ANALISIS LEAN PRODUCTION
DENGAN PENDEKATAN COST TIME PROFILE DAN SIMULASI
DI PT SAKA AGUNG KARYA ABADI SIDOARJO
SKRIPSI
Oleh :
0732210178
RAMZY ARDY WARDANA
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
KATA PENGANTAR
Puji syukur ke hadirat Allah SWT yang telah melimpahkan berkat, rahmat, serta hidayah-Nya sehingga penulis dapat menyelesaikan Tugas Akhir dengan judul ”Analisis Lean Production Dengan Pendekatan Cost Time Profile Dan Simulasi Di PT Saka Agung Karya Abadi Sidoarjo”. Laporan Tugas Akhir ini disusun sebagai syarat untuk lulus atau menerima gelar sarjana teknik pada Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Selama melakukan Tugas Akhir ini, penulis banyak sekali menerima bantuan yang berarti dari berbagai pihak. Pada kesempatan ini penulis ingin mengucapkan rasa terima kasih kepada:
1. Bapak Prof. Dr. Ir. Teguh Sudarto, MP selaku Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur
3. Bapak Ir. H. M. Tutuk Safirin, MT selaku Ketua Jurusan Teknik Industri UPN “Veteran” Jawa Timur, serta selaku Dosen Wali dan Dosen Pembimbing I atas perhatian, motivasi dan kesabarannya dalam membimbing penulis.
4. Bapak Drs. Sartin, M.Pd sebagai Dosen Pembimbing II atas kebaikannya dalam membimbing penulis.
6. Ibu Ir. Sumiati, MT sebagai Penguji Seminar I dan II.
7. Bapak Ir. Tri Susilo, MM sebagai Penguji Seminar II dan Ujian Lesan. 8. Ibu Ir. Endang Pudji Widjajati, MMT selaku Penguji Ujian Lesan. 9. Bapak Dwi Sukma Donoriyanto, ST selaku Dosen Pembimbing PKL. 10.Seluruh Bapak dan Ibu Dosen Jurusan Teknik Industri UPN “Veteran”
Jawa Timur.
11.Bapak Andreas Novianto, Bapak Ivan Christian dan Bapak Nurcholis selaku Direktur, General Manager dan Kepala Produksi PT Saka Agung Karya Abadi Sidoarjo atas atas waktu, pemikiran, dan kerjasama yang telah diberikan selama penyusunan Tugas Akhir.
12.Bapak, Mama, Ajeng atas dukungan, semangat dan masukannya.
13.Bu Dewi, Puyo, Nashirul, Emon, Ricky, Ibad, Wahyu, Bima atas bantuannya dalam pengerjaan Tugas Akhir ini.
14.Keluarga Besar Lab. OTISTA (Restu, Donny, Ilma, Reksi, Citra, Niar, Siti, Ruly, Mba Kadek) dan teman – teman angkatan 2005, 2006, 2007, dan 2008 UPN “Veteran” Jawa Timur.
Pada akhirnya semoga laporan yang penulis susun ini dapat berguna bagi rekan-rekan civitas akademika UPN “Veteran” Jawa Timur pada umumnya dan rekan-rekan Teknik Industri pada khususnya.
Surabaya, Juni 2010
ii
3.2 Identifikasi dan Definisi Operasional Variabel ... 43
3.2.1 Variabel Bebas ... 43
iii
BAB IV ANALISA DAN PEMBAHASAN 4.1 Proses Produksi ... 56
4.4 Identifikasi Penyebab Waste Dengan Root Cause Analysis... 81
4.5 Model Simulasi ARENA Kondisi Existing dan Alternatif Perbaikan ... 82
4.6 Kondisi Setelah Perbaikan ... 86
iv
4.10 Analisa dan Perbandingan Skenario Perbaikan ... 107
4.11 Analisa Kondisi Perbaikan ... 108
4.11.1 Analisa Future State Value Mapping ... 108
4.11.2 Analisa Cost TimeProfile Setelah Perbaikan ... 109
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 112
5.2 Saran ... 113
v
DAFTAR GAMBAR
Gambar 2.1 Struktur Utama Lean Improvement ... 9
Gambar 2.2 Pengembangan Struktur Lean ... 9
Gambar 2.3 Simbol yang Digunakan Dalam VSM ... 14
Gambar 2.4 Simbol – Simbol Big Picture Mapping ... 18
Gambar 2.5 Matrik VALSAT ... 22
Gambar 2.6 Cost Time Profile ... 26
Gambar 2.7 Simple Project Network ... 29
Gambar 2.8 Gantt Chart ... 30
Gambar 2.9 Project’s Cost Time Profile ... 31
Gambar 2.10 Klasifikasi Model Simulasi ... 34
Gambar 3.1 Diagram Langkah – Langkah Pemecahan Masalah ... 50
Gambar 4.1 Cost Time Profile Existing PC – 4 ... 72
Gambar 4.2 Cost Time Profile Existing PC – 6 ... 74
Gambar 4.3 Prosentase Jumlah Aktivitas ... 79
Gambar 4.4 Prosentase Kebutuhan Waktu ... 80
Gambar 4.5 Cost Time Profile Future PC – 4 ... 88
Gambar 4.6 Prosentase Jumlah Aktivitas ... 99
Gambar 4.7 Prosentase Kebutuhan Waktu ... 100
vi
viii
DAFTAR LAMPIRAN
Lampiran A Lintasan Produksi
Lampiran B Current State Value Stream Mapping
Lampiran C Rekap Data Waktu
Lampiran D Grafik Uji Keseragaman Data
Lampiran E Grafik Uji Normalitas
Lampiran F Rekap Uji Kecukupan Data PC – 6
Lampiran G Waktu Normal dan Standar PC – 6
Lampiran H Rekap Aktivitas Waiting PC – 6 (Sekarang)
Lampiran I Performance Rating PC – 6
Lampiran J Struktur Organisasi
Lampiran K Rekap Data Akumulasi Waktu
Lampiran L Rekap Data Akumulasi Biaya (Sekarang)
Lampiran M Kuesioner Pembobotan Waste
Lampiran N Process Activity Mapping
Lampiran O Akumulasi Biaya & Waktu PC – 6 (Sekarang)
Lampiran P Flowchart Simulasi
Lampiran Q Perhitungan Manual
Lampiran R Rekap Data Akumulasi Waktu PC – 6 (Perbaikan)
Lampiran S Perhitungan VALSAT
Lampiran T Future State Value Stream Mapping
Lampiran U Rekap Data Akumulasi Biaya PC – 4 & PC – 6 (Perbaikan)
Lampiran V Rekap Aktivitas Waiting (Perbaikan)
ix Lampiran X Tabel Perbandingan Hasil Simulasi
ABSTRAKSI
Perpaduan antara penerapan lean yang berkelanjutan dengan evaluasi cost-time profile yang selalu dilakukan secara beriringan akan memperkuat keberhasilan proses continous improvement dalam sebuah perusahaan. Sebagai perusahaan yang sangat memperhatikan kualitas dan kepuasan konsumen, penerapan konsep lean di PT Saka Agung Karya Abadi Sidoarjo akan mendukung kelangsungan perusahaan di tengah persaingan global. Penelitian ini diawali dengan penggambaran kondisi awal perusahaan melalui value stream mapping,
kemudian identifikasi waste menggunakan VALSAT, kemudian dilakukan analisis dengan cost-time profile.
Simulasi merupakan suatu tools yang digunakan sebagai alat evaluasi atas berhasil atau tidaknya penerapan lean dalam suatu perusahaan. Perpaduan antara penerapan lean yang berkelanjutan dengan simulasi yang selalu dilakukan akan memperkuat keberhasilan proses continous improvement tersebut.
Pada penelitian ini akan dibahas tentang analisis lean production di area produksi dengan identifikasi waste menggunakan VALSAT, kemudian dilakukan analisis dengan tools berupa simulasi dengan menggunakan software ARENA. Dari hasil identifikasi tersebut diketahui bahwa non-value added time banyak disebabkan oleh transportation, defects, dan inventories. Beberapa alternatif perbaikan direkomendasikan untuk mengatasi waste yang terjadi di area produksi. Dengan membuktikan analisis hasil simulasi dengan menggunakan value stream mapping dan cost-time profile kondisi perbaikan. Dari hasil perhitungan diketahui bahwa dengan penerapan metode kerja baru dan pengurangan jumlah operator terjadi penurunan direct cist sebesar 1,7% per hari.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Di dalam persaingan yang demikian ketat, setiap unit usaha dituntut untuk
dapat menerapkan prinsip-prinsip efisiensi dan efektivitas hampir di segala bidang
untuk dapat menghasilkan produk dengan mutu yang baik disertai dengan biaya
yang murah. Dengan kondisi dan tuntutan fungsi seperti yang telah digambarkan
di atas, maka suatu perusahaan seharusnya tidak hanya melakukan sekali
perbaikan atas kekurangan yang terjadi pada unit usahanya saja tetapi juga
melakukan continous improvement agar dapat tetap survive dalam persaingan
bebas yang terjadi.
