Saat window catat waktu selesai dibuka, staf produksi harus memasukkan jenis proses dan periode penjadwalan yang akan dicatat waktu selesai pesanannya. Sistem akan menampilkan data pesanan produksi beserta jadwal produksi untuk periode penjadwalan yang dipilih. Setelah itu, staf produksi dapat menekan tombol catat waktu dan sistem kemudian akan membandingkan waktu penyelesaian pesanan dari proses yang dipilih dan ditampilkan pada kolom yang tersedia. Selanjutnya staf produksi dapat menyimpan data tersebut dan mencatat waktu penyelesaian dari proses lainnya.
xi. Form Cetak Jadwal Produksi
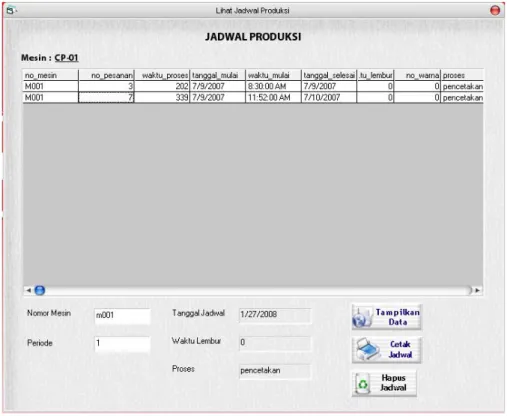
Saat window lihat jadwal produksi dibuka, staf produksi harus memasukkan nomor mesin dan periode yang akan ditampilkan dan dicetak jadwal produksinya. Jadwal produksi ini akan dicetak dalam sebuah laporan jadwal produksi yang akan digunakan untuk mengalokasikan pesanan pada mesin di lantai produksi.
xii. Form Lihat Utilisasi Mesin
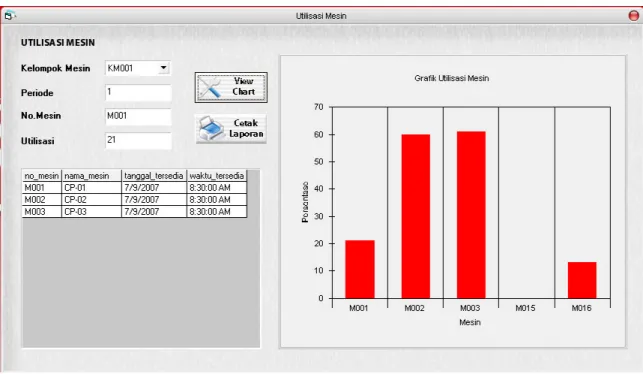
Gambar 4.58 Window Lihat Utilisasi Mesin
Saat window lihat utilisasi mesin dibuka, staf produksi harus memasukkan kelompok mesin yang akan dilihat utilisasi mesinnya. Pengguna sistem juga dapat melakukan perbandingan utilisasi mesin dari beberapa periode sebelumnya atau dengan mesin lainnya. Hasil dari utilisasi mesin ini dapat dicetak menjadi sebuah laporan utilisasi mesin.
xiii. Laporan Jadwal Produksi
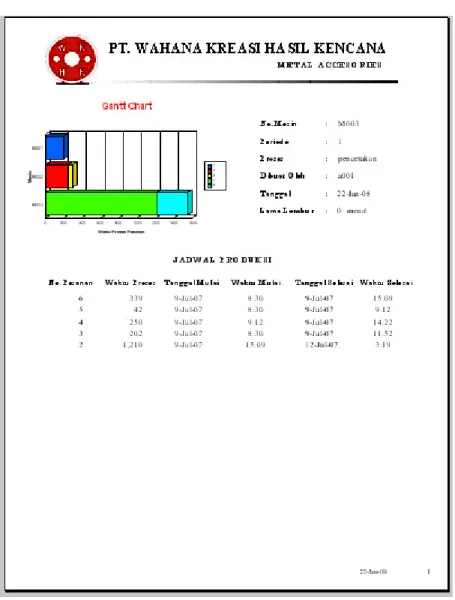
Gambar 4.59 Contoh Laporan Jadwal Produksi
Laporan jadwal produksi yang dicetak berisi informasi mengenai data mesin serta keterangan jadwal produksi yang dibuat dimana setiap pesanan yang harus dikerjakan oleh sistem dicetak untuk digunakan pada lantai produksi. Selain itu, terdapat juga gantt chart untuk menggambarkan keadaan mesin lain dari kelompok mesin yang sama untuk periode penjadwalan yang berjalan yang dapat digunakan sebagai gambaran keadaan mesin lainnya.
xiv. Laporan Utilisasi Mesin
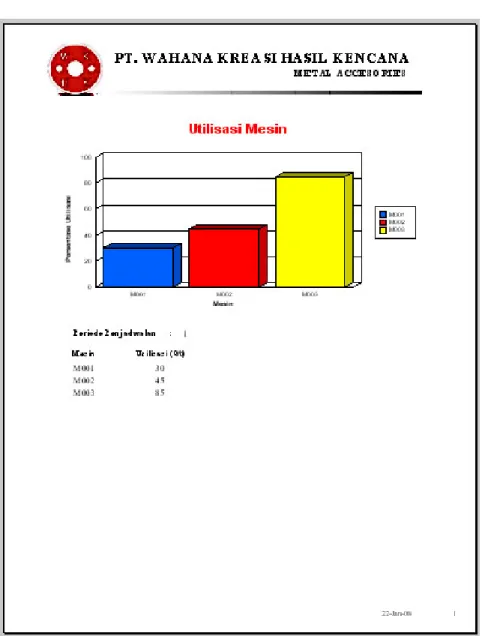
Gambar 4.60 Contoh Laporan Utilisasi Mesin
Laporan utilisasi mesin berisi informasi mengenai utilisasi dari setiap kelompok mesin pada suatu periode penjadwalan tertentu yang dapat digunakan dalam mendukung pengambilan keputusan bagi pihak manajemen perusahaan. Hasil ditampilkan dalam bentuk sebuah grafik sekaligus dengan rincian dari utilisasi setiap mesinnya.
4.2.11.3.4 Technical Platform
Sistem dikembangkan untuk digunakan pada PC dengan bahasa pemrograman berorientasi objek Visual Basic 6.0 dan Microsoft Windows Access sebagai dasar pembuatan databasenya. User interface dirancang dengan menggunakan MDI form dan form untuk digunakan pada sistem operasi berbasis Microsoft windows. Sistem dioperasikan dengan menggunakan hardware berupa keyboard, mouse, printer.
