commit to user
PENGARUH WAKTU
SINTERING
TERHADAP
KARAKTERISTIK MEKANIK KOMPOSIT HDPE – SAMPAH
ORGANIK
SKRIPSI
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknik
Oleh :
AGUNG IBNUWIBOWO I 1406016
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
PENGARUH WAKTU SINTERING TERHADAP KARAKTERISTIK MEKANIK KOMPOSIT HDPE – SAMPAH ORGANIK
Agung Ibnuwibowo
Jurusan Teknik Mesin, Fakultas Teknik Universitas Sebelas Maret, Surakarta
Abstrak
Penelitian ini bertujuan untuk mengetahui karakteristik mekanik komposit HDPE-sampah organik meliputi kekuatan bending, kekuatan impak dan kekuatan geser tekan dengan adanya variasi waktu sintering.
Komposit terbuat dari bahan High Density Polyethylene (HDPE) daur ulang dan sampah organik. Pembuatan komposit menggunakan metode pressured sintering. Variasi waktu sintering yang digunakan adalah 5 menit, 10 menit, 15 menit dan 20 menit. Proses pressured sintering dilakukan pada suhu 120oC dengan tekanan 8,7 kPa dan fraksi volum HDPE 0,3. Kekuatan bending dan kekuatan geser tekan mengacu pada ASTM D1037. Pengujian impak mengacu pada ASTM D5941. Pengamatan patah bending komposit dilakukan dengan SEM (scanning electron micrograph).
Hasil penelitian menunjukkan bahwa peningkatan waktu sintering dari 5 menit sampai dengan 20 menit akan meningkatkan ikatan antar partikel serbuk. Semakin meningkatnya ikatan antar partikel serbuk maka akan meningkatkan kekuatan bending, kekuatan impak dan kekuatan geser tekan berturut-turut sebesar 61,50%; 109,43% dan 80,84%.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
THE EFFECT OF SINTERING TIME ON THE MECHANICAL CHARACTERISTICS OF HDPE-ORGANIC WASTE COMPOSITE
Agung Ibnuwibowo Mechanical Engineering Sebelas Maret University, Surakarta
Abstract
The objective of this research is to investigate the effect of sintering time on mechanical characteristic HDPE – organic waste composite which include bending strength, impact strength and compression shear strength.
The composite was made from recycled HDPE (High Density Polyethylene) and organic waste. The composite was made by using the pressured sintering method with 5 minutes, 10 minutes, 15 minutes and 20 minutes variance of sintering time. The pressured sintering process was conducted at the temperature of 1200C with the pressure of 8.7 kPa and the volume fraction of HDPE of 0.3. The bending strength and the compression shear strenght refers to ASTM D 1037 whereas the testing of the impact stenght refers to ASTM D 5941. The observation on the bending fracture of the composite was conducted by using SEM (Scanning Electron Micrograph).
The results of this research are as follows: (1) the increasing in sintering time from 5 up to 20 minutes will raise bonds between powder particles. The increasing the bonds between powder particles will increase the mechanical strength of the composite; (2) the bending strength rises by 61.50%; (3) the impact strength rises by 109.43% and (4) the compression shear strength increases by 80.84%.
commit to user
1 BAB I
PENDAHULUAN
1.1Latar Belakang
Komposit telah banyak digunakan secara luas dalam dunia industri, misalnya dalam bidang konstruksi, manufaktur dan bahkan dibidang penerbangan. Pada tahun 2015 diproyeksikan produksi global material komposit akan mencapai 10,3 MT, yang sebanding dengan volume sebesar 60.000.000 m3. Penggunaaan komposit serat gelas-thermoset mencapai 90% dari semua produk komposit, dimana produk komposit ini sangat mahal dan sulit didaur ulang (Feih, dkk, 2010). Pemikiran untuk membuat produk komposit yang murah menjadi sangat penting dilakukan. Salah satunya komposit dari bahan daur ulang sampah.
Sampah organik sebagai pengisi (filler) mulai banyak digunakan dalam pembuatan komposit. Kelebihan sampah organik sebagai filler adalah ringan, mudah didaur ulang, mudah dibentuk, tahan korosi dan harga murah. Sementara Institute (2005) mengemukakan bahwa plastik yang paling banyak dipakai adalah HDPE (High density polyethylene) yaitu 62%, kemudian disusul dengan PET (Polyethylene terephthalate) 23%, PVC (Polyvinvlchloride) 6%, LDPE (Low dendity polyethylene) 4%, PP (Polypropylene) 4%, PS (Polystyrene) 1%. Data BPS (2006) menunjukkan bahwa nilai impor plastik bulan Juni naik 4,3 juta dolar atau naik 3,02% dibanding bulan Mei.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
2
dengan metode pressured sintering.Pressured sintering adalah suatu metode yang mengaplikasikan proses kompaksi dan sintering.
Material yang dihasilkan dengan menggunakan metode pressured sintering diharapkan mempunyai sifat fisik dan mekanik yang lebih baik. Faktor-faktor yang mempengaruhi kekuatan komposit antara lain adalah : ukuran partikel serbuk, besarnya tekanan, temperatur sintering, volume zat pengikat dan lamanya waktu penahanan sintering. Tutuko (2007), mengatakan bahwa peningkatan waktu sintering akan meningkatkan sifat fisik dan mekanik komposit HDPE-karet ban bekas. Riyanto (2011), mengatakan bahwa peningkatan suhu sintering akan meningkatkan karakteristik komposit HDPE-sampah organik dengan nilai tertinggi pada temperatur 127oC. Assidiqi (2011), mengatakan bahwa penelitian tentang komposit HDPE dan sampah organik dengan variasi fraksi volume HDPE dapat meningkatkan kekuatan bending, densitas, serta kekuatan impaknya.
