87 4.1 Gambaran Umum
4.1.1 Sejarah Singkat PT Trias Indra Saputra
Perusahaan ini didirikan pada tahun 1987 oleh Bpk. Usman Arifin sebagai pendiri dan kini beliau menjabat sebagai komisaris di Perusahaan ini. Dengan dibekali pengalaman, tekad bulat dan modal sendiri, Bapak Usman berhasil mendirikan PT Trias Indra Saputra. Pada waktu itu, Perusahaan hanya dilengkapi dengan sarana dan prasarana yang serba minim dan manual. Bahkan Bapak Usman Arifin membuat sendiri mesin tekuk dan oven pengecatan yang masih memakai minyak tanah. Namun kondisi tidak pernah menyurutkan semangatnya untuk terus berkembang, justru menjadi pemicu untuk terus melangkah maju. Rangkaian produk yang diproduksi saat itu adalah rak besi untuk keperluan perkantoran kemudian hydrant box . Dengan meningkatnya permintaan pasar dan melihat adanya peluang bisnis yang menjanjikan PT Trias Indra Saputra memutuskan untuk memproduksi Cable Tray, Cable Ladder dan Panel yang sehingga saat ini menjadi produk andalan core business Perusahaan.
Dengan bangga kini sampaikan bahwa saat ini PT Trias Indra Saputra berhasil melakukan ekspansi dalam fasilitas produksi. Luas pabrik yang dimiliki semula hanya 1625m2 dan sekarang telah mencapai lebih daru 7000m2 ditambah gedung perkantoran 4 lantai, 4 line produksi yang
sepenuhnya terotomatisasi dan 5 mesin baru yang terspesialisasi dan terkomputerisasi. PT Trias Indra Saputra akan berusaha mengembangkan fasilitas produksi dan sumber daya manusia yang kompeten, demi mencapai efisien yang diperlukan dalam bersaing di era globalisasi. Perkembangan ini juga dapat terjadi karena dimata pelanggan PT Trias Indra Saputra adalah partner kerja yang andal dan terpercaya.
4.1.2 Struktur Organisasi PT Trias Indra Saputra
Dalam pelaksanaan operasional sehari-hari, PT Trias Indra Saputra memiliki struktur organisasi yang berfungsi mengatur pembagian tugas, wewenang dan tanggung jawab agar aktivitas perusahaan dapat berjalan dengan lancar, efektif dan efisien. Struktur organisasi tersebut bersifat fungsional yang disusun berdasarkan jabatan, sifat-sifat dan fungsinya. Untuk setiap jabatan yang ada, diberikan garis tugas, wewenang dan tanggung jawab yang jelas agar tercipta kerja sama yang baik dan berkesinambungan dari masing-masing unsure dalam struktur organisasi. Tugas, wewenang dan tanggung jawab dari masing-masing jabatan dalam struktur organisasi PT Trias Indra Saputra adalah sebagai berikut
Berikut ini uraian singkat tugas dan tanggung jawab tiap-tiap jabatan atau posisi dari struktur organisasi :
1. Pimpinan
Memastikan ketersediaan sumber produksi utama yang diperlukan dalam operasional secara berkesinambungan.
Menunjuk serta menetapkan personil yang dianggap cakap dan memenuhi persyaratan untuk mengisi jabatan secara struktural di tiap departemen.
Menetapkan kebijakan dan penanganan terhadap keputusan yang memerlukan persetujuan Pimpinan.
Melakukan perjanjian kepada pihak pelanggan atau calon pelanggan dalam upaya menjaga kelangsungan hidup perusahaan dan kepuasan pelanggan.
Berwenang penuh untuk memberikan persetujuan atas usulan-usulan pembiayaan yang diajukan oleh masing-masing departemen.
Berwenang penuh dalam mengambil langkah-langkah dalam pengendalian perusahaan.
2. Quality Control
Membuat penelitian atas hasil audit mutu internal.
Menjamin penerapan sistem pengendalian kualitas di perusahaan serta mengarahkan semua aktivitas agar senantiasa sesuai dengan kualitas yang telah ditetapkan. Membuat dokumentasi kualitas sebagai dasar penerapan
3. Manajer Produksi
Membuat perencanaan produksi atas dasar perencanaan penjualan dari pemasaran.
Membuat perencanaan pembelian bahan baku, penolong dan kemasan untuk proses produksi atas dasar perencanaan produksi.
Melakukan pembelian bahan baku, penolong dan kemasan.
Memberikan laporan hasil produksi ke Pimpinan.
Melakukan proses produksi dari mulai persiapan sampai pengiriman produk.
Melaksanakan pengendalian mutu terhadap proses produksi dari sistem pengolahan sampai proses packaging.
4. Manajer Personalia dan GA
Melakukan perekrutan calon tenaga kerja berdasarkan kebutuhan perusahaan.
Menata dan mengembangkan sistem administrasi yang berhubungan dengan bagian personalia.
Membuat dan menyusun serta memperbaharui peraturan perusahaan dan tata tertib bekerja lalu mensosialisasikan ke seluruh karyawan.
Melakukan monitoring terhadap kedisiplinan, produktivitas kerja, kesehatan dan keselamatan kerja karyawan serta memberikan laporannya kepada Pimpinan. Memberikan program pelatihan karyawan untuk
meningkatkan mutu SDM.
5. Manajer Keuangan & Administrasi
Melakukan perencanaan keuangan, baik itu pemasukan dan pengeluaran setiap departemen.
Mengontrol keluar masuknya uang dari setiap departemen. Membuat laporan keuangan perusahaan keseluruhan
secara benar, akurat dan tepat waktu.
Membuat dan memberikan laporan pajak perusahaan ke dinas perpajakan.
6. Manajer Penjualan & Pemasaran
Melakukan penjualan produk ke seluruh segment pasar yang ada sesuai dengan perencanaan penjualan.
Mencari pelanggan baru dan mempertahankan pelanggan dengan memberikan pelayanan dan kepuasan bagi pelanggan.
Memberikan laporan penjualan.
Menarik produk jika ada produk yang menyimpang (kadaluarsa, rusak, dll).
Tenaga Kerja
PT. Trias Indra Saputra saat ini memiliki 250 karyawan, dengan jam kerja 8 jam sehari. Pada bagian produksi dan kantor dilakukan mulai dari hari Senin hingga Sabtu.
Perusahaan memberikan fasilitas dan tunjangan kepada karyawan seperti tunjangan kesehatan (asuransi rawat inap), transportasi, makan, tunjangan jabatan, dan dana simponi (simpanan hari tua). Sebesar 80% tenaga buruh merupakan warga sekitar pabrik yang umumnya adalah pria.
4.1.3 Kegiatan Produksi PT Trias Indra Saputra
Agar kegiatan produksi berjalan dengan baik, maka PT Trias Indra Saputra membuat suatu perencanaan produksi terlebih dahulu yang dilakukan berdasarkan pesanan yang diterima oleh kegiatan pemasaran. Jika perencanaan produksi tersebut telah disetujui oleh direktur, maka proses produksi siap untuk dikerjakan sesuai dengan rencana produksi yang telah ditetapkan, jika tidak disetujui maka akan dilakukan proses ulang.
4.1.4 Bahan Baku yang Digunakan
Adapun bahan baku yang digunakan dalam proses produksi PT Trias Indra Saputra dalam menghasilkan produknya dikelompokkan menjadi Empat macam yaitu ;
1. Plat Lembaran (Sheet)
Contoh: Plat Hitam (SPHC), Plat Stainless (SS304 & SS316) , Plat Alumunium (5052 & 1102), Plat Putih (SPCC), Lokform, Posmac dan lain-lain.
2. Plat Coilan
Contoh: Plat Hitam (SPHC), Plat Stainless (SS304 & SS316) , Plat Alumunium (5052 & 1102), Plat Putih (SPCC), Lokform, Posmac dan lain lain.
3. Komponen
Contoh : MCCB, MCB, CT, dan lain-lain. 4. Material pendukung
Contoh: Baut, Ring plat, Ring Per, Kabel, schoen, dan lain-lain. 5. Powder Coating
Contoh: Jotun, NIPEE, Duco dan lain-lain.
Persediaan bahan baku atau bahan mentah pada PT Trias Indra Saputra relative tinggi dan biasanya diperoleh melalui pemasok dalam negeri dengan presentase 75 % lebih banyak dibandingkan pemasok luar negeri.
4.1.5 Fasilitas Produksi
Untuk kegiatan produksi PT Trias Indra Saputra memiliki fasilitas yang mendukung untuk berjalanya produksi antara lain:
1. Mesin CNC Punch 2. Mesin Potong (Cutting) 3. Mesin PON (Punching) 4. Mesin Tekuk (Bending) 5. Mesin Las (Welding) 6. Mesin Roll Forming 7. Mesin Roll Radius 8. Mesin Gurinda Potong 9. Mesin Gurinda Tangan 10. Mesin Drilling
11. Mesin Bubut 12. Mesin Milling 13. Oven Coating 14. Mesin Punch Busbar 15. Mesin Tekuk Busbar
Fasilitas produksi yang berupa alat-alat produksi diatas disusun berdasarkan fungsi dalam proses produksi. Secara berkala PT Trias Indra Saputra mengadakan peremajaan terhadap mesin-mesin dengan jenis yang lebih modern serta berteknologi tinggi dan efisien dengan tetap mengutamakan kualitas produk yang dihasilkan.
4.1.6 Proses Produksi
PT Trias Indra Saputra sebagai salah satu perusahaan manufaktur yang memproduksi cable support dan switchboard electrical dengan jenis-jenis SLW, SLU, STU, STC, Ladder HD, Ladder Indoor, Panel Wall Mounting, Panel Free Standing, Panel NEX, Panel TIS Lovo mempunyai keunggulan tersendiri, yaitu kualitas terbaik berdasarkan standar ISO, NEMA dan tersertifikasi.
Adapun proses produksinya dapat dijabarkan sebagai berikut : 1. Produk Cable Support (SLW, SLU, Ladder HD)
a. Proses pengolahan produk
Produk tersebut harus melalui beberapa tahap produksi yaitu : - Proses Potong
- Proses Pon - Proses Tekuk - Proses Cetak/las b. Proses Finishing
Setelah produk diproses di bagian produksi maka barang yang dihasilkan harus melalui tahap finishing yaitu pelapisan pada plat. Proses ini PT Trias Indra Saputra melakukan subcount ke perusahaan lain. Proses finishing tersebut Electro Galvanize, Hotdip Galvanize. Untuk Produk dengan finishing Powder Coating dilakukan di PT Trias Indra Saputra.
2. Produk Panel
a. Proses pengolahan produk Panel
Produk Panel yang diproduksi ialah Panel Wall Mounting, Panel Free Standing, Panel NEX, Panel TIS lovo. Bahan dasar nya yaitu Plat lembaran. Sebelumnya produk tersebut harus melalui tahap-tahap seperti cable support. Yaitu proses nya sebagai berikut :
- Proses Potong - Proses Pon - Proses Tekuk - Proses Las/Welding - Proses Powder Coating b. Proses Electrical
Setelah produk selesai dari proses produksi maka Panel tersebut harus melalui prose pemasangan electrical atau disebut wiring panel. Di proses ini Box Panel dipasang kabel, komponen dan alat-alat listrik lainnya.
4.1.7 Pemasaran dan Distribusi
PT Trias Indra Saputra yang produksi dan menghasilkan cable support dan panel berdasarkan kebutuhan pelanggan dan permintaan pesanan (order) memerlukan fasilitas yang memadai untuk memasarkan produknya ke pelanggan. Adapun strategi yang dilakukan PT Trias Indra Saputra dalam memasarkan produknya antara lain dengan menggunakan tiga alat utama yaitu :
1. Iklan (Advertising)
Suatu bentuk penyajian non personal, promosi barang atau jasa yang dilakukan oleh sponsor tertentu yang dibayar. Alat komunikasi antara lain iklan cetak dan radio, surat, catalog, film, majalah, booklet dan brosur, poster, selebaran, symbol dan logo.
2. Publisitas (Publicity)
Suatu stimulasi non personal terhadap permintaan suatu produk, jasa ata barang dengan menyebar berita-berita komersial yang penting mengenai kebutuhan produk disuatu media atau menghasilkan suatu sosok kehadiran yang menarik mengenai produk di radio, televise atau panggung yang dibayar oleh pihak sponsor.
3. Promosi Penjualan (Sales Promotion)
Insetif jangka pendek untuk merangsang pembelian atau penjualan produk cable Support dan Panel. Alat komunikasi yang digunakan antara lain sample produk, bazar pameran, demontrasi, potongan harga, dan lain-lain.
Dsitribusi suatu produksi tidak hanya untuk wilayah dalam negeri saja yang berkisar antara 80 % sampai 85 %, akan tetapi juga diekspor ke Negara-negara lain seperti Singapura, Thailand dan Negara Asia lainnya berkisar antara 15% sampai 20%.
