ANALISA PERANCANGAN TATA LETAK FASILITAS PABRIK PADA RUMAH POTONG HEWAN DENGAN MENGGUNAKAN
METODE KUALITATIF (ACTIVITY RELATIONSHIP CHART)
(STUDI KASUS DI PT. ABATTOIR SURYA JAYA, BENOWO, SURABAYA)
SKRIPSI
Disusun Oleh :
AHMAD ALAND ANANTA 1032010067
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “ VETERAN “ JAWA TIMUR
SKRIPSI
ANALISA PERANCANGAN TATA LETAK FASILITAS PABRIK PADA RUMAH POTONG HEWAN DENGAN MENGGUNAKAN
METODE KUALITATIF (Activity Relationship Chart) (Studi Kasus di PT. Abattoir Surya Jaya, Surabaya)
Disusun oleh :
AHMAD ALAND ANANTA NPM : 1032010067
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji Skripsi Jurusan Teknik Industri Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur Pada Tanggal 5 – Desember 2013
Tim Penguji : Pembimbing :
Universitas Pembangunan Nasional “Veteran” Jawa Timur Surabaya
SKRIPSI
ANALISA PERANCANGAN TATA LETAK FASILITAS PABRIK PADA RUMAH POTONG HEWAN DENGAN MENGGUNAKAN
METODE KUALITATIF (Activity Relationship Chart) (Studi Kasus di PT. Abattoir Surya Jaya, Surabaya)
Disusun oleh :
AHMAD ALAND ANANTA NPM : 1032010067
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji Skripsi Jurusan Teknik Industri Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur Pada Tanggal 5 – Desember 2013
Tim Penguji : Pembimbing :
Universitas Pembangunan Nasional “Veteran” Jawa Timur Surabaya
KATA PENGANTAR
Assalamu’alaikum Wr. Wb.
Segala puja dan puji syukur kami panjatkan kehadirat Allah SWT atas
segala rahmat dan karunia-Nya, sehingga dapat terselesaikan Tugas Akhir/Skripsi
dengan judul “Analisa Perancangan Tata Letak Fasilitas Pabrik Pada Rumah
Potong Hewan Dengan Menggunakan Metode Kualitatif Activity Relationship
Chart (Studi Kasus di PT. Abattoir Surya Jaya, Benowo, Surabaya).
Tugas Akhir/Skripsi ini merupakan salah satu syarat yang harus ditempuh
oleh mahasiswa jenjang pendidikan Strata-1 (Sarjana) Jurusan Teknik Industri,
Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa
Timur guna meraih gelar kesarjanaan.
Dalam penyusunan Tugas Akhir/Skripsi ini penulis ingin mengucapkan
rasa terima kasih yang sebesar-besarnya kepada :
1. Bapak Prof. Dr. H. R. Teguh Soedarto, MP, selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri
UPN “Veteran” Jawa Timur.
3. Bapak DR. Ir. Minto Waluyo, MM selaku Ketua Jurusan Teknik Indutri
UPN “Veteran” Jawa Timur.
4. Bapak Drs. Pailan, MPd selaku Sekretaris Jurusan Teknik Indutri
UPN “Veteran” Jawa Timur.
6. Bapak Dwi Sukma D, ST, MT selaku Dosen Pembimbing II Skipsi.
7. Segenap staff Dosen Fakultas Teknologi Industri Universitas Pembangunan
Nasional “Veteran” Jawa Timur yang telah memberikan banyak
pengetahuan selama masa perkuliahan.
8. Segenap Pimpinan PT. Abattoir Surya Jaya, Benowo, Surabaya yang telah
memberikan bimbingan dan data-data yang dibutuhkan dalam penyusunan
skripsi ini.
9. Pihak – pihak terkait yang membantu dalam penyelesaian Tugas
Akhir/Skripsi ini yang tidak dapat disebutkan satu per satu.
Penulis menyadari bahwa penyusunan Tugas Akhir/Skripsi ini terdapat
kesalahan dan kekurangan yang masih perlu diperbaiki, untuk itu sebagai penulis,
kami mengharapkan kritik dan saran yang bersifat membangun guna
kesempurnaan Tugas Akhir/Skripsi ini. Akhir kata, semoga Tugas Akhir/Skripsi
ini bermanfaat bagi semua pihak.
Wassalamu’alaikum Wr. Wb.
Surabaya, 5 November 2013
DAFTAR ISI
KATA PENGANTAR... i
DAFTAR ISI……….. iii
DAFTAR TABEL…...……….……….... vii
DAFTAR GAMBAR... viii
DAFTAR LAMPIRAN………. ix
ABSTRAK………. x
BAB I PENDAHULUAN 1.1 Latar Belakang…………...………...………... 1
1.2 Perumusan Masalah………... 2
1.3 Batasan Masalah………...…… 2
1.4 Asumsi - asumsi………...…... 3
1.5 Tujuan Penelitian………...……….. 3
1.6 ManfaatPenelitian………...………. 3
1.7 SistematikaPenulisan………...……… 4
BAB II TINJAUAN PUSTAKA 2.1 Perancangan Tata Letak Pabrik ...….……….... 6
2.1.1 Pengertian Tata Letak Pabrik .……… 6
2.1.2 Tujuan Perancangan Tata Letak Pabrik ……….…………. 7
2.1.3 Prinsip Dasar dalam Perancangan Tata Letak Pabrik ... 9
2.1.4 Langkah – Langkah Perancangan Tata Letak Pabrik ... 9
2.2 Prinsip Dasar Sistem Pemindahan Bahan ..………. 11
2.3 Tipe Tata Letak Fasilitas Produksi ...………..………….... 13
2.3.1 Tata Letak Berdasarkan Aliran Proses Produksi ...……... 13
2.3.1.1 Keuntungan ...……...……...……...…….. 14
2.3.1.2 Kerugian ...……...……...……...……... 14
2.3.2 Tata Letak Berdasarkan Lokasi Material Tetap ...……... 14
2.3.2.1 Keuntungan ...……...……...……...…….. 15
2.3.2.2 Kerugian ...……...……...……...……... 15
2.3.3 Tata Letak Berdasarkan Kelompok Produk …...……... 16
2.3.3.1 Keuntungan ...……...……...……...…….. 16
2.3.3.2 Kerugian ...……...……...……...……... 17
2.3.4 Tata Letak Berdasarkan Fungsi atau Macam Proses .…... 17
2.3.4.1 Keuntungan ...……...……...……...…….. 18
2.3.4.2 Kerugian ...……...……...……...……... 18
2.3.5 Tata Letak Berposisi Tetap (Fixed Position Layout) .….... 24
2.3.5.1 Keuntungan ...……...……...……...…….. 19
2.3.5.2 Kerugian ...……...……...……...……... 20
2.4 Hubungan Perancangan Tata Letak Pabrik dengan Produktivitas.. 21
2.5 Metode Kualitatif Guna Menganalisis Aliran Bahan …………... 22
2.5.1 Activity Relationship Chart ... 23
2.5.2 Activity Relationship Diagram ... 25
2.5.3 Activity Template Block Diagram... 27
2.6 Pengaruh Pemindahan Bahan Pada Perencanaan Tata Letak …….. 28
2.8 Membuat Plant Layout Menggunakan CAD ……….. 29
2.9 Penelitian Terdahulu ... 31
BAB III METODE PENELITIAN 3.1 Lokasi dan Waktu Penelitian………….………...………... 38
3.2 Identifikasi Variabel ...………. 38
3.2.1 Variabel Bebas dan Terikat ... 38
3.2.2 Definisi Operasional Variabel ... 39
3.3 Pengumpulan Data ………... 40
3.4 Pengolahan Data ...……….. 40
3.5 Langkah-Langkah Penelitian dan Pemecahan Masalah ..………... 41
BAB IV ANALISA DAN PEMBAHASAN 4.1 Pengolahan Data...………. 44
4.1.1 Identifikasi Sistem Awal... 44
4.2 Analisa Kondisi Usulan ...………... 49
4.2.1 Penentuan Activity Relationship Chart (ARC) ... 49
4.2.2 Work Sheet Pada Activity Relationship Diagram ... 53
4.2.3 Activity Template Block Diagram ……….. 54
4.2.4 Activity Relationship Diagram ……… 57
4.3 Layout Usulan ...……….. 58
4.3.1 Deskripsi Layout Usulan ... 60
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan...……….. 65
5.2 Saran……… 65
DAFTAR TABEL
Tabel 2.1 Standart Penggambaran Derajat Hubungan Aktivitas ... 24
Tabel 2.2 Worksheet Pembuatan ARD ... 26
Tabel 2.3 Jarak Perpindahan Bahan Antar Fasilitas Sebelum Perbaikan ... 36
Tabel 2.4 Jarak Perpindahan Bahan Antar Fasilitas Setelah Perbaikan ... 37
Tabel 4.1 Jarak Antar Departemen ... 45
Tabel 4.2 Perhitungan Luas Departemen ... 45
Tabel 4.3 Karakteristik Hubungan Antar Aktivitas ... 50
Tebel 4.4 Karakteristik Alasan Hubungan Antar Aktivitas ... 50
Tabel 4.5 Work Sheet Activity Relationship Diagram (ARD) ... 53
Tabel 4.6 Perhitungan Luas Departemen Usulan ... 61
Tabel 4.7 Jarak Antar Departemen Usulan ... 62
DAFTAR GAMBAR
Gambar 2.1 Product Layout ... 13
Gambar 2.2 Possition Layout ... 14
Gambar 2.3 Group Technology Layout ... 16
Gambar 2.4 Process Layout ... 17
Gambar 2.5 Peta V-Q ... 20
Gambar 2.6 ARC ( Activity Relationship Chart) ... 23
Gambar 2.7 ATBD ( Activity Template Block Diagram) ... 27
Gambar 2.8 ARC ( Activity Relationship Chart) ... 33
Gambar 3.1 Langkah-langkah Penelitian dan Pemecahan Masalah ... 41
Gambar 4.1 Layout Awal Proses Produksi ... 46
Gambar 4.2 ARC ( Activity Relationship Chart) ... 51
Gambar 4.3 Block Template ... 55
Gambar 4.4 ATBD ( Activity Template Block Diagram) ... 56
Gambar 4.5 ARD ( Activity Relationship Diagram) ... 57
DAFTAR LAMPIRAN
Lampiran 1 Sejarah Perusahaan
Lampiran 2 Lokasi Perusahaan
Lampiran 3 Tata Letak Perusahaan
Lampiran 4 Bidang dan Hasil Usaha
Lampiran 5 Denah Lokasi PT. Abattoir Surya Jaya
Lampiran 6 Denah Tata Letak Awal PT. Abattoir Surya Jaya
Lampiran 7 Denah Tata Letak Usulan PT. Abattoir Surya Jaya
ANALISA PERANCANGAN TATA LETAK FASILITAS PABRIK PADA RUMAH POTONG HEWAN DENGAN MENGGUNAKAN
METODE KUALITATIF (ACTIVITY RELATIONSHIP CHART)
(STUDI KASUS DI PT. ABATTOIR SURYA JAYA, BENOWO, SURABAYA) Ahmad Aland Ananta
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas pembangunan Nasional “Veteran” Jawa Timur Jl. Raya Rungkut Madya Gunung Anyar, Surabaya 60924
E-mail : aland_ananta@yahoo.com
Abstraksi
Perencanaan tata letak fasilitas produksi dan area kerja adalah suatu permasalahan yang sering dijumpai dalam dunia industri. Tata letak fasilitas produksi berperan penting dalam efisiensi proses produksi serta proses pemindahan antar departemen kerja didalam bangunan industri tersebut.
