan data masukan untuk “LPG Plant Simulator”(akan dibahas pada pembahasan mendatang), yaitu perhitungan dalam memperkirakan perubahan-perubahan fasa pada setiap tingkat perubahan tekanan dan temperatur. Data-data komposisi gas hasil perhitungan dan pengukuran dari semua sumur dapat dilihat pada Tabel 3.
Dari perkiraan produksi yang dihasilkan tidak semua gas akan dibuang CO2-nya, hanya sekitar
10 MMscfd saja yang akan digunakan untuk CO2 removal dan mini LPG plant. Tabel 4
menampilkan produksi gas yang akan digunakan sesuai dengan desain peralatan yang dipakai, dengan lama produksi selama 8 tahun.
3.2. Desain H2S dan CO2 Removal dan
Peralatan Mini LPG Plant
Berikut ini akan dijelaskan tentang desain Amine yang digunakan:
Data : Qg =10MMscfd
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 8 P = 55 psia T = 120oF H2S inlet = 3.275% H2S outlet = 0.0004% (4 ppm) CO2 inlet = 38.4% CO2 outlet = 5% CD = 0.689 dm = 150 Penyelesaian : 1) Proses Seleksi
Total acid gas inlet = 3.275 + 38.5 = 41.7%
Psweet inlet = 41.7 % x 55 = 22.935 psia
Psweet outlet = 5 % x 55 = 2.75 psia
Dari Gambar 6 diperoleh jenis system CO2
removal yang digunakan adalah Potassium Carbonate, Inhibited Concentrated Amine, Gas Permeation.
2) Dari hasil seleksi dipilihlah DEA (Diethanol Amine) LDEA=192 𝑥 𝑄𝑔 𝑥 𝑀𝐹𝑐 𝑥 𝜌 𝑥 𝐴 𝐿 … … . (39) LDEA=192 x 10 x 0.4170.35 x 8.71 x 0.5 = 525.27 gpm 3) Tower size ρg=2.7 x SG x PT x Z =(460 + 120)x 0.99362.7 x 1.469 x 55 = 0.38 lb/ft3 ρl= 8.71 lb gal⁄ = 65.1 lb/ft3 d2 = 5040T. Z. QgP ��ρ ρg l− ρg� CD dm� 0.5 … . . (40) d2 = 5040580x0.9936x1055 ��65.1 − 0.38�0.38 0.689150 �0.5 d2= 2742.48 in2 d = 52.37 in
Dari literatur, ukuran tower secara umum yang mendekati desain di atas adalah 72 in ID tower dengan 24 tray.
4) Reboiler Duty
Untuk sistem DEA, digunakan 1000 BTU/gal lean solution maka :
q = 1000BTUgal x525.27 gpm x 60 mntjam = 31.516 MMBTUjam
Sedangkan peralatan yang dibutuhkan pada mini LPG plant adalah:
- 2-Stages Reciprocating Compressor - 1-Stage Reciprocating Compressor - Tanki kondensat 200 Bbl - Heat Exchanger - HP Vertical Separator 36” x 7,6’ - Refrigerant - Demetanizer-Deetanizer - Depropanizer-Debutanizer - Fin-Fan Cooler 3 unit - Flash Tank 16” x 5’ - Tanki LPG 5 ton - Pompa LPG - Pompa kondensat
3.3. Program Simulator LPG Plant
LPG Plant Simulator menggunakan prinsip Flash Calculation, dimana Flash Calculation adalah suatu cara perhitungan dengan menggunakan prinsip hukum kekekalan masa dan perubahan fasa yang dapat menampilkan keadaan stabil/setimbang beberapa fasa dalam suatu sistem. Perhitungan ini sering dilakukan dan harus dilakukan pada saat menentukan laju alir dari tiap-tiap fasa yang masuk dan keluar dari bejana tekan atau alat-alat lainnya.
Alur prinsip perhitungan secara singkat adalah sebagai berikut:
1. Perhitungan parameter sifat fisik dari tiap komponen, dengan menggunakan pendekatan Standing Corelation yang dipakai perhitungan pada data konstanta equilibrium berikutnya.
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 9 2. Perhitungan Flash-nya sendiri dengan
sistem trial & error.
Perhitungan ini dapat pula digunakan sebagai alat untuk menentukan besarnya tekanan dan temperatur pada peralatan agar diperoleh jumlah liquid dan gas seoptimal mungkin.
Flowchart Perhitungan LPG Plant Simulator dapat dilihat pada Gambar 7. Sedangkan tampilan program saat digunakan dengan Windows tersaji pada Gambar 8.
Asumsi yang dipakai dalam analisis teknis proyek kilang LPG ini adalah:
a. Tidak ada perubahan komposisi feeding gas dalam proses produksi hingga masuk ke H2S dan CO2 Removal selama masa
proyek berlangsung.
b. Tidak ada perubahan temperatur dan tekanan dari feeding gas hingga masuk ke H2S dan CO2 Removal selama masa
proyek berlangsung.
c. H2S dan CO2 Removal bekerja dengan
efisiensi 100%.
d. Produk yang dihasilkan adalah Lean Gas dengan komponen utamanya adalah metana dan etana, LPG dengan komponen utamanya adalah propana dan butana, dan kondensat dengan komponen utamanya adalah pentana dan hexana serta sebagian kecil sisa gas dari flash tank dan kondensat. LPG di sini mencakup propana dan butana cair, serta campuran keduanya.
3.4. Evaluasi Keekonomian
Biaya yang dikeluarkan akan diperhitungkan akibat dari pemilihan fasilitas, yaitu dengan harga estimasi seperti berikut ini :
a. Amine system = $ 4.490.000,- b. 2-Stages Reciprocating Compressor
= $ 1.420.000,- c. 1-Stages Reciprocating Compressor
= $ 770.000,- d. Tangki Kondensat 400 Bbl
= $ 110.000,- e. Heat Exchanger = $ 75.000,- f. High pressure Vertical Separator 36” x 7,6’
= $ 82.000,- g. Refrigrant = $ 350.000,- h. Demethanizer/Deethanizer = $ 400.000,- i. Depropnizer/Debutanizer = $ 460.000,- j. Fin-Fan Cooler (5 unit)
= $ 80.000,- k. Flash Tank 16” x 5’ = $ 80.000,- l. Tangki LPG 5 ton = $ 330.000,- m. Pompa LPG = $ 130.000,- n. Pompa Kondensat = $ 130.000,- o. Jaringan Pipa = $ 2.000.000,- p. Pembebasan lahan = $ 750.000,- q. Biaya Pembangunan = $ 3.800.000,- Jadi, besarnya investasi proyek yang menjadi dasar perhitungan sebesar = $ 15.457.000,-
Menurut UU No.8 Tahun 1971, usaha kilang LPG adalah usaha migas sisi hilir yang dikuasai oleh salah satu Perusahaan Negara. Dengan demikian partisipasi pihak swasta di usaha tersebut terbatas pada kerjasama usaha ekstraksi komponen LPG (propana dan butana) dari gas bumi. Penjualan dan pendistribusian produk-produknya tetap di tangan Perusahaan Negara. Dengan demikian model usaha ini dapat dijelaskan sebagai berikut. Perusahaan (swasta) melakukan investasi dan membiayai semua ongkos-ongkos operasi dan memperoleh imbalan (fee) untuk setiap produk LPG yang dihasilkan. Feedstock gas menjadi urusan pihak Perusahaan Negara, demikian juga masalah off-taking produknya. Untuk hal ini perusahaan harus mendapatkan jaminan minimum pembayaran (misalnya per bulan) untuk menghindarkan kerugian akibat aliran gas bumi yang kurang lancar.
Apabila rancangan undang-undang migas yang baru diberlakukan, maka usaha hilir migas tidak lagi dimonopoli oleh Perusahaan Negara. Dengan demikian perusahaan dapat mendirikan kilang LPG sendiri dan membeli gas bumi dari produsen (Perusahaan Perminyakan Nasional atau kontraktor produksi gas lain). Produk yang dihasilkan, yaitu gas metana, LPG propana, LPG butana, dan/atau LPG campuran propane-butana, juga dapat dijual langsung ke konsumen baik di dalam negeri maupun untuk ekspor.
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 10 Mempertimbangkan bahwa RUU Migas yang
baru akan diberlakukan dalam waktu dekat, sementara usaha pendirian kilang LPG mempunyai perioda jangka panjang, maka alternatif bentuk usaha mandiri perlu dipertimbangkan. Yaitu alternatif bentuk kerjasama antara pemerintah dengan kontraktor (Gambar 12).
Selanjutnya, berdasarkan sharing tersebut, analisa keekonomian dalam kasus ini dilakukan sensitifitas terhadap kondisi maksimum, minimum dan most probable dari parameter Interest Rate, harga jual LPG, Lean Gas, dan Kondensat, Recovery Factor dan efisiensi kilang.
Asumsi yang dipakai dalam analisis
keekonomian proyek kilang LPG ini adalah: a. Undang-undang migas baru yang
mendemonopoli usaha hilir migas telah berlaku efektif.
b. Kilang LPG dibangun untuk hanya menampung gas alam yang dihasilkan oleh lapangan “X”.