4.2 Penyimpangan Proses Produksi Ladder dan Tray yang terjadi pada PT Trias Indra Saputra
Produk menyimpang adalah produk yang sudah tidak memenuhi persyaratan spesifikasi produk. Di PT Trias Indra Saputra, pengendalian penyimpangan produk salah satunya dilakukan dengan menerapkan sistem pengendalian mutu (Quality Control), mulai dari penerimaan bahan baku, proses produksi, hingga penyimpanan di gudang finished good. Pada setiap tahapan proses tersebut perlu dikembangkan sistem yang dapat menjamin pengendalian produk menyimpang. Tujuannya adalah agar penanganan produk menyimpang dilakukan dengan benar dan efektif.
Didalam proses pembuatan tidaklah mungkin kita membuat suatu karakteristik geometri yang tepat ideal. Suatu hal yang tidak dapat produksi. Sehingga tidak mungkin mempunyai geometri yang ideal pula. Maka dari itu perlu diperhatikan ialah mengusahakan bagaimana caranya penyimpangan tersebut relativ kecil sekali. Hal-hal yang mengakibatkan terjadinya penyimpangan produksi Ladder dan Tray ada beberapa faktor antara lain :
1. Penyettingan mesin, dengan memperhatikan semua gerakan yang ada pada mesin barangkali ada kelainan atau terganggu oleh kotoran (chips) sebelum menjalankan. Pada setiap mesin yang ada di produksi mempunyai tingkat ketelitian yang berbeda misalnya pada mesin bubut ketelitian dari gerakan tool slide (dimana pahat bubut terpasang) adalah terbatas. Maka
tidaklah mungkin menggerakkan pahat bubut sehingga dalam pemotongan dapat ditentukan sampai ketelitian (mikron), dengan demikian ketelitian dari produk tidak dapat sampai 1mikron (mesin bubut yang teliti hanya sampai 0.05 mm).
2. Metode Pengukuran, terbatasnya ketelitian pembacaan ukuran dari peralatan ukur yang dipergunakan. Untuk mengukur dengan jangka sorong hanya sampai ketelitian 0.1mm jadi tidak mungkin mengukur sampai 0.05mm, selain itu juga cara pengukuran, tekanan pada waktu pengukuran, cara pembacaan, temperatur selama pengukuran dan sebagainya ini sangat mempengaruhi hasil pengukuran.
3. Gerakan dari mesin Pon, biasanya gerakan translasi pada dies dari meja mesin Pon betul betul dan harus parallel sempurna dengan sumbu dies dan punch. Dengan demikian suatu lubang di punch pada mesin Pon akan sellu menunjukkan perbedaan diameter (meskipun ini sangat kecil) pada beberapa tempat.
4. Keauasan dari mesin Pon, selama proses pelubangan yang bulat, dies selalu akan mengalami keausan, sehingga produknya tidak benar-benar bulat melainkan sedikit oval. Demikian juga pada saat proses pembuatan lubang oval, karena keausan pada dies maka penyimpangan tehadap lubang oval akan terjadi semakin lama semakin besar penyimpangannya. 5. Temperatur, sewaktu pemotongan berlangsung temperature yang tinggi
akan terjadi pada mata pisau. Panas ini akan mengalir ke chips/tatal, benda kerja dan pisau. Demikian juga panas yang terjadi akibat gesekan pada
sistem transmisi daya dari mesin potong yang dilakukan oleh roda-roda gigi akan merambat ke komponen-komponen mesin lainnya. Karena perambatan panas pada komponen konstruksi mesin, maka akan terjadi perbedaan tempertur, sehingga pemuaian antar bagian-bagian komponen tidak merata akibatnya akan terjadi deformasi (perubahan bentuk). Oleh disebabkan oleh temperatur, maka biasakanlah melakukan pemanasan pada mesin potong terlebih dahulu sebelum memulai produksi.
6. Gaya-gaya pemotongan, akibat benturan yang terjadi pada benda kerja atau bagian komponen mesin lainnya akan mengurangi ketelitian dalam produk. Akan lebih jelek lagi apabila pada proses pemotongan terjadi getaran. Walaupun mau tidak mau mentolerir adanya suatu penyimpangan geometris, tetapi yang sangat penting adanya sifat mampu tukar (interchangeability) antara komponen-komponen tersebut.
7. Kesalahan (penyimpangan) dalam proses pengukuran, komponen mengukur dapat dibagi menjadi 3 proses, yaitu ;
1. Benda yang diukur, 2. Peralatan pengukur, dan
3. Manusia (orang) sebagai operator.
Karena tidak sempurna, masing-masing dari bagian ini maka bisa dikatakan bahwa tidak ada satupun pengukuran yang memberikan ketelitian yang absolute (mutlak). Kesalahan akan selalu ada yaitu merupakan perbedaan antar hasil pengukuran dengan harga yang dianggap benar. Setiap pengukuran mempunyai ketidaktelitian (kesalahan) yang
berbeda-beda tergantung dari kondisi peralatan pengukurnya, benda yang akan diukur, metode pengukuran dan kecakapan si pengukur.
Jadi disni jelas, bahwa seorang operator dituntut untuk memahami betul teknik dan cara pengukuran. Maka dalam hal ini akan mengurangi kesalahan (penyimpangan) dalam proses produksi. Dapat dibedakan disini dua istilah penting dalam pengukuran yaitu antara ketelitian (accuracy) dan ketepatan (presecion).
8. Masalah Ketelitian (Accuracy), adalah persesuaian antara hasil pengukuran dengan harga sebenarnya (actual) dimensi obyek ukur. Harga sebenarnya tidak pernah diketahui hanyalah harga pendekatan atau yang disebut dengan harga yang dianggap benar. Perbedaan antara harga yang diukur dengan harga yang dianggap benar adalah yang disebut dengan kesalahan sistematis (systematic error) semakin kecil kesalahannya, maka proses pengukuran dapat dikatakan teliti.
9. Masalah ketepatan (precesion, repeat bility), adalah proses kemampuan pengukuran untuk menunjukkan hasil yang sama dari beberapa pengukuran yang dilakukan berulang-ulang (identik). Hasil pengukuran akan selalu terpancar di sekitar harga rata-ratanya. Semakin dekat dengan harga rata-ratanya maka proses pengukuran mempunyai ketepatan yang tinggi.
Ukuran yang dipakai sebagai pegangan untuk menyatakan ketepatan adalah besarnya kesalahan rambang (random error) dan untuk menentukan besarnya kesalahan rambang dapat menggunakan analisa data
pengukuran dengan metode statistik. Faktor-faktor yang membuat suatu proses pengukuran menjadi tidak teliti dan tidak tepat dapat berasal dari berbagai sumber, antara lain :
a. Pengaruh alat ukur b. Kondisi benda ukur c. Posisi pengukuran
d. Kondisi lingkungan pengukuran e. Si pengukur / operator pengukung
10. Strategi desain produk, dalam era pasar global, konsumen menuntut kualitas lebih tinggi, keandalan yang lebih besar, delivery yang agar lebih cepat, dan varietas produk yang lebih banyak. Untuk berkompetisi dengan berhasil, sebuah organisasi atau perusahaan perlu untuk mampu menguntungkan. Untuk menjadi sukses, sebuah organisasi harus bersaing dengan serentak melalu bermacam dimensi berikut: masalah harga, kondisi kualitas, kecepatan menghasilkan produk, fleksibilitas dan service . Dimensi-dimensi ini dalam lietaratur strategi manufaktur disebut sebagai “variable mutan”. Disini kesemuanya berpedoman secara sederhana sebagai dimensi persaingan. Maka diskusi berikut diarahkan untuk nmenunjukkan bagaimana desain produk akan mempengaruhi kemampuan organisasi untuk bersaing dalam dimensi komposisi.
4.3 Jumlah Penyimpangan yang terjadi pada proses produksi Ladder dan
Tray
Berdasarkan dari pihak Quality Control pada PT Trias Indra Saputra, diketahui bahwa Critiqal to Quality terdiri dari sortir fisik Ladder dan Tray. Adapun jenis kegagalan yang sering terjadi pada proses produksi tersebut adalah :
Salah lubang
Ukuran Rung tidak presisi
Gambar 4.1 Jenis Penyimpangan pada Ladder dan Tray Sumber PT Trias Indra Saputra
Dalam penelitian ini, peneliti mengambil sample dari pihak Quality Control data produksi Ladder dan Tray pada bulan April 2014 selama 20 hari kerja adalah sebagai berikut :
Tabel 4.1
Data Produksi Ladder dan Penyimpangan Produk Bulan Maret 2014 (selama 20 hari kerja)
TANGGAL JUMLAH PRODUKSI (PCS) JENIS PENYIMPANGAN JUMLAH PRODUK MENYIMPANG Salah
Lubang Uk. Rung tidak Presisi
01/03/2014 250 12 5 17 03/03/2014 220 8 2 10 04/03/2014 200 7 4 11 05/03/2014 190 3 7 10 06/03/2014 220 6 8 14 07/03/2014 200 2 4 6 08/03/2014 250 9 3 12 10/03/2014 190 11 3 14 11/03/2014 220 1 5 6 12/03/2014 250 3 2 5 13/03/2014 190 5 1 6 14/03/2014 200 7 6 13 15/03/2014 250 2 6 8 17/03/2014 190 4 5 9 18/03/2014 200 3 4 7 19/03/2014 220 8 3 11 20/03/2014 190 6 3 9 21/03/2014 250 7 4 11 22/03/2014 220 4 2 6 24/03/2014 200 3 2 5
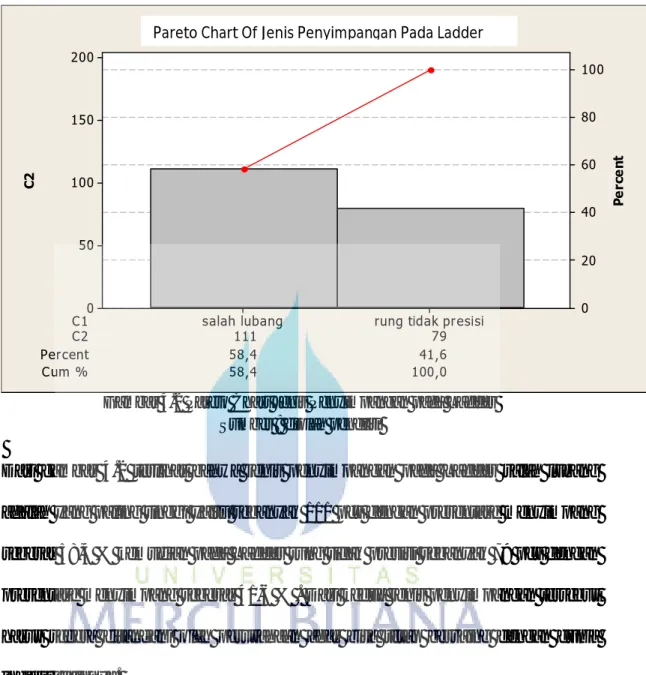
Untuk lebih memudahkan dalam melihat jenis penyimpangan tersebut maka dapat dibuat diagram pareto yaitu:
C2 111 79
Percent 58,4 41,6
Cum % 58,4 100,0
C1 salah lubang rung tidak presisi
200 150 100 50 0 100 80 60 40 20 0 C 2 P e rc e n t P areto Chart of C1
Gambar 4.2 Pareto Chart Jenis Penyimpangan pada Ladder Sumber : diolah peneliti
Dari gambar 4.2 terlihat bahwa jenis penyimpangan pada Ladder salah lubang adalah yang paling tinggi yaitu sebanyak 111 pcs dengan presentase menyimpang sebesar 58,4 % kemudian pada Ladder rung tidak presisi sebanyak 79 pcs dengan presentase menyimpang sebesar 41,6 % . Dari kedua jenis penyimpangan tersebut harus segera ditangani oleh perusahaan agar bisa tetap bersaing dengan dunia industri lainnya.
