TERJEMAHAN ISO 12647-2 TERJEMAHAN ISO 12647-2 PENDAHULUAN
PENDAHULUAN
ISO (International Organization for Standardization) adalah federasi internasi
ISO (International Organization for Standardization) adalah federasi internasi onal untukonal untuk badan standar nasional (Badan anggota ISO).
badan standar nasional (Badan anggota ISO). ISO bekerja sama dengan InternationalISO bekerja sama dengan International Electrotechnical Commission (IEC) tentang semua hal standarisasi elektroteknik. Electrotechnical Commission (IEC) tentang semua hal standarisasi elektroteknik. ISO 12647-2 disiapkan oleh Panitia Teknis ISO / TC 130, teknologi Grafis.
ISO 12647-2 disiapkan oleh Panitia Teknis ISO / TC 130, teknologi Grafis. Edisi kedua ini membatalkan dan
Edisi kedua ini membatalkan dan menggantikan edisi pertama (ISO 12647-2: menggantikan edisi pertama (ISO 12647-2: 1996), yang1996), yang telah banyak direvisi. Revisi tersebut meliputi:
telah banyak direvisi. Revisi tersebut meliputi: a) pengenalan data digital sebagai input;
a) pengenalan data digital sebagai input;
b) pengurangan tone value (nilai nada) mening
b) pengurangan tone value (nilai nada) meningkat sekitar 3%;kat sekitar 3%; c) perubahan dalam warna padatan primer dan sekunder (Tabel 2); c) perubahan dalam warna padatan primer dan sekunder (Tabel 2);
d) pengenalan kondisi pengukuran tambahan dengan dukungan putih tertentu
d) pengenalan kondisi pengukuran tambahan dengan dukungan putih tertentu (white(white backing);
backing);
e) general clean-up. e) general clean-up.
Mengingat kesalahpahaman tentang penggunaan density dan grey balances values diputuskan Mengingat kesalahpahaman tentang penggunaan density dan grey balances values diputuskan untuk memindahkan informasi ini ke lampiran informatif.
untuk memindahkan informasi ini ke lampiran informatif. ISO 12647 terdiri dari komponen berikut, dengan judul umum
ISO 12647 terdiri dari komponen berikut, dengan judul umum Teknologi grafis - KontrolTeknologi grafis - Kontrol proses untuk produksi half-tone colou
proses untuk produksi half-tone colour separations, proof and production prints:r separations, proof and production prints:
Bagian 1: Parameter dan metode pengukuranBagian 1: Parameter dan metode pengukuran
Bagian 2: Proses litograf offsetBagian 2: Proses litograf offset
Bagian 3: Coldset offset lithography dan letterpress pada kertBagian 3: Coldset offset lithography dan letterpress pada kert as koranas koran
Bagian 4: Publikasi proses gravureBagian 4: Publikasi proses gravure
Bagian 5: Screen printingBagian 5: Screen printing
Bagian 6: Flexographic printingBagian 6: Flexographic printingPENGANTAR PENGANTAR
Bagian 1 dari ISO 12647 berfungsi untuk memberikan
Bagian 1 dari ISO 12647 berfungsi untuk memberikan definisi, prinsip umum, urutan umumdefinisi, prinsip umum, urutan umum materi ditutupi pada bagian selanjutnya 2 sampai 6, definisi data,
materi ditutupi pada bagian selanjutnya 2 sampai 6, definisi data, kondisi pengukuran dankondisi pengukuran dan reporting style.
reporting style.
Ini bagian dari ISO 12647 mencantumkan nilai atau kumpulan nilai parameter utama yang Ini bagian dari ISO 12647 mencantumkan nilai atau kumpulan nilai parameter utama yang ditentukan dalam ISO 12647-1 dan
ditentukan dalam ISO 12647-1 dan
sifat teknis terkait cetak litograf offset half tone. Parameter utama meliputi screening sifat teknis terkait cetak litograf offset half tone. Parameter utama meliputi screening parameter, kenaikan nilai nada, warna padatan dan media cetak. Kesesuaian dengan parameter, kenaikan nilai nada, warna padatan dan media cetak. Kesesuaian dengan
nilai yang ditentukan dalam bukti
nilai yang ditentukan dalam bukti (proof) dan percetakan produksi dijamin, pada (proof) dan percetakan produksi dijamin, pada dasarnya,dasarnya, sebuah kecocokan visual yang baik antara spesimen diproduksi. Pengecualian dari
sebuah kecocokan visual yang baik antara spesimen diproduksi. Pengecualian dari pengamatan umum ini dibahas pad
pengamatan umum ini dibahas pada paragraf berikut.a paragraf berikut.
Tujuan dari proof print adalah untuk mensimulasikan karakteristik visual dari produk cetak Tujuan dari proof print adalah untuk mensimulasikan karakteristik visual dari produk cetak jadi semaksimal mungkin. Agar sesuai secara visual dengan proses cetak cetak dan off-press jadi semaksimal mungkin. Agar sesuai secara visual dengan proses cetak cetak dan off-press tertentu, seringkali memerlukan nilai untuk warna solid-tone dan peningkatan nilai nada yang tertentu, seringkali memerlukan nilai untuk warna solid-tone dan peningkatan nilai nada yang berbeda dari proses pencetakan yang dimaksud
berbeda dari proses pencetakan yang dimaksudkan untuk disimulasikan. Hal ini disebabkankan untuk disimulasikan. Hal ini disebabkan oleh perbedaan fenomena seperti gloss, light scatter (di
oleh perbedaan fenomena seperti gloss, light scatter (di dalam substrat cetak atau pewarna),dalam substrat cetak atau pewarna), metamerisme dan transparansi. Perbedaan tersebut mungkin bagi proses pemeriksaan metamerisme dan transparansi. Perbedaan tersebut mungkin bagi proses pemeriksaan off- press di mana substrat cetak, pewarna dan teknologi untuk
press di mana substrat cetak, pewarna dan teknologi untuk menerapkannya berbeda secaramenerapkannya berbeda secara signifikan dari cetak pers offset. Dalam kasus seperti itu, pengguna atau pemasok perlu signifikan dari cetak pers offset. Dalam kasus seperti itu, pengguna atau pemasok perlu memastikan bahwa koreksi yang sesuai ditentukan.
memastikan bahwa koreksi yang sesuai ditentukan.