1.2Perumusan Masalah
Bagaimana pengaruh variasi waktu sintering terhadap karakteristik mekanik komposit berbahan dasar HDPE – sampah organik.
1.3 Batasan Masalah
Pada penelitian ini masalah dibatasi sebagai berikut:
1. Selama proses pencampuran distribusi serbuk HDPE, cacahan ranting pohon dan cacahan daun yang digunakan dalam pembuatan komposit ini dianggap merata.
2. Selama proses sintering distribusi panas diasumsikan merata.
1.4 Tujuan Penelitian
commit to user 1.5 Sistematika Penulisan
Sistematika penulisan Tugas Akhir ini adalah sebagai berikut :
1. Bab I Pendahuluan, menjelaskan tentang latar belakang masalah, perumusan masalah, batasan masalah, tujuan penelitian, serta sistematika penulisan tugas akhir.
2. Bab II Dasar teori, berisi tinjauan pustaka serta kajian teoritis yang memuat penelitian-penelitian sejenis serta landasan teori yang berkaitan dengan permasalahan yang diteliti.
3. Bab III Metodologi penelitian, menjelaskan peralatan yang digunakan, tempat dan pelaksanaan penelitian, langkah-langkah percobaan dan pengambilan data. 4. Bab IV Data dan analisa, menjelaskan data hasil pengujian, perhitungan data
hasil pengujian serta analisa hasil dari perhitungan.
perpustakaan.uns.ac.id digilib.uns.ac.id berkembang sangat pesat. Semua ini dikarenakan sifat polimer yang memiliki banyak keunggulan dibandingkan bahan lainnya. Polimer bersifat mudah dibentuk, ringan, murah, dan dapat dirubah atau ditingkatkan sifat-sifat khususnya bila ditambahkan bahan-bahan tertentu.
Komposit HDPE-sampah organik terbuat dari HDPE daur ulang dan sampah organik (daun dan ranting). Sampah organik berfungsi sebagai filler dan sampah anorganik (HDPE) berfungsi sebagai pengikat. Bahan thermoplastic
akan mengalami pelunakan atau pelelehan jika diberi penambahan suhu, sehingga pemanfaatan limbah polimer HDPE menambahkan filler (material pengisi) dari bahan-bahan lain akan menghasilkan material akhir dengan sifat-sifat yang diinginkan. Bahan pengisi yang paling sering diaplikasikan pada polimer adalah serbuk kayu. Material hasil campuran serbuk kayu dengan pengikat polimer biasa disebut WPC (Wood Plastic Composite). Proses pembuatan komposit dapat menggunakan beberapa metode, salah satunya dengan
pressured sintering. Metode ini mengaplikasikan proses kompaksi dan sintering. Faktor-faktor yang mempengaruhi karakteristik komposit dengan proses
sintering adalah ukuran partikel serbuk, besarnya tekanan, temperatur sintering, volume pengikat, dan lamanya waktu penahanan sintering. Suhu pada saat proses
sintering sangat berpengaruh terhadap kekuatan fisik dan mekanik komposit. Riyanto (2011), mengatakan bahwa peningkatan suhu sintering dari 105oC sampai 127oC akan meningkatkan densitas, water absorption, dan kekuatan bending
komposit HDPE-sampah organik. Menurut Jati (2008), peningkatan suhu
sintering dari 110°C sampai 140°C akan meningkatkan densitas, kekuatan impak dan kekuatan bending secara berturut-turut yaitu 10.18%, 71.52%, 12.28%.
commit to user
dan mekanik komposit. Penelitian dengan variasi waktu sintering juga dilakukan oleh Andi (2007), yaitu mengatakan bahwa penambahan waktu sintering pada komposit polimer (HDPE, PET)-karet ban bekas dari 5 hingga 10 menit akan meningkatkan kekuatan fisik dan mekanik komposit.
Matrik (pengikat) juga berpengaruh terhadap kekuatan komposit. Penelitian tentang komposit LDPE-PEG-selulosa kenaf dengan penambahan matrik selulosa 0-50% akan meningkatkan ketahanan termal komposit (Tajeddin, 2009). Penambahan fraksi berat pada nano karbon pada pembuatan komposit nano karbon (MWCNT) dan HDPE dengan fraksi berat 0, 0.5, 1, 2, dan 4% akan meningkatkan kekerasan komposit (Wang, 2009). Prasetyawan (2009), melakukan penelitian tentang komposit serabut kelapa (cocopeat)-serbuk polimer (polyethylene) dengan perbandingan 30:70, 40:60 dan 50:50. Hasilnya komposit dengan perbandingan 30:70 memiliki nilai daya serap air yang rendah dan nilai kekuatan bending paling tinggi. Assidiqi (2011), melakukan penelitian tentang komposit HDPE-sampah organik dengan variasi fraksi volume HDPE 20, 30, 40, dan 50%. Hasil penelitian menunjukkan bahwa penambahan fraksi volume HDPE 20% sampai dengan 50% meningkatkan sifat fisik dan mekanik komposit.
