ANALISA TCOD DAN VFA PADA PENGOLAHAN
LIMBAH CAIR SUSU NON FAT SECARA ANAEROBIK
TERHADAP EFFLUENT DI WWTP SARIHUSADA
GENERASI MAHARDHIKA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh
gelar Sarjana Teknologi Pangan
Oleh: Riawati 15.I1.0104
PROGRAM STUDI TEKOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
iii
KATA PENGANTAR
Puji syukur kehadirat Allah SWT atas berkat anugerah-Nya sehingga laporan kerja praktek dengan judul “Analisa TCOD dan VFA pada pengolahan limbah cair non fat secara anaerobik terhadap effluent diWWTP Sarihusada Generasi Mahardhika”dapat diselesaikan tepat waktu. Selesainya laporan kerja praktek ini juga tak lepas dari dukungan, doa dan bimbingan banyak pihak yang diberikan kepada penulis. Penulis mengucapkan rasa terima kasih kepada:
1. Bapak Bondan Yuda Suratna selaku supervisor WWTP Sarihusada Genereasi Mahardhika Plant Klaten yang telah membimbing penulis dan selama melaksanakan kerja praktek.
2. Orang tua dan keluarga yang telah mendukung dan banyak membantu penulis dalam menyelesaikan kerja praktek.
3. Bapak Widardi, Bapak Sudrajat, BapakYatiman, Bapak Wahyu, Bapak Rochmat, Bapak Ari, Bapak Sukirno selaku operator di WWTP Sarihusada Plant Klaten yang telah membantu mengajari dan mendapatkan informasi yang saya butuhkan.
4. Teman-teman yang telah memberikan dukungan dan bantuan kepada penulis dalam menyelesaikan kerja praktek.
Masih banyak pihak yang telah membantu penulis dalam menyelesaikan kerja praktek yang tidak dapat disebutkan satu per satu. Penulis berharap laporan kerja praktek ini dapat disebutkan satu persatu. Penulis berharap laporan kerja praktek ini dapat bermanfaat dan memberikanpengetahuan kepada para pembaca dan pihak-pihak yang membutuhkan. Terimakasih.
Semarang,14 Mei 2018 Penulis,
iv
DAFTAR ISI
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... v
DAFTAR GAMBAR ... vi
DAFTAR LAMPIRAN ... vii
1. `PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan Kerja Praktik ... 2
2. PROFIL PERUSAHAAN ... 3
2.1. Sejarah Singkat PT Sarihusada Generasi ... 3
2.2. Visi dan Misi Perusahaan ... 5
2.3.Lokasi PT. Sarihusada Generasi Mahardhika ... 5
2.4. Logo dan Arti ... 7
2.5. Koperas Karyawan PT. Sarihusada Generasi Mahardhika... 7
2.6. Struktur Organisasi ... 10
2.7. Fasilitas Karyawan ... 12
2.8. Pemasaran ... 13
3. SPESIFIKASI PRODUK ... 14
4. PROSES PENGOOLAHAN LIMBAH CAIR WWTP (WASTE WATER TREATMENT PLANT) SARIHUSADA ... 16
4.1. Proses Pengolahan Limbah Cair ... 17
4.1.1. Influent Pit (T-100) ... 17
4.1.2. Tangki Buffer (T-200) ... ... 18
4.1.3. Tangki Reaksi (T-300) ... 18
4.1.4. Unit DAF (Dissolve Air Floatation) (T-400) ... 19
4.1.5. Transfer Pt (T-600) ... 20
4.1.6. Conditioning Tank (T-700) ... 20
4.1.7. Reaktor Biothane UASB (Upflow Anaerobic Sludge Blanket ... 21
4.1.8. Biomass Storage Tank (T-1900) ... 22
4.1.9. Aeration Tank (T-500) ... 22
v
4.1.11. Clean Water Tank (T-700) ... 23
4.1.12. Sistem Penanganan Biogas ... 24
4.1.13. Sistem Pananganan Vent Gas ... 24
4.1.14. Fasilitas Back-up Dosing NaOH ... 24
4.2. Indikator-Indikator Proses Anaerobik ... 25
4.3. Metode ... 27
4.3.1. Alat ... 27
4.3.2. Bahan ... 27
4.3.3. Prosedur Analisis ... 27
5. PEMBAHASAN ... 29
6. KESIMPULAN DAN SARAN ... 36
6.1. Kesimpulan ... 36
6.2. Saran ... 36
DAFTAR PUSTAKA ... 37
LAMPIRAN ... 39
vi
DAFTAR TABEL
Data Produk yang Dihasilkan di SGM Plant Kemudo, Klaten ... 14
Nilai TCOD DAF Effluentto UASB ... 31
Tabel Nilai TCOD Effluent UASB ... .... 32
Nilai VFA Effluent UASB ... 33
Baku Mutu Limbah WWTP Sarihusada ... 34
vii
DAFTAR GAMBAR
Susunan Organisasi Production Director ... 12
Influent Pit (T-100) ... 18
Alur Bagan Pengilahan Limbah WWTP Sarihusada... 16
Tangki Buffer (T-200) ... 18
Tangki Reaksi (T-300)... 19
Unit DAF (T-400) ... 20
Reaktor Biothane (UASB)... ... 21
Aeratioon Tank (T-500) ... 22
Clarifier (T-600)... ...23
Clean Water Tank (T-700)... 24
1
1. PENDAHULUAN 1.1 Latar Belakang
Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata membekali mahasiswanya dengan pengetahuan tentang pengolahan pangan, mulai dari proses pembuatan makanan itu sendiri sampai pada pengolahan limbah dari sisa pengolahan. Selama pembelajaran di kelas, mahasiswa diajarkan secara teori dan diberikan penjelasan melalui gambar dan video. Tentunya dengan cara teori, via gambar dan video mahasiswa akan merasa kurang faham tentang sistem kerja yang ada di dalam industri pangan. Sehingga mahasiswa dianjurkan untuk terjun langsung ke dalam industri pangan. Teori teori yang sudah diajarkan dalam kelas perlu diaplikasikan dan dikembangkan supaya mahasiswa lebih mampu untuk memahaminya, karena pada dunia kerja mendatang tidak akan cukup hanya dengan teori tanpa mampu mengaplikasikan ilmu yang didapat.
Kerja praktek tidak hanya menambah pengetahuan bagi mahasiswa tetapi juga bekal untuk bersaing dan bekal untuk menghadapi kesiapan di dunia kerja. PT. Sarihusada merupakan salah satu perusahaan industri susu di Indonesia dimana di perusahaan ini diproduksi susu secara besar-besaran karena sesuai visi misi perusahaan ini adalah memberikan nutrisi bagi anak bangsa. Dengan adanya produksi besar besaran dan sudah memiliki kualifikasi produk yang ketat. Kualifikasi-kualifikasi ini tidak menutup kemungkinan produk yang tidak memadai masuk dalam produknya, dan produk yang tidak mencapai kualifikasi akan dibuang sebagai limbah, selain fokus pada proses pengolahan, pabrik ini juga fokus terhadap limbah yang dihasilkan tidak akan sembarang dibuang ke badan sungai tanpa melalui proses treatment terlebih dahulu supaya tidak menimbulkan kerusakan lingkungan sekitar pabrik. Di PT Sarihusada Generasi Mahardhika (SH II) kemudo, klaten ini lah tujuan kami melaksanakan kerja praktik di bagian WWTP(Waste Water Treatment Plant) kami akan mempelajari
2
1.2 Tujuan Kerja Praktik
• Memenuhi mata kuliah kerja praktik yang merupakan salah satu syarat bagi mahasiswa untuk memperoleh gelar sarjana
• Untuk mengetahui proses pengolahan limbah cair
• Mampu menerapkan dan mengaplikasikan ilmu yang didapat di perkuliahan dengan mengetahui secara langsung kondisi nyata didalam dunia industri
• Meningkatkan kerjasama yang baik dan saling menguntungkan antara pihak perusahaan dan Universitas.
3
2. PROFIL PERUSAHAAN
2.1 Sejarah Singkat PT Sarihusada Generasi Mahardhika
Pada awalnya PT. Sari Husada didirikan pada tahun 1954 dengan nama NV Saridele, sebagai perwujudan program kecukupan protein nasional yang diselenggarakan Pemerintah Indonesia bekelja sama dengan Perserikatan Bangsa-Bangsa (PBB). Pengelolaan perusahaan dipercayakan kepada Bank Industri Negara (sekarang Bank Pembangunan Indonesia atau BAPINDO). PBB dalam hal ini UNICEF memberikan pinjaman berupa mesin-mesin pengolah susu melalui Departemen Kesehatan Republik Indonesia. Selain itu, PBBjuga memberikan bantuan berupa tenaga ahli yang telah dididik dan dibiayai oleh FAO (Food and Agriculture Organization).
Tahun 1962 Indonesia menyatakan keluar dari keanggotaan PBB yang menyebabkan berakhirnya kerjasama antara pemerintah Indonesia dengan PBB. Kemudian pemerintah mengambil kebijaksanaan baru dengan dengan menyerahkan pengelolaan NV. Saridele kepada Badan Pimpinan Umum (BPU) Farmasi Negara (sekarang PT. Kimia Farma) sehingga nama perusahaan diganti menjadi Perusahaan Negara Sari Husada (PN. Sari Husada). Selanjutnya, PT. Kimia Farma menandatangani kerjasama dengan PT. Tiga Raksa. Kerjasama tersebut dilakukan untuk mendirikan PT. Sari Husada dengan akta No. 10 yang disahkan pada 8 Mei 1972 oleh Menteri Kehakiman RI dengan Surat Keputusan Y.A.S/158/7 dan pada tanggal 28 september 1972 telah terdaftar di kantor Pengadilan Negeri Yogyakarta dengan No. 73/72/PT, tanggal 3 Oktober 1972, serta diumumkan dalam berita Negara Republik Indonesia tanggal 2 Desember 1972. Anggaran dasar tersebut mengalami beberapa kali perubahan. Perubahan terakhir adalah pada akta No. 40 tanggal 11 Juni 1997 dari notaris M.M.I Wiyardi S.H dalam rangka memenuhi ketentuan UU No. 1/1995 Republik Indonesia. Perubahan tersebut telah mendapat persetujuan dari Menteri Kehakiman Republik Indonesia pada 4 Juli 1997. Berdasarkan perjanjian kerjasama tersebut PT. Kimia Farma memegang saham PT. Sari Husada sebesar 55,l4% sedangkan PT. Tiga Raksa memegang saham sebesar 44,86%. Secara operasional PT. Sari Husada menjalankan usahanya pada 1 oktober 1972 dengan memanfaatkan Penanaman Modal Dalam negeri (PMDA). Pada pelaksanaannya PT.
4
Sari Husada bergerak pada di bidang distribusi sedangkan PT. Tiga Raksa bergerak dibidang distribusi dan pemasaran produk PT. Sari Husada .
Pada 4 Juni 1983 atas keputusan BAPEPAM (Badan Pelaksana Pasar Modal) dengan SK No. SI. 083/PM/1983, memperbolehkan PT. Sari Husada menjual sahamnya kepada masyarakat
melalui Bursa Efek Jakarta (gopublic). Pada 1992, PT. Kimia Farma menjual sahamnya kepada PT. Tiga Raksa menjadi 79,17% . Hal ini menyebabkan PT. Sari Husada berubah menjadi Tbk. dan berstatus swasta penuh. Tahun 1998 PT. Sari Husada Tbk melakukan aliansi strategi dengan Nutricia Internasional BV yang memiliki kelebihan pada aspek teknologi internasional, pengalaman marketing, dan modal yang besar. Saham masing-masing pada Nutricia Internasional BV sebesar 72,99%, PT. Tiga Raksa 5,99% , PT. Tiga Raksa Satria 0,001% dan public 21,03%.
PT. Sari Husada Tbk semakin berkembang dengan meningkatnya mutu produk dan juga semakin beragamnya produk yang dihasilkan. Keberhasilan ini tidak lepas dari pengaruh bidang pemasaran dan bidang distribusi produk yang dilakukan oleh PT. Tiga Raksa Satria. Namun pada 2001 PT. Sari Husada Tbk telah mengalami perubahan kepemilikan saham yang tercantum dalam RUPS bulan Mei 2001 yaitu pada Nutricia Internasional BV (80,80%), lembaga dan masyarakat Indonesia (1,50%), serta lembaga dan masyarakat asing (2,70%). Sari Husada resmi keluar dari bursa dan menjadi perusahaan tertutup pada tahun 2007. Saham-saham perusahaan tidak lagi tercatat di Bursa Efek Jakarta dan Bursa Efek Surabaya . Pada akhir 2007, Danone Group mengakuisisi Royal Numico dan hingga sekarang menjadi pemegang saham mayoritas di PT. Sari Husada.
Hingga dewasa ini, dengan pengalaman panjangnya di dalam menyediakan produk-produk bergizi tinggi, berstandar mutu internasional dan dengan harga terjangkau oleh seluruh lapisan masyarakat, Sari Husada telah membuktikan dirinya sebagai aset nasional yang sangat penting dan perlu diperhitungkan. Pada saat ini, produksi PT Sari
5
Husada dilakukan di kawasan Yogyakarta dan Klaten, Jawa Tengah. PT. Sari Husada pusat terletak di Jalan Kusumanegara No.137 Yogyakarta. Pada awal 2001 PT. Sari Husada memperluas dan mengembangkan usahanya dengan membangun pabrik baru di Jalan Raya Yogya-Solo Km.19, Desa Kemudo, Prambanan, Klaten. PT. Sari Husada di Kemudo ini lebih dikenal dengan PT. Sari Husada II sedangkan PT. Sari Husada di Yogyakarta sebagai I. Pembangunan PT. Sari Husada II ini dikarenakan PT. Sari Husada I sudah tidak memungkinkan untuk dilakukan perluasan pabrik. PT. Sari Husada II dibangun di lokasi yang strategis dari segi transportasi maupun pengadaan bahan baku serta pengiriman dan pemasaran produk.
2.2 Visi dan Misi Perusahaan
1. Visi : Menjadi perusahaan nutrisi terdepan dan terpecaya dalam melengkapi kebutuhan gizi ibu dan anak di Indonesia.
2. Misi : Turut serta meningkatkan status gizi ibu dan anak melalui komitmen nutrisiuntuk bangsa yaitu :
a. Menyediakan produk nutrisi berkualitas, enak dan terjangkau yang merupakan hasil riset dan pengembangan yang sesuai dengan kebutuhan asupan nutrisi ibu dan anak di 360 minggu awal kehidupan sebagai penentu kualitas kesehatan di masa depan.
b. Berkontribusi aktif melalui kerjasama dengan berbagai pihak dalarn
melaksanakan program sosial berkelanjutan yang berfokus untuk meningkatkan status gizi ibu dan anak
2.3 Lokasi PT. Sarihusada Generasi Mahardhika
PT. Sari husada adalah sebuah perusahaan Multi Internasional yang dimiliki oleh Danone Group. PT. Sari Husada terdiri dari 4 bagian pokok, yaitu:
1. Kantor Pusat dan Marketing
Kantor pusat dan marketing dipindahkan ke Jakarta dengan berbagai pertimbangan. Beralamat di Gedung Tira Building Lantai 3, Jl. HR. Rasuna Said Kav.B3 Jakarta 12920.
6 2. Pabrik Sari Husada Unit I
Pabrik Sari Husada Unit I terletak di Kelurahan Muja-Muju Yogyakarta tepatnya di Jl. Kusumanegara N0. 173, Yogyakarta. Pabrik ini terdiri dari kegiatan produksi (3 mesin
Spraydrier dan 1 mesin Drumdrier) dan sebagai pusat kegiatan kantor dan administrasi.
Luas tanah pabrik unit I ini kurang lebih 2 hektar dengan ketinggian 110-115 meter di atas permukaan laut. Pabrik unit I dilengkapi dengan unit instalasi pengolahan limbah yang terletak sekitar 300 m dari pabrik yaitu di bantaran sungai Gajah Wong.
Rawmaterial dan produk jadi disimpan di gudang yang berlokasi di wilayah Kota Gede.
3. Pabrik Sari Husada Unit II
Pabrik Sari Husada Unit II adalah sebuah pabrik susu yang terletak di Jl. Yogya-Solo Km. 19, Desa Kemudo, Prambanan, Klaten, Jawa Tengah. Pabrik didirikan di atas tanah seluas 14 ha. Pabrik unit II ini terdiri dari proses produksi, packing and
finishingproduct, laboratorium QA dan QC, IPAL (WWTP), Wisma Sejahtera (HRD,
poliklinik, dan kantin), gudang bahan baku dan gudang produk jadi. 4. Instalasi Pengolahan Air Limbah (IPAL)
Sebagai perusahaan yang berwawasan lingkungan, PT. Sari Husada Unit II membangun IPAL sebagai sarana pembuangan air sisa pencucian alat-alat produksi. Terletak di sebelah timur dan lokasi unit pengadaan listrik pabrik Sari Husada Unit II.
Pertimbangan-pertimbangan yang digunakan dalam memilih lokasi pabrik adalah sebagai berikut:
a) Sejarah
Lokasi pabrik ini berkaitan dengan sejarah berdirinya PT. Sari Husada, dimana awal mula berdirinya pabrik terletak di Jl. Kusumanegara yang pada saat itu masih belum berkembang seperti saat ini.
b) Pengadaan Bahan Baku
Lokasi pabrik tidak jauh dari sumber bahan baku, untuk susu segar didapat dari Gabungan Koperasi Susu Indonesia di Yogyakarta, Kaliurang, Klaten, Boyolali, dan Purwokerto. Untuk gula didapat dari Tasik Madu karena Tasik Madu merupakan pabrik
7
tertua dan proses distribusinya sangat mudah dan dekat, kecuali untuk skin milk didatangkan dari Selandia Baru dan Swedia.
c) Transportasi
Lokasi pabrik yang letaknya di pinggir jalan besar memudahkan pengangkutan baik bahan baku maupun hasil produksi.
d) Tenaga Kerja
Pabrik I dan II terletak di kota Yogyakata dan Klaten yang padat penduduknya sehingga mudah untuk mendapatkan tenaga kerja yang baik yaitu skilled maupun non skilled.
2.4 Logo dan Arti
Logo sarihusada memiliki 3 komponen yang saling melekat :
a. Garis vektor yang membentuk siluet seorang ibu yang sedang menggendong anaknya. Gambar ini mewakili fokus bisnis Sarihusada yaitu penyediaan nutrisi sejak dimulainya bayi didalam kandungan hingga usia anak-anak.
b. Komponen yang melekat di sampingnya adalah persegi panjang berwarna merah dengan tulisan Sarihusada berwarna putih. Warna merah putih mengacu pada Indonesia sebagai negara tempat Sarihusada
c. Komponen terakhir merupakan misi Sarihusada yang melekat di bagian bawah yaitu tulisan Nutrisi Untuk Bangsa.
d. Logo Sarihusada terbaru dibuat pada tahun 2011 dengan tulisan SARI dan Husada terpisah. Tahun 2012, seiring dengan perubahan nama PT Sari Husada menjadi PT Sarihusada Generasi Mahardhika,kedua tulisan tersebut digabung menjadi Sarihusada.
2.5 Koperasi Karyawan PT. Sarihusada Generasi Mahardhika
KOPERKASA adalah koperasi karyawan PT Sarihusada berdiri sejak tanggal 1 Juni 1976 bertempat di jalan Kenari no. 79 Yogyakarta.
8
Bidang Usaha :
1. Unit simpan pimnjam KOPERKASA memudahkan untuk menyimpan uangnya
atau meminjam uang di Koperkasa dengan persyaratan tertentu.
2. Kenari MartMini Market “kenari Mart” menyediakan kebutuhan anda, Belanja
hemat dan mudah di kenari mart
3. Koperkas unit syariah Koperkasa Unit Syariah adalah program Koperkasa berbasis
syariah
4. Koperkasa Snack&Catering
5. Koperkasa Rental Mobil menyediakan berbagai jenis kendaraan. Disamping unit
usaha tersebut, ada beberapa unit usaha lainnya untuk mengkoordinir keinginan dari para anggota yaitu
a. Pembayaran listrik dan lampu serta telephone secara online b. Pembelian rumah (KPR) dengan jangka waktu 15 tahun c. Kredit pembelian kendaraan motor
Penghargaan:
• Tahun 1996- ISO 9002 dan tahun 1999-9001. Sertifikasi ini diperoleh dari SGS (Sociate General de Surveillance) International Certification Service yang berpusat di Inggris. ISO 9001 adalah standart yang menekan seluruh kegiatan di dalam perusahaan,mulai dari pengembanagan produk, pembelian bahan baku, proses produksi, pemasangan sampai pelayanan pasca jual. Saat ini Sarihusada sedang menerapkan ISO 9001 versi 2001 yang lebih menekankan pada continual improvement yakni proses siklus perencanaan, penerapan, pengecekan dan tindakan.
• Tahun 1996 -2001 Sertifikat HALAL. Sertifikat halal adalah fatwa tertulis MUI yang menyatakan kehalalan suatu produk sesuai syariat islam. Sertifikat ini diperoleh dariBAPEPOM yang bekerjasama dengan MUI. Sertifikat ini menekankan pada kehalalan produk yang dihasilkan dan juga produksi yang dihasilkan halal dan aman dikonsumsi
• Tahun 200- Sertifikasi ISO 14001. Sertifikat ini diperoleh dari SGS(Sociate
General de Surveillance) Internaational Certification Service. Standart ini
9
konsisten berupaya untuk menciptakan sistem dan sumberdaya yang memadai untuk mengurangi pengaruh terhadap lingkungan akibat aktifitas perusahaan.
• Tahun 2000- Sertifikat SMK (Sistem manajemen Keselamatan dan Kesehatan Kerja) sertifikat ini diperoleh dari DEPNAKER RI,karena PT. Sarihusada telah berhasil menciptakan sistem kerja K3 perusahaan dengan baik.
• Tahun 2001-Sertifikasi HACCP ( Hazart Analysis Critical Control Point) Sertifikat ini jnuga diperoleh dari SGS(Sociate General de Surveillance) Internaational
Certification Service. Sistem HACCP atau analisis bahaya pada titik pengendalian kritis
adalah suatu sistem untuk mengidentifikasi , mengevaluasi,dan mengendalikan bahaya bagi keamanan pangan. Sistem ini digunakan untuk meminimalkanresiko bahwa produk yang dihasilkan bebas bakteri dan virus pathogen, tidak mengandung toksin, bahaya kimia dan hal lain yang menimbulkan penyakit.
• Tahun 1994 &2001- Zero Accident Award
• Penghargaan diperoleh 8.867.552 jam karyawan atau selama 3 tahun 11 bulan yang dihitung sejak 1 januari 1991 sampai 30 November 1994. Penghargaan kedua diberikan pada tanggal 18 Januari 2002 di Istana Negara.
• The Best Public Companies Based on EVA Concept 2001,2002,2003 dan 2004 dari majalah bisnis SWA dan MarkPlus.
• Good Taxpayer Award 2003 & 2004 dari Direktorat Jendral Pajak. LKS Bipartite
Award atas keberhasilan menjalin hubungan baik antara Sari Husada dengan Serikat
Pekerja.
• Penghargaan Iklan Layanan Masyarakat versi Cetak Terbaik 2004 dalam rangka Hari Anak Nasional.
• Green Factory Award atas kontribusi bagi program-program pelestarian lingkungan oleh pemerintah daerah.
• Indonesia Best Brand Award untuk Susu Formula SGM dari majalah SWA dan lembaga riset pemasaran MARS.
• The Golden Value Creatore Award selama 5 tahun berturut-turut sebagai One of the
Best Public Company berdasarkan EVA konsep (2005).
• SGM meraih penghargaan merk terbaik untuk kategori Susus Formula dari majalah SWA dan MARS (2005).
10
• The Golden Value Creator Award selama 5 tahun berturut-turut sebagai One of the Best Public Company berdasarkan EVA konsep (2005)
• SGM meraih Penghargaan Merk terbaik untuk kategori Susu Formula dari Majalah SWA dan MARS (2005)
• Penghargaan Packaging and Consumer Branding 2005 untuk SGM 2,SGM 3, SGM sereal dan Lactamil dari Majalah SWA dan Indonesia BrandIdentity Summit(2005) • Tanggal 22 Desember 2009, National Center for Sustainability Reporting (NCSR),
Ikatan Akuntan Manajemnen Indonesia(IAMI) dan indonesia Netherland Asociation (INA) memberikan penghargaan untuk First Time Sustainibility Reporting Award • Untuk periode 2010-2011, Kementrian Lingkuyngan Hidup menganugerahkan
penghargaan peringkta kinerja perusahaan dalam Pengelolaan Lingkungan Hidup (Green Proper Awards) kepada Sarihusada.
• Pada 15 Desember 2011, Sarihusada memperoleh penghargaan Platinum Bidang Konsumen Indonesia CSR Award 2011 untuk Sektor Industri dan Manufactur program Gizi Kita dan Program Ayo Melek Gizi.
• Pada 3 September 2012, Asosiasi Perusahaan Sahabat Anak (APSAI) serta pejabat kemeneg PP dan perlindungan anak menganugerahi Sarihusada sebagai pelopor penerapan prinsip dan criteria perusahaan layak anak.
• Pada tanggal 28 September 2012,kementrian Koordinator Kesejahteraan Rakyat (Kemenko Kesra)} dan CFCD dalam ajang gelar karya Pemberdsyssn Masyarakat (GKPM) Award memberikan anugerah platinum unyuk program Rumah Srikandi badran.
2.6 Struktur Organisasi
Struktur organisasi di PT. Sari Husada Unit II menggunakan sistem garis dan staff, dimana setiap bawahan hanya bisa mendapatkan perintah dari satu atasan saja dan manajer atau pimpinan bagian lain tidak bisa memberikan perintah kepada bagian lain, meskipun posisi berada di bawahnya. Staff terdiri dari ahli non struktural, berfungsi sebagai konsultan untuk memberikan pengarahan kepada bidang keahlian tertentu yang
11
terkait. Akan tetapi staff dapat memberikan perintah dan merupakan atasan bagi departemen yang dibawahinya.
Pimpinan tertinggi PT. Sari Husada dipegang oleh seorang direktur utama (Presiden Direktur) dan dibantu oleh pimpinan dibawahnya, yaitu Wakil Presiden Direktur dan Direktur Keuangan (Finance Director), HRD dan LegalSales Director, Direktur Produksi dan Direktur Pemasaran, sedangkan Komisaris yang anggotanya terdiri dari wakil-wakil pemegang saham. Dewan Direksi bertanggungjawab secara langsung kepada Dewan Komisaris. Dibawah dewan direksi terdapat jenjang jabatan lain yaitu manager, senior, manager senior, superintendent, supervisor dan karyawan non manajemen.
a. Vice President atau Direktur
Direktur bagian ini menangani 2 bagian, tetapi kedudukannya saat ini dipegang oleh 1 orang HRD and Legal merupakan bagian yang menangani masalah personalia, seperti perekrutan tenaga kerja dan penyalurannya serta melakukan perjanjian hukum dengan pihak ketiga. Sementara sales menangani masalah penjualan, yang kedudukannya di kantor cabang Jakarta.
b. HRD and Legal atau Sales Product
Direktur produksi mengelola semua hal yang bersangkutan dengan jalannya proses produksi. Termasuk dalam direksi ini adalah bagian operasi keteknikan (engineering) dan bagian proses. Dalam menjalankan tugasnya seorang direktur dibantu oleh 5 orang manajer, yaitu:
1) Commercial Manager
2) Marketing Manager khusus SGM
3) Marketing Manager Non SGM
4) General Operating Manager
5) Marketing Deviation Manager
Selain kelima direktur tersebut, terdapat 2 bagian yang bertanggungjawab secara langsung kapada Presiden Direktur. Bagian tersebut adalah :
1) R and D dan QA Manager
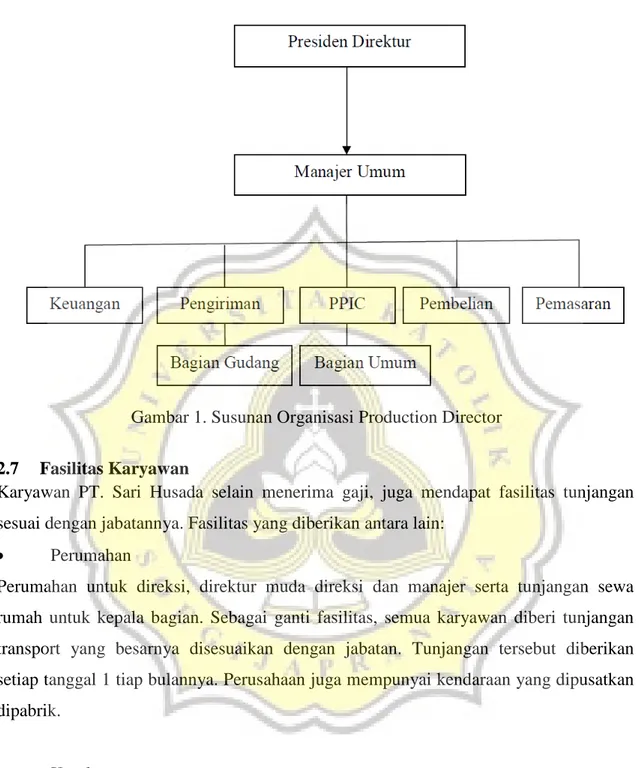
12 c. Production Director
2.7 Fasilitas Karyawan
Karyawan PT. Sari Husada selain menerima gaji, juga mendapat fasilitas tunjangan sesuai dengan jabatannya. Fasilitas yang diberikan antara lain:
• Perumahan
Perumahan untuk direksi, direktur muda direksi dan manajer serta tunjangan sewa rumah untuk kepala bagian. Sebagai ganti fasilitas, semua karyawan diberi tunjangan transport yang besarnya disesuaikan dengan jabatan. Tunjangan tersebut diberikan setiap tanggal 1 tiap bulannya. Perusahaan juga mempunyai kendaraan yang dipusatkan dipabrik.
• Kesehatan
Perusahaan mempunyai poliklinik yang memberikan pengobatan dan pemeriksaan kesehatan gratis untuk karyawan. Pemeriksaan kesehatan yang dilakukan adalah pemeriksaan awal, berkala dan khusus untuk tenaga kerja.
13
• Jaminan Hari Tua
Jaminan hari tua di PT. Sari Husada dilakukan dengan mendaftarkan nama karyawan untuk masuk Perum Astek yang preminya dibayarkan perusahaan.
• Tunjangan-Tunjangan Lain
- Akomodasi untuk kesejahteraan karyawan yang berwujud makan siang.
- Susu bubuk yang diberikan setiap bulan sebanyak 2 kg bagi setiap karyawan tetap 1 kg untuk karyawan honorer.
- Tunjangan jabatan untuk para kepala seksi, kepala bagian, manajer, dan direktur. - Tunjangan Hari Raya (THR) setiap menjelang hari raya dan dharma wisata satu
tahun sekali.
- Uang pakaian dinas yang diatur dengan golongan gaji dan jabatan.
- Bagi karyawan lapangan mendapat inventaris dan alat perlindungan kerja.
2.8 Pemasaran
Seluruh produk dari PT. Sari Husada ditangani oleh distributor tunggal yaitu PT. Tiga Raksa Satria. Pemasaran dari produk PT. Sari Husada meliputi seluruh Indonesia dengan cabang distributor di masing-masing daerah. Pemasaran di Indonesia terbagi menjadi empat wilayah antara lain:
1. Wilayah Jakarta dan Indonesia Bagian Barat ditangani oleh PT. Tiga Raksa Satria di Jakarta.
2. Wilayah Jawa Barat ditangani oleh distributor cabang Bandung. 3. Wilayah Jawa Tengah dan DI Yogyakarta.
4. Wilayah Jawa Timur ditangani oleh distributor cabang Surabaya.
Di samping wilayah pemasaran tersebut, produk juga dikirim ke instansi-instansi lain sepertu rumah sakit, puskesmas, dan poliklinik serta konsumen akhir yaitu karyawan PT. Sari Husada. Setiap produk dipasarkan dalam berbagai kemasan dengan nomor merk dagang masing-masing dikeluarkan oleh Departemen Kesehatan RI.
14
3. SPESIFIKASI PRODUK
PT. Sarihusada menjalin kerjasama dengan perusahaan lain yaitu CEFA dalam pengadaan bahan baku susu baik berupa gula, premix, mineral dan sebagainya didatangkan dari dalam dan luar negeri seperti Thailan. Selain itu pergudangan produk yang akan dipasarkan juga dilakukan oleh CEFA. Hal ini lebih menguntungkan dan mempermudah aktifitas perusahaan sehingga PT. Sarihusada lebih terfokus pada proses produksi, mutu, dan pemasarannya.
PT. Sarihusada menghasilkan produk yaitu berupa susu bubuk dengan macam-macam variasi produik, baik produk lokal maupun produk lisensi. Produk lokal merupalan produk yang dibuat oleh PT. Sarihusada dimana formulanya ditentukan oleh PT.Sarihusada itu sendiri, Dalam hal pemasarannya PT. Sarihusada dibantu oleh perusahaan pendukung yaitu PT. Tiga Raksa. Untuk produk lokal sebagian raw material yang digunakan dii,por dari luar negeri yaitu New Zealand.
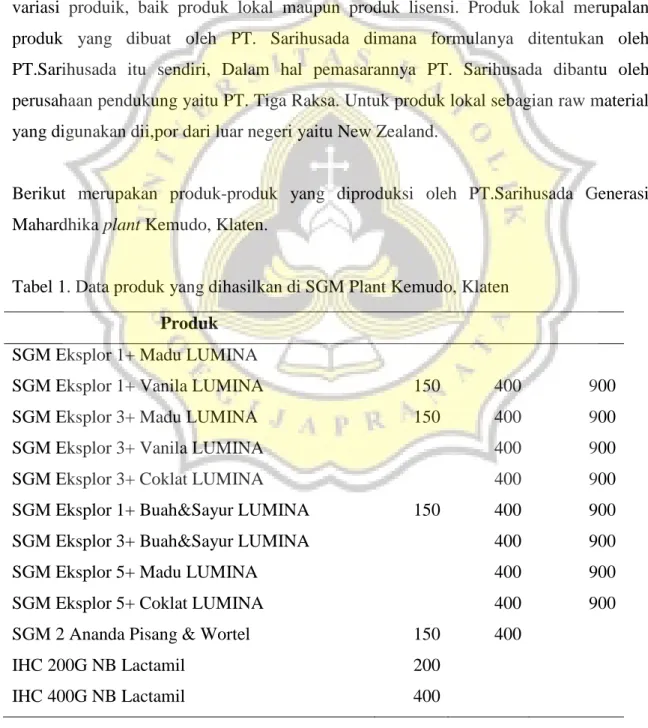
Berikut merupakan produk-produk yang diproduksi oleh PT.Sarihusada Generasi Mahardhika plant Kemudo, Klaten.
Tabel 1. Data produk yang dihasilkan di SGM Plant Kemudo, Klaten
Produk
SGM Eksplor 1+ Madu LUMINA
SGM Eksplor 1+ Vanila LUMINA 150 400 900
SGM Eksplor 3+ Madu LUMINA 150 400 900
SGM Eksplor 3+ Vanila LUMINA 400 900
SGM Eksplor 3+ Coklat LUMINA 400 900
SGM Eksplor 1+ Buah&Sayur LUMINA 150 400 900
SGM Eksplor 3+ Buah&Sayur LUMINA 400 900
SGM Eksplor 5+ Madu LUMINA 400 900
SGM Eksplor 5+ Coklat LUMINA 400 900
SGM 2 Ananda Pisang & Wortel 150 400
IHC 200G NB Lactamil 200
IHC 400G NB Lactamil 400
15 IHV 200G NB Lactamil 200 IHV 400G NB Lactamil 400 IMC 200G NB Lactamil 200 IMC 400G NB Lactamil 400 IMV 200G NB Lactamil 200 IMV 400G NB Lactamil 400 AKM 200G NB Lactamil 200 AKC 200G NB Lactamil 200 AKC 400G NB Lactamil 400
Pra Kehamilan Coklat 200G NB Lactamil 200
IHS 200Gr NB Lactamil 200
Susu Coklat Distribusi Kemasan Bag 1 KG 1000
SBHO Bunda Hamil Rasa Jeruk Lumina 150
SBHM Bunda Hamil Rasa Mangga Lumina 150
SBMM Bunda Menyusui Rasa Mangga Lumina 150
SBHS Bunda Hamil Strawbery Lumina 150
SBHC Bunda Hamil Coklat Lumina 150
Milupa Lactamil Lactation Milk 200
SGM Eksplor 1+ Buah&Sayur LUMINA 800
SGM Eksplor 3+ Buah&Sayur LUMINA 800
BS IHIM 150 300
BC IHIM 150 300
BO IHIM 150 300
16
4. PROSES PENGOLAHAN LIMBAH CAIR WWTP(WASTE WATER TREATMENT PLANT) SARIHUSADA
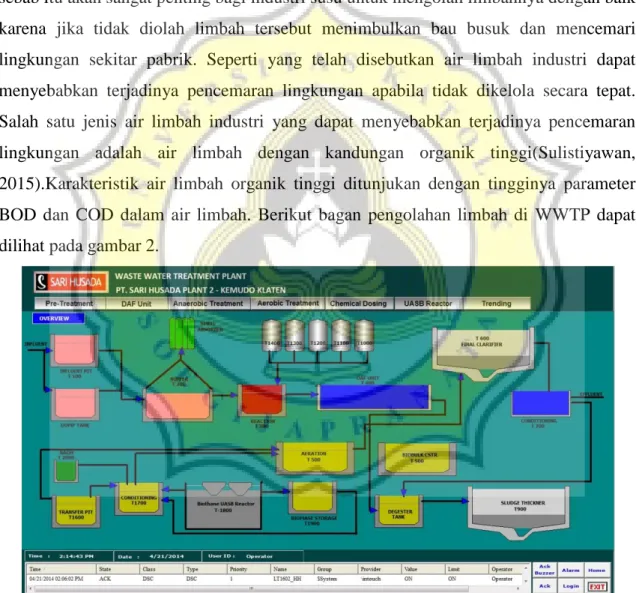
Limbah cair yang berasal dari industri susu yang tidak mencapai kualifikasi akan dibuang dan masuk sebagai limbah, dalam limbah cair hasil proses produksi masih mengandung unsur kimia organik dalam berbagai konsentrasi, dan komponen komponen tersebut dalam jumlah tertentu akan menimbulkan kerusakan lingkungan sekitar(Sulistiyawan, 2015).Karakteritik khusus dari limbah cair susu adalah kerentanannya membusuk dan melepas bau serta nutrient Garno, dkk (2014). Oleh sebab itu akan sangat penting bagi industri susu untuk mengolah limbahnya dengan baik karena jika tidak diolah limbah tersebut menimbulkan bau busuk dan mencemari lingkungan sekitar pabrik. Seperti yang telah disebutkan air limbah industri dapat menyebabkan terjadinya pencemaran lingkungan apabila tidak dikelola secara tepat. Salah satu jenis air limbah industri yang dapat menyebabkan terjadinya pencemaran lingkungan adalah air limbah dengan kandungan organik tinggi(Sulistiyawan, 2015).Karakteristik air limbah organik tinggi ditunjukan dengan tingginya parameter BOD dan COD dalam air limbah. Berikut bagan pengolahan limbah di WWTP dapat dilihat pada gambar 2.
Gambar 2. Alur Bagan Pengolahan limbah WWTP Sarihusada
Limbah yang dialirkan dan diolah di WWTP (Waste Water Treatment Plant)berasal dari proses produksi SWB(Stork Weight Body), limbah dari Drum Drier, dan limbah Cair
17
laundry. SWB dan Drum dryer limbah limbah ini berasal dari proses produksi dan air
pembersihan alat. Pembersihan alat ada 2 jenis yaitu CIP(cleaning in place) dan
TWC(Total Water Cleaning), sistem pembersihan CIP (cleaning in place )pada area
kering dilakukan pada pipa dan tank meliputi jalur mixer, compounding, dan MST ,
UHT dan evaporasi. Pembersihan ini dilakukan setiap pergantian pembuatan formula
susu.Setiap hari bisa dilakukan beberapa kali pencucian CIP(cleaning in place). Dimana prosesnya meliputi pencucian dengan hot water, kemudian ditambahkan acid,
caustic,hot water lagi dan fresh water. Sedangkan untuk pencucian TWC (Total Water Cleaning),pencucian ini dilakukan secara besar-besaran dan untuk seluruh mesin baik dryer maupun mixer. Pencucian TWC biasanya dilakukan setiap 35hari sekali. Semua
air yang dibuang dari proses produksi tersebut akan dialirkan melalui jalur-jalur pipayang akan menuju ke bagian WWTP. Limbah limbah tersebut akan dilakukan
treatment sebelum dialirkan ke sungai. Berikut treatmentyang dilakukan WWTP PT.
Sarihusada.
4.1 Proses Pengolahan Limbah Cair 4.1.1 lnfluent Pit (T-100)
lnfluentPit (T-100) berfungsi untuk menampung effluent dari pabrik dan air gelontoran
proses. Didalam tank ini dilengkapi dengan pompa terendam P-101 A/B (1 bekerja, 1
stand-by) dimana pompa ini berfungsi untuk memompa limbah menuju
BufferTank(T-200). Didalam T-200 juga dipasang dipasang lndikator Tekanan (Pl-101)yang berfungsi untuk mengukur tekanan pada pipa keluar selain itu dipasang juga level Transmitter (LT-101) yang berfungsi untuk mencegah pompa mengalami dryrunning. Saat ketinggian air 0.75 m, semua pompa akan berhenti. Pada 1.5 m, pompa pertama akan mulai bekerja dan jika air terus bertambah hingga mencapai 1.75 m, pompa kedua akan mulai bekerja. Pada ketinggian2.5 m (sebelum mencapai pipa by-pass darurat, elevasi 2.75m), alarm akan berbunyi. Pompa P-101 A/B telah diatur agar beroperasi bergantian secara otomatis. InfluentPit(T-100) dapat dilihat pada gambar 3.
18
Gambar 3. Influent Pit (T-100)
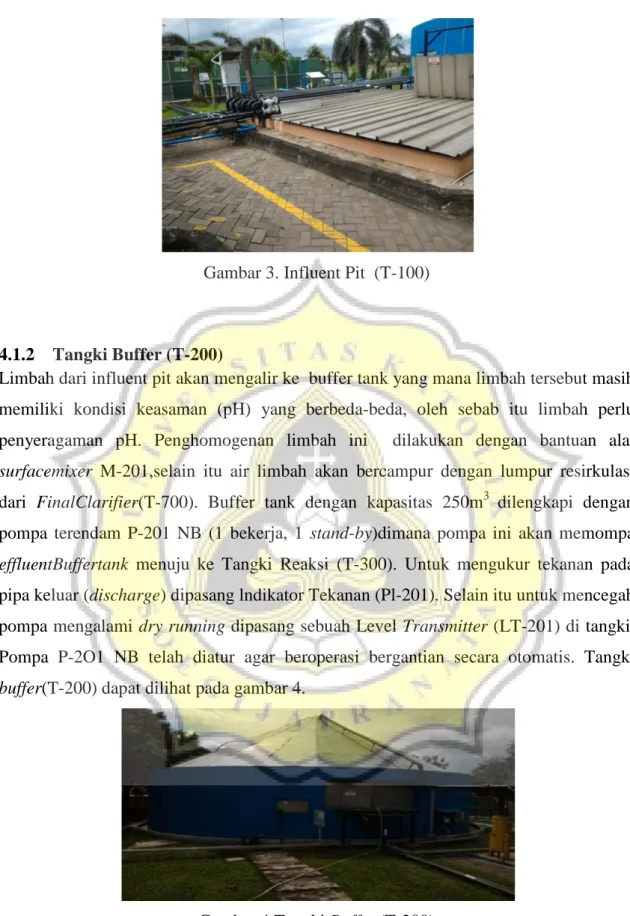
4.1.2 Tangki Buffer (T-200)
Limbah dari influent pit akan mengalir ke buffer tank yang mana limbah tersebut masih memiliki kondisi keasaman (pH) yang berbeda-beda, oleh sebab itu limbah perlu penyeragaman pH. Penghomogenan limbah ini dilakukan dengan bantuan alat
surfacemixer M-201,selain itu air limbah akan bercampur dengan lumpur resirkulasi
dari FinalClarifier(T-700). Buffer tank dengan kapasitas 250m3 dilengkapi dengan pompa terendam P-201 NB (1 bekerja, 1 stand-by)dimana pompa ini akan memompa
effluentBuffertank menuju ke Tangki Reaksi (T-300). Untuk mengukur tekanan pada
pipa keluar (discharge) dipasang lndikator Tekanan (Pl-201). Selain itu untuk mencegah pompa mengalami dry running dipasang sebuah Level Transmitter (LT-201) di tangki. Pompa P-2O1 NB telah diatur agar beroperasi bergantian secara otomatis. Tangki
buffer(T-200) dapat dilihat pada gambar 4.
Gambar 4.Tangki Buffer (T-200)
4.1.3 Tangki Reaksi (T-300)
Setelah limbah dihomogenkan dari Buffer tank(T-200), selanjutnya limbah masuk ke dalam reactionTank(T-300). Di dalam Tangki Reaksi (T-300) air limbah disiapkan
19
untuk selanjutnya masuk ke unit DAF(T-400) dimana dalam unit DAF akan terjadi pemisahan antara fat, nonfat dan padatan. Sebuah pH Transmitter (AlT-301) dengan
switchpoint dan alarm dipasang ditangki. Pemasangan alat tersebhut adalah untuk
pengaturan pH dalam T-300 sebelum masuk unit DAF. Jika karena sesuatu hal, pH terlalu tinggi atau rendah, maka pompa dosing Caustic(NaOH) akan mulai bekerja secara otomatis, begitu juga sebaliknya jika pH terlalu basa maka akan ditambahkan
acid (HCl pekat). Sebuah top entrymixer M-301 dipasang untuk menjamin mixing yang
cukup. Didalam tangki ini juga terjadi penambahan polimer koagulan untuk memisahkan limbah fat dan nonfat setelah masuk unit DAF dengan cara pembentukan
mikroflok, dan penambahan flokulan untuk menggumpalkan mikroflok menjadi
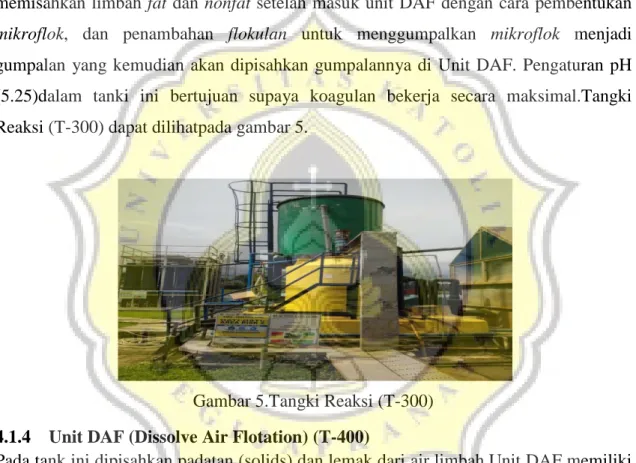
gumpalan yang kemudian akan dipisahkan gumpalannya di Unit DAF. Pengaturan pH (5.25)dalam tanki ini bertujuan supaya koagulan bekerja secara maksimal.Tangki Reaksi (T-300) dapat dilihatpada gambar 5.
Gambar 5.Tangki Reaksi (T-300)
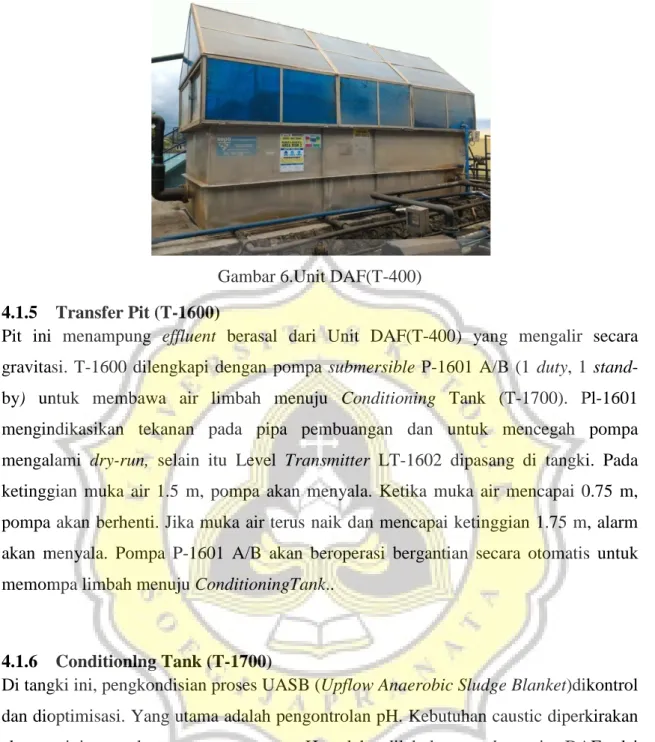
4.1.4 Unit DAF (Dissolve Air Flotation) (T-400)
Pada tank ini dipisahkan padatan (solids) dan lemak dari air limbah.Unit DAF memiliki kapasitas sebesar 12m3. Untuk padatan dan lemak akan dipompa menuju Reaktor
BiobulkCSTR(Completely Stirred Tank Reactor) (T-800) dengan pompa P-401,
sementara cairan nonfat akan mengalir secara gravitasi ke tangki Aerasi (T-500) jika TSS <200 mg/L dan mengalir ke UASB(Upflow Anaerobic Sludge Blanket) jika TSS>200 mg/L. P1401 akan mengukur tekanan pada pipa discharge pompa P401. Selain itu Unit DAF juga dilengkapi dengan kompresor C-401 yang berfungsi membentuk microbuble sehingga pembentukan koagulan lebih cepat. Unit DAF(T-400) dapat diliat pada gambar 6.
20
Gambar 6.Unit DAF(T-400)
4.1.5 Transfer Pit (T-1600)
Pit ini menampung effluent berasal dari Unit DAF(T-400) yang mengalir secara gravitasi. T-1600 dilengkapi dengan pompa submersible P-1601 A/B (1 duty, 1 stand-by) untuk membawa air limbah menuju Conditioning Tank (T-1700). Pl-1601 mengindikasikan tekanan pada pipa pembuangan dan untuk mencegah pompa mengalami dry-run, selain itu Level Transmitter LT-1602 dipasang di tangki. Pada ketinggian muka air 1.5 m, pompa akan menyala. Ketika muka air mencapai 0.75 m, pompa akan berhenti. Jika muka air terus naik dan mencapai ketinggian 1.75 m, alarm akan menyala. Pompa P-1601 A/B akan beroperasi bergantian secara otomatis untuk memompa limbah menuju ConditioningTank..
4.1.6 Conditionlng Tank (T-1700)
Di tangki ini, pengkondisian proses UASB (Upflow Anaerobic Sludge Blanket)dikontrol dan dioptimisasi. Yang utama adalah pengontrolan pH. Kebutuhan caustic diperkirakan akan minimum karena pengaturan pH telah dilakukan pada unit DAF. lsi
Conditioningtank dihomogenisasi dengan pompa mixing P-1701A/8, yang juga
berfungsi sebagai pompa feedBiothane-UASB. Pompa akan beroperasi bergantian secara otomatis. Pl-1701 menunjukkan tekanan pada pompa. Pada panel kontrol terdapat tombol Auto/Off/Manual dan tombol pilihan AlB. Pada pipa mixing, pH
21
4.1.7 Reaktor Biothane UASB (Upflow Anaerobic Sludge Blanket)
Air limbah memasuki reaktor dari bawah dan keluar dari atas melalui sistem
baffleintemal di mana 3 faseyang ada di dalam reaktor. gas, lumpur dan cairan akan
dipisahkan.Dari Conditioningtank(T-1700) air limbah yang kondisinya telah diatur, dipompa melalui pompa feed/mixP-1701A/B (1 duty,1 standby; masing-masing dengan kapasitas operasi 70 m3/h debit konstan) ke dalamreaktor Biothane UASB (T-1900), dimana proses konversi bakteri akan terjadi. Untuk menjamin distribusi air limbah yang merata pada area yang luas dan mixing yayang baik antara air limbah dengan biomass. Debit reaktor Biothane UASB dikontrol pada 60 m3/jam dan didistribusikan oleh
open/closevalve yang diatur oleh timer (XV-1802/1803). Openclosevalve akan terbuka
tertutup secara otomatis setiap 90 detik (dengan delay 5 detik). Ketika satu valve terbuka maka yang lain akan tertutup dan distribusi debit 70 /30 % dicapai melalui control valve yang diatur secara manual diantara kedua influentheader. Valve ini (BUV-046) diatur dan terkunci pada posisi 70/30%. Jika karena suatu sebab nilai pH tidak sesuai dengan yang dipersyaratkan (terlalu tinggi atau terlalu rendah) feed reaktor akan berhenti secara otomatis dengan menutupnya XV-1802/1803.
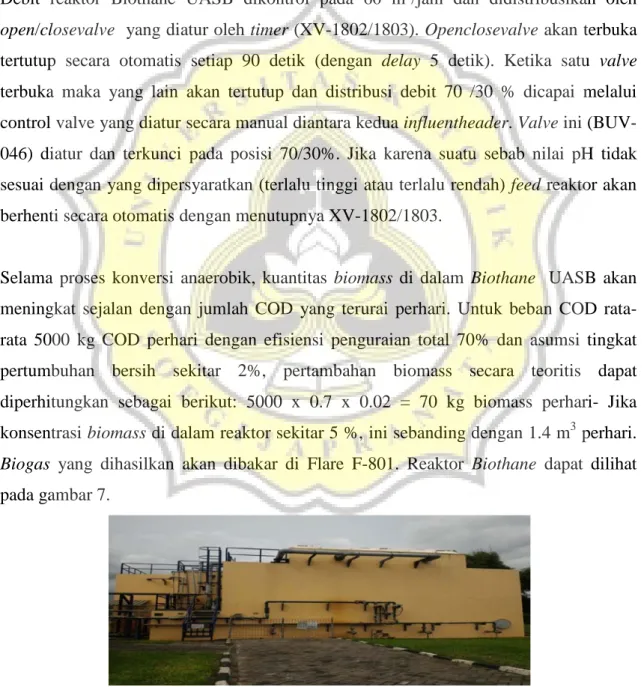
Selama proses konversi anaerobik, kuantitas biomass di dalam Biothane UASB akan meningkat sejalan dengan jumlah COD yang terurai perhari. Untuk beban COD rata-rata 5000 kg COD perhari dengan efisiensi penguraian total 70% dan asumsi tingkat pertumbuhan bersih sekitar 2%, pertambahan biomass secara teoritis dapat diperhitungkan sebagai berikut: 5000 x 0.7 x 0.02 = 70 kg biomass perhari- Jika konsentrasi biomass di dalam reaktor sekitar 5 %, ini sebanding dengan 1.4 m3 perhari.
Biogas yang dihasilkan akan dibakar di Flare F-801. Reaktor Biothane dapat dilihat
pada gambar 7.
22
4.1.8 Biomass Storage Tank (T-1900)
Setelah proses mencapai kestabilan, kelebihan lumpur pada UASB harus dikeluarkan dari reaktor melalui pompa lumpur P-1901 (kapasitas 10 m3/jam). Pompa ini dapat memindahkan biomass dari dan ke reaktor Biothane (dua arah hanya dengan mengganti sambungan hose). Lumpur anaerobik dipompa dari bagian bawah reaktor. Terdapat Sambungan flush yang digunakan untuk transfer biomass dari dan ke
BiomassStorageTank melalui flexible hose. Penambahan servicewater akan dibutuhkan
selama proses pengisian biomass. BiomassStorageTank memiliki volume basah sekitar 125 m3. Volume ini lebih dari cukup untuk melakukan start-up ulang jika terjadi masalah pada proses. Pompa lumpur P-1901 dikontrol oleh timer dengan waktu kerja maksimum 60 menit setiap kali beroperasi. Fungsi timer adalah untuk mencegah terpompanya seluruh isi reaktor tanpa sengaja.
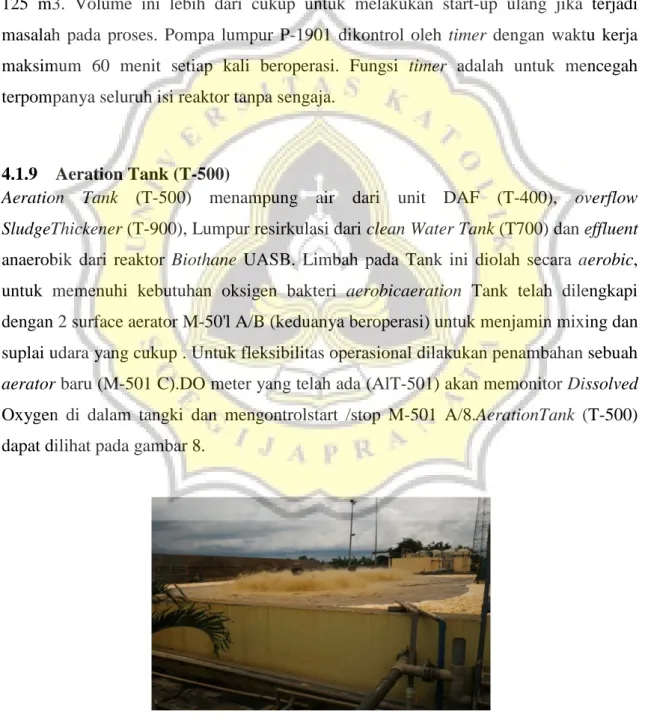
4.1.9 Aeration Tank (T-500)
Aeration Tank (T-500) menampung air dari unit DAF (T-400), overflow SludgeThickener (T-900), Lumpur resirkulasi dari clean Water Tank (T700) dan effluent
anaerobik dari reaktor Biothane UASB. Limbah pada Tank ini diolah secara aerobic, untuk memenuhi kebutuhan oksigen bakteri aerobicaeration Tank telah dilengkapi dengan 2 surface aerator M-50'l A/B (keduanya beroperasi) untuk menjamin mixing dan suplai udara yang cukup . Untuk fleksibilitas operasional dilakukan penambahan sebuah
aerator baru (M-501 C).DO meter yang telah ada (AlT-501) akan memonitor Dissolved
Oxygen di dalam tangki dan mengontrolstart /stop M-501 A/8.AerationTank (T-500) dapat dilihat pada gambar 8.
23
4.1.10 Final Clarifier (T-600)
Overflow Tangki Aerasi (T-500) masuk ke dalam Final Clarifier dari bawah dan keluar
ke Clean Water Tank (T-700). Lumpur yang mengendap dipompa keluar oleh P601 AIB (1 bekerja, 1 stand-by) dan diresirkulasi ke Tangki Buffer (T-200) dan Tangki Aerasi (T-500). P-l40l mengukur tekanan pada pipa discharge P601 A/8. Pompa P-601 A/B telah diatur agar beroperasi bergantian secara otomatis. Pada Panel Kontrol terdapat tombol AutolOff/Manual dan A/B selectionswitch, Jika diperlukan, lumpur dapat dipompa ke Reaktor Biobulk CSTR (T-S00). Hal ini harus dilakukan secara manual dengan menutup valve BUV-018 dan membuka valve BUV-019. Untuk memonitor kualitas lumpur, terdapat titik sampling pada pipa discharge P601 A/8.Final Clarifier (T-600) dapat dilihat pada gambar 9.
Gambar 9.Final Clarifier (T-600)
4.1.11 Clean Water Tank (T-700)
Tangki ini menampung air limbah yang telah diolah sebelum akhirnya dibuang ke sungai. Besarnya debit effluent akan diukur oleh Flow Transmitter Ff -7U pada Parshall
24
Gambar 10.Clean Water Tank (T-700)
4.1.12 Sistem Penanganan Biogas
Kuantitas biogas yang dihasilkan oleh reaktor Biothane UASB diukur oleh FT-1806.
Pressure lndicator Pl-1804 mengindikasikan tekanan operasional. Untuk menjaga
tekanan biogas di reaktor Biothane UASB pada 500 mmWC (50 mbar sebuah Pressure Controt Valve, PVC-1805 dipasang). Perpipaan sistem biogas harus dipasang dengan kemiringan tertentu dan harus dilengkapi dengan trap untuk menghilangkan
condensedwater.
4.1.13 Sistem Pananganan Vent gas
Vent gas yang terbentuk di Conditioningtank 1700) dan reaktor Biothane UASB (T-1800) disedot oleh Ventgas ventilator (V-1801) dan dialirkan ke T-500 (pada kedalaman 0.3 m di bawah permukaan air). Ventilator dilengkapi dengan valve yang harus dibuka setiap hari untuk mengeluarkan air yang terkondensasi di dalam Pipa.
4.1.14 Fasilitas Back-up Dosing NaOH
Sebuah tangki HDPE 1m Storage Tank T-200
3
digunakan sebagai tangki cadangan caustic
Jika pH air limbah di Conditioning tank(T-1700) tidak sesuai dengan yang dipersyaratkan , pH harus dinaikkan melalui penambahan Caustic melalui pompa p-Pompa Dosing P-2001
25
2001(kapasitas 1000l/jam) yang dikontrol oleh pH transmitter AIT-1702 pada pipa
mixingConditioningtank. Konsentrasi caustic yang digunakan adalah 33%.
4.2 Indikator-Indikator proses Anaerobik
• Produksi Biogas
Produksi dan komposisi biogas akan memberikan informasi yang akurat dan dapat diandalkan mengenai kondisi operasional instalasi. lni merupakan salah satu indikator yang terbaik dan paling cepat karena produksi biogas berkaitan langsung dengan jumlah COD terurai. Pada sistem yang beroperasi dengan baik, produksi biogas (jumlah gas metan yang dinyatakan sebagai jumlah COD terurai) pada suatu periode waktu tertentu fiam, hari) harus kurang lebih sama dengan beban COD total (debit x konsentrasi COD yang masuk ke dalam instalasi) dikalikan tingkat penguraian.
Produksi biogas (yang dinyatakan sebagai COD terurai) juga memberikan informasi mengenai aktifitas biomass yang sebenarnya dan kapasitas cadangan sistem. Pada instalasi yang beroperasi baik dengan beban yang cukup, produksi biogas akan meningkat dengan cepat sejalan dengan peningkatan beban COD. Kelebihan biogas yang dihasilkan menunjukkan kelebihan beban COD yang terkonversi. Jika kondisinya berbeda (produksi biogas tidak sejalan dengan peningkatan beban COD), ini mengindikasikan instalasi sudah beroperasi dengan beban biomass maksimum. lni dapat juga berarti biomass tidak berada dalam kondisi optimal atau jumlah biomass di dalam sistem terlalu sedikit. Dalam kedua situasi, konsentrasi volatile fatty acids (VFA) “sebenarnya” dalam effluent anaerobik akan meningkat dan ini merupakan tanda-tanda sistem mengalami overloading. Karena perhitungan di atas berdasarkan produksi metana (CH4) aktual, maka komposisi biogas harus diketahui. Komposisi biogas ini dapat bervariasi tergantung kepada jenis air limbah dan kondisi operasional seperti pH, suhu; beban/debit air limbah dan lain-lain yang semuanya harus diukur setiap periode waktu tertentu.
Umumnya, kandungan CO2 akan berkisar antara 20 - 35 % (volume %). Untuk aplikasi tertentu rasio perbandingan metan (CH4) dan karbon dioksida (CO2) mengindikasikan kecenderungan terjadinya overloading.Secara umum, CO2 cenderung meningkat jika terjadi overloading.
26
• Volatile Fatty Acids (VFA) sebenarnya pada effluent anaerobic
Parameter terpenting yang menunjukkan terjadinya overloading pada sistem anaerobik adalahkonsentrasi "sebenarnya" Volatile Fatty Acids (VFA) pada effluent anaerobik. VFA "sebenarnya" adalah jumlah konsentrasi aktual asam berkadar lemak rendah seperti asam asetat, asam propionat dan asam butarat. Pengukuran yang akurat hanya dapat dilakukan dengan menggunakan ' alat gas chromatography tapi untuk operasional sehari-hari digunakan metode yang lebih sederhana seperti titrasi. Beberapa jenis air limbah (misalnya berkadar garam tinggi) mengandung komponen yang memberikan harga VFA terlalu tingggi bila kita menggunakan metode titrasi. Dalam hal ini metode titrasi masih dapat digunakan tetapi suatu harga acuan atau "blank” harus ditentukan. Umumnya untuk air limbah tertentu, harus dikurangkan dari harga yang terukur melalui metode titrasi, memberikan konsentrasi VFA "sebenarnya".Konsentrasi VFA "sebenarnya" ini tidak boleh lebih besar dari 5 meq/l (approx. 500 ppm VFA-COD) dan tidak boleh kurang dari 2 meq/l, Konsentrasi VFA yang tinggi mengindikasikan sistem mengalami overloading atau dalam kondisi yang buruk.
• Tingkat ReduksiCOD
COD pada effluent anaerobik terkait erat dengan COD pada influent dan tingkat reduksinya spesifik yang diharapkan untuk tipe air limbah tertentu yang akan diolah. Jika terjadi masalah operasional atau kelebihan beban pada sistem, COD pada effluent anaerobik akan meningkat (umumnya total COD tapi dapat juga COD terlarut). Jika konsentrasi COD yang terlalu tinggi pada effluent berlanjut, atau jika situasi memburuk, maka langkah pertama yang harus dilakukan (bila memungkinkan) adalah mengurangi aliran masuk air limbah sampai parameter proses kembali normal. Kelebihan ataupun kekurangan sludge dalam reaktor umumnya merupakan penyebab utama menurunnya reduksi COD, tapi bisa juga rendahnya aktifitas sludge (biomass) ini akibat adanya kandungan toksik racun dalam air limbah yang masuk. Kandungan beracun itu, misalnya zat pembersih, dapat mempengaruhi aktifitas sludge untuk sementara waktu maupun permanen Efek-efek ini dapat berakibat sangat buruk, tetapi setelah periode waktu tertentu adaptasi terhadap komponen tertentu dapat juga terjadi. Jalan keluar terbaik untuk membersihkan kandungan beracun ini adalah dengan flushing'reaktor dengan air bersih dan membuang keluar komponen beracun. Jika bisa dipastikan bahwa
27
air limbah tidak lagi mengandung bahan yang beracun, air limbah (yang sudah terlarut) juga dapat digunakan untuk “flushing” ini. Waspadai bahwa kapasitas instalasi dapat menurun jauh.Dalam situasi apapun sebelum memulai kembali sistem, penyebab permasalahan harus diidentifikasi terlebih dahulu. Dalam situasi ekstrim, biomass yang tidak aktif harus dibuang dan diganti dengan biomass yang sama sekali baru dan masih “segar” dari Biomass Storage Tank T-1900. Jika tidak tersedia, biomass dari sumber lain harus didapatkan (tentunya dari instalasi dengan air limbah yang tidak jauh berbeda).
4.3 Metode 4.3.1 Alat
Ph meter, gelas beker, kuvet,Spektrofotometer, tabung reaksi, rak tabung reaksi COD reaktor, Buret.
4.3.2 Bahan
Bahan yang digunakan adalah effluentlimbah dari masing-masing tanki, reagen K2Cr2O7, reagen Ag2SO4.
4.3.3 Prosedur Analisis
• Analisa Chemical Oxygen Demand (COD)
- Disiapkan COD reaktor
- Sampel limbah diambil darim trangki pengolahan lalu dimasukkan dalam gelas beker
- Dialukan pengenceran sesuai dengan kondisi limbah,
- Sampel yangh sudah diencerkan diambvil 2 ml dengan pipet volume kemudian dimasukkan dalam tabung reaksi, disiapkan juga blanko yang berisi aquades - Ditambahkan reagen K2Cr2O7 dan 3ml reagent Ag2SO4
- Dimasukkan sampel kedalam COD reaktor yang sudah dikalibrasi, dipanaskan sampel selama 2 jam pada suhu 120
ke dalam masing-masing tabung reaksi yang berisi sampel, kemudian dibolak balik cukup 2kali
0
- Setelah 2 jam, sampel didinginkan sampai mencapai suhu ruang C
28
- Disiapkan spektrofotometer, dipilih program analisa COD(435 nm) kemudian tekan enter dan diatur panjang gelombang 620 nm
- Dimasukkan cuvet berisi blanko kemudian dilakukan zeroing, ditunggu sampai muncul angka 0 mg/L pada layar spektrofotometer
- Dikeluarkan tabung reaksi yang berisi blanko, kemudian dimasukkan tabung reaksi yang berisi sampel limbah.
- Ditekan tombol read pada spektrofotometer, ditunggu sampai angka muncul dari layar spektrofotometer, kemudian dicatat hasilnya.
• Analisa VFA
- Diambil sampel dari tangki, kemudian dimasukkan dalam gelas beker
- Sampel yang sudah siap kemudian disaring dengan kertas saring, diambil filtratnya 100 ml dan dimasukkan dalam gelas ukur 250ml
- Sampel dititrasi dengan larutan HCl 0,1 Nhingga pH 3, lalu dicatat volume titrasi
- Sampel yang sudah di titrasi kemudian dituangkan ke erlenmeyer 300ml, kemudian dilakukan proses destilasi ddan pemanasan dengan alat reflux colom hingga mendidih.
- Setelah dipanaskan kemudian didinginkan sampai suhu ruang, biarkan
erlenmeyer tetap berada di reflux condenser supaya tetap tersambung dan air pendingin tetap mengalir
- Kemudian setelah dingin sampel dituang dalam gelas ukur 250ml, dilakukan titrasi dengan larutan NaOH 0,1N hingga pH 6,5, dicatat volume titrasi
Perhitungan konsentrasi VFA VFA=(𝑏𝑏𝑏𝑏101)−(𝑎𝑎−100)
99,23
a = Volume titrasi HCl b = Volume titrasi NaOH
29
5. PEMBAHASAN
Menurut Peraturan Daerah Propinsi Jawa Tengah nomor 10 tahun (2004) tentang baku mutu air limbah, limbah cair merupakan sisa dari suatu hasil usaha atau kegiatan yang berwujud cair yang dibuang ke lingkungan dan diduga dapat menurunkan kualitas lingkungan.Oleh sebab itu perlunya air limbah diolah supaya dapat memenuhi standar air yang baik. PT Sarihusada Mahardhika limbah cair yang dihasilkan pada proses produksi akan dialirkan ke Waste Water Treatment Plant(WWTP) untuk diolah. Bahan bahan organik yang terdapat dalam limbah susu masih terlalu tinggi jika harus dibuang ke lingkungan oleh sebab itu perlu dilakukan adanya pengolahan limbah cair. Didalam instalasi pengolahan limbah cair dilakukan pengujian laboratorium, diukur nilai pH, COD, Temperature, Suspense Solid(SS). Pengujian tersebut dilakukan untuk mengetahui seