ANALISA KOMBINASI KOMPOSISI PEMBUATAN BENANG PLASTIK GUNA MEMINIMALKAN PENGGUNAAN POLYPROPELENE DAN
KEKUATAN TARIK OPTIMAL
(STUDI KASUS : PT. KERTA RAJ ASA RAYA WARU-SIDOARJ O)
SKRIPSI
OLEH :
ACHMAD FAUZI ROMADON NPM : 0932010049
J URUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” J AWA TIMUR
YAYASAN KESEJ AHTERAAN PENDIDIKAN DAN PERUMAHAN
UPN “VETERAN” J AWA TIMUR
FAKULTAS TEKNOLOGI INDUSTRI, J URUSAN TEKNIK INDUSTRI Jl. Raya Rungkut Madya Gunung Anyar Telp. (031) 8706369 (Hunting). Fax. (031) 8706372 Surabaya 60294
LEMBAR PERSETUJ UAN SKRIPSI
Judul Skripsi : “ANALISA KOMPOSISI YANG BERPENGARUH PADA NILAI KEKUATAN TARIK BENANG PLASTIK DENGAN METODE TAGUCHI DI PT.KERTA RAJASA RAYA WARU-SIDOARJO”
Diajukan Oleh :
Nama : Achmad Fauzi Romadon NPM : 0932010049
Jurusan : Teknik Industri
Telah disetujui untuk mengikuti Ujian Negara Lisan Gelombang V Tahun Akademik 2012 – 2013.
Mengetahui, Dosen Pembimbing I
Ir. Handoyo, MT NIP. 19810726 200501 1 002
Mengetahui, Dosen Pembimbing II
Ir. Hari Purwoadi, MM NIP. 19480828 198403 1 001
Mengetahui,
Ketua Jurusan Teknik Industri UPN “Veteran” Jawa Timur
YAYASAN KESEJ AHTERAAN PENDIDIKAN DAN PERUMAHAN
UPN “VETERAN” J AWA TIMUR
FAKULTAS TEKNOLOGI INDUSTRI, J URUSAN TEKNIK INDUSTRI Jl. Raya Rungkut Madya Gunung Anyar Telp. (031) 8706369 (Hunting). Fax. (031) 8706372 Surabaya 60294
LEMBAR PERSETUJ UAN UJ IAN NEGARA LISAN
Mahasiswa dengan nama dan NPM yang tertera dibawah ini : Nama : Achmad Fauzi Romadon
NPM : 0932010049
Alamat : Jl. Kebondalem VII / No. 17 Surabaya
Telah melaksanakan Tugas Akhir dan disetujui untuk mengikuti Ujian Negara Lisan Gelombang V Tahun Akademik 2012 / 2013.
1. SKRIPSI
Judul : ANALISA KOMPOSISI YANG BERPENGARUH PADA NILAI KEKUATAN TARIK BENANG PLASTIK DENGAN METODE TAGUCHI DI PT.KERTA RAJASA RAYA WARU-SIDOARJO
2. PRAKTEK KERJ A LAPANGAN (PKL)
Judul : SISTEM PRODUKSI DAN MANAJEMEN PERAWATAN DI PT. ADIPRIMA SURAPRINTA GRESIK
Surabaya, 26 Januari 2013 Mengetahui,
Dosen Pembimbing I Skripsi
Ir. Handoyo, MT
NIP. 19810726 200501 1 002
Dosen Pembimbing II Skripsi
Ir. Hari Purwoadi, MM NIP. 19480828 198403 1 001
Dosen Pembimbing Praktek Kerja Lapang
Ir. Yustina Ngatilah, MT NIP. 19570306 198803 2 001 Mengetahui,
Ketua Jurusan Teknik Industri UPN “Veteran” Jawa Timur
KATA PENGANTAR
Alhamdulillah, puji syukur kehadirat Tuhan Yang Maha Esa, karena telah berkenan memberikan rahmat dan hidayahnya sehingga penulis dapat menyelesaikan tugas akhir ini dengan judul : “ANALISA KOMBINASI
KOMPOSISI PEMBUATAN BENANG PLASTIK GUNA
MEMINIMALKAN PENGGUNAAN POLYPROPELENE DAN
KEKUATAN TARIK OPTIMAL (STUDI KASUS : PT. KERTA RAJ ASA RAYA WARU-SIDOARJ O)”.
Penyusunan tugas akhir ini guna memenuhi persyaratan dalam memperoleh gelar Sarjana Teknik Jurusan Teknik Industri pada Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Penulis menyadari bahwa selama melakukan penelitian dan penyusunan skripsi ini masih terdapat kekurangan dan kesalahan. Oleh karena itu, penulis sangat mengharapkan saran dan kritik yang bersifat membangun dari pembaca sangat penulis harapkan demi kesempurnaan.
Dalam kesempatan ini pula penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri UPN “Veteran” Jawa Timur.
3. Bapak Ir. Handoyo, MT, selaku Dosen Pembimbing I.
4. Bapak Ir. Hari Purwoadi, MM selaku Dosen Pembimbing II serta para Bapak / Ibu Penguji Skripsi.
5. Bapak Hendro Hartono, selaku Manajer Divisi Mesin Extruder PT. Kerta Rajasa Raya Waru-Tropodo yang telah memberikan ijin untuk melaksanakan penelitian.
6. Segenap Staff dan Karyawan PT. Kerta Rajasa Raya Waru-Tropodo yang tidak dapat penulis sebutkan satu persatu, atas segala bantuannya selama penulis melaksanakan penelitian.
7. Ayahanda dan Ibunda yang tercinta yang telah memberikan bantuan baik moril maupun materiil kepada penulis selama menyelesaikan skripsi.
8. Dan terima kasih juga kepada semua sahabat yang telah mendukung saya antara lain : Elwin, Mansur, Puguh, dan Dinar Sehingga skripsi bisa terselesaikan.
Semoga Allah SWT, senantiasa memberikan balasan atas amal perbuatan dan segala kebaikan yang telah diberikan kepada penulis. Akhir kata penulis berharap semoga hasil penelitian yang tertuang dalam skripsi ini banyak bermanfaat bagi setiap pembaca pada umumnya.
Surabaya, Februari 2013 Penulis
DAFTAR ISI
Kata Pengantar... ... ...i
Daftar Isi... ... ...iv
Daftar Tabel... ... ...ix
Daftar Gambar... ... ...x
Daftar Lampiran... ... ...xi
BAB I PENDAHULUAN 1.1.Latar Belakang……….………..……. ..1
1.2.Perumusan Masalah……….………..…. ..3
1.3.Batasan Masalah……….…………...3
1.4.Asumsi – asumsi ……… ...3
1.5.Tujuan Penelitian ….………. ...4
1.6.Manfaat Penelitian ...4
1.7.Sistematika Penulisan ...5
BAB II TINJ AUAN PUSTAKA 2.1.Gambaran Umum Benang Plastik ...7
2.2. Bahan-bahan Baku Benang Plastik ...7
2.3. Analisis Faktor ... 15
2.4.1. Tegangan ... 17
2.4.2. Regangan (Strain) ... 19
2.4.3. Modulus Elastik ... 20
2.5. Kualitas ... 21
2.5.1. Pengendalian Kualitas ... 21
2.5.2. Tujuan Pengendalian Kualitas ... 22
2.5.3. Kegiatan Pengendalian Kualitas ... 23
2.6. Pengertian Rekayasa Kualitas ... 24
2.6.1. Rekayasa Kualitas Secara Off-Line ... 24
2.6.2. Rekayasa Kualitas Secara On-Line ... 26
2.7. Metode Taguchi ... 28
2.7.1. Persiapan dan Pelaksanaan Percobaan ... 32
2.7.2. Karakteristik Kualitas ... 36
2.7.3. Robustness (Kekokohan)... 37
2.7.4. Perancangan Eksperimen Taguchi ... 62
2.8. Proses Produksi ... 38
2.8.1 Diagram Alir Proses Produksi ... 38
2.8.2 Bahan Baku ... 39
2.8.3 Permesinan ... 40
2.8.3 Proses Pengujian ... 45
BAB III METODE PENELITIAN
3.1. Lokasi dan Waktu Penelitian ... 48
3.2. Identifikasi Variabel Dan Definisi Operasional Variabel ... 48
3.2.1. Identifikasi Variabel ... 48
3.2.2. Definisi Operasional Variabel ... 49
3.3. Langkah-langkah Pemecahan Masalah ... 49
3.4. Metode Pengumpulan Data ... 63
3.5. Metode Pengolahan Data ... 64
3.5.1 Perhitungan Rata-rata, Variasi Dan Ratio S/N... 64
3.5.2 Menghitung Jumlah Kuadrat Total ... 64
3.5.3 Menghitung Sum Of Square... 64
3.5.4 Menghitung Sum Of Square Error ... 65
3.5.5 Membuat tabel Anova ... 65
3.5.6 Polling Up Faktor Dengan SS Terendah ... 65
3.5.7 Perhitungan Persen Kontribusi ... 65
3.5.8 Perhitungan Interval Kepercayaan ... 65
3.5.8.1 Interval Kepercayaan Untuk Kondisi Level Faktor Eksperimen ... 65
3.5.8.2 Interval Kepercayaan Untuk Taksiran Rata-rata ... 65
3.5.8.3 Interval Kepercayaan Untuk Eksperimen Konfirmasi ... 65
3.7 Prosedur Percobaan ... 66
BAB IV ANALISA DAN PEMBAHASAN 4.1. Pengumpulan Data ... 67
4.1.1. Penetapan Karakteristik Kualitas ... 67
4.1.2. Identifikasi Komposisi Yang Berpengaruh ... 67
4.1.3. Alat Dan Bahan Eksperimen ... 68
4.2. Metode Taguchi ... 70
4.2.1. Penetapan Faktor Terkendali Dan Level ... 70
4.2.2. Perhitungan Derajat Kebebasan Level Faktor ... 71
4.2.3. Pemilihan Tabel Orthogonal Array Dan Penetapan Faktor ... 71
4.3. Analisa Hasil Percobaan ... 77
4.3.1. Pengaruh Level Dari Faktor Dominan Pada Nilai Kekuatan Tarik77 4.3.1.1. ANOVA Rata-rata Nilai Kekuatan Tarik Benang Plastik 80 4.3.1.2. Pooling Up Faktor ... 83
4.3.1.3 Persen Kontribusi ... 96
4.3.1.4 Prediksi Rata-Rata Optimum Nilai Kekuatan Tarik Benang Plastik ... 97
4.3.1.5 Interval Kepercayaan ... 98
4.3.2 Pengaruh Faktor Terhadap Variabilitas Nilai Kekuatan Tarik Benang plastik... 99