Area masalah lainnya adalah pencocokan bukti off-press digital pada s
Area masalah lainnya adalah pencocokan bukti off-press digital pada s ubstrat buram keubstrat buram ke cetakan dua sisi pada kertas
cetakan dua sisi pada kertas cetak ringan yang kurang buram seperti yang digunakan dalamcetak ringan yang kurang buram seperti yang digunakan dalam pencetakan otomatis set-panas. Jika buktinya dibuat dengan profil manajemen warna
pencetakan otomatis set-panas. Jika buktinya dibuat dengan profil manajemen warna berdasarkan pengukuran dengan
berdasarkan pengukuran dengan dukungan warna putih, akan dukungan warna putih, akan ada perbedaan yang tidak dapatada perbedaan yang tidak dapat dihindari antara cetakan bukti dan hasil produksi, yang diletakkan pada latar belakang hitam dihindari antara cetakan bukti dan hasil produksi, yang diletakkan pada latar belakang hitam sesuai dengan spesifikasi dari bagian ISO 12647 ini. Kemungkinan terjadinya seperti itu sesuai dengan spesifikasi dari bagian ISO 12647 ini. Kemungkinan terjadinya seperti itu Perbedaan perlu dikomunikasikan dengan baik, terlebih dahulu, kepada pihak
Perbedaan perlu dikomunikasikan dengan baik, terlebih dahulu, kepada pihak -pihak yang-pihak yang berkepentingan.
berkepentingan.
Teknologi grafis - Kontrol proses untuk produksi half-tone colour
Teknologi grafis - Kontrol proses untuk produksi half-tone colour
separations, proof dan production prints
separations, proof dan production prints
-Bagian 2:
Bagian 2:
Proses litograf offset
Proses litograf offset
1 RUANG LINGKUP 1 RUANG LINGKUPIni bagian dari ISO 12647 menentukan sejumlah parameter proses dan nilainya yang akan Ini bagian dari ISO 12647 menentukan sejumlah parameter proses dan nilainya yang akan diterapkan saat menyiapkan separasi warna untuk pencetakan offset empat
diterapkan saat menyiapkan separasi warna untuk pencetakan offset empat warna atau saatwarna atau saat menghasilkan cetakan empat warna dengan salah satu metode berikut: heat-set web, sheet-fed menghasilkan cetakan empat warna dengan salah satu metode berikut: heat-set web, sheet-fed atau pencetakan proses bentuk terus menerus, atau pemeriksaan untuk salah satu proses ini; atau pencetakan proses bentuk terus menerus, atau pemeriksaan untuk salah satu proses ini; atau mengimbangi pemeriksaan untuk gravure half-tone.
atau mengimbangi pemeriksaan untuk gravure half-tone. Parameter dan nilai dipilih berdasarkan proses
Parameter dan nilai dipilih berdasarkan proses yang lengkap yang mencakup tahap prosesyang lengkap yang mencakup tahap proses "colour separation", "film
"colour separation", "film setting", "pembuatan printing forme", "proof production",setting", "pembuatan printing forme", "proof production", "production printing" dan " surface finishing".
"production printing" dan " surface finishing". Bagian dari ISO 12647 ini adalah
langsung berlaku untuk proses proofing dan printing yang menggunakan film separasiwarna sebagai input;
langsung berlaku untuk proofing dan printing dari bentuk ceta kan yang dihasilkandengan metode tanpa film asalkan analogi langsung dengan sistem produksi film dipertahankan;
berlaku untuk proofing dan printing dengan lebih dari empat warna proses asalkananalogi langsung dengan pencetakan 4 warna dipertahankan, seperti untuk data dan screening, untuk substrat cetak dan media cetak;
berlaku dengan analogi pada layar garis dan layar non-periodik.2 REFERENSI NORMATIF
Dokumen yang diacu berikut sangat diperlukan untuk penerapan dokumen ini. Untuk referensi bertanggal, hanya edisi yang dikutip yang berlaku. Untuk referensi yang tidak bertanggal, edisi terbaru dari dokumen referensi (termasuk amandemen) berlaku.
ISO 5-3: 1995, Fotografi - Pengukuran kepadatan - Bagian 3: Kondisi spekt 3 Istilah dan definisi
Untuk tujuan dokumen ini, definisi yang diberikan dalam ISO 12647-1 dan yang berikut berlaku.
ISO 12647-1: 2004, Teknologi grafis - Kontrol proses untuk produksi separasi warna
setengah warna, bukti dan cetakan produksi - Bagian 1: Parameter dan metode pengukuran.
3 ISTILAH DAN DEFINISI
Untuk tujuan dokumen ini, definisi yang diberikan dalam ISO 12647-1 dan yang berikut berlaku.
3.1
plat positif
<Offset printing> plat cetak offset untuk digunakan dengan film polaritas positif 3.2
plat negatif
3.3
percetakan bentuk empat warna terus menerus
Proses offset dilakukan pada web feed kecil yang diberi label untuk digunakan dengan surat hasil personalisasi
3.4
percetakan komersial / khusus
tujuan umum sheet-fed dan non-magazine heat-set web offset printing 3.5
pencetakan web panas
cetak offset litograf pada substrat cetak tipe-web dengan tinta cetak yang membutuhkan panas untuk pengeringan
3.6
tone value
<Printing forme> persentase luas permukaan yang tampak menerima tinta c etak
CATATAN 1 : Dengan beberapa jenis pelat, nilai nada yang ditentukan lebih kecil dari pada luas permukaan yang terlihat berbeda dari latar belakang.
CATATAN 2 : Dahulu dikenal sebagai area pencetakan film. "Dot area" s ekarang menjadi istilah yang tidak berlaku lagi.
4 PERSYARATAN
4.1 UMUM
Subclaus berikut disusun sesuai dengan perintah yang ditetapkan dalam ISO 12647-1; mereka juga bergantung pada bagian ini untuk prinsip umum, definisi data, kondisi pengukuran dan
reporting style.
4.2 Berkas data, film pemisah warna dan bentuk cetakan
4.2.1 Umum
Data yang dikirim untuk dicetak harus dalam format warna CMYK atau ti ga komponen. Dalam semua kasus, file data digital atau set film pemisah warna yang dikirim untuk dicetak harus disertai dengan cetakan bukti yang mensimulasikan kondisi pencetakan yang dimaksud dan yang sesuai dengan 4.3. Fakta ini harus dapat diverifikasi dengan mengukur garis kontrol yang telah ditentukan atau perangkat kontrol serupa yang tercetak pada cetakan bukti beserta subjeknya.
Dalam kasus data digital, kondisi pencetakan yang dimaksud harus ditunjukkan. Dimana yang terakhir termasuk dalam registri penokohan yang dikelola oleh ICC dan data digitalnya adalah CMYK, nama yang digunakan di registri ICC biasanya digunakan untuk identifikasi
sebagai pengganti termasuk profil keluaran ICC. Jika kondisi pencetakan yang dimaksud tidak termasuk dalam registri tersebut, maka profil keluaran ICC harus disertakan. Jika data selain CMYK, data harus didefinisikan secara kolorimetri dengan menggunakan profil
masukan ICC atau mekanisme lain dan profil keluaran ICC CMYK harus disertakan. Maksud rendering untuk digunakan dengan profil output harus dikomunikasikan.
4.2.2 Kualitas Cetak atau Film
Untuk mengizinkan reproduksi minimal 100 nilai nada (tone-value), resolusi penyetel gambar atau penyetel piring harus diatur sesuai dengan itu.
CONTOH 1 Jika, untuk layar yang menggunakan modulasi sel setengah nada tunggal (half-tone cell modulation) , keputusan layar nominal yang dimaksud adalah 70 cm-1, resolusi penyetel gambar atau setter pelat tidak boleh lebih kecil dari 700 cm-1 (1 800 dpi) . Untuk
layar dengan teknologi sel super, dimungkinkan untuk mengatur resolusi ke nilai yang lebih kecil.
Kecuali ditentukan lain, kerapatan (density) inti film pemisahan warna paling sedikit 2,5 di atas kepadatan transmisi film bening (basis film dan kabut). Kepadatan transmisi di te ngah titik setengah nada yang jelas tidak boleh lebih dari 0,1 di at as nilai yang sesuai dari area yang bersih. Kepadatan transmisi film bening tidak lebih tinggi dari 0,15. Kedua pengukuran harus dilakukan dengan densitometer transmisi (UV) yang produk spektralnya sesuai dengan kepadatan pencetakan tipe ISO 1 sebagaimana didefinisikan dalam ISO 5-3.
CATATAN 1 Persyaratan kepadatan film yang jelas didasarkan pada pemahaman bahwa kisaran kerapatan area yang jelas dari semua film yang dipaparkan ke piring yang sama diperkirakan tidak melebihi 0,10. Perhatikan lebih jauh bahwa 0,05 mewakili nilai terendah yang paling umum ditemukan untuk kerapatan cetak tipe ISO 1. Untuk film setengah nada dengan kerapatan film yang jelas di luar jangkauan ini, ada kesepakata n antara pemasok separasi warna dan penerima. Menghubungi atau menduplikat juga dapat digunakan untuk membawa film setengah nada dengan kepadatan film yang tidak jelas ke da lam kesepakatan. CATATAN 2 Sebagai panduan praktis, kerapatan inti 2,5 di atas kerapatan film bening
biasanya akan tercapai jika kepadatan area padat yang besar lebih dari 3,5 di atas kepadatan film yang jelas.
CATATAN 3 Jika pengguna ingin menggunakan filter biru untuk pengukuran kepadatan transmisi pada film pemisahan warna, perlu untuk menentukan, untuk jenis dan kondisi pemrosesan film tertentu, korelasi antara kerapatan yang diperoleh dengan filter biru dan
yang diperoleh dengan Instrumen kepadatan pencetakan ti pe ISO; untuk pengukuran kerapatan inti, alat pencetakan tipe ISO 2 dapat diterapkan.
Lebar pinggiran film pemisah warna tidak boleh lebih besar dari seperempat dari lebar layar. Titik setengah nada yang dihasilkan oleh beberapa eksposur focal spot harus sepenuhnya diberikan dan tidak dibagi menjadi beberapa bagian yang berbeda. Persyaratan ini juga berlaku untuk platemaking langsung.
Selain untuk persyaratan kepadatan film yang jelas, kualitas film pemisahan warna harus dievaluasi sesuai dengan Lampiran B dari ISO 12647-1: 2004 yang informatif.
4.2.3 Frekuensi layar (film atau printing forme)
Untuk pekerjaan empat warna, tatanan layar (screen frequency) harus berada dalam kisaran 45 cm-1 sampai 80 cm-1. Keputusan layar nominal yang lebih disukai adalah
a) 45 cm-1 sampai 70 cm-1 untuk cetak periodik web-offset;
b) 52 cm-1 sampai 70 cm-1 untuk pencetakan proses bentuk kontinyu pada kertas berlapis, 52 cm 1 untuk kertas tidak dilapisi;
c) 60 cm-1 dan lebih tinggi untuk pencetakan komersial / khusus.
CATATAN 1 Di luar kisaran 45 cm-1 sampai 80 cm-1, prinsip umum yang ditentukan dalam ISO 12647-1 tetap berlaku namun nilai spesifik mungkin berbeda.
CATATAN 2 Dengan skrining yang dihasilkan komputer, "frekuensi layar" seringkali sedikit bervariasi dari satu warna proses ke proses lainnya untuk meminimalkan pola moiré.
Misalnya, mungkin ada perbedaan 3 cm-1 atau 4 cm-1 antara warna C, M, Y.
CATATAN 3 Untuk nada setengah warna hitam atau kuning, peraturan layar kadang-kadang digunakan yang secara substansial lebih halus daripada la yar nominal yang menentukan warna yang tersisa, misalnya 84 cm-1 berbanding 60 cm-1.
4.2.4 Sudut layar (film atau printing forme)
Untuk titik setengah nada tanpa sumbu utama, perbedaan nominal antara sudut sumbu untuk cyan, magenta, dan hitam adalah 30 °, dengan sudut layar kuning dipisahkan pada 15 ° dari warna lain. Sudut layar warna dominan harus 45 °.
Untuk titik setengah nada dengan poros utama, perbedaan nominal antara sudut sumbu untuk sian, magenta dan hitam adalah 60 °, dengan sudut layar kuning dipisahkan oleh 15 ° dari warna lain. Sudut layar warna dominan harus 45 ° atau 135 °.
Pembuatan film pemisah warna untuk pencetakan gravure setengah nada sebaiknya menghindari sudut layar antara 75 ° dan 105 ° dengan warna selain kuning.
Perhatikan Lihat Catatan 2 di 4.2.3.
4.2.5 Bentuk dot dan hubungannya dengan nilai nada (film atau printing forme) Bentuk titik setengah lingkaran, persegi atau setengah elips harus digunakan. Untuk titik setengah nada dengan poros utama, hubungan pertama harus terjadi tidak lebih rendah dari pada nilai nada 40% dan hubungan kedua tidak lebih tinggi dari pada nilai nada 60%.
Untuk sekumpulan film pemisah warna atau bentuk cetakan dalam ekuilibrium lingkungan yang umum, panjang diagonal tidak berbeda lebih dari 0,02%.
CATATAN Toleransi ini mencakup pengulangan dan penyesuai ulang gambar atau plat-setter dan stabilitas material.
4.2.7 Jumlah nilai nada (file data digital atau film)
Kecuali ditentukan lain, jumlah nilai nada harus kurang dari tetapi tidak boleh melebihi 350% untuk sheet-fed dan 300% untuk pencetakan web heat-set.
Perhatikan Pada tingkat tinggi jumlah nilai nada, masalah pers s eperti perangkap tinta yang lemah, transfer balik dan pengaturan karena pengeringan tinta tidak cukup dapat ditemukan. 4.3 PROOF ATAU HASIL CETAK
4.3.1 Umum
Data karakterisasi colorimetric yang disediakan untuk rangkaian "dasar dasar" patch, seperti yang ditentukan dalam ISO 12642, berisi semua data yang akan ditentukan sesuai dengan 4.3.2.1, 4.3.2.3, 4.3.3 dan 4.3.5 dari bagian ISO ini. 12647.
4.3.2 Karakteristik visual komponen gambar 4.3.2.1 Mencetak warna substrat
Substrat cetak yang digunakan untuk pemeriksaan harus serupa dengan produksi. Jika hal ini tidak memungkinkan, sifat substrat cetak harus sesuai dengan yang ada dalam bentuk warna, gloss, jenis permukaan (dilapisi, tidak dilapisi, super-calendered, dll.) Dan massa per area. . Pemeriksaan pers harus dilakukan pada pertandingan terdekat, dengan memperhatikan atribut yang terdaftar sebagai normatif, dipilih dari lima jenis permukaan kertas biasa yang
atributnya tercantum dalam Tabel 1. Untuk pemeriksaan di luar tekanan, substrat cetak harus dipilih agar sesuai sedekat mungkin dengan atribut yang tercantum dalam Tabel 1 untuk jenis kertas yang mewakili kertas produksi yang dipertimbangkan. Jenis kertas harus dinyatakan.
CATATAN 1 Dalam hal gloss dan warna, jenis kertas yang tercantum dalam Tabel 1 mewakili kisaran substrat cetak yang digunakan untuk proses yang tercakup dalam bagian ISO 12647 ini, dengan pengecualian sebagai berikut:
- jenis kertas 1 dan 2 tidak umum untuk pencetakan majalah yang diberi makan kecuali untuk penutup;
- jenis kertas 3 dan 5 tidak khas untuk pencetakan bentuk empat warna bisnis.
CATATAN 2 Jika produk akhir mengalami finishing permukaan, ini mungkin sangat mempengaruhi warna media cetak. Lihat juga catatan 2 di 4.3.2.2.
CATATAN 3 Untuk mencetak pada kertas atau papan yang sifat permukaannya identik dengan jenis kertas 1 sampai 5 tetapi yang massanya per area lumayan tinggi, koordinat warna CIELAB yang diberikan dalam tanda kurung dapat digunakan.
CATATAN 4 Massa per area yang ditentukan untuk jenis kertas 3 merupakan kompromi antara kertas produksi web dengan ukuran 60 g / m2 sampai 65 g / m2 dan kertas
pemeriksaan web yang terkenal dengan 90 g / m2. Bila diukur dengan dukungan hitam, selisih DL * untuk kertas yang serupa namun memiliki massa pe r area 70 g / m2 dan 90 g / m2 sama dengan 0,7.
CATATAN 5 Meskipun kurang umum digunakan, beberapa kertas web di kolom tipe-3 massal memiliki rentang nilai 0 sampai -3.
a Normatif: Pengukuran sesuai dengan ISO 12647-1: 2004 hanya berikut ini: D50 iluminan, pengamat 2 °, geometri 0/45 atau 45/0, dukungan hitam. Nilai dalam kurung berkaitan
dengan pengukuran pada dukungan putih seperti yang dijelaskan dalam CGATS.5 [4] dan hanya informatif saja.
b Normatif: Pengukuran sesuai dengan ISO 8254-1: 2003, metode TAPPI. c Informatif saja. ISO 2470: 1999, dukungan substrat.
d Informatif saja.
e Informatif saja: Kertas yang digunakan untuk tes set tinta. Nilai asli yang diberikan dalam ISO 2846 1: 1997 [1] dari L * = 95,5, a * = 0,4, dan b * = 4,7 yang diukur pada dukungan substrat hanya informatif saja. Perhatikan bahwa beberapa nilai s edikit berbeda dari ISO 2846-1 karena dukungan hitam yang digunakan untuk tujuan komponen ISO 12647 ini. 4.3.2.2 Mencetak substrat gloss
Gloss dari substrat cetak yang digunakan untuk pemeriksaan harus sesuai dengan substrat cetak produksi. Jika ini tidak memungkinkan, pemeriksaan pers mungkin dilakukan pada pertandingan terdekat yang dipilih dari jenis kertas yang tercantum dalam 4.3.2.1.