Tabel 4.2
Data Produksi Tray dan Penyimpangan Produk Bulan Maret 2014 (selama 20 hari kerja)
TANGGAL JUMLAH PRODUKSI (PCS) JENIS PENYIMPANGAN JUMLAH PRODUK MENYIMPANG Salah Lubang
Uk. Rung tidak Presisi 01/03/2014 500 5 2 7 03/03/2014 550 6 5 11 04/03/2014 450 8 3 11 05/03/2014 300 3 3 6 06/03/2014 250 9 2 11 07/03/2014 450 5 6 11 08/03/2014 250 6 4 10 10/03/2014 500 4 8 12 11/03/2014 450 3 3 6 12/03/2014 300 2 5 7 13/03/2014 250 1 4 5 14/03/2014 550 1 3 4 15/03/2014 500 4 8 12 17/03/2014 300 5 5 10 18/03/2014 450 3 3 6 19/03/2014 250 2 2 4 20/03/2014 500 2 7 9 21/03/2014 550 1 8 9 22/03/2014 450 5 6 11 24/03/2014 300 2 4 6
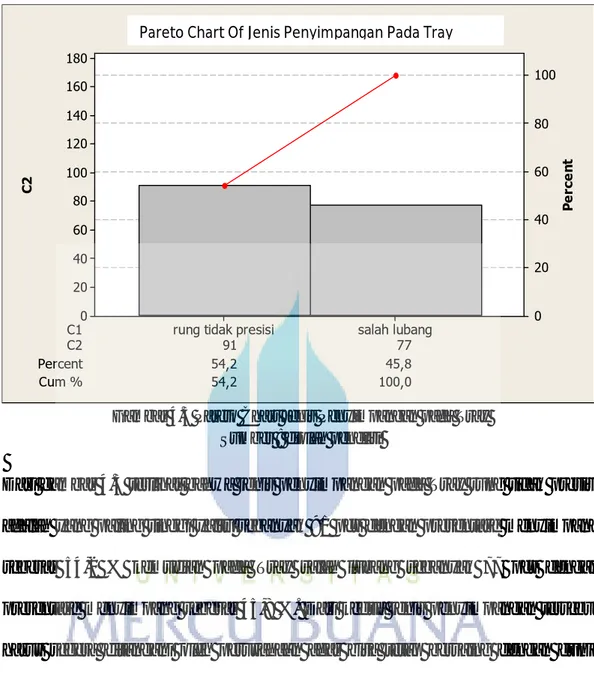
Untuk lebih memudahkan dalam melihat jenis penyimpangan tersebut maka dapat dibuat diagram pareto yaitu:
C2 91 77
Percent 54,2 45,8
Cum % 54,2 100,0
C1 rung tidak presisi salah lubang 180 160 140 120 100 80 60 40 20 0 100 80 60 40 20 0 C 2 P e rc e n t Pareto Chart of C1
Gambar 4.3 Pareto Chart Jenis Penyimpangan pada Tray Sumber : diolah peneliti
Dari gambar 4.3 terlihat bahwa jenis penyimpangan pada Tray rung tidak presisi adalah yang paling tinggi yaitu sebanyak 91 pcs dengan presentase menyimpang sebesar 54,2 % kemudian pada Tray salah lubang sebanyak 77 pcs dengan presentase menyimpang sebesar 45,8 %. Dari kedua jenis penyimpangan tersebut harus segera ditangani oleh perusahaan agar bisa tetap bersaing dengan dunia industri lainnya.
Untuk mengetahui kapabilitas proses pada PT Trias Indra Saputra, terlebih dahulu dilakukan analisis jenis penyimpangan produk Ladder dan Tray dengan menggunakan diagram x-bar chart. Analisis jenis penyimpangan ladder dan tray tersebut adalah :
a. Analisa penyimpangan produk pada Ladder salah lubang
Berikut data penyimpangan Ladder salah lubang yang didapat dari bagian Quality Control pada PT Trias Indra Saputra bulan Maret 2014 selama 20 hari kerja.
Tabel 4.3
Data Jumlah Ladder Salah Lubang pada PT Trias Indra Saputra Bulan Maret 2014
Sumber : data sekunder yang diolah oleh peneliti
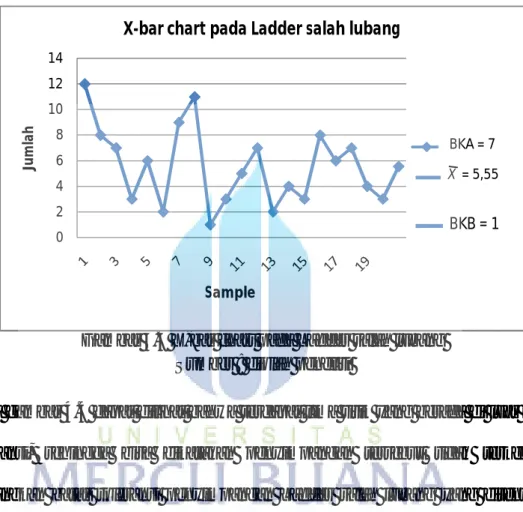
Dari data diatas dapat disimpulkan bahwa rata-rata jenis penyimpangan Ladder salah lubang adalah sebanyak 5,55 pcs dengan standar deviasi 5,884. Dari bagian Quality Control didapat batas toleransi menyimpang produk per jenis
NO SAMPLE JUMLAH LADDER SALAH
LUBANG (PCS) 1 12 2 8 3 7 4 3 5 6 6 2 7 9 8 11 9 1 10 3 11 5 12 7 13 2 14 4 15 3 16 8 17 6 18 7 19 4 20 3 RATA-RATA 5,55 STD. DEVIASI 5.884
menyimpang berkisar antara 1-7 pcs. Berdasarkan data pada tabel 4.3, dapat digambarkan dalam bagan kendali x-bar untuk mmudahkan peneliti dalam menganalisis pada jenis penyimpangan Ladder tersebut adalah sebagai berikut:
Gambar 4.4 X-bar chart pada Ladder salah lubang Sumber : diolah peneliti
Pada gambar 4.4 dapat dilihat bahwa terdapat lima titik yang berada di luar batas toleransi, sehingga bisa dikatakan penyimpangan tersebut tidak terkendali. Sedangkan batas toleransi penyimpangan Ladder salah lubang yang ditentukan oleh PT Trias Indra Saputra berkisar antara 1-7 pcs.