4.3.2.2 Perhitungan Kombinasi Level Rasio S/N Nilai Kekuatan Tarik
Benang Plastik ... 102
4.3.2.3 ANOVA Rasio S/N Nilai Kekuatan Tarik Benang Plastik .. 104
4.3.2.4 Pooling Up Faktor ... 106
4.3.2.5 Persen Kontribusi ... 117
4.3.2.6 Prediksi Rasio S/N Optimum Nilai Kekuatan Tarik Benang Plastik ... 118
4.3.2.7 Interval Kepercayaan ... 119
4.4 Eksprimen Konfirmasi ... 119
4.4.1 Hasil Pengolahan Data Eksperimen Konfirmasi ... 120
4.4.2 Perhitungan Interval Kepercayaan Eksperimen Konfirmasi ... 122
4.5 Pembahasan ... 122
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan ... 127
5.2. Saran ... 127
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 2.1 Rumus Loss Function ... 29
Tabel 2.2 Matriks Orthogonal Array ... 32
Tabel 2.3 Penentuan Jumlah Replikasi ... 34
Tabel 2.4 Pengelompokkan Faktor-faktor Penelitian ... 46
Tabel 2.5 Orthogonal Array Standart Dari Taguchi ... 62
Tabel 3.1 Nilai Level Faktor Pada Proses Uji Tarik Benang Plastik Untuk Tipe Karung Woven Bag ... 57
Tabel 4.1 Faktor Terkendali Dan Level ... 71
Tabel 4.2 Orthogonal Array L27 (313) ... 73
Tabel 4.3 Data Hasil Percobaan ... 76
Tabel 4.4 Respon Rata-rata Masing-masing Faktor ... 78
Tabel 4.5 Pemecahan Interaksi AxB ... 79
Tabel 4.6 Pemecahan Interaksi AxC ... 79
Tabel 4.7 Pemecahan Interaksi BxC ... 79
Tabel 4.8 ANOVA Rata-rata Kekuatan Tarik ... 82
Tabel 4.8 ANOVA Penggabungan I... 84
Tabel 4.9 ANOVA Penggabungan II ... 87
Tabel 4.10 ANOVA Penggabungan III ... 89
Tabel 4.12 ANOVA Penggabungan V ... 94
Tabel 4.13 Respon Rata-rata Rasio S/N ... 103
Tabel 4.14 Pemecahan Interaksi CxB ... 104
Tabel 4.15 ANOVA Rasio S/N Nilai Kekuatan Tarik ... 106
Tabel 4.16 ANOVA Penggabungan I ... 107
Tabel 4.17 ANOVA Penggabungan II ... 109
Tabel 4.18 ANOVA Penggabungan III ... 112
Tabel 4.19 ANOVA Penggabungan IV ... 114
Tabel 4.19 Persen Kontribusi ... 118
Tabel 4.20 Hasil Percobaan Konfirmasi ... 120
DAFTAR GAMBAR
Gambar 2.1 Proses Pemompaan Pada Mesin Extruder ... 11
Gambar 2.2 Biji Plastik (Pelet) ... 12
Gambar 2.3 Traction Unit ... 13
Gambar 2.4 Streching Fixing Unit ... 14
Gambar 2.5 Tafe Winder ... 15
Gambar 2.6 Gulungan Benang (Bobbin) Yang Di-reject ... 15
Gambar 2.7 Kekuatan Tarik ... 18
Gambar 2.8 Sebuah Diagram Tegangan-tegangan Akibat Tarikan ... 18
Gambar 2.9 Regangan Memanjang Didefinisikan Sebagai ∆ ... 19
Gambar 2.10 Tipe Karakteristik Kualitas ... 29
Gambar 2.11 Skema Percobaan Metode Taguchi ... 39
Gambar 2.12 Cause-Effect Diagram ... 54
Gambar 3.1 Langkah-langkah Pemecahan Masalah ... 51
Gambar 4.1 Linier Graph L27 (313) OA ... 72
DAFTAR LAMPIRAN
Lampiran A Gambaran Umum Perusahaan
Lampiran III-B Perhitungan Respon Rata-Rata Masing-Masing Faktor
Lampiran III-C Perhitungan Pemecahan interaksi Rata-rata
Lampiran III-D Perhitungan Sum Of Square ( SS ) Rata-Rata Masing-Masing Faktor
dan Interaksi
Lampiran III-E Grafik Respon Faktor Komposisi Terhadap Nilai Kekuatan Tarik
Lampiran III-F Tabel Hasil Rasio S/N Kekuatan Tarik Benang Plastik (L27 OA)
Lampiran III-G Perhitungan Variabilitas Nilai Rasio S/N masing-masing Faktor
ABSTRAKSI
Kualitas merupakan salah satu standar yang bisa memuaskan konsumen. Untuk memenuhi kepuasan konsumen diperlukan satu proses pengukuran yang dilakukan selama perancangan produk atau proses.
PT. Kerta Rajasa Raya merupakan produsen karung plastik. Kekuatan karung tergantung pada kekuatan benang plastik untuk menahan beban. Dalam hal ini, perusahaan masih belum mengetahui secara pasti komposisi yang berpengaruh pada kekuatan tarik secara sistematis pada benang plastik tipe Woven Bag.
Tujuan Analisa Kombinasi Komposisi ialah mencapai target dan perbaikan terus-menerus, penyelesaian masalah yang cepat dan efektif. Sehingga mencapai tingkat efektivitas dan efisiensi dengan kualitas sesuai standar.
Dari hasil penelitian, Peneliti menyimpulkan bahwa kombinasi level faktor dan interakasi yang berpengaruh secara signifikan adalah C3 x B2 sama dengan Ultraviolet 1,47% setara 0,39 kg dan Kalsium Karbonat 5,88% setara 1,59 kg. Untuk penggunaan Polypropelene sebanyak 92,6% setara 26 kg sehingga kekuatan tarik benang plastik optimum sebesar 5,103 g/denier.
ABSTRACTION
Quality constitutes one of default which can satisfy consumer. For meeting consumer satisfaction is required one measurement process that is done up to product or process scheme.
PT. kerta Rajasa Raya constitutes plastic bale producer. Bale force clings to to try a fall plastic yarn to bate charges. In this case, firm is still haven't known ala must composition what do ascendant on tensile strength systematically on types plastic yarn Woven Bag.
To the effect Composition Combine Analysis it reaches target and fixed up perpetual, fast one shooting problem and effective. So reaches effectiveness and efficiency zoom with standard appropriate quality.
Of research result, Researcher concludes that factor level combine and interakasi what does signifikan's ala ascendant be c 3 x b 2 equal to Ultraviolet
1,47% one par 0,39 kg and Calcium Carbonates 5,88% one par 1,59 kg. For purpose Polypropelene as much 92,6% one par 26 kg so optimum plastic yarn tensile strengths as big as 5,103 g / denier
BAB I PENDAHULUAN
1.1 Latar belakang
PT. Kerta Rajasa Raya merupakan perusahaan yang memproduksi karung plastik. Ada dua jenis produk karung plastik, yaitu Woven Bag dan Jumbo Bag. Pada penelitian kali ini, peneliti menganalisa kualitas pada produk Woven Bag ukuran 50 Kg – 500 kg. Karena ada beberapa faktor yang mempengaruhi kualitas karung plastik itu sendiri,yaitu nilai berat (denier), kekuatan tarik (strenght), dan kemuluran (elongation) pada benang plastik. Kenyataan lapangan di PT. Kerta Rajasa Raya ingin mencari nilai yang paling efisien mengingat bahan baku Polypropelene mahal. Tetapi, kekuatan tarik masih standar, yaitu SNI 4 – 6 g/denier itu sudah rujukan perusahaan.
tersebut sangat dibutuhkan sehingga mencapai efisiensi sumber daya bahan Polypropelene, karenanya analisa ini disebut juga
Analisa Kombinasi Komposisi lebih efisien karena memungkinkan untuk melaksanakan penelitian yang melibatkan banyak faktor dan jumlah. Analisa Kombinasi Komposisi memiliki kelebihan :
1. Analisa Kombinasi Komposisi lebih efisien karena memmungkinkan diperolehnya suatu proses yang menghasilkan produk yang mencapai efektivitas dengan sumber daya bahan yang minimal.
2. Analisa Kombinasi Komposisi menghasilkan kesimpulan mengenai respon faktor – faktor kontrol yang menghasilkan respon optimum.
Analisa Kombinasi Komposisi menggunakan kombinasi bahan. Dengan standart kekuatan tarik ini merupakan langkah untuk menentukan jumlah eksperimen minimal yang dapat memberikan informasi sebanyak mungkin semua faktor yang mempengaruhi parameter.
1.2Perumusan Masalah
Dari latar belakang di atas maka, rumusan masalah yang dapat dirumuskan,yaitu : “Bagaimanakah komposisi kombinasi untuk mengurangi polypropelene tetapi masih memperhatikan kekuatan tarik benang plastik sesuai SNI pada PT. Kerta Rajasa Raya?”
1.3 Batasan Masalah
1. Analisa dilakukan pada kekuatan tarik benang plastik.
2. Penelitian nilai kekuatan tarik benang hanya pada tiga jenis spesifikasi benang plastik,yaitu jenis 2,6/800mw/UV 0,5%; 2,6/850mw/UV1%, dan 2,6/1000mw/UV 1,5%. arti dari spesifikasi tersebut ; ukuran 2,6 mm, 800 denier, milky white adalah tingkat kecerahan warna putih susu.