4.2.11.4 Recommendations
4.2.11.4.1 The System’s Usefulness and Feasibility
Bagi staf produksi, sistem dapat membantu staf produksi dalam membuat jadwal produksi untuk seluruh mesin pada lantai produksi baik dari bagian pencetakan, bagian pewarnaan dan bagian perakitan. Sistem juga dapat mendukung pelacakan terhadap status penyelesaian pesanan hingga informasi keberadaan pesanan pada suatu waktu jika dibutuhkan sehingga staf produksi dapat mengetahui keberadaan pesanan tersebut pada lantai produksi. Sistem juga dapat menghitung waktu penyelesaian pesanan produk sehingga bagian pemasaran dapat menggunakannya sebagai informasi bila pelanggan menanyakan status penyelesaian pesanannya.
Bagi supervisor pencetakan dan supervisor pewarnaan, sistem dapat menyimpan seluruh data mesin dan produk dari lantai produki yang digunakan sehingga informasi mengenai perubahan data dari lantai produksi dapat diantisipasi untuk penjadwalan periode berikutnya sehingga hasil penjadwalan dapat terjaga keakuratannya dan handal. Sistem juga dapat menampilkan hasil
jadwal produksi yang telah dibuat sehingga mempermudah supervisor pencetakan dan supervisor pewarnaan dalam mengalokasikan tenaga kerja pada mesin sesuai jadwal produksi yang telah dibuat.
Bagi pihak manajemen perusahaan, sistem juga dapat memberikan informasi mengenai utilisasi dari setiap mesin untuk setiap periode produksi sehingga pihak manajemen dapat menggunakannya dalam mempertimbangkan penambahan mesin jika diperlukan.
4.2.11.4.2 Strategy
Sistem yang dikembangkan akan diuji coba terlebih dahulu dengan menggunakannya selama beberapa waktu bersamaan dengan penjadwalan secara manual (paralel conversion) agar pengguna sistem (user) dapat menyesuaikan diri dengan sistem yang baru. User yang akan menggunakan sistem terdiri atas staf produksi, supervisor pencetakan, supervisor pewarnaan dan manajer produksi.
4.2.12 Design document 4.2.12.1 The Task 4.2.12.1.1 Tujuan
Sistem penjadwalan produksi yang dirancang bertujuan untuk mendukung staf produksi PT. WKHK dalam membuat jadwal produksi seluruh pesanan pada semua mesin lantai produksi yang dimulai dari perhitungan waku target
penyelesaian pesanan periode berjalan hingga tanggal penyelesaian pesanan diketahui. Sistem juga dapat mencetak jadwal produksi untuk dapat digunakan oleh supervisor pencetakan dan supervisor pewarnaan dalam mengalokasikan
mesin yang akan digunakan. Sistem juga akan menghasilkan laporan mengenai utilisasi mesin untuk setiap periode berjalan yang akan digunakan oleh pihak manajemen perusahaan sebagai dukungan dalam membuat keputusan strategis terhadap kebutuhan mesin pada lantai produksi.
4.2.12.1.2 Perbaikan Analisa
Hasil revisi dari class diagram akan menampilkan sebuah class baru yaitu class rincian periode sebagai class yang akan menyimpan data dari utilisasi setiap mesin pada periode berjalan. Selain itu, class diagram juga mengalami penghapusan sejumlah kelas yang berubah menjadi atribut yaitu pada class karyawan, class kelompok mesin dan class jadwal produksi.
4.2.12.1.3 Quality Goals
Target kualitas perancangan sistem penjadwalan produksi PT. WKHK harus memenuhi beberapa kriteria yang terpenting yaitu kriteria usable, correct, reliable, flexible dan comprehensible karena kriteria-kriteria tersebut mempengaruhi kelayakan penggunaan sistem penjadwalan produksi yang dirancang secara umum. Kriteria lain yang juga perlu diperhatikan adalah kriteria testable dan maintainable. Kriteria testable dianggap penting karena sistem dirancang untuk dapat mendukung operasional dari bagian produksi sehingga seluruh fungsi sistem harus berjalan dengan baik. Kriteria maintainable dianggap penting karena mengingat sistem digunakan untuk mendukung penjadwalan seluruh pesanan yang masuk maka perlu segera diperbaiki jika terjadi kerusakan untuk memastikan kelancaran operasional pada lantai produksi.
Kriteria secure dianggap kurang penting karena sistem penjadwalan produksi tidak memiliki data yang sifatnya kritis dan rahasia. Kriteria efficient dianggap tidak relevan karena sistem penjadwalan produksi yang dirancang membutuhkan investasi baru dalam hal technical platform sehingga seluruh fasilitas baru menyesuaikan kebutuhan sistem. Kriteria reuseable dianggap tidak relevan karena sistem penjadwalan produksi memiliki keunikan tersendiri untuk setiap jenis produksinya sehingga tidak dapat digunakan pada sistem lainnya. Kriteria portable dianggap tidak relevan karena sistem penjadwalan produksi hanya digunakan pada lantai produksi sedangkan kriteria interoperable dianggap tidak relevan karena sistem penjadwalan produksi yang dirancang merupakan sistem informasi pertama yang dimiliki perusahaan.
Tabel 4.145 Quality Goals
Criterion Very Important Important Less Important Irrelevant Easily Fulfilled Usable √ Secure √ Efficient √ Correct √ Reliable √ Maintainable √ Testable √ Flexible √ Comprehensible √ Reusable √ Portable √ Interoperable √
4.2.12.2 Technical Platform 4.2.12.2.1 Equipment
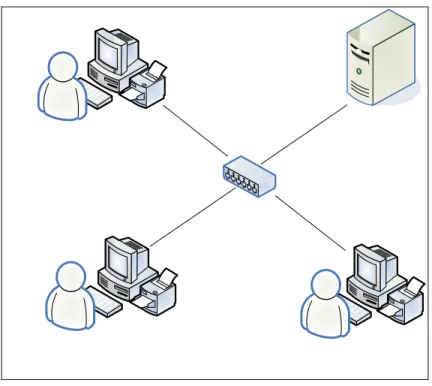
Sistem penjadwalan produksi ini dirancang untuk digunakan pada PC dengan spesifikasi minimum processor Intel® Pentium 4 ® 2.40 GHz, 256 MB RAM, HDD 20 GB. Sedangkan rekomendasi spesifikasi minimum untuk PC Server adalah processor Intel® Pentium® IV 2.40 GHz, 768 MB RAM, HDD 160 GB. Sistem penjadwalan produksi akan menggunakan jaringan LAN untuk menghubungkan komputer client dengan server dengan menggunakan sebuah switch 12 port dan kabel LAN.