PT. Abattoir Surya Jaya adalah industri yang menyediakan daging dan memiliki banyak pesaing. Penerapan Tata letak yang kurang tepat dapat mengurangi produktivitas pekerja karena faktor kelelahan dan jam kerja yang panjang. Dapat dilihat faktor back
tracking yang terjadi antara departemen ruang pemotongan, ruang stimulasi, chilling room, bonning room, dan blast freezer. Seharusnya proses produksi yang sesuai dengan
ketetapan ialah bersistem line flow.
ARC (Activity Relationship Chart) adalah suatu cara atau teknik yang sederhana di dalam merencanakan tata letak fasilitas atau departemen berdasarkan derajat hubungan aktivitas yang sering dinyatakan dalam penilaian kualitatif dan cenderung berdasarkan pertimbangan-pertimbangan yang bersifat subyektif dari masing-masing departemen.
Dengan metode ARC (Activity Relationship Chart), unit produksi PT. Abattoir Surya Jaya dapat menghemat jarak 31 m dari kondisi awal, dapat menghemat luas area kerja sebesar 26 m2 dari kondisi awal, Produksi berlangsung optimal karena ruang produksi telah disusun berurutan sesuai standart operasional produksi (line flow).
Analisys of Facility Layout Plan at Modern Slaugter House Using Qualitative Method (Activity Relationship Chart)
(Case Study in PT. Abattoir Surya Jaya Benowo, Surabaya)
Ahmad Aland Ananta
Industiral Engineering Major, Faculty of Industrial Technology, Universitas pembangunan Nasional “Veteran” East Java Jl. Raya Rungkut Madya Gunung Anyar, Surabaya 60924
E-mail : aland_ananta@yahoo.com
Abstract
Layout of production facility and work area planning is a problem which often be found in industrialized worlds. Production facility layout played an important role in the efficiency of the production process and the inter-departmental of work in the industrial building.
PT. Abattoir Surya Jaya is standart operasional produksi blast freezer. The production process should be in accordance with the rrdinance is line flow system.
ARC (Activity Relationship Chart) is a simple technique in planning the layout of the facility or Department based on the degree of activity relationship which is often expressed in qualitative assessment and tend to be based on considerations of the subjective judgement of each Department.
Using ARC (Activity Relationship Chart) method, production units in PT. Abattoir Surya Jaya, can save distance 31 m from the initial conditions, can save broad work area for 26 m2 from initial condition. Production lasting optimal because production room have been arranged according to production operational standard ( Line Flow).
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perencanaan tata letak fasilitas produksi dan area kerja yang ada adalah
suatu permasalahan yang sering dijumpai dalam dunia industri. Pihak
management perusahaan tidak dapat memecahkan masalah tersebut, walaupun
hanya sekedar mengatur peralatan atau memindahkan departemen kerja didalam
bangunan industri tersebut.
PT. Abattoir Surya Jaya adalah industri yang menyediakan daging dan
memiliki banyak pesaing, hal ini merupakan kendala industri untuk memenuhi
permintaan pemesan atau konsumen dengan biaya paling murah dan dapat
menghadapi persaingan untuk meratakan ketidakseimbangan yang terdapat antara
unit produksi dengan permintaan. Pihak management perusahaan harus mengolah
sistem produksi, baik dalam jangka pendek maupun jangka panjang, dan juga
mengatur tata letak fasilitas pabrik pada PT. Abattoir Surya Jaya.
Aktifitas produksi suatu industri secara normalnya harus berlangsung cepat
dengan tata letak yang tidak selalu berubah-ubah, maka dari itu pengaturan
berbagai tata ruang dan fasilitas harus disesuaikan dengan berbagai aktifitas yang
dilakukan para pekerja agar proses produksi berlangsung lancar dengan
kenyamanan pekerja yang terjamin.
Sistem Modern Slaughter sudah diterapkan di RPH ini, akan tetapi alur tata
Standart Operasional Prosedur yang telah ditetapkan sehingga timbul back
tracking pada beberapa kegiatan produksi.
Dengan adanya masalah tersebut maka dilakukan penelitian dengan
menggunakan metode kualitatif Activity Relationship Chart. Metode kualitatif
Activity Relationship Chart merupakan metode yang cocok dalam merancang tata
letak baru pada PT. Aabttoir Surya Jaya ini, dengan tolak ukur kedekatan
hubungan antar departemen satu dengan yang lainnya serta mengkonversikan
dengan alasan – alasan yang mendasarinya.
1.2 Perumusan Masalah
Berdasarkan latar belakang diatas, maka dapat dirumuskan suatu
permasalahan yaitu “Bagaimana merancang tata letak fasilitas rumah potong
hewan PT. Ababttoir Surya Jaya dengan menggunakan metode Activity
Relationship Chart ?
1.3 Batasan Masalah
Agar penulisan dapat berjalan sesuai dengan alurnya maka perlu di berikan
batasan-batasan masalah sebagai berikut :
Penelitian hanya melakukan perencanaan tata letak fasilitas rumah potong
1.4 Asumsi
Sedangkan beberapa asumsi yang digunakan dalam penelitian ini adalah
sebagai berikut :
1. Tidak ada perubahan standart operasional prosedur pada rumah potong hewan
di PT. Abattoir Surya Jaya.
2. Kondisi perusahaan tidak berubah selama penelitian.
3. Pengukuran dilakukan menggunakan alat ukur standart yang dihitung secara
matematis
4. Karakteristik alasan hubungan antar aktivitas diperoleh dari manajemen PT.
Abattoir Surya Jaya
1.5 Tujuan Penelitian
Adapun tujuan penelitian dalam penyusunan tugas akhir ini adalah sebagai
berikut :
1. Memperpendek jarak antar departemen dengan metode Activity Relationship
Chart
2. Memberikan usulan tata letak fasilitas baru pada rumah potong hewan yang
sesuai dengan alur produksi pemotongan hewan
1.6 Manfaat Penelitian
Manfaat penelitian yang diharapkan dari penelitian ini adalah :
1. Bagi penulis, untuk mengetahui sejauh mana pengaruh faktor-faktor
kemudahan melakukan proses produksi, serta strategi produksi yang tepat
waktu.
2. Bagi perusahaan, penelitian ini diharapkan dapat memberikan manfaat
sebagai bahan masukan dan pertimbangan bagi perusahaan dalam mendesain
fasilitas dan ruang yang tepat dan memberikan kenyamanan pekerja.
3. Diharapkan penelitian ini dapat digunakan sebagai referensi bacaan untuk
menambah ilmu pengetahuan tentang tata letak fasilitas di rumah potong
hewan . Selain itu dapat digunakan sebagai acuan penelitian berikutnya.
1.7 Sistematika Penulisan
Pada dasarnya sistematika penulisan berisikan mengenai uraian yang akan
dibahas pada masing-masing bab, sehingga dalam setiap bab akan mempunyai
pembahasan topik tersendiri. Adapun sistematika penulisan dari tugas akhir ini
adalah sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi latar belakang penelitian, perumusan masalah yang
diteliti, tujuan dan manfaat penelitian, batasan dan asumsi yang
dipakai dalam penelitian serta sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi dasar-dasar teori yang digunakan untuk mengolah
dan menganalisa data-data yang diperoleh dari pelaksanaan
penelitian, yaitu teori mengenai tata letak fasilitas pabrik dengan
BAB III METODE PENELITIAN
Bab ini berisi langkah-langkah dalam melakukan penelitian ini
yaitu hal-hal yang dilakukan untuk mencapai tujuan dari penelitian
atau gambaran atau urutan kerja menyeluruh selama pelaksanaan
penelitian.
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
Pada bab ini berisi pengolahan dari data yang telah dikumpulkan
dan melakukan analisa, langkah-langkah pemecahan masalah dan
metode analisis serta pembahasan penelitian.