2.2 Klasifikasi Material dan Pembentuk Komposit
Schwartz (1984) mendefinisikan komposit sebagai sistem material yang terdiri dari gabungan dua atau lebih unsur pokok makro yang berbeda bentuk atau komposisi yang tidak dapat dipisahkan satu sama lain. Berdasarkan bentuk material pembentuknya, Schwartz (1984) mengklasifikasikan komposit menjadi lima kelas, yaitu:
· Komposit serat (fiber composite) · Komposit serpihan (flake composite) · Komposit butir (particulate composite) · Komposit isian (filled composite) · Komposit lapisan (laminar composite)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
6
karena renewable dan dapat terdegradasi di alam (biodegradable). Berbagai macam serat yang dapat digunakan untuk filler komposit seperti : serat kenaf, serabut kelapa, serbuk gergaji dan sampah organik.
Secara umum komposit isian tersusun dari dua material utama yaitu matrik dan filler. Antar kedua unsur material tersebut tidak terjadi reaksi kimia dan tidak larut satu sama lain, melainkan hanya ikatan antar muka diantara keduanya. Filler
berfungsi sebagai pengisi, sedangkan matrik sebagai pengikat.
2.2.1 Filler
Filler (pengisi) adalah bahan yang digunakan untuk ditambahkan pada bahan polimer saat pembuatan komposit. Filler digunakan untuk mengurangi berat, mengurangi biaya produksi, serta untuk menambah fleksibilitas
desain komposit. Pada umumya pengisi memiliki ukuran yang kecil dan bentuk yang tidak seragam. Ukuran partikel pengisi yang kecil akan lebih baik dibandingkan dengan ukuran pengisi yang lebih besar. Ukuran partikel yang kecil akan memperluas permukaan interaksi antara polimer matrik. Beberapa penelitian menunjukkan bahwa penggunaan filler akan menentukan sifat komposit secara signifikan. Filler dapat dibagi menjadi dua jenis yaitu filler organik dan anorganik. Contoh filler dari bahan anorganik adalah serat kaca, serat kevlar, silica, kalsium, mika, dll. Pengisi dari bahan organik antara lain sekam padi, sagu, daun, ranting, dll. Penelitian tentang pengaruh filler (baik fraksi volume maupun ukuran partikel) masih perlu dikembangkan lebih lanjut. Filler saat ini berkembang ke arah alami karena renewable dan dapat terdegradasi di alam (biodegradable) (Gibson, 1994).
Beberapa penelitian menunjukkan bahwa filler dapat memperbaiki sifat mekanik komposit. Bonilla (2001), mengatakan bahwa bentuk dan penyebaran
commit to user 2.2.2 Matrik
Matrik dalam struktur komposit bisa berasal dari bahan polimer, logam, maupun keramik. Matrik secara umum berfungsi untuk mengikat serat menjadi satu struktur komposit (Gibson R.F, 1994). Matrik dari bahan termopolimer memiliki keuntungan dapat melunak berulang kali (recycle) jika diberi panas dan akan menjadi keras pada saat didinginkan. Termopolimer yang sering digunakan sebagai matrik adalah polyethylene. Matrik memiliki fungsi :
· Mengikat serat menjadi satu kesatuan struktur
· Melindungi serat dari kerusakan akibat kondisi lingkungan · Mentransfer dan mendistribusikan beban ke serat
· Menyumbangkan beberapa sifat seperti, kekakuan, ketangguhan dan tahanan listrik.
2.2.3 HDPE
Polimer adalah zat organik yang dihasilkan dari senyawa-senyawa yang pada umumnya terbentuk dari unsur karbon (C), hidrogen (H), oksigen (O), dan nitrogen (N). Zat organik dapat dibuat sintetis dari bahan mentah minyak bumi, karena minyak bumi mengandung lebih dari 1000 macam senyawa hidrokarbon. Karena polimer, salah satunya adalah HDPE (High Density Polyethylene), terbentuk dari gabungan dari banyak molekul-molekul kecil/monomer yang akan membentuk makro molekul, maka disebut juga polymer. Polymer terbentuk dari gabungan banyak molekul yang sama atau mirip jenisnya. Proses pembuatan
polymer ini disebut polimerisasi, yang melibatkan energi panas dan katalisator untuk memisahkan ikatan dalam suatu molekul agar dapat terjadi ikatan dengan molekul-molekul lain yang sejenis (Billmeyer, 1994).
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
8
HDPE memiliki kekuatan tensil dan gaya antar molekul yang tinggi. HDPE juga lebih keras dan bisa bertahan pada temperatur tinggi (Tm=1300C) (Wang, 2009). HDPE sangat tahan terhadap bahan kimia sehingga memiliki aplikasi yang luas, diantaranya :
· Sistem perpipaan gas alam · Pipa air
· Kemasan oli · Kantong polimer
Gambar 2.1. Simbol recycle HDPE (www.acor.org.au, 2003)
Sifat-sifat polimer HDPE secara umum adalah tahan terhadap zat kimia (misalkan minyak, deterjen), ketahanan impak cukup baik, memiliki ketahanan terhadap suhu, tidak tahan terhadap sinar matahari dan polimer HDPE stabil terhadap oksidasi udara (Corneliusse, 2002).
2.3Sifat Mekanis Komposit
2.3.1 Kekuatan Bending ( Flexural Strength)
Kekuatan bending atau kekuatan lengkung adalah tegangan bending
terbesar yang dapat diterima akibat pembebanan luar tanpa mengalami deformasi yang besar atau kegagalan. Pada bagian atas spesimen akan mengalami tekanan, dan bagian bawah akan mengalami tegangan tarik.
commit to user
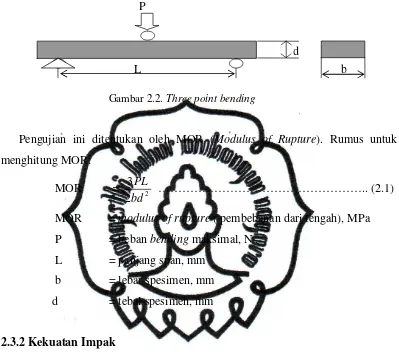
kekuatan bending mengacu pada ASTM D1037 dengan bentuk dan gambar spesimen seperti pada gambar 2.2.
Gambar 2.2. Three point bending
Pengujian ini ditentukan oleh MOR (Modulus of Rupture). Rumus untuk menghitung MOR:
MOR = 2
2 3
bd PL
……….. (2.1)
MOR = modulus of rupture ( pembebanan dari tengah), MPa P = beban bending maksimal, N
L = panjang span, mm
b = lebar spesimen, mm d = tebal spesimen, mm
2.3.2 Kekuatan Impak
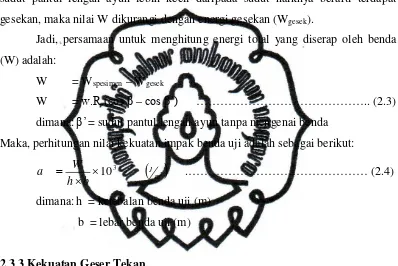
Perhitungan kekuatan impak mengacu pada ASTM D5941. Untuk mengetahui kekuatan impak, terlebih dahulu dihitung energi yang diserap oleh benda (W), yaitu selisih energi potensial pendulum sebelum dan sesudah mengenai benda.
Gambar 2.3. Sudut impak
(modul panduan praktikum uji impak izod) b L
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
10
W =[w.R.(cosβ–cosα)] ………...…… (2.2) dimana: w = berat pendulum (N)
= m . g
R = jarak dari pusat rotasi pendulum ke pusat massa (m)
β = sudut pantul lengan ayun
α = sudut naik awal lengan ayun
Bila pada kondisi pendulum diayunkan bebas (tanpa mengenai benda uji) sudut pantul lengan ayun lebih kecil daripada sudut naiknya berarti terdapat gesekan, maka nilai W dikurangi dengan energi gesekan (Wgesek).
Jadi, persamaan untuk menghitung energi total yang diserap oleh benda (W) adalah:
W = Wspesimen – Wgesek
W = w.R.(cos β – cos β’) ……….. (2.3) dimana: β’ = sudut pantul lengan ayun tanpa mengenai benda
Maka, perhitungan nilai kekuatan impak benda uji adalah sebagai berikut:
3
commit to user
Perhitungan untuk menentukan tegangan geser maksimum adalah:
τ
……….………...………(2.5)Sintering adalah pengikatan antara partikel-partikel serbuk pada suhu tinggi. Proses sintering dapat terjadi melalui mekanisme transport atom pada kondisi padat, pada beberapa kasus juga melibatkan fase cair.
Proses sintering melalui pergerakan atom akan mengurangi energi permukaan (surface energy) antar partikel. Energi permukaan per unit volume berbanding terbalik dengan diameter partikel. Sedangkan energi permukaan tergantung dari luas permukaan. Oleh karena itu, partikel serbuk dengan luas permukaan spesifik yang lebih tinggi akan memiliki energi permukaan yang lebih tinggi pula dan akan mempercepat proses sintering. Luas permukaan spesifik adalah luas permukaan serbuk dibagi dengan massa serbuk (German, 1994). 2.4.1 Tahapan Proses Sintering
Proses sintering secara umum dibagi menjadi 3 tahap yaitu :
a. Initial Stage : Pada tahap ini terjadi peningkatan area kontak antar partikel dan berkurangnya rongga. Mekanisme aliran massa yang terjadi berupa surface transport dan tidak berperan terhadap terjadinya penyusutan. Tahap awal ini ditandai dengan terjadinya pertumbuhan neck yang besar kemudian dilanjutkan dengan pembentukan batas butir.
b. Intermediate Stage: Pada tahap ini terjadi mekanisme aliran massa berupa bulk transport yang berperan besar mempengaruhi penyusutan, selain itu surface transport juga masih berlangsung. Pori akan bergerak menuju grain boundary
membentuk saluran pori kemudian terlokalisir pada sudut butir dan ukurannya akan berkurang sehingga menghasilkan nilai densitas yang lebih besar. Mekanisme tersebut disebut densifikasi.
A P
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
12
c. Final Stage: Pada tahap ini pori akan terisolasi dan grain boundary menyatu, jika proses dilanjutkan akan terjadi pertumbuhan butir. Terisolasinya pori menyebabkan densifikasi lebih lanjut tidak akan terjadi. Pada sintering tahap akhir, bentuk pori menjadi spherical yang artinya telah terjadi densifikasi dengan mekanisme pengurangan ukuran pori.
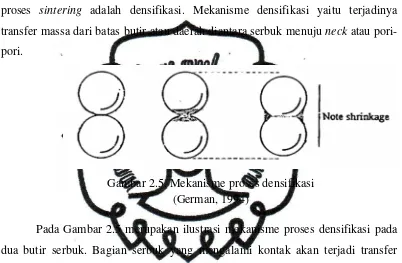
2.4.2 Densifikasi
Mekanisme transfer atom dengan transfer massa yang dapat terjadi selama proses sintering adalah densifikasi. Mekanisme densifikasi yaitu terjadinya transfer massa dari batas butir atau daerah diantara serbuk menuju neck atau pori-pori.
Gambar 2.5. Mekanisme proses densifikasi (German, 1994)
Pada Gambar 2.5 merupakan ilustrasi mekanisme proses densifikasi pada dua butir serbuk. Bagian serbuk yang mengalami kontak akan terjadi transfer massa menuju neck atau pori-pori diantaranya, sehingga menyebabkan pori mengecil. Akibat adanya transfer massa tersebut jarak antara kedua butir serbuk akan mengecil, maka terjadi penyusutan/shrinkage.
Dampak proses kompaksi terhadap hasil sintering adalah berkurangnya pori-pori. Selain itu akan menambah luas area kontak antar partikel, sehingga sifat material hasil proses sintering akan mengalami peningkatan kekuatan, densitas, serta berkurangnya penyusutan saat proses sintering. Suhu efektif sintering adalah sekitar 75% dari suhu titik leleh material atau bahan yang digunakan ( German, 1994).
commit to user
Disamping membentuk ikatan antar partikel, siklus sintering diharapkan dapat menyeragamkan campuran serbuk dan mengurangi porositas. Proses sintering
berpengaruh besar dalam menentukan sifat produk, antara lain kekuatan produk, kekerasan, keuletan, konduktifitas panas dan listrik.
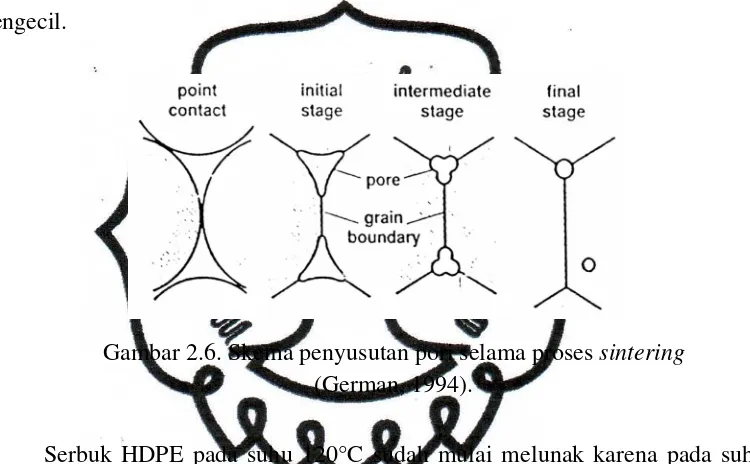
Pada Gambar 2.6 diperlihatkan skema penyusutan pori-pori antar partikel serbuk selama proses sintering. Pada kondisi awal adalah kondisi setelah kompaksi, yaitu masih terdapat pori-pori antar partikel serbuk. Awal proses
sintering mulai terjadi pengikatan antar partikel serbuk sehingga pori-pori mulai mengecil.
Gambar 2.6. Skema penyusutan pori selama proses sintering
(German, 1994).
Serbuk HDPE pada suhu 120°C sudah mulai melunak karena pada suhu tersebut polimer sudah mendekati titik melting. Pelunakan serbuk polimer mengakibatkan terjadinya ikatan antar serbuk polimer. Ikatan antar serbuk polimer juga dipengaruhi oleh kompaksi yang diberikan. Kompaksi yang diberikan bersamaan dengan proses sintering akan memperbesar ikatan antar serbuk polimer. Bertambahnya ikatan antar partikel serbuk polimer akan menurunkan besarnya pori (Yonanta, 2008).
2.5 Pencampuran Serbuk (mixing)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
14
memungkinkan terjadinya segregasi. Segregasi dapat terjadi karena perbedaan bentuk, densitas, dan ukuran partikel serbuk.
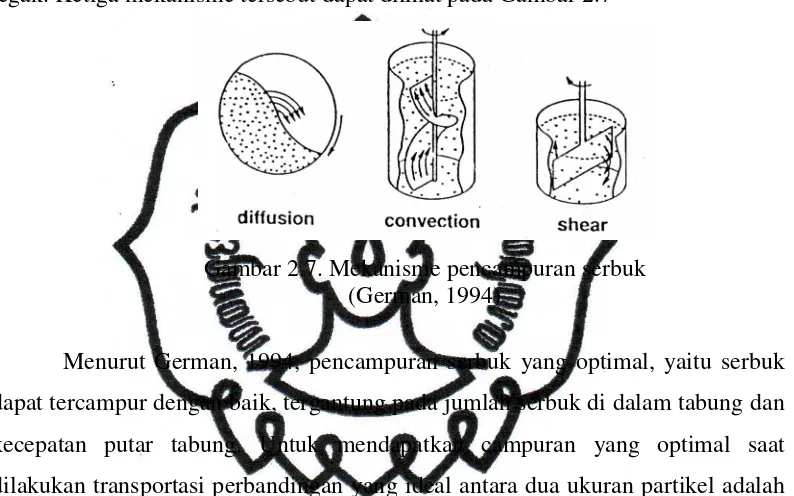
Terdapat tiga mekanisme pencampuran serbuk yaitu difusi, konveksi, dan geser. Mekanisme difusi yaitu pencampuran yang terjadi karena pergerakan partikel serbuk masuk ke partikel serbuk yang lain. Mekanisme konveksi yaitu percampuran dengan perpindahan sekumpulan serbuk ke tempat yang lain. Sedangkan mekanisme geser yaitu pergeseran serbuk karena perputaran plat tegak. Ketiga mekanisme tersebut dapat dilihat pada Gambar 2.7
Gambar 2.7. Mekanisme pencampuran serbuk (German, 1994)