CATATAN 1 Nilai gloss dari jenis kertas yang dijelaskan dalam 4.3.2.1 diberikan pada Tabel 1.
CATATAN 2 Jika produk akhir mengalami finishing permukaan, ini akan sangat
mempengaruhi gloss. Dalam kasus kritis, hasil tahap pemisahan warna paling baik dinilai dengan alat bukti yang sangat sesuai dengan gloss dari produk cetak akhir permukaan. Untuk proses dengan finishing off-press, untuk memudahkan pencocokan gambar produksi dengan
gambar bukti pada tahap persiapan, ini adalah rencana yang baik untuk memberi operator tekan dua cetakan bukti: cetakan bukti yang sesuai dengan gloss. substrat c etak produksi yang belum selesai dan cetakan bukti yang sangat sesuai dengan gloss dari produk cetak akhir permukaan akhir.
4.3.2.3 Warna set tinta
Untuk lima jenis kertas yang didefinisikan dalam 4.3.2.1, koordinat warna CIELAB dari padatan warna proses pada baterainya harus sesuai dengan nilai tujuan yang ditentukan pada
Tabel 2, dengan toleransi deviasi yang ditentukan pada Tabel 3. Koordinat warna kedua - cat bekas dan cetakan tiga warna, keduanya tanpa tinta hitam, harus sesuai dengan Tabel 2.
Padatan warna primer dari cetakan digital-proof harus sesuai dengan Tabel 2 dalam satu setengah toleransi deviasi yang ditentukan pada Tabel 3.
Penyimpangan proses-padatan warna dari cetakan OK dari produksi berjalan dibatasi oleh kondisi bahwa perbedaan warna antara cetakan proof dan OK tidak boleh melebihi toleransi penyimpangan yang ditentukan pada Tabel 3. Jika tidak ada bukti yang sesuai, warna nilai
Tabel 2 harus memberikan tujuannya.
Variabilitas proses-padatan warna dalam produksi dibatasi oleh kondisi berikut. Untuk setidaknya 68% cetakan, perbedaan warna antara salinan produksi dan cetakan OK tidak boleh melebihi, dan sebaiknya tidak melebihi satu setengah dari, toleransi variasi yang sesuai
yang ditentukan dalam Tabel 3.
CATATAN 1 Kesesuaian dengan nilai CIELAB yang diberikan pada Tabel 2 biasanya memerlukan penggunaan seperangkat tinta yang sesuai dengan ISO 2846-1 [1] dan urutan pencetakan cyan, magenta, kuning.
CATATAN 2 Distribusi nilai ΔEa * b tidak bersifat gaussian namun condong. Untuk alasan konsistensi, toleransi variasi didefinisikan di sini sebagai batas atas untuk 68% salinan
produksi. Ini sama dengan distribusi gaussian dimana 68% berada dalam nilai plus atau minus satu standar deviasi rata-rata.
CATATAN 3 Perbandingan nilai pada Tabel 2 untuk dukungan warna hitam dan putih (dalam tanda kurung) menunjukkan bahwa koordinat warna * dan b * sebagian besar tetap sama. Namun, nilai L * antara 2 dan 3 lebih tinggi, tergantung pada opacity kertas.
CATATAN 4 Nilai densitas bisa sangat berharga untuk pengendalian proses selama pencetakan, dimana instrumen, tinta dan media cetak tetap sama; lihat ISO 13656 [3]. Namun, dalam situasi umum, nilai kerapatan tidak menentukan warna pada tingkat yang
diinginkan. Oleh karena itu, untuk tujuan bagian I SO 12647 ini, nilai kerapatan refleksi hanya direkomendasikan untuk penentuan nilai nada. Setelah ISO 13656 [3], operator pers produksi
pertama-tama mencapai warna padatan yang benar pada pers, lalu membaca kerapatan dengan instrumen dari cetakan OK. Kepadatan kemudian digunakan sebagai nilai tujuan untuk pengendalian proses selama proses produksi.
CATATAN 5 Jika cetakan akhir mengalami finishing permukaan, warna akhir mungkin menyimpang lumayan dari hasil cetakan yang belum selesai. Lihat juga Catatan 2 dari Tabel 1 dan Catatan 2 di 4.3.2.2.
CATATAN 6 Warna sekunder merah, hijau, biru bergantung pada kondisi yang mencakup urutan pencetakan, sifat rheologi dan transparansi tinta, mekanisme pers dan karakteristik permukaan media cetak. Jadi, kesesuaian dari primadona C, M, Y ke Tabel 2 tidak cukup
untuk kesesuaian warna sekunder dengan Tabel 2.
CATATAN 7 Toleransi untuk warna khusus (spot) dan untuk pencetakan paket harus lebih rendah dari pada yang diberikan pada Tabel 3, terutama untuk perbedaan warna yang
a. jenis Kertas menurut 4.3.2.1.
b. Nilai tanpa tanda kurung adalah pengukuran sesuai dengan ISO 12647-1: D50 iluminan, pengamat 2 °, geometri 0/45 atau 45/0, dukungan hitam. Nilai dalam kurung berkaitan
dengan pengukuran pada dukungan putih yang ditentukan oleh CGATS.5 [5] dan hanya informatif saja.
c. Warna berasal dari ISO 2846-1 [1] dengan metode yang diberikan dalam Lampiran A yang informatif dari bagian ISO 12647 ini.
4.3.2.4 Gloss set tinta
Kilauan warna nada padat bisa ditentukan jika dianggap perlu.
Kumparan specular dari substrat cetak atau set tinta area cetak tunggal dicetak harus diukur dengan kejadian ringan pada suhu 75 ° (15 ° dari bidang substrat cetak) dan diukur pada 75 °. Instrumen yang digunakan harus sesuai dengan ISO 8254-1. Laporkan nilai dalam persen, dengan mengutip "ISO 8254-1: 2003" sebagai metodenya.
4.3.3 Batas reproduksi nada-nada
Pola titik setengah nada dalam batas nilai nada berikut (pada film atau file data digital) harus dipindahkan ke cetakan dengan cara yang konsisten dan seragam:
a) keputusan layar antara 40 cm-1 dan 70 cm-1: 3% sampai 97%;
b) keputusan layar 80 cm-1 atau pencetakan bukti untuk proses gravure setengah nada: 5% sampai 95%.