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisi kesimpulan dan saran dari analisa yang telah
dilakukan sehingga dapat memberikan suatu rekomendasi sebagai
masukan bagi pihak perusahaan.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Perancangan tata letak pabrik
Perancangan tata letak pabrik ini merupakan satu elemen penting
dalam menjalankan suatu proses produksi karena tanpa tata letak pabrik yang baik
maka proses produksi akan kacau. Maka itu dalam merancang suatu pabrik
tata letak fasilitas tidak dapat dikesampingkan dan harus diperhatikan.
2.1.1 Pengertian tata letak pabrik
(J.M. Apple et all, 2005) mendefinisikan perancangan tata letak pabrik
sebagai perencanaan dan integrasi aliran komponen suatu produk untuk
mendapatkan interelasi yang paling efektif dan efisien antar operator, peralatan,
dan proses transformasi material dari bagian penerimaan sampai ke bagian
pengiriman produk jadi. Dalam perkembangannya, perancangan tata letak pabrik
adalah pengaturan dari fasilitas (gedung, tenaga keija, bahan, dan mesin-mesin)
yang digunakan secara bersama-sama untuk memenuhi tujuan yang sudah
ditetapkan. Jadi, perancangan tata letak pabrik dapat juga diartikan pengaturan dari
fasilitas-fasilitas yang ada sedemikian rupa sehingga dapat mencapai tujuannya
dengan tidak mengesampingkan kendala yang ada. Dengan tata letak pabrik yang
baik, sebuah pabrik dapat menghasilkan hasil produksi yang maksimal dengan
kondisi aktivitas produksi yang optimal. Perancangan tata letak dibutuhkan
apabila pabrik mengalokasikan mesin-mesin baru, juga perlu bagi sebuah pabrik
untuk meninjau lagi tata letaknya karena dirasakan ada penurunan
Perancangan tata letak tidak hanya diperlukan saat membangun
perusahaan baru, tetapi juga saat mengembangkan perusahaan, melakukan
konsolidasi atau mengubah struktur perusahaan. Perusahaan yang telah mapan
membutuhkan perubahan tata letak fasilitasnya setiap dua atau tiga tahun
sekali.
Teknik Tata letak pabrik terfokus pada pengaturan unsur-unsur fisik di
sebuah fasilitas pabrik yang bertujuan meningkatkan efisiensi dan efektivitas.
Permasalahan tata letak pabrik sangat menarik perhatian banyak pihak karena
terkait dengan dampak strategis bagi perusahaan. Permasalahan tata letak
pabrik merupakan persoalan yang kompleks, sehingga penyelesaiannya harus
melalui pendekatan sistem. Dampaknya, tata letak pabrik menjadi salah satu
pelajaran khas teknik industri.(Rika Arnpuh Hadiguna,ST,MT,et all, 2008).
2.1.2 Tujuan perencanaan dan pengaturan tata letak pabrik.
Perencanan dan pengaturan tata letak pabrik memiliki tujuan untuk
mengatur area kerja dan fasilitas produksi yang paling ekonomis dan efektif
untuk meningkatkan produktivitas (Wignjosoebroto, 2003). Keuntungan
perencanaan tata letak pabrik yang baik adalah sebagai berikut:
• Menaikkan output produksi.
Tata letak yang baik akan memberikan output yang lebih besar dengan
biaya yang sama atau bahkan lebih kecil.
• Mengurangi waktu tunggu.
Mengatur keseimbangan antara waktu operasi produksi dan bebena
dari masing-masing departemen atau mesin dengan baik sehingga
• Mengurangi proses material handling.
Proses desain layout yang baik harus direncanakan sehingga sedapat
mungkin mengurangi material handling yang bersifat mekanis dan
lagi seluruh gerakan harus diupayakan menuju daerah shipping.
• Penghematan penggunaan area untuk produksi, gudang dan service.
Jalan lintas, material yang menumpuk, jarak antar mesin-mesin yang
berlebihan semuanya itu akan menambah area yang dibutuhkan untuk
pabrik. Perencanaan tata letak yang optimal dapat mengatasi segala
masalah pemborosan pemakaian ruangan.
• Mengurangi inventory in-process.
Sistem produksi pada dasamya menghendaki agar bahan baku secepat
mungkin berpindah dari satu operasi ke operasi berikutnya untuk
mengurangi menumpuknya bahan setengah jadi. Masalah ini dapat
diatasi dengan mengurangi waktu tunggu dari bahan yang menunggu untuk
segera diproses.
• Proses manufacturing yang lebih singkat.
Dengan mengurangi jarak antara operasi satu dengan operasi berikutnya
dan mengurangi bahan yang menunggu serta storage yang tidak
diperlukan. Waktu yang diperlukan dari bahan baku untuk berpindah
dari satu tempat ketempat lainnya dalam pabrik dapat diperpendek sehingga
secara total waktu produksi akan dapat pula dipersingkat.
• Mengurangi faktor yang bisa merugikan dan mempengaruhi kualitas dari
bahan baku ataupun produk jadi. Tata letak pabrik yang
yang dapat terjadi pada bahan baku atau produk jadi. Penyebab
kerusakan itu antara lain getaran-getaran, debu, panas, dan lain-lain.
• Mengurangi kemacetan dan kesimpangsiuran.
Material yang menunggu, gerakan pemindahan yang tidak perlu, serta
banyaknya perpotongan dari lintasan yang ada akan menyebabkan
kesimpangan.
2.1.3 Prinsip dasar dalam perencanaan tata letak pabrik
Menurut (Sumanyang, 2003:133 )Dalam perencanaan tata letak pabrik yang
baik terdapat prinsip-prinsip dasar harus dipenuhi, yaitu:
• Integrated, semua faktor dan elemen produksi yang ada menjadi satu
unit operasi yang besar.
• Minimalization, meminimalkanjarak perpindahan bahan atau material
yang bergerak dari satu operasi ke operasi berikutnya.
• Constant, aliran kerja dalam pabrik berlangsung dengan lancar dengan
menghindari gerakan bolak-balik, gerakan memotong dan kemacetan.
• Area utilization, semua area yang ada dimanfaatkan secara efektif dan
efisien.
• Welfare, kepuasan kerja dan rasa aman dari pekeija dijaga dengan
sebaik- baiknya.
• Flekxibility, pengaturan tata letak pabrik harus flesibel.
2.1.4 Langkah -langkah perencanaan Tata Letak Pabrik
Tata letak pabrik berhubungan erat dengan segala proses
perencanaan dan pengaturan letak dari pada mesin, peralatan, aliran bahan
letak yang baik dari segala fasilitas produksi dalam suatu pabrik
merupakan dasar untuk membuat operasi kerja menjadi lebih efektif dan
efisien (Jay Haizer dan Barry Render, 2007)
Pada dasarnya proses pengaturan segala fasilitas produksi dalam
pabrik ini akan di bedakan dalam dua tahapan, yaitu:
• Pengaturan tata letak mesin dan fasilitas produksi lainnya yaitu
pengaturan dari semua mesin-mesin dan fasilitas yang di perlukan untuk
proses produksi.
• Pengaturan tata letak departemen yaitu pengaturan bagian atau
departemen serta hubungan antar departemen dalam pabrik.
Secara singkat, langkah-langkah yang diperlukan dalam
perencanaan layout pabrik tersebut dapat diuraikan sebagai berikut:
• Analisa produk
• Analisa proses
• Analisa data masa lalu dan analisa pasar
• Analisa macam dan jurnlah mesin atau equipment dan luas
area yang dibutuhkan.
• Pegembangan altematif tata letak.
• Perancangan tata letak mesin dan departemen dalam pabrik.
2.1.5 Pertimbangan dalam perencanaan kembali tata Ietak pabrik
Pada umumnya perencanaan kembali tata letak pabrik disebabkan
oleh beberapa pertimbangan seperti:
• Perubahan dalam desain produk, model dan lain-lain.
• Perubahan ataupun peningkatan volume produksi yang pada
akhimya membawa perubahan ke arah modifikasi segala fasilitas
produksi yang ada.
• Keluhan dari pekerja terhadap kondisi area kerja yang tidak
memenuhi persyaratan.
• Perbaikan dilakukan dengan melakukan penyesuaian
terhadap perkembangan teknologi dan permintaan dari user.
Perbaikan tersebut dimaksudkan sebagai upaya untuk
meningkatkan kuantitas dan kualitas produksi.
• Keluhan dari pekerja terhadap kondisi area kerja yang tidak
memenuhi persyaratan.
• Peningkatan jumlah (bottle neck) dalam aktifitas
pemindahan bahan, gudang yang terlalu sempit, dan lain-lain.
2.2 Prinsip Dasar Sistem Pemindahan Bahan
Pemindahan bahan merupakan aktifitas yang "non-produktif".
Pemindahan bahan ini tidak memberikan nilai perubahan apa-apa terhadap material
atau bahan yang dipindahkan karena tidak terjadi perubahan bentuk, dimensi,
sifat-sifat fisik ataupun kimia pada material yang dipindahkan. Kegiatan
pemindahan bahan atau material justru dapat menarnbah biaya. Pada dasarnya
pemindahan bahan membutuhkan biaya yang besar, tetapi tidak memberikan nilai
tarnbah kepada material produk yang dipindahkan. Pengeliminasian perpindahan
bahan ini di lakukan dengan cara mengatur tata letak fasilitas produksi atau
departemen yang ada agar jarak perpindahan bahan dapat dieliminasi (Heizer
Dalarn prinsip dasar sistem pemindahan bahan harus dipertimbangkan
beberapa aturan dasar sebagai berikut:
• Pemindahan bahan yang tidak begitu penting sebaiknya dihindari.
Misalnya, penggabungan operasi pemindahan bahan dengan
mempertimbangkan kemungkinan gerakan bersamaan antara pekerja dengan
material.
• Penempatan mesin dan peralatan produksi lainnya direncanakan
sedemikian rupa sehingga jarak antar operasi seminimal mungkin dan
gerakan bolak-balik sebaiknya dihindari.
• Peralatan pemindahan bahan yang dibutuhkan dipilih secara efektif dan
efisien.
• Peralatan pemindahan bahan yang dibutuhkan dipilih secara seksama dan
cermat dari segi teknis maupun segi ekonomis.
• Bahan sebaiknya dipindahkan dalam volume, kuantitas, atau unit-unit
yang kecil.
• Material sedapat--dapatnya dipindah melalui lintasan yang lurus dan
pendek.
• Aktitfitas-aktifitas pemindahan bahan sedapat-dapatnya dikelompokan,
dikombinasi, dan dieliminasi.
• Sebaiknya, operator yang berpindah dari pada material yang
2.3 Tipe Tata Letak Fasilitas Produksi
Pemilihan dan penempatan alternatif layout merupakan langkah kritis dalam
proses pembuatan fasilitas produksi, karena disini layout yang dipilih akan
menentukan hubungan fisik dari aktivitas–aktivitas produksi yang berlangsung
(Wignjosoebroto, 2003). Disini ada empat macam atau tipe tata letak yang secara
klasik umum diaplikasikan dalam desain layout yakni :
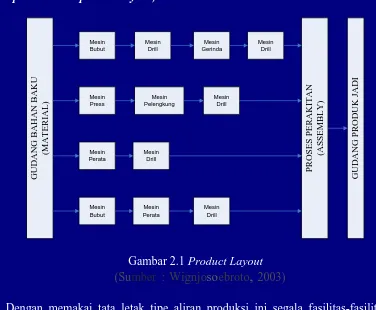
2.3.1 Tata letak fasilitas berdasarkan aliran proses produksi (production line
product atau product layout)
Dengan memakai tata letak tipe aliran produksi ini segala fasilitas-fasilitas
untuk proses manufakturing atau juga perakitan akan diletakkan berdasarkan garis
aliran (flow line) dari proses produksi tersebut. tata letak berdasarkan aliran produksi
ini merupakan tipe layout yang paling populer untuk pabrik yang bekerja atau
2.3.1.1 Keuntungan yang bisa diperoleh untuk pengaturan berdasarkan
aliran produksi adalah :
a. Aliran pemindahan material berlangsung lancar, sederhana, logis dan
biaya material handling rendah karena aktivitas pemindahan bahan
menurut jarak terpendek.
b. Total waktu yang dipergunakan untuk produksi relatif singkat.
c. Work in proses jarang terjadi karena lintasan produksi sudah
diseimbangkan.
2.3.1.2 Kerugian dari tata letak tipe ini adalah :
a. Adanya kerusakan salah satu mesin (machine break down) akan dapat
menghentikan aliran proses produksi secara total.
b. Tidak adanya fleksibilitas untuk membuat produk yang berbeda.
c. Stasiun kerja yang paling lambat akan menjadi hambatan bagi aliran
produksi.
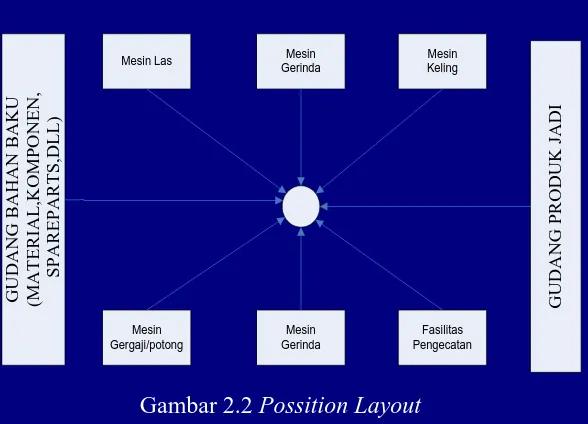
2.3.2 Tata letak fasilitas berdasarkan lokasi material tetap (fixed material
location layout atau position layout)
Untuk tata letak pabrik yang berdasarkan proses tetap, material atau komponen
produk yang utama akan tinggal tetap pada posisi atau lokasinya sedangkan fasilitas
produksi seperti tools, mesin, manusia serta komponen-komponen kecil lainnya
akan bergerak menuju lokasi material atau komponen produk utama tersebut.
2.3.2.1 Keuntungan yang bisa diperoleh dari tata letak berdasarkan lokasi
material tetap ini adalah :
a. Karena yang bergerak pindah adalah fasilitas–fasilitas produksi, maka
perpindahan material bisa dikurangi.
b. Bilamana pendekatan kelompok kerja digunakan dalam kegiatan
produksi, maka continuitas operasi dan tanggung jawab kerja bisa
tercapai tercapai dengan sebaik–baiknya.
c. Kesempatan untuk melakukan pengkayaan kerja (job enrichment)
dengan mudah bisa diberikan.
d. Fleksibilitas kerja sangat tinggi, karena fasilitas–fasilitas produksi dapat
diakomodasikan untuk mengantisipasi perubahan–perubahan dalam
rancangan produk, berbagai macam variasi produk yang harus dibuat
(product mix) atau volume produksi.
2.3.2.2 Kerugian dari tata letak tipe ini adalah :
a. Adanya peningkatan frekuensi pemindahan fasilitas produksi atau
operator pada saat operasi kerja berlangsung.
b. Memerlukan operator dengan skill yang tinggi disamping aktivitas
supervisi yang lebih umum dan intensif.
c. Memerlukan pengawasan dan koordinasi kerja yang ketat khususnya
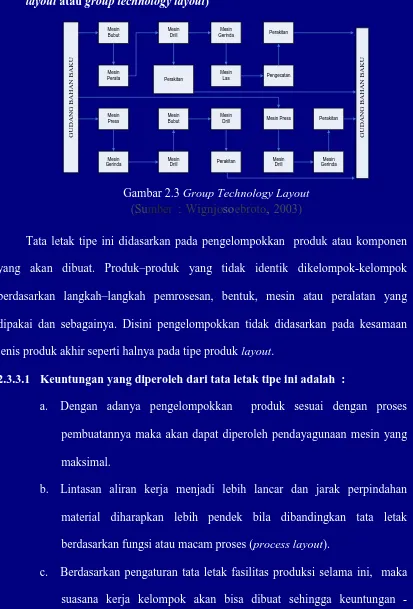
2.3.3 Tata letak fasilitas berdasarkan kelompok produk (product famili, product
layout atau group technology layout)
GUDANG BAHAN BAKU Gambar 2.3 Group Technology Layout
(Sumber : Wignjosoebroto, 2003)
Tata letak tipe ini didasarkan pada pengelompokkan produk atau komponen
yang akan dibuat. Produk–produk yang tidak identik dikelompok-kelompok
berdasarkan langkah–langkah pemrosesan, bentuk, mesin atau peralatan yang
dipakai dan sebagainya. Disini pengelompokkan tidak didasarkan pada kesamaan
jenis produk akhir seperti halnya pada tipe produk layout.
2.3.3.1 Keuntungan yang diperoleh dari tata letak tipe ini adalah :
a. Dengan adanya pengelompokkan produk sesuai dengan proses
pembuatannya maka akan dapat diperoleh pendayagunaan mesin yang
maksimal.
b. Lintasan aliran kerja menjadi lebih lancar dan jarak perpindahan
material diharapkan lebih pendek bila dibandingkan tata letak
berdasarkan fungsi atau macam proses (process layout).
c. Berdasarkan pengaturan tata letak fasilitas produksi selama ini, maka
-d. Memiliki keuntungan yang bisa diperoleh dari product layout.
e. Umumnya cenderung menggunakan mesin–mesin general purpose
sehingga mestinya juga akan lebih rendah.
2.3.3.2 Kerugian dari tipe ini
a. Diperlukan tenaga kerja dengan keterampilan tinggi untuk
mengoperasikan semua fasilitas produksi yang ada.
b. Kelancaran kerja sangat tergantung pada kegiatan pengendalian produksi
khususnya dalam hal menjaga keseimbangan aliran kerja yang bergerak
melalui individu–individu sel yang ada.
c. Bilamana keseimbangan aliran setiap sel yang ada sulit dicapai, maka
diperlukan adanya buffers dan work in process storage.
d. Beberapa kerugian dari product dan process layout juga akan dijumpai
disini.
e. Kesempatan untuk bisa mengaplikasikan fasilitas produksi tipe special
purpose sulit dilakukan.
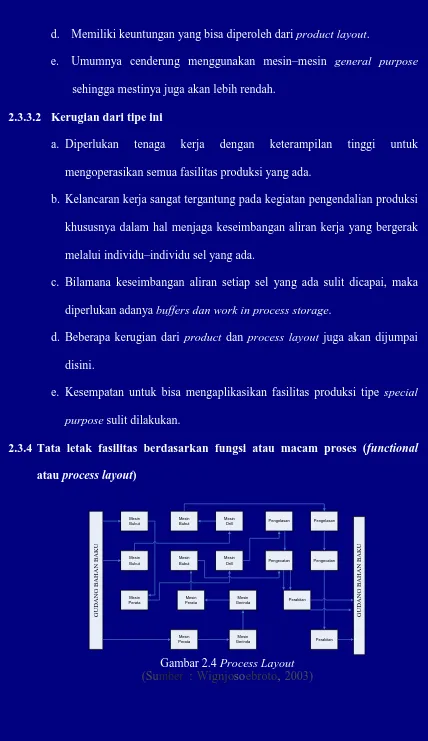
2.3.4 Tata letak fasilitas berdasarkan fungsi atau macam proses (functional
Tata letak berdasarkan macam proses ini sering dikenal dengan process atau
functional layout yang merupakan metode pengaturan dan penempatan dari segala
mesin serta peralatan produksi yang memiliki tipe atau jenis sama kedalam satu
departemen.
