commit to user
PENGARUH SIKLUS TERMAL
TERHADAP KARAKTERISTIK MEKANIK
KOMPOSIT HDPE–SAMPAH ORGANIK
SKRIPSI
Diajukan sebagai salah satu syarat
untuk memperoleh gelar
Sarjana teknik
Oleh : TRIONO KARSO
I 1407036
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIKUNIVERSITAS SEBELAS MARET
SURAKARTA
KOMPOSIT HDPE-SAMPAH ORGANIK Triono Karso
Jurusan Teknik Mesin, Fakultas Teknik Universitas Sebelas Maret, Surakarta
Triono_karso@yahoo.com Abstrak
Tujuan penelitian ini adalah untuk mengetahui pengaruh siklus termal terhadap karakteristik komposit HDPE-sampah organik berupa kekuatan lentur, kekuatan impak dan kekuatan geser tekan.
Komposit terbuat dari sampah HDPE dan sampah organik (daun dan
ranting). Pembuatan spesimen menggunakan metode pressured sintering dengan
tekanan 8,7 kPa, suhu sintering 120 ºC, waktu sintering 10 menit, dan fraksi
volume HDPE 0.3. Komposit HDPE-sampah organik akan disiklus termal dengan variasi suhu 60, 70, 80, 90, 100 dan 110 °C dengan variasi siklus 100, 150, 200, dan 250 kali. Komposit hasil siklus termal akan diuji kekuatan mekaniknya berupa kekuatan lentur dan geser tekan yang mengacu pada ASTM D1037, dan impak yang mengacu pada ASTM D5941. Penelitian ini juga dilakukan
pengamatan permukaan patah hasil uji bending dengan foto SEM (scanning
electron microscopy).
Peningkatan suhu siklus dari 60-110 °C akan merusak ikatan antara
material organik dan HDPE, berdampak pada penurunan nilai bending sebesar
56,93%, geser tekan 71,75% dan impak 74,33%. Variasi jumlah siklus dengan
temperatur di bawah suhu softening mengakibatkan kerusakan ikatan yang lebih
rendah dibandingkan suhu di atas softening. Penurunan untuk bending sebesar
29,38%, geser tekan 38,32% dan impak 55,66%.
Kata kunci : Komposit, HDPE, sampah organik, pressured sintering, siklus
commit to user
viTHE EFFECT OF THERMAL CYCLING ON MECHANICAL CHARACTERISTICS OF
HDPE-ORGANIC WASTE COMPOSITE Triono Karso
Department of Mechanical Engineering, Engineering Faculty Sebelas Maret University, Surakarta
triono_karso@yahoo.com Abstract
The aim of this research is to examine the effect of thermal cycling on the characteristic of HDPE-organic waste composite including flexural strength, impact strength and shear press strength.
Composite is made from HDPE waste and organic waste (leaves and twigs). The composite was made by using the pressured sintering method. The pressured sintering process was conducted at 10 minutes sintering time, temperature of 120 °C with pressure of 8,7 kPa, and volume fraction of HDPE of 0.3. Thermal cycling of HDPE-organic waste composite use temperature range 60, 70, 80, 90, 100, 110 °C and variation of cycle 100, 150, 200, and 250 times. Thermal cycling composites are tested in the form of mechanical strength including the flexural strength and shear press referring to ASTM D1037, and impact referring to ASTM D5941. Besides, the research observed the fracture surface of bending test results by using SEM (scanning electron microscopy) photos.
Increased temperature of cycle 60-110 °C will break the bond between organic material and HDPE that affect the impairment for bending is 56.93%, for compression shear 71.75% and for impact is 74.33%. In variation number of cycle with temperature below temperature softening causes demage on the bond that is lower than the softening temperature. A decrease for bending is 29.38%, for compression shear is 38.32%, and for impact is 55.66%.
Puji syukur kehadirat Allah SWT karena berkat rahmat, hidayah dan inayah-Nya penulis dapat menyelesaikan skripsi ini. Adapun tujuan penulisan skripsi ini adalah untuk memenuhi sebagian persyaratan guna mencapai gelar Sarjana Teknik di Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta.
Penulis menyampaikan terima kasih yang sangat mendalam kepada semua pihak yang telah berpartisipasi dalam penelitian dan penulisan skripsi ini, khususnya kepada :
1. Mamahku Rudatin, Bapakku Karso, kakak-kakakku Wahid Dianto dan
Untung Wahyudi, serta adik-adikku tercinta Taufiq Hardiansyah dan Yustika Setia Damayanti, terima kasih atas do’a, kasih sayang, dan semangat yang diberikan sehingga penulis dapat menyelesaikan skripsi ini.
2. Bapak Ir. Wijang Wisnu Raharjo, MT., selaku dosen pembimbing I yang
dengan ikhlas dan sabar memberikan banyak bantuan dalam penelitian dan penulisan skripsi ini.
3. Bapak Heru Sukanto, ST., MT., selaku dosen pembimbing II yang telah
memberikan banyak masukan dalam penelitian dan penulisan skripsi ini.
4. Bapak Wibowo, ST., MT., Bapak Wahyu Purwo Raharjo, ST., MT. dan
Bapak Purwadi Joko Widodo, ST., M. Kom., selaku dosen penguji.
5. Bapak Rendy Adhi R., ST., MT., dan Bapak Tri Istanto, ST., MT., selaku
pembimbing akademik.
6. Dosen-dosen Teknik Mesin FT UNS yang telah memberikan ilmu yang
sangat berguna bagi penulis.
7. Wisnu Adhi Permana Jati, teman seperjuangan penulis, terimaksih buat
kerjasama, dukungan dan semangatnya sehingga penulis dapat
menyelesaikan penulisan skripsi ini.
8. Muhamad Fandy Assydiqi ST., Didik Riyanto ST., Agung Ibnuwibowo ST.,
commit to user
viii9. Gita Kusumajati yang telah memberi motifasi, dukungan dan semangat
untuk terus tetap berjuang dalam situasi apapun. Selalu sabar dan tidak pernah berhenti memberi teguran dan masukan. Terima kasih juga atas do’anya dan perhatianya, terima kasih banyak.
10.Keluarga Mas Gi dan Mba’ Mut, keponakanku Tiara dan Alghi, dan juga
untuk Lina terimakasih atas dukungan, do’a dan untuk semuanya.
11.Keluarga Pak Sarjono dan Bu Lestari, buat si Mbah, dek Maya dan dek
Nena, terimaksih untuk do’a dan dukungannya.
12.Teman-teman Teknik Mesin Fakultas Teknik Non Reguler UNS angkatan
2007 (Supardi ST., Khamdan M. ST., Sukma A. ST., Dani, Eko “karim”, Eko “Pak Eko”, Bayu, Apriyan, Agus, Diky, Andry, Tri Haryono, Iva, Mahalevi, Fandi), dan untuk semua teman-teman Teknik Mesin Reguler tanpa terkecuali yang telah memberikan dukungan sehingga penulis dapat menyelesaikan skripsi.
13.Kakak tingkat Fakultas Teknik Mesin UNS angkatan 2005, dan 2006 (mas
Albert, mas Dhidit, mas Aji “Benot”, mas Arif, mas Tri Laksono, mas Dony, dan semuanya tanpa terkecuali) yang telah memberikan semangat.
14.Teman-teman kos Widuri 3 (Halim, Boyo, dan Kucing) dan teman-teman
kos Djati Asli, yang telah mendukung dan terus memberikan motifasi penulis harus dapat menyelesaikan skripsi, terima kasih untuk kebersamaannya.
15.Bu Elisa, Mas Har, Pak Endras, & Semua Karyawan Fakultas Teknik terima
kasih karena selalu mau untuk penulis repotkan.
16.Berbagai pihak yang tidak dapat disebutkan satu persatu, atas bantuan dan
dorongan semangat serta do’anya, terima kasih.
Penulis menyadari, bahwa dalam skripsi ini masih terdapat banyak kekurangan. Oleh karena itu, bila ada saran, koreksi dan kritik demi kesempurnaan skripsi ini, akan penulis terima dengan ikhlas dan dengan ucapan terima kasih.