Tidak ada bagian gambar yang signifikan yang bergantung pada nilai nada di luar batas nilai reproduksi nada di atas.
4.3.4 Toleransi untuk penentuan posisi gambar
Penyimpangan maksimum antara pusat gambar dari dua warna cetak tidak boleh lebih besar dari 0,08 mm untuk penekanan format menengah dan kertas cetak dengan massa per area lebih besar dari 65 g / m2, dan 0,12 mm untuk kondisi lainnya.
4.3.5 Tone-value meningkat 4.3.5.1 Nilai tujuan
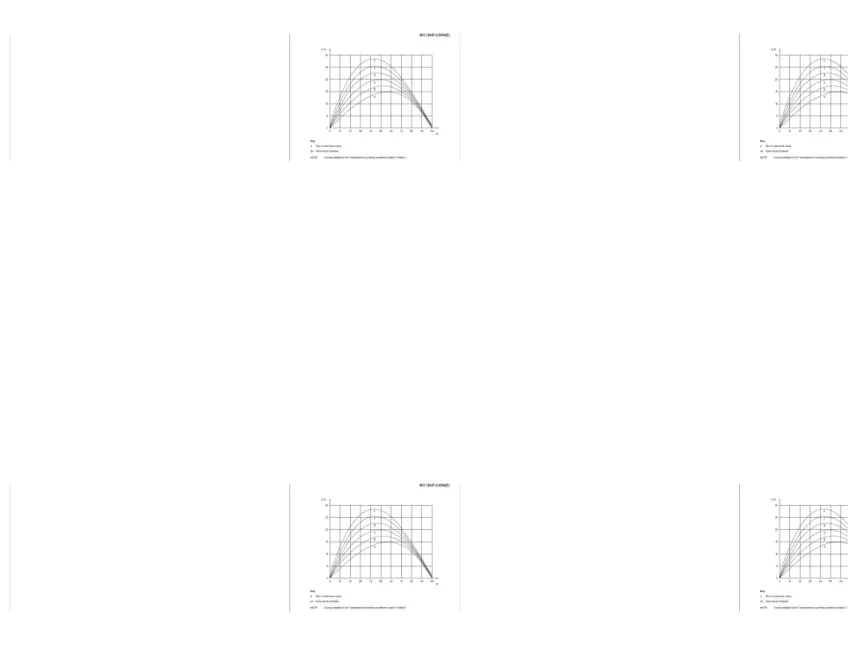
Peningkatan nilai nada untuk pencetakan dan pemeriksaan harus sesuai dengan Tabel 4; lihat juga Gambar 2. Untuk pencetakan formulir secara terus menerus, kenaikan nada-nada dalam
nada bayangan 75% harus 3% lebih besar dari kurva yang ditunjukkan pada Gambar 2. CATATAN 1 Dalam prakteknya, kenaikan nilai nada tinta hitam ditemukan sama atau sampai 3% lebih tinggi pada nada tengah daripada tinta warna utama berwarna karena tinta hitam biasanya dicetak pada unit tekan pertama dan Sering kali, terutama pada offset sheet-fed, pada ketebalan film tinta yang lebih besar.
CATATAN 2 Jika konversi nilai nada meningkatkan data dari satu keputusan layar ke yang lain yang diinginkan, lihat Lampiran 14 informatif. Dalam diagram pada Gambar B.1 dan B.2, nilai-nilai yang sesuai dengan pencetakan offset dan patch kontrol 40% atau Nilai nada 80% (file data film atau digital) dapat diidentifikasi. Konversi untuk pemeriksaan off-press seringkali memerlukan set kurva yang berbeda.
CATATAN 3 Nilai yang diberikan pada Tabel 4 mengacu pada pengukuran densitometrik pada strip kontrol dengan titik setengah nada melingkar, dengan respons Status ISO E,
dengan polarisasi, dengan menggunakan metode yang ditentukan dalam Kla usul 5; lihat juga ISO 14981: 2000 [2]. Untuk densitometer tanpa polarisa si dan dengan respon Status T ISO, kenaikan nilai nada untuk cyan, magenta, dan hitam kira-kira sama dengan yang ditunjukkan pada Tabel 4; Namun kenaikan untuk kuning kurang 2%.
a jenis Kertas seperti yang didefinisikan pada 4.3.2.1. b Hitam mungkin sama atau naik sampai 3% lebih tinggi
c Dengan komputer-ke-piring, pilihan kategori nilai nada tidak tergantung pada jenis pelat tetapi harus, untuk alasan kompatibilitas, mengikuti praktik industri warisan yang mungkin bertindak positif untuk beberapa wilayah geografis dan tindakan negatif untuk orang lain.
Gambar 2 - Kurva kenaikan nilai-nada untuk kondisi pencetakan yang didefinisikan pada Tabel 4
4.3.5.2 Toleransi dan mid tone menyebar
Penyimpangan kenaikan nilai nada tengah dari bukti atau cetakan OK dari nilai yang ditentukan tidak boleh melebihi toleransi penyimpangan yang ditentukan pada Tabel 5. Untuk pencetakan produksi, nilai mid-tone rata-rata harus berada dalam 4% dari nilai tujuan yang ditentukan. Standar deviasi standar dari nilai nada tidak boleh melebihi, dan tidak boleh melebihi satu setengah dari, toleransi variasi yang ditentukan dalam Tabel 5.
Penyebaran nada tengah (variasi nilai nada antara warna kromatik) dari bukti dan pencetakan produksi tidak boleh melebihi nilai yang tercantum pada Tabel 5.
CATATAN 1 Harus diakui bahwa dalam kasus terburuk, toleransi ini menghasilkan perbedaan antara bukti dan cetak OK 7% pada nada tengah.