2.3.4.1 Keuntungan yang bisa diperoleh dari tata letak tipe ini adalah :
a. Total investasi yang rendah untuk pembelian mesin atau peralatan
produksi lainnya.
b. Fleksibilitas tenaga kerja dan fasilitas produksi besar dan sanggup
mengerjakan berbagai macam jenis dan model produk.
c. Kemungkinan adanya aktivitas supervisi yang lebih baik dan efisien
melalui spesialisasi pekerjaan.
d. Pengendalian dan pengawasan akan lebih mudah dan baik terutama
untuk pekerjaan yang sukar dan membutuhkan ketelitian tinggi.
e. Mudah untuk mengatasi breakdown daripada mesin yaitu dengan cara
memindahkannya ke mesin yang lain tanpa banyak menimbulkan
hambatan-hambatan siginifikan.
2.3.4.2 Kerugian dari tipe ini adalah :
a. Karena pengaturan tata letak mesin tergantung pada macam proses atau
fungsi kerjanya dan tidak tergantung pada urutan proses produksi, maka
hal ini menyebabkan aktivitas pemindahan material.
b. Adanya kesulitan dalam hal menyeimbangkan kerja dari setiap fasilitas
produksi yang ada akan memerlukan penambahan space area untuk work
c. Pemakaian mesin atau fasilitas produksi tipe general purpose akan
menyebabkan banyaknya macam produk yang harus dibuat
menyebabkan proses dan pengendalian produksi menjadi kompleks.
d. Tipe process layout biasanya diaplikasikan untuk kegiatan job order
yang mana banyaknya macam produk yang harus dibuat menyebabkan
proses dan pengendalian produksi menjadi lebih kompleks.
e. Diperlukan skill operator yang tinggi guna menangani berbagai macam
aktivitas produksi yang memiliki variasi besar
2.3.5 Layout yang Berposisi Tetap (Fixed Position Layout)
Sistem berdasarkan product layout maupun process layout, produk bergerak
menuju mesin sesuai dengan urutan proses yang dijalankan. Layout yang berposisi
tetap ditunjukkan bahwa mesin, manusia serta komponen-komponen bergerak
menuju lokasi material untuk menghasilkan produk. Layout ini biasanya digunakan
untuk memproses barang yang relatif besar dan berat sedangkan peralatan yang
digunakan mudah untuk dilakukan pemindahan. Contoh dari industri ini adalah
industri pesawat terbang, penggalangan kapal, pekerjaan konstruksi bangunan
(Wignjosoebroto, 2003).
2.3.5.1 Keuntungan tata letak tipe Tetap (Fixed Position Layout)
1. Karena yang berpindah adalah fasilitas-fasilitas produksi, maka perpindahan
material dapat dikurangi.
2. Bila pendekatan kelompok kerja digunakan dalam kegiatan produksi, maka
kontinyuitas produksi dan tanggung jawab kerja bisa tercapai dengan
2.3.5.2 Kerugian tata letak tipe Tetap (Fixed Position Layout)
1. Adanya peningkatan frekuensi pemindahan fasilitas produksi atau operator
pada saat operasi berlangsung.
2. Adanya duplikasi peralatan kerja yang akhirnya menyebabkan perubahan
space area dan tempat untuk barang setengah jadi.
3. Memerlukan pengawasan dan koordinasi kerja yang ketat khususnya dalam
penjadwalan produksi.
Ditinjau dari bahasan keuntungan dan kerugian tiap tipe tata letak, maka dapat
dibuat keputusan tipe tata letak apa yang akan digunakan. Untuk membuat keputusan
digunakan peta Variasi-Quantitas (Peta V-Q). Jika variasi produk kecil dan
kuantitasnya besar maka cenderung digunakan product layout, sebaliknya jika
variasinya besar dan kuantitasnya kecil gunakan process layout. Dan group
technology layout digunakan jika variasi sedang dan kuantitasnya sedang. Fixed
location layout digunakan jika variasi rendah dan kuantitas rendah. Peta V-Q
ditunjukkan seperti pada gambar 2.4
2.4 Hubungan Perancangan Tata Letak Pabrik Dengan Produktivitas
Perbaikan desain layout pabrik diperlukan karena adanya beberapa kondisi
yang terjadi dalam perusahaan misalnya karena adanya kebijakan-kebijakan dari top
level management terkait dengan target perusahaan untuk menaikkan output produksi, sehingga diperlukan perbaikan desain layout agar bisa memberikan 17
output produksi yang lebih besar dengan biaya produksi yang sama/lebih sedikit. Waktu produksi yang terlalu lama dikarenakan banyaknya delay (waktu tunggu),
banyaknya keluhan– keluhan dari pekerja dikarenakan kondisi area kerja yang
kurang memenuhi syarat sehingga produktivitas pekerja menurun. Beberapa kondisi
tersebut bisa digunakan sebagai alasan mengapa kita harus memperbaiki desain
layout pabrik (Satria, 2007). Untuk lebih spesifik, berikut ini adalah beberapa alasan mengapa harus memperbaiki desain layout pabrik :
1) Menaikkan output produksi.
2) Mengurangi waktu tunggu.
3) Mengurangi proses material handling.
4) Penghematan penggunaan areal untuk produksi, gudang, dan service.
5) Pemanfaatan fasilitas produksi dan tenaga kerja dengan lebih optimal.
6) Mengurangi biaya simpan produk setengah jadi (inventory in-process).
7) Mempersingkat proses manufacturing.
8) Mengurangi resiko kesehatan dan keselamatan kerja operator.
9) Mempermudah aktivitas supervisi (pengawasan kerja).
10) Mengurangi kemacetan dan kesimpangsiuran aliran material.
Berdasarkan uraian diatas bisa disimpulkan bahwa alasan utama mengapa
desain layout harus diperbaiki adalah karena desain layout tersebut sudah tidak
efisien lagi dilihat dari target produksi perusahaan dan karena banyaknya gangguan
pada proses produksi sehingga menghambat kelancaran serta kesuksesan proses
produksi.
2.5 Metode Kualitatif Guna Menganalisis Aliran Bahan
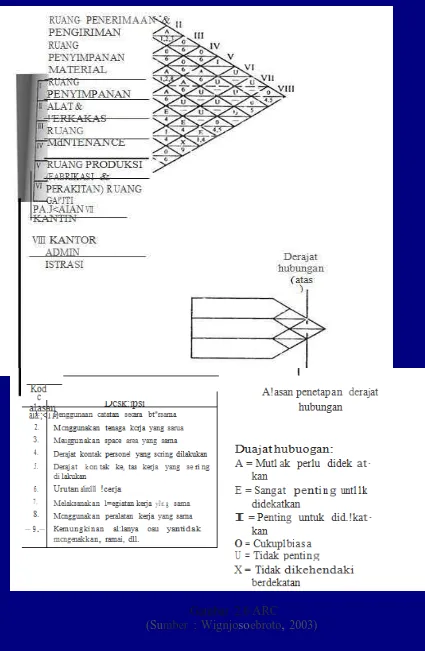
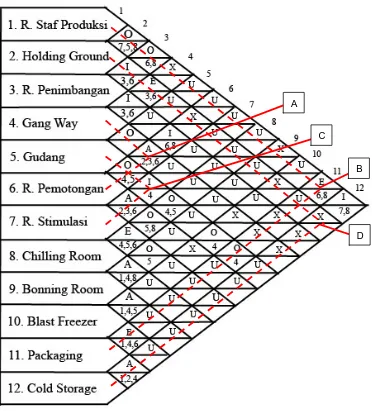
2.5.1 Activity Relationship Chart (ARC)
Aliran bahan dapat diukur menggunakan cara kualitatif dengan tolak
ukur derajat kedekatan hubungan antara satu fasilitas (departemen) dengan lainnya.
Nilai- nilai yang menunjukkan derajat hubungan dicatat sekaligus dengan alasan –
alasan yang mendasarinya dalam sebuah peta hubungan aktivitas (Activity
Relationship Chart) yang telah dikembangkan oleh Richard Muther.
Pada hubungan aktivitas atau ARC adalah suatu cara atau teknik
yang sederhana di dalam merencanakan tata letak fasilitas atau departemen
berdasarkan derajat hubungan aktivitas – yang sering dinyatakan dalam penilaian
kualitatif dan cenderung berdasarkan pertimbangan-pertimbangan yang bersifat
subyektif – dari masing-masing departemen (Hadiguna, Rika Ampuh dan Setiawan,
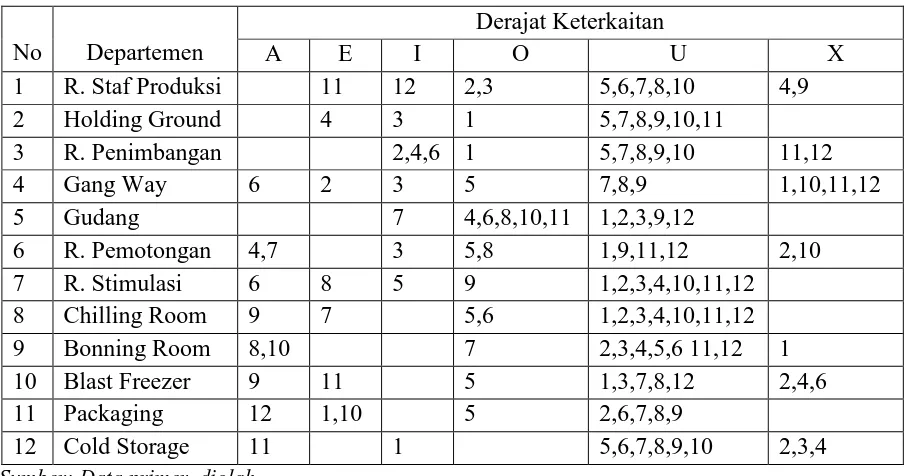
Gambar 2.6 ARC
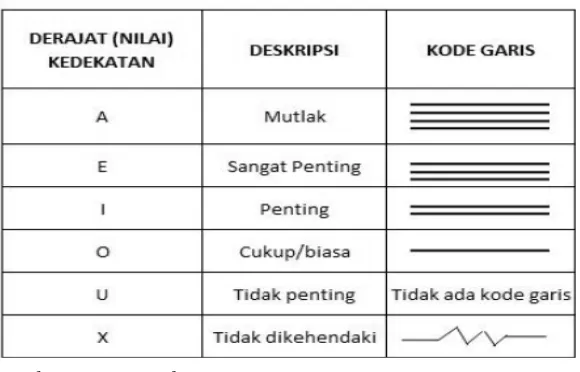
Disini kode huruf seperti A, E, I dan seterusnya menunjukkan bagaimana
aktivitas dari masing-masing departemen tersebut akan mempunyai hubungan secara
langsung dan erat kaitannya satu sama lain. Kode-kode huruf ini akan diletakkan pada
bagian atas dari kotak yang tersedia dan pemberian warna khusus juga diberikan
untuk mempermudah analisis. Selanjutnya kode angka 1,2,3 dan seterusnya –
diletakkan di bagian bawah kotak yang ada – mencoba menjelaskan alasan pemilhan
derajat hubungan antara masing-masing departemen tersebut. Kode huruf yang
menjelaskan derajat hubungan antara masing-masing departemen ini secara khusus
telah distandarkan, yaitu sebagai berikut :
Tabel 2.1 Standard Penggambaran Derajat Hubungan Aktivitas
Sebagai hasil dari ARC yang sangat berguna untuk perencanaan dan analisa
hubungan aktivitas antar masing-masing departemen, maka data yang didapat
selanjutnya akan dimanfaatkan untuk menentukan letak masing-masing
departemen tersebut, yaitu melalui apa yang disebut dengan Activity Relationship
Diagram atau ARD.