Salah satu pendekatan yang dilakukan adalah dengan menerapkan konsep
lean production pada perusahaan, tidak hanya di area produksi saja tetapi juga
terintegrasi dengan departemen atau bidang kerja yang lainnya. Lean yang berarti
suatu usaha oleh seluruh elemen perusahaan untuk bersama-sama mengeliminasi
waste merupakan salah satu tools yang dapat digunakan untuk mencapai
competitive advantage perusahaan seoptimal mungkin.
Beberapa tahun terakhir ini, konsep lean sudah mulai mendapatkan respon
yang positif dari berbagai jenis usaha, dimana tidak hanya usaha yang bergerak
dibidang manufaktur saja tetapi jasa juga dan lain - lain. Hal ini membuktikan
bahwa lean masih relevan untuk diterapkan saat ini. Dari beberapa penelitian
menunjukkan bahwa lean production dapat meningkatkan produktivitas dan
konsep lean production pada perusahaan masih belum diimbangi dengan
perhitungan pembiayaan (investasi usaha) yang sesuai.
PT. Saka Agung Karya Abadi Sidoarjo merupakan perusahaan yang
memproduksi box berbagai ukuran. Permasalahan perusahaan ini adalah banyak
waste yang terjadi di area pemotongan material produk. Dengan adanya waste,
kegiatan produksi belum dikatakan maksimal, maka diharapkan waste - waste
tersebut dapat dihilangkan dan mereduksi biaya produksi.
Dengan kata lain, horizon waktu yang selama ini memiliki pengaruh besar
terhadap biaya (investasi) tidak dipertimbangkan dalam perhitungan continous
improvement yang dilakukan. Sedangkan dengan menggunakan value stream
mapping hanya akan menggambarkan konsumsi waktu dan proses operasi yang
terjadi dalam proses manufaktur pembuatan sebuah produk, tanpa melibatkan
biaya. Oleh karena itu, dilakukan penelitian dengan menggunakan cost-time
profile (CTP) dengan harapan dapat mengurangi waste pada lintasan produksi
sehingga menghasilkan direct cost yang minimum.
Dengan pendekatan lean, aliran informasi dan material dari perusahaan
tersebut dapat digambarkan dengan value stream mapping. Sehingga dengan
gambaran tersebut dapat diketahui waste yang ada. Dengan gambaran tersebut
dapat diupayakan suatu rencana perbaikan. Rencana perbaikan ini digambarkan
dalam future state mapping yang kemudian disimulasikan untuk mendapatkan
alternatif rekomendasi yang optimal. Penggunaan pendekatan simulasi tersebut
kemungkinan trial dan error untuk analisa rekomendasi perbaikan dapat
1.2. Perumusan Masalah
Permasalahan yang menjadi pokok bahasan dalam penelitian ini adalah
”Bagaimana melakukan identifikasi waste sehingga menghasilkan direct cost
yang minimum serta membuat model simulasi dalam usaha menunjang analisis rekomendasi perbaikan?”
1.3. Tujuan Penelitian
Tujuan dari penelitian tugas akhir ini adalah sebagai berikut:
1. Mengidentifikasi dan mengeliminasi waste yang paling potensial terjadi pada
lantai produksi.
2. Mengurangi kegiatan waiting sehingga menghasilkan direct cost yang
minimum.
3. Menentukan skenario terbaik agar dapat menghasilkan waktu produksi yang
minimal dengan menggunakan simulasi.
1.4. Batasan Masalah
Batasan yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Waste yang diteliti adalah 9 tipe waste (Environmental, Health, and Safety,
Defect, Overproduction, Waiting, Not Utilizing Employees Knowledge Abilities
and skills, Transportation, Inventories, Motion, Excess Processing) yang
didefinisikan oleh Gazpers (2007).
2. Penelitian hanya dilakukan untuk produk Box Panel yang paling banyak
diminta oleh konsumen dengan tipe PC – 04 dan PC – 06.
1.5. Asumsi – asumsi
Asumsi yang digunakan dalam penelitian ini adalah:
1. Biaya produksi yang digunakan diwakili oleh biaya tenaga kerja.
2. Indeks suku bunga yang digunakan sebesar 7,5 % / tahun.
1.6. Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari hasil penelitian tugas akhir ini
baik bagi peneliti maupun bagi perusahaan antara lain meliputi :
1. Pihak perusahaan dapat mengetahui tentang waste dan penyebabnya yang
terjadi di area produksi, sehingga diketahui pula kerugian yang ditimbulkan.
2. Bagi peneliti dapat memberikan rekomendasi perbaikan untuk pengurangan
waste tersebut dan memberikan informasi mengenai reduksi biaya
manufaktur akibat dilakukannya perbaikan tersebut melalui Cost Time
Profile.
3. Bagi universitas dapat memberikan informasi mengenai metode lean
production, Cost Time Profile, dan menambah koleksi perpustakaan
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
1.7. Sistematika Penulisan BAB I PENDAHULUAN
Bab ini berisi penjelasan mengenal latar belakang serta
permasalahan yang akan diteliti dan dibahas. Juga diuraikan tentang
BAB II TINJAUAN PUSTAKA
Bab ini berisi teori-teori dasar yang berkaitan dengan Lean Phylosophy,
VALSAT( Value Stream Analysis Tools), dan Cost Time Profile yang
dijadikan acuan dalam melakukan langkah-langkah penelitian sehingga
permasalahan yang ada dapat dipecahkan serta pembuatan model
simulasi dengan mengguanakan ARENA untuk menunjang analisa
perbaikan.
BAB III METODE PENELITIAN
Bab ini berisi urutan langkah-langkah pemecahan masalah secara
sistematis mulai dari perumusan masalah dan tujuan yang ingin
dicapai, studi pustaka, pengumpulan data, dan metode analisis data.
BAB IV HASIL DAN PEMBAHASAN
Pada bab ini akan diuraikan beberapa hal yang berkaitan dengan
tahapan identifikasi permasalahan yang ada di perusahaan dengan
diawali penjelasan tentang proses produksi di PT Saka Agung Karya
Abadi Sidoarjo secara umum, pembuatan current state value stream
mapping dan cost-time profile kondisi existing, identifikasi waste
dengan VALSAT, identifikasi penyebab permasalahan dengan Root
Cause Analysis (RCA), dan perancangan solusi perbaikan. Selain itu,
juga akan dilakukan identifikasi hasil perbaikan dengan pembuatan
future state value stream mapping, cost-time profile dan membuat
simulasinya dengan menggunakan ARENA untuk menunjang kondisi
BAB V KESIMPULAN DAN SARAN
Pada bab ini akan ditarik kesimpulan atas analisa dari hasil
pengolahan data yang telah dilakukan. Kesimpulan ini akan menjawab
tujuan penelitian. Selain itu juga berisi saran penelitian sehingga
diharapkan dapat dilanjutkan untuk penelitian yang akan datang.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Lean Phylosophy
Pada dasarnya konsep lean adalah konsep perampingan atau efisiensi.
Konsep ini dapat diterapkan pada perusahaan manufaktur maupun jasa, karena
pada dasarnya konsep efisiensi akan selalu menjadi suatu target yang ingin dicapai
oleh perusahaan. Lean pada awalnya merupakan terminologi yang digunakan
untuk mendeskripsikan pendekatan yang dilakukan di industri otomotif Jepang,
yaitu Toyota, untuk membedakannya dengan pendekatan produksi massal yang
ada di barat. Variasi dan ketergantungan merupakan hal yang kadang terabaikan
dalam upaya penerapan lean production.Konsep lean yang dikenalkan oleh
Womack et all adalah sebuah usaha pembentukan suatu sistem yang
menggunakan input sesedikit mungkin untuk menciptakan output yang sama,
sesuai dengan konsep ynag diusung oleh Traditional Mass Production System
tetapi memberikan pilihan yang paling banyak kepada pelanggan (Hines et all,
2005). Konsep tersebut juga sering disebut sebagai lean production.
Lean production sangat efektif dan terbukti berhasil untuk menciptakan
suatu proses produksi menjadi lebih lancar, efektif, dan efisien dengan model one
piece flow, continuous improvement, dan pull production. Sedangkan kamus
APICS edisi 10 mendefinisikan lean production sebagai sebuah filosofi dalam
sistem produksi yang menitikberatkan pada usaha untuk meminimasi jumlah
sumber daya (termasuk waktu) yang digunakan pada aktivitas produksi di sebuah
Menurut Womack dan Jones (2003) penerapan dari filsofi lean didasarkan
pada 5 prinsip utama yaitu:
1. Define value from the prespective the customer, value didefinisikan oleh end
customer, artinya identifikasi terhadap kebutuhan customer dan kemampuan
menciptakan nilai dari sudut pandang customer. Hal tersebut merupakan salah
satu competitive advantage yang harus dimiliki oleh perusahaan.
2. Identify value stream, setelah kebutuhan customer sudah didapatkan, maka
proses identifikasi terhadap value stream menjadi hal yang sangat penting.
Dengan valuestream seluruh aktivitas produksi dipahami dan diukur.
3. Continuous flow process, merupakan usaha untuk menghilangkan waste
dengan membuat proses berjalan atau continuous flow process. Konsep dari
Continuous flow process adalah membuat produk pada waktu dibutuhkan
mengalir satu – satu dari sati stasiun kerja ke stasiun kerja yang lainnya tanpa
adanya waktu tunggu.
4. Pull system, merupakan system yang berfokus pada kebutuhan customer
dimana hanya membuat produk sesuai yang dibutuhkan customer dan pada
waktu yang tepat.
5. Strive to perfection, selalu berusaha mencapai kesempurnaan dengan
menghilangkan waste secara bertahap dan berkelanjutan.
Sebagian besar lean tools dan tekniknya merupakan suatu konsep teknik
industri yang baik yang dapat diterapkan pada perusahaan dengan berbagai
kondisi tanpa banyak kesulitan. Bagaimanapun dampak aplikasinya akan terasa,
framework yang ditunjukkan pada Gambar 2.1 akan menunjukkan sebuah aliran
logis dari penerapan lean improvement.
Gambar 2.1 Struktur utama lean improvement
(http:
Dari struktur utama tersebut, bagian teknik tertentu akan dikembangkan,
sehingga tools tersebut akan memiliki dampak terhadap investasi. Dengan
pengembangan ini, akan mengurangi waktu tunggu, waktu proses, biaya, dana
pengiriman material hanya pada waktu dan tempat yang dibutuhkan.
Pengembangan tersebut ditunjukkan pada Gambar 2.2. Pendekatan yang
digunakan akan dikelompokkan dalam sebuah “gelombang”, berdasarkan tipe
penghematan yang dilakukan.
Gambar 2.2 Pengembangan struktur utama lean
2.1.1 Macam – Macam Aktivitas
Di dalam proses produksi terdapat tiga tipe operasi yang didefinisikan
menurut Monden (Hines&Rich, 2005). Ketiga tipe operasi atau aktivitas yaitu:
1. Non-Value Adding (NVA)
2. Necessary but Non-Value Adding (NNVA)
3. Value Adding (VA)
o Non-Value Adding merupakan aktivitas yang tidak menambah nilai dari
sudut pandang customer. Aktivitas ini merupakan waste dan harus
dikurangi atau dihilangkan. Contoh dari aktivitas ini adalah waiting time,
menumpuk work in process, dan double handling.
o Necessary but Non-Value Adding adalah aktivitas yang tidak menambah
nilai akan tetapi penting bagi proses yang ada. Contohnya adalah aktivitas
berjalan untuk mengambil parts, unpacking deliveries, dan memindahkan
tool dari satu tangan ke tangan yang lain. Untuk mengurangi atau
menghilangkan aktivitas ini adalah dengan membuat perubahan pada
prosedur operasi menjadi lebih sederhana dan mudah, seperti membuat
layout baru, koordinasi dengan supplier dan membuat standar aktivitas.
o Value Adding merupakan aktivitas yang mampu memberikan nilai tambah
di mata customer pada suatu material atau produk yang diproses. Aktivitas
untuk memproses raw material atau semi-finished product melalui
penggunaan manual labor. Contohnya adalah proses sub-assembly,
2.1.2 Jenis – Jenis Wastes
Untuk menciptakan proses produksi yang efektif dan efisien pemahaman
terhadap ketiga operasi tersebut sangat penting. Hal utama yang menjadi perhatian
adalah Non-Value Adding dan Necessary but Non-Value Adding, artinya sedapat
mungkin aktivitas tersebut dikurangi atau dihilangkan. Dalam aktivitas tersebut
seringkali menimbulkan waste. Menurut Gazpers (2007) terdapat Sembilan waste
dalam proses produksi yang didefinisikan dengan istilah E-DOWNTIME©
1. E → Environmental, Health, and Safety
5. N → Not Utilizing Employees Knowledge, Skills, and Abilities
6. T → Transportation
7. I → Inventories
8. M→ Motion
9. E→ Excess Processing
o Environmental, Health, and Safety, pemborosan yang terjadi akibat
kelalaian pihak – pihak tertenti dalam perusahaan untuk memahami
prosedur EHS yang ada. Dengan sikap seperti ini akan menimbulkan
dampak seringnya terjadi kecelakaan kerja. Jika permasalahan kecelakaan
tersebut terjadi, maka akan tidak sedikit biaya, waktu, dan tenaga yang
harus dikeluarkan perusahaan untuk mengatasinya. Oleh karena itu,
tindakan preventif sedini mungkin agar dapat mencegah terjadinya
kecelakaan kerja.
o Defect, berarti adalah produk yang rusak atau tidak sesuai dengan
spesifikasi, hal ini akan menyebabkan proses rework yang kurang efektif.
Tingginya complain dari konsumen, serta inspeksi level yang sangat
tinggi.
o Overproduction, pemborosan yang disebabkan produksi yang berlebihan,
maksudnya adalah memproduksi produk yang melebihi yang dibutuhakan
atau memproduksi lebih awal dari jadwal yang sudah dibuat. Bentuk dari
overproduction ini antara lain adalah aliran produksi yang tidak lancar,
tumpukan WIP yang terlalu banyak, target dan pencapaian hasil produksi
dari setiap bagian produksi kurang jelas.
o Waiting, pemborosan karena menunggu untuk proses berikutnya. Waiting
merupakan selang waktu ketika operator tidak menggunakan waktu untuk
melakukan value adding activity dikarenakan menunggu aliran produk dari
proses sebelumnya (upstream). Waiting ini juga mencakup operator dan
mesin seperti kecepatan produksi mesin dalam stasiun kerja lebih cepat
atau lambat daripada stasiun yang lainnya.
o Not Utilizing Employees Knowledge, Skills, and Abilities merupakan
suatu kondisi dimana sumber daya yang ada (operator) tidak digunakan
secara maksimal, sehingga terjadi pemborosan. Kinerja operator yang
tidak maksimal ditujukkan dengan tidak adanya aktivitas yang dilakukan
operator (menganggur) atau produktivitas rendah. Selain itu juga bisa
tertentu. Misalnya pada penempatan karyawan pada posisi tertentu dimana
skill atau riwayat pendidikan yang tidak sesuai dengan bidang kerjanya
sehingga di lapangan operator sering melakukan kesalahan kerja.
o Transportation, merupakan kegiatan yang penting akan tetapi tidak
menambah nilai dari suatu produk. Transport merupakan proses
memindahkan material atau Work In Process dari satu stasiun kerja ke
satsiun kerja yang lainnya. Baik menggunakan forklift maupun conveyor.
o Inventories, berarti persediaan yang kurang perlu. Maksudnya adalah
persediaan material yang terlalu banyak, Work In Process yang terlalu
banyak antara proses satu dengan proses yang lainnya sehingga
membutuhkan ruang yang banyak untuk menyimpannya, kemungkinan
pemborosan ini adalah buffer yang sangat tinggi.
o Motion, berarti adalah aktivitas atau pergerakan yang kurang perlu yang
dilakukan operator yang tidak menambah nilai dan memperlambat proses
sehingga lead time menjadi lama. Proses mencari komponen karena tidak
terdeteksi tempat penyimpanannya, gerakan tambahan untuk
mengoperasikan suatu mesin. Hal ini juga dapat terjadi dikarenakan layout
produksi yang tidak tepat sehingga sering terjadi pergerakan yang kurang
perlu dilakukan oleh operator.
o Excees Process, terjadi ketika metode kerja atau urutan kerja (proses)
yang digunakan dirasa kurang baik dan fleksibel. Hal ini juga dapat terjadi
ketika proses yang ada belum standar sehingga kemungkinan produk yang
rusak akan tinggi. Selain itu juga ditunjukkan dengan adanya variasi
2.1.3 Value Stream Mapping
Menurut Womack dan Jones, value stream adalah semua kegiatan (value
added atau non-value added) yang dibutuhkan untuk membuat produk melalui
aliran proses produksi utama. Value stream dapat mendeskripsikan kegiatan –
kegiatan seperti product design, flow of product, dan flow of information yang
mendukung kegiatan – kegiatan tersebut. Value Stream Mapping atau juga sering
dikenal sebagai Big Picture Mapping merupakan alat yang digunakan untuk
menggambarkan system secara keseluruhan dan value stream yang ada di
dalamnya. Alat ini menggambarkan aliran material dan informasi dalam suatu
value stream. Untuk membuat Value Stream Mapping harus diperhatikan simbol
– simbol yang digunakan, seperti pada Gambar 2.3.
Gambar 2.3 Simbol yang digunakan dalam VSM
Untuk membuat Value Stream Mapping terdapat empat tahapan yaitu:
1. Mengidentifikasi famili produk dan menentukan famili produk yang akan
diamati.