Surakarta, Januari 2013
Halaman
ABSTRAK ... v
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
BAB I. PENDAHULUAN ... 1 1.1. Latar Belakang ... 1 1.2. Perumusan Masalah ... 2 1.3. Batasan Masalah ... 2 1.4. Tujuan Penelitian ... 3 1.5. Sistematika Penulisan ... 3
BAB II. DASAR TEORI ... 4
2.1. Tinjauan Pustaka ... 4
2.2. Teori Tentang Komposit ... 5
2.2.1.Klasifikasi Material dan Pembentuk Komposit ... 5
2.2.2. Matrik ... 7 2.2.3. Filler ... 9 2.2.4. Karakteristik Komposit ... 10 2.3. Sintering ... 14 2.4. Pencampuran Serbuk ... 15 2.5. Potensi Sampah ... 16
BAB III. METODE PENELITIAN ... 18
3.1. Tempat Penelitian ... 18
3.2. Bahan Penelitian ... 18
3.3. Alat Penelitian ... 19
3.4. Alat Uji ... 21
3.5. Parameter ... 22
3.6. Langkah Kerja Penelitian ... 23
3.7. Diagram Alir Penelitian ... 27
3.8. Jadwal Penelitian ... 28
BAB IV. HASIL DAN ANALISA ... 29
4.1. Pengaruh Variasi Suhu Siklus Termal Terhadap Karakteristik Mekanik Komposit HDPE-Sampah Organik ... 29
4.1.1. Pengukuran Densitas Komposit HDPE-Sampah Organik ... 29
4.1.2. Pengaruh Variasi Suhu Siklus Termal Terhadap Kekuatan Bending ... 30
4.1.3. Pengaruh Variasi Suhu Siklus Termal Terhadap Kekuatan Geser Tekan ... 33
4.1.4. Pengaruh Variasi Suhu Siklus Termal Terhadap Kekuatan Impak... 34
commit to user
xii4.2.2. Pengaruh Variasi Jumlah Siklus Termal Terhadap Kekuatan
Bending ... 37
4.2.3. Pengaruh Variasi Jumlah Siklus Termal Terhadap Kekuatan Geser Tekan ... 39
4.2.4. Pengaruh Variasi Jumlah Siklus Termal Terhadap Kekuatan Impak ... 41
BAB V. KESIMPULAN DAN SARAN ... 43
5.1. Kesimpulan ... 43
5.2. Saran ... 43 DAFTAR PUSTAKA
BAB I PENDAHULUAN
1.1 Latar Belakang
Kebutuhan jaman sekarang akan pemakaian logam yang terus semakin meningkat membuat ketersedian logam yang semakin menipis di alam, untuk itu di butuhkan sebuah material alternatif yang bisa mewakili sifat-sifat dari logam tersebut, karena alasan ini maka muncullah material baru yang disebut dengan material komposit. Material komposit adalah material yang tersusun dari dua atau lebih material yang bertujuan untuk mendapatkan kombinasi karakteristik terbaik dari setiap material penyusunnya (kuat tetapi ringan). Militer Amerika Serikat adalah pihak yang pertama kali mengembangkan dan memakai bahan komposit. Pesawat AV-8D mempunyai kandungan bahan komposit 27% dalam struktur rangka pesawat pawa awal tahu 1980-an. Penggunaan bahan komposit dalam skala besar pertama kali terjadi pada tahun 1985. Ketika itu Airbus A320 pertama kali terbang dengan stabiliser horisontal dan vertikal yang terbuat dari bahan komposit. Airbus telah menggunakan komposit sampai dengan 15% dari berat total rangka pesawat untuk seri A320, A330 dan A340 (William, J.C. 2003).
Komposit daur ulang merupakan salah satu jenis komposit yang banyak dikembangkan, salah satu jenisnya adalah komposit daur ulang yang menggunakan bahan dasar sampah organik dan anorganik. Sampah organik biasa digunakan sebagai
filler karena memiliki sifat ringan, mudah didaur ulang, tahan korosi, dan harganya murah. Sementara sampah anorganik susah untuk terurai sehingga harus didaur ulang agar dapat digunakan kembali dan tidak mencemari lingkungan. Dalam penelitian ini digunakannya bahan dasar sampah organik dan anorganik karena sampah merupakan permasalahan yang sangat serius di kota–kota besar. Salah satu contohnya seperti di kota Solo, menurut petugas Dinas Kebersihan dan Pertamanan (DKP) kota Solo, sampah yang di hasilkan pada hari biasa rata-rata mencapai 260 ton/hari, namun jumlah ini akan terus meningkat 3-6 % saat hari libur (Subroto, 2012). Oleh karena
commit to user
2
untuk mengurangi volume sampah kota, sampah organik (daun dan ranting) berfungsi
sebagai pengisi (filler) dan sampah anorganik (HDPE) berfungsi sebagai pengikat
(matriks).
Pembuatan material komposit dapat menggunakan beberapa metode, salah
satunya dengan metode pressured sintering. Pressured sintering adalah suatu proses
pengikatan partikel melalui proses pemanasan di bawah titik lebur yang dilakukan
selama proses penekanan (kompaksi). Material yang dihasilkan dengan metode ini
diharapkan memiliki sifat mekanik dan fisik yang lebih baik. Parameter yang
digunakan untuk mengendalikan proses sintering adalah laju pemanasan, suhu, dan
waktu sintering (Sugondo, 2000).
Beban termal dapat terjadi pada setiap komposit, beban termal timbul dari perbedaan temperatur, atau dari sumber panas lain seperti kebakaran, panas dari listrik, dan panas yang ditimbulkan dari mesin. Beban termal dapat terjadi secara berulang-ulang hingga membentuk siklus termal. Mengingat komponen penyusun komposit ini adalah material organik dan anorganik yang berpotensi mengalami
beban termal secara berulang (thermal cycling), maka sangatlah penting untuk
mengetahui efek dari beban termal yang berulang terhadap sifat mekanik dari komposit dari komposit HDPE-sampah organik.
1.2 Perumusan Masalah
Bagaimana pengaruh siklus termal dengan variasi perubahan suhu dan pengaruh jumlah siklus termal terhadap karakteristik mekanik komposit berbahan dasar HDPE-sampah organik.
1.3 Batasan Masalah
Batasan-batasan masalah dalam penelitian ini adalah sebagai berikut :
a. Distribusi serbuk HDPE, serbuk ranting dan serbuk daun yang digunakan
dalam pembuatan komposit ini dianggap merata selama proses pencampuran.
c. Panas yang diterima oleh komposit dianggap sama dan merata selama proses siklus termal.
1.4 Tujuan Penelitian
Tujuan penelitian ini adalah untuk mengetahui pengaruh siklus termal terhadap karakteristik mekanik komposit HDPE-sampah organik berupa kekuatan
bending, kekuatan impak dan kekuatan geser tekan.
1.5 Sistematika Penulisan
Sistematika penulisan Tugas Akhir ini adalah sebagai berikut :
a. Bab I Pendahuluan, menjelaskan tentang latar belakang masalah, perumusan
masalah, batasan masalah, tujuan penelitian, serta sistematika penulisan Tugas Akhir.
b. Bab II Dasar teori, berisi tinjauan pustaka serta kajian teoritis yang memuat
penelitian-penelitian sejenis serta landasan teori yang berkaitan dengan permasalahan yang diteliti.
c. Bab III Metode penelitian, menjelaskan peralatan yang digunakan, tempat
dan pelaksanaan penelitian, langkah-langkah percobaan dan pengambilan data.
d. Bab IV Data dan analisa, menjelaskan data hasil pengujian, perhitungan data
hasil pengujian serta analisa hasil dari perhitungan.
e. Bab V Penutup, berisi tentang kesimpulan dan saran. Kesimpulan
merupakan jawaban dari tujuan penelitian dan pembuktian kebenaran hipotesis. Saran berisi pertimbangan penulis yang ditujukan kepada para peneliti yang ingin melanjutkan atau mengembangkan penelitian yang sejenis.
commit to user
4 BAB II DASAR TEORI2.1. Tinjauan Pustaka
Termoplastik adalah jenis plastik yang dapat didaur ulang, termoplastik akan melunak saat dipanaskan dan mengeras jika didinginkan dan proses ini bisa dilakukan
secara berulang (Asbhy. Dkk, 2007). HDPE (High Density Polyethylene) merupakan
salah satu jenis termoplastik yang penggunaannya sangat luas antara lain sebagai kemasan makanan, minuman dan bahan kimia. Penggunan HDPE yang begitu luas mengakibatkan peningkatan limbah plastik HDPE yang semakin tinggi dan jumlah ini akan terus bertambah karena sifat plastik yang tidak mudah terurai secara alami yang pada akhirnya dapat menimbulkan pencemaran lingkungan. Selain sampah plastik, jenis limbah lain yang sering menimbulkan masalah adalah sampah organik.
Penelitian komposit HDPE-sampah organik dengan variasi suhu sintering
HDPE menghasilkan bahwa peningkatan suhu sintering dari suhu 105 °C sampai 127
°C akan menaikan kekuatan bending sebesar 171,6 % dan menyebabkan nilai resapan
air komposit HDPE-sampah organik turun sebesar 84,23 % (Riyanto, 2011). Penelitian komposit HDPE-sampah organik dengan variasi penambahan fraksi
volume HDPE 20 % sampai dengan 50 % meningkatkan sifat fisik dan mekanik material. Secara keseluruhan kekuatan lentur naik sebesar 135,52 %, kekuatan impak naik sebesar 158,53 % dan densitas naik sebesar 31,97 % (Asshiddiqi, 2011).
Proses pressured sintering yang diberikan pada spesimen akan meningkatkan
jumlah ikatan antar serbuk plastik. Peningkatan jumlah ikatan dimulai pada suhu
sintering 120 °C karena pada suhu ini serbuk plastik mulai melunak dan mengalami reposisi menempati ruang antar serbuk karet (Sukanto, 2008).