3. Karena keterbatasan waktu dan biaya peneliti menggunakan tiga data, yaitu Polypropelene, Kalsium Karbonat (CaCo3), dan Ultraviolet.
1.4 Asumsi - Asumsi
Asumsi yang digunakan dalam penelitian ini adalah :
1. Sarana dan prasarana baik mesin maupun peralatannya dianggap bekerja dengan baik.
2. Bahan baku yang digunakan untuk produksi cukup berkualitas.
3. Mutu produk yang dihasilkan standarnya memenuhi kepuasan customer. 4. Kualitas benang plastik terkait dan berpengaruh langsung pada kualitas karung
1.5 Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian skripsi ini, antara lain:
1. Untuk mengetahui kombinasi komposisi dari benang plastik sehingga meminimalkan bahan Polypropelene.
1.6 Manfaat Penelitian
Dalam penelitian ini manfaat yang ingin dicapai adalah : a. Manfaat bagi peneliti
- Menambah wawasan dan kemampuan dalam mengaplikasikan ilmu - ilmu teknik industri untuk memecahkan masalah - masalah yang nyata dalam dunia industri terutama bahan benang plastik dari karung plastik yang lebih berkualitas dengan menggunakan Metode Taguchi.
b. Manfaat bagi perusahaan
- Memberikan usulan tentang standard nilai kekuatan tarik benang plastik pada perusahaan sehingga karung plastik lebih banyak diminati oleh customer.
– Memberikan informasi tentang faktor dalam meningkatkan kualitas benang plastik.
– Perusahaan akan lebih berkompetitif dalam memasarkan produknya dengan pesaing lainnya.
1.7 Sistematika Penulisan
Sistematika penulisan yang digunakan dalam pelaksanaan penelitian ini adalah:
BAB I : PENDAHULUAN
batasan masalah, asumsi-asumsi yang digunakan, manfaat penelitian, serta sistematika penulisan skripsi.
BAB II : TINJ AUAN PUSTAKA
Pada bab ini akan menguraikan mengenai landasan-landasan teori atau literatur yang digunakan untuk menyelesaikan penelitian ini. Teori-teori yang digunakan dalam bab ini akan digunakan sebagai landasan peneliti untuk menjalankan penelitian analisa kombinasi komposisi yang mempengaruhi nilai kekuatan tarik benang plastik. BAB III : METODE PENELITIAN
Pada bab ini berisi tentang waktu lokasi dan penelitian, menguraikan tentang metode penelitian dan pengumpulan data yang digunakan, pemaparan data-data yang telah dikumpulkan selama penelitian serta langkah-langkah yang digunakan untuk pemecahan masalah dalam pencapaian tujuan.
BAB IV : HASIL DAN PEMBAHASAN
orthogonal array, serta analisa hasil percobaan sebagai acuan dalam analisa kombinasi komposisi pembuatan benang plastik.
BAB V : KESIMPULAN DAN SARAN
Pada bab ini akan memberikan kesimpulan atas analisis terhadap hasil pengolahan data. Kesimpulan tersebut harus dapat menjawab tujuan penelitian yang telah dirumuskan sebelumnya. Selain itu juga berisi tentang saran bagi perusahaan.
BAB II
TINJ AUAN PUSTAKA
2.1Gambaran umum Benang Plastik
Benang plastik merupakan hasil barang setengah jadi dari produk Karung Plastik. Dimana pengolahannya terdiri dari bahan bijih plastik atau Polypropelene, kalsium karbonat (CaCO3), dan Ultraviolet (uv). bijih plastik kalsium karbonat, Ultraviolet dijadikan satu dan diaduk manual. Untuk lebih maksimal pencampurannya, diaduk dengan Mixer dalam bagian mesin extruder.
2.2Bahan – Bahan Baku Benang Plastik a. Polypropelene
(peleleran) yang umum menyertakan produksi serat pintal ikat (spun bond) dan tiup (hembus) leleh untuk membentuk gulungan yang panjang untuk nantinya diubah menjadi berbagai macam produk yang berguna seperti masker muka, penyaring, popok dan lap.
Teknik pembentukan yang paling umum adalah pencetakan suntik, yang digunakan untuk berbagai bagian seperti cangkir, alat pemotong, botol kecil, topi, wadah, perabotan, dan suku cadang otomotif seperti baterai. Teknik pencetakan tiup dan injection-stretch blow molding juga digunakan, yang melibatkan ekstrusi dan pencetakan. Ada banyak penerapan penggunaan akhir untuk PP karena dalam proses pembuatannya bisa di-tailor grade dengan aditif serta sifat molekul yang spesifik. Sebagai misal, berbagai aditif antistatik bisa ditambahkan untuk memperkuat resistensi permukaan PP terhadap debu dan pasir. Kebanyakan teknik penyelesaikan fisik, seperti pemesinan, bisa pula digunakan pada PP. Perawatan permukaan bisa diterapkan ke berbagai bagian PP untuk meningkatkan adhesi (rekatan) cat dan tinta cetak.
b. Kalsium Karbonat
sekitar pegunungan. Karbonat yang terdapat pada skalaktit dan stalagmit berasal dari tetesan air tanah selama ribuan bahkan jutaan tahun. Seperti namanya, kalsium karbonat ini terdiri dari 2 unsur kalsium dan 1 unsur karbon dan 3 unsur oksigen. Setiap unsur karbon terikat kuat dengan 3 oksigen, dan ikatan ini ikatannya lebih longgar dari ikatan antara karbon dengan kalsium pada satu senyawa. Kalsium karbonat bila dipanaskan akan pecah dan menjadi serbuk remah yang lunak yang dinamakan calsium oksida (CaO). Hal ini terjadi karena pada reaksi tersebut setiap molekul dari kalsium akan bergabung dengan 1 atom oksigen dan molekul lainnya akan berikatan dengan oksigen menghasilkan CO2 yang akan terlepas ke udara sebagai gas karbondioksida:
CaCO3-->CaO+CO2
Reaksi ini akan berlanjut apabila ditambahkan air, reaksinya akan berjalan dengan sangat kuat dan cepat apabila dalam bentuk serbuk, serbuk kalsium karbonat akan melepaskan kalor. Molekul dari CaCO3 akan segera mengikat molekul air (H2O) yang akan menbentuk kalsium hidroksida, zat yang lunak seperti pasta. Sebagaimana ditunjukkan pada reaksi sebagai berikut: CaCO3+H2¬O-->Ca(OH)2+CO2
c. Aditif UV (Ultraviolet)
UV merupakan bagian dari Penstabil (Stabilizer) yang berfungsi untuk mempertahankan produk plastik dari kerusakan, baik selama proses, dalam penyimpanan maupun aplikasi produk. Ada tiga jenis bahan penstabil yaitu : penstabil panas (heat stabilizer) penstabil terhadap sinar ultra violet (UV Stabilizer) dan antioksidan.
UV stabilizer ialah Zat Aditif yang berguna sebagai bahan pendukung benang plastik agar benang plastik yang diproduksi menjadi lebih tahan terhadap sinar Ultraviolet sehingga kekuatan tarik benang lebih tahan lama meskipun dibawah sinar matahari langsung. Untuk memperoleh bahan plastik yang kuat terhadap degradasi dan tahan terhadap cuaca terutama sinar matahari. Proses pencampuran dilakukan dalam Laboplastomill pada suhu 180o C selama 7 menit dengan kecepatan putar 40 rpm.
UV stabilizer berfungsi mencegah kerusakan barang plastik akibat pengaruh sinar matahari. Hal ini dikarenakan sinar matahari mengandung sinar ultra violet dengan panjang gelombang 3000-4000A yang mampu memecah sebagian besar senyawa kimia terutama senyawa organik. Mekanisme bahan penyetabil itu adalah sebagai berikut :
1. Sebagai titik pemula dehidroklorinasi mengurangi keaktifan klor yang kurang stabil dengan cara koordinasi dan reaksi.
Kalsium karbonat yang terbentuk kembali tampak berbeda dari CaCO3 yang semula sebelum bereaksi, karena kalsium karbonat yang terbentuk kembali tidak terbentuk dalam tekanan yang tinggi di dalam bumi.
Dari proses pengolahan benang plastik ada beberapa tahapan yang harus dilalui berdasarkan standart perusahaan sehingga hasil benang plastik sesuai dengan order dari customer atau spesifikasi yang diinginkan. Tahapan tersebut antara lain :
1. Proses Pemompaan
Gambar 2.1 Proses Pemompaan pada Mesin Extr uder
Gambar 2.2 Biji Plastik (Pelet)
Berikut langkah – langkah yang dilakukan pada proses pemompaan : hopper
mixer
Dosing
barrel,
dies
roll roll traction unit
Gambar 2.3 Traction Unit
roll
roll roll
take up roll
roll
roll roll
hot stretching oven oven boiler Watt
4. Streching Fixing Unit
Streching Fixing Unit
roll-roll
Gambar 2.4 Streching Fixing Unit 5. Tafe Winder
Tafe Winder
spindle.
Gambar 2.5 Tafe Winder
Gambar 2.6 Gulungan Benang (Bobbin) yang Di-reject
factor factor,
Exploratory Research
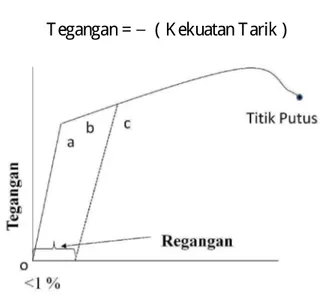
2.4Kekuatan Tarik 2.4.1 Tegangan
Gambar 2.7
A F
F
A Gambar 2.7
F A
2.4.2 Regangan (Strain)
Gambar 2.9 Regangan memanjang didefinisikan sebagai ∆ l / lo
(tensile strain)
–
2.4.3 Modulus Elastik
/
2.5 Kualitas
Irwan Soejanto, 2009 : 3
2.5.1 Pengendalian Kualitas
Kendali
Feigenbaum
2.6 Pengertian Rekayasa Kualitas
off-line on-line
2.6.1 Rekayasa Kualitas Secara Off-Line off – line,
off – line
Quality Function Deployment
Dinamic Signal-to-Noise Optimization
engineering function, resulting in robust, dan tunable technology Theory of Inventive Problem Solving
Desaign of Experiments
Competitive Technology Assesment benchmark robustnees
Pugh Concept Selection Process system expert
b. Tahap II Perancangan Parameter
Engineering Analysis
The System P-Diagram
Dynamic and Static Signal-to-Noise Opetimization
signal-to-noise Crossed Array Experiment
c. Tahap III Perancangan Toleransi
orthogonal, loss function
Quality Loss Function
Analysis of Variance
Desaign of Experiments
on-line
on-line
Statistical Process Control
Static Signal-to-NoiseRatio
Compensation
Loss Function-Based Process Control
2.7 Metode Taguchi
off-line
Off-line life cycle
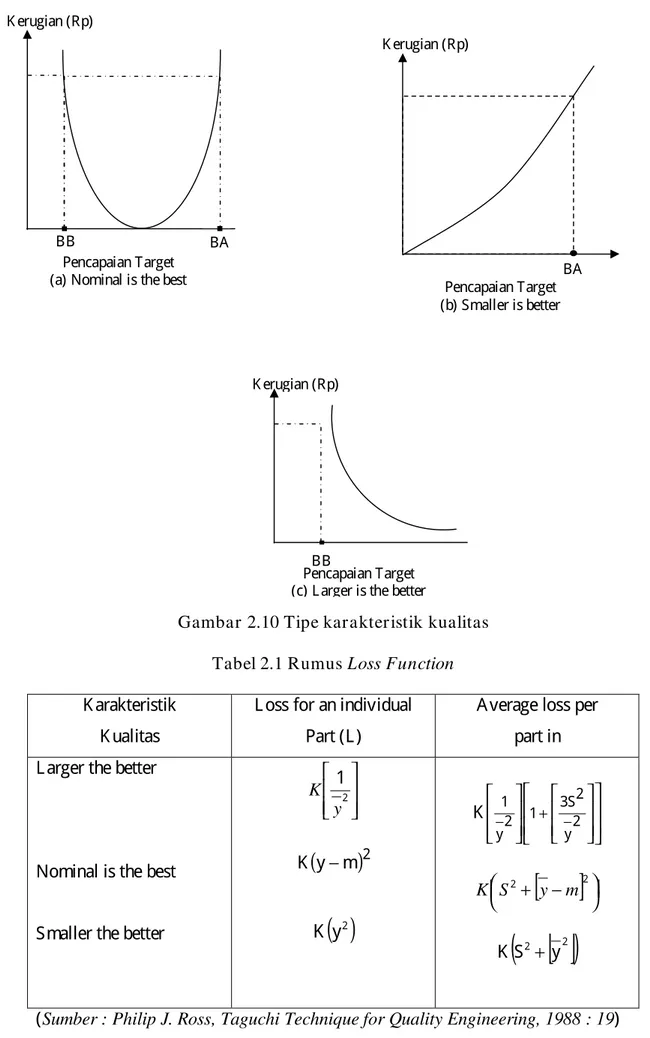
Gambar 2.10 Tipe karakteristik kualitas Tabel 2.1 Rumus Loss Function
y K
(
−)
( )
+[ ]
S + y−m K
[ ]
(
+)
Fractional Factorial Experiment
Jacques Hardmard
Tabel 2.2 Matr iks Orthogonal Ar r ay PERCOBAAN A 1 B 2 AxB 3 BxA 4 C 5 AxC 6 CxA 7 e 8 e 9 e 10 e 11 e 12 e 13
1 1 1 1 1 1 1 1 e e e e e e
2 1 1 1 1 2 2 2 e e e e e e
3 1 1 1 1 3 3 3 e e e e e e
4 1 2 2 2 1 1 1 e e e e e e
5 1 2 2 2 2 2 2 e e e e e e
6 1 2 2 2 3 3 3 e e e e e e
7 1 3 3 3 1 1 1 e e e e e e
8 1 3 3 3 2 2 2 e e e e e e
9 1 3 3 3 3 3 3 e e e e e e
10 2 1 2 3 1 2 3 e e e e e e
11 2 1 2 3 2 3 1 e e e e e e
12 2 1 2 3 3 1 2 e e e e e e
13 2 2 3 1 1 2 3 e e e e e e
14 2 2 3 1 2 3 1 e e e e e e
15 2 2 3 1 3 1 2 e e e e e e
16 2 3 1 2 1 2 3 e e e e e e
17 2 3 1 2 2 3 1 e e e e e e
18 2 3 1 2 3 1 2 e e e e e e
19 3 1 3 2 1 3 2 e e e e e e
20 3 1 3 2 2 1 3 e e e e e e
21 3 1 3 2 3 2 1 e e e e e e
22 3 2 1 3 1 3 2 e e e e e e
23 3 2 1 3 2 1 3 e e e e e e
24 3 2 1 3 3 2 1 e e e e e e
25 3 3 2 1 1 3 2 e e e e e e
26 3 3 2 1 2 1 3 e e e e e e
27 3 3 2 1 3 2 1 e e e e e e
a. Jumlah replikasi
The Design of Experiment
¾.
Dalam Metode Taguchi, ongkos merupakan pertimbangan utama dalam beberapa hal, termasuk dalam penentuan jumlah replikasi. Ongkos yang dimaksud dibagi dalam dua kategori yaitu ongkos unit pertama dan ongkos pertambahan unit.
Ongkos unit pertama adalah ongkos yang diperlukan untuk melakukan percobaan pada satu trial. Sedangkan ongkos pertambahan unit adalah ongkos untuk trial berikutnya.
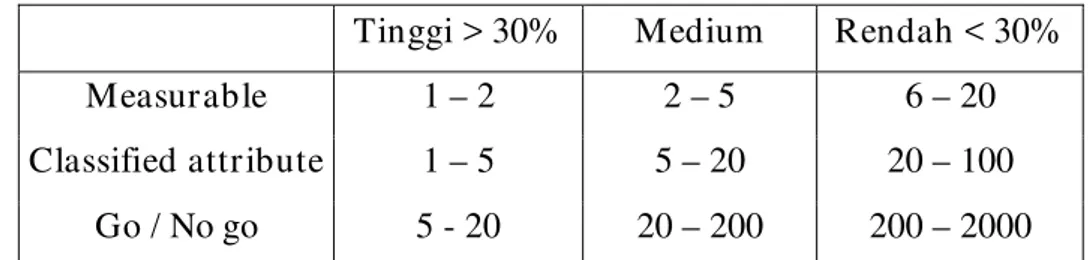
Berikut adalah penentuan jumlah replikasi untuk berbagai karakteristik kualitas dengan rasio ongkos pertambahan unit terhadap ongkos unit pertama.
Tabel 2.3 Penentuan jumlah r eplikasi
Tinggi > 30% Medium Rendah < 30%
Measur able 1 – 2 2 – 5 6 – 20
Classified attribute 1 – 5 5 – 20 20 – 100 Go / No go 5 - 20 20 – 200 200 – 2000 (Sumber : Peace, Taguchi Methods A Hands on Approach, 1993 : 68) b. Randomisasi
diinginkan (seperti kelelahan operator, naik/turun daya mesin, dll) yang dapat mempengaruhi hasil percobaan. Pengaruh faktor-faktor tersebut diperkecil dengan menyebarkan pengaruh tersebut selama percobaan melalui randomisasi (pengacakan) urutan percobaan.
Secara umum randomisasi dimaksudkan untuk :
1. Meratakan pengaruh dari faktor-faktor yang tidak dapat dikendalikan pada semua unit percobaan.
2. Memberikan kesempatan yang sama pada semua unit percobaan untuk menerima suatu perlakuan sehingga diharapkan ada kehomogenan pengaruh dari setiap perlakuan yang sama.
3. Mendapatkan hasil pengamatan yang bebas (independent) satu sama lain. Jika replikasi dilakukan dengan tujuan untuk memungkinkan dilakukan test signifikan, maka randomisasi bertujuan menjadikan test tersebut valid dengan menghilangkan sifat bias.
Pelaksanaan percobaan Taguchi adalah melakukan pengerjaan berdasarkan setting faktor pada OA dengan jumlah percobaan sesuai jumlah replikasi, dan urutan seperti randomisasi.
2.7.2 Karakteristik Kualitas
Karakteristik kualitas yang menuju suatu nilai atau target yang tepat pada suatu nilai tertentu. Contoh yang termasuk kategori ini adalah :
1. Nominal is the best
Karakteristik yang menuju suatu nilai atau target yang tepat pada suatu nilai tertentu. Contoh yang termasuk kategori ini adalah :
Berat Tekanan Temperatur
Panjang Kerapatan Persen kelembaban
Lebar Kecepatan PH
Ketebalan Waktu Voltase
Diameter Pengaturan Arus
Luas Frekuensi Kapasitas
Volume Ketepatan Lama proses
2. Smaller the better
Pencapaian karakteristik kualitas jika semakin kecil (mendekati nol) semakin baik. Contoh yang termasuk kategori ini adalah :
Penggunaan mesin Produk gagal
Residu Waktu proses
Kebisingan Kerusakan Hambatan
3. Larger the better
Pencapaian karakteristik kualitas semakin besar akan srmakin baik. Contoh dari kategori ini adalah :
Kekuatan EMI
Kekuatan tarik Ketahanan terhadap korosi
Km / liter Effesiensi
Waktu antara kerusakan
2.7.3 Robustness ( Kekokohan )
Robust design merupakan prosedur dalam desain produk atau proses yang performansi akhirnya adalah pada target dan memiliki variasi yang minimum disekitar target, agar kondisi ini tercapai maka diperlukan suatu kondisi yang tidak sensitif terhadap faktor gangguan (noise factor).
Performansi target haruslah memilki variasi yang minimum berkaitan dengan konsep taguchi, bahwa terjadinya penyimpangan terhadap target akan terjadi suatu kerugian. Maka kerugian yang terkecil terjadi jika karakteristik kualitas yang dihasilkan berada dekat dengan target.