b. Analisa penyimpangan produk pada Ladder rung tidak presisi
Berikut data penyimpangan Ladder rung tidak presisi yang didapat dari bagian Quality Control pada PT Trias Indra Saputra bulan Maret 2014 selama 20 hari kerja adalah sebagai berikut:
0 2 4 6 8 10 12 14 Ju m la h
X-bar chart pada Ladder salah lubang
Series1
Sample
BKA = 7
BKB = 1
Tabel 4.4
Data Jumlah Ladder Rung tidak presisi pada PT Trias Indra Saputra Bulan Maret 2014
NO SAMPLE JUMLAH LADDER Uk. Rung tidak presisi (PCS) 1 5 2 2 3 4 4 7 5 8 6 4 7 3 8 3 9 5 10 2 11 1 12 6 13 6 14 5 15 4 16 3 17 3 18 4 19 2 20 2 RATA-RATA 3,95 STD. DEVIASI 4.201
Sumber : data sekunder yang diolah oleh peneliti
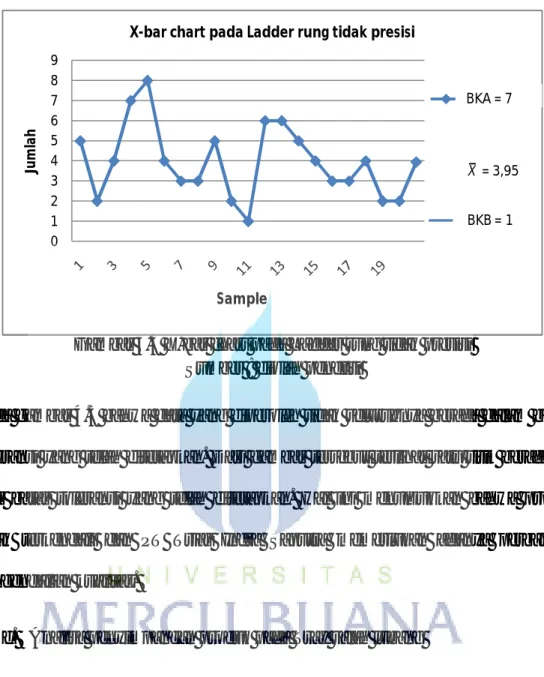
Dari data diatas dapat disimpulkan bahwa rata-rata jenis penyimpangan Ladder salah lubang adalah sebanyak 3,95 pcs dengan standar deviasi 4,201. Dari bagian Quality Control didapat batas toleransi menyimpang produk per jenis menyimpang berkisar antara 1-7 pcs. Berdasarkan data pada tabel 4.4, dapat digambarkan dalam bagan kendali x-bar untuk mmudahkan peneliti dalam menganalisis pada jenis penyimpangan Ladder tersebut adalah sebagai berikut:
Gambar 4.5 X-bar chart pada Ladder rung tidak presisi Sumber : diolah peneliti
Pada gambar 4.5 bahwa data yang diperoleh tidak seluruhnya berada dalam batas toleransi yang telah ditetapkan. Dari gambar tersebut terlihat satu titik berada di luar batas toleransi yang telah ditetapkan. Hal ini menunjukkan bahwa proses tidak terkendali dan PT Trias Indra Saputra memerlukan adanya perbaikan pengendalian kualitas.
c. Analisa penyimpangan produk pada Tray salah lubang
Berikut data penyimpangan Tray salah lubang yang didapat dari bagian Quality Control pada PT Trias Indra Saputra bulan Maret 2014 selama 20 hari kerja adalah sebagai berikut:
0 1 2 3 4 5 6 7 8 9 Ju m la h
X-bar chart pada Ladder rung tidak presisi
Series1BKA = 7
BKB = 1
X = 3,95
Tabel 4.5
Data Jumlah Tray salah lubang pada PT Trias Indra Saputra Bulan Maret 2014
Sumber : data sekunder yang diolah oleh peneliti
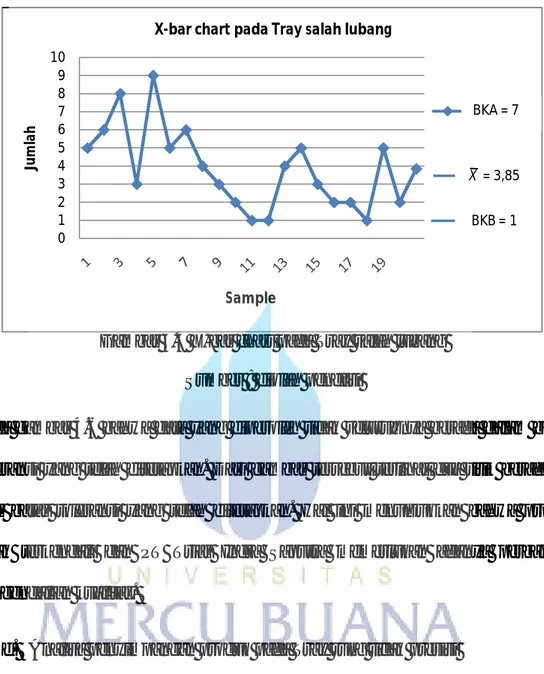
Dari data diatas dapat disimpulkan bahwa rata-rata jenis penyimpangan Tray salah lubang adalah sebanyak 3,85 pcs dengan standar deviasi 4,308. Dari bagian Quality Control didapat batas toleransi menyimpang produk per jenis menyimpang berkisar antara 1-7 pcs. Berdasarkan data pada tabel 4.5, dapat digambarkan dalam bagan kendali x-bar untuk mmudahkan peneliti dalam menganalisis pada jenis penyimpangan Tray tersebut adalah sebagai berikut:
NO SAMPLE JUMLAH TRAY SALAH LUBANG (PCS) 1 5 2 6 3 8 4 3 5 9 6 5 7 6 8 4 9 3 10 2 11 1 12 1 13 4 14 5 15 3 16 2 17 2 18 1 19 5 20 2 RATA-RATA 3,85 STD. DEVIASI 4.308
Gambar 4.6 X-bar chart pada Tray salah lubang Sumber : diolah peneliti
Pada gambar 4.6 bahwa data yang diperoleh tidak seluruhnya berada dalam batas toleransi yang telah ditetapkan. Dari gambar tersebut terlihat dua titik berada di luar batas toleransi yang telah ditetapkan. Hal ini menunjukkan bahwa proses tidak terkendali dan PT Trias Indra Saputra memerlukan adanya perbaikan pengendalian kualitas.