2. Membuat current state map untuk famili produk yang diamati.
3. Mengembangkan future state map, yaitu kondisi yang diinginkan berdasar
kondisi existing dalam usaha pengurangan waste.
4. Mengembangkan rencana langkah kerja untuk menciptakan “value” yang
direncanakan guna mencapai future state map.
2.1.3.1 Current State Value Stream Mapping
Pembuatan current state value stream mapping merupakan dasar yang
paling utama dalam lean production karena dengan map ini waste – waste yang
terjadi dapat diketahui yang mana akan dijadikan dasar dalam analisa dan recana
perbaikannya. Untuk menggambarkan current state value stream mapping perlu
dipahami beberapa hal yaitu:
1. Identifikasi dan pemahaman kebutuhan customer.
2. Pemahaman terhadap aliran fisik produksi beserta detil – detilnya, meliputi
detil proses, setil data – data yang berkaitan dengan proses, data box, dan
inventory.
3. Gambarkan aliran material dengan memulai dari end customer (backward).
2.1.3.2 Future State Value Stream Mapping
Untuk menggambarkan future state value stream mapping yang harus
dilakukan adalah dengan melakukan analisa terhadap current state value stream
mapping, berkaitan dengan itu Rother dan Shook memberikan langkah –
langkahnya yaitu:
1. Perhitungan TAKT time berdasarkan demand dan waktu kerja yang tersedia.
2. Kembangkan continuous flow jika memungkinkan.
3. Menggunakan supermartket jika continuous flow tidak dapat diterapkan.
4. Mencoba menerapkan penjadwalan hanya untuk satu proses produksi.
5. Menciptakan “initial pull”.
6. Mencoba mengembangkan kemampuan untuk memproduksi “every part
every day” di dalam proses sebelum proses pacemaker.
2.1.3.3 Big Picture Mapping
Big Picture Mapping adalah suatu tool yang digunakan untuk
menggambarkan suatu sistem secara keseluruhan beserta aliran nilai (Value
Stream) yang terdapat dalam perusahaan. Sehingga nantinya diperoleh gambaran
mengenai aliran informasi dan aliran fisik dari sistem yang ada, mengidentifikasi
dimana terjadinya waste, serta mnggambarkan lead time yang dibutuhkan
berdasar dari masing-masing karakteristik proses yang terjadi. Peta ini tentunya
dibuat untuk suatu produk atau pelanggan tertentu yang sudah diidentifikasikan
Untuk melakukan pemetaan terhadap aliran informasi dan material
atau produk secara fisik, kita dapat menerapkan big picture mapping dengan 5
fase:
1. Phase 1 : Customer requirements
Menggambarkan kebutuhan konsumen. Mengidentifikasi jenis dan jumlah
produk yang diinginkan customer, timing, munculnya kebutuhan akan produk
tersebut, kapasitas dan frekuensi pengirimannya, packaging serta jumlah
persediaan yang disimpan untuk keperluan customer.
2. Phase 2 : Information flows
Menggambarkan aliran informasi dari konsumen ke supplier yang berisi
antara lain: peramalan dan informasi pembatalan supply oleh customer, orang
atau departemen yang memberi informasi ke perusahaan, berapa lama
informasi muncul sampai diproses, informasi apa yang disampaikan kepada
supplier serta pesanan yang disyaratkan.
3. Phase 3 : Physical flows
Menggambarkan aliran fisik yang dapat berupa : langkah-langkah utama
aliran material dan aliran produk dalam perusahaan, waktu yang dibutuhkan,
waktu penyelesaian tiap-tiap operasi, berapa banyak orang yang bekerja
disetiap workplace, berapa lama waktu berpindah yang dibutuhkan untuk
berpindah dari satu workplace ke workplace yang lain, berapa jam per hari
tiap workplace beroperasi, titik bottleneck yang terjadi dan lain-lain.
4. Phase 4 : Linking physical and information flows
Menghubungkan aliran informasi dan aliran fisik dengan anak panah yang
dihasilkan, dari dan untuk siapa informasi dan instruksi dikirim, kapan dan
dimana biasanya terjadi masalah dalam aliran fisik.
5. Phase 5 : Complete map
Melengkapi peta atau gambar aliran informasi dan aliran fisik dilakukan
dengan menambahkan lead time dan value adding time dari keseluruhan
proses dibawah gambar aliran yang dibuat.
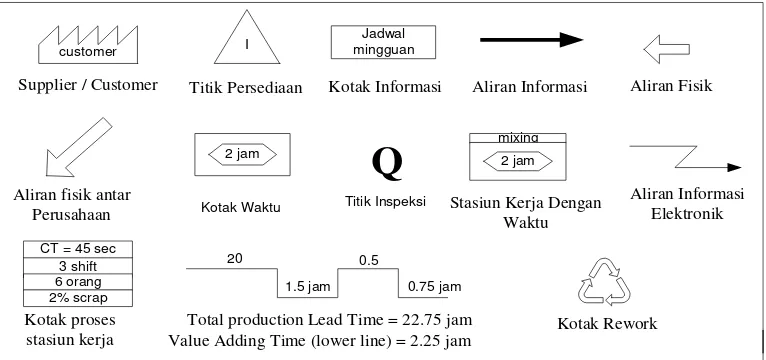
Simbol-simbol yang digunakan dalam Big Picture Mapping adalah sebagai
berikut:
Gambar 2.4 Simbol-simbol Big Picture Mapping
(http:/lean.org)
2.1.4 Value Stream Analysis Tools (VALSAT)
VALSAT merupakan tool yang dikembangkan oleh Hines&Rich (2005)
untuk mempermudah pemahaman terhadap value stream mapping yang ada dan
untuk mempermudah membuat perbaikan berkenaan dengan waste yang terdapat
dalam value stream. VALSAT merupakan sebuah pendekatan yang digunakan
dengan melakukan pembobotan waste, kemudian dari pembobotan tersebut
dilakukan pemilihan terhadap tool dengan menggunakan matrik. Untuk lebih
Jadwal mingguan customer I
Q
Supplier / Customer Titik Persediaan Kotak Informasi Aliran Informasi Aliran Fisik
Aliran fisik antar
Perusahaan Kotak Waktu Titik Inspeksi Stasiun Kerja DenganWaktu
Aliran Informasi
Total production Lead Time = 22.75 jam Value Adding Time (lower line) = 2.25 jam
jelasnya berikut detil dari ketujuh tool yang dikemukakan oleh Hines&Rich
(2005) dalam VALSAT:
1. Proses Activity Mapping
Pada dasarnya tool ini digunakan untuk me-record seluruh aktivitas dari suatu
proses dan berusaha untuk mengurangi aktivitas yang kurang penting,
menyederhanakannya, sehingga dapat mengurangi waste. Dalam tool ini
aktivitas dikategorikan dalam beberapa kategori seperti: operation, transport,
inspection, dan storage. Selain aktivitas, tool ini juga me-record mesin dan
area yang digunakan dalam operasi, serta jarak perpindahan, waktu yang
dibutuhkan , dan jumlah operator. Dalam proses penggunaan tool tersebut
peneliti harus memahami dan melakukan studi berkaitan dengan aliran proses,
selalu berpikir untuk mengidentifikasi waste, berpikir untuk tentang aliran
proses yang sederhana, efektif dan smooth dimana hal tersebut dapat dilakukan
dengan mengubah urutan proses atau process rearrangement (Hines&Rich,
2005).
2. Supply Chain Response Matrix
Tool ini meruoaka sebuah diagram sederhana yang berusaha menggambarkan
the critical lead time constraint untuk setiap bagian proses dalam supply
chain, yaitu cumulative lead time di dalam distribusi sebuah perusahaan baik
supplier-nya dan downstream retailer-nya. Diagram ini terdapat dua axis
dimana untuk vertical axis menggambarkan rata – rata jumlah inventory (hari)
dalam setiap bagian supply chain. Sedangkan untuk horizontal axis
3. Production Variety Funnel
Teknik pemetaan secara visual dengan cara melakukan plot pada sejumlah
produk yang dihasilkan dalam setiap tahap proses manufaktur. Teknik ini dapat
digunakan untuk mengidentifikasi titik mana sebuah produk generic diproses
menjadi beberapa produk yang spesifik, dapat menunjukkan area bottleneck
pada desain proses.
4. Quality Filter Mapping
Quality filter mapping merupakan tool untuk mengidentifikasidimana terdapat
problem kualitas. Hasil dari pendekatan ini menunjukkan dimana tiga tipe
defect terjadi. Ketiga tipe defect tersebut adalah product defect (cacat fisik
produk yang lolos ke customer), service defect (permasalahan yang dirasakan
customer berkaitan dengan cacat kualitas pelayanan), dan internal defect (cacat
masih berada dalam internal perusahaan, sehinggaberhasil diseleksi dalam
tahap inspeksi). Ketiga tipe defect tersebut digambarkan secara latotudinaly
sepanjang supply chain.