Variasi suhu yang semakin meningkat pada siklus termal dapat menurunkan kekuatan mekanik komposit, hal ini sesuai dengan penelitian Cao S., Dkk (2009) yang menunjukan bahwa kekuatan tarik serat karbon berkurang secara signifikan dengan peningkatan suhu dari 16, 30, 55, 80, 120, 160 sampai 200 °C, pada suhu
tinggi hibridisasi serat mampu mengurangi penurunan kekuatan tarik komposit CFRP. Kemampuan energi serap komposit dengan matrik polimer berkurang seiring
dengan peningkatan temperatur perlakuan pada pengujian impak velocity, seperti
penelitian yang dilakukan oleh Aktas M., Dkk (2010) dengan menggunakan variasi suhu 20, 60, dan 100 °C.
Peningkatan jumlah siklus termal yang diberikan pada komposit dengan
matrik epoxy dapat menyebabkan kerusakan ikatan antar muka yang dapat
menyebabkan terjadinya crack (retakan), hal ini sesuai dengan penelitian
Papanicolaou G.C., dkk (2009) yang mengkaji tentang pengaruh perlakuan panas
kejut (thermal shock) dengan variasi jumlah siklus 6, 12, 24, 36 dan 48 kali, hasil
penelitiannya menunjukan perlakuan thermal shock menyebabkan kegagalan
debonding pada matrik karena pengaruh thermal fatique, sedangkan untuk variasi
jumlah siklus ditemukan adanya kerusakan micro crack yang meningkat pesat dengan
bertambahnya jumlah siklus. Pernyataan tersebut dikuatkan oleh Surdia (2000), yang menyatakan bahwa lamanya waktu berada pada temperatur tinggi juga dapat menjadi satu penyebab menurunnya kekuatan polimer. Polimer dalam waktu yang lama dengan temperatur rendah dapat mengakibatkan kerusakan, tetapi polimer dalam waktu singkat pada temperatur yang lebih tinggi akan memberikan pengaruh kerusakan yang lebih signifikan.
2.2. Teori Tentang Komposit
2.2.1. Klasifikasi Material dan Pembentuk Komposit
Menurut Gibson (1994) komposit adalah perpaduan dari bahan yang dipilih berdasarkan kombinasi sifat fisik masing-masing material penyusun untuk menghasilkan material baru dengan sifat yang unik dibandingkan sifat material dasar sebelum dicampur dan terjadi ikatan permukaan antara masing-masing material penyusun. Campuran tersebut akan menghasilkan material komposit yang mempunyai sifat mekanik dan karakteristik yang berbeda dari material pembentuknya.
commit to user
6
Karakteristik dan sifat komposit dipengaruhi oleh material-material yang menyusunnya. Dalam hal ini susunan struktur dan interaksi antar unsur-unsur penyusunnya. Interaksi antar unsur-unsur penyusun komposit, yaitu serat dan matrik sangat berpengaruh terhadap kekuatan ikatan antarmuka. Kekuatan ikatan antarmuka yang optimal antara matrik dan serat merupakan aspek yang penting dalam penunjukan sifat-sifat mekanik komposit (Gibson, 1994).
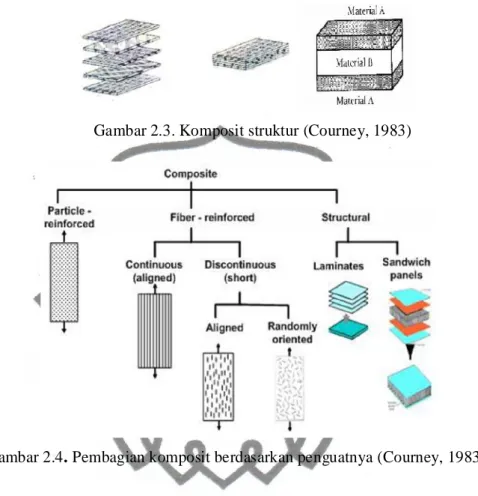
Secara umum pengelompokan komposit dapat dibedakan menjadi dua, yang pertama yaitu berdasarkan matrik dan yang kedua berdasarkan penguatnya. Berdasarkan matriknya komposit dapat digolongkan menjadi tiga (Courney, 1983) yaitu :
a) Komposit matrik logam (KML), yaitu logam sebagai matrik
b) Komposit matrik polimer (KMP), yaitu polimer sebagai matrik
c) Komposit matrik keramik (KMK), yaitu keramik sebagai matrik
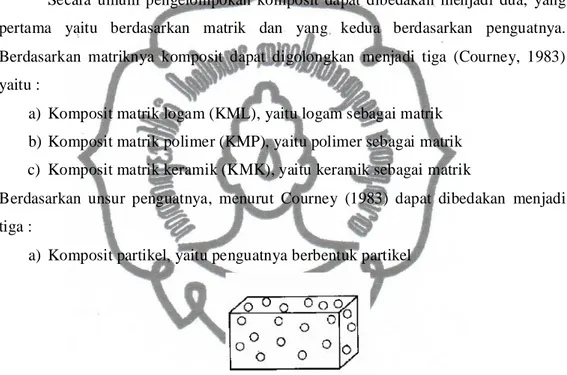
Berdasarkan unsur penguatnya, menurut Courney (1983) dapat dibedakan menjadi tiga :
a) Komposit partikel, yaitu penguatnya berbentuk partikel
Gambar 2.1. Komposit partikel (Courney, 1983)
b) Komposit serat, yaitu penguatnya berbentuk serat
c) Komposit struktur, yaitu cara penggabungan material komposit
Gambar 2.3. Komposit struktur (Courney, 1983)
Gambar 2.4. Pembagian komposit berdasarkan penguatnya (Courney, 1983).
2.2.2. Matrik (Pengikat)
Gibson (1994) mengatakan bahwa matrik dalam struktur komposit bisa berasal dari bahan polimer, logam maupun keramik. Matrik secara umum berfungsi untuk mengikat serat menjadi satu struktur komposit. Fungsi dari matrik adalah sebagai berikut :
- Mengikat serat menjadi satu kesatuan struktur
- Melindungi serat dari kerusakan akibat kondisi lingkungan
- Mentransfer dan mendistribusikan beban ke serat
- Menyumbangkan beberapa sifat seperti, kekakuan, ketangguhan, dan tahanan
commit to user
8
Umumnya matriks terbuat dari bahan-bahan yang lunak dan liat. Polimer (plastik)
merupakan bahan umum yang biasa digunakan. Polyester, vinilester dan epoksi
adalah bahan-bahan polimer yang sejak dahulu telah dipakai sebagai bahan matriks, namun selain itu dapat juga digunakan bahan keramik dan logam. Polimer banyak digunakan karena :
- Tidak korosif
- Ringan
- Mempunyai bentuk yang komplek
- Biaya murah
Persyaratan di bawah ini perlu dipenuhi sebagai bahan matriks untuk pencetakan bahan komposit :
- Resin yang dipakai perlu memiliki viskositas rendah, dapat sesuai dengan
bahan penguat dan permeable.
- Dapat diukur pada temperatur kamar dalam waktu yang optimal.
- Mempunyai penyusutan yang kecil pada pengawetan.
- Memiliki kelengketan yang baik dengan bahan penguat.
- Mempunyai sifat baik dari bahan yang diawetkan.
Tidak ada bahan yang dapat memenuhi semua persyaratan di atas tetapi pada saat ini
paling banyak dipakai adalah polyester tak jenuh (Surdia, 2000).
Surdia (2000) mengatakan bahwa polimer adalah gabungan beberapa satuan struktur (monomer) yang tersusun secara berulang-ulang dan diikat oleh gaya tarik menarik yang kuat yang disebut ikatan kovalen. Jenis polimer yang umum ada dua yaitu polimer termoset (polimer yang tidak dapat didaur ulang) dan polimer termoplastik (polimer yang dapat didaur ulang). Proses pembuatan polimer ini disebut polimerisasi, yang melibatkan energi panas dan katalisator untuk memisahkan ikatan dalam suatu molekul agar dapat terjadi ikatan dengan molekul-molekul lain yang sejenis (Billmeyer, 1994).
High Density Polyethylene (HDPE) merupakan polimer termoplastik yang dibuat dari petroleum, untuk membuat 1 kg HDPE dibutuhkan 1,75 kg petroleum.
Polyethylene). HDPE dengan rantai yang lebih sedikit dari LDPE, memiliki bagian kristal yang lebih besar, sehingga densitasnya lebih besar dan kekuatan tarik yang lebih tinggi dari LDPE. Sedikitnya cabang dipengaruhi oleh pemakaian katalis yang tepat (contoh katalis Ziegler-Natta) dan kondisi reaksi. HDPE juga lebih keras dan tahan temperatur tinggi (120 °C untuk waktu yang singkat, dan 110 °C untuk waktu
kontinyu (http://id.scribd.com/doc/6646896/High-Density-Polyethylene-2, 26 Januari
2013).
Gambar 2.5. Simbol daur ulang HDPE
HDPE sangat tahan terhadap bahan kimia sehingga memiliki aplikasi yang luas, diantaranya :
- Sistem perpipaan transfer panas bumi
- Sistem perpipaan gas bumi
- Pipa air
- Pembungkus kabel
Selain itu HDPE juga memiliki sifat ketahan impak cukup baik, memiliki ketahanan terhadap suhu, stabil terhadap oksidasi udara, tetapi tidak tahan terhadap sinar matahari (corneliusse, 2002).
2.2.3. Filler (Pengisi)
Filler merupakan komponen di dalam material komposit yang bertujuan untuk memperbaiki sifat mekanik dari bahan matrik yang digunakan komposit tersebut.
commit to user
10
juga dapat dilakukan modifikasi terhadap nilai kekuatan (strength), ketangguhan
(toughness), stabilitas, konduktivitas panas dan listrik. Interaksi keberadaan partikel di dalam matrik polimer terlihat pada perilaku mekanisnya seperti kekuatan, kekakuan, kekerasan.
Beberapa penelitian dilakukan untuk mengurangi kelemahan yang terjadi pada
komposit resin, salah satu usahanya adalah dengan menggunakan filler fiber, filler
dapat juga berperan dalam memperbaiki sifat mekanik seperti fracture toughness.
filler di dalam komposit resin sangat besar peranannya yaitu sebagai penguat dan juga
sebagai penghambat retakan yang terjadi pada matrik. Kandungan filler
dipertimbangakan sebagai faktor yang sangat penting dalam meningkatkan fracture
toughness komposit resin sehingga penambahan filler banyak diteliti untuk meningkatkan kekuatan komposit resin (Sundari, 2009).
Pengisi dapat dibagi atas pengisi organik dan anorganik. Contoh pengisi dari bahan anorganik adalah serat kaca, serat kevlar, silica, kalsium, mika, dll. Sedangkan contoh dari pengisi dari bahan organik adalah sekam padi, sagu, kotoran gergaji, daun, ranting, dll. Penggunaan bahan organik sebagai pengisi banyak digunakan misalnya seperti yang dilakukan Ariawan, dkk (2008) komposit sampah kota dengan
matrik pati kanji dan unsaturatedpolyester. Bahan organik digunakan karena relatif
murah, mudah didapat, mudah didaur ulang dan lebih ramah lingkungan dibandingkan pengisi dari bahan anorganik.
2.2.4. Karakteristik Komposit
Material komposit merupakan gabungan dari unsur-unsur yang berbeda, hal ini menyebabkan munculnya daerah perbatasan antara pengisi dan matrik. Umumnya pada semua bahan komposit terdapat dua bahan yang berlainan yang dipisahkan oleh antara muka bahan-bahan tersebut. Ikatan antar muka pengisi–matriks berfungsi untuk memindahkan beban dari matrik ke penguat (pengisi). Kemampuan pemindahan beban ke penguat tergantung dari daya ikat yang muncul pada antar muka komposit. Kemampuan tersebut dapat dihitung dengan berbagai rumus untuk mengetahui nilai dari sifat-sifat komposit yang dihasilkan.
· Densitas
Densitas merupakan indikator penting kemampuan suatu komposit. Hal ini menggambarkan seluruh efek dari sifat material. Rumus untuk menghitung densitas :
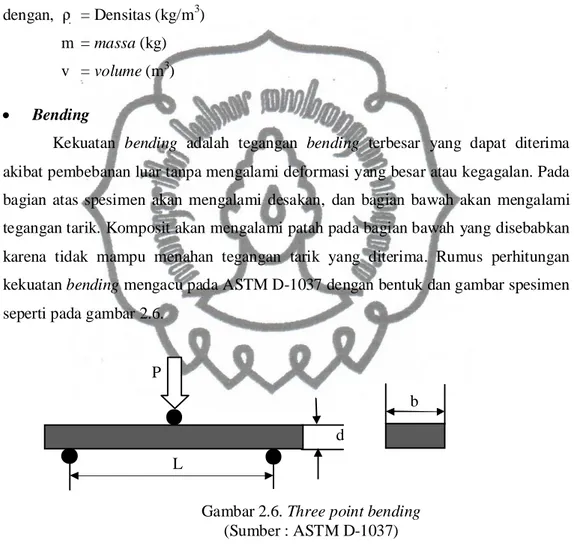
= v m …...…...……...…………...…………... (2.1) dengan, = Densitas (kg/m3) m = massa (kg) v = volume (m3) · Bending
Kekuatan bending adalah tegangan bending terbesar yang dapat diterima
akibat pembebanan luar tanpa mengalami deformasi yang besar atau kegagalan. Pada bagian atas spesimen akan mengalami desakan, dan bagian bawah akan mengalami tegangan tarik. Komposit akan mengalami patah pada bagian bawah yang disebabkan karena tidak mampu menahan tegangan tarik yang diterima. Rumus perhitungan
kekuatan bending mengacu pada ASTM D-1037 dengan bentuk dan gambar spesimen
seperti pada gambar 2.6.
Gambar 2.6. Three point bending
(Sumber : ASTM D-1037)
Kekuatan bending ini ditentukan oleh MOR (Modulus of Rupture). Rumus
untuk menghitung MOR:
MOR = 2 2 3 bd PL ………...………....…...……....(2.2) L b P d
commit to user
12
dengan, MOR = modulus of rupture ( pembebanan dari tengah), MPa
P = beban bending (N)
L = panjang span (mm)
b = lebar spesimen (mm)
d = tebal spesimen (mm)
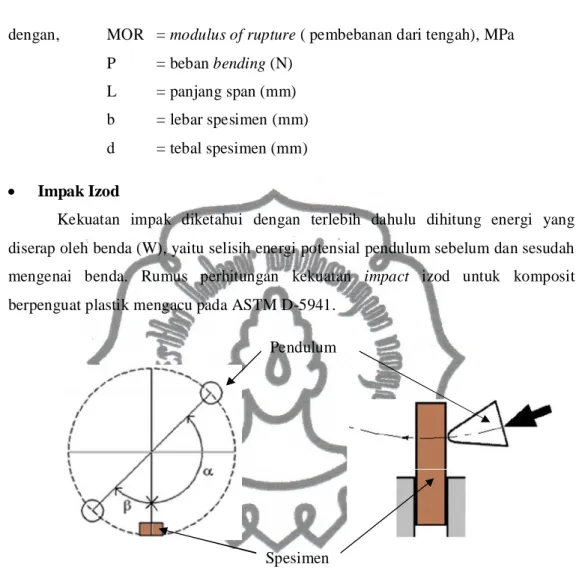
· Impak Izod
Kekuatan impak diketahui dengan terlebih dahulu dihitung energi yang diserap oleh benda (W), yaitu selisih energi potensial pendulum sebelum dan sesudah
mengenai benda. Rumus perhitungan kekuatan impact izod untuk komposit
berpenguat plastik mengacu pada ASTM D-5941.
Gambar 2.7. Sudut impak (Modul panduan impak izod)
– ...…(2.3)
dengan, W = Energi yang diserap (J)
w = berat pendulum (N) = m . g
R = jarak dari pusat rotasi pendulum ke pusat massa (m) = sudut pantul lengan ayun (°)
sudut naik awal lengan ayun (°) Spesimen
Kondisi pendulum diayunkan bebas (tanpa mengenai benda uji) sudut pantul lengan ayun lebih kecil daripada sudut naiknya berarti terdapat gesekan, maka nilai W
dikurangi dengan energi gesekan (Wgesek). Persamaan untuk menghitung energi total
yang diserap oleh benda (W) adalah :
W = Wspesimen – Wgesek
– ... (2.4)
dengan, = sudut pantul lengan ayun tanpa mengenai benda
Perhitungan nilai kekuatan impak benda uji adalah sebagai berikut:
3 10 ´ ´ = b h W aiU
( )
2 m J …....…………...……….(2.5)dengan, h = ketebalan benda uji (m)
b = lebar benda uji (m)
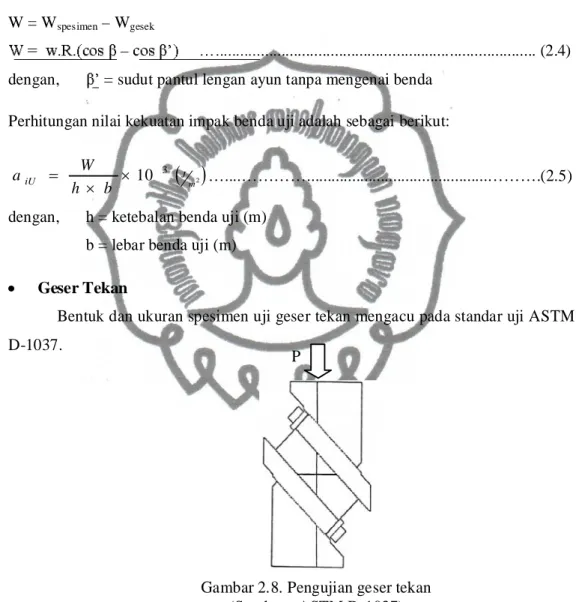
· Geser Tekan
Bentuk dan ukuran spesimen uji geser tekan mengacu pada standar uji ASTM D-1037.
Gambar 2.8. Pengujian geser tekan (Sumber : ASTM D-1037)
Perhitungan untuk menentukan tegangan geser maksimum adalah:
...……...….……….………...………(2.6)
P
=
commit to user
14
dengan, = tegangan geser maksimum (MPa) P = beban maksimum (N)
A = luas penampang spesimen (mm2)
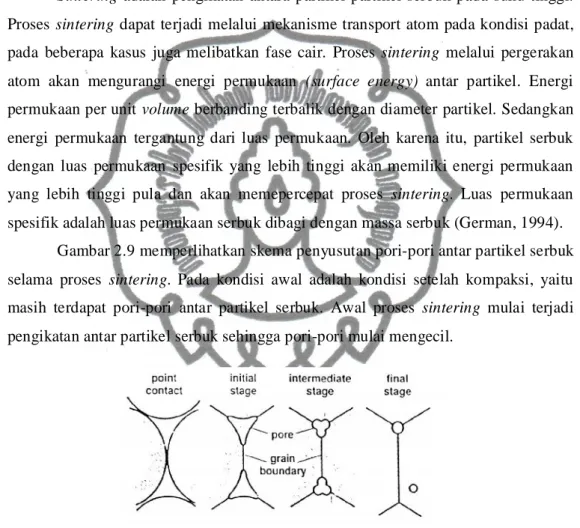
2.3. Sintering
Sintering adalah pengikatan antara partikel-partikel serbuk pada suhu tinggi.
Proses sintering dapat terjadi melalui mekanisme transport atom pada kondisi padat,
pada beberapa kasus juga melibatkan fase cair. Proses sintering melalui pergerakan
atom akan mengurangi energi permukaan (surface energy) antar partikel. Energi
permukaan per unit volume berbanding terbalik dengan diameter partikel. Sedangkan
energi permukaan tergantung dari luas permukaan. Oleh karena itu, partikel serbuk dengan luas permukaan spesifik yang lebih tinggi akan memiliki energi permukaan
yang lebih tinggi pula dan akan memepercepat proses sintering. Luas permukaan
spesifik adalah luas permukaan serbuk dibagi dengan massa serbuk (German, 1994). Gambar 2.9 memperlihatkan skema penyusutan pori-pori antar partikel serbuk
selama proses sintering. Pada kondisi awal adalah kondisi setelah kompaksi, yaitu
masih terdapat pori-pori antar partikel serbuk. Awal proses sintering mulai terjadi
pengikatan antar partikel serbuk sehingga pori-pori mulai mengecil.
Gambar 2.9. Skema penyusutan pori selama proses sintering
(Sumber : German, 1994).
Area kontak antara partikel serbuk akan membesar jika proses sintering terus
berlanjut, hal ini disebabkan karena adanya tekanan selama proses kompaksi dan partikel serbuk mulai mengalami perubahan fase menjadi lebih lunak, dan ketika material sudah pada kondisi suhu ruang akan menghasilkan ikatan yang lebih kuat,
selain membentuk ikatan antar partikel, siklus sintering diharapkan dapat
menyeragamkan campuran serbuk dan mengurangi porositas. Proses sintering
berpengaruh besar dalam menentukan sifat produk, antara lain kekuatan produk, kekerasan, keuletan, konduktifitas panas dan listrik.
Dampak proses kompaksi terhadap hasil sintering adalah berkurangnya
pori-pori, serta menambah luas area kontak antar partikel, sehingga sifat material hasil
proses sintering akan mengalami peningkatan kekuatan, densitas, serta berkurangnya
penyusutan saat proses sintering. Serbuk HDPE pada suhu 120°C sudah mulai
melunak karena pada suhu tersebut plastik sudah mendekati titik melting. Pelunakan
serbuk plastik mengakibatkan terjadinya ikatan antar serbuk plastik. Ikatan antar serbuk plastik juga dipengaruhi oleh kompaksi yang diberikan. Kompaksi yang diberikan bersamaan dengan proses sintering akan memperbesar ikatan antar serbuk plastik. Bertambahnya ikatan antar partikel serbuk plastik akan menurunkan besarnya pori (Yonanta, 2008).
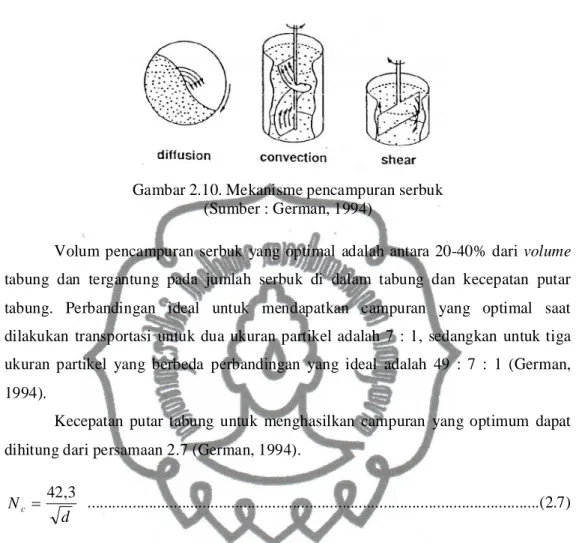
2.4. Pencampuran Serbuk (mixing)
Pencampuran serbuk dilakukan untuk menghasilkan distribusi komposisi material dan ukuran serbuk yang seragam. Proses ini juga berguna untuk menyeragamkan distribusi ukuran serbuk sebelum kompaksi, karena pada saat penyimpanan atau proses transportasi bisa mengalami getaran yang memungkinkan terjadinya segregasi. Segregasi dapat terjadi karena perbedaan bentuk, densitas, dan ukuran partikel serbuk.
Pencampuran serbuk ada tiga mekanisme yaitu difusi, konveksi, dan geser. Mekanisme difusi yaitu pencampuran yang terjadi karena pergerakan partikel serbuk masuk ke partikel serbuk yang lain. Mekanisme konveksi yaitu percampuran dengan perpindahan sekumpulan serbuk ke tempat yang lain. Sedangkan mekanisme geser yaitu pergeseran serbuk karena perputaran plat tegak. Ketiga mekanisme tersebut dapat dilihat pada gambar 2.10.
commit to user
16
Gambar 2.10. Mekanisme pencampuran serbuk (Sumber : German, 1994)
Volum pencampuran serbuk yang optimal adalah antara 20-40% dari volume
tabung dan tergantung pada jumlah serbuk di dalam tabung dan kecepatan putar tabung. Perbandingan ideal untuk mendapatkan campuran yang optimal saat dilakukan transportasi untuk dua ukuran partikel adalah 7 : 1, sedangkan untuk tiga ukuran partikel yang berbeda perbandingan yang ideal adalah 49 : 7 : 1 (German, 1994).
Kecepatan putar tabung untuk menghasilkan campuran yang optimum dapat dihitung dari persamaan 2.7 (German, 1994).
d Nc 3 , 42 = ...(2.7)
dengan, Nc = Kecepatan putar pada kondisi kritis (rpm), yaitu pada kondisi gaya
sentrifugal partikel serbuk ke dinding sama dengan gaya gravitasi. d = Diameter tabung (meter)
Kecepatan putar yang optimum adalah sekitar 75% dari kecepatan putar kritis (Nc).
2.5. Potensi Sampah
Pemanfaatan sampah yang terus meningkat juga harus dilakukan, dimana potensi sampah organik di Indonesia adalah 70% yaitu sekitar 330.000 ton/hari dan sisanya adalah sampah anorganik dan sampah berbahaya, (PSTL ITB, 2010). Diperkirakan ada 500 juta hingga 1 milyar kantong plastik digunakan penduduk dunia dalam satu tahun, berarti ada sekitar 1 juta kantong plastik per menit.
Indonesia diperkirakan menghasilkan 100.000 ton sampah plastik per hari (Efendi, dkk, 2010). Saat ini produksi sampah di kota besar tertinggi adalah Jakarta sebanyak 6.500 ton perhari. Kota Yogyakarta termasuk rendah produksi sampahnya untuk kategori kota besar. Secara nasional produksi sampah per hari mencapai 200.000 ton (Hamdan, M.M, 2010). Menurut kepala Bidang Persampahan DKP Surakarta, biasanya sampah berkisar 230-240 ton per hari, tetapi sepekan terakhir naik sampai 260-320 ton per hari. Kenaikan volume sampah mencapai 40 % (Sudiyatno, 2012).
Pada tahun 2008 kapasitas produksi HDPE mencapai 550.000 ton/tahun (Highlight
IBBPPN), diperkuat data dari The Public Bottle Institute (2005) menyatakan bahwa
pemakaian HDPE (High Density Polyethylene) 23%, PVC (Polyvinyl Chloride) 6%,
LDPE (Low Density Polyethylene) 4%, PP (Polypropylene) 4%, dan PS (Polystyrene)
commit to user
18BAB III
METODE PENELITIAN
3.1. Tempat Penelitian
Penelitian ini dilakukan di Laboratorium Material Teknik Teknik Mesin Universitas Sebelas Maret Surakarta.