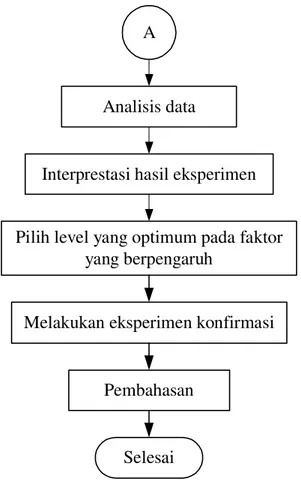
Pilih level yang optimum pada faktor yang berpengaruh
Melakukan eksperimen konfirmasi
Pembahasan A
Analisis data
Selesai
Interprestasi hasil eksperimen
2.8 Pr oses Produksi Benang Plastik
2.8.1Diagram Alir Pr oduksi Benang Plastik
Pencampuran Tiga bahan Polypropelene, CaCo3,dan UV
Manual Di Bak Penampungan Mulai
Penyaluran Bahan melalui selang Dosing Unit dengan
Penghisap Auto loader
Pengadukan Bahan secara Permesinan di Mixer1
Pengumpulan Bahan dari Mixer
1 ke Hooper
Pencampuran Ke-2 di Mixer 2
Pemanasan dan Pencairan Campuran Bahan di Cylinder
Screw
Penyaringan Bahan Cair dari kotoran melalui Screen
Pencairan Film pada Suhu 260 0
C
Penipisan Cairan Film dalam Dies
pada Suhu 225 0
C
Pendinginan Cairan Film menggunakan air Cooller Tower
pada suhu 40 0
C
Penarikan film dari bak pendinginan dengan Roll Take Up1 dan penipisan film 0,2 - 0,5
mikron
Penghisapan air dengan motor penghisap
Pemotonagan cutter sesuai dengan ukuran 2,6 mm.
Penarikan benang dari Roll Take Up oleh Roll 1
Pemanasan dengan oven suhu 1400
C
Penarikan benang dari oven dengan kecepatan 5xRoll 1 oleh
Roll 2.
Relaksasi untuk penambahan elastisitas benang dengan alat
rilexsasi
Penarikan benang oleh k3 dari relaksasi dengan kecepatan 5%
lebih lambat dari Roll 2
Penggulungan benang oleh
winder sehingga menjadi rapi
2.8.2Bahan Baku
Bahan baku yang digunakan dalam proses pembuatan karung di PT. Kerta Rajasa Raya terbagi menjadi 2 sebagai berikut :
1. Bahan utama
Bahan utama adalah bahan yang paling banyak penggunaan dalam memproduksi benang untuk karung di perusahaan tersebut, karena berdasarkan rancangan dari peneliti komposisi level masing-masing bahan. Untuk bahan utama hanya berfokus pada bahan Polypropelene. Adapun prosentase bahan utama Polypropelene sebesar :
a. Polypropelene level 1 sebanyak 94,5% b. Polypropele level 2 sebanyak 93% c. Polypropelene level 3 sebanyak 91,5%
2. Bahan Pendukung adalah bahan yang akan digunakan pencampuran bahan Polypropelene, yaitu :
a. Kalsium Karbonat atau Zat Kapur (CaCo3)
Bahan calcium karbonat atau bahasa kimiawinya CaCO3 ini berbuntuk biji panjang dengan warna bahan putih. Bahan ini berfungsi untuk mengikat bahan yang lain, untuk pewarna karena menggandung bahan kapur namun dengan catatan bila campurannya banyak. Selain untuk itu zat kapur ini juga digunakan untuk pengisi benang tersebut supaya cost atau biaya yang akan di keluarkan tidak terlalu banyak. Dengan prosentase bahan antara lain :
CaCo3 level 3 sebanyak 7% b. Stabilizer (Ultraviolet)
Bahan baku Ultraviolet ini bebentuk biji kecil yang berguna untuk menolak atau memantulkan cahaya Ultraviolet dan juga menahan panas agar karung tidak mudah rusak dengan benang itu hancur karena terkena UV. Untuk prosentase penggunaan bahan ini :
Aditif Ultraviolet level 1 sebanyak 0,5% Aditif Ultraviolet level 2 sebanyak 1% Aditif Ultraviolet level 3 sebanyak 1,5%
2.8.3 Per mesinan
Proses produksi Pembuatan benang meliputi beberapa tahapan. Dimana benang yang sudah dibuat digunakan untuk perjutan karung Woven Bag. Mesin dan peralatan yang digunakan di PT. Kerta Rajasa Raya yaitu :
Mesin Extruder
Mesin Extruder suatu mesin yang berguna untuk membuat benang yarn yang terdiri atas bahan utama dan bahan penunjang. Pencampuran dilakukan secara manual dan dengan mesin extruder itu sendiri sehingga ketiga bahan menyatu. Mesin extruder yang dimiliki oleh PT. Kerta Rajasa Raya adalah sebanyak 9 mesin. Hasil benang dari mesin ini di bedakan menjadi 2 yaitu :
1. Wa (Waft)
2. We (Weft)
Benang ini di gunakan untuk yang horizontal dengan ukuran benang, untuk woven lebarnya sebesar 2,3 mm.
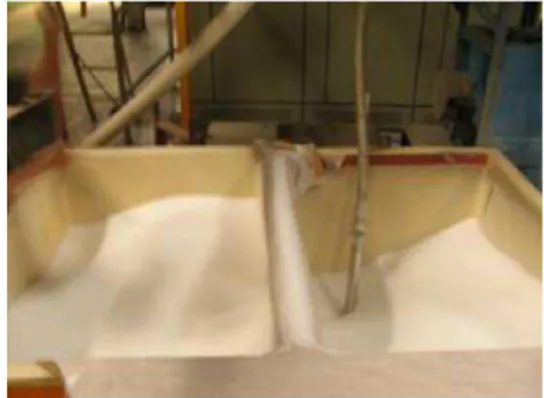
Bagian-bagian dari mesin extruder sebagai berikut : a. Bak penampungan bahan
Tempat ini adalah suatu tempat awal proses yang berguna untuk mengumpulkan bahan utama dan bahan pendukung. Bahan utama dan pendukung dicampur dengan komposisi tertentu yaitu :
1. Pada level 1 pencampuran Polypropelene 94,5%, Kalsium Karbonat 5%, dan Ultraviolet 0,5%.
2. Pada level 2 pencampuran Polypropelene 93%, Kalsium Karbonat 6%, dan Ultraviolet 1%.
3. Pada level 3 pencampuran Polypropelene 91,5%, Kalsium Karbonat 7%, dan Ultraviolet 1,5%.
b. Dosing unit
Unit ini adalah kumpulan selang penghisap. Berguna untuk menyalurkan bahan baku dan bahan pendukung sesuai komposisi seperti di atas dengan hooper.
c. Auto loader
d. Mixer 1
Alat ini berfungsi untuk mengaduk bahan Polypropelene 94,5%, Kalsium Karbonat 5%, dan Ultraviolet 0,5% yang akan tercampur.
e. Hooper
Tempat ini adalah tempat kumpulnya bahan setelah melalui mixer 1. f. Mixer 2
Alat ini berfungsi untuk mengaduk bahan akan tercampur lebih rata lagi masing komposisi bahan yang berbeda-beda.
g. Heather (cylinder screw)
Alat ini untuk memanaskan bahan tersebut supaya cair. Alat di dalamnya berbentuk cylinder yang berulir fungsinya untuk mendorong cairan tersebut ke flang. Alat ini terdapat 5 heather dengan suhu standart yang berbeda yaitu : cylinder 1 = 235 oC
cylinder 2 = 240 oC cylinder 3 = 245 oC cylinder 4 = 250 oC cylinder 5 = 255 oC
Pergerakan cylinder ini di putar oleh gear box dan gear box di putarkan oleh motor penggerak
h. Flang
i. Screen
Suatu alat yang untuk menyaring cairan film supaya tidak kotor ketika masuk joint dan dies. Screen terbuat dari baja di bentuk seperti cassa dengan bentuk lingkaran dan ada yang berbentuk roll screen. Penggantian screen ini setiap 8 jam sekali screen di ganti. Macam screen di bagi menjadi 3 yaitu :
Kasar dengan ukuran 50 Sedang dengan ukuran 80 Halus dengan ukuran 120
Ketiga screen tersebut di pakai secara bersamaan dengan susunan kasar– sedang–halus.
j. Joint
Alat ini merupakan alat penghubung antara screen dengan dies. Suhu standart saat cairan film di joint sebesar 260 oC
k. Dies
Alat ini untuk menipiskan atau membuka cairan film di dalam dies ini terdapat 3 heather dengan suhu standart 255 oC.
l. Bak pendinginan
m. Roll take up
Alat ini berguna untuk menarik film dari bak pendinginan dan juga sebagai alat pelancar jalannya film. Alat ini juga berguna untuk menipiskan film dengan ukuran 0,2 sampa dengan 0,5 mikron.
n. Motor penghisap
Alat ini berguna menghisap air yang masih tertinggal di film dan alat ini berguna menarik benag yang telah putus.
o. Cutter
Alat ini untuk memotong film supaya menjadi benang dengan ukuran lebarnya sesuai dengan spesifikasi yaitu 2,6 mm. Pengantian cutter ini minimal 2 hari sampai 3 hari sekali.
p. Roll 1
Alat ini untuk menarik benang yarn dari roll take up dengan kecepatan ½% lebih cepat dari roll take up.
q. Oven
Alat oven ini sebagai pemanas dengan suhu standart upper heather 160 oC lower heather 160 oC. Oven ini berguna untuk menarik dan menambah kekuatan dari benang yarn.
r. Roll 2
s. Rilexsasi
Alat rilexsasi ini untuk memanaskan benang namun pemanasnya berguna untuk menambahkan elastisitas ke benang yarn suhu standart rilexsasi sebesar 120 oC.
t. Roll 3
Roll 3 ini berfungsi untuk menarik benang yarn yang dari rilexsasi dengan kecepatan 5% lebih lambat dari roll 2. Alat ini juga memperlancar jalannya benang yarn.
u. Winder
Alat ini sebagai penggulung benang yang telah menjalani proses tahapan-tahapan seperti diatas dan dengan komposisi pada Level 1 supaya penggulungan menjadi rapi. Bagian-bagian winder terdiri dari hanger cramic, guide roll coop, sliding ball, scroll cam, G rail, U shoe slider, contrac roll, cradel shaft, linier bearing, spindel, handle, tension control dan dancing level.