5. Demand Amplification Mapping
Merupakan diagram yang menggambarkan bagaimana demad berubah – ubah
sepanjang jalur supply chain dalam interval waktu tertentu. Informasi yang
dihasilkan oleh diagram ini merupakan dasar untuk mengatur fluktuasi dan
menguranginya., membuat keputusan berkaitan dengan value stream
configuration. Dalam diagram ini vertival axis menggambarkan jumlah
demand dan horizontal axis menggambarkan interval waktu, grafik didapatkan
6. Decision Point Analysis
Merupakan tool yang digunakan untuk menentukan titik dimana actual demand
dilakukan dengan system pull sebagai dasar untuk membuat peramalan pada
sistem push pada supply chain atau dengan kata lain titik batas dimana produk
dibuat berdasarkan actual demand dan setelah titik ini selanjutnya produk harus
dibuat dengan melakukan peramalan. Dengan tool ini dapat diukur kemampuan
dari porses upstream dan downstream berdasarkan titik tersebut, sehingga
dapat ditentukan filosofi pull atau push yang sesuai. Selain itu juga dapat
digunakan sebagai scenario apabila titiktersebut digeser dalam sebuah value
stream mapping.
7. Physical Structure Mapping
Tool ini digunakan untuk memahami kondisi dan fungsi – fungsi bagian –
bagian dari supply chain untuk berbagai level industri. Dengan pemahaman
tersebut dapat dimengerti kondisi industri tersebut, bagaimana beroperasi dan
dapat memberikan perhatian pada level area yang kurang diperhatikan. Untuk
level yang lebih kecil tool ini dapat menggambarkan inbound supply chain di
lantai produksi. Pemahaman terdapat fungsi – fungsi di dalam inbound supply
chain tersebut dan memberikan pemahaman berkaitan dengan inefisiensi
bagian produksi.
2.1.4.1 Penggunaan VALSAT
Dari ketujuh tool tersebut akan digunakan dalam usaha untuk memahami
kondisiyang terjadi di lantai produksi. Penggunaan tool tersebut dilakukan dengan
penting dalam pemilihan tool yang sesuai denga kondisi yang bersangkutan
adalah melakukan pembobotan waste. Pembobotan ini merupakan hal yang sangat
penting sekali menurut Hines&Rich (2005) karena dengan pembobotan waste
yang sempurna maka tool yang digunakan juga tepat sehingga mudah dalam
melakukan usulan perbaikan. Kemudian dilakukan pemilihan dengan
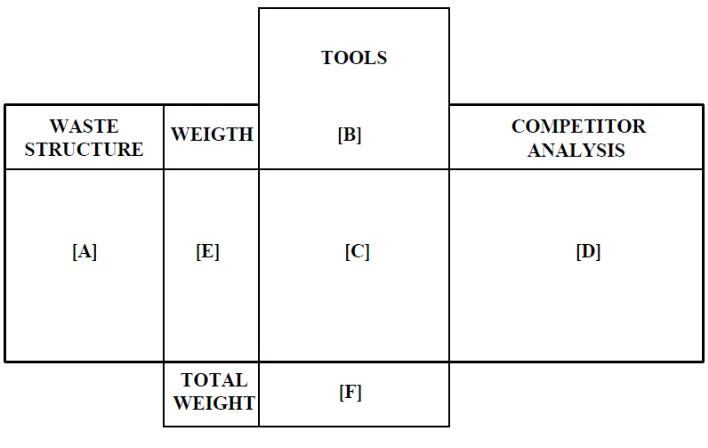
menggunakan matrik. Matrik ini dikemukakan oleh Hines&Rich (2005) dalam
program LEAP.
Gambar 2.5 Matriks VALSAT
(http:/lean.org)
Dimana:
Kolom A : Berisi 9 waste dalam perusahaan.
Kolom B : Berisi 7 tool pada value stream mapping (Process activity mapping,
Supply chain response matrix, Production variety funnel, Quality
filter mapping, Demand amplification mapping, Decision point
analysis dan Physical structure mapping).
Kolom D : Bobot dari 9 waste.
Kolom E : Berisi pembobotan dari masing-masing waste yang didapat dari
kuesioner yang diisi oleh manajer dan supervisor terkait.
Sedangkan untuk bagian F diisi dengan melakukan perkalian antar bobot
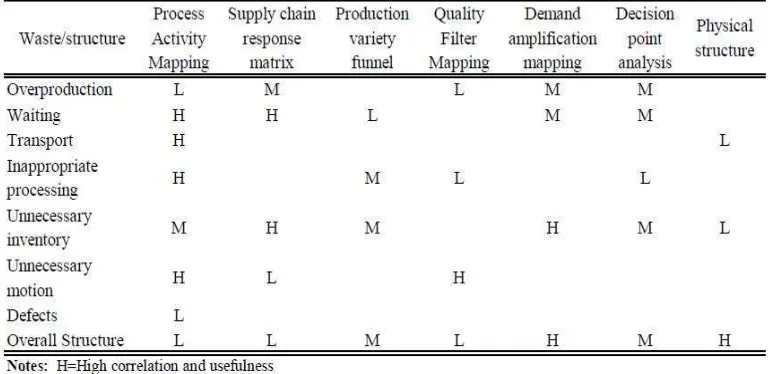
waste dengan nilai korelasi antar waste dengan masing – masing tools. Dimana
korelasi setiap waste terdapat korelasi high dengan nilai Sembilan (9), medium
dengan nilai tiga (3), dan low dengan nilai satu (1). Nilai korelasi yang dibuat oleh
Hines&Rich (2005) dapat dilihat pada Tabel 2.1.
Tabel 2.1 Tabel korelasi waste terhadap tools
(http:/lean.org)
2.2 Stopwatch Time Study
Stopwatch time study merupakan metode pengukuran waktu kerja dengan
menggunakan jarum henti dan dilakukan secara pengamatan langsung di
lapangan. Metode ini sangat cocok sekali untuk kegiatan yang repetitif. Hasil dari
pengukuran ini berupa waktu baku untuk menyelesaikan suatu siklus pekerjaan,
bagi semua pekerja yang akan melaksanakan pekerjaan yang sama dan output
standar (Sritomo Wignjoesoebroto, 2000). Pelaksanaan pengukuran kerja secara
sistematis adalah sebagai berikut:
1. Persiapan berkaitan dengan maksud dan tujuan pengukuran.
2. Pembagian siklus kerja menjadi elemen kerja, dengan memperhatikan
kemungkinan pengukurannya.
3. Pengamatan dan pengukuran di lapangan.
4. Uji kenormalan, keseragaman, dan kecukupan.
5. Perhitungan waktu normal, waktu standard.
o Waktu Normal
Waktu Normal (Wn) = waktu rata–rata performance rating
o Waktu Baku
2.2.1 Skill dan Effort Rating
Charles E. Bedaux memperkenalkan suatu sistem untuk pembayaran upah
atau pengendalian tenaga kerja. Sistem ini berdasarkan pengukuran kerja dan
waktu baku yang dinyatakan dengan angka ”Bs”. Prosedur pengukuran kerja yang
dibuat meliputi kecakapan (skill) dan usaha yang ditunjukkan operator pada saat
bekerja, disamping juga mempertimbangkan kelonggaran (allowances) waktu
lainnya. Di sini angka 60 Bs ditetapkan sebagai performance standard yang harus
dicapai oleh operator dengan kecepatan normal untuk per jamnya dan pemberian
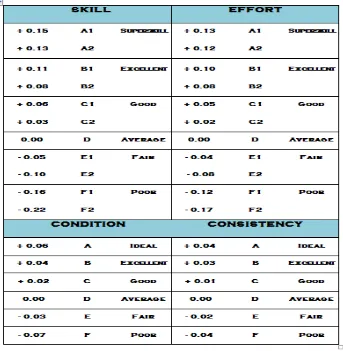
2.2.2 Westing House System’s Rating
Westing House Company (1927) juga ikut memperkenalkan sistem yang
dianggap lebih lengkap dibandingkan dengan sistem yang ada sebelumnya. Di
sini selain kecakapan (skill) dan usaha (effort) yang dinyatakan oleh Charles E.
Bedaux sebagai factor yang mempengaruhi performance manusia, maka Westing
House menambahkan lagi dengan kondisi kerja (working condition) dan
consistency dari operator di dalam melakukan kerja. Tabel dari performance
rating tersebut dapat dilihat pada Tabel 2.2.
Tabel 2.2 Performance Rating dengan Sistem Westing House
Untuk ini Westing House telah berhasil membuat tabel performancerating
yang berisikan nilai – nilai angka yang berdasarkan tingkatan yang ada untuk
masing – masing faktor. Untuk menormalkan waktu yang ada maka hal ini
dilakukan dengan jalan mengalikan waktu yang diperoleh dari pengukuran kerja
dengan jumlah ke empat rating faktor yang dipilih sesuai dengan performance
yang ditunjukkan oleh operator (Sritomo Wignjoesoebroto, 2000).