3.2. Bahan Penelitian
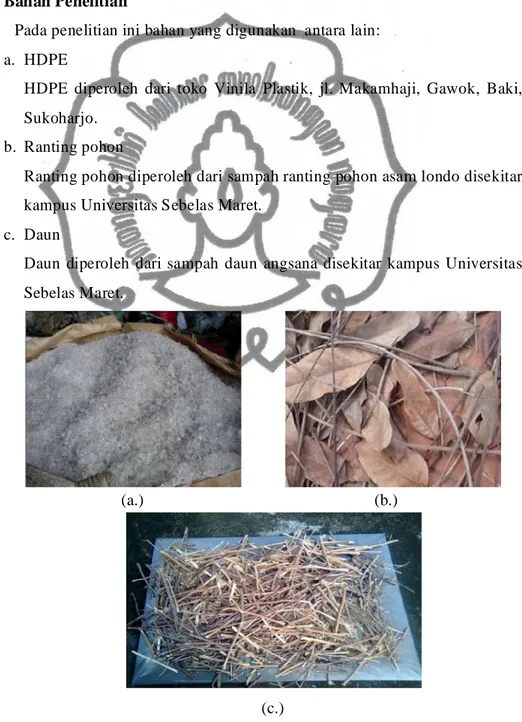
Pada penelitian ini bahan yang digunakan antara lain:
a. HDPE
HDPE diperoleh dari toko Vinila Plastik, jl. Makamhaji, Gawok, Baki, Sukoharjo.
b. Ranting pohon
Ranting pohon diperoleh dari sampah ranting pohon asam londo disekitar kampus Universitas Sebelas Maret.
c. Daun
Daun diperoleh dari sampah daun angsana disekitar kampus Universitas Sebelas Maret.
(a.) (b.)
(c.)
Spesifikasi alat yang digunakan dalam penelitian dan pengambilan data antara lain adalah :
a. Mesh (saringan)
Mesh digunakan untuk mendapatkan ukuran HDPE dan ranting pohon
setelah di crushing. Ukuran mesh yang digunakan adalah mesh 40, 30,
10, dan 6. Spesifikasi mesh yang digunakan:
· Merk : TATONAS
· Model : Laboratory Test Sieve
b. Oven dan rangkaian siklus
Oven dan rangkaian siklus digunakan untuk memberikan perlakuan siklus termal sesuai dengan yang diinginkan terhadap komposit sebelum pengujian mekanik.
c. Alat press yang dilengkapi dengan kontaktor, thermocontroller, timer
dan Thermometer digital. Thermocontroller yang dirangkai dengan
kontaktor pada alat press digunakan untuk mengontrol suhu pada saat
melakukan proses sintering, spesifikasi dari alat press :
· Luas cetakan 250 x 160 mm
· Kapasitas dongkrak : 2 ton
· Pressure Gauge : 100 kg/cm²
d. Timbangan digital
Timbangan digital digunakan untuk mengukur massa dan selanjutnya
untuk menentukan fraksi berat komposit. Spesifikasi timbangan digital :
· Merk : KRISBOW
· Model : KW 0600378
· Kapasitas and Reability : 500 g x 0.01
· Standard Deviation : 1
· Tare Range : 0 – 500 g
· Time Of Stabilizing : 3 s
e. Crusher (Pemecah/Penggiling)
commit to user
(a.) (b.) (c.) (d.) (e.)Gambar 3.2. Alat Penelitian : (a.) Mesh, (b.) Oven dan rangkaian siklus, (c.)
a. Universal Testing Machine (UTM)
Digunakan untuk pengujian bending dan geser tekan pada spesimen
komposit. Pengujian dilakukan di Laboratorium Material Teknik Mesin UNS. Spesifikasi UTM :
· Merk : Sans/ SHT-4106
· Spesifikasi : Servo hidrolik; kapasitas maksimum beban : 100 ton;
kontrol dan akusisi menggunakan komputer
Gambar 3.3. Universal Testing Machine
b. Impak Izod
Digunakan untuk pengujian impak pada spesimen komposit. Pengujian dilakukan di Laboratorium Fisika F. MIPA UNS. Spesifikasi impak izod :
· Merk : Toyoseiki Tokyo
· Panjang lengan pendulum : 0,36 m
commit to user
c. Scanning Electron Microscopy (SEM)Digunakan untuk mengambil gambar mikro spesimen uji bending. Pengujian foto SEM dilakukan di Universitas Negeri Malang (UM). Spesifikasi SEM :
· Merk : FEI
· Type : Ins pect-S50
· Modus operasional : low vacum (sampel non konduktif) dan
high vacum (sampel konduktif)
Gambar 3.5. Scanning Electron Microscopy
3.5. Parameter
Dalam penelitian ini parameter yang dibuat tetap adalah:
a. Suhu sintering 120ºC.
b. Tekanan 2 kg/cm2 (tekanan pada pressure gauge)
c. Waktu sintering 10 menit
d. Ukuran mesh bahan adalah:
· Serbuk HDPE = mesh 30-40
· Sampah organik = mesh 6-10
e. Fraksi volume HDPE = 0.3
f. Sampah organik terdiri dari ranting pohon dan daun kering dengan
perbandingan 1:1.
g. Perlakuan termal
Parameter yang dirubah adalah temperatur, yaitu mulai dari temperatur 60. 70, 80, 90, 100 dan 110 °C dengan siklus 100 kali, kemudian di uji.
dan 250 kali.
3.6. Langkah Kerja Penelitian
a. Persiapan Bahan Dasar
Proses penyiapan bahan dasar adalah dengan pengumpulan plastik jenis HDPE yang berasal dari tempat penampungan sampah plastik. Sedangkan sampah organik (daun dan ranting) yang dipakai berasal dari lingkungan sekitar kampus UNS.
b. Perlakuan Awal
HDPE dicuci dan dibersihkan dari kotoran yang menempel, selanjutnya dijemur agar kering. Sedangkan untuk sampah organik (daun dan ranting) dilakukan penjemuran hingga kering agar mudah hancur saat
proses penggilingan (crushing).
c. Proses Crushing
Bahan dasar setelah perlakuan awal akan digiling dengan mesin crusher
hingga hasil dari proses penggilingan menjadi serbuk.
d. Penyaringan
Serbuk daun, serbuk ranting, dan serbuk HDPE dari hasil crushing
selanjutnya akan di saring, untuk ukuran serbuk HDPE yang digunakan
adalah yang lolos mesh 30 dan tidak lolos mesh 40, sedangkan ukuran
serbuk daun dan ranting pohon yang digunakan adalah yang lolos mesh 6
dan tidak lolos mesh 10.
e. Pencampuran Serbuk
Proses pencampuran serbuk dilakukan untuk menyeragamkan komposisi, serta mengurangi segregasi yang biasa terjadi akibat adanya pergerakan atau getaran pada serbuk. Pencampuran serbuk dilakukan dalam keadaan kering. Fraksi volume HDPE 30%, serbuk daun 35%, dan serbuk ranting 35%. Penggunaan fraksi volume dalam pencampuran kedua serbuk tersebut untuk memudahkan dalam memperkirakan banyaknya masing-masing bahan dalam campuran. Pencampuran dilakukan dalam tabung silinder yang diputar dengan kecepatan 75 rpm. Perhitungan untuk
commit to user
dilihat pada persamaan (2.7), dengan volume total serbuk di dalam tabung adalah 40% dari volume tabung.
f. Pembuatan Spesimen
Pembuatan spesimen dilakukan dengan metode Metode Pressured
Sintering. Pressured sintering adalah suatu metode yang mengaplikasikan proses kompaksi dan sintering. Material yang
dihasilkan dengan menggunakan metode pressured sintering diharapkan
memiliki sifat mekanik dan fisik yang lebih baik. Pada penelitian ini
digunakan tekanan sintering 8.7 kPa, temperatur sintering 120ºC, waktu
sintering 10 menit, fraksi volume HDPE 30%.
g. Perlakuan siklus termal
Perlakuan siklus termal divariasi dengan perubahan suhu 60, 70, 80, 90,
100 dan 110 oC dan dengan pengaruh variasi jumlah siklus 100, 150, 200,
dan 250 kali untuk mengetahui efek siklus termal terhadap karakteristik
kekuatan bending, kekuatan impak dan kekuatan geser tekan komposit
HDPE – sampah organik.
Pada tahap ini komposit dimasukan pada oven dengan suhu 30 oC dan
dinaikan sampai suhu yang diinginkan (batas atas). Proses menaikan
suhu ini disebut dengan heating rate, kemudian ditahan selama 2 menit
dan suhu diturunkan sampai 30 oC (batas bawah), proses penurunan suhu
ini disebut dengan cooling rate dan ditahan selama 2 menit lagi (1
siklus). Proses ini akan belangsung secara kontinyu sampai dengan
jumlah siklus yang diinginkan. Selisih waktu antara heating dan cooling
rate antara siklus satu dengan siklus berikutnya tidak boleh lebih dari 10
%, agar sesuai dengan standar penelitian.
h. Tahap pengujian
· Pengujian Densitas
Pengujian ini mengacu pada ASTM D-792, dimana dalam pengujian ini tidak ditentukan dimensi spesimen yang akan diuji,
melainkan ditentukan oleh massa spesimen. Massa spesimen yang
Pengujian ini mengacu pada ASTM D-1037.
Gambar 3.6. Dimensi spesimen bending
· Pengujian kekuatan impak
Pengujian ini mengacu pada ASTM D-5941.
Gambar 3.7. Dimensi spesimen impak
· Pengujian geser tekan
Pengujian ini mengacu pada ASTM D-1037.
Gambar 3.8. Dimensi spesimen geser tekan
Satuan : mm Satuan : mm Satuan : mm 194 6 80 4 50,8 7
commit to user
i. Pengolahan Data
Data yang telah diperoleh dari hasil pengujian selanjutnya dianalisa
dengan melakukan perhitungan terhadap besarnya kekuatan bending,
kekutan impact dan geser tekan dari komposit HDPE - ranting - daun.
Data hasil pengujian selanjutnya dapat disusun grafik hubungan antara variasi suhu dengan pengaruh jumlah siklus termal terhadap kekuatan lentur, kekuatan geser tekan dan kekuatan impak. Hasil pengujian ini diambil yang terbaik, sehingga akan didapatkan variasi suhu dengan pengaruh jumlah siklus termal yang menghasilkan sifat mekanik dengan nilai optimal untuk spesimen.
Gambar 3.9. Diagram alir metode penelitian
Perlakuan awal
(Pencucian dan Penjemuran sampai kering) Perlakuan awal
(Penjemuran kadar air 10%) Ranting, daun
Pengolahan Data
Kesimpulan
Mixing sampah organik dan HDPE pada N= 75 rpm, fraksi volume HDPE = 0.3 Penyaringan dengan mesh 6-10 HDPE Proses crushing Penyaringan dengan mesh 30-40 Pengujian
Densitas (ASTM D-792) Bending (ASTM D-1037), Impact (ASTM D-5941), Geser Tekan (ASTM D-1037) Pembuatan Spesimen
Metode Pressured Sintering dengan P = 8.7 kPa, T = 120ºC, waktu sintering 10 menit, fraksi volume HDPE 0.3 Proses crushing
Selesai
Perlakuan siklus termal
Variasi suhu 60, 70, 80, 90, 100,110°C dengan siklus 100 kali
Perlakuan siklus termal
Suhu dengan hasil terbaik, divariasi dengan siklus 150, 200, 250 kali Pengujian
Densitas (ASTM D-792) Bending (ASTM D-1037), Impact (ASTM D-5941), Geser Tekan (ASTM D-1037)
SEM Mulai
commit to user
3.7. Jadwal Penelitian No BULAN KEGIATAN 1 2 3 4 5 6 1 Mencari referensi2 Pembuatan proposal penelitian
3 Persiapan alat pembuatan komposit
4 Pelaksanaan penelitian
5 Pengambilan data
6 Analisa data
7 Hasil & kesimpulan penelitian
HASIL DAN ANALISA
4.1. Pengaruh Variasi Suhu Siklus Termal Terhadap Karakteristik Mekanik Komposit HDPE-Sampah Organik
Pengaruh variasi temperatur siklus termal terhadap karakteristik mekanik komposit HDPE–sampah organik pada penelitian ini dapat diketahui dengan
beberapa pengujian, antara lain pengukuran densitas, uji bending, uji impak, uji
geser tekan dan pengamatan struktur spesimen dengan foto SEM.
4.1.1. Pengukuran Densitas Komposit HDPE-Sampah organik
Pengukuran densitas dilakukan untuk mengetahui keseragaman komposit dan memprediksi kekuatan suatu komposit. Pada penelitian ini pengukuran densitas komposit HDPE-sampah organik dilakukan sebelum dan setelah perlakuan siklus termal. Hasil pengukuran densitas ditampilkan pada gambar 4.1.
Gambar 4.1. Penurunan nilai densitas komposit HDPE-sampah organik setelah dikenai siklus termal
Gambar 4.1 menunjukan terjadinya penurunan nilai densitas komposit, nilai densitas komposit berbanding terbalik dengan peningkatan suhu yang diberikan, semakin tinggi suhu yang diberikan maka semakin turun nilai
R² = 0.9927 0 50 100 150 200 250 300 350 400 450 500 0 20 40 60 80 100 120 D en si tas r at a -r a ta ( k g/ m 3) Suhu ( °C)
commit to user
Penurunan densitas yang sangat kecil ini disebabkan karena massa komposit turun akibat kadar air yang berkurang. Fakta ini dapat dilihat pada gambar 4.2. Pada gambar 4.2 terlihat perubahan warna dari komposit sebelum dan sesudah dikenai siklus termal, komposit sebelum dikenai siklus termal memiliki warna yang lebih gelap, sedangkan komposit yang telah dikenai siklus termal warnanya lebih terang
dan terlihat lebih kering, meskipun massa dan volume komposit turun sangat kecil
(cenderung masih utuh), namun ikatan yang terjadi antar muka telah melemah (debonding), dapat dilihat pada gambar 4.4. Hal ini disebabkan karena pada saat proses siklus termal material HDPE sudah melewati suhu distorsi (suhu distorsi HDPE : 60-80 °C (Martienssen W. dan Warlimont H., (2005)) yang menyebabkan HDPE mengalami fase perubahan bentuk dari padat ke fase cair (koefisien termal) yang terjadi secara brulang-ulang. Perubahan fase yang terjadi akibat siklus termal akan membuat HDPE dan sampah organik memuai, tetapi kemampuan memuai yang berbeda antara kedua material ini menyebabkan ikatan antar muka menjadi lemah.
(a.) (b.)
Gambar 4.2. Perubahan warna komposit : (a.) sebelum dikenai siklus termal; (b) setelah dikenai siklus termal
4.1.2. Pengaruh Variasi Suhu Siklus Termal Terhadap Kekuatan Bending
Hasil pengujian bending komposit HDPE-sampah organik ditampilkan
Gambar 4.3. Pengaruh variasi suhu siklus termal terhadap kekuatan bending
komposit HDPE-sampah organik
Nilai kekuatan bending semakin turun dengan bertambahnya temperatur.
Penurunan kekuatan bending dari temperatur 30 °C (tanpa perlakuan) sampai
temperatur 110 °C mencapai 56,93 %. Semakin tinggi temperatur siklus termal
akan menurunkan kekuatan bending komposit HDPE-sampah organik. Penurunan
kekuatan bending yang sangat signifikan terjadi pada temperatur 110 °C yaitu
sebesar 44,96 %, hal ini disebabkan karena temperatur distorsi dari HDPE yang hanya sekitar 60 - 80 °C (Martienssen W. dan Warlimont H., 2005) sehingga saat diberi perlakuan siklus termal material HDPE mengalami perubahan fase dari padat ke fase cair yang mengakibatkan ikatan antar muka antara HDPE dan sampah organik menjadi melemah dan lama kelamaan sampah organik akan terlepas dari HDPE dan meninggalkan pori yang bertambah banyak seiring dengan ditambahkannya temperatur siklus termal. Pori yang timbul sangat
mempengaruhi kekuatan bending, karena pori merupakan tempat awal terjadinya
retakan (initial crack). Ikatan antar muka yang melemah akan menyebabkan
ketahan daya lengkung komposit HDPE-sampah organik berkurang. Fakta ini
R² = 0.9846 0 1 2 3 4 5 6 0 10 20 30 40 50 60 70 80 90 100 110 120 K e k u at a n b e n d in g ( M p a ) Temperatur (°C)
commit to user
Kondisi seperti ini sesuai dengan penelitian yang dilakukan Papanicolaou
G.C., dkk. (2009), pengaruh perlakuan panas kejut (thermal shock) terhadap
komposit dengan matrik epoxy menyebabkan kegagalan debonding pada matrik
karena pengaruh thermal fatique dan sesuai dengan penelitian Surdia, (2000),
bahwa lamanya waktu berada pada temperatur tinggi juga dapat menjadi satu penyebab menurunnya kekuatan polimer, polimer dalam waktu singkat pada temperatur yang lebih tinggi akan memberikan pengaruh kerusakan signifikan.
(a.)
(b.)
Gambar 4.4. Pengamatan SEM (a.) sebelum dikenai siklus termal; (b.) setelah dikenai siklus termal
Ikatan antar muka HDPE Ranting Daun Ranting HDPE Daun
Ikatan antar muka yang melemah
(debonding)
Tekan
Hasil pengujian geser tekan komposit HDPE-sampah organik ditampilkan pada gambar 4.5.
Gambar 4.5. Pengaruh variasi suhu siklus termal terhadap kekuatan geser tekan komposit HDPE-sampah organik
Kekuatan geser tekan juga mengalami penurunan, seperti pada pengujian
bending, yaitu kekuatan geser tekan semakin turun dengan semakin bertambahnya temperatur siklus termal. Penurunan kekuatan geser tekan dari variasi tanpa
perlakuan sampai variasi dengan temperatur 110 °C mencapai 71,75 %.
Penurunan nilai geser tekan terbesar terjadi pada temperatur 110 °C yaitu sebesar
63,25 %, ini disebabkan karena pada temperatur 110 °C material penyusun
komposit seperti daun dan ranting mulai terlepas dari ikatan yang disebabkan karena perubahan fase dari HDPE. Terlepasnya daun dan ranting dari ikatan menyebabkan timbulnya pori baru yang mengakibatkan ikatan antar muka pada komposit HDPE-sampah organik menjadi lemah dan rusak, sehingga ketahanan
R² = 0.9962 0 0.1 0.2 0.3 0.4 0.5 0.6 0 10 20 30 40 50 60 70 80 90 100 110 120 K e k u at a n G e se r te k an ( M P a) Temperature (°C)
commit to user
4.1.4. Pengaruh Variasi Suhu Siklus Termal Terhadap Kekuatan Impak Hasil dari pengujian kekuatan impak komposit HDPE-sampah organik dapat dilihat pada gambar 4.6.
Gambar 4.6. Pengaruh variasi suhu siklus termal terhadap kekuatanimpak
komposit HDPE-sampah organik
Seperti halnya pada pengujian bending dan geser tekan, kekuatan impak
juga mengalami penurunan dengan bertambahnya temperatur siklus termal. Penurunan kekuatan impak dari variasi tanpa perlakuan sampai variasi dengan
temperatur 110 °C mencapai 74,33 %, sedangkan penurunan terbesar terjadi pada
perlakuan siklus termal dengan temperatur 110 °C yaitu sebesar 67,76 %.
Semakin tinggi variasi temperatur yang diberikan akan semakin memperlemah ikatan antar muka, karena perlakuan siklus termal mengakibatkan perubahan fase pada HDPE dan menyebabkan kedua material penyusun komposit memuai, tetapi kemampuan memuai yang berbeda dari material HDPE dan sampah organik menyebabkan pori yang semakin besar dan banyak (gambar 4.4), hal ini akan menurunkan kemampuan menahan energi atau beban kejut yang menyebabkan kekuatan impak menurun. Fakta ini sesuai dengan penelitian Aktas M., Dkk (2010) yang menyatakan bahwa, kemampuan energi serap komposit dengan
matrik epoxy berkurang seiring dengan peningkatan temperatur perlakuan pada
pengujian impak velocity.
R² = 0.9552 0 1000 2000 3000 4000 5000 6000 0 10 20 30 40 50 60 70 80 90 100 110 120 K e k u at a n I m p ak (M P a) Temperature (°C)
dibandingkan dengan penurunan nilai bending dan geser tekan, hal ini disebabkan uji impak menggunakan beban dinamik, sehingga komposit menerima
pembebanan yang cepat atau beban kejut (rapid loading)(Prasetya N., Dkk, 2009),
pada pembebanan cepat terjadi penyerapan energi yang besar dari energi kinetik pendulum yang menumbuk spesimen. Berbeda dengan uji bending dan geser tekan yang mengalami beban statik yaitu komposit diberikan beban secara perlahan-lahan. Penyerapan energi yang besar pada uji impak akan diubah menjadi berbagai respon material seperti deformasi plastis, dan efek inersia. Efek inersia adalah kemampuan suatu material untuk mempertahankan bentuknya ketika diberikan gaya, ketika diberikan pembebanan dengan kecepatan tinggi material tersebut tidak sempat untuk mempertahankan bentuknya dan akhirnya patah.
Turunnya kekuatan impak juga dapat dilihat dari besar kecilnya sudut pantul lengan ayun yang mengenai spesimen. Semakin besar sudut pantul lengan ayun yang dihasilkan (
kecil, begitu juga sebaliknya.
4.2. Pengaruh Variasi Jumlah Siklus Termal Terhadap Karakteristik Mekanik Komposit HDPE-Sampah Organik
Penelitian ini selain untuk mengetahui pengaruh variasi temperatur siklus termal juga untuk mengetahui pengaruh variasi jumlah siklus terhadap karakteristik mekanik komposit HDPE–sampah organik. Variasi siklus yang digunakan adalah 100 kali, 150 kali, 200 kali dan 250 kali dengan temperatur
yang tetap yaitu 60 °C, sedangkan pengujian yang dilakukan sama dengan variasi
temperatur yaitu pengukuran densitas, uji bending, uji impact, uji geser tekan dan
pengamatan struktur spesimen dengan foto SEM.
4.2.1. Pengukuran Densitas Komposit HDPE-Sampah organik
commit to user
Gambar 4.7. Penurunan nilai densitas komposit HDPE-sampah organik setelah dikenai siklus termal
Gambar 4.7 di atas dapat dilihat bahwa nilai untuk densitas komposit penurunannya sangat kecil bahkan bisa dikatakan cenderung tetap. Meskipun nilai untuk densitas cenderung tetap tetapi ikatan yang terjadi antar muka material penyusun komposit telah rusak. Fakta ini bisa dilihat pada gambar 4.10. Penurunan nilai densitas yang sangat kecil ini disebabkan karena massa dari komposit mengalami penurunan akibat kadar air di dalam komposit yang turun setelah komposit dikenai siklus termal. Fakta ini bisa dilihat pada gambar 4.8. Pada gambar 4.8 terlihat perubahan warna dari komposit sebelum dan sesudah dikenai siklus termal. Komposit sebelum dikenai siklus termal memiliki warna yang lebih gelap, sedangkan komposit yang telah dikenai siklus termal warnanya lebih terang dan terlihat lebih kering.
R² = 0.9093 0 50 100 150 200 250 300 350 400 450 500 0 50 100 150 200 250 300 D en si tas r at a -r a ta (k g/ m 3) Jumlah Siklus
(a.)
(b.)
Gambar 4.8. Perubahan warna komposit : (a.) sebelum dikenai siklus termal; (b) setelah dikenai siklus termal
4.2.2. Pengaruh Variasi Jumlah Siklus Termal Terhadap Kekuatan Bending
Hasil pengujian bending komposit HDPE-sampah organik ditampilkan
pada gambar 4.9 di bawah ini.
R² = 0.9999 0 1 2 3 4 5 6 0 50 100 150 200 250 300 Temperatur = 60 °C
commit to user
Pengaruh banyaknya jumlah siklus terhadap kekuatan bending komposit
HDPE-sampah organik ditunjukkan pada gambar 4.9. Rata-rata kekuatan bending
menurun seiring dengan meningkatnya jumlah siklus yang diberikan, namun penurunan yang terjadi tidak sebesar penurunan yang terjadi pada siklus termal dengan variasi temperatur. Hal ini sesuai dengan penelitian (Surdia, 2000), bahwa lamanya waktu berada pada temperatur tinggi juga dapat menjadi satu penyebab menurunnya kekuatan polimer. Polimer dalam waktu yang lama dengan temperatur rendah dapat mengakibatkan kerusakan.
Penurunan kekuatan bending dari variasi siklus 100 kali sampai variasi
siklus 250 kali mencapai 29,38 %. Penurunan kekuatan bending yang sangat
signifikan terjadi pada siklus 250 kali yaitu sebesar 20,96 %, hal ini disebabkan karena pada siklus 250 kali ikatan antar muka yang terjadi semakin melemah (debonding) dan mulai terlepas sehingga menyebabkan terjadinya pori yang
merupakan awal dari terbentuknya retakan (initial crack) menyebabkan ketahanan
untuk menahan daya lengkung berkurang. Fakta ini dapat dilihat pada gambar
4.10 yang merupakan gambar penampang patah bending yang diamati
menggunakan foto SEM. Pernyataan ini ini juga dikuatkan dengan penilitian Papanicolaou G.C., dkk (2009) yang mengkaji tentang pengaruh perlakuan panas
kejut (thermal shock) dengan variasi jumlah siklus 6, 12, 24, 36 dan 48 kali, hasil
penelitiannya menunjukan perlakuan thermal shock menyebabkan kegagalan
debonding pada matrik karena pengaruh thermal fatique, sedangkan untuk variasi
jumlah siklus ditemukan adanya kerusakan micro crack yang meningkat pesat
(a.)
(b.)
Gambar 4.10. Pengamatan SEM (a.) sebelum dikenai variasi siklus termal; (b.) setelah dikenai variasi siklus termal
4.2.3. Pengaruh Variasi Jumlah Siklus Termal Terhadap Kekuatan Geser Tekan
Hasil pengujian geser tekan komposit HDPE-sampah organik dengan variasi jumlah siklus termal dapat dilihat pada gambar 4.11.
Ikatan antar muka HDPE Ranting Daun Ranting HDPE Daun
Ikatan antar muka yang melemah
(debonding)
commit to user
43 BAB VKESIMPULAN DAN SARAN
5.1. Kesimpulan
a. Peningkatan suhu siklus dari 60-110 °C akan merusak ikatan antara material
organik dan HDPE, berdampak pada penurunan nilai bending sebesar
56,93%, geser tekan 71,75% dan impak 74,33%.
b. Variasi jumlah siklus dengan temperatur di bawah suhu softening
mengakibatkan kerusakan ikatan yang lebih rendah dibandingkan suhu di atas
softening. Penurunan untuk bending sebesar 29,38%, geser tekan 38,32% dan impak 55,66%.
5.2. Saran
Berdasarkan penelitian yang telah dilakukan mengenai variasi siklus
termal terhadap karakteristik mekanik komposit HDPE-sampah organik, penulis
menyarankan :
a. Perlu adanya generator untuk menjaga agar alat bantu siklus yang digunakan
tetap hidup jika terjadi padam listrik saat siklus termal sedang berlangsung.
b. Saat proses perlakuan siklus termal, alat bantu siklus harus selalu diawasi