d. Analisa penyimpangan produk pada Tray rung tidak presisi
Berikut data penyimpangan Tray rung tidak presisi yang didapat dari bagian Quality Control pada PT Trias Indra Saputra bulan Maret 2014 selama 20 hari kerja adalah sebagai berikut:
0 1 2 3 4 5 6 7 8 9 10 Ju m la h
X-bar chart pada Tray salah lubang
Series1
Sample
BKA = 7
BKB = 1
Tabel 4.6
Data Jumlah Tray Ukuran Rung tidak presisi pada PT Trias Indra Saputra Bulan Maret 2014
NO SAMPLE Rung tidak presisi JUMLAH Tray Uk. (PCS) 1 2 2 5 3 3 4 3 5 2 6 6 7 4 8 8 9 3 10 5 11 4 12 3 13 8 14 5 15 3 16 2 17 7 18 8 19 6 20 4 RATA-RATA 4,55 STD. DEVIASI 4.977
Sumber : data sekunder yang diolah oleh peneliti
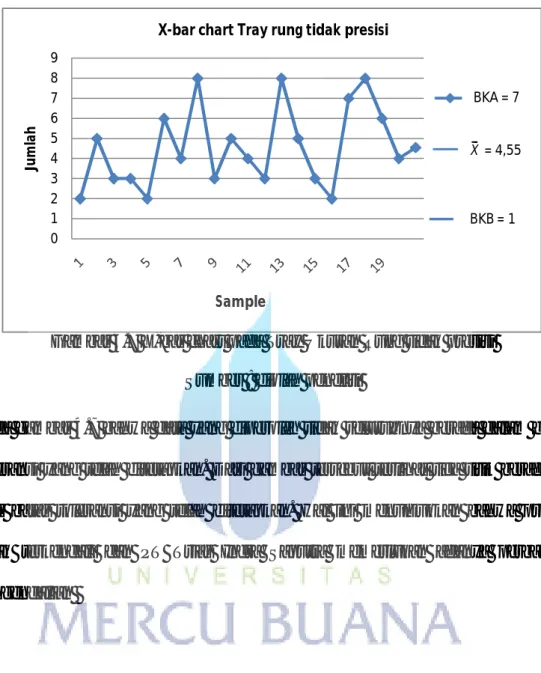
Dari data diatas dapat disimpulkan bahwa rata-rata jenis penyimpangan Tray Ukuran rung tidak presisi adalah sebanyak 4,55 pcs dengan standar deviasi 4,977. Dari bagian Quality Control didapat batas toleransi menyimpang produk per jenis menyimpang berkisar antara 1-7 pcs. Berdasarkan data pada tabel 4.5, dapat digambarkan dalam bagan kendali x-bar untuk mmudahkan peneliti dalam menganalisis pada jenis penyimpangan Tray tersebut adalah sebagai berikut:
Gambar 4.7 X-bar chart pada Tray Ukuran Rung tidak presisi Sumber : diolah peneliti
Pada gambar 4.7 bahwa data yang diperoleh tidak seluruhnya berada dalam batas toleransi yang telah ditetapkan. Dari gambar tersebut terlihat tiga titik berada di luar batas toleransi yang telah ditetapkan. Hal ini menunjukkan bahwa proses tidak terkendali dan PT Trias Indra Saputra memerlukan adanya perbaikan pengendalian
4.4 Proses Improvement
Setelah mengetahui penyebab ketidaksesuaian atas produk Ladder dan Tray pada PT. Trias Indra Saputra, maka disusun suatu usulan tindakan perbaikan secara umum dalam upaya menekan tingkat penyimpangan produk. Upaya yang dapat dilakukan PT. Trias Indra Saputra adalah sebagai berikut : 0 1 2 3 4 5 6 7 8 9 Ju m la h
X-bar chart Tray rung tidak presisi
Series1
Sample
BKA = 7
BKB = 1
1. Membuat suatu bagian kerja baru yang bertugas melakukan pengawasan dan pengecekan ulang terhadap kinerja karyawan sehingga dapat mengurangi kesalahan yang disebabkan oleh human error.
2. Membuat suatu bagian kerja baru yang bertugas melakukan pengawasan dan pengecekan ulang terhadap hasil pada setiap proses yang telah dilewati sehingga dapat mengurangi kesalahan yang disebabkan oleh ketidaksesuaian pada beberapa proses yang dilewati.
3. Instruksi kerja diberikan secara tertulis dengan disertai penjelasan lisan secara terperinci yaitu dengan melaksanakan briefing secara rutin disetiap awal dan akhir kerja.
4. Menambah fasilitas diruang filling untuk mengurangi dampak buruk yang ditimbulkan dari suara bising.
5. Menambah fasilitas diruang produksi untuk mengurangi dampak buruk yang ditimbulkan dari suara bising dan suhu udara panas yang berasal dari mesin.
6. Menggunakan tenaga mesin untuk proses filling.
4.5 Mengatasi Kegagalan yang terjadi pada Proses Produksi
Setelah diketahui jenis-jenis penyimpangan yang terjadi, maka PT. Trias Indra Saputra perlu mengambil langkah-langkah perbaikan untuk mencegah timbulnya kerusakan yang serupa. Hal penting yang harus dilakukan dan
ditelusuri adalah mencari penyebab timbulnya kerusakan tersebut. Sebagai alat bantu untuk mencari penyebab terjadinya penyimpangan tersebut, digunakan diagram sebab akibat atau yang disebut fish bone chart. Adapun penggunaan diagram sebab akibat untuk menelusuri jenis masing-masing kesalahan yang terjadi adalah sebagai berikut :
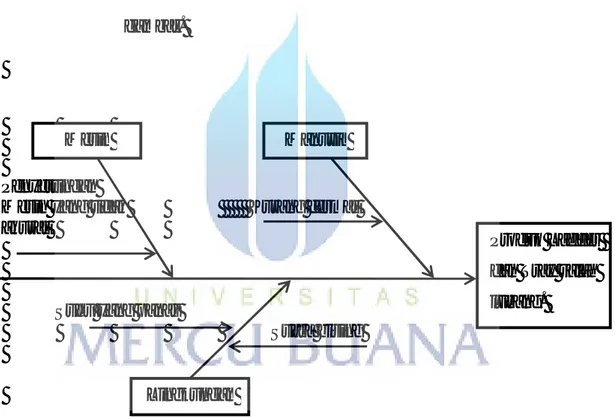
1. Produk Ladder dan Tray penyimpangan berupa diameter lubang yang tidak sesuai dengan gambar (salah lubang).
Hal yang menyebabkan salah lubang terdiri dari faktor-faktor sebagai berikut :
a. Faktor Manusia
Operator mesin tidak tepat dalam memperhitungkan teknik pelubangan dengan alat pendukung yang ada sehingga diameter sedikit bergeser dan bisa tidak sesuai.
b. Faktor Lingkungan
Suara yang bising dari mesin-mesin dapat mengganggu konsentrasi para pekerja di lokasi pemasakan sehingga menyebabkan akan terjadinya kesalahan dan suhu udara yang cukup panas juga mempengaruhi.
c. Faktor Metode
Prosedur yang ada di perusahaan sudah ada namun kurang jelas mengenai standar penggunaan dies dan punch untuk setiap ukuran diameter lubang yang sudah standar, sehingga
menyulitkan pekerja ketika melakukan proses pelubangan produk Ladder secara tepat.
d. Faktor Mesin
Merupakan penyebab utama yang mengakibatkan kesalahan terjadi. Hal ini disebabkan karena adanya penyettingan mesin yang kurang akurat saat proses produksi berlangsung sehingga mengakibatkan terjadinya ukuran lubang tidak sesuai dengan gambar.