c. Produk yang dihasilkan adalah Lean Gas dengan komponen utamanya adalah metana dan etana, LPG dengan komponen utamanya adalah propana dan butana, dan kondensat dengan komponen utamanya adalah pentana dan hexana serta sebagian kecil sisa gas dari flash tank dan kondensat. LPG di sini mencakup propana dan butana cair, serta campuran keduanya. Berikut ini nilai parameter finansial yang digunakan pada Most Probable case : Komponen biaya:
Pajak penghasilan = 25 %
Pajak daerah = Rp. 5.000.000/tahun Harga beli gas bumi = US$ 1.8/MMBTU Investasi awal = US$ 15.457.000 Biaya operasi = US$ 0.5/MMBTU Komponen penerimaan:
Harga jual produk:
- LPG = US$ 588/ton - Lean Gas = US$ 4/MMBTU
- Kondensat = US$ 63.72/Bbl Recovery Factor = 80 % Plant Efficiency = 90 % Laju diskonto (Interest Rate) = 10%
IV. HASIL DAN PEMBAHASAN
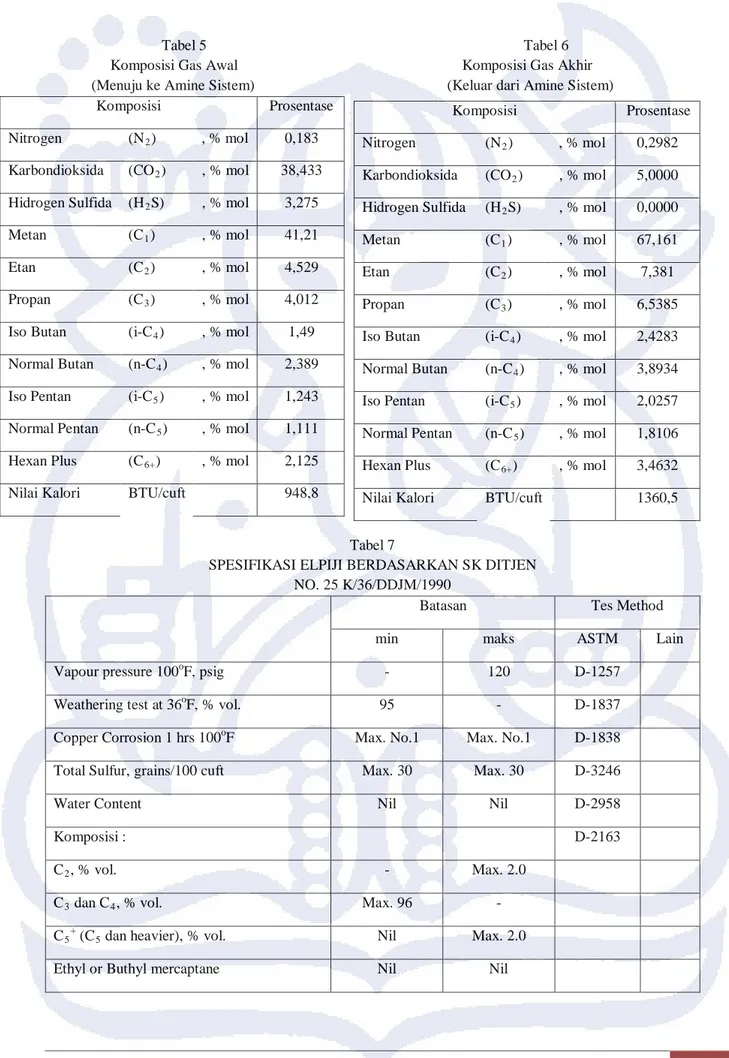
4.1. Hasil Desain CO2 dan H2S Removal
Fraksi komponen LPG dari gas yang terproduksi dari lapangan “X” relatif rendah yaitu hanya sekitar 7% mol dari total keseluruhan komponen. Dengan fraksi mol komponen sour gas yaitu CO2 dan H2S yang
relatif besar (41%), maka diperlukan adanya CO2 dan H2S Removal. Setelah dilakukan
desain, maka direkomendasikan digunakan amine dari jenis DEA (diethanol amine) dan ukuran tower 72 in ID dengan 24 tray.
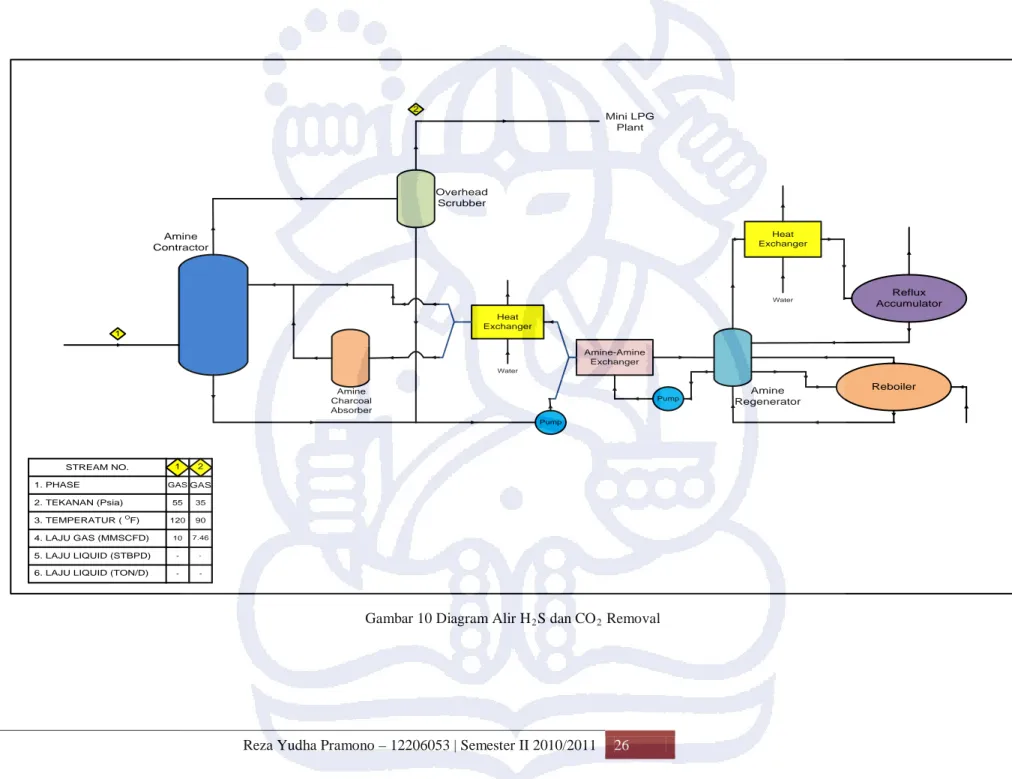
Pada CO2 dan H2S removal, gas yang masuk
akan dikontakkan dengan amine (dalam hal ini amine yang digunakan jenis DEA) pada Amine Contactor dengan prinsip counter current. Gas yang mengandung CO2 dan H2S akan larut
bersama amine dan keluar dari bagian bawah contactor untuk selanjutnya diproses lebih lanjut untuk dipisahkan kembali di amine regenerator. Sedangkan gas yang telah bersih dari H2S dan sedikit (sekitar 5%) mengandung
CO2 mengalir dari bagian atas contactor menuju
ke scrubber untuk memastikan tidak ada amine yang terbawa. Jika masih ada amine yang tebawa, amine akan keluar dari bagian bawah scrubber untuk digabungkan dengan amine yang keluar dari contactor sedangkan gas bebas amine menuju ke mini LPG plant.
4.2. Hasil LPG Plant Simulator dan Proses Mini LPG Plant
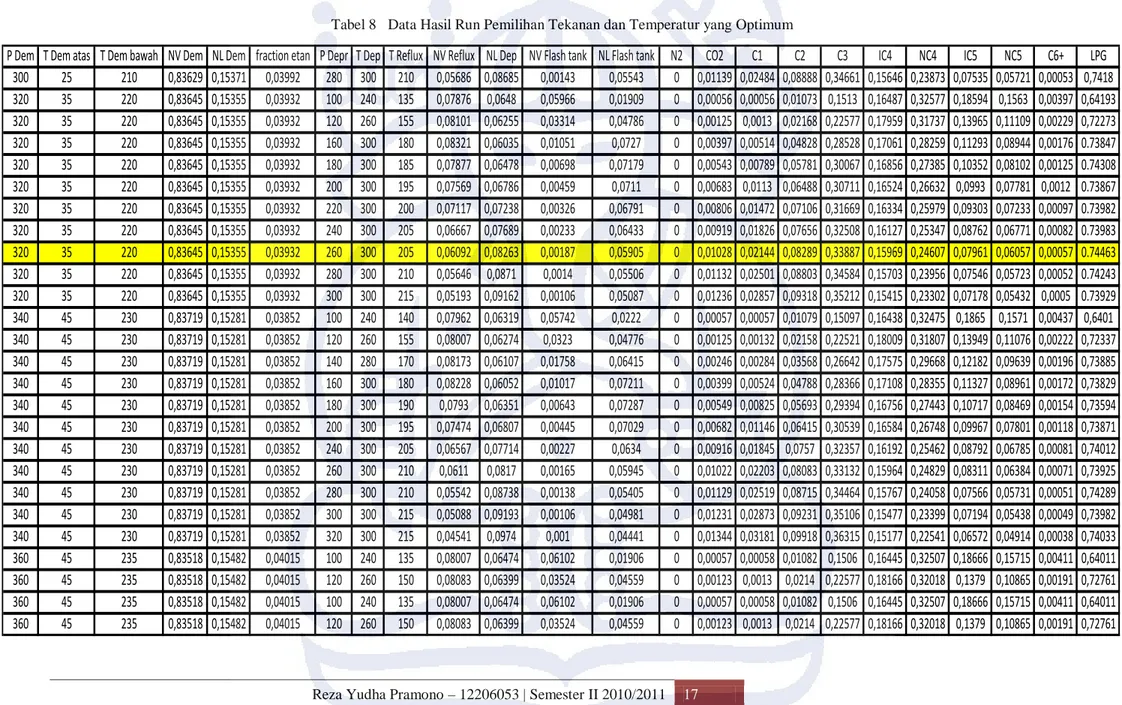
Setelah memasukkan data dari input analisa gas rata-rata untuk semua sumur, maka akan diperoleh data tekanan dan temperatur yang optimum di Demethanizer-Deethanizer, Depropanizer-Debutanizer. Parameter yang optimum adalah sebagai berikut :
Tekanan Demethanizer - Deethanizer sebesar 320 psi sedangkan temperaturnya 35 oF untuk
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 11 bagian atas dan 220 oF untuk bagian bawah.
Tekanan yang optimum di Depropanizer-Debuthanizer adalah sebesar 260 psi sedangkan temperaturnya sebesar 300 oF dengan temperatur reflux 205 °F, untuk lebih lengkapnya dapat dilihat pada Tabel 8 berupa pemilihan tekanan dan temperatur yang optimum di Demethanizer, Deethanizer, Depropanizer, Debutanizer.
Hasil perhitungan dimulai setelah keluar dari kompresor, lalu ke separator, demethanizer, debutanizer, kompresor, tangki. Hasil perhitungan berupa fraksi pada tiap-tiap stream dan produk kilang dalam bentuk yang telah di konversikan untuk laju gas feed maksimum 7.46 MMSCFD, yaitu : Lean Gas (6.24 MMSCFD), LPG (1.27 ton/day), Kondensat (359.33 STBPD), Flare (0.26 MMSCFD).