2.8.3 Pr oses Pengujian
Langkah-langkah pengujian kekuatan tarik benang plastik antara lain :
1. Panjang benang 90 cm
2. Benang plastik 90 cm tersebut ditimbang berat dengan timbangan denier digital (Mistar Sartorius).
3. Setelah ditimbang, benang plastik kedua ujungnya dijepit pada penjepit alat uji tarik Testing Strength. Dengan jarak antara kedua penjepit 30 cm. Alat tersebut terhubung dengan komputer.
4. Untuk menjalankan uji tarik, tekan tombol F5 pada keyboard, maka kedua penjepit menarik secara vertikal disertai muncul besarnya nilai Strength yang semakin tinggi. Pada titik putus benang plastik angka tersebut berhenti.
5. Tekan tombol Esc untuk mengembalikan posisi kedua penjepit pada jarak 30 cm.
2.9 Peneliti Terdahulu
Dalam pemakaian metode taguchi ini, peneliti telah melakukan observasi atau pengamatan sebelumnya terhadap jurnal penelitian dengan metode yang sama. Adapun judulnya, yaitu :
BAB III
METODE PENELITIAN
3.1. Lokasi dan Waktu Penelitian
Penelitian dilaksanakan di Laboratorium Perusahaan PT. Kerta Rajasa Raya berlokasi di Jl. Raya Tropodo no. 1 Waru–Sidoarjo. Adapun waktu penelitian dijadwalkan mulai bulan Oktober 2012 sampai dengan selesai. Pelaksanaan eksperimen meneliti hasil uji kekuatan tarik benang plastik pada karung untuk tipe woven bag.
3.2. Identifikasi Variabel dan Definisi Operasional Var iabel
Pada tahap identifikasi dan operasional variabel ada tiga hal yang harus dilakukan agar mencapai tujuan penelitian antara lain :
3.2.1 Identifikasi variabel
Pada tahap identifikasi variabel ini bertujuan untuk mengumpulkan data mengenai faktor-faktor yang berpengaruh terhadap kekuatan tarik. Variabel secara garis besar dikelompokkan menjadi dua, yaitu :
1. Variabel bebas
Variabel bebas ini nilainya tidak tergantung pada variabel lain, besarnya nilai variabel ini dapat ditentukan secara bebas tergantung kebutuhan yang diinginkan. Variabel bebas tersebut antara lain :
a.Polypropelene
c.Ultraviolet (UV) 2. Variabel terikat / respon
Kombinasi komposisi yang efisien. 3.2.2 Definisi operasional var iabel
Operasional variabel yang digunakan dalam penelitian ini merupakan atribut yang berhubungan dengan objek yang diteliti, yaitu : bahan baku yang digunakan untuk menghasilkan benang plastik.
3.3 Langkah–langkah Pemecahan Masalah
Mulai
Rumusan Masalah
Studi Literatur Studi Lapangan
Studi Pendahuluan - Proses Produksi Benang Plastik
-Penetapan Karakteristik Kualitas
Identifikasi Data Penelitian - Identifikasi Variabel Respon - Penetapan Faktor yang berpengaruh
Pemilihan Faktor Terkendali dan Level
Pemilihan Tabel Ortogonal Array & Penempatan Faktor
Melaksanakan Uji Tarik Benang Plastik
ANOVA
Prosedur Pooling Faktor tidak Signifikan
Faktor Signifikan
Kombinasi Optimum
Gambar 3.1. Langkah-langkah Pemecahan Masalah Keterangan :
1. Mulai
Mulai ini meliputi kegiatan seperti : pembuatan proposal, konfirmasi pada pihak perusahaan, penyerahan judul permasalahan pada pihak jurusan sampai pembuatan surat keterangan penelitian.
2. Sur vey Lapangan
Survey lapangan dilakukan pada awal penelitian untuk lebih memahami kondisi lapangan yang diteliti, sehingga akan memudahkan jalannya penelitian yang akan dilakukan dan sesuai dengan tujuan penelitian. Survey lapangan meliputi antara lain :
a. Survey mengenai proses produksi yang berlangsung di perusahaan b. Survey mengenai pengendalian kualitas perusahaan
Dengan mengetahui kondisi yang akan dihadapi, maka dapat ditentukan metode-metode yang akan digunakan dalam penelitian.
3. Studi Literatur
Studi literatur yang dilakukan merupakan sebagai sarana pembantu pengumpulan informasi yang berkaitan dengan permasalahan. Studi literatur ini diperoleh dari literatur-literatur seperti : text books, journal maupun dari penelitian-penelitian yang pernah dilakukan dan relevan dengan permasalahan yang diteliti. Dari studi literatur ini akan diperoleh landasan metode-metode untuk pengolahan data, dan literatur mengenai objek pengamatan benang plastik pada karung plastik serta acuan-acuan yang akan dipergunakan dalam penelitian
4. Perumusan masalah
Langkah pertama adalah merumuskan atau mengidentifikasikan masalah atau kasus kekuatan tarik benang plastik tipe Woven Bag DE. Perumusan masalah harus spesifik dan jelas batasannya dan secara teknis harus dapat dituangkan ke dalam percobaan yang akan dilakukan. Jika respon yang diharapkan lebih dari satu harus dinyatakan dengan jelas.
5. Tujuan percobaan
6. Menentukan metode pengukur an
Yaitu menentukan bagaimana parameter-parameter yang diamati akan diukur dan bagaimana cara pengukurannya.
7. Identifikasi faktor yang mempengar uhi karakteristik kualitas
Berdasarkan keadaan kondisi permasalahan, dilakukan identifikasi permasalahan yang muncul dalam perusahaan yang dapat dijadikan sebagai bahan penelitian dalam rangka perolehan produk setengah jadi atau benang plastik yang memiliki standart nilai kekuatan tarik. Dalam tahapan ini termasuk diantaranya adalah penentuan karakteristik kualitas yang akan diukur.
- variabel tak bebas
Variabel tak bebas adalah variabel yang perubahannya tergantung pada variabel-variabel lain. Dalam merencanakan suatu percobaan harus dipilih dan ditentukan dengan jelas variabel tak bebas mana yang akan diselidiki.
Dalam percobaan taguchi variabel tak bebas adalah karakteristik kualitas yang terdiri dari tiga kategori :
1. Measurable characteristics (karakteristik yang dapat diukur)
Semua hasil akhir yang diamati dapat diukur dengan skala kontinu seperti dimensi, berat, tekanan, dan lain-lain.
Dalam karakteristik yang dapat diukur diklasifikasikan atas : - Nominal is the better
- Smaller the better - Larger the better
Hasil akhir yang diamati tidak dapat diukur dengan skala kontinu, tetapi dapat diklasifikasikan secara kelompok. Seperti kelompok kecil, menengah, besar, sangat besar. Bisa juga dikelompokkan berdasarkan berhasil atau tidak.
3. Dynamic characteristic (karakteristik dinamik)
Merupakan fungsi representasi dari proses yang diamati. Proses yang diamati digambarkan sebagai signal atau input dan output sebagai hasil signal. Sebagai contoh adalah sistem transmisi otomatis dengan input putaran mesin dan output adalah perubahan gear.
- Variabel Bebas
Variabel bebas adalah variabel yang perubahannya tidak tergantung pada variabel lain. Pada tahap ini akan dipilih faktor-faktor mana saja yang akan diselidiki pengaruhnya terhadap variabel tak bebas yang bersangkutan.
Dalam suatu percobaan tidak seluruh faktor yang diperkirakan mempengaruhi variabel yang diselidiki, sebab hal ini akan membuat pelaksanaan percobaan dan analisisnya menjadi kompleks. Hanya faktor-faktor yang dianggap penting saja yang diselidiki.
Beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor yang akan diteliti adalah dengan :
1. Brainstorming
atau tidak. Brainstorming akan lebih baik jika dimulai dengan diskusi kelompok, untuk memberikan gambaran tentang masalah yang akan dihadapi, ditinjau dari semua sudut pandang yang berbeda.
Kemudian setiap orang pada diskusi itu mengungkapkan faktor-faktor yang mungkin berpengaruh pada masalah yang dihadapi tanpa takut dikritik oleh orang lain, sebab mungkin pendapat dan pandangan satu orang berbeda dengan pendapat yang lain tentang suatu masalah.
Setelah semua faktor-faktor yang diungkapkan dicatat dilakukan penyaringan menjadi faktor yang diamati dan faktor yang diabaikan. Pada tahap ini pemilihan dilakukan berdasarkan pembatasan urgensi masalah, masalah teknis, kemungkinan pelaksanaan dan lain-lain.
2. Flow chart
Pada metode ini yang dilakukan adalah mengidentifikasi faktor-faktor melalui flowchart proses pembuatan obyek yang diamati. Dengan melihat pada flowchart maka untuk masing-masing tahap diidentifikasikan faktor-faktor yang mungkin berpengaruh.