2.3 Cost Time Profile
CTP merupakan sebuah grafik yang menggambarkan akumulasi biaya
yang telah dikeluarkan selama proses manufaktur sebuah produk pada setiap unit
waktu selama proses tersebut. Cara penggambaran ini mengikutsertakan
penggunaan sumber daya (resources) sepanjang waktu, diawali dari proses
produksi dijalankan sampai dengan perusahaan memperoleh ganti dari sumber
daya yang telah diinvestasikan tersebut melalui penjualan produk. Gambar
cost-time profile seperti pada Gambar 2.6.
Gambar 2.6 Cost-time profile
Wilayah (area) di bawah CTP disebut dengan CTI (cost time investment)
karena daerah tersebut menggambarkan berapa banyak uang yang telah dilibatkan
dalam proses manufaktur dan untuk berapa lama uang tersebut akan kembali dari
penjualan. Kemudian akan dikenal hubungan antara investasi tersebut karena CTI
melibatkan dua komponen utama dalam keuangan (financial) yaitu uang dan
waktu.
Menurut Rivera&Chen (2007) grafik CTP memiliki beberapa elemen
berbeda sebagai berikut:
1. Aktivitas. Ada dua asumsi berkenaan dengan aktivitas, yang pertama adalah bahwa biaya yang diakibatkan oleh aktivitas (kecuali untuk material)
dikeluarkan secara kontinu, mulai daari awal aktivitas sampai dengan berakhir.
Asumsi kedua adalah berkaitan dengan penggunaan material (bahan baku),
bahan baku harus siap untuk digunakan sebelum proses tersebut dimulai,
selanjutnya diasumsikan juga bahwa bahan baku dikeluarkan sebelum aktivitas
tersebut dimulai (lebih jelasnya pada poin selanjutnya). Aktivitas digambarkan
digambarkan dengan garis miring.
2. Material (bahan baku). Bahan baku digambarkan pada CTP dengan garis vertikal. Alasannya adalah karena bahan baku diterima pada saat itu juga dan
biayanya ditambahkan pada harga produk. Bahan baku harus sudah siap
sebelum aktivitas dimulai, tapi bahan baku hanya bisa dikeluarkan pada proses
(dan menambah biaya) hanya pada saat dibutuhkan (just in time) atau pada saat
awal proses (semua bahan baku yang dibutuhkan untuk produk dikeluarkan
bersamaan dengan sebelum dimulainya aktivitas pertama). Sekali bahan baku
bagian dari akumulasi biaya karena biaya tersebut tidak dapat digantikan
sampai dengan produk terjual.
3. Menunggu. Ini adalah suatu keadaan pada proses dimana tidak ada aktivitas yang terjadi. Asumsi dasar yang digunakan adalah ketika sebuah produk
menunggu, maka tidak ada akumulasi biaya yang terjadi. Meskipun asumsi ini
mungkin dapat dengan mudah diganti, harus diingat bahwa CTP hanya
berfokus pada biaya langsung, bukan biaya overhead. Menunggu akan
digambarkan pada grafik dengan garis horizontal (slope 0). Bagaimanapun
menunggu sangat penting untuk digambarkan karena berpengaruh sebagai
non-value-adding time pada proses manufaktur. Menunggu akan mempengaruhi
elemen waktu, yaitu akan memperpanjang waktu dari investasi produk sebelum
biaya digantikan dari hasil penjualan.
4. Total cost. Biaya total merupakan penambahan dari semua biaya langsung yang terlibat dalam proses manufaktur produk, tanpa mempertimbangkan efek
CTI dan nilai mata uang. Total cost merupakan tinggi grafik pada saat siklus
berakhir dan biaya akan digantikan melalui penjualan.
5. CTI. Merupakan daerah di bawah CTP profile yang menggambarkan berapa banyak dan berapa lama biaya akan terakumulasi selama proses manufaktur.
Ini merupakan komposisi yang terdiri dari faktor waktu dan biaya. CTI
memiliki implikasi pada biaya langsung dari produk dan anggaran modal kerja
6. Biaya langsung. Karena CTI merupakan investasi aktual, biaya ini dapat ditetapkan dengan mengalikan dengan bunga yang tepat (IRR). Biaya langsung
merupakan biaya total ditambahkan dengan biaya investasi dengan rumusan
sebagai berikut :
Direct cost = total cost + (cost-time investment * cost of money rate)
2.3.1 Membangun CTP
Untuk membentuk sebuah CTP, harus diketahui beberapa hal. Yang
pertama adalah bahwa harus diketahui kapan setiap elemen dari CTP terjadi
(aktivitas, menunggu, dan pengeluaran bahan baku). Juga dibutuhkan untuk
mengetahui berapa banyak biaya yang dikeluarkan untuk setiap proses (elemen).
Dengan dua poin tersebut kita dapat menentukan berapa banyak uang yang harus
dikeluarkan sebagai biaya dalam setiap unit waktu pada proses. Akhirnya, akan
didapatkan biaya dan membentuk CTP dengan akumulasi biaya untuk setiap
satuan waktu, dan menyajikan informasi tersebut dalam bentuk grafik. Area di
bawah kurva menggambarkan CTI.
1. Kapan elemen-elemen CTP terjadi?
Perusahaan harus memiliki sebuah peta yang berisi proses produksi, secara
spesifik aktivitas apa saja, pelepasan bahan baku, dan menunggu terjadi. Jika tidak
tersedia, maka menjadi sangat penting untuk mendokumentasikan proses tersebut,
atau dilakukan dengan menyusun sebuah VSM. Pada poin ini, perusahaan tidak
perlu menjamin CTI terbaik yang bisa tercapai. Setelah tahap ini selesai, kita
harus memiliki jadwal terencana yang menunjukkan kapan elemen pada CTP
Dalam aplikasinya, perusahaan bisa menyusun sebuah aliran proses produksi yang
sebelumnya disusun dalam project network information seperti pada Tabel 2.3
dan digambarkan pada project network seperti pada Gambar 2.7 sebagai berikut.
Tabel 2.3 Project Network Information
Gambar 2.7 Simple Project Network
(Journal of ICIEOM;Duque, Cadavid, Chen; 2007)
2. Berapa banyak biaya yang dibutuhkan untuk setiap elemen CTP?
o Pelepasan bahan baku: biaya untuk pelepasan material merupakan
keseluruhan dari perusahaan.
o Aktivitas: biaya aktivitas termasuk biaya operator dan sumber daya yang
digunakan untuk menjalankan aktivitas tersebut. Biaya per unit waktu
untuk operator dan sumber daya harus diketahui dari perusahaan dan
ditentukan berdasarkan metode yang dipilih perusahaan. Sekali lagi, biaya
o Menunggu: menunggu tidak menambah biaya dalam akumulasi biaya.
Akan tetapi, memiliki efek pada CTI karena memperluas area di bawah
kurva CTP, menunda pengembalian biaya melalui penjualan, kemudian
membuat CTI menjadi lebih besar. Selain itu,aktivitas ini akan
meningkatkan biaya langsung dari produk.
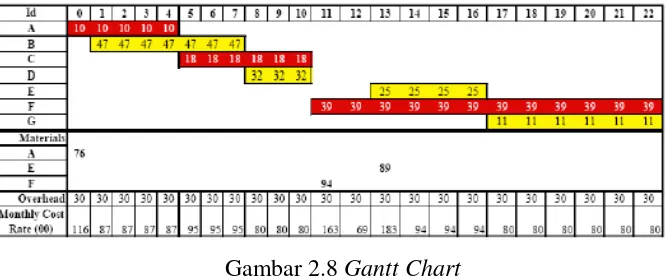
o Biaya-biaya dari setiap aktivitas pada tiga poin sebelumnya akan
digambarkan dalam Gantt Chart beserta detail waktu prosesnya seperti
pada Gambar 2.8.
Gambar 2.8 Gantt Chart
(Journal of ICIEOM;Duque, Cadavid, Chen; 2007)
3. Berapa banyak akumulasi biaya pada setiap unit waktu?
Pada tahap 1 kita akan menentukan kapan elemen CTP terjadi, dan pada
tahap 2 akan ditemukan berapa besar biaya elemen tersebut. Mengkombinasikan
dua macam data tersebut dapat dihitung berapa banyak biaya yang ditambahkan
pada setiap unit waktu. Untuk tujuan ini, akan ditentukan unit waktu sebagai
elemen langsung. Kemudian akumulasi biaya untuk setiap unit waktu
digambarkan dalam bentuk grafik, kemudian terbentuklah CTP. CTI ditentukan
dengan menambah akumulasi biaya pada setiap unit waktu dari semua durasi
Dari Gantt Chart yang telah disusun dihitung akumulasi biaya yang terjadi
dan dibentuk cost-time profile dari project tersebut seperti pada Tabel 2.4 dan
Gambar 2.9.