Gambar 4.61 Jaringan Komputer PT. WKHK
4.2.12.2.2 System software
Sistem penjadwalan produksi ini dirancang dengan menggunakan bahasa pemrograman Visual Basic 6.0 dengan rancangan database menggunakan
Microsoft Access 2003 dan pembuatan laporan dengan Crystal Report 8.5. Sistem operasi yang direkomendasikan adalah Windows XP Service Pack 1.
4.2.12.2.3 System Interfaces
Sistem memerlukan sebuah PC dengan sebuah printer deskjet untuk setiap PC client untuk mencetak jadwal produksi dan laporan – laporan yang dihasilkan oleh sistem.
4.2.12.2.4 Design Languange
Rancangan sistem penjadwalan produksi PT. WKHK ini menggunakan notasi UML untuk menggambarkan seluruh rancangan dengan menggunakan class diagram, statechart diagram, use case diagram, sequence diagram, navigation diagram, component diagram, dan deployment diagram. Piranti lunak yang digunakan untuk perancangan notasi UML adalah Microsoft Visio 2003.
4.2.12.3 Architecture
4.2.12.3.1 Component Architecture
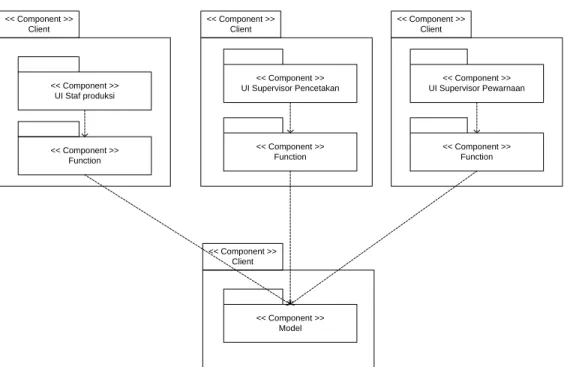
Component architecture yang digunakan pada sistem penjadwalan produksi ini adalah pola arsitektur client-server dengan bentuk distribusi data menggunakan centralized data. Setiap komponen client memiliki user interface dan function, sedangkan pada server hanya terdapat model.
<< Component >> UI Staf produksi << Component >> UI Supervisor Pencetakan << Component >> UI Supervisor Pewarnaan << Component >> Function << Component >> Function << Component >> Function << Component >> Client << Component >> Client << Component >> Client << Component >> Client << Component >> Model
Gambar 4.62 Component Diagram
4.2.12.3.2 Process Architecture
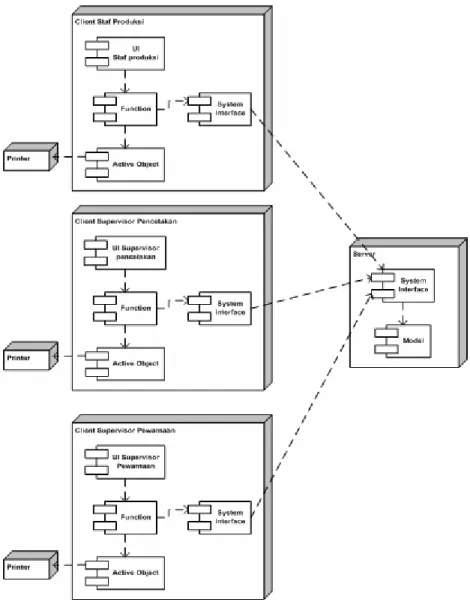
Process architecture yang digunakan pada sistem penjadwalan produksi ini adalah distributed pattern. Seluruh data akan ditampung dalam sebuah server sebagai model agar data lebih akurat dan konsisten.
Gambar 4.63 Deployment Diagram 4.2.12.3.3 Standards
Seluruh rancangan sistem penjadwalan produksi PT. WKHK menggunakan bahasa Indonesia kecuali pada beberapa tombol tertentu seperti cancel, reset, OK, first, previous, next dan last. Seluruh user interface memiliki warna dasar yang sama yaitu warna abu–abu dan seluruh warna field dan grid yang seragam. Seluruh tombol pada tampilan memilki gambar icon yang menunjukkan kegunaan tombol dan pada beberapa tombol memiliki icon yang
konsisten pada seluruh tampilan yaitu tombol tambah, simpan, reset, hapus, perbaharui, batal dan kembali.
4.2.12.4 Components
4.2.12.4.1 Model Component
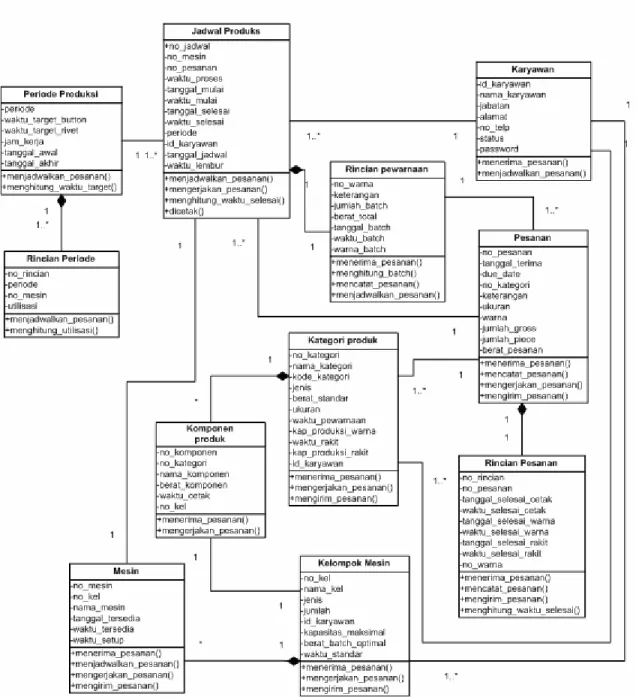
Class diagram yang direvisi akan memunculkan sebuah class baru yaitu class rincian periode karena adanya private event yang berbentuk iterasi (Mathiassen et al., 2000, p240) antara class periode dengan class mesin. Class rincian periode akan berisi informasi mengenai utilisasi dari setiap mesin yang terbentuk saat objek periode terbentuk. Menurut Mathiassen et al. (2000, pp243-244), class yang memiliki atribut yang sama dapat disederhanakan ke dalam sebuah class yang dapat mewakili class-class yang beratribut sama tersebut. Class diagram yang direvisi menghapus beberapa subclass dengan penambahan atribut pada superclass untuk mewakili class yang dihapus yaitu : • Class staf produksi, class supervisor pencetakan, class supervisor
pewarnaan dihapus dan atribut ‘jabatan’ akan ditambahkan pada class karyawan.
• Class mesin pounch , class mesin warna dan class mesin assembly dihapus dan atribut ‘jenis’ akan ditambahkan pada class kelompok mesin. • Class jadwal produksi pencetakan, class jadwal produksi pewarnaan dan
class jadwal produksi perakitan dihapus dan atribut ‘proses’ akan ditambahkan pada class jadwal produksi.
4.2.12.4.2 Function Component
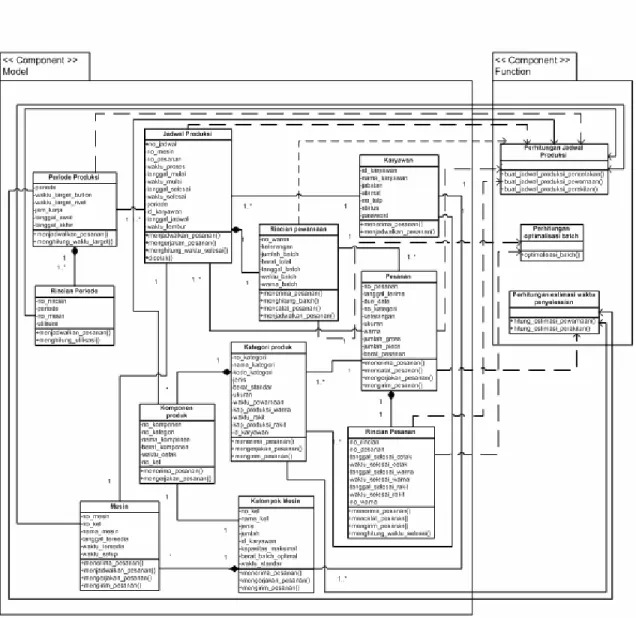
Menurut Mathiassen et al. (2000, pp251-253) tahap selanjutnya dalam setelah model component terbentuk adalah function component. Hasil dari perancangan function component adalah berupa diagram yang menghubungkan class diagram yang telah direvisi yang dilengkapi dengan operasi dan spesifikasi operasi yang kompleks.
Gambar 4.65 Revised Class Diagram dengan Pola Function-Class Placement
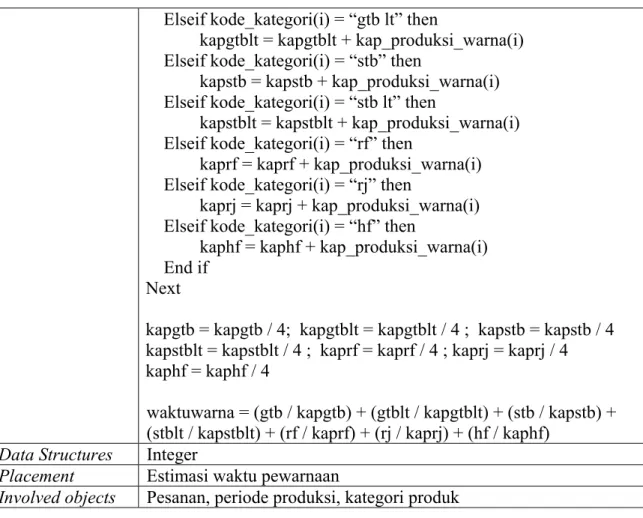
4.2.12.4.3 Operation Specification
1. Operation specification hitung estimasi waktu penyelesaian pewarnaan pesanan Tabel 4.146 Operation specification hitung estimasi waktu penyelesaian pewarnaan
pesanan
Name Hitung estimasi waktu penyelesaian pewarnaan pesanan Category X Active _ Passive _ Update X Read X Compute _ Signal
Purpose Menghitung waktu estimasi penyelesaian pewarnaan pesanan Input Data no_pesanan, tanggal_terima, due_date, jumlah_gross, no_kategori,
kap_produksi_warna
Conditions Terdapat pesanan yang akan dijadwalkan
Effect Hasil berupa estimasi waktu pewarnaan ditampilkan pada Estimasi Waktu Pewarnaan dalam user interface
Algorithm (“SELECT * FROM Pesanan WHERE tanggal_terima > tanggal_awal_periode AND tanggal_terima <
tanggal_akhir_periode”) For i =1 to jumlahpesanan If pesanan(i) = “gtb” Then gtb = gtb + jumlah_gross(i) Elseif pesanan(i) = “gtb lt” then gtb lt = gtb lt + jumlah_gross(i) Elseif pesanan(i) = “stb” then stb = stb + jumlah_gross(i) Elseif pesanan(i) = “stb lt” then stb lt = stb lt + jumlah_gross(i) Elseif pesanan(i) = “rf” then
rf = rf + jumlah_gross(i) Elseif pesanan(i) = “rj” then rj = rj + jumlah_gross(i) Elseif pesanan(i) = “hf” then hf = hf + jumlah_gross(i) End if
Next
(“SELECT * FROM kategori_produk”) For i = 1 to jumlahkategori
If kode_kategori(i) = ”gtb” Then
Tabel 4.147 Operation specification hitung estimasi waktu penyelesaian pewarnaan pesanan (lanjutan)
Elseif kode_kategori(i) = “gtb lt” then
kapgtblt = kapgtblt + kap_produksi_warna(i) Elseif kode_kategori(i) = “stb” then
kapstb = kapstb + kap_produksi_warna(i) Elseif kode_kategori(i) = “stb lt” then
kapstblt = kapstblt + kap_produksi_warna(i) Elseif kode_kategori(i) = “rf” then
kaprf = kaprf + kap_produksi_warna(i) Elseif kode_kategori(i) = “rj” then
kaprj = kaprj + kap_produksi_warna(i) Elseif kode_kategori(i) = “hf” then
kaphf = kaphf + kap_produksi_warna(i) End if
Next
kapgtb = kapgtb / 4; kapgtblt = kapgtblt / 4 ; kapstb = kapstb / 4 kapstblt = kapstblt / 4 ; kaprf = kaprf / 4 ; kaprj = kaprj / 4 kaphf = kaphf / 4
waktuwarna = (gtb / kapgtb) + (gtblt / kapgtblt) + (stb / kapstb) + (stblt / kapstblt) + (rf / kaprf) + (rj / kaprj) + (hf / kaphf)
Data Structures Integer
Placement Estimasi waktu pewarnaan
2. Operation specification hitung estimasi waktu penyelesaian pewarnaan pesanan Tabel 4.148 Operation specification hitung estimasi waktu penyelesaian perakitan
pesanan
Name Hitung estimasi waktu penyelesaian perakitan pesanan Category X Active _ Passive _ Update X Read X Compute _ Signal
Purpose Menghitung waktu estimasi penyelesaian perakitan pesanan
Input Data no_pesanan, tanggal_terima, due_date, jumlah_gross, no_kategori, kap_produksi_rakit
Conditions Terdapat pesanan yang akan dirakit
Effect Hasil berupa estimasi waktu perakitan ditampilkan pada Estimasi Waktu Perakitan dalam user interface
Algorithm (“SELECT * FROM Pesanan WHERE tanggal_terima >
tanggal_awal_periode AND tanggal_terima < tanggal_akhir_periode AND jenis = ‘rakit’ ”)
For i =1 to jumlahpesanan If ukuran(i) = “14” Then
b14 = b14 + jumlah_gross(i) Elseif ukuran (i) = “15” then b15 = b15 + jumlah_gross(i) Elseif ukuran (i) = “17” then b17 = b17 + jumlah_gross(i) Elseif ukuran (i) = “20” then b20 = b20 + jumlah_gross(i) End if
Next
(“SELECT * FROM kategori_produk”) For i = 1 to jumlahkategori
If ukuran(i) = ”14” Then
kaprakit14 = kaprakit14 + kap_produksi_rakit(i) Elseif ukuran (i) = “15” then
kaprakit15 = kaprakit15 + kap_produksi_rakit(i) Elseif ukuran (i) = “17” then
kaprakit17 = kaprakit17 + kap_produksi_rakit(i) Elseif ukuran (i) = “20” then
Kaprakit20 = kaprakit20 + kap_produksi_rakit(i) End if
Tabel 4.149 Operation specification hitung estimasi waktu penyelesaian perakitan pesanan (lanjutan) kaprakit14 = kaprakit14 / 4 kaprakit15 = kaprakit15 / 4 kaprakit17 = kaprakit17 / 4 kaprakit20 = kaprakit20 / 4
wakturakit = (b14 / kaprakit14) + (b15 / kaprakit15) + (b17 / kaprakit17) + (b20 / kaprakit20)
Data Structures Integer
Placement Estimasi waktu perakitan
3. Operation specification buat jadwal pencetakan produksi mesin
Tabel 4.150 Operation specification but jadwal pencetakan produksi mesin Name Buat jadwal pencetakan produksi mesin
Category X Active _ Passive X Update X Read X Compute _ Signal
Purpose Membuat jadwal produksi pencetakan dari kelompok mesin yang dipilih dengan penambahan jam lembur
Input Data no_pesanan, tanggal_terima, due_date, jumlah_piece, no_kel,
no_mesin, tanggal_tersedia, waktu_tersedia, waktu_cetak,jam_kerja, waktu_lembur
Conditions Jadwal produksi dengan jam kerja standar telah dibuat Effect Menghasilkan jadwal produksi pencetakan pesanan dengan
penambahan jam lembur yang ditampilkan pada flexgrid jadwal produksi dalam user interface
Algorithm
(“ SELECT * FROM Pesanan WHERE tanggal_terima >
tanggal_awal_periode AND tanggal_terima < tanggal_akhir_periode ORDER BY tanggal_terima asc”)
For i = 0 to jumlahpesanan
Waktuproses(i) = jumlah_piece(i) * waktu_standar_cetak Next
For i = 0 to jumlahpesanan For j = 0 to jumlah mesin
(“SELECT * FROM Mesin”)
If tanggal_tersedia(j) < tanggal_tersedia(j+1) Then Mesin = mesin(j) Else Mesin = mesin(j+1) End if Next
tglselesai = tgl_tersedia + waktuproses(i) wktselesai = wkt_tersedia + waktuproses(i) If tglselesai > tgl_tersedia Then
tglselesai = tgl_tersedia + (waktuproses(i) / jam_kerja+ jam_lembur)
Tabel 4.151 Operation specification but jadwal pencetakan produksi mesin (lanjutan) wktselesai = wkt_tersedia + (waktuproses(i) mod jam_kerja + jam_lembur)
End if
(“SELECT * FROM Mesin”)
Res.update “tanggal_tersedia” , tglselesai Res.update “waktu_tersedia” , wktselesai Next
For i = 1 to jumlahmesin
(“SELECT * FROM Jadwal_produksi WHERE periode = periode_berjalan AND mesin = mesin(i)”)
For j = 1 to jumlah_jadwal_mesin
Totalproses = totalproses + waktu_proses Next
utilisasi_mesin(i) = totalproses / (hari_kerja * (jam_kerja + jam_lembur))
Next Data Structures
Placement Jadwal Produksi
Involved objects Pesanan, periode produksi, mesin, jadwal produksi, komponen_produk, rincian_periode
4. Operation specification optimalisasi batch
Tabel 4.152 Operation specification optimalisasi batch Name Optimalisasi batch
Category X Active _ Passive X Update _ Read X Compute _ Signal Purpose Mencatat batch produksi pewarnaan
Input Data No_pesanan, berat_pesanan,warna_pesanan, tanggal_selesai_cetak, waktu_selesai_cetak
Conditions Terdapat pesanan yang akan melalui proses pewarnaan Effect Data batch produksi dicatat ke dalam class rincian pewarnaan
dan ditampilkan pada batch produksi dalam user interface Algorithm
For i = 1 to jumlah_pesanan_dipilih
keterangan_batch = keterangan_batch + no_pesanan(i) berat_total_batch = berat_total_batch + berat_pesanan(i) tanggal(i) = tanggal_pesanan(i)
waktu(i) = waktu_pesanan(i) Next
Jumlah_batch = berat_total_batch / berat_optimal_batch For i = 1 to jumlah_pesanan_dalam_batch
If tanggal(i) > tanggal(i+1) Then Tanggal_batch = tanggal(i) Waktu_batch = waktu(i) End if
Next Data Structures
Placement Batch Produksi Pewarnaan
5. Operation specification buat jadwal pewarnaan produksi mesin
Tabel 4.153 Operation specification buat jadwal pewarnaan produksi mesin Name Buat jadwal pewarnaan produksi mesin
Category X Active _ Passive X Update X Read X Compute _ Signal
Purpose Membuat jadwal produksi pewarnaan dari kelompok mesin yang dipilih
Input Data no_pesanan, due_date, no_kel, no_mesin, tanggal_batch, waktu_batch, jumlah_batch, waktu_standar, jam_kerja
Conditions Batch produksi pewarnaan periode berjalan sudah dicatat dalam class rincian pewarnaan
Effect Menghasilkan jadwal produksi pewarnaan pesanan yang
ditampilkan pada flexgrid jadwal produksi dalam user interface Algorithm (“ SELECT * FROM rincian_pewarnaan WHERE periode =
‘periode berjalan’ ORDER BY tanggal_batch asc”) Urutan_mesin(1) = “Barrel cuci”
Urutan_mesin(2) = “Barrel Plating” Urutan_mesin(3) = “Tabung Poles” Urutan_mesin(4) = “Dryer”
Urutan_mesin(5) = “Laqer” Urutan_mesin(6) = “Heat Dryer” Urutan_mesin(7) = “Kipas” For i = 1 to jumlah_mesin
(“SELECT * FROM Mesin WHERE nama_mesin = urutan_mesin(i)”)
For i = 0 to jumlah_batch
waktuproses(i) = jumlah_batch(i) * waktu_standar Next
For j = 1 to jumlah_batch
If tanggal_batch > tanggal_tersedia_mesin Then tanggal_awal_produksi = tanggal_batch waktu_awal_produksi = waktu_batch
ElseIf tanggal_batch < tanggal_tersedia_mesin Then tanggal_awal_produksi = tanggal_tersedia_mesin waktu_awal_produksi = waktu_tersedia_mesin End if
Tabel 4.154 Operation specification buat jadwal pewarnaan produksi mesin (lanjutan) tglselesai = tgl_awal_produksi + waktuproses(i)
wktselesai = wkt_awal_produksi + waktuproses(i) If tglselesai > tgl_awal_produksi Then
tglselesai = tgl_awal_produksi + (waktuproses(i) / (jam_kerja + jam_lembur)
wktselesai = wkt_ awal_produksi + (waktuproses(i) mod (jam_kerja + jam_lembur))
End if
(“SELECT * FROM Mesin”)
Res.update “tanggal_tersedia” , tglselesai Res.update “waktu_tersedia” , wktselesai Next
Next
For i = 1 to jumlahmesin
(“SELECT * FROM Jadwal_produksi WHERE periode = ‘periode_berjalan’ AND mesin = mesin(i)”)
For j = 1 to jumlah_jadwal_mesin
Totalproses = totalproses + waktu_proses Next
utilisasi_mesin(i) = totalproses / (hari_kerja * (jam_kerja + jam_lembur))
Next Data Structures
Placement Jadwal Produksi
Involved objects periode produksi, rincian periode, mesin, jadwal produksi, rincian_pewarnaan
6. Operation specification buat jadwal perakitan produksi
Tabel 4.155 Operation specification buat jadwal perakitan produksi mesin Name Buat jadwal perakitan produksi mesin
Category X Active _ Passive X Update X Read X Compute _ Signal
Purpose Membuat jadwal produksi perakitan dari kelompok mesin yang dipilih
Input Data no_pesanan, tanggal_selesai_warna, waktu_selesai_warna, due_date, jumlah_piece, no_kel, no_mesin, tanggal_tersedia, waktu_tersedia, waktu_rakit,jam_kerja
Conditions Waktu penyelesaian pewarnaan pesanan periode berjalan telah dicatat dalam class rincian pesanan
Effect Menghasilkan jadwal produksi perakitan pesanan yang ditampilkan pada flexgrid jadwal produksi dalam user interface
Algorithm
(“ SELECT * FROM pesanan WHERE tanggal_terima >
tanggal_awal_periode AND tanggal_terima < tanggal_akhir_periode ORDER BY tanggal_terima asc”)
For i = 0 to jumlahpesanan
Waktuproses(i) = jumlah_piece(i) * waktu_standar_cetak pesanan(i) = no_pesanan(i)
Next
For i = 0 to jumlahpesanan
(“SELECT * FROM Rincian_pesanan WHERE no_pesanan = pesanan(i)”)
tglpesanan = tgl_selesai_warna wktpesanan = wkt_selesai_warna For j = 0 to jumlah mesin
(“SELECT * FROM Mesin”)
If tanggal_tersedia(j) < tanggal_tersedia(j+1) Then Mesin = mesin(j)
Else
Mesin = mesin(j+1) End if
Tabel 4.156 Operation specification buat jadwal perakitan produksi mesin (lanjutan) If tgltersedia > tglpesanan Then
tgl_awal_produksi = tgl_tersedia wkt_awal_produksi = wkt_tersedia Else tgl_awal_produksi = tglpesanan wkt_awal_produksi = wktpesanan End if
tglselesai = tgl_awal_produksi + waktuproses(i) wktselesai = wkt_awal_produksi + waktuproses(i) If tglselesai > tgl_awal_produksi Then
tglselesai = tgl_awal_produksi + (waktuproses(i) / (jam_kerja + jam_lembur)
wktselesai = wkt_awal_produksi + (waktuproses(i) mod (jam_kerja + jam_lembur))
End if
(“SELECT * FROM Mesin”)
Res.update “tanggal_tersedia” , tglselesai Res.update “waktu_tersedia” , wktselesai Next
For i = 1 to jumlahmesin
(“SELECT * FROM Jadwal_produksi WHERE periode = periode_berjalan AND mesin = mesin(i)”)
For j = 1 to jumlah_jadwal_mesin
Totalproses = totalproses + waktu_proses Next
utilisasi_mesin(i) = totalproses / (hari_kerja * (jam_kerja + jam_lembur))
Next Data Structures
Placement Jadwal Produksi
Involved objects Rincian_pesanan, periode produksi, mesin, jadwal produksi, kategori_produk, rincian_periode
4.2.12.4.4 Spesifikasi Tabel
Tabel 4.157 Desain tabel jadwal produksi Table Jadwal produksi
Primary Key No_jadwal
Foreign Key No_mesin, no_pesanan, periode, id_karyawan, no_warna
Field Tipe data Field Size Null Keterangan
no_jadwal Number 5 NOT Primary Key
no_mesin Text 4 NOT Foreign Key
no_pesanan Number 5 NOT Foreign Key
Waktu_proses Number 5 NOT Lama proses pekerjaan
Tanggal_mulai Short Date 10 NOT Tanggal pesanan mulai dikerjakan Waktu_mulai Short Time 5 NOT Waktu pesanan mulai dikerjakan Tanggal_selesai Short Date 10 NOT Tanggal pesanan selesai dikerjakan Waktu_selesai Short Time 5 NOT Waktu pesanan selesai dikerjakan
Periode Number 3 NOT Foreign Key
Id_karyawan Text 4 NOT Foreign Key
Tanggal_jadwal Short Date 10 NOT Tanggal jadwal dibuat
Waktu_lembur Number 4 YES Lama waktu lembur yang ditambahkan (menit)
No_warna Number 5 NOT Foreign Key
Proses Text 15 NOT Jenis proses dari jadwal produksi
Tabel 4.158 Desain tabel pesanan
Table Pesanan
Primary Key No_pesanan