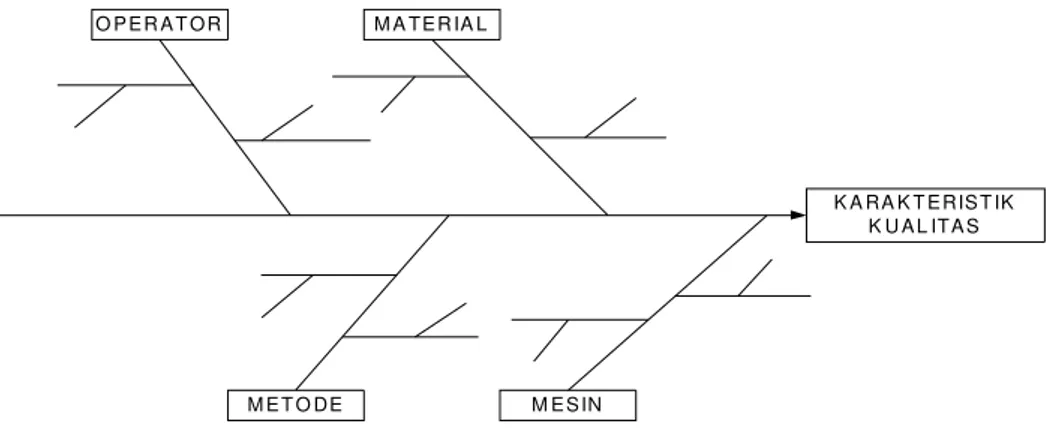
3. Cause-effect diagram
Disebut juga diagram ishikawa, merupakan metode yang paling
Dimulai dengan menyatakan basic effect (variabel bebas) yang akan diamati, kemudian secara sistematis diurutkan penyebab yang mungkin berpengaruh pada variabel bebas yang diamati. Effect (akibat) ada disebelah kanan dan cause (sebab) berada disebelah kirinya dengan garis miring penghubung. Dari penyebab-penyebab yang utama terdiri atas material, mesin dan peralatan, metode, operator atau penyebab utama lainnya. Contoh cause-effect diagram adalah sebagai berikut :
K A R A K T E R IS T IK K U A L IT A S O P E R A T O R M A T E R IA L
M E T O D E M E S IN
Gambar 2.12 Cause-effect diagram 8. Identifikasi faktor kontrol dan faktor noise 3 Faktor Kontrol
Adalah parameter-parameter yang nilai-nilainya ditentukan oleh ahli teknik. Faktor-faktor control dapat mempunyai nilai satu atau lebih yang disebut level. Pada akhir eksperimen, suatu level faktor control yang sesuai akan dipilih. Salah satu aspek dari perancangan kokoh adalah mencari kondisi level optimal untuk faktor control sehingga karakteristik kualitas tidak sensitive terhadap noise.
Adalah suatu parameter yang menyebabkan penyimpangan karakteristik kualitas dari nilai targetnya. Faktor noise dapat menyebabkan pengaruh pada karakteristik secara tidak terkendali dan sulit diprediksi.
Faktor noise (pengganggu) dapat dibedakan menjadi 3, yaitu : Gangguan eksternal
Merupakan variasi kondisi lingkungan seperti suhu, kelembaban maupun waktu.
Gangguan internal
Merupakan gangguan yang disebabkan oleh perubahan yang dialami produk seperti kelelahan material, peralatan manufaktur, maupun proses pemasangan.
Gangguan antar unit (unit-to-unit)
Merupakan keragaman produk pada spesifikasi yang sama disebabkan oleh keragaman material, peralatan manufaktur, maupun proses pemasangan. Gangguan ini mempengaruhi dalam desain parameter proses.
9. Pemilihan level untuk faktor
Pemilihan jumlah level penting artinya untuk ketelitian hasil percobaan dan ongkos pelaksanaan percobaan. Makin banyak level yang diteliti maka hasil percobaan akan lebih teliti karena data yang diperoleh lebih banyak. Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan ongkos percobaan.
atau scaling. Menentukan level yang digunakan untuk tiap faktor yang dipilih dalam eksperimen adalah tahap penting dalam perencanaan. Menentukan level dari faktor kualitatif biasanya telah jelas dari sifat permasalahannya yang diteliti. Tetapi, untuk memilih level yang sesuai untuk faktor kualitatif lebih sulit. Banyaknya level yang dipilih dan nilainya tergantung pada pengetahuan terhadap proses atau produk. Jika proses atau produk baru yang diteliti, maka perlu digunakan 3 level untuk beberapa faktor untuk mengevaluasi non-linieritas pada range faktor. Jika diketahui pengaruh faktor tertentu, maka faktor dengan 2 level sudah cukup untuk mendapatkan informasi yang diinginkan dari analisis hasil eksperimen.
Level faktor dapat dinyatakan secara kuantitatif seperti temperature 200C, 300C; kecepatan : 20 km/jam, 30 km/jam dan lain-lain. Dapat pula dinyatakan secara kualitatif seperti jenis benang plastik : Polypropelene, Kalsium Karbonat dan lain-lain. Suatu faktor dinyatakan secara kualitatif jika skala numerik tidak dapat digunakan pada level faktor tersebut. Level juga dapat dinyatakan secara fixed seperti tekanan, temperature, waktu dan lain-lain atau dipilih secara random dari beberapa kemungkinan yang ada seperti pemilihan mesin, operator dan lain-lain.
10.Pemilihan Tabel Orthogonal Ar ray dan Penempatan Faktor
Kesalahan dalam menentukan interaksi akan berpengaruh pada kesalahan inteprestasi data dan kegagalan pada penentuan proses yang optimal. Tetapi taguchi lebih mementingkan pengamatan pada main effect (penyebab umum) sehingga adanya interaksi diusahakan seminimal mungkin, tetapi tidak dihilangkan sehingga perlu dipelajari kemungkinan hadirnya interaksi.
Jumlah interaksi yang terlalu banyak akan meningkatkan biaya percobaan dan tidak effesien dalam penggunaan waktu. Maka penentuan interaksi dilakukan hanya antar faktor yang potensial mengalami interaksi saja. Ini tergantung pada jenis industri, proses engineering dan lain-lain.
Ta b el 2.4 Pen ge lom p ok k a n fak tor -fa k tor p e n elitia n
Performasi Produk Performasi Proses
Kondisi penggunaan Perubahan temperatur
Konsumen Kelembaban
Suhu rendah Outer noise Debu
Suhu tinggi Kedatangan material
Sinar radiasi Performasi operator
Getaran Voltase dan frekuensi
Goncangan Outer noise Variasi antar batch
Kelembaban Debu
Part yang jelek Umur mesin
Material yang jelek Inner noise Penggunaan tool (pahat)
Proses oksidasi Pengerjaan antar shift
Variasi antar satuan Variasi antar proses saat
Berperformansi sama Berformasi sama
Semua desain parameter Semua desain parameter
Seperti dimnsi, material Faktor-faktor Proses
Konfigurasi Terkendali Semua setting
parameter Proses
(Sumber : Tapan Bagchi, Taguchi Methods Explained Practical Steps to Robust Design, 1993 : 10)
11.Pelaksanaan Percobaan.
Kegiatan ini dilakukan sebanyak 27 kali percobaan karena mengingat peneliti mengamati tiga faktor dan tiga level.
12.Anova
Peneliti menganalisa perbedaan variansi yang timbul pada bermacam-macam faktor dan interkasi serta adanya pengaruh yang signifikan. Dengna menghitung jumlah kuadrat, jumlah kuadrat error, dan F ratio pada tabel Anova.
13.Pr osedur Polling
Prosedur ini dilakukan pada saat jumlah kuadrat tidak signifikan. 14.Kombinasi Optimum
Kombinasi dilakukan penyusunan kombinasi dari faktor dan interaksi yang bermacam-macam
15.Analisa Hasil dan Pembahasan
16.Kesimpulan dan Sar an
Peneliti menyimpulkan hasil penelitiannya dari langkah awal sampai akhir dan memaparkan saran agar penelitian ada perbaikan.
17.Selesai
Peneliti selesai melakukan penelitian.
Tabel 3.1 Nilai level faktor pada proses uji tarik benang plastik untuk tipe karung woven bag.
Faktor Kontrol Level 1 Level 2 Level 3
1. Polypropelene 94,5% 93% 91,5%
2.Kalsium Karbonat (CaCO3) 5% 6% 7%
3. Ultraviolet (UV) 0,5% 1% 1,5%
3.4Metode Pengumpulan data
Sebelum melakukan eksekusi pelaksanaan percobaan, peneliti mengumpulkan data perlu memperhatikan dua cara, yaitu :
1. Data Primer
2. Data Sekunder
Ialah data yang diperoleh dari data statistik perusahaan, yaitu berupa komposisi bahan baku yang digunakan dan catatan nilai strenght atau kekuatan uji tarik benang plastik yang dihasilkan dari percobaan di laboratorium.
3.5. Metode Pengolahan Data
3.5.1. Perhitungan rata-rata, var iansi dan ratio S/N
Dari hasil eksperimen I dihasilkan nilai kekuatan tarik yang optimal. Kemudian dicari rata-rata dan variansinya dan ratio S/N dari eksperimen I.
Rata-rata =
n y y =
∑
Dengan, y = data eksperimen ke-I n = jumlah replikasi
Variansi =
( )
n y y n i i∑
= − = 1 2 2 σ ratio S/N = ∑
= ni yi n 1 2 1 1 log 10
3.5.2 Menghitung jumlah kuadr at total • SST untuk rata-rata
• SS untuk rata-rata • SS untuk rasio S/N
3.5.4. Menghitung Sum of Square Error SSe = SST – Sm – SSfaktor
3.5.5. Membuat tabel ANOVA
A A A V SS MS =
3.5.6. Pooling up faktor dengan SS terendah
(
)
(
(
)
)
(
)
(
)
faktorpooled pooled faktor V Ve e pooled V S Se e pooled S e pooled V e pooled S e pooled M + = + = =3.5.7. Perhitungan persen kontribusi
(
) (
)
100% x SS SS' P V MSe SS SS' T faktor faktor = − =3.5.8. Perhitungan Interval Kepercayaan
3.5.8.1. Interval kepercayaan - untuk kondisi level faktor eksperimen
= n x Ve x F
CI α,V1,V2 1
3.5.8.2. Interval Kepercayaan - untuk taksiran rata-rata
= eff V V n x Ve x F
CI α, 1, 2 1
+ = r n x Ve x F CI eff V V 1 1 2 , 1 , α
3.6. Metode Analisa Data
Analisa ini dilakukan dengan menggunakan Analysis Of Variance (ANOVA). Dengan Hipotesa awal (Ho) = tidak ada pengaruh faktor atau interaksi faktor terhadap nilai kekuatan tarik benang plastik, dan Hipotesa akhir (H1) = ada pengaruh faktor atau interaksi faktor terhadap nilai kekuatan tarik benang plastik. Maka dapat ditarik kesimpulan, jika F hitung > F tabel maka Ho ditolak. Artinya ada pengaruh faktor atau interaksi faktor terhadap variansi nilai kekuatan tarik benang plastik.
