NASKAH PUBLIKASI ILMIAH
ANALISA PENYUSUTAN DANAREA MACHINING PADA PROSES CASTING UNTUK POLA DIES (PATTERN) FENDER MINI TRUCK
ESEMKA SANG SURYA
Disusun Sebagai Syarat Menyelesaikan Program Studi Strata Satu Jurusan Teknik Mesin Fakultas Teknik
Universitas Muhammadiyah Surakarta
Disusun oleh: KHOIRUDIN YUNIANTO
D200070003
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
1
ANALISA PENYUSUTAN DANAREA MACHINING PADA PROSES CASTING UNTUK POLA DIES (PATTERN) FENDER MINI TRUCK
ESEMKA SANG SURYA
Khoirudin Yunianto, Bambang Waluyo Febriantoko, Bibit sugito Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Surakarta
Jl. A.Yani Tromol Pos l Pabelan, Kartasura Email : [email protected]
ABSTRAKSI
Tujuan dari penelitian ini adalah menganalisa dan menghitung penambahan ukuranpada pembuatan pola dies sebagai pembantu proses pembuatan komponen pada mobil mini truck esemka sang surya. Salah satunya pada pembuatan fender. Dengan menggunakan proses ini membantu dalam kemudahan pembuatan komponen dan peningkatan hasil produksi dalam jumlah banyak.
Pembuatan pola ini dikerjakan dengan cara membuat gambar kerja terlebih dahulu dengan bantuan komputer, yaitu dengan autocad sebagai aplikasinya, kemudian pola dibuat dengan cara manual sesuai dengan gambar kerja yang telah ditentukan ukurannya.Material y ang digunakan berupa styrofoam.
Hasildananalisadaripenelitianinimendapatkanhasil –
hasilsebagaiberikut:
untukmengatasipenyusutanukuranbendacoranmakaperlupenambahanukur anpadapola dies sebesar 0,0 16 mm untukbaja cor sedangdan 0,025 mm
untukbajacortebaldariukuransebenarnya, dan penambahan ukuran untuk proses permesinan atau machining yaitu sebesar 4,3 mm untukbaja cor
sedang dan12 mm untukbaja cor besardariukuransebenarnya . Kata kunci : Pola, Penyusutan, Area Machining
3 PENDAHULUAN
Latar Belakang
Seiring berkembangnya sumber daya manusia (SDM) terutama pada bidang manufaktur, telah dikembangkan pembuatan mobil nasional (mobnas) diantaranya mobil nasional (mobnas) esemka sang surya. Seperti diketahui sebuah mobil terdiri lebih dari 1000 komponen. Ko mponen vital yang bertugas menopang dan memperkuat serta membentuk kendaraan (body) merupakan komponen yang terdiri dari susunan panel – panel yang terbuat dari plat dengan ketebalan tertentu. Komponen – komponen ini diproses dalam sebuah alat cetek (dies) dengan bantuan mesin pres sebagai pemberi tekanan. Terutama dalam pembuatan fender pada mobil
esemka sang surya, Dengan
menggunakan peralatan ini membantu dalam kemudahan pembuatan komponen dan peningkatan hasil produksi dalam jumlah banyak.
Proses pembuatan dies
memiliki alur yang panjang. Dari alur pendesainan, pembuatan pola (pattern), pengecoran (casting ), hingga akhirnya di rakit (assembly), dan uji coba (tryout). Didalam pembuatan pola terdapat dua macam cara pembuatan pola (pettern) dies.
Metode manual adalah metode pembuatan pola (pattern)
dies dengan menyusun bagian –
perbagian kontruksi pola dari potongan styrofoam dengan cara di lem berdasarkan gambar.
Batasan Masalah
Pembatasan masalah yang akan dipaparkan dalam tugas akhir ini mengambil kasus perancangan pembuatan pola (pattern) dies
fender dengan menggunakan bahan
styrofoam dengan density /
kekerasan 50, pembuatan pola (pattern) dengan cara manual. Dengan harapan dari pembahasan ini dapat digunakan sebagai acuan untuk pembuatan pola (pattern ) dies. Tujuan Penelitian
Maksud dan tujuan yang ingin dicapai dari perancangan dan pambuatan pola (pattern) dies adalah :
a. Untuk mengetahui nilai penambahan penyusutan pada proses pengecoran. b. Untuk menentukan nilai
penambahan area machining dalam proses permesinan Manfaat Penelitian
Manfaat bagi penulis dalam penelitian ini adalah : a. Mendapatkan ilmu
pengetahuan baru tentang pembuatan pola(pattern). b. Sebagai dasar pemahaman
kontruksi dies secara umum melalui desain yang tepat dan pengalaman kenyataan di lapangan.
c. Mampu membuat pola ataau pattern dengan menggunakan styrofoam berdasarkan panduan dan teoritis.
4 Tinjauan Pustaka
Menurut surdia (2000), telah dikatakan bahwa ketika pengocoran logam pertama kali ditemukan di Mesopotamia, logam cair dituang ke dalam pasir, kemudian seperti halnya cara baru, dicari akal untuk menuang logam cair ke dalam rongga yang dibuat dalam batu. Bahan batu tersebut adalah pasir, batu gamping, atau serpentin yang mudah diolah, kadang-kadang dipergunakan juga tanah liat untuk menguatkankan. Selain dari pada cara mengukir batu atau membuat cetakan dari tanah, dikembangkan juga cara-cara membuat cetakan dengan pola. Pola ditutup oleh campuran tanah pasir dan tanah liat yang kemudian dipanaskan agar pola mencair dan terbuat maka membentuk rongga cetakan cara tersebut merupakan dasar dari pengecoran.
Pengecoran logam merupakan salah satu proses pembentukan logam dengan menggunakan cetakan yang kemudian diisi dengan logam cair. Pada proses pengecoran logam bahan baku dicairkan dengan cara memenaskannya hingga mencapai titik lebur, kemudian cairan logam ini di tuangkan kedalam rongga cetakan yang telah disediakan sebelumnya. Logam cair dibekukan dengan cara membiarkannya didalam
rongga cetakan selama beberapa lama. Setelah benda cair membeku seluruhnya maka cetakan dapat di bongkar.
Dasar Teori
Pengertian Pengecoran
Proses pengecoran pada dasarnya ia lah penuangan logam cair kedalam cetakan yang telah terlebih dahulu dibuat pola,hingga logam cair gersebut membaku dan dipindahkan dari cetakan. Jenis – jenis pengecoran :
a. Sand casting yaitu jenis pengecoran dengan menggumakan cetakan pasir. Jenis pengecoran ini paling banyak dipakai karena biayanya murah dan menghasilkan benda coran berkapasitas berton – ton. b. Centrifugal cesting yaitu jenis
pengecoran dimana cetakan diputar bersamaan dengan penuangan logam cair kedalam cetakan. Dengan tujuan agar logam cair tersebut terdorong oleh gaya sentrifugal akibat berputarnya cetakan.
c. Die cesting yaitu jenis pengecaran yang cetakannya terbuat dari logam.sehingga cetakannya dapat digunakan berulang – ulang.
d. Investment cesting yaitu jenis pengecoran yang polanya terbuat dari lilin dan cetakannya terbuat dari keramik.
5 Pengecoran Dengan Pola Busa ( Lost Foam Casting )
Varian menarik pengecoran pasir memanfaatkan cetakan sekali pakai dengan pola sekali pakai yang terbuat dari busa polystyrene. Proses ini menggunakan cetakan pasir yang dikemas di sekitar pola busa polystyrene yang menguap ketika logam cair dituangkan ke dalam cetakan. Proses dan variasi itu dikenal dengan nama lain, proses hilang busa, proses pola hilang, proses busa evaporasi. Bentuk yang sangat kompleks dapat dibuat dan pengalir serta lain-lain dapat ditempatkan dengan leburan panas atau semen karet. Proses ini memberikan keleluasaan kebebasan bentuk tanpa bentukan jalan bebas karena pola akan tertinggal di dalam cetakan dan selanjutnya akan menguap dan terbakar selama pengecoran.