2.5.2 Activity Relationship Diagram (ARD)
Activity Diagram adalah diagram yang menggambarkan berbagai alir
aktivitas dalam Sistem yang sedang dirancang, bagaimana masing – masing alur
data berawal, decision yang mungkin terjadi dan bagaimana mereka berakhir.
Activity diagram merupakan state diagramkhusus, dimana sebagian besar state
adalah action dan sebagian besar transisi di trigger oleh selesainya state
sebelumnya (internal prosesing). Oleh karena itu, activity diagram tidak
menggambarkan behavior internal sebuah Sistem secara eksak, tetapi le bih
menggambarkan proses - proses dan jalur - jalur aktivitas dari level atas secara
umum. Sebuah aktivitas dapat direalisasikan oleh satu use case atau lebih.
Aktivitas menggambarkan proses yang berjalan, sementara use case
menggambarkan bagaimana actor menggunakan Sistem untuk melakukan aktivitas
Pada dasarnya diagram ini menjelaskan mengenai hubungan pola aliran
bahan dan lokasi dari masing-masing departemen penunjang terhadap departemen
Data didapatkan dari ARC, dimana ARC tersebut dipindahkan ke
dalam worksheet untuk mempermudah pembacaan.
Tabel 2.2 Worksheet Pembuatan ARD
(Sumber : Wignjosoebroto, 2003
Data yang telah disusun secara lebih sistematik dalam Work Sheet ini, suatu
ARD akandapat dengan mudah dibuat. Di sini ada dua cara yang bisa
dipergunakan untuk membuat diagram (yang selanjutnya akan dipakai sebagai
landasan untuk perencanaan tata letak departemen-departemen yang ada), yaitu
sebagai berikut :
a. Dengan membuat suatu Activity Template Block Diagram
b. Dengan menggunakan kombinasi-kombinasi garis dan pemakaian
kode warna yang telah distandarkan untuk setiap hubungan aktivitas
2.5.3 Activity Template Block Diagram (ATBD)
Activity Template Block Diagram merupakan suatu rangkaian template
berdasarkan data yang diperoleh dari Activity Relationship Diagramda Activity
Relationship Chart.
Pada ATBD, data yang telah dikelompokkan dalam lembar kerja kemudian
dimasukkan ke dalam suatu activity template.
Tiap-tiap template akan menjelaskan mengenai departemen yang
bersangkutan dan hubungannya dengan aktivitas-aktivitas dari departemen lain.
Template ini hanya bersifat memberi penjelasan mengenai hubungan aktivitas antara departemen satu dengan departemen yang lain.
Gambar 2.7 Activity Template Block Diagram ATBD
Pada dasarnya kode yang tercantum dalam lembar kerja dimasukkan ke
dalam ATBD kecuali huruf U (Unimportant), karena dianggap tidak memberi
pengaruh apa- apa dari aktivitas departemen satu ke departemen lainnya. Seperti
halnya pada lembar kerja, maka disini kode angka yang menjelaskan mengenai
alasan pemilihan derajat hubungan antara departemen juga tidak dimasukkan ke
dalam diagram ini. Langkah selanjutnya adalah dengan memotong dan mengatur
template tersebut sesuai dengan urutan derajat aktivitas yang dianggap penting
dan diperlukan.
2.6 Pengaruh Pemindahan Bahan Pada Perencanaan Tata Letak Pabrik Tata letak pabrik merupakan suatu aktivitas desain yang berkaitan dengan
tanggung jawab dalam pengaturan lokasi dari setiap fasilitas manufakturing baik
yang berhubungan langsung dengan fungsi layanan atau service. Desain layout
akan memiliki pengaruh yang kuat dalam menentukan biaya dan tingkat
efisiensi dari sistem material handling yang diaplikasikan dibandingkan dengan
desain lainnya. Dengan demikian pada saat perencanaan layout suatu pabrik pada
saat itulah secara bersamaan juga dipikirkan desain fasilitas material handling
yang akan diaplikasikan. Perlu dicamkan benar-benar bahwasanya sekali
pabrik itu telah berdiri, layout fasilitas produksinya sudah ditetapkan dan
mesin serta peralatan produksi lainnya sudah terpasang. Maka disaat itu pula akan
tipis kemungkinannya kita bisa memperbaiki matode material handling akan
hampir tidak ada kesempatan lagi untuk mengeliminir operasi yang sedang
2.7 Biaya Pemindahan Bahan pada Perencanaan Tata Letak Pabrik Perpindahan material terjadi pada semua siklus proses manufaktur produk,
baik itu sebelum maupun sesudah proses produksi. Perpindahan material
merupakan pekerjaan yang tidak produktif, karena tidak adanya suatu
pekerjaan yang diselesaikan. Sehingga tidak memberikan nilai tambah pada
barang yang sedang dihasilkan. Perpindahan material seringkali menimbulkan
biaya antara 5 – 90 % dari total biaya produksi, dengan rata-rata biasanya sebesar
25 % (Hadiguna, Rika Ampuh dan Setiawan, Heri, 2008)
2.8 Membuat Plant Layout menggunakan CAD
Menurut (H.W. Kwari, 2008), Computer Aided Design (CAD) adalah suatu
sistem komputer yang menampilkan grafik dari suatu alat dan program analisa
sistem desain.
Dengan menggunakan CAD, suatu desain dapat dihasilkan dengan cepat
dengan kunci fungsi terminal dan pena khusus. Papan gambar konvensional,
kalkulator, dan desain manual dapat dengan mudah dikerjakan menggunakan
CAD. Hard copy dapat dibuat menggunakan suatu alat cetak (printer) yang
dihubungkan ke terminal grafis. Usaha yang sinergis dalam menuju keberhasilan
suatu penggabungan antara desain dan komputer mempunyai empat manfaat
penting:
a. Perancang dapat dengan seketika melihat dan mengoreksi
kesalahan di dalam pengerjaan gambar mereka atau masukan yang
b. Perancang dapat memonitor kemajuan dari suatu solusi masalah dan
mengakhiri jalannya program atau memodifikasi data masukan sesuai
dengan yang diperlukan.
c. Perancang dapat mengambil keputusan pada poin-poin
hubungan yang kritis, yang mana akan memandu komputer di
dalam melanjutkan pemecahan masalah.
d. Tampilan grafis bisa saja tidak menampilkan data yang dapat langsung
dimengerti atau diinterpretasikan dalam daftar keluaran komputer
atau bahkan dalam keluaran yang sudah diplot. Dengan
pemrograman yang pintar, komputer dapat menampilkan dalam
banyak sudut pandang, gambar bergerak, garis putus-putus, garis
lurus dalam berbagai ukuran.
Karena itulah, pembuatan layout akan lebih mudah divisualisasi
menggunakan CAD. Apalagi dengan semakin berkembangnya software-software
CAD, misalnya software Autocad 2008. Sehingga tidak perlu memindahkan
barang-barang asli di lapangan, tetapi cukup memindahkan gambar visualisasi di
dalam CAD untuk mengetahui letak yang lebih baik. Sehingga tidak
membutuhkan energi dan biaya yang banyak untuk mendapatkan letak layout
2.9 Penelitian Terdahulu
a. Usulan Rancangan Ulang Tata Letak Fasilitas Untuk Meminimumkan Jarak Lintasan di Restoran Liana Sidoarjo dengan metode Activity Relationship Chart
Permasalahan yang ada di restoran ini adalah jalur lintasan yang dilalui
konsumen dan pelayan kurang efisien yang menyebabkan terjadi kemacetan
dijalur lintasan tersebut dan restoran ini belum dapat memenuhi permintaan
dengan optimal. Karena tata letaknya masih kurang tepat, dimana untuk
melakukan pemindahan material antar departemen, jarak yang dibutuhkan cukup
jauh sehingga memerlukan waktu yang cukup lama. Disamping itu pula dalam
pengaturan tata letak fasilitas produksi pada restoran ini hanya menggunakan
pengalaman saja, hal ini menyebabkan arus pelayanan menjadi terkesan tidak
teratur dan hubungan koordinasi antar bagian kurang efektif seperti seperti letak
kamar mandi yang terlalu jauh dengan ruang tamu, letak gudang penyimpanan
bahan baku kering dan bahan mentah (pendingin) yang tidak berhubungan
langsung dengan dapur. Kasir yang letaknya dekat dengan ruang bakery dan
ruang makan indoor tetapi jauh dengan ruang makan VIP dan outdoor. Aliran
aktivitas bisa diukur secara kualitatif dengan menggunakan tolak ukur derajat
kedekatan hubungan antara satu fasilitas (departemen) dengan lainnya. Nilai-nilai
yang menunjukkan derajat hubungan dicatat sekaligus dengan alasan-alasan yang
mendasarinya dalam sebuah peta hubungan aktivitas (Activity Relationship
Chart) yang telah dikembangkan oleh (Richard Muther, 2000) dalam bukunya
ARC (Activity Relationship Chart) ataupun matriks yang memuat frekuensi serta
jarak dan perpindahan material dan ukuran bangunan yang akan ditempati oleh
fasilitas. Dalam teknik ini mempunyai kemampuan untuk mengatur maksimum
18 fasilitas dalam suatu layout (Sunderesh Heragu, 1997).