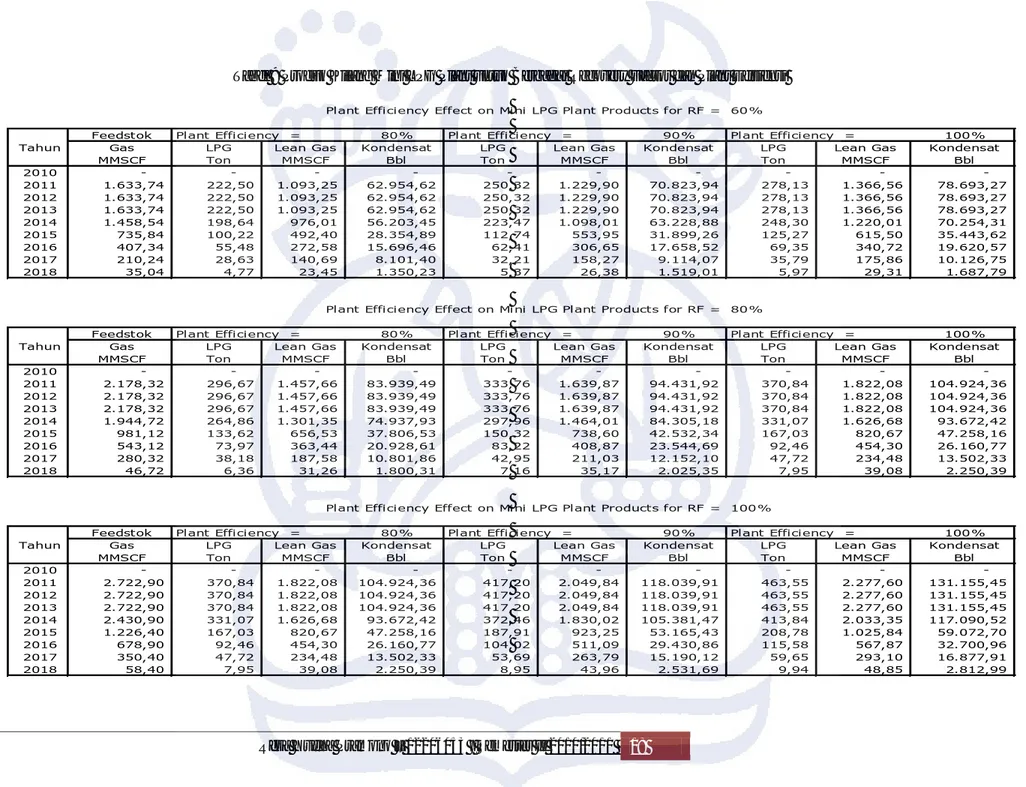
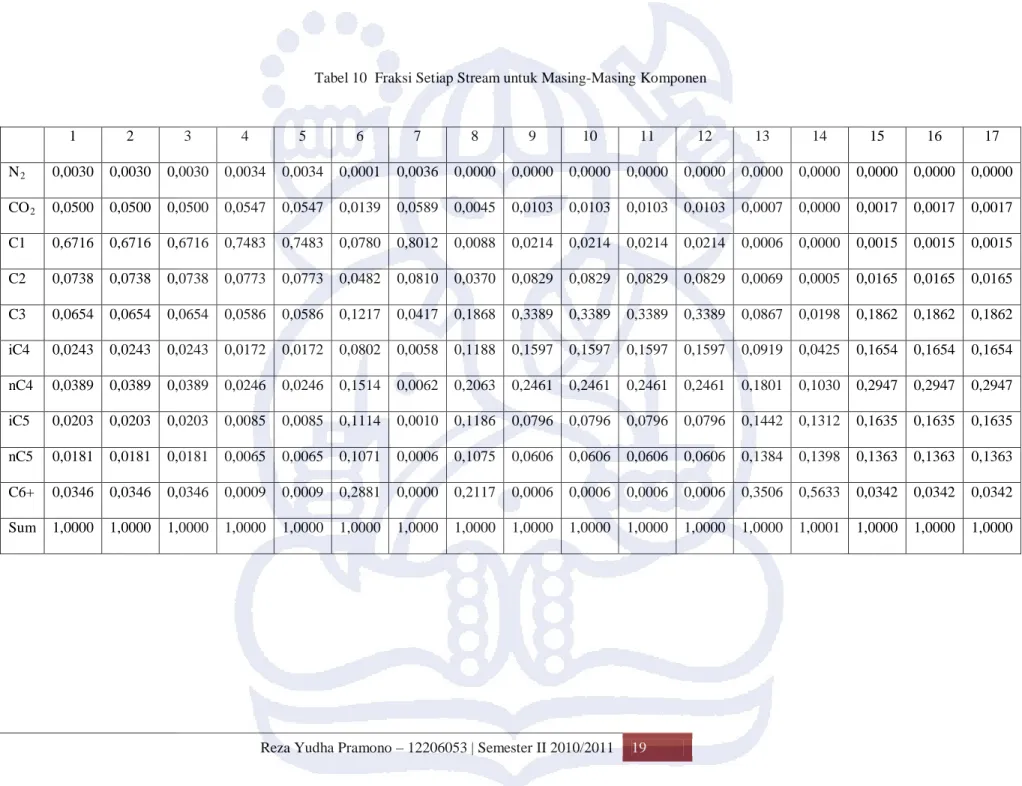
Dengan data feed gas dari Tabel 6, dengan menggunakan simulator didapatkan produksi mini LPG plant. Besarnya produksi yang dihasilkan dengan mengasumsikan efisiensi kilang sebesar 80%, 90%, dan 100% ditampilkan pada Tabel 9. Hasil perhitungan Simulator berupa fraksi pada tiap-tiap stream dapat dilihat pada Tabel 10. untuk masing-masing komponennya.
Suatu hal yang penting untuk diperhatikan adalah, sesuai dengan digram fasa, untuk memperoleh LPG dan kondensat dalam jumlah besar, maka diperlukan tekanan sebesar-besarnya dan temperatur sekecil-kecilnya. Namun, kondisi seperti ini memerlukan peralatan khusus yang berarti membutuhkan biaya yang sangat besar. Salah satu contoh adalah turbo expander merupakan peralatan pendingin yang sangat baik untuk mencapai temperatur yang cukup rendah. Tetapi, peralatan ini sangat mahal sehingga jarang digunakan. Umumnya, refrigerant merupakan peralatan yang populer digunakan untuk menurunkan temperatur sistem. Begitu juga halnya alat yang digunakan pada sistem tekanan yang tinggi, maka dibutuhkan spesifikasi alat yang sangat bagus dan tentunya biaya yang tinggi. Oleh karena itu, alternatif lain dalam pemilihan kondisi optimal adalah dengan cara mengusahakan temperatur yang relatif rendah
dan tekanan yang relatif tinggi agar perancangan alat dapat sesederhana dan semurah mungkin.
Pada kasus yang diangkat kali ini, parameter optimum yang digunakan adalah tekanan Demetanizer-Deetanizer dalam rentang 300 – 500 psi dengan tingkat kenaikan 20 psi, tekanan Depropanizer-Debutanizer berada dalam rentang 100 – 500 psi dengan kenaikan 20 psi dan temperatur Depropanizer-Deetanizer adalah dalam rentang 200 – 300 °F. Kondisi optimum didapat pada tekanan Demethanizer-Deethanizer sebesar 320 psi sedangkan temperaturnya 35 oF untuk bagian atas dan 220 oF untuk bagian bawah. Tekanan yang optimum di Depropanizer-Debuthanizer adalah sebesar 260 psi sedangkan temperaturnya sebesar 300 oF.
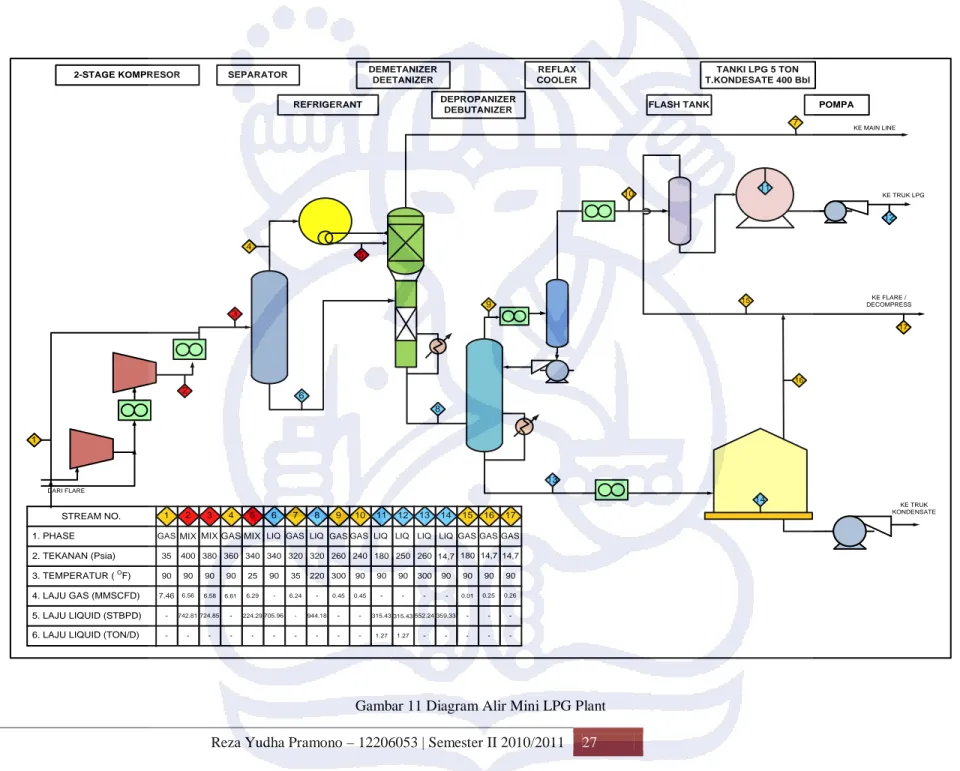
Proses yang terjadi di mini LPG plant gas mula-mula dimampatkan dengan kompresor kemudian didinginkan hingga terbentuk aliran dua fasa sebelum nantinya masuk ke seperator. Di separator, fluida dipisahkan antara gas dan liquid. Liquid keluar dari bagian bawah separator menuju ke Demetanizer-Deetanizer sedangkan gas akan keluar dari bagian atas separator menuju refrigerant untuk didinginkan hingga terbentuk liquid yang nantinya aliran dua fasa ini dimasukkan ke dalam Demetanizer-Deetanizer dari bagian atas.