Menurut German, 1994, pencampuran serbuk yang optimal, yaitu serbuk dapat tercampur dengan baik, tergantung pada jumlah serbuk di dalam tabung dan kecepatan putar tabung. Untuk mendapatkan campuran yang optimal saat dilakukan transportasi perbandingan yang ideal antara dua ukuran partikel adalah 7 : 1, sedangkan untuk tiga ukuran partikel yang berbeda perbandingan yang ideal adalah 49 : 7 : 1. Volume pencampuran serbuk yang optimal adalah antara 20-40% dari volume tabung. Sedangkan untuk kecepatan putar tabung untuk menghasilkan campuran yang optimum dapat dihitung dari persamaan berikut: (German, 1994)
d
Nc = 42,3 ………...………… (2.6)
dimana: Nc = kecepatan putar pada kondisi kritis (RPM)
d = diameter tabung (meter)
Untuk mendapatkan kecepatan putar yang optimum adalah sekitar 75% dari kecepatan putar kritis (Nc). Secara teoritis densitas campuran serbuk dapat
commit to user
(
)
(
) (
)
[
A A B B]
B A T
T T
W W
W W V
W
r r
r
+ + =
= ...(2.7)
dimana: ρT = densitas campuran serbuk (g/cm2)
WT = massa total (g)
VT = volume total (cm2)
WA = massa serbuk A (g)
WB = massa serbuk B (g)
ρA = densitas serbuk A (g/cm2)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
16 BAB III
METODE PENELITIAN
3.1Tempat Penelitian
Penelitian dilakukan di Laboratorium Material Teknik Mesin Universitas Sebelas Maret Surakarta.
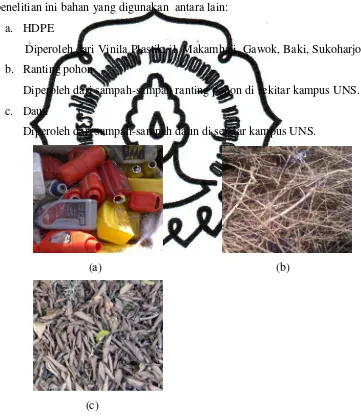
3.2Bahan Penelitian
Pada penelitian ini bahan yang digunakan antara lain: a. HDPE
Diperoleh dari Vinila Plastik, jl. Makamhaji, Gawok, Baki, Sukoharjo. b. Ranting pohon
Diperoleh dari sampah-sampah ranting pohon di sekitar kampus UNS. c. Daun
Diperoleh dari sampah-sampah daun di sekitar kampus UNS.
(a) (b)
(c)
Gambar 3.1 Bahan penelitian : (a) HDPE; (b) Ranting; (c) Daun
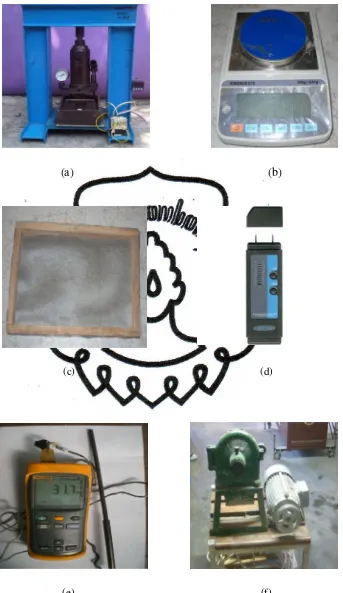
commit to user 3.3 Alat Bantu Penelitian
Alat yang digunakan dalam penelitian dan pengambilan data antara lain adalah :
a. Satu set alat pres b. Timbangan digital
Timbangan digital digunakan untuk mengukur massa dan selanjutnya untuk menentukan fraksi berat komposit.
c. Mesh (saringan)
Mesh digunakan untuk mendapatkan ukuran HDPE dan ranting pohon setelah di crushing. Mesh yang digunakan adalah mesh ukuran 6, 10, 30, dan 40.
d. Moisture wood meter
Alat Moisture Wood Meter digunakan untuk mengetahui kadar air spesimen uji.
e. Termometer digital
Termometer digital digunakan untuk mengetahui suhu pada saat dilakukan pembuatan sesimen maupun pada saat perlakuan spesimen.
f. Crusher (Pemecah/Penggiling)
Crusher digunakan untuk menggiling HDPE, ranting dan daun sebelum disaring menggunakan mesh.
g. Jangka sorong
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
18
(a) (b)
(c) (d)
(e) (f)
commit to user 3.4 Alat Pengujian
a. Universal Testing Machine (UTM)
Alat ini digunakan untuk pengujian bending dan geser tekan pada spesimen komposit.
b. Impak Izod
Alat ini digunakan untuk pengujian impak pada spesimen komposit.
c. Scanning Electron Micrograph (SEM)
Alat ini digunakan untuk mengambil gambar mikro spesimen uji bending. Pengujian foto SEM dilakukan di Institut Teknologi Bandung (ITB), Bandung, Jawa Barat.
(a)
(b) (c)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
3.5 Parameter
Dalam penelitian ini parameter yang dibuat tetap adalah: a. Suhu sintering 120ºC.
b. Tekanan 8,7 kPa
c. Ukuran mesh bahan adalah: · serbuk HDPE = mesh 30-40 · Sampah organik = mesh 6-10 d. Fraksi volum HDPE 0,3%
Parameter yang divariasi yaitu waktu sintering 5 menit, 10 menit, 15 menit dan 20 menit.
3.6 Langkah Kerja Penelitian
a. Pengumpulan HDPE dan Sampah Organik
Proses penyiapan bahan dasar adalah dengan pengumpulan plastik jenis HDPE yang berasal dari tempat penampungan sampah plastik. Sedangkan sampah organik yang dipakai berasal dari lingkungan sekitar kampus UNS.
b. Penjemuran Bahan
Sampah organik dan HDPE kemudian dijemur disinar matahari. sampai kadar air +10%.
c. Proses Crushing
Proses selanjutnya adalah pembuatan serbuk HDPE dan sampah organik dengan proses penggilingan (crushing).
d. Proses Penyaringan
Pemilihan ukuran serbuk HDPE dilakukan dengan penyaringan memakai ukuran mesh 30 dan mesh 40, sedangkan untuk sampah organik menggunakan
mesh 6 dan mesh 10. e. Pencampuran Serbuk
commit to user
memudahkan dalam memperkirakan banyaknya masing-masing bahan dalam campuran. Pencampuran dilakukan dalam tabung silinder yang diputar dengan kecepatan tertentu. Perhitungan untuk mengetahui kecepatan putar pencampuran serbuk yang optimum dapat dilihat pada persamaan (2.6). Dengan volume total serbuk di dalam tabung adalah 40% dari volume tabung.
f. Pembuatan Spesimen
Pembuatan komposit menggunakan metode pressured sintering. Variasi waktu sintering yang digunakan adalah 5 menit, 10 menit, 15 menit dan 20 menit. Proses pressured sintering dilakukan pada suhu 120oC dengan tekanan 8,7 kPa dan fraksi volum HDPE 0,3.
g. Tahap pengujian
Pengujian spesimen yang dilakukan adalah: a. Pengujian kekuatan bending
Pengujian ini mengacu pada ASTM D1037.
Gambar 3.4. Dimensi spesimen bending
b. Pengujian kekuatan impak
Pengujian ini mengacu pada ASTM D5941.
Gambar 3.5. Dimensi spesimen impak
7
6
242 8
Satuan : mm
4
80
10
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
22
c. Pengujian geser tekan
Pengujian ini mengacu pada ASTM D1037.
Gambar 3.6 Dimensi spesimen geser tekan
h. Pengolahan Data
Data yang telah diperoleh selanjutnya dapat dianalisa menggunakan perhitungan besarnya kekuatan bending, kekuatan impak dan geser tekan dari komposit HDPE – sampak organik. Data hasil pengujian selanjutnya dapat disusun grafik hubungan antara variasi waktu sintering terhadap kekuatan
bending, kekuatan impak dankekuatan geser tekan.
50
.8
50.8 7
commit to user i. Diagram Alir
Gambar 3.7. Bagan tata cara penelitian
Pencucian dan Penjemuran HDPE (kadar Air +10%)
Penjemuran Sampah Organik (kadar Air +10%) Sampah Organik
Pengolahan Data Mulai
Kesimpulan
Mixing sampah dan HDPE pada N= 75rpm, fraksi volum HDPE= 0.3 Penyaringan sampah
dengan mesh 6-10
Proses crushing sampah
Selesai
HDPE
Proses crushing HDPE
Penyaringan HDPE
dengan mesh 30-40
Pengujian
Bending (ASTM D1037), Impak(ASTM D5941),
Geser Tekan (ASTM D1037)
Pembuatan Spesimen
Metode Pressured Sintering dengan P= 8,7 kPa, T= 120ºC,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
24 BAB IV
HASIL DAN ANALISA
Dalam penelitian ini dilakukan beberapa pengujian untuk mengetahui karakteristik komposit HDPE-sampah organik. Pengujian yang dilakukan antara lain uji densitas, uji bending, uji impak, uji geser tekan dan pengamatan struktur spesimen dengan foto SEM.
4.1Pengaruh Waktu Sintering Terhadap Densitas
Hasil pengujian densitas komposit HDPE-sampah oganik dengan variasi waktu sintering 5, 10, 15 dan 20 menit dapat dilihat pada Gambar 4.1.
Gambar 4.1 menunjukkan bahwa densitas mengalami kenaikan seiring dengan peningkatan waktu sintering. Nilai densitas komposit dari waktu sintering
5 menit sampai 20 menit meningkat sebesar 1,09%. Semakin meningkatnya waktu
sintering maka pergerakan partikel serbuk HDPE akan bergerak membentuk ikatan pada batas partikel. Pori akan terisolasi dan batas partikel menyatu. Akibat adanaya energi termal pada saat proses sintering mengakibatkan ikatan antara serbuk HDPE akan semakin banyak. Banyaknya ikatan yang terjadi akan menyebabkan volume pori pada komposit akan berkurang. Berkurangnya pori akan menyebabkan nilai densitas yang lebih besar.
450
commit to user
4.2 Pengaruh Waktu Sintering Terhadap Kekuatan Bending
Kekuatan bending komposit diuji dengan menggunakan metode three points bending. Kekuatan ini mengindikasikan ketahanan material terhadap beban lentur. Kekuatan bending suatu komposit sangat dipengaruhi oleh ikatan antar partikelnya.
Pengaruh waktu sintering terhadap kekuatan lentur komposit HDPE-sampah organik ditunjukkan pada gambar 4.2.
Gambar 4.2 menunjukkan bahwa kekuatan bending komposit HDPE-sampah
organik meningkat seiring dengan bertambahnya waktu sintering. Besarnya kenaikan kekuatan bending komposit dari waktu 5 menit ke 20 menit adalah 61.50%. Penambahan waktu sintering menyebabkan transfer massa dari batas butir atau daerah diantara serbuk menuju neck atau pori-pori meninggkat. Akibat adanya transfer massa tersebut, jarak antara kedua butir serbuk akan mengecil sehingga terjadi ikatan antar partikel. Semakin kuat ikatan antar partikel serbuk akan meningkatkan besarnya ketahanan terhadap kekuatan bending.
Nilai kekuatan bending komposit juga dipegaruhi oleh ukuran pori-pori yang terdapat pada komposit karena pori-pori merupakan tempat awal terjadinya retakan (initial crack). Semakin meningkatnya waktu sintering maka area kontak yang terjadi antara partikel serbuk akan semakin banyak. Serbuk HDPE akan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
26
bergerak membentuk ikatan antar partikel sehingga ikatan antar partikel juga semakin banyak. Semakin banyak ikatan yang terjadi maka nilai kekuatan bending
akan semakin meningkat.
Jika dikenai pembebanan, maka daerah ikatan antara partikel HDPE akan mampu menahan beban yang lebih tinggi dibandingkan dengan ranting dan daun. Denagan adanya variasi waktu sintering, akan mempengaruhi ikatan yang terjadi antara partikel HDPE. Pada variasi waktu 5 menit jumlah ikatan antar partikel yang terbentuk lebih sedikit jika dibanding dengan waktu 20 menit. Sehingga kemampuan untuk menahan beban bending lebih besar untuk variasi waktu 20 menit. Fakta ini terlihat pada pengamatan gambar 4.3 dan gambar 4.4 dimana pada penampang patah bending spesimen terlihat patah pada ikatan yang terjadi antar partikel.
Gambar 4.4 Pengamatan dengan menggunakan foto SEM pada komposit HDPE-sampah organik variasi waktu sintering 20 menit. Gambar 4.3 Pengamatan dengan menggunakan foto SEM pada komposit
HDPE-sampah organik variasi waktu sintering 5 menit
commit to user
4.3 Pengaruh Waktu Sintering Terhadap Kekuatan Impak
Pengaruh variasi waktu sintering terhadap kekuatan impak komposit HDPE-sampah organik ditunjukkan pada gambar 4.5. Penambahan waktu sintering akan menyebabkan serbuk HDPE bergerak untuk membentuk ikatan antar partikel. Sifat HDPE yang mengalami pelunakan atau pelelehan jika diberi penambahan suhu, sehingga serbuk HDPE a k a n m e n g i k a t s a m p a h m e m b e n t u k i k a t a n a n t a r p a r t i k e l . S e m a k i n m e n i n g k a t n y a w a k t u s i n t e r i n g, m a k a i k a t a n y a n g t e r j a d i j u g a a k a n s e m a k i n b a n y a k . Semakin banyak ikatan yang terbentuk maka kekuatan impak akan semakin besar. Pada variasi waktu sintering 5 menit nilai kekuatan impaknya 3489,19 J/m2, dan terus naik sampai waktu sintering 20 menit dengan nilai kekuatan impak 7307,47 J/m2.
0
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
28
4.4 Pengaruh Waktu Sintering Terhadap Kekuatan Geser Tekan
Gambar 4.6 dapat dilihat kekuatan geser tekan semakin meningkat dengan penambahan waktu sintering. Semakin meningkatnya waktu sintering, maka luasan ikatan area batas butir HDPE dan sampah organik yang terjadi juga semakin besar. Semakin besar luasan ikatan HDPE dan sampah organik maka volume pori-pori pada komposit akan semakin mengecil, sehingga kekuatan spesimen untuk menahan gaya akan samakin meningkat.
Peningkatan kekuatan geser tekan pada variasi waktu 5 hingga 10 menit sebesar 25,14%. Peningkatan kekuatan geser tekan pada variasi waktu 10 hingga 15 menit sebesar 28,77%. Sedangkan peningkatan kekuatan geser tekan pada variasi waktu 15 hingga 20 menit sebesar 12,22%.
0
commit to user
29 BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Berdasarkan hasil yang diperoleh dari analisa data, maka dapat disimpulkan bahwa peningkatan waktu sintering dari 5 menit sampai dengan 20 menit akan meningkatkan ikatan antar partikel serbuk. Energi termal yang timbul pada proses sintering akan menyebabkan serbuk HDPE akan bergerak. Serbuk HDPE akan bergerak membentuk ikatan antara serbuk HDPE yang lain. Sampah organik yang berfungsi sebagai filler terjebak diantara ikatan antar partikel HDPE. Semakin meningkatnya ikatan antar partikel serbuk maka akan meningkatkan kekuatan bending, kekuatan impak dan kekuatan geser tekan berturut-turut sebesar 61,50%; 109,43% dan 80,84%.
5.2. Saran
Berdasarkan penelitian yang telah dilakukan mengenai variasi waktu terhadap karakteristik komposit HDPE-Sampah organik dengan metode
sintering, penulis menyarankan :
a. Pengamatan pada patah bending menggunakan TEM untuk lebih jelas melihat struktur, bahan dan ikatan yang terjadi pada komposit.