Pengertian Pola
Pola adalah sebuah bentuk dan ukuran benda yang menyerupai dengan bentuk asli benda yang dikehendaki, dimana pola ini yang nantinyaakan dibentuk pada cetakan pasir.Pola yang dipergunakan untuk pembuatan cetakan benda coran, dapat digolongkan menjadi pola logam dan pola kayu ( termasuk pola plastik).
Bahan dari pola logam bisa bermacam -macam
sesuai dengan penggunaannya. Sebagai contoh, logam tahan panas seperti : besi cor, baja cor daan paduan tembaga adalah cocok untuk pola pada pembuatan cetakan kulit, sedangkan paduan ringan, adalah mudah diolah dan dipilih untuk pola yangdipergunakan dalam masa produksi di mana pembuatan cetakan dilakukan dengan tangan. Macam Pola
Pola mempunyai berbagai macam bentuk. Pada pemilihan macam pola harus diperhatikan produktivitas, kualitas coran dan harga pola.
a. Pola pejal
Pola pejal yaitu pola yang biasa dipakai, dimana bentuknya hampir serupa dengan bentuk coran. Pola pejal terdiri dari :
1) Pola tunggal.
Bentuknya serupa dengan corannya, disamping itu kecuali tambahan penyusutan, tambahan penyelesaian mesin dan kemiringan pola, kadang-kadang dibuat juga menjadi satu dengan telapak inti.
6 Gambar 1. Pola tunggal
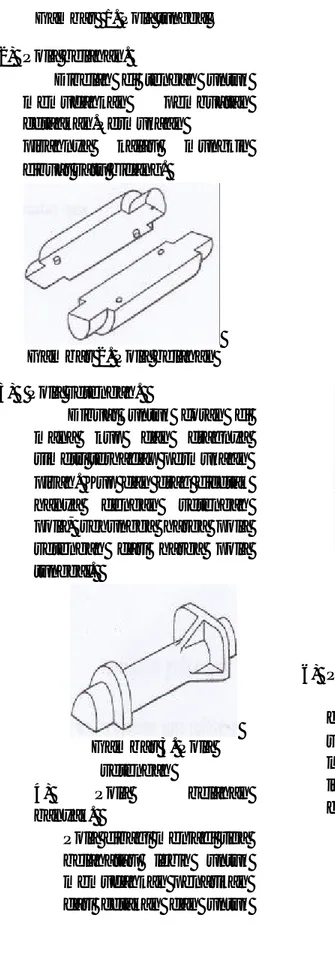
2) Pola belahan.
Dibelah di tengah untuk memudahkan pembuatan cetaakan.Permukaan
pisahnya kalau mungkin dibuat satu bidang.
Gambar 2. Pola belahan 3) Pola setengah.
Dibuat untuk coran di mana kup dan dragnya simetri terhadap permukaan pisah. Kup dan drag dicetak hanya dengan setengah pola, sehungga harga pola setengah dari harga pola tunggal.
Gambar 3. Pola setengah
4) Pola belahan banyak.
Pola dibagi menjadi tiga belahatau lebih untuk memudahkan penarikan dari cetakan dan untuk
penyerderhanaan pemasangan inti.
Gambar4. pola plat banyak 5) Pola penarikan terpisah.
Pola ini dipakai untuk pola berukuran besar atau untuk cetakan jenis mengeras sendiri.
Gambar 5. Pola penarikan terpisah
6) Pola penarikan sebagian. Pada pengambilan pola dari cetakan, apabila sebagian dari pola tidak mungkin ditarik, maka bagian itu harus dipisahkan terlebih dahulu.
7 Gambar 6. Pola penarian
sebagian
b. Pola pelat pasangan.
Merupakan pelat dimana pada kedua belahnya ditempelkan pola sedemikian juga saluran turun,pengalir, saluran masuk, dan penambah, biasanya dibuat dari logam atau plastik.
Gambar 7. Pola plat pasang
c. Pola pelat kup dan drag. Pola dilekatkan pada dua pelat demikian juga saluran, turun mengakir, saluran masuk, dan penambah.Pelat tersebut ialah pelat kup dan pelat drag. Kedua pelat dijamin oleh pena agar bagian atas dab bawah dari coran menjadi cocok.
Gambar 8. Pola plat kup dan drag
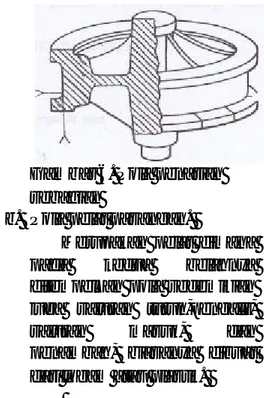
d. Pola cetakan sapuan. Dibentuk dari coran silinder atau bentuk benda putar. Pembuatan cetakan dilakukan dengan memutar penggeret di sekeliling pemutar.
Gambar 9. Pola cetakan sapuan
e. Pola penggeret dengan penuntun.
Dipergunakan untuk pipa lurus atau pipa lengkung yang penampangnya berubah.
8 Gambar 10. pola penggeret dengan penuntun
Perencanaan Pola
Pola menentukan dari hasil coran,oleh karena itu duperlukan dasar – dasar pengetahuan tentang perancangan. Sebelum kita membuat pola terlebih dahulu memerlukan gambar rancangan.Dalam perencaan pola untuk pengecoran harus mempertimbangkan banyak faktor. Faktor-faktor tersebut sebagai berikut :
Daftar 1. Tambahan penyusutan yang disarankan
Tambahan
penyusutan Bahan
8/1.000 Besi cor, baja cor tipis 9/1.000 Besi cor, baja cor tipis yang
banyak menyusut
10/1.000 Sama dengan atas dan aluminium
12/1.000 Paduan aluminium, brons, baja cor (tebal 5-7 mm)
14/1.000 Kuningan kekuatan tinggi, baja cor
16/1.000 Baja cor (tebal lebih dari 10 mm)
20/1.000 Coran baja yang besar 25/1.000 Coran baja besar dan tebal
Dari tabel diatas dapat di asumsikan kedalam rumus :
?L = L + 25/1000 ?L = L + 16/1000 Dimana : ?L= besarnya penyusutan L= ukuran sebenarnya a. Kelebihan untuk pemesinan Dalam gambar teknik selalu dicantumkan tanda tanda pada semua permukaan yang dikerjakan lanjut (machining) terlebih-lebih pada produk yang proses pengerjaan mulanya adalah pengecoran. Dari gambar ini pembuatan model akan mengetahui wujud akhir (dari gambar teknik) dari produk model yang akandibuatnya, hingga dapat menambahkan berapa besar tambahan (kelebihan) yang harus diberikan untuk proses lanjut.
Dari tabel diatas dapat di asumsikan kedalam rumus : Area machining = ?L + 4,3 mm Dimana :
?L = Besarnya penyusutan 4,3mm = tambahan ukuran untuk baja sedang
12mm = untuk baja tebal
Metodologi Penelitian
tidak
Ya
Y a
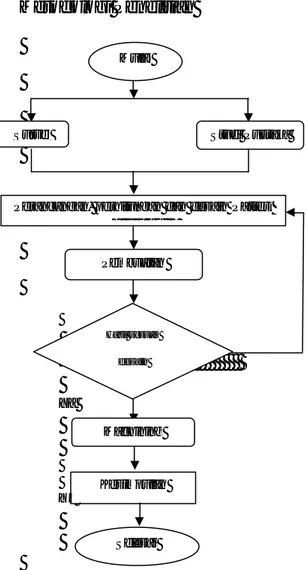
Gambar 11.FlowChart Metode Penelitian.
Keterangan dari flow chart di atas antara lain :
a. Metode studi pustaka dan Penulis mencari dasar-dasar yang dibuat sebagai referensi yang berhubungan dengan pembuatan pola atau pattren.
b. Metode survei lapangan atau observasi, penulis
Mulai
Survei Studi Pustaka
Perancangan, perhitungan dan desain Pattern atau pola Pembuatan Hasil sesuai desain Machining Kesimpulan Selesai
10 melakukan survei dengan mengamati dan memperoleh data-data objek secara langsung. c. Tahap perancangan,
yaitu desain pola atau pattren berdasarkan aspek-aspek standarisasi industri manufaktur. d. Tahap pembuatan dilakukan dengan proses manual,dilakukan rumah produksi di kaliwungu, kendal, jawa tengah. e. Tahap permesinan di
lakukan di PT Tossa Sakti kaliwugu,kendal, jawa tengah.
Alat dan Bahan Bahan
Bahan – bahan yang dipakai untuk membuat pola atau pettern fender mobil esemka sang surya antara lain:
a. Styrofoam
Styrofoam ini adalah bahan utama untuk pembuatan pola atau pettern fender untuk mobil esemka sang surya.
Gambar 12.Styrofoam b. Lem kayu
Lem kayu ini digunakan untuk menyatukan bagian – bagian styrofoam yang telah di ptong sehingga membentuk pola atau pettern fender esemka sang surya.
.Gambar 13.Lem Kayu c . Paku
Paku ini digunakan untuk mengencangkan bagian – bagian dari styrofoam yang sudah di lem dengan lem kayu.
11 Alat – Alat yang
Digunakan
Alat – Alat yang dipakai untuk membuat pola atau pettern fender mobil esemka sang surya antara lain:
a. Gergaji
Gergaji ini digunakan untuk memotong styrofoam. Gambar 15.Gergaji. b. Amplas Amplas ini digunakan untuk menghaluskan
styrofoam yang telah di potong menggunakan gergaji.
Gambar 16.Amplas. c. Pemotong Styrofoam
Alat ini digunakan untuk memotong styrofoam yang sulit untuk dipotong menggunakan gergaji.
Gambar17.Pemotong Styrofoam. Cara membuat pola 1. Persiapkan lembaran –
lembaran styrofoam. 2. Beri ukuran – ukuran
padastyrofoam sesuai dengan gambar kerja. 3. Potong styrofoam yang
sudah dikasih ukuran. 4. Gabungkan potongan –
potongan styrofoam dengan menggunakan lem kayu.
5. Beri paku pada gabungan – gabungan stryrofoam yang sudah di lem,supaya lebih kuat.
6. Selesai.
Machining / Permesinan Prose machining ini dilakukan di Pt tossa sakti jl. Raya semarang – kendal km 19 mangir,kaliwungu, kendal, jawa tengah 51372 menggunakan mesin frais.
12 Gambar 18. Machining
Hasil dan Pembahasan Perhitungan Penyusutan (Shrinkage)
Dari hasil pembuatan pettern fender mobil esemka sang surya diketahui bahwa setelah dingin terjadi penyusutan. Pengukuran penyusutan dilakukan untukmengetahui
prosentase perubahan dimensi bentuk produk. Pengukurandimensi
penyusutan meliputi pengukuran arah panjang lebar dan tinggi.
Perhitungan penambahan ukuran untuk penyusutan dan penambahan untuk area machining pada Upper Dies Fender.
Hasil perhitungan upper dies
Upper dies (mm) L ?L(mm) Penambahan untuk Machinin g (mm) Panjang 1 320 320,016 - Panjang 2 1460 1460,025 - lebar 1330 1330,025 - Tebal 289 289,216 - Area Machining 1224 1224,025 1236,025 Perhitungan penambahan ukuran untuk penyusutan dan penambahan untuk area machining pada lower Dies Fender.
Hasil perhitungan lower dies
Lower
Dies L (mm) ? L (mm) Penambahan untuk
Machining (mm) Panjang 1780 1780,025 - Lebar 1330 1330,025 - Tebal 420,9 420,916 - Area Machining 689 689,016 693,016
13 Perhitungan penambahan ukuran untuk penyusutan dan penambahan untuk area machining pada blank holder
Hasil perhitungan blank holder
Blank holder L (mm) ?L (mm) Penambahan untuk Machining (mm) Panjang 1 135 135,016 - Panjang 2 1510 1510,025 - Panjang 3 135 135,016 - Lebar 1 185 185,016 - Lebar 2 167,5 167,516 - Lebar 3 340 340,016 - Lebar 4 167,5 167,516 - Lebar 5 185 185,016 - Tebal 1 140 140,016 - Tebal 2 80 80,016 - Area Machining 1 178 178,016 182,46 Area Machining 2 178 178,016 182,46 Area Machining 3 202,8 202,816 207,116 Area Machining 4 158,6 158,866 163,116 Perhitungan penambahan ukuran untuk penyusutan dan penambahan untuk area machining pada Guide heel.
Hasilperhitungan guide heel
Guide heel (mm) L (mm) ?L Penambahan untuk Machining (mm) Panjang 355 355,016 359,316 Lebar 301 310,016 314,316 Tebal 135 135,016 139,316
Kesimpulan dan saran kesimpulan
Dari hasil analisa pengujian serta pembahasan maka dapat diambil kesimpulan sebagai berikut :
1. Untuk mengatasi penyusutan dalam proses pengecoran, maka dalam proses pembuatan pola dies fender esemka sang surya perlu menambahkan ukuran sebesar 25/100 mm untuk baja tebal dan 16/1000 mm untuk baja sedang dari ukuran sebenarnya.
14 2. Untuk proses machining /
permesinan perlu menambahkan ukuran pada pola dies fender esemka sang surya sebesar 12 mm untuk baja tebal dan 4,3 untuk baja sedang dari ukuran sebenarnya.
Saran
1. Dalam pembuatan pola harus benar – benar diperhatikan ketelitian dimensinya. Hal ini untuk menghindari kesalahan dimensi serta kemudahan perakitan.
2.Didalam pembuatan komponen pola hendaknya harus memperhatikan ketentuan – ketentuan yang standar dan berdasarkan data – data observasi dari lapangan maupun dari buku.
3. Trial harus tetap dilaksanakan untuk mengetahui kondisi kontruksi dan hasil produk yang dihasilkan sudah memenuhi permintaan.
15
DAFTAR PUSTAKA
Akbar Saiful, 2009, Tugas Akhir: Perancangan dan pembuatan rumah
pompa sentrifugal dengan kapasitas ?? ? ?/ jam air dengan proses pengecoran menggunakan cetakan pasir. Universitas Sumatra Utara,
Medan.
Black J T, 2013, Materials and processes in manufacturing. Wiley. Singapure.
http://ft.unsada.ac.id/wp-content/uploads/2008/04/bab2-proses pengecoran.pdf. Diakses 12 september 2013.
http://tm -lanjut.lab.gunadarma.ac.id/wp content/uploads/2011/07/modul-praktikum-pengecoran-logam.pdf.Diakses 19 september 2013.
http://xa.yimg.com/kq/groups/56882468/137280694/name/Pengecoran
Logam1.pdf. Diakses 17 september 2013.
Kalpakjian serope, 2003, Manufacturing processes for engineering
materials. Prentice Hall, U.S.A.
Leman Arianto, 2010, Tugas Akhir : Kontruksi coran dan perancangan
pola. Universitas Negeri Yogyakarta, yogyakarta.
Schey John A, 2011, Proses Manufactur. Andi, yogyakarta.
Surdia tata dan Kenji chijiiwa, 2000, Teknik Pengecoran Logam . PT Pratnya Paramita, Jakarta.