Di Demetanizer-Deetanizer, dilakukan pengkondisian sedemikian rupa menggunakan tekanan tinggi dan temperatur rendah dengan prinsip refrigerasi sehingga gas yang keluar adalah komponen C1 dan C2 yang nantinya
langsung masuk ke main lain dan dijual sebagai lean gas. Liquid yang terproduksi adalah komponen C3+ yang nantinya akan masuk ke
fraksinator Depropanizer-Debutanizer.
Di Depropanizer-Debutanizer juga dilakukan pengkondisian dengan sistem reflux sehingga didapat gas yang keluar dari bagian atas fraksinator adalah gas dengan komponen LPG (C3 dan C4) sedangkan liquid kondensat
mengalir dari bawah tower fraksinator menuju ke tanki kondensat. Gas yang mengalir nantinya akan didinginkan dan dimasukkan ke dalam flash tank untuk diambil fasa liquidnya. Liquid
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 12 akan disimpan di tanki LPG dan gas yang
terproduksi akan digabungkan dengan gas yang berasal dari tanki kondensat untuk nantinya didekompres atau di-flare.
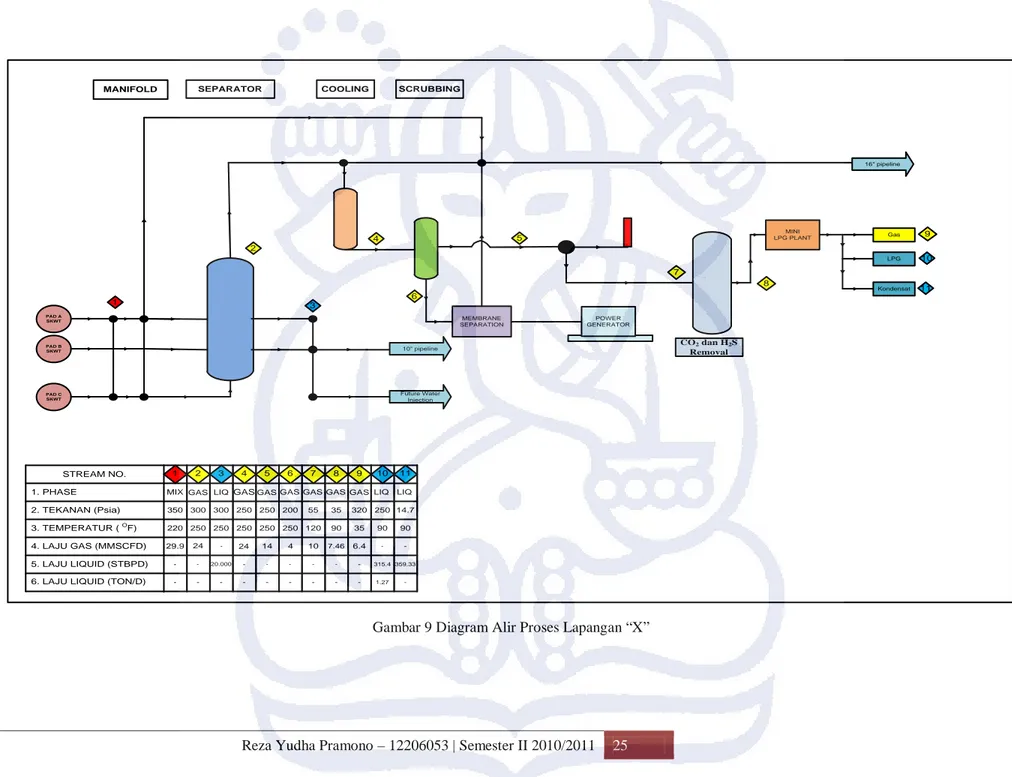
Berdasarkan hasil simulasi program LPG Plant Simulator, dapat dilakukan perancangan diagram alir proses. Process Flow Diagram ini terdiri dari tiga macam, yaitu PFD fasilitas lapangan “X” yang direncanakan (Gambar 9), PFD CO2 dan H2S removal (Gambar 10) dan
PFD Mini LPG Plant (Gambar 11).
4.3. Kelayakan Keekonomian
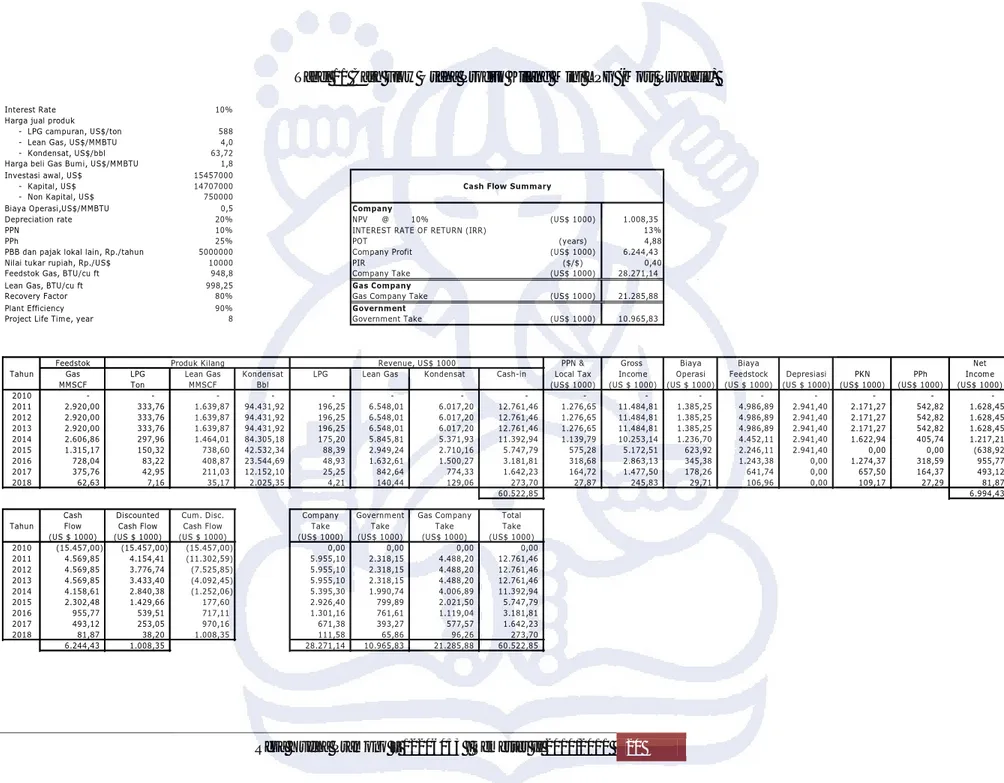
Berdasarkan hasil perancangan peralatan, maka dilakukan perkiraan biaya pengadaaan dan pembangunannya. Setelah diperhitungkan perkiraan biaya, maka diketahui nilai investasi yang dibutuhkan untuk proyek pembangunan mini LPG plant tersebut. Dengan menggunakan beberapa indikator kelayakan ekonomi, dilakukan perhitungan keekonomian dengan beberapa asumsi seperti yang telah dijelaskan pada bab pengolahan data. Perhitungan keekonomian ini berdasarkan pada flowchart bentuk usaha yang disetujui oleh pihak yang bekerja sama ataupun suatu ketetapan yang berlaku ketika terjadinya kerja sama antar pihak dalam suatu usaha.
Perhitungan ini dilakukan pada kondisi minimum, most probable dan maksimum untuk mengantisipasi kemungkinan perubahan. Kondisi yang dimaksud adalah beberapa parameter yang dianggap memberi pengaruh secara global terhadap laju alir keuangan. Beberapa parameter tersebut yaitu : Interest Rate, Harga Jual LPG, Harga Jual Lean Gas, Harga Jual Kondensat, Recovery Factor, dan Plant Efficiency. Tabulasi perhitungan cash flow berdasarkan kasus Most Probable diperlihatkan pada Tabel 11.
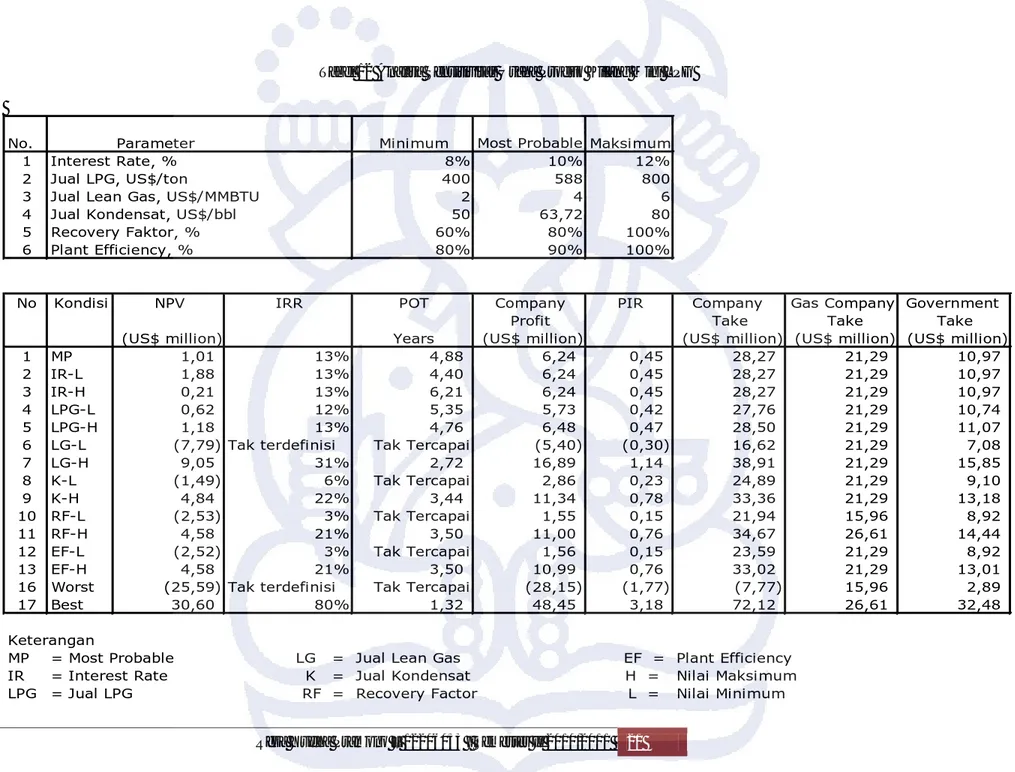
Dari hasil input Tabel 11, dilakukanlah analisis sensitivitas berdasarkan beberapa parameter, yaitu : Interest Rate, Harga Jual LPG, Harga Jual Lean Gas, Harga Jual Kondensat, Recovery Factor, dan Plant Efficiency seperti terlihat pada Tabel 12.