CATATAN 2 Nilai pada Tabel 5 mengacu pada pengukuran dengan densitometer atau colorimeter dan untuk mengendalikan strip dengan resolusi layar 50 cm-1 sampai 70 cm-1. CATATAN 3 Toleransi persentase dihitung dengan mengurangkan nilai sasaran dari nilai yang terukur. 5 Metode uji - Nilai nada dan peningkatan nilai nada cetak
Lihat ISO 12647-1: 2004, 5.3, dan catat persyaratan tambahan berikut ini.
a) Strip kontrol harus dicetak beserta subjeknya; Keputusan la yarnya harus dipilih dari jarak 52 cm-1 sampai 70 cm-1.
b) Bentuk titik setengah nada harus melingkar.
c) Jika film digunakan untuk strip kontrol, kerapatan intinya harus tidak kurang dari 3,0 di atas kerapatan film bening (dasar film dan kabut) dan lebar pinggiran tidak melebihi 2 μm. CATATAN 1 Layar setengah nada dengan titik elips dengan titik kontak pertama sekitar 40% nilai nada akan menunjukkan nilai nada yang sekitar 1,5% lebih tinggi daripada yang diukur dengan titik setengah-lingkaran melingkar.
CATATAN 2 Lihat catatan 2 dan 3 dari 4.3.5.1.
6 Melaporkan kondisi pencetakan
Referensi untuk kondisi pencetakan seperti yang ditentukan dalam Tabel 1, 2 dan 4 dari bagian ISO 12647 ini untuk keperluan pengelolaan warna, seperti dalam tabel karakterisasi pengelolaan warna atau profil pengelolaan warna berdasarkannya, harus dibuat dalam bentuk berikut:
"Mencetak menurut ISO 12647-2, <deskripsi proses>, <mode pembuatan platinum>, <jenis substrat cetak>, <layar yang memerintah dalam sentimeter timbal balik>".
menggunakan pilihan berikut:
<deskripsi proses>: "pencetakan bentuk empat warna terus menerus", atau "web setpanas dan pencetakan komersial / khusus" atau formulir pendek opsional "OFCOF" atau "OFCOM";
<mode platemaking>: "aksi positif" atau "tindakan negatif" atau bentuk pendekopsional "PO" atau "NE";
<jenis media cetak>: "jenis kertas 1" ke "jenis kertas 5", atau bentuk pendek opsional"P1" ke "P5";
<aturan layar dalam sentimeter sentimeter>: 52 cm-1, 60 cm-1 dan 70 cm-1, ataubentuk pendek opsional "F52", "F60" dan "F70".
CONTOH 1 "Mencetak sesuai ISO 12647-2, web set panas dan pencetakan komersial / khusus, pelat kerja negatif, jenis kertas 3, peraturan layar 52 cm-1".
CONTOH 2 OFCOM_NE_P3_F52.
Lampiran A
(informatif)
Metode untuk menetapkan warna tinta standar pada jenis kertas
A.1 UmumDalam pencetakan praktis, diamati bahwa ketebalan film tinta yang biasa digunakan pada berbagai substrat cetak tidak sama. Meskipun nilai yang lebih rendah biasanya menunjukkan
intensitas warna kurang dari nilai yang lebih tinggi, lebih banyak tinta yang benar-benar digunakan untuk nilai yang lebih rendah. Dengan demikian, operator pers sebagian mengkompensasi efektivitas optik redup dari pewarna tinta dari nilai yang lebih rendah karena distribusi dan kehilangan volume yang tidak merata.
Telah diamati dalam pengujian ekstensif bahwa intensitas warna yang digunakan dalam
pencetakan praktis untuk kombinasi tinta dan kertas tertentu disimulasikan sangat erat dengan menyajikan kertas dengan ketebalan film tinta yang sama pada seli mut yang menghasilkan warna yang ditentukan dalam ISO 2846-1. [1] pada kertas referensi juga dise butkan di dalamnya. Dengan kondisi ini, kertas kelas rendah, yang cenderung lebih kasar dan lebih menyerap tinta, mengambil lebih banyak tinta dari selimut daripada nilai yang lebih tinggi yang lebih halus dan memiliki lapisan berkualitas tinggi. Dua metode berikut masing-masing memberikan kondisi pencetakan dimana kertas disajikan dengan ketebalan film tinta yang sama pada selimut, memberikan hasil yang sesuai dengan baik. Untuk nilai kertas matte dilapisi dengan baik, jika permukaan pelapisnya kasar, metode ini cenderung memberi
pewarnaan tinggi yang tidak realistis. Oleh karena itu, hasil tes pewarnaan untuk kertas berlapis gloss juga berguna untuk kertas berlapis matte setara.
A.2 Printability tester
Potong potongan setengah-setengah dari kertas referensi sesuai dengan ISO 2846-1 [1] dan jenis kertas praktis yang warna tintanya akan terbentuk. Ketebalan kertas yang terakhir harus
kira-kira sama dengan kertas referensi. Tape kedua strip kertas secara paralel pada tempat sampel atau sektor tester printability laboratorium. Dengan menggunakan form pencetakan yang tertutup selimut dan tinta proses yang sesuai dengan ISO 2846-1 [1], buatlah cetakan uji dengan mengikuti prosedur uji cetak yang ditentukan dalam ISO 2846-1 [1]. Jumlah tinta yang ditransfer kemudian disesuaikan sedemikian rupa sehingga pencetakan, bila tinta kering, menghasilkan warna tinta pada kertas referensi yang sesuai dengan ISO 2846-1 [1]. Bila warna tinta pada kertas referensi dianggap benar, warna tinta pada jenis kertas praktis yang dicetak pada saat bersamaan kemudian diukur di beberapa titik. Rata -rata adalah warna tinta yang disarankan untuk kertas itu. Alih-alih mencetak sampel kertas secara berdampingan, dimungkinkan juga untuk menempelkan satu atau dua lembar kertas lainnya ke strip kertas referensi dan untuk mencetaknya. Sekali lagi, kriteria adalah warna yang benar pada kertas referensi. Dengan cara yang sama, sidik jari dua dan tiga warna dibuat. Namun harus diingat, bahwa cetakan berlebih pada mode pencetakan basah-basah yang dijelaskan di A.3 mendekati
kondisi praktis.