Foreign Key No_kategori, no_warna
Field Tipe data Field
Size
Null Keterangan
No_pesanan Number 5 NOT Primary Key
Tanggal_terima Short Date 10 NOT Tanggal pesanan diterima Due_date Short Date 10 NOT Tanggal jatuh tempo pesanan
Keterangan Text 50 NOT Keterangan pesanan pelanggan
Ukuran Text 3 NOT Ukuran produk pesanan dalam mm
Warna Text 5 NOT Warna produk pesanan
Jumlah_gross Number 6 NOT Jumlah pesanan dalam gross Jumlah_piece Number 15 NOT Jumlah pesanan dalam piece
No_kategori Text 5 NOT Foreign Key
Jenis Text 6 NOT Jenis pesanan (button / rivet)
Berat_pesanan Number 5 NOT Berat pesanan
Tabel 4.159 Desain tabel rincian pesanan Table Rincian pesanan
Primary Key No_rincian
Foreign Key No_pesanan, no_warna
Field Tipe data Field
Size
Null Keterangan
No_rincian Number 5 NOT Primary Key
No_pesanan Number 5 NOT Foreign Key
Tanggal_selesai_cetak Short Date 10 NOT Tanggal pesanan selesai dicetak Waktu_selesai_cetak Short Time 5 NOT Waktu pesanan selesai dicetak Tanggal_selesai_warna Short Date 10 NOT Tanggal pesanan selesai diwarnai Waktu_selesai_warna Short Time 5 NOT Waktu selesai diwarnai
Tanggal_selesai_rakit Short Date 10 NOT Tanggal pesanan selesai dirakit Waktu_selesai_rakit Short Time 5 NOT Waktu pesanan selesai dirakit
No_warna Number 5 NOT Foreign Key
Tabel 4.160 Desain tabel kategori produk Table Kategori produk
Primary Key No_kategori Foreign Key Id_karyawan
Field Tipe data Field Size Null Keterangan
No_kategori Text 5 NOT Primary Key
Nama_kategori Text 30 NOT Nama kategori produk Kode_kategori Text 5 NOT Kode kategori produk
Ukuran Text 3 NOT Ukuran dari produk
Berat_standar Number 5 NOT Berat standar produk
Waktu_pewarnaan Number 5 NOT Standar waktu proses pewarnaan produk
Kap_produksi_warna Number 5 NOT Kapasitas produksi harian pewarnaan produk
Waktu_rakit Number 5 YES Standar waktu proses perakitan produk
Kap_produksi_rakit Number 5 YES Kapasitas produksi harian perakitan produk
Tabel 4.161 Desain tabel komponen produk Table Komponen produk
Primary Key No_komponen Foreign Key No_kategori, no_kel
Field Tipe data Field
Size
Null Keterangan
No_komponen Number 5 NOT Primary Key
No_kategori Text 5 NOT Foreign Key
Nama_komponen Text 30 NOT Nama komponen produk
Berat_komponen Number 5 NOT Berat komponen produk
Waktu_cetak Number 5 NOT Waktu standar cetak komponen
No_kel Text 5 NOT Foreign Key
Tabel 4.162 Desain tabel kelompok mesin Table Kelompok mesin
Primary Key No_kel Foreign Key Id_karyawan
Field Tipe data Field
Size
Null Keterangan
No_kel Text 5 NOT Primary Key
Nama_kel Text 30 NOT Nama kelompok mesin
Jenis Text 7 NOT Jenis kelompok mesin (pounch,
rakit, warna)
Jumlah Number 3 NOT Jumlah mesin yang dimiliki
kelompok mesin
Jenis_produk Text 7 NOT Jenis produk yang dihasilkan (button / rivet /semua)
Id_karyawan Text 4 NOT Foreign Key
Kapasitas_maksimal Number 5 NOT Kapasitas produksi maksimal mesin Berat_batch_optimal Number 3 NOT Berat batch optimal mesin untuk
mesin warna dalam kilogram Waktu_standar_proses Number 5 NOT Waktu standar proses mesin
Tabel 4.163 Desain tabel mesin
Table Mesin
Primary Key No_mesin Foreign Key No_kel
Field Tipe data Field
Size
Null Keterangan
No_mesin Text 5 NOT Primary Key
No_kel Text 5 NOT Foreign Key
Nama_mesin Text 30 NOT Nama mesin
Waktu_setup Number 4 NOT Standar lama waktu setup mesin Tanggal_tersedia Short Date 10 NOT Tanggal mesin tersedia untuk
digunakan
Waktu_tersedia Short Time 5 NOT Waktu mesin tersedia untuk digunakan
Waktu_standar Number 5 YES Waktu standar proses untuk pewarnaan
Tabel 4.164 Desain tabel rincian pewarnaan Table Rincian pewarnaan
Primary Key No_warna Foreign Key -
Field Tipe data Field
Size
Null Keterangan
No_warna Number 5 NOT Primary Key
Keterangan Text 20 NOT Keterangan batch pewarnaan
Jumlah_batch Number 2 NOT Jumlah batch
Berat_total Number 5 NOT Berat total batch
Tanggal_batch Short Date 10 NOT Tanggal batch siap diproduksi Waktu_batch Short Time 5 NOT Waktu batch siap diproduksi
Periode Number 3 NOT Periode penjadwalan
Tabel 4.165 Desain tabel karyawan Table Karyawan
Primary Key Id_karyawan Foreign Key -
Field Tipe data Field Size Null Keterangan
Id_karyawan Text 4 NOT Primary Key
Nama_karyawan Text 30 NOT Nama karyawan
Jabatan Text 30 NOT Jabatan karyawan
Alamat Text 100 NOT Alamat karyawan
No_telp Text 15 YES Nomor telepon karyawan
Status Text 20 NOT Status sosial karyawan
Password Text 10 NOT Password untuk melakukan login
Tabel 4.166 Desain tabel periode produksi Table Periode produksi
Primary Key Periode Foreign Key -
Field Tipe data Field