Pada pembahasan Tabel 12 menunjukkan NPV sebesar US $ 1.010.000,- berfluktuasi menjadi US $ -7.790.000,- pada kondisi harga Lean Gas yang minimum sampai US $ 9.050.000,- pada kondisi harga Lean Gas mencapai titik maksimum. Dan IRR sebesar 13% berfluktuasi menjadi tak terdefinisi saat harga Lean Gas dan kondensat minimal sampai 31% saat harga Lean Gas maksimal. Sedangkan POT sebesar 4,88 tahun berfluktuasi dari yang terlama adalah dapat tidak tercapai saat harga Lean Gas dan kondensat minimum dan plant efisiensi dan recovery factor minimum sampai 2,72 tahun saat harga Lean Gas mencapai maksimum. Begitu pula company profit sebesar US $ 6.240.000,- berfluktuasi dari US $ -5.400.000,- saat harga Lean Gas paling rendah sampai US $ 16.890.000,- saat harga Lean Gas paling tinggi. Sedangkan Government Take pada Most Probable sebesar US.$ 10.970.000,- berfluktuasi dari US.$ 7.080.000,- pada saat harga Lean Gas minimal sampai US.$ 15.850.000,- saat harga Lean Gas mencapai maksimal. Untuk Gas Company take, besarnya selalu sama untuk setiap perubahan parameter selain pada parameter Recovery Factor. Hal ini disebabkan Recovery Factor berdampak langsung pada laju alir gas untuk mensuplai mini LPG plant sehingga biaya pembelian gas juga menurun.
Hal yang terpenting dari analisa sensitifitas ini adalah bukan seberapa besar nilai NPV, Company Profit, Government Take dan rendahnya POT. Tetapi yang mempengaruhi adalah seberapa besar kenaikan atau penurunan prosentase parameter ekonomi akibat fluktuasi keadaan. Dari semua fluktuasi yang telah dijelaskan ternyata yang paling dominan berpengaruh adalah “Harga Lean Gas”, baru kemudian “Plant Efisiensi”, “Recovery Factor” dan “Harga Kondensat”.
Dari hasil sensitivitas, batasan untuk parameter dominan agar perusahaan tetap memperoleh keuntungan dalam kondisi most probable adalah:
a. Harga lean Gas tidak boleh lebih kecil dari US$ 3,5/MMBTU
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 13 b. Harga kondensat tidak boleh kurang dari
US$ 55/bbl
c. Recovery Factor tidak boleh kurang dari 70%
d. Efisiensi kilang harus lebih dari 85% Untuk pembangunan mini LPG plant ini, analisa kelayakan baik secara teknis dan ekonomis merupakan suatu kegiatan yang terpadu. Apabila berdasarkan pengolahan data teknis telah dinilai cukup layak, maka baru dapat dilanjutkan pada analisa secara ekonomi yang didasarkan pada hasil analisa teknis. Apabila secara ekonomi juga layak, maka pembangunan mini LPG plant yang direncanakan dapat dijalankan.
V. KESIMPULAN
1. Komposisi flare gas lapangan “X” yang mengandung C3 dan C4 sekitar 7 % dari
mol total gas memungkinkan dilakukan pembangunan mini LPG Plant.
2. Dari perhitungan dan pendesainan CO2
dan H2S removal, dari masukan gas
tertinggi 10 MMSCFD akan dihasilkan gas 7.46 MMSCFD dengan kriteria CO2 5%
dan H2S 4ppm.
3. Dengan menggunakan LPG Plant Simulator, dari laju masukan gas tertinggi sebesar 7.46 MMSCFD akan dihasilkan Lean Gas bertekanan 320 psi sebesar 6,24 MMSCFD, LPG sebesar 1,27 ton/day serta 359,33 STBPD kondensat pada kondisi tekanan Demethanizer-Deethanizer sebesar 320 psi sedangkan temperaturnya 35 oF untuk bagian atas dan 220 oF untuk bagian bawah dan tekanan Depropanizer-Debuthanizer adalah sebesar 260 psi sedangkan temperaturnya sebesar 300 oF. 4. Dengan biaya investasi sebesar US $
15.475.000, biaya lain-lain US $ 7.965.180 per tahun dan pajak US $ 5.237.840 per tahun, parameter ekonomi yang didapatkan adalah keuntungan perusahaan sebesar US $ 6.994.430 dengan POT 4,88 tahun, NPV sebesar US $ 1.008.350 dengan IRR 13%.
5. Parameter yang dominan dalam mempengaruhi keuntungan dari hasil uji sensitivitas untuk masing-masing alternatif adalah :
“Harga Lean Gas”, “Plant Efisiensi”, “Recovery Factor” dan “Harga Kondensat”.
6. Dari hasil sensitivitas, batasan untuk parameter dominan agar perusahaan tetap memperoleh keuntungan dalam kondisi most probable adalah:
a. Harga lean Gas tidak boleh lebih kecil dari US$ 3,5/MMBTU
b. Harga kondensat tidak boleh kurang dari US$ 55/bbl
c. Recovery Factor tidak boleh kurang dari 70%
d. Efisiensi kilang harus lebih dari 85% Daftar Simbol
CP = kapasitas panas gas pada
tekanan konstan
yj = fraksi mol komponen j dalam gas
xj = fraksi mol komponen j dalam
liquid
zj = fraksi mol komponen j dalam
campuran total
Pj = Tekanan parsial komponen j
dalam gas pada kesetimbangan, psia
Pvj = Tekanan uap komponen murni j,
psia
Kj = rasio kesetimbangan komponen j
n = jumlah mol total campuran nL = jumlah mol total fasa liquid
ng = jumlah mol total fasa gas
nL
��� = rasio perbandingan mol komponen fasa liquid ng
��� = rasio perbandingan mol komponen fasa gas �n����g n = nilai baru n��� g
f′�n g
���� = derivatif pertama dari f�n���� g
Fj = faktor karakteristik komponen j
Tbj = temperatur boiling point
komponen j, °R
Tcj = temperatur kritik komponen j,
°R
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 14 Tb = temperatur boiling point, °R
P = tekanan sistem, psia T = temperatur sistem, °R LDEA = laju sirkulasi DEA, gpm
Qg = laju alir gas, MMscfd MF = total fraksi acid-gas di inlet
mol acid-gas/mol inlet gas c = berat fraksi amine,
lb amine/lb larutan
ρ = densitas larutan, lb/gal pada 60°F AL = acid-gas loading,
mol acid-gas/mol amine d = ID dari tower, in Z = kompresibilitas gas ρg = densitas gas, lb/ft3
ρl = densitas liquid, lb/ft3
CD = koefisien gesek
dm = densitas liquid yang terpisahkan,
micron
q = laju alir DEA, MMBTU/jam Daftar Pustaka
1. Rubiandini, Rudi R.S., Gas Process Plant Engineering, Jurusan Teknik Perminyakan, Institut Teknologi Bandung, 1993.
2. Rubiandini, Rudi R.S. dkk, Optimasi Kondisi Operasi Peralatan Pada Mini LPG Plant dengan Program Komputer, Proceeding Simposium Nasional IATMI, Yogyakarta, 2001. 3. Ahmad, Tarek, Reservoir Engineering Hand
Book Second Edition, Gulf Professional Publishing, Houston, Texas, 2001.
4. Katz, Donald L., David Cornell, et.al., Handbook of Natural Gas Engineering, Mc Graw-Hill book Company, USA, 1959.
5. Mc Cain, William D. Jr., The Properties of Reservoir Fluids, Penwell Publishing Company, 2nd Printing, Tulsa, Oklahoma, 1990.
6. Ahmad, Tarek, Hydrocarbon Phase Behavior, Gulf Publishing Company, Houston, Texas, 1989.
7. Arnold, Ken and Maurice Steward, Surface Production Operation vol. II – Design of Gas Handling System and Facilities, Gulf Publishing Company, Houston – Texas, USA, 1989.
8. Campbell, John M., Gas Conditioning and Process, Eugene Dietzgen Company, Oklahoma, USA, 1968.
9. Atlantic Richfield Indonesia Incorp., Ringkasan dari Sumur hingga Pengukuran, SPE Student Chapter Program, ITB, 1994.
10. Dirgantara, Lunar, Pengaruh Karakteristik Gas Terhadap Optimasi Tekanan dan Temperatur pada Mini LPG Plant untuk Produksi LPG dan Kondensat, Tugas Akhir, Jurusan Teknik Perminyakan, ITB, 1994.
11. Arsegianto, Ekonomi Minyak dan Gas Bumi, Diktat Kuliah, Departemen Teknik Perminyakan, Institut Teknologi Bandung, 2000.
12. Darmawan, Andrias, Desain Dasar Fasilitas Mini LPG Plant di Lapangan Z3, Tugas Akhir, Depertemen Teknik Perminyakan, Institut Teknologi Bandung, 2002.