Tabel 2.4 Akumulasi Biaya dari Setiap Unit Waktu
(Journal of ICIEOM;Duque, Cadavid, Chen; 2007)
Gambar 2.9 Project’s Cost Time Profile
(Journal of ICIEOM;Duque, Cadavid, Chen; 2007)
2.4. Dasar - Dasar Simulasi 2.4.1. Konsep Dasar Simulasi
Menurut Oxford American Dictionary , simulasi adalah sebuah cara yang
digunakan untuk reproduce atau meniru dari kondisi sebuah situasi sistem sebagai
sebuah model yang digunakan sebagai pembelanjaran, tes, maupun training. Atau
menurut Harell et al (2003), simulasi sebagai suatu cara untuk menghasilkan
Pengertian umum tentang simulasi adalah suatu metodologi untuk
melaksanakan suatu percobaan dengan menggunakan model dari suatu sistem
nyata. Sedangkan ide dasarnya adalah menggunakan beberapa perangkat untuk
meniru sistem nyata guna mempelajari serta memahami sifat-sifat, tingkah laku
(perangai) dari sistem nyata untuk maksud perancangan sistem atau perubahan
tingkah laku (perangai) sistem.
Telah lama metode simulasi digunakan dalam membantu memecahkan
persoalan-persoalan dalam berbagai bidang kehidupan. Pada ilmu murni, simulasi
sering digunakan dalam mengestimasikan luas area suatu kurva, studi perpindahan
partikel, invers matriks dan lain sebagainya. Selain itu simulasi juga digunakan
secara luas pada permasalahan-permasalahan dunia industri, pengembangan
pedesaan, sistem informasi pelabuhan udara, strategi militer, strategi pasar dan
masih banyak lagi yang lainnya
Simulasi adalah proses merancang model dari suatu sistem yang
sebenarnya, mengadakan percobaan – percobaan terhadap model tersebut dan
mengevaluasi hasil percobaan tersebut. Jadi simulasi merupakan metode
penelitian yang eksperimental.
Tujuan dalam pembuatan simulasi antara lain:
Memahami perilaku system
Membuat teori-teori atau hipotesa tentang sistem amatan
Menggunakan teori-teori atau hipotesa tersebut untuk memperkirakan perilaku
2.4.2 Sistem
Menurut Harell et al (2003), sistem didefinisikan sebagai kumpulan dari
berbagai elemen yang saling berhubungan untuk mencapai tujuan yang
diinginkan. Dari definisi tersebut terdapat tiga point utama yaitu: sistem terdiri
dari banyak elemen, elemen tersebut saling berhubungan dan bekerja sama, sistem
mempunyai tujuan yang akan dicapai. Dalam sistem, simulasi dapat
diklasifikasikan sebagai berikut :
Gambar 2.10 Klasifikasi Model Simulasi
(“Sistem Simulasi Industri”, Sumiati, 2008.)
2.4.3 Langkah – Langkah Dalam Proses Simulasi
Semua simulasi yang baik memerlukan perencanaan dan organisasi yang
baik. Pada umumnya terdapat 5 langkah pokok yang diperlukan dalam
menggunakan simulasi (P. Siagian, 1987 ) yaitu :
1. Tentukan sistem atau persoalan yang hendak disimulasi .
SISTEM
Eksperimen Dengan Sistem Sebenarnya
Eksperimen dengan menggunakan model sistem
Model Fisik Model Matematik
Ini mencakup penentuan : - lingkungan
- tujuan
- karakteristik
2. Kembangkan model simulasi yang hendak digunakan.
3. Ujilah model dan bandingkan tingkah lakunya dengan tingkah laku dari sistem
nyata, kemudian berlakukanlah model simulasi ini.
4. Rancang percobaan – percobaan simulasi.
5. Jalankan simulasi dan analisis data.
2.4.4 Model
Menurut Harell et al (2003), terdapat beberapa pengertian dan tujuan dari
pembuatan model, yaitu:
o Model adalah representasi dari kenyataan yang disederhanakan. Model
simulasi merupakan hasil dari pengubahan dari konsep model kondisi real.
o Eksperimen yang dilakukan pada sistem secara langsung akan membutuhkan
biaya dan usaha yang cukup besar.
o Waktu yang digunakan untuk percobaan pada model jauh lebih singkat
dibandingkan dengan pecobaan pada sistem scara langsung.
o Dalam uji coba mengunakan model, resiko yang dihadapi akan lebih aman
daripada uji coba langsung pada sistem sebenarnya.
o Model dari sistem dapat digunakan untuk menjelaskan, memahami dan
memperbaiki sistem tersebut.
Model – model simulasi dapat dikelompokkan ke dalam beberapa
penggolongan, antara lain :
1. Model Simulasi Stokhastik
Model ini kadang – kadang juga disebut sebagai model simulasi Monte Carlo.
Istilah Monte Carlo dalam simulasi mulai diperkenalkan oleh Compte de
Buffon pada tahun 1977 dan pemakaiannya pada sistem nyata dimulai selama
perang dunia II, dipakai untuk merancang pelindung nuklir yang ditembus
oleh neutron pada berbagai material. Masalah ini sulit dipecahkan dengan
analitik dan rumus pula untuk eksperimen langsung, sehingga dipakailah
bilangan random untuk memecahkannya. Teknik ini dinamakan Monte Carlo
karena dasarnya sama seperti permainan judi. Sedangkan Monte carlo adalah
kota judi terbesar di dunia. Di dalam proses stokhastik sifat – sifat keluaran (
output ) dari proses ditentukan berdasarkan dan merupakan hasil dari konsep
random ( acak ).
2. Model Simulasi Deterministik
Pada model ini tidak diperhatikan unsur random, sehingga pemecahan
masalahnya menjadi lebih sederhana. Contoh aplikasi dari model ini adalah
dalam dispatching, line balancing, sequence dan plant layaout.
3. Model Simulasi Dinamik dan Statik
Model simulasi yang dinamik adalah model yang memperhatikan perubahan –
perubahan nilai dari variabel – variabel yang ada kalau terjadi pada waktu
yang berbeda. Tetapi model statik tidak memperhatikan perubahan. Perubahan
ini, contoh dari model simulasi yang statik adalah line balancing dan plant
4. Model Simulasi Heuristik
Model yang heuristik adalah model yang dilakukan dengan cara coba – coba,
kalau dilandasi suatu teori masih bersifat ringan, langkah perubahannya
dilakukan berulang – ulang dan pemilihan langkahnya bebas, sampai
diperoleh hasil yang lebih baik, tetapi belum tentu optimal.Model stokhastik
adalah kebalikan dari model deterministik, dan model statik kebalikan dari
model dinamik.
2.4.5 Antrian
Antrian terjadi apabila terjadi suatu event dimana kedatangan entities
pada suatu sistem, dimana sistem tersebut sedang masihmemproses entity
sebelumnya. Dalam konsep antrian terdapat beberapa istilah yang harus dipahami,
yaitu waktu tunggu dan waktu antar kedatangan.
Antrian adalah suatu kejadian yang biasa dalam kehidupan sehari–hari.
Studi tentang antrian bukan merupakan hal yang baru. Antrian timbul disebabkan
oleh kebutuhan akan layanan melebihi kemampuan (kapasitas) pelayanan atau
fasilitas layanan, sehingga pengguna fasilitas yang tiba tidak bisa segera mendapat
layanan disebabkan kesibukan layanan.
Pada banyak hal, tambahan fasilitas pelayanan dapat diberikan untuk
mengurangi antrian atau untuk mencegah timbulnya antrian. Akan tetapi biaya
karena memberikan pelayanan tambahan, akan menimbulkan pengurangan
keuntungan mungkin sampai di bawah tingkat yang dapat diterima. Sebaliknya,
sering timbulnya antrian yang panjang akan mengakibatkan hilangnya pelanggan /
Salah satu model yang sangat berkembang sekarang ini ialah model
matematika. Umumnya, solusi untuk model matematika dapat dijabarkan
berdasarkan dua macam prosedur, yaitu : analitis dan simulasi. Pada model
simulasi, solusi tidak dijabarkan secara deduktif.
Sebaliknya, model dicoba terhadap harga – harga khusus variabel jawab
berdasarkan syarat– syarat tertentu (sudah diperhitungkan terlebih dahulu),
kemudian diselidiki pengaruhnya terhadap variabel kriteria. Karena itu, model
simulasi pada hakikatnya mempunyai sifat induktif. Misalnya dalam persoalan
antrian, dapat dicoba pengaruh bermacam – macam bentuk sistem pembayaran
sehingga diperoleh solusi untuk situasi atau syarat pertibaan yang mana pun.
2.4.6 Matrik Performansi Sistem
Matrik adalah ukuran yang digunakan untuk mengetahui performansi dari
suatu sistem Harell et al (2003). Metrik ini akan dijadikan dasar evaluasi terhadap
sistem yang dipelajari. Matrik yang digunakan dalam simulasi biasanya adalah
flow time, yaitu waktu rata-rata yang digunakan sistem untuk memproses satu item
atau customer. Utilisasi, merupakan nilai yang menunjukan nilai yang
menunjukan presentasi dari operator, peralatan dan resource lainnya dalam
keadaan produktif.