A.3 Sheet offset offset
Tumpukan kertas referensi yang sesuai dengan ISO 2846-1 [1] disiapkan untuk dicetak pada selembar kertas dengan mengelas satu lembar kertas jenis kertas yang ditandai dengan baik pada selang waktu sekitar 100 lembar. Ketebalan jenis kertas dipilih kira-kira sama. Pers
dilengkapi dengan tinta proses yang sesuai dengan ISO 2846 1 [1]. Saat start-up, tingkat tinta pada kertas referensi dikontrol sedemikian rupa sehingga nilai CIELAB dari nada padat cyan,
magenta, kuning, dan hitam sesuai dengan ISO 2846-1 [1] dalam keadaan kering. Jika perlu, efek dry-back harus dibuat sebelum press run. Saat mencetak sisa tumpukan, tingkat tinta diperiksa secara teratur di kertas referensi dan tetap konstan di sana. Setelah pengeringan, lembaran yang dimasukkan dari jenis kertas lainnya dipulihkan dari tumpukan; mereka menunjukkan warna tinta yang akan dibuat. Jika forme uji multicolour digunakan untuk warna run, primary dan overprint diakses pada waktu yang bersamaan
Pada lembar makan, kertas referensi dan lembaran kertas yang dimasukkan disajikan dengan ketebalan film tinta yang sama pada selimut. Lembar yang disisipkan mengganggu aliran tinta selama pencetakan berikutnya, karena tergantung pada kekasarannya, mereka mel epas lebih sedikit tinta dari selimut. Namun, aliran tinta dengan cepat kembali ke keadaan
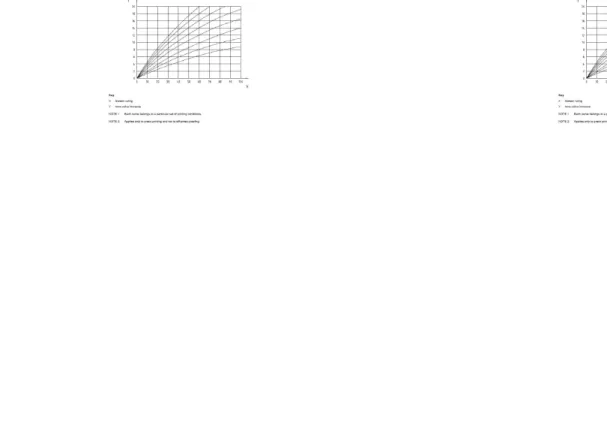
Kunci
X Screen memerintah Y nada-nilai meningkat
CATATAN 1 Setiap kurva termasuk dalam seperangkat kondisi pencetakan tertentu.
CATATAN 2 Berlaku hanya untuk mencetak cetak dan bukan untuk pemeriksaan off-press. Gambar B.2 - Ketergantungan kenaikan nilai nada cetak tekan pada keputusan layar untuk nilai nada 80% pada film atau dalam file data digital
Petunjuk penggunaan: Keluarga grafik yang diperoleh secara eksperimental pada Gambar B.1 dan B.2 digunakan untuk mengubah peningkatan nilai nada tertentu yang ditemukan dengan layar berkala frekuensi layar F1 ke layar bentuk titik setengah nada yang sama namun dengan frekuensi layar F2. Perhatikan bahwa Angka B.1 dan B.2 hanya berlaku untuk pencetakan pers dan bukan untuk pemeriksaan off-press.
CONTOH 1 Peningkatan nada nada dari layar elips cukup dengan keputusan layar 60 cm-1 diukur 12% dengan warna mid-tone 40%. Peningkatan nilai nada apa yang akan ditemukan dengan program skrining komputer yang sama jika frekuensi layar diatur ke 100 cm-1? Kami melihat ke atas "60" pada sumbu horizontal Gambar B.1, dilanjutkan secara vertikal ke
secara horisontal ke skala kiri, kita membaca nilai nada yang dihasilkan meningkat sebagai "16%".
CONTOH 2 Peningkatan nilai nada dari layar titik melingkar dengan 70 cm-1 diukur sebesar 12% dalam warna bayangan 80%. Berapakah nilai nada untuk layar elips dengan layar 52 cm-1? Kami melihat ke atas "70" pada sumbu horisontal Gambar B.2, dilanjutkan secara vertikal hingga 12%, yang berada di tengah antara dua kurva. Kita mengikuti garis grafik ke kiri sampai kita persis di atas 52 cm-1. Jika titik tengah jalan di antara kurva ditarik lagi, hasilnya hanya di bawah 10%. Jika fakta bahwa layar elips cukup memiliki kenaikan nilai nada sedikit lebih tinggi daripada layar titik melingkar, hasil akhirnya dinilai 10% atau sedikit di atas.
Lampiran C
(informatif)
Keseimbangan abu-abu
Spesifikasi kondisi keseimbangan abu-abu berlebihan jika nilai tujuan untuk peningkatan nilai nada dan pewarnaan padatan ditentukan. Dengan bantuan profil pengelolaan warna yang didasarkan pada kondisi pencetakan dan tabel karakterisasi sesuai dengan ISO 12642: 1996, kondisi keseimbangan abu-abu dapat diakses. Kondisi keseimbangan abu-abu tunggal
biasanya tidak cukup untuk memastikan warna achromatic untuk semua substrat cetak dan tinta cetak yang digunakan untuk kondisi pencetakan tertentu. Selain itu, biasanya tergantung pada komposisi hitam tertentu yang digunakan.
Keseimbangan keseimbangan abu-abu yang tersusun dari campuran CMY yang sesuai berguna untuk memeriksa dengan cepat apakah nilai nada CMY telah berubah, katakanlah,
dari satu cetakan produksi ke cetakan lain atau dari satu cetakan bukti ke cetakan berikutnya. Untuk tujuan ini, kombinasi nilai nada CMY pada Tabel C.1 berguna, karena seringkali menghasilkan warna yang hampir netral. Data ini berlaku untuk data digital atau film.
Ada dua definisi praktis untuk abu-abu yang terkadang dalam konflik:
a) warna yang memiliki nilai CIELAB * dan b * yang sama seperti substrat cetak;
b) warna yang memiliki nilai * dan b * CIELAB yang sama dengan warna setengah nada dari nilai L * yang sama dengan tinta hitam.
Definisi yang terakhir sangat berguna pada mid-tone dan ke atas, sedangkan yang pertama paling baik diterapkan untuk menyoroti nada.