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 15 Tabel 1
Harga-Harga bj untuk Setiap Komponen 6)
Componen bi Tbi , ºR N2 470 109 CO2 652 194 H2S 1.136 331 C1 300 94 C2 1145 303 C3 1.799 416 i-C4 2.037 471 n-C4 2.153 491 i-C5 2.368 542 n-C5 2.480 557 C6+ 2.738 610 Tabel 2
Perkiraan Produksi Gas Lapangan “X” Tahun Produksi (MMscfd) 2011 29.9 2012 18.5 2013 14.1 2014 9.2 2015 5.9 2016 4.4 2017 3.5 2018 2.7 TOTAL 88.2 Tabel 3
Hasil Analisis Gas Lapangan “X” Rata-Rata Semua Sumur
Komposisi Prosentase Nitrogen (N2) , % mol 0,183
Karbondioksida (CO2) , % mol 38,433
Hidrogen Sulfida (H2S) , % mol 3,275
Metan (C1) , % mol 41,21
Etan (C2) , % mol 4,529
Propan (C3) , % mol 4,012
Iso Butan (i-C4) , % mol 1,49
Normal Butan (n-C4) , % mol 2,389
Iso Pentan (i-C5) , % mol 1,243
Normal Pentan (n-C5) , % mol 1,111
Hexan Plus (C6+) , % mol 2,125
Nilai Kalori BTU/cuft 948,8
Kompresibilitas 0,9936
Tabel 4
Perkiraan Feeding Gas Lapangan “X” Tahun Produksi (MMscfd) 2011 10 2012 10 2013 10 2014 9,2 2015 5,9 2016 4,4 2017 3,5 2018 2,7 TOTAL 55,7
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 16
Tabel 5 Tabel 6
Komposisi Gas Awal Komposisi Gas Akhir (Menuju ke Amine Sistem) (Keluar dari Amine Sistem)
Komposisi Prosentase
Nitrogen (N2) , % mol 0,183
Karbondioksida (CO2) , % mol 38,433
Hidrogen Sulfida (H2S) , % mol 3,275
Metan (C1) , % mol 41,21
Etan (C2) , % mol 4,529
Propan (C3) , % mol 4,012
Iso Butan (i-C4) , % mol 1,49
Normal Butan (n-C4) , % mol 2,389
Iso Pentan (i-C5) , % mol 1,243
Normal Pentan (n-C5) , % mol 1,111
Hexan Plus (C6+) , % mol 2,125
Nilai Kalori BTU/cuft 948,8
Tabel 7
SPESIFIKASI ELPIJI BERDASARKAN SK DITJEN NO. 25 K/36/DDJM/1990
Batasan Tes Method
min maks ASTM Lain
Vapour pressure 100oF, psig - 120 D-1257
Weathering test at 36oF, % vol. 95 - D-1837
Copper Corrosion 1 hrs 100oF Max. No.1 Max. No.1 D-1838 Total Sulfur, grains/100 cuft Max. 30 Max. 30 D-3246
Water Content Nil Nil D-2958
Komposisi : D-2163
C2, % vol. - Max. 2.0
C3 dan C4, % vol. Max. 96 -
C5+ (C5 dan heavier), % vol. Nil Max. 2.0
Ethyl or Buthyl mercaptane Nil Nil
Komposisi Prosentase
Nitrogen (N2) , % mol 0,2982
Karbondioksida (CO2) , % mol 5,0000
Hidrogen Sulfida (H2S) , % mol 0,0000
Metan (C1) , % mol 67,161
Etan (C2) , % mol 7,381
Propan (C3) , % mol 6,5385
Iso Butan (i-C4) , % mol 2,4283
Normal Butan (n-C4) , % mol 3,8934
Iso Pentan (i-C5) , % mol 2,0257
Normal Pentan (n-C5) , % mol 1,8106
Hexan Plus (C6+) , % mol 3,4632
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 17
Tabel 8 Data Hasil Run Pemilihan Tekanan dan Temperatur yang Optimum
P Dem T Dem atas T Dem bawah NV Dem NL Dem fraction etan P Depr T Dep T Reflux NV Reflux NL Dep NV Flash tank NL Flash tank N2 CO2 C1 C2 C3 IC4 NC4 IC5 NC5 C6+ LPG
300 25 210 0,83629 0,15371 0,03992 280 300 210 0,05686 0,08685 0,00143 0,05543 0 0,01139 0,02484 0,08888 0,34661 0,15646 0,23873 0,07535 0,05721 0,00053 0,7418 320 35 220 0,83645 0,15355 0,03932 100 240 135 0,07876 0,0648 0,05966 0,01909 0 0,00056 0,00056 0,01073 0,1513 0,16487 0,32577 0,18594 0,1563 0,00397 0,64193 320 35 220 0,83645 0,15355 0,03932 120 260 155 0,08101 0,06255 0,03314 0,04786 0 0,00125 0,0013 0,02168 0,22577 0,17959 0,31737 0,13965 0,11109 0,00229 0,72273 320 35 220 0,83645 0,15355 0,03932 160 300 180 0,08321 0,06035 0,01051 0,0727 0 0,00397 0,00514 0,04828 0,28528 0,17061 0,28259 0,11293 0,08944 0,00176 0.73847 320 35 220 0,83645 0,15355 0,03932 180 300 185 0,07877 0,06478 0,00698 0,07179 0 0,00543 0,00789 0,05781 0,30067 0,16856 0,27385 0,10352 0,08102 0,00125 0.74308 320 35 220 0,83645 0,15355 0,03932 200 300 195 0,07569 0,06786 0,00459 0,0711 0 0,00683 0,0113 0,06488 0,30711 0,16524 0,26632 0,0993 0,07781 0,0012 0.73867 320 35 220 0,83645 0,15355 0,03932 220 300 200 0,07117 0,07238 0,00326 0,06791 0 0,00806 0,01472 0,07106 0,31669 0,16334 0,25979 0,09303 0,07233 0,00097 0.73982 320 35 220 0,83645 0,15355 0,03932 240 300 205 0,06667 0,07689 0,00233 0,06433 0 0,00919 0,01826 0,07656 0,32508 0,16127 0,25347 0,08762 0,06771 0,00082 0.73983 320 35 220 0,83645 0,15355 0,03932 260 300 205 0,06092 0,08263 0,00187 0,05905 0 0,01028 0,02144 0,08289 0,33887 0,15969 0,24607 0,07961 0,06057 0,00057 0.74463 320 35 220 0,83645 0,15355 0,03932 280 300 210 0,05646 0,0871 0,0014 0,05506 0 0,01132 0,02501 0,08803 0,34584 0,15703 0,23956 0,07546 0,05723 0,00052 0.74243 320 35 220 0,83645 0,15355 0,03932 300 300 215 0,05193 0,09162 0,00106 0,05087 0 0,01236 0,02857 0,09318 0,35212 0,15415 0,23302 0,07178 0,05432 0,0005 0.73929 340 45 230 0,83719 0,15281 0,03852 100 240 140 0,07962 0,06319 0,05742 0,0222 0 0,00057 0,00057 0,01079 0,15097 0,16438 0,32475 0,1865 0,1571 0,00437 0,6401 340 45 230 0,83719 0,15281 0,03852 120 260 155 0,08007 0,06274 0,0323 0,04776 0 0,00125 0,00132 0,02158 0,22521 0,18009 0,31807 0,13949 0,11076 0,00222 0,72337 340 45 230 0,83719 0,15281 0,03852 140 280 170 0,08173 0,06107 0,01758 0,06415 0 0,00246 0,00284 0,03568 0,26642 0,17575 0,29668 0,12182 0,09639 0,00196 0,73885 340 45 230 0,83719 0,15281 0,03852 160 300 180 0,08228 0,06052 0,01017 0,07211 0 0,00399 0,00524 0,04788 0,28366 0,17108 0,28355 0,11327 0,08961 0,00172 0,73829 340 45 230 0,83719 0,15281 0,03852 180 300 190 0,0793 0,06351 0,00643 0,07287 0 0,00549 0,00825 0,05693 0,29394 0,16756 0,27443 0,10717 0,08469 0,00154 0,73594 340 45 230 0,83719 0,15281 0,03852 200 300 195 0,07474 0,06807 0,00445 0,07029 0 0,00682 0,01146 0,06415 0,30539 0,16584 0,26748 0,09967 0,07801 0,00118 0,73871 340 45 230 0,83719 0,15281 0,03852 240 300 205 0,06567 0,07714 0,00227 0,0634 0 0,00916 0,01845 0,0757 0,32357 0,16192 0,25462 0,08792 0,06785 0,00081 0,74012 340 45 230 0,83719 0,15281 0,03852 260 300 210 0,0611 0,0817 0,00165 0,05945 0 0,01022 0,02203 0,08083 0,33132 0,15964 0,24829 0,08311 0,06384 0,00071 0,73925 340 45 230 0,83719 0,15281 0,03852 280 300 210 0,05542 0,08738 0,00138 0,05405 0 0,01129 0,02519 0,08715 0,34464 0,15767 0,24058 0,07566 0,05731 0,00051 0,74289 340 45 230 0,83719 0,15281 0,03852 300 300 215 0,05088 0,09193 0,00106 0,04981 0 0,01231 0,02873 0,09231 0,35106 0,15477 0,23399 0,07194 0,05438 0,00049 0,73982 340 45 230 0,83719 0,15281 0,03852 320 300 215 0,04541 0,0974 0,001 0,04441 0 0,01344 0,03181 0,09918 0,36315 0,15177 0,22541 0,06572 0,04914 0,00038 0,74033 360 45 235 0,83518 0,15482 0,04015 100 240 135 0,08007 0,06474 0,06102 0,01906 0 0,00057 0,00058 0,01082 0,1506 0,16445 0,32507 0,18666 0,15715 0,00411 0,64011 360 45 235 0,83518 0,15482 0,04015 120 260 150 0,08083 0,06399 0,03524 0,04559 0 0,00123 0,0013 0,0214 0,22577 0,18166 0,32018 0,1379 0,10865 0,00191 0,72761 360 45 235 0,83518 0,15482 0,04015 100 240 135 0,08007 0,06474 0,06102 0,01906 0 0,00057 0,00058 0,01082 0,1506 0,16445 0,32507 0,18666 0,15715 0,00411 0,64011 360 45 235 0,83518 0,15482 0,04015 120 260 150 0,08083 0,06399 0,03524 0,04559 0 0,00123 0,0013 0,0214 0,22577 0,18166 0,32018 0,1379 0,10865 0,00191 0,72761
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 18
60%
Feedstok Plant Efficiency = 80% Plant Efficiency = 90% Plant Efficiency = 100%
Tahun Gas LPG Lean Gas Kondensat LPG Lean Gas Kondensat LPG Lean Gas Kondensat
MMSCF Ton MMSCF Bbl Ton MMSCF Bbl Ton MMSCF Bbl