Value added time adalah waktu yang digunakan untuk sebuah item
mendapatkan nilai tambah, nilai yang harus dibayar customer. Waiting time
adalah waktu tunggu dari suatu item, dari item tersebut datang sampai saat akan
diproses. Inventory level adalah jumlah item yang melalui sistem dalam setiap
2.4.7 Simulasi ARENA
Merupakan proses mendesain dan membuat model terkomputerisasi untuk
real system atau pebaikan real system untuk memberikan pemahaman terhadap
perilaku sistem. Adapun dasar – dasar dari software ARENA antara lain:
• Entity
Merupakan item yang diproses dalam suatu system.
• Variabel
Dalah karakteristik dari suatu system. Dalam ARENA terdapat dua variable
yaitu build in dan user defined.Build in variable contohnya adalah waktu antri,
jumlah resource yang sibuk dll. User defined merupakan variabel tambahan
yang dibuat oleh user seperti waktu kerja.
• Atribut
Merupakan karakteristik yang melekat pada suatu entities yang membedakan
dengan entities yang lainnya.
• Resource
Resource merupakan sesuatu dimana aktivitas untuk entity dilakukan. Resource
dapat berupa operator, mesin dan peralatan yang lainnya.
• Queue
Ketika entity tidak dapat dipindahkan, karena resource sedang memproses
entity yang lainnya sehingga membutuhkan tempat, ini merupakan tujuan dari
antrian.
• Statistical accumulators
• Events
Sesuatu yang terjadi ketika simulasi dijalankan yang mengakibatkan terjadi
perubahan atribut, variabel dan statistical accumulators. Events ada tiga yaitu:
Arrival, Departure and The End.
2.5 Verifikasi dan Validasi
Verifikasi merupakan proses untuk meyakinkan bahwa implementasi
komputer dari sebuah model adalah bebas error. Verifikasi model merupakan
proses untuk menentukan bahwa model konseptual telah menggambarkan real
system. Sedangkan validasi merupakan proses untuk meyakinkan bahwa model
dan data benar-benar mampu mewakili aspek-aspek penting dari sistem secara
tepat dan akurat. Jadi validasi merupakan proses membandingkan model dengan
real system, langkah ini sangat perlu dilakukan mengingat program komputer
yang bebas error tidak selalu mampu memberikan model yang valid. Menurut
Harell et al (2003), model dikatakan valid apabila model merepresentasikan
kondisi real system. Salah satu metode yang digunakan dalam proses validasi
adalah dengan menggunakan hipotesa guna membandingkan hasil simulasi
dengan kondisi aktualnya.
Berikut hpotesa yang digunakan dalam proses validasi:
:
µ
1 =µ
2:
µ
1 =
µ
2Artinya dengan nilai α tertentu adalah kondisi dimana µ
1 dan µ2 berbeda secara
signifikan, sedangkan kondisi dimana
µ
1 danµ
2 tidak berbeda secara2.6 Lean dan Simulasi
Lean dan simulasi merupakan hal yang sangat terkait. Untuk penerapan
lean, simulasi adalah tool tambahan yang sangat penting. Menurut Standrige et al
(2006), simulasi merupakan tool yang sangat penting untuk mengetahui
implementasi lean. Dari berbagai penelitian yang dilakukan menunjukan bahwa
terdapat hubungan antara analisis lean, simulasi dan six sigma. Beberapa alasan
lean menggunakan simulasi antara lain adalah
o Adanya variasi dalam proses baik secara random maupun struktural. o Data harus dianalisa untuk mengetahui perilaku sistem.
o Hubungan antara komponen sistem
o Future state mapping harus divalidasi sebelum diimplementasikan untuk
mengurangi waktu trial dan error.
o Alternatif untuk future state mapping harus diidentifikasikan dan dipikirkan
secara sistematis.
o Secara umum simulasi dibutuhkan sebagai perluasan penerapan lean untuk
mengakomodasi adanya kelemahan lean.
Secara umum menurut Marvel dan Standrige simulasi dibutuhkan sebagai
perluasan penerapan lean untuk mengakomodasi adanya kelemahan lean.
2.7 Penelitian Terdahulu
Untuk mengetahui perkembangan penelitian dengan tema lean production,
peneliti akan memberikan review dari beberapa penelitian terdahulu sehingga
dapat diketahui posisi dan perbedaan penelitian yang dilakukan saat ini dengan
o Penelitian oleh Dina Amamiyah (2006) melakukan identifikasi terhadap
pemborosan dengan menggunakan VALSAT guna mengurangi lead time
pada proses produksi dan inventory. Beberapa hal yang direkomendasikan
oleh peneliti belum mempertimbangkan konstrain dari perusahaan dan biaya.
o Penelitian oleh Suhartono (2007) melakukan identifikasi waste dengan
VALSAT, menggunakan work 29 sampling untuk mengetahui performansi
operator, waktu standar, dan output standar. Implementasi dari alternatif
perbaikan disimulasikan dengan software Arena 5. Dari hasil penelitian,
didapatkan bahwa waste yang sering terjadi adalah unnecessary inventory
dan excessive transportation. Usulan perbaikan untuk mengurangi adanya
unnecessary inventory dengan melakukan perancangan layout, yaitu
penggabungan departemen cutting dengan pengeleman menghasilkan
penurunan tingkat work in process sebesar 1413 box per hari.
o Penelitian oleh Hawien Nishfi L. (2008) melakukan identifikasi waste pada
industri sepatu dengan VALSAT, melakukan perbaikan dengan standar kerja,
memberikan rekomendasi perbaikan yang disimulasikan dengan software
Arena 5. Dari hasil penelitian, didapatkan bahwa waste mulai dari yang sering
terjadi sampai yang jarang terjadi adalah waiting, Defect & Inappropriate
processing, Unnecessary Motion, Transportasi. Usulan perbaikan untuk
mengurangi waste tersebut adalah penggunaan operator yang optimum,
Pengurangan standby stock, Penggunaan sistem kanban. Hasil running
simulasi menunjukkan bahwa usulan perbaikan terbaik adalah penggunaan
standby stock sebanyak 2 trolley dengan 3 operator pada proses stitching
BAB III
METODOLOGI PENELITIAN
3.1 Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan di PT. Saka Agung Karya Abadi Sidoarjo,
yang berlokasi di Jl. Raya HRM Mangundiprojo No. 266 Sidoarjo. Pengambilan
data dilaksanakan dibagian produksi pada proses pembuatan box panel pada bulan
Maret 2010 sampai data itu tercukupi.
3.2 Identifikasi dan Definisi Operasional Variabel
Dalam identifikasi variable terdapat variabel – variabel yang didapatkan
berdasarkan dari data perusahaan yang digunakan dalam metode Lean Production
dan Cost Time Profile. Variabel – variabel tersebut adalah sebagai berikut:
3.2.1 Variabel Bebas
Variabel bebas adalah suatu variabel yang mempunyai nilai berubah –
ubah dan mempengaruhi variasi perubahan nilai variabel terikat, variabel tersebut
meliputi:
• Jenis – jenis Waste (Pemborosan):
1. Environmental, Health, and Safety, pemborosan yang terjadi akibat kelalaian pihak – pihak tertenti dalam perusahaan untuk memahami prosedur EHS yang
ada. Dengan sikap seperti ini akan menimbulkan dampak seringnya terjadi
tidak sedikit biaya, waktu, dan tenaga yang harus dikeluarkan perusahaan
untuk mengatasinya.
2. Defect, tidak sesuai dengan spesifikasi, hal ini akan menyebabkan proses
rework yang kurang efektif. Tingginya complain dari konsumen, serta inspeksi
level yang sangat tinggi.
3. Overproduction, pemborosan yang disebabkan produksi yang berlebihan, maksudnya adalah memproduksi produk yang melebihi yang dibutuhakan atau
memproduksi lebih awal dari jadwal yang sudah dibuat. Bentuk dari
overproduction ini antara lain adalah aliran produksi yang tidak lancar,
tumpukan WIP yang terlalu banyak, target dan pencapaian hasil produksi dari
setiap bagian produksi kurang jelas.
4. Waiting, pemborosan karena menunggu untuk proses berikutnya. Waiting
merupakan selang waktu ketika operator tidak menggunakan waktu untuk
melakukan value adding activity dikarenakan menunggu aliran produk dari
proses sebelumnya (upstream). Waiting ini juga mencakup operator dan mesin
seperti kecepatan produksi mesin dalam stasiun kerja lebih cepat atau lambat
daripada stasiun yang lainnya.
5. Not Utilizing Employees Knowledge, Skills, and Abilities merupakansuatu kondisi dimana sumber daya yang ada (operator) tidak digunakan secara
maksimal, sehingga terjadi pemborosan. Kinerja operator yang tidak maksimal
ditujukkan dengan tidak adanya aktivitas yang dilakukan operator
(menganggur) atau produktivitas rendah. Selain itu juga bisa diakibatkan