Size
Null Keterangan
Periode Number 3 NOT Primary Key
Waktu_target_button Short Date 10 NOT Tanggal target untuk jenis produk button
Waktu_target_rivet Short Date 10 NOT Tanggal target untuk jenis produk rivet
Jam_kerja Number 4 NOT Lama jam kerja periode
Tanggal_awal Short Date 10 NOT Tanggal awal periode Tanggal_akhir Short Date 10 NOT Tanggal akhir periode
Waktu_target_warna Short Date 10 NOT Tanggal target untuk pewarnaan produk
Estimasiwarna Text 3 NOT Estimasi lama waktu penyelesaian pewarnaan pesanan pada periode Estimasirakit Text 3 NOT Estimasi lama waktu penyelesaian
Tabel 4.167 Desain tabel rincian periode
Table Periode
Primary Key No_rinci
Foreign Key Periode, no_mesin
Field Tipe data Field
Size
Null Keterangan
No_rinci Number 5 NOT Primary Key
Periode Number 3 NOT Foreign Key
No_mesin Text 5 NOT Foreign Key
Utilisasi Number 3 NOT Utilisasi mesin pada periode tertentu dalam persen
4.2.12.5 Recommendations 4.2.12.5.1 The System Usefulness
Sistem penjadwalan produksi yang dirancang memenuhi beberapa kriteria penting antara lain :
1. Usabilility
Kriteria usability dievaluasi pada saat analisis agar sistem dapat memenuhi kebutuhan staf produksi dalam membuat jadwal produksi dan mendukung kinerja bagian produksi PT.WKHK.
2. Correctness dan reliability
Kriteria correctness dan reliability dievaluasi pada saat perancangan sistem agar sistem yang dikembangkan dapat memenuhi semua kebutuhan pengguna dalam mendukung kinerja operasional bagian produksi sehingga sistem dapat menjalankan fungsi – fungsinya dengan tepat sesuai yang diharapkan oleh pengguna sistem.
3. Flexibiliy
Kriteria flexibility dievaluasi pada saat perancangan sistem agar sistem yang dikembangkan mudah untuk dimodifikasi sesuai dengan kebutuhan pada masa yang akan datang karena mengingat jenis manufaktur perusahaan yang bersifat job shop dimana kemungkinan terjadinya perubahan pada lantai produksi cukup besar.
4. Comprehensibility
Kriteria comprehensibility dievaluasi dengan menguji penggunaan fungsi sistem pada user yang belum pernah menggunakan sistem yang dirancang untuk mengetahui reaksi user mengenai kemudahan penggunaan dan pemahaman sistem.
4.2.12.5.2 Rencana Implementasi
Sistem akan dikembangkan selama satu bulan oleh satu orang programmer dengan dibantu oleh satu orang yang mengerti tentang jaringan LAN dan hardware. Persiapan untuk menjalankan sistem akan dilakukan selama 1 minggu , kemudian dilakukan pelatihan dan pengujian sistem pada pengguna sistem. Tahap pemeliharaan sistem akan dilakukan oleh satu orang staff produksi PT. WKHK yang akan dilatih terlebih dahulu untuk lebih mengerti sistem hingga staf tersebut dapat memperbaiki sistem jika mengalami kerusakan atau kesalahan.
Gambar 4.66 Rencana implementasi sistem
4.3 Usulan Penerapan
Untuk dapat menjalankan sistem penjadwalan produksi yang diajukan maka terdapat beberapa kondisi yang harus terpenuhi yaitu :
• Koordinasi yang baik antara semua pengguna sistem untuk dapat mendukung penggunaan metode penjadwalan yang baru sehingga seluruh fungsi sistem dapat berjalan seperti yang dirancang.
• Jika terjadi perubahan parameter pada lantai produksi sebaiknya pengguna sistem yang terkait secepatnya memasukkan perubahan tersebut ke dalam sistem agar hasil penjadwalan produksi yang dibuat tetap akurat dan handal. • Perusahaan sebaiknya menetapkan sebuah standar kepada para
pelanggannya yang menyatakan bahwa pesanan pelanggan yang masuk dalam satu periode (mingguan) akan mulai dikerjakan pada periode berikutnya agar sistem penjadwalan yang diusulkan dapat digunakan secara lebih optimal.
• Seluruh pesanan produksi yang masuk ke lantai produksi sebaiknya diperlakukan sama tanpa adanya pemberian prioritas khusus untuk pesanan
tertentu agar sistem penjadwalan produksi yang diusulkan dapat berjalan dengan baik.
• Dalam melakukan proses penjadwalan produksi dengan sistem penjadwalan yang diusulkan sebaiknya hanya dilakukan oleh seorang staf dari bagian produksi saja agar dapat dipertanggungjawabkan sekaligus menghindari resiko kesalahan penjadwalan akibat human error.
• Perusahaan harus menyediakan fasilitas berupa pemenuhan technical platform yang digunakan untuk dapat mengimplementasikan sistem informasi penjadwalan yang dibuat sehingga sistem penjadwalan produksi dapat berjalan lebih optimal.
• Sebaiknya perusahaan menyediakan seorang tenaga IT untuk melakukan pemeliharaan sistem penjadwalan produksi yang dilakukan agar semua fungsi yang dimiliki sistem dapat berfungsi dengan baik.