2010 - - - - - - - - - -2011 1.633,74 222,50 1.093,25 62.954,62 250,32 1.229,90 70.823,94 278,13 1.366,56 78.693,27 2012 1.633,74 222,50 1.093,25 62.954,62 250,32 1.229,90 70.823,94 278,13 1.366,56 78.693,27 2013 1.633,74 222,50 1.093,25 62.954,62 250,32 1.229,90 70.823,94 278,13 1.366,56 78.693,27 2014 1.458,54 198,64 976,01 56.203,45 223,47 1.098,01 63.228,88 248,30 1.220,01 70.254,31 2015 735,84 100,22 492,40 28.354,89 112,74 553,95 31.899,26 125,27 615,50 35.443,62 2016 407,34 55,48 272,58 15.696,46 62,41 306,65 17.658,52 69,35 340,72 19.620,57 2017 210,24 28,63 140,69 8.101,40 32,21 158,27 9.114,07 35,79 175,86 10.126,75 2018 35,04 4,77 23,45 1.350,23 5,37 26,38 1.519,01 5,97 29,31 1.687,79 80%
Feedstok Plant Efficiency = 80% Plant Efficiency = 90% Plant Efficiency = 100%
Tahun Gas LPG Lean Gas Kondensat LPG Lean Gas Kondensat LPG Lean Gas Kondensat
MMSCF Ton MMSCF Bbl Ton MMSCF Bbl Ton MMSCF Bbl
2010 - - - - - - - - - -2011 2.178,32 296,67 1.457,66 83.939,49 333,76 1.639,87 94.431,92 370,84 1.822,08 104.924,36 2012 2.178,32 296,67 1.457,66 83.939,49 333,76 1.639,87 94.431,92 370,84 1.822,08 104.924,36 2013 2.178,32 296,67 1.457,66 83.939,49 333,76 1.639,87 94.431,92 370,84 1.822,08 104.924,36 2014 1.944,72 264,86 1.301,35 74.937,93 297,96 1.464,01 84.305,18 331,07 1.626,68 93.672,42 2015 981,12 133,62 656,53 37.806,53 150,32 738,60 42.532,34 167,03 820,67 47.258,16 2016 543,12 73,97 363,44 20.928,61 83,22 408,87 23.544,69 92,46 454,30 26.160,77 2017 280,32 38,18 187,58 10.801,86 42,95 211,03 12.152,10 47,72 234,48 13.502,33 2018 46,72 6,36 31,26 1.800,31 7,16 35,17 2.025,35 7,95 39,08 2.250,39 100%
Feedstok Plant Efficiency = 80% Plant Efficiency = 90% Plant Efficiency = 100%
Tahun Gas LPG Lean Gas Kondensat LPG Lean Gas Kondensat LPG Lean Gas Kondensat
MMSCF Ton MMSCF Bbl Ton MMSCF Bbl Ton MMSCF Bbl
2010 - - - - - - - - - -2011 2.722,90 370,84 1.822,08 104.924,36 417,20 2.049,84 118.039,91 463,55 2.277,60 131.155,45 2012 2.722,90 370,84 1.822,08 104.924,36 417,20 2.049,84 118.039,91 463,55 2.277,60 131.155,45 2013 2.722,90 370,84 1.822,08 104.924,36 417,20 2.049,84 118.039,91 463,55 2.277,60 131.155,45 2014 2.430,90 331,07 1.626,68 93.672,42 372,46 1.830,02 105.381,47 413,84 2.033,35 117.090,52 2015 1.226,40 167,03 820,67 47.258,16 187,91 923,25 53.165,43 208,78 1.025,84 59.072,70 2016 678,90 92,46 454,30 26.160,77 104,02 511,09 29.430,86 115,58 567,87 32.700,96 2017 350,40 47,72 234,48 13.502,33 53,69 263,79 15.190,12 59,65 293,10 16.877,91 2018 58,40 7,95 39,08 2.250,39 8,95 43,96 2.531,69 9,94 48,85 2.812,99
Plant Efficiency Effect on Mini LPG Plant Products for RF =
Plant Efficiency Effect on Mini LPG Plant Products for RF =
Plant Efficiency Effect on Mini LPG Plant Products for RF =
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 19
Tabel 10 Fraksi Setiap Stream untuk Masing-Masing Komponen
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 N2 0,0030 0,0030 0,0030 0,0034 0,0034 0,0001 0,0036 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 CO2 0,0500 0,0500 0,0500 0,0547 0,0547 0,0139 0,0589 0,0045 0,0103 0,0103 0,0103 0,0103 0,0007 0,0000 0,0017 0,0017 0,0017 C1 0,6716 0,6716 0,6716 0,7483 0,7483 0,0780 0,8012 0,0088 0,0214 0,0214 0,0214 0,0214 0,0006 0,0000 0,0015 0,0015 0,0015 C2 0,0738 0,0738 0,0738 0,0773 0,0773 0,0482 0,0810 0,0370 0,0829 0,0829 0,0829 0,0829 0,0069 0,0005 0,0165 0,0165 0,0165 C3 0,0654 0,0654 0,0654 0,0586 0,0586 0,1217 0,0417 0,1868 0,3389 0,3389 0,3389 0,3389 0,0867 0,0198 0,1862 0,1862 0,1862 iC4 0,0243 0,0243 0,0243 0,0172 0,0172 0,0802 0,0058 0,1188 0,1597 0,1597 0,1597 0,1597 0,0919 0,0425 0,1654 0,1654 0,1654 nC4 0,0389 0,0389 0,0389 0,0246 0,0246 0,1514 0,0062 0,2063 0,2461 0,2461 0,2461 0,2461 0,1801 0,1030 0,2947 0,2947 0,2947 iC5 0,0203 0,0203 0,0203 0,0085 0,0085 0,1114 0,0010 0,1186 0,0796 0,0796 0,0796 0,0796 0,1442 0,1312 0,1635 0,1635 0,1635 nC5 0,0181 0,0181 0,0181 0,0065 0,0065 0,1071 0,0006 0,1075 0,0606 0,0606 0,0606 0,0606 0,1384 0,1398 0,1363 0,1363 0,1363 C6+ 0,0346 0,0346 0,0346 0,0009 0,0009 0,2881 0,0000 0,2117 0,0006 0,0006 0,0006 0,0006 0,3506 0,5633 0,0342 0,0342 0,0342 Sum 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0001 1,0000 1,0000 1,0000
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 20
Tabel 11 Cash Flow Usaha Produk Kilang Mini LPG (Most Probable)
Interest Rate 10%
Harga jual produk
- LPG campuran, US$/ton 588
- Lean Gas, US$/MMBTU 4,0
- Kondensat, US$/bbl 63,72
Harga beli Gas Bumi, US$/MMBTU 1,8
Investasi awal, US$ 15457000
- Kapital, US$ 14707000
- Non Kapital, US$ 750000
Biaya Operasi,US$/MMBTU 0,5 Company
Depreciation rate 20% NPV @ 10% (US$ 1000) 1.008,35
PPN 10% INTEREST RATE OF RETURN (IRR) 13%
PPh 25% POT (years) 4,88
PBB dan pajak lokal lain, Rp./tahun 5000000 Company Profit (US$ 1000) 6.244,43
Nilai tukar rupiah, Rp./US$ 10000 PIR ($/$) 0,40
Feedstok Gas, BTU/cu ft 948,8 Company Take (US$ 1000) 28.271,14
Lean Gas, BTU/cu ft 998,25 Gas Company
Recovery Factor 80% Gas Company Take (US$ 1000) 21.285,88
Plant Efficiency 90% Government
Project Life Time, year 8 Government Take (US$ 1000) 10.965,83
Feedstok PPN & Gross Biaya Biaya Net
Tahun Gas LPG Lean Gas Kondensat LPG Lean Gas Kondensat Cash-in Local Tax Income Operasi Feedstock Depresiasi PKN PPh Income
MMSCF Ton MMSCF Bbl (US$ 1000) (US $ 1000) (US $ 1000) (US $ 1000) (US $ 1000) (US$ 1000) (US$ 1000) (US$ 1000)
2010 - - - - - - - - - - - - - - - -2011 2.920,00 333,76 1.639,87 94.431,92 196,25 6.548,01 6.017,20 12.761,46 1.276,65 11.484,81 1.385,25 4.986,89 2.941,40 2.171,27 542,82 1.628,45 2012 2.920,00 333,76 1.639,87 94.431,92 196,25 6.548,01 6.017,20 12.761,46 1.276,65 11.484,81 1.385,25 4.986,89 2.941,40 2.171,27 542,82 1.628,45 2013 2.920,00 333,76 1.639,87 94.431,92 196,25 6.548,01 6.017,20 12.761,46 1.276,65 11.484,81 1.385,25 4.986,89 2.941,40 2.171,27 542,82 1.628,45 2014 2.606,86 297,96 1.464,01 84.305,18 175,20 5.845,81 5.371,93 11.392,94 1.139,79 10.253,14 1.236,70 4.452,11 2.941,40 1.622,94 405,74 1.217,21 2015 1.315,17 150,32 738,60 42.532,34 88,39 2.949,24 2.710,16 5.747,79 575,28 5.172,51 623,92 2.246,11 2.941,40 0,00 0,00 (638,92) 2016 728,04 83,22 408,87 23.544,69 48,93 1.632,61 1.500,27 3.181,81 318,68 2.863,13 345,38 1.243,38 0,00 1.274,37 318,59 955,77 2017 375,76 42,95 211,03 12.152,10 25,25 842,64 774,33 1.642,23 164,72 1.477,50 178,26 641,74 0,00 657,50 164,37 493,12 2018 62,63 7,16 35,17 2.025,35 4,21 140,44 129,06 273,70 27,87 245,83 29,71 106,96 0,00 109,17 27,29 81,87 60.522,85 6.994,43
Cash Discounted Cum. Disc. Company Government Gas Company Total
Tahun Flow Cash Flow Cash Flow Take Take Take Take
(US $ 1000) (US $ 1000) (US $ 1000) (US$ 1000) (US$ 1000) (US$ 1000) (US$ 1000)
2010 (15.457,00) (15.457,00) (15.457,00) 0,00 0,00 0,00 0,00 2011 4.569,85 4.154,41 (11.302,59) 5.955,10 2.318,15 4.488,20 12.761,46 2012 4.569,85 3.776,74 (7.525,85) 5.955,10 2.318,15 4.488,20 12.761,46 2013 4.569,85 3.433,40 (4.092,45) 5.955,10 2.318,15 4.488,20 12.761,46 2014 4.158,61 2.840,38 (1.252,06) 5.395,30 1.990,74 4.006,89 11.392,94 2015 2.302,48 1.429,66 177,60 2.926,40 799,89 2.021,50 5.747,79 2016 955,77 539,51 717,11 1.301,16 761,61 1.119,04 3.181,81 2017 493,12 253,05 970,16 671,38 393,27 577,57 1.642,23 2018 81,87 38,20 1.008,35 111,58 65,86 96,26 273,70 6.244,43 1.008,35 28.271,14 10.965,83 21.285,88 60.522,85
Produk Kilang Revenue, US$ 1000
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 21
No. Parameter Minimum Most Probable Maksimum
1 Interest Rate, % 8% 10% 12%
2 Jual LPG, US$/ton 400 588 800
3 Jual Lean Gas, US$/MMBTU 2 4 6
4 Jual Kondensat, US$/bbl 50 63,72 80
5 Recovery Faktor, % 60% 80% 100%
6 Plant Efficiency, % 80% 90% 100%
No Kondisi NPV IRR POT Company PIR Company Gas Company Government
Profit Take Take Take
(US$ million) Years (US$ million) (US$ million) (US$ million) (US$ million)
1 MP 1,01 13% 4,88 6,24 0,45 28,27 21,29 10,97
2 IR-L 1,88 13% 4,40 6,24 0,45 28,27 21,29 10,97
3 IR-H 0,21 13% 6,21 6,24 0,45 28,27 21,29 10,97
4 LPG-L 0,62 12% 5,35 5,73 0,42 27,76 21,29 10,74
5 LPG-H 1,18 13% 4,76 6,48 0,47 28,50 21,29 11,07
6 LG-L (7,79) Tak terdefinisi Tak Tercapai (5,40) (0,30) 16,62 21,29 7,08
7 LG-H 9,05 31% 2,72 16,89 1,14 38,91 21,29 15,85
8 K-L (1,49) 6% Tak Tercapai 2,86 0,23 24,89 21,29 9,10
9 K-H 4,84 22% 3,44 11,34 0,78 33,36 21,29 13,18
10 RF-L (2,53) 3% Tak Tercapai 1,55 0,15 21,94 15,96 8,92
11 RF-H 4,58 21% 3,50 11,00 0,76 34,67 26,61 14,44
12 EF-L (2,52) 3% Tak Tercapai 1,56 0,15 23,59 21,29 8,92
13 EF-H 4,58 21% 3,50 10,99 0,76 33,02 21,29 13,01
16 Worst (25,59) Tak terdefinisi Tak Tercapai (28,15) (1,77) (7,77) 15,96 2,89
17 Best 30,60 80% 1,32 48,45 3,18 72,12 26,61 32,48
Keterangan
MP = Most Probable LG = Jual Lean Gas EF = Plant Efficiency IR = Interest Rate K = Jual Kondensat H = Nilai Maksimum LPG = Jual LPG RF = Recovery Factor L = Nilai Minimum
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 22 Gambar 1 Flowchart Proses Optimasi
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 23 0 5 10 15 20 25 30 35 2011 2012 2013 2014 2015 2016 2017 2018 P ro duk si ( M M sc fd) Tahun
Perkiraan Produksi
0 2 4 6 8 10 12 2011 2012 2013 2014 2015 2016 2017 2018 P ro duk si ( M M sc fd) TahunPerkiraan Feeding Gas untuk Mini LPG Plant
Gambar 2 Absorber dan Stripper 4)
Gambar 3 Fraksinator 9)
Gambar 4 Perkiraan Produksi Gas Lapangan “X”
Gambar 5 Perkiraan Feeding Gas untuk Mini LPG Plant
Gambar 6 Penentuan Sistem CO2 dan H2S
Removal 7)
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 24 Gambar 7 Flowchart Program LPG Simulator
Sesuai dengan jumlah komponen
Sesuai dengan jumlah komponen
Input: Data Komposisi Flare Gas
(nj, zj, P, T, ΔP, ΔT)
Start
Perhitungan Sifat Fisik (n, Tb, Pc, Pvj, b)
Perhitungan Konstanta kesetimbangan (Standing Correlation)
Perhitungan Fraksi Fasa [x,y,ng, nL]
(Tarek Ahmad Procedure)
Sesuai dengan jumlah komponen P+ΔP= Sesuai dengan tekanan akhir Output Ya Ya Ya Ya Tidak Tidak Tidak Tidak
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 25 -1 2 3 4 5 6 7 11
MANIFOLD SEPARATOR COOLING
PROCESS FLOW DIAGRAM (PFD)
FASILITAS SUKOWATI
PERMINYAKAN - ITB DISADUR OLEH : RUDI RUBIANDINI R.S.
TANGGAL : 13 DESEMBER 2010 STREAM NO. 1. PHASE 2. TEKANAN (Psia) 3. TEMPERATUR ( OF) 4. LAJU GAS (MMSCFD) 5. LAJU LIQUID (STBPD) 6. LAJU LIQUID (TON/D)
1 2 3 4 5 6 7 8 9 10 11
MIX GAS GAS GAS GAS GAS GAS LIQ LIQ 300 300 250 250 200 55 35 320 250 14.7 220 250 250 250 250 250 120 90 35 90 90 29.9 10 6.4 -7.46 -- - - 315.4 359.33 - - - 1.27 350 LIQ 4 24 - 20.000 24 14 -GAS PAD A SKWT PAD B SKWT PAD C SKWT MEMBRANE SEPARATION POWER GENERATOR 10" pipeline Future Water Injection 16" pipeline MINI LPG PLANT Gas LPG Kondensat SCRUBBING CO2 dan H2S Removal 8 9 10
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 26
1
PROCESS FLOW DIAGRAM (PFD) CO2 DAN H2S REMOVAL
PERMINYAKAN - ITB DISADUR OLEH : RUDI RUBIANDINI R.S.
TANGGAL : 13 DESEMBER 2010 STREAM NO. 1. PHASE 2. TEKANAN (Psia) 3. TEMPERATUR ( OF) 4. LAJU GAS (MMSCFD) 5. LAJU LIQUID (STBPD) 6. LAJU LIQUID (TON/D)
1 2 GASGAS 35 120 90 10 -- -55 7.46 -2 Heat Exchanger Amine-Amine Exchanger Heat Exchanger Reflux Accumulator Reboiler Pump Pump Amine Charcoal Absorber Amine Contractor Overhead Scrubber Mini LPG Plant Water Amine Regenerator Water
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 27 2 6.58 KE MAIN LINE KE TRUK LPG KE FLARE / DECOMPRESS KE TRUK KONDENSATE DARI FLARE 1 2 3 4 5 6 7 8 9 10 12 13 14 15 16 17
2-STAGE KOMPRESOR SEPARATOR
REFRIGERANT DEMETANIZER DEETANIZER DEPROPANIZER DEBUTANIZER REFLAX COOLER FLASH TANK TANKI LPG 5 TON T.KONDESATE 400 Bbl POMPA
PROCESS FLOW DIAGRAM (PFD)
MINI LIQUIFIED PETROLEUM GAS (LPG) PLANT
PERMINYAKAN - ITB DISADUR OLEH : RUDI RUBIANDINI R.S.
TANGGAL : 13 DESEMBER 2010 11 STREAM NO. 1. PHASE 2. TEKANAN (Psia) 3. TEMPERATUR ( O F) 4. LAJU GAS (MMSCFD) 5. LAJU LIQUID (STBPD) 6. LAJU LIQUID (TON/D)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
GASMIX GAS LIQ GAS LIQ GAS GAS LIQ LIQ LIQ LIQ GAS GAS GAS 400 380 360 340 340 320 320 260 240 180 250 260 14,7 90 90 90 90 25 90 35 220 300 90 90 90 300 90 90 90 90 7.46 6.24 0.45 0.45 0.01 944.18 552.24 359.33 1.27 1.27 - - - - -- - 224.29 - - - 315.43 315.43 - - -- - - - -- - - -35 MIX -180 14,7 14,7 6.56 742.81 724.85 6.61 6.29 705.96 0.25 0.26 MIX
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 28
REVENUE dari LPG, Lean Gas, dan
Kondensat
GROSS Income
PPN 10% + Local
Tax
Biaya
Feedstock
(Beli Gas)
Biaya O&M
Overhead
Investasi
Depresiasi
PKN
(Penghasilan Kena
Pajak)
PPh 25%
NET
Income
Government Take
(Penerimaan
Pemerintah)
Company Take
(Penerimaan
Perusahaan)
Gas Company Take
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 29 Gambar 13 Sensitivitas Parameter Terhadap NPV
Gambar 14 Sensitivitas Parameter Terhadap IRR
Gambar 15 Sensitivitas Parameter Terhadap POT (10.00) (8.00) (6.00) (4.00) (2.00) 0.00 2.00 4.00 6.00 8.00 10.00 IR LPG LG Kond RF EF NP V (US $ M il li o n )
Sensitivitas Parameter terhadap NPV
Minimum Most Probable Maksimum 0% 5% 10% 15% 20% 25% 30% 35% IR LPG LG Kond RF EF IR R
Sensitivitas Parameter terhadap IRR
Minimum Most Probable Maksimum 0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 IR LPG LG Kond RF EF P O T ( T a hun)
Sensitivitas Parameter terhadap POT
Minimum Most Probable Maksimum
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 30 Gambar 16 Sensitivitas Parameter Terhadap Company Profit
Gambar 17 Sensitivitas Parameter Terhadap PIR
Gambar 18 Sensitivitas Parameter Terhadap Company Take (10.00) (5.00) 0.00 5.00 10.00 15.00 20.00 IR LPG LG Kond RF EF C om p an y P rof it ( U S $ M il li on )
Sensitivitas Parameter terhadap Company Profit
Minimum Most Probable Maksimum (0.40) (0.20) 0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 IR LPG LG Kond RF EF P IR (US $ / US $ )
Sensitivitas Parameter terhadap PIR
Minimum Most Probable Maksimum 0.00 5.00 10.00 15.00 20.00 25.00 30.00 35.00 40.00 45.00 IR LPG LG Kond RF EF C om p an y T ak e (U S $ M il li on )
Sensitivitas Parameter terhadap Company Take
Minimum Most Probable Maksimum
Reza Yudha Pramono – 12206053 | Semester II 2010/2011 31 Gambar 19 Sensitivitas Parameter Terhadap Gas Company Take
Gambar 20 Sensitivitas Parameter Terhadap Government Take 0.00 5.00 10.00 15.00 20.00 25.00 30.00 IR LPG LG Kond RF EF G as C om p an y T ak e (U S $ M il li on )
Sensitivitas Parameter terhadap Gas Company
Take
Minimum Most Probable Maksimum 0.00 2.00 4.00 6.00 8.00 10.00 12.00 14.00 16.00 18.00 IR LPG LG Kond RF EF G o v er n m en t T ak e (U S $ M il li on )Sensitivitas Parameter terhadap Government
Take
Minimum Most Probable Maksimum