Dengan adanya permasalahan yang ada tersebut, maka dilakukan penelitian
dengan metode analisa Activity Relationship Chart dengan harapan dapat
meminimalkan panjang jarak lintasan material dan konsumen yang secara tidak
langsung dapat meningkatkan efektifitas dan efisiensi kerja serta arus pelayanan
terkesan lebih teratur.
Hasil perancangan layout diperoleh panjang jarak pada kondisi awal sebesar
622,12 m, sedangkan pada panjang jarak lintasan pada kondisi usulan sebesar
541,93 m. Hal ini berarti pada perancangan layout kondisi usulan dengan
menggunakan metode analisa Activity Relationship Chart dapat meminimumkan
panjang jarak lintasan sebesar 80,19 m atau mengefisiensi panjang jarak lintasan
12,89 % dari layout kondisi awal.
b. Perencanaan Ulang Tata Letak Fasilitas Berdasarkan Hasil Hubungan
Kedekatan Proses Produksi Rokok (Studi Kasus PT. Bayi Kembar
Malang)
PT. Bayi Kembar merupakan salah satu perusahaan rokok yang berlokasi di
Kabupaten Malang. Sesuai dengan observasi yang telah dilakukan, ditemukan
adanya permasalahan berupa output produksi yang belum mencapai hasil yang
diharapkan, penumpukan material pada beberapa stasiun kerja,dan adanya
dihasilkan kurang optimal. Saat ini dalam satu shift, PT Bayi Kembar hanya
dapat memproduksi sekitar 1.600.000 batang rokok filter dan 800.000 batang
rokok kretek. Sedangkan target produksi perusahaan adalah 2.000.000 batang
rokok filter dan 1.000.000 batang rokok kretek dalam satu shift. Permasalahan
pada proses produksi PT. Bayi Kembar diharapkan dapat diatasi dengan adanya
perencanaan ulang tata letak fasilitas. Tata letak fasilitas dapat didefinisikan
sebagai tata carapengaturan bangunan dimana manusia, bahan material, dan
mesin-mesin bekerja bersama-sama untuk tujuan tertentu. (Heragu, 2006).
Agar alternatif layout dapat tepat sasaran, maka analisa hubungan kedekatan
dapat dijadikan salah satu pendekatan untuk mengidentifikasi kondisi layout saat
ini. Activity Relationship Chart dari fasilitas-fasilitas yang ada pada PT. Bayi
Kembar, sesuai dengan hasil brainstorming dengan pihak manajemen produksi,
ditunjukkan pada gambar dibawah ini:
Gambar 2.8 Activity Relationship Chart
Dari ARC di atas dapat dilihat terdapat beberapa stasiun kerja yang mutlak
harus didekatkan, seperti stasiun kerja pelembaban, perajangan tembakau, dan
pengeringan tembakau, serta stasiun kerja penghancuran tembakau dengan
pemisahan ganggang tembakau. Hal tersebut dikarenakan stasiun-stasiun kerja
tersebut merupakan stasiun kerja yang berurutan dan terhubung dengan konveyor.
Stasiun kerja yang mutlak tidak boleh didekatkan adalah stasiun kerja
penghancuran tembakau dengan stasiun kerja primery dan pemisahan ganggang
tembakau dengan stasiun kerja primery. Hal tersebut dikarenakan proses pada
stasiun kerja penghancuran tembakau dan pemisahan ganggang menghasilkan
banyak debu, sementara mesin primery sensitif terhadap debu.
Berdasarkan hasil simulasi analisa hubungan kedekatan activity
relationship chart, activity relationship diagram, space relationship diagram, dan
perhitungan space requirement, dirancang dua alternatif layout serta dilakukan
simulasi terhadap kedua alternatif tersebut. Berdasarkan hasil simulasi pada kedua
alternatif layout maka dipilih layout kedua sebagai layout yang lebih efektif
karena dapat meningkatkan jumlah output sebesar 25%, sehingga dapat mencapai
target produksi PT. Bayi Kembar.
c. Analisis Tata Letak Fasilitas Berdasarkan Produk Layout (Studi
Kasus: UKM Sandal AMORITA’S)
UKM AMORITA’S yang memproduksi sandal ini terdapat beberapa
permasalahan, salah satunya yaitu peletakan fasilitas yang tidak sesuai dengan
aliran proses. Ketidakteraturan ini mengakibatkan terjadinya arus bolak-balik pada
pembuatan sandal ini awalnya memiliki area tersendiri, tetapi seiring berjalannya
waktu area yang digunakan untuk proses produksi beralih fungsi sebagai tempat
tinggal yang mengakibatkan area untuk melakukan produksi berkurang. Saat ini
area yang tersedia adalah kurang lebih 6m x 8m, yang terdiri dari 4 bagian
produksi utama. Dimana pada setiap bagian memiliki fungsi yang berbeda yaitu
bagian meja fabrikasi, bagian mesin jahit, bagian perakitan dan bagian
penyimpanan. Dengan memperkerjakan 6 orang pekerja, UKM ini dapat
melakukan kegiatan produksi dengan kapasitas produksi 360 kodi/ bulan atau 554
sandal/hari. Analisis perbaikan pada tata letak fasilitas disesuaikan dengan prinsip
dasar dalam perencanaan tata letak fasilitas. Teknik kualitatif pada teknik ini
bertujuan untuk menganalisis secara ringkas beberapa kedekatan kualitatif yang
dapat diterapkan untuk analisis dan perbaikan tata letak fasilitas. Untuk
pengolahan data pada teknik ini dilakukan usulan terhadap tata letak lantai
produksi dengan tolak ukur derajat kedekatan hubungan antara satu departemen
dengan yang departemen lainnya. Dalam teknik kualitatif untuk menganalisis
aliran bahan terdiri dari dua pemetaan yang akan digunakan yaitu peta hubungan
aktivitas dan diagram hubungan wilayah atau area. Pemetaan yang pertama yaitu
usulan dengan menggunakan bentuk area dan peralatan yang sebenarnya. Dalam
proses pembuatan tata letak ini menggunakan tahapan berdasarkan tahapan
menurut Tompkins, 1996. Analisis pertama yaitu analisis teknik konvensional,
tetapi di dalam penggunaannya teknik ini, dibatasi hanya untuk mengetahui alur
Penataan dan pemanfaatan fasilitas yang terdapat pada UKM ini kurang
baik, salah satunya yaitu peletakan mesin kompresor dan mesin tekan yang berada
didekat pintu masuk sehingga menghalagi pergerakan untuk mengangkut barang
jadi maupun bahan baku. UKM. Amorita’s memiliki bentuk area yang bersudut
banyak atau berkontur sehingga mempersulit peletakan, contonya yaitu peletakan
rak peralatan sampel dan mesin tekan yang dapat menghalangi pergerakan
operator. Apabila dilihat dari jarak perpindahan bahan tata letak tersebut kurang
efisien karena terdapat beberapa fasilitas yang seharusnya jaraknya didekatkan
tetapi pada prakteknya jarak yang harus ditempuh harus melewati beberapa
fasilitas lain
. Setelah diketahui usulan tata letak fasilitas yang baru, dilakukan analisis
dengan membandingkan besarnya jarak yang ditempuh antara tata letak sebelum
perbaikan dan tata letak setelah perbaikan.
Berikut hasil perhitungan jarak berdasarkan hubungan kedekatan antar
departemen yang dianalisa menggunakan Activity Relationship Chart:
Tabel 2.4 Jarak Perpindahan Bahan Antar Fasilitas Setelah Perbaikan
Dari data Tabel 2.4 dapat diketahui jumlah jarak pada tata letak setelah
perbaikan lebih pendek dibanding dengan jarak pada tata letak sebelum perbaikan,
terdapat selisih sebesar 819,5 cm sehingga dalam melakukan proses produksi
semakin besar pula efesinsi kerja karena operator menghemat jarak tempuh pada
perpindahan material. Selisih jarak tersebut, apabila dilihat dari perhitungan jarak
tempuh membuktikan apabila tata letak setelah perbaikan lebih baik karena jarak
tempuh material lebih kecil sehingga waktu yang diperlukan dalam proses
produksi lebih singkat. Selain itu dengan meminimasi besar jarak tempuh dapat
BAB III
METODE PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Pengamataan obyek ini dilakukan di Rumah Potong Hewan PT. Ababttoir
Surya Jaya, Benowo, Surabaya. Waktu penelitian dilaksanakan pada bulan
September sampai penelitian selesai dilaksanakan.