3.7. Pr osedur Per cobaan
Prosedur percobaan yang dilakukan adalah sebagai berikut :
1. Mengambil sampel benang plastik dengan panjang satu yard secara acak berdasarkan kombinasi level yang telah ditentukan.
2. Pengambilan sampel tersebut dikumpulkan hanya dibatasi dalam satu mesin saja.
3. Kemudian dibawa ke laboratorium untuk diuji kekuatan tarik minimal dalam satu kali trial sebanyak tiga helai benang plastik.
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1. Pengumpulan Data
Dalam pelaksanaan ini pengumpulan data dilakukan dengan melaksanakan percobaan atau eksperimen dan wawancara agar data yang terkumpul sesuai dengan harapan dan perumusan masalah oleh peneliti. Selain itu wawancara di lakukan untuk mengidentifikasi faktor kontrol yang digunakan dalam percobaan di bantu dengan studi literatur dalam pemahaman mengenai komposisi dominan yang berpengaruh pada nilai kekuatan tarik benang plastik. Dengan standart nilai kekuatan tarik benang sesuai SNI sebesar 6 g/denier dan standard perusahaan perusahaan sendiri sebesar 4 g/denier.
4.1.1. Penetapan Karakteristik Kualitas
Penetapan karakteristik kualitas yang menjadi tujuan perbaikan penelitian ini adalah kekuatan tarik benang plastik, dimana yang menjadi nilai targetnya adalah “Higher The – Better” yaitu karakteristik kualitas dengan rentang nilai tak terbatas dan nonnegatif. Nilai yang semakin besar adalah semakin baik.
4.1.2. Identifikasi Komposisi Yang Berpengaruh
4.1.3. Alat dan Bahan Eksperimen
Benang plastik yang dibuat di PT “X” dihasilkan dari bahan baku Polypropelene, CaCo3, dan UV (ultraviolet). Adapun jenis-jenis material yang digunakan dalam penelitian ini adalah sebagai berikut :
• Prolypropelene : BSR T3034 • CaCo3 : Caltek M3
• UV : uv1520
Untuk menjaga temperatur areal produksi agar tetap stabil, maka area kerja produksi selalu dikontrol dengan fan dan kisi-kisi jendela yang ditutup saringan. Sedangkan untuk menjaga areal kerja terbebas dari kotoran yang tidak diinginkan yang dapat mempengaruhi kualitas produk yang dihasilkan, areal produksi selalu dijaga tingkat kebersihan lingkungannya.
A. Peralatan Eksperimen
Mesin yang digunakan dalam penelitian ini adalah Mesin Extruder 7 yang berfungsi untuk membuat proses dari bahan baku menjadi bahan setengah jadi, yaitu benang plastik. Mesin ini terdiri dari bagian-bagian antara lain :
• Screw • Roll-roll • Oven • Anealing • Barrel
• Winder atau mesin penggulung
B. Alat Ukur Eksperimen
Alat yang digunakan untuk mengukur nilai kekuatan tarik adalah :
• Meteran berfungsi untuk mengukur panjang benang plastik yang akan ditimbang dengan Timbangan Denier. Ukuran benang plastik yang akan ditimbang panjangnya 90 cm.
• Timbangan Denier
Timbangan Denier atau Mistar Sartorius merupakan suatu alat ukur untuk mengetahui nilai berat sehelai benang plastik sebelum diuji tarik oleh Tensile Tester
Spesifikasi :
Merk : Sartorius Type : DS
Cap : 1,200 g X 0,1 g Size Plate : 190 mm x 245 • Strength Tester
Merupakan suatu alat yang berfungsi untuk mengukur kekuatan tarik dari bahan yang diuji.
Spesifikasi :
Digital indikator : Strength Testing
Model : KM-06
Display : Date, time, Weight Track, Weight Strength Display Unit : Kg or N
Interface : RS-32
Power Supply : AC 187-240 volt
4.2. Metode Taguchi
Metode taguchi dalam penelitian ini, merupakan suatu percobaan yang bertujuan untuk mengetahui komposisi yang berpengaruh terhadap kekuatan tarik benang plastik dengan cara meneliti komposisi bahan baku untuk mendapatkan tujuan karakteristik kualitas yang ditetapkan. Dalam standart nilai kekuatan tarik di tempat penelitian paling tinggi 5,08 Kg/denier. Pelaksanaan eksperimen taguchi akan lebih didasarkan pada faktor dan level terkendali dengan melihat nilai rata-rata dan ratio S/N dengan menggunakan matriks orthogonal array dan analisa hasil melalui ANOVA.
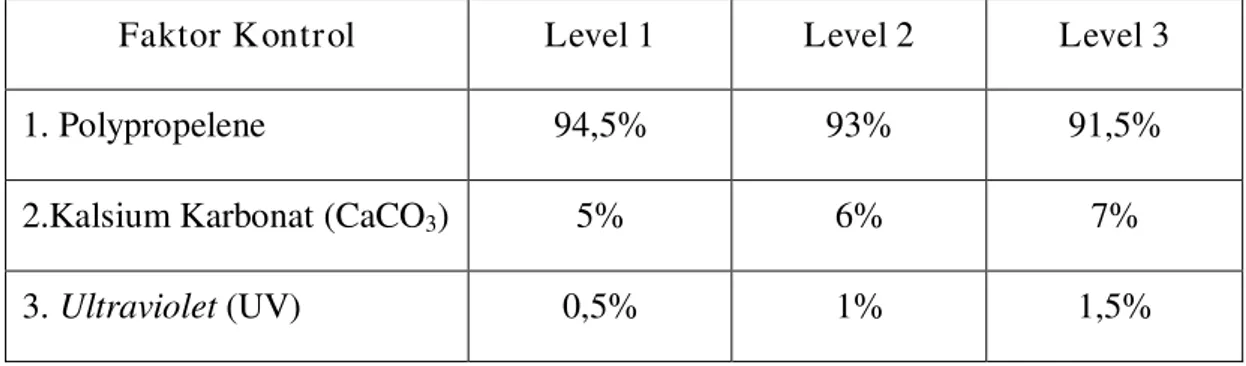
4.2.1. Penetapan Faktor Ter kendali dan Level
Tabel 4.1 Faktor Ter kendali dan Level
Faktor Kontrol Level 1 Level 2 Level 3
1. Polypropelene 94,5% 93% 91,5%
2.Kalsium Karbonat (CaCO3) 5% 6% 7%
3. Ultraviolet (UV) 0,5% 1% 1,5%
4.2.2. Perhitungan Derajat Kebebasan Level Faktor
Penjabaran parameter-parameter yang disebut sebagai faktor kontrol dalam penelitian ini terdapat 3 faktor dan masing-masing faktor mencapai 3 level. Derajat kebebasan (dk) setiap faktor merupakan jumlah level pada faktor dikurangi 1. Sedangkan derajat kebebasan total merupakan perkalian antara dk faktor yang berinteraksi.
Sehingga perhitungan derajat kebebasan total merupakan penjumlahan dari derajat kebebasan semua faktor dan interaksi. DK untuk semua faktor dan masing-masing 3 level dan dk 3 interaksi (AxB dan AxC) adalah :
3 faktor = 3 x (3-1) = 6 2 Interaksi = 2 x (3-1) (3-1) = 8 Total derajat kebebasan = 14
4.2.3. Pemilihan Tabel Orthogonal Ar ray dan Penetapan Faktor
yang dipilih paling sedikit harus mempunyai 18 baris. L27 (313) merupakan matriks OA yang paling sesuai untuk digunakan sebagai eksperimen.
Matriks L27 (313) OA adalah matriks yang memuat 27 baris sebagai banyaknya kombinasi percobaan yang terpilih dan 13 kolom. Untuk menempatkan efek faktor utama dan interaksinya. Dalam hal ini tidak semua kolom dan matriks terisi semua mengingat aturan penempatan faktor dan interaksi didasarkan pada linier graph dan triangular tabel.
Gambar 4.1 Linier Graph L27 (313) OA
Linier Graph L27 ini menyerupai bentuk standart linier graph yang terlihat pada gambar berikut ini :
9 10 12 13
3, 4
1
2 8, 11
6, 7
5
Gambar 4.2 Standar t Linier Graph L27 (313) OA
Dari Standart linier graph maka dapat ditentukan susunan penempatan faktor dan interaksinya adalah :
AxB AxC
C B
A
1. Faktor A di letakkan pada kolom 1 2. Faktor B di letakkan pada kolom 2 3. Faktor C di letakkan pada kolom 5
4. Interaksi faktor AxB di letakkan pada kolom 3 dan 4 5. Interaksi faktor AxC di letakkan pada kolom 6 dan 7
Sedangkan untuk kolom kosong yaitu 8, 9, 10,11, 12 dan 13 ditulis “e”menyatakan error. Penempatan faktor dan interaksi dapat dilihat pada tabel dibawah ini :
Tabel 4.2 Orthogonal Array L27 (313)
PERCOBAAN KOLOM
A B AxB
(1) BxA
(2) C AxC
(1)
CxA
(2) e e e e e e
1 1 1 1 1 1 1 1 e e e e e e
2 1 1 1 1 2 2 2 e e e e e e
3 1 1 1 1 3 3 3 e e e e e e
4 1 2 2 2 1 1 1 e e e e e e
5 1 2 2 2 2 2 2 e e e e e e
6 1 2 2 2 3 3 3 e e e e e e
7 1 3 3 3 1 1 1 e e e e e e
8 1 3 3 3 2 2 2 e e e e e e
9 1 3 3 3 3 3 3 e e e e e e
10 2 1 2 3 1 2 3 e e e e e e
11 2 1 2 3 2 3 1 e e e e e e
12 2 1 2 3 3 1 2 e e e e e e
13 2 2 3 1 1 2 3 e e e e e e
14 2 2 3 1 2 3 1 e e e e e e
15 2 2 3 1 3 1 2 e e e e e e
16 2 3 1 2 1 2 3 e e e e e e
17 2 3 1 2 2 3 1 e e e e e e
18 2 3 1 2 3 1 2 e e e e e e
19 3