Penyettingan
Mesin yang tidak Kurang cermat akurat
Suhu yang panas
Suara bising
Gambar 4.8 Fish Bone Chart Diameter Lubang yang Tidak Sesuai Sumber : Diolah oleh peneliti
Produk Ladder dan Tray salah lubang.
Manusia Mesin
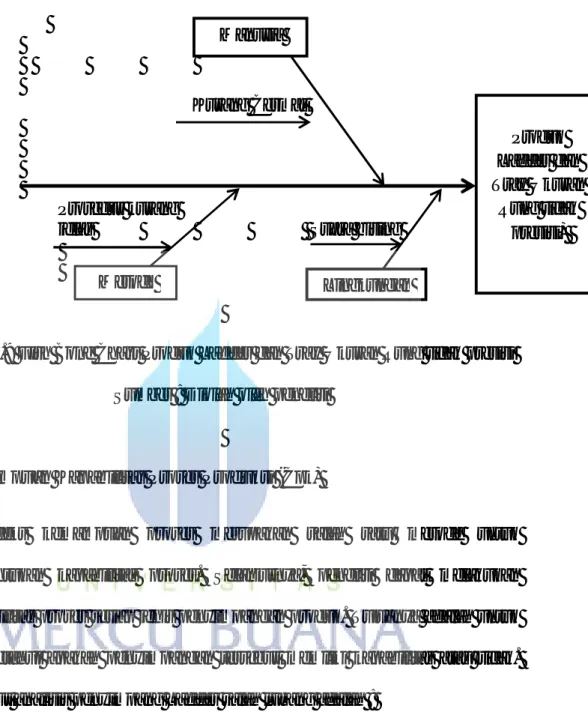
2. Produk Ladder dan Tray Ukuran Rung tidak presisi (tidak sesuai gambar standarisasi)
Hal yang menyebabkan produk Ladder dan Tray Ukuran Rung tidak presisi terdiri dari faktor-faktor sebagai berikut :
a. Faktor Manusia
Merupakan sebab utama yang mengakibatkan kesalahan jenis ini. Hal ini disebabkan oleh operator yang salah membaca gambar maksudnya yaitu tidak memahami secara detail letak posisi lubang yang sesuai dengan gambar dan actual produk tersebut. b. Faktor Metode
Prosedur yang ada di perusahaan sudah ada namun kurang jelas mengenai standar pelubangan yang benar dan pelubangan yang salah sehingga menyulitkan pekerja ketika melakukan proses pelubangan produk Ladder dan Tray secara tepat.
c. Faktor Lingkungan
Suara yang bising dari aktivitas sekitar juga berpengaruh terhadap konsentrasi pekerja terutama saat proses pelubangan produk pada mesin pon yang membutuhkan kecermatan.
Kurang Cermat
Prosedur kurang
jelas Suara bising
Gambar 4.9 Fish Bone Chart Produk Ladder dan Tray Ukuran Rung tidak presisi Sumber : Diolah oleh peneliti
4.6 Kemampuan Kapabilitas Proses Produksi (Cpk)
Indeks kemampuan proses merupakan salah satu metode untuk menentukan kapabilitas proses. Selanjutnya, peneliti dapat melakukan kapabilitas proses setiap jenis penyimpangan produk. Tujuanya adalah untuk mengetahui apakah penyimpangan tersebut memliki kapabilitas atau tidak. Berikut analisis penyimpang Ladder salah lubang adalah :
1. Jenis penyimpangan pada Ladder salah lubang Batas Kendali Atas : 7
Batas Kendali Bawah : 1 Rata-rata : 5,55 Standar Deviasi : 5,884 Produk Ladder dan Tray Ukuran Rung tidak presisi) Manusia Metode Lingkungan ; 3 3 X UTL LTL X Min Cpk
Maka,
= Min 7 – 5,55 ; 5,55 – 1 3(5,884) 3(5,884) = Min {0,085 ; 0,258}
= 0,330
Dengan Cpk= 0,330 < nilai kritis 1, maka proses ini dinyatakan tidak kapabel. Sehingga PT. Trias Indra Saputra harus mencari cara untuk membuat rata-rata proses mendekati nilai nominal dan spesifikasi desain.
2. Jenis penyimpangan pada Ladder Ukuran Rung tidak presisi Batas Kendali Atas : 7
Batas Kendali Bawah : 1 Rata-rata : 3,95 Standar Deviasi : 4,201 Maka, = Min 7 – 3,95 ; 3,95 – 1 3(4,201) 3(4,201) = Min {0,242 ; 0,234} = 1,034 ; 3 3 X UTL LTL X Min Cpk
Dengan Cpk= 1,034 > nilai kritis 1, maka proses ini dinyatakan kapabel. Hal ini harus dipertahankan oleh PT Trias Indra Saputra.
3. Jenis penyimpangan pada Tray salah lubang Batas Kendali Atas : 7
Batas Kendali Bawah : 1 Rata-rata : 3,85 Standar Deviasi : 4,308 Maka, = Min 7 – 3,85 ; 3,85 – 1 3(4,308) 3(4,308) = Min {0,244 ; 0,228} = 1,068
Dengan Cpk= 1,068 > nilai kritis 1, maka proses ini dinyatakan kapabel. Hal ini harus dipertahankan oleh PT Trias Indra Saputra.
4. Jenis penyimpangan pada Tray ukuran rung tidak presisi Batas Kendali Atas : 7
Batas Kendali Bawah : 1 Rata-rata : 4,55 Standar Deviasi : 4,977 ; 3 3 X UTL LTL X Min Cpk ; 3 3 X UTL LTL X Min Cpk
Maka,
= Min 7 – 4,55 ; 4,55 – 1 3(4,977) 3(4,977) = Min {0,164 ; 0,238}
= 0,690
Dengan Cpk= 0,690 < nilai kritis 1, maka proses ini dinyatakan tidak kapabel. Sehingga PT. Trias Indra Saputra harus mencari cara untuk membuat rata-rata proses mendekati nilai nominal dan spesifikasi desain.