3.2 Identifikasi Variabel
Variabel adalah faktor yang mempunyai besaran dan variasi nilai. Variabel
itu sendiri terbagi menjadi dua yaitu variabel bebas dan variabel terikat.
3.2.1 Identifikasi Variabel a. Variabel Bebas
Variabel bebas merupakan variabel yang menjadi sebab timbulnya atau
berubahnya variabel dependen (terikat). Sehingga variabel independen dapat
dikatakan sebagai variabel yang mempengaruhi. Variabel dependen merupakan
variabel yang dipengaruhi atau yang menjadi akibat, karena adanya variabel
independen (bebas). Adapun variabel bebas dalam penelitian ini adalah:
1. Ukuran ruang kerja
2. Banyaknya backtracking (bolak-balik)
3. Jarak antar ruang produksi/ departemen.
b. Variabel Terikat
Variabel terikat adalah variabel yang berubahnya ditentukan oleh variabel
bebas. Adapun variabel terikat dalam penelitian ini adalah alur produksi line flow
yang sesuai dengan Standart Operasional Prosedur di PT. Abattoir Surya Jaya,
Benowo, Surabaya.
3.2.2 Definisi Operasional Variabel a. Variabel Bebas
1. Ukuran Ruang Kerja
Ukuran ruang kerja yang memiliki satuan meter (M) merupakan suatu
parameter penting untuk menentukan perubahan ukuran dan tata letak fasilitas.
Ukuran yang terlalu besar dapat memperlambat proses produksi karena
perpindahan jarak operator semakin jauh ke departemen berikutnya
2. Banyaknya backtracking
Backtracking dalam satu proses produksi sangat mempengaruhi kegiatan produksi yang berlangsung. Faktor lelah karyawan dan pemborosan jam kerja
disebabkan oleh adanya backtracking ini.
3. Jarak antar ruang produksi/ departemen
Jarak antar ruang produksi, ataupun departemen merupakan bagian inti
dari proses produksi, karena semakin jauh jarak antar ruang semakin banyak
waktu dan tenaga yang dikeluarkan oleh pekerja
4. Tata letak awal pabrik
Tata letak awal adalah tata letak yang saat ini ada dalam rumah potong
hewan PT. Abattoir Surya Jaya, yang merupakan bagian inti dari proses
b. Variabel Terikat
Alur produksi line flow yang sesuai dengan Standart Operasional
Prosedur adalah suatu bentuk model guna meningkatkan produktivitas
perusahaan dan operator dalam melakukan kegiatan proses produksi
3.3 Pengumpulan Data
Data yang diperlukan disini adalah data-data yang dapat digunakan sebagai
variabel input yang diperlukan dalam pembuatan model nantinya yaitu data primer
dan data sekunder.
Data primer yang diperoleh melalui metode pengukuran dengan satuan meter
(M). Tujuan dari metode ini adalah untuk mendapatkan semua data yang ada dalam
sistem nyata yang tidak bisa didapatkan dari data sekunder.
Data sekunder diperoleh melalui manager produksi PT. Abattoir Surya
Jaya. Data yang didapat berupa luas bangunan total, data dari masing masing
departemen produksi serta data standart operasional prosedur rumah potong
hewan
3.4 Pengolahan Data
Setelah data terkumpul langkah selanjutnya adalah melakukan pengolahan
data, sehingga diperoleh hasil yang dapat dipergunakan untuk memecahkan
masalah. Pengolahan data akan dilakukan dengan metode kualitatif dengan
menggunakan tolak ukur derajat kedekatan hubungan aktifitas (Activity
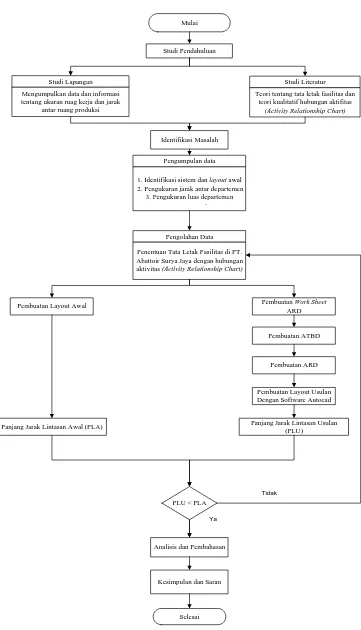
3.5 Langkah-Langkah Penelitian dan Pemecahan Masalah
Mulai
Studi Lapangan Mengumpulkan data dan informasi tentang ukuran ruag kerja dan jarak
antar ruang produksi
Studi Pendahuluan
Studi Literatur Teori tentang tata letak fasilitas dan
teori kualitatif hubungan aktifitas 1. Identifikasi sistem dan layout awal 2. Pengukuran jarak antar departemen
3. Pengukuran luas departemen
Pengolahan Data Penentuan Tata Letak Fasilitas di PT. Abattoir Surya Jaya dengan hubungan aktivitas (Activity Relationship Chart)
`
Pembuatan Layout Awal
Penjelasan langkah-langkah penelitian dan pemecahan masalah :
1. Pengambilan data
Pengambilan data dilakukan dengan cara wawancara terhadap manajemen PT.
Abattoir Surya Jaya serta pengukuran di lapangan yang digunakan sebagai data
primer dan mengambil data di buku- buku referensi yang digunakan sebagai data
sekunder.
2. Pembuatan model tata letak
Untuk menyelesaikan permasalahan yang dihadapi penelitian ini
menggunakan metode Activity Relationship Chart. Variabel–variabel pembangun
model yang cukup banyak dalam sistem serta kompleksitas sistem menjadi salah
satu pertimbangan utama pemilihan metode ini. Serta digunakan software autocad
sebagai penunjang penerapan metode ini.
3. Analisa dan pembahasan
Pada tahapan dilakukan analisa dan interpretasi terhadap seluruh hasil
penelitian. Analisa awal yang telah dilakukan pada tahap sebelumnya yaitu
menganalisa variabel-variabel output hasil dari simulasi model. Hasil yang
didapat dari simulasi selanjutnya dianalisis seberapa jauh perubahan suatu
variabel terhadap sistem sesuai dengan skenario kebijakan yang dilakukan.
Analisa keseluruhan akan dilakukan sesuai dengan tujuan dan kontribusi
penelitian.
4. Kesimpulan dan saran
Setelah pengolahan dan analisa data, maka langkah selanjutnya adalah menarik
kesimpulan, kemudian diberikan juga saran sebagai rekomendasi yang dapat
BAB IV
ANALISA DAN PEMBAHASAN
4.1 Pengumpulan Data 4.1.1 Identifikasi Sistem Awal
Pengidentifikasian sistem produksi saat ini di PT. Abattoir Surya Jaya
dilakukan dengan cara pengukuran dengan mengunakan alat ukur standart secara
matematis dengan satuan meter dan dibantu dengan pihak – pihak yang terkait
dalam bagian produksi di rumah potong hewan seperti manajer produksi serta
karyawan bagian produksi,
Berikut beberapa karakteristik sistem produksi rumah potong hewan dalam
tata letak awal :
1. Lahan proses produksi PT. Abattoir Surya Jaya berukuran 537 m2
2. Terdapat 2 pintu pada holding ground.
3. Holding ground pada PT. Ababttoir Surya Jaya berkapasitas 500 ekor sapi 4. Urutan sistem produksi tidak berjalan secara Line flow, sehingga terjadi
back tracking.
5. Pintu utama pada proses modern slaughter berukuran kecil sehingga
apabila terjadi kebakaran mobil pemadam kebakaran tidak dapat memasuki
ruang tersebut.
6. Jarak antar departemen produksi terlalu jauh dan harus melewati
Didapatkan hasil perhitungan total jarak antar departemen di PT. Abattoir
Surya Jaya sebesar 79 m. Data dapat dilihat pada perhitungan berikut:
Tabel 4.1 Jarak Antar Departemen
No Dari Ke Jarak
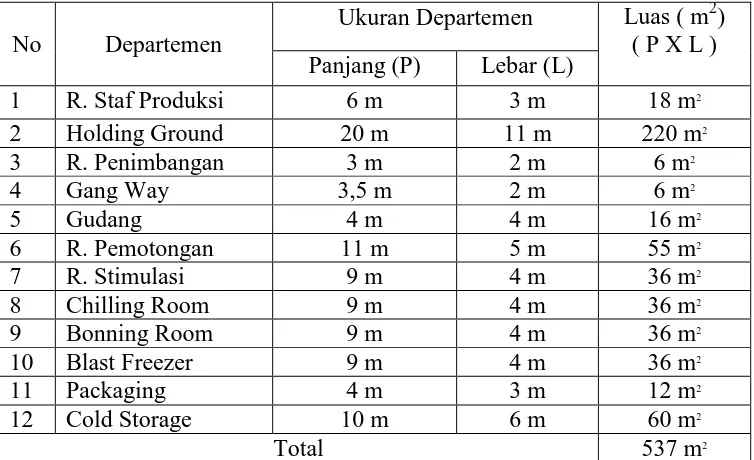
Didapatkan hasil pengamatan luas departemen awal di PT. Abattoir Surya
Jaya seluas 537 m2. Data dapat dilihat pada perhitungan berikut :
Tabel 4.2 Penghitungan Luas Departemen
Gambar 4.1 Layout Awal Proses Produksi
• R. Staf Produksi
Ruang Staf Produksi merupakan ruangan yang digunakan untuk
aktivitas karyawan dalam penerimaan uang masuk , uang keluar serta
melayani konsumen untuk menunjang proses produksi rumah potong
hewan pada PT. Abattoir Surya Jaya
• Holding Ground
Holding ground merupakan kandang penyimpanan bahan baku yaitu sapi, Holding Ground pada PT. Abattoir Surya Jaya ini mempunyai
kapasitas 300 ekor sapi.
• Ruang Pemotongan
Ruang pemotongan merupakan ruangan yang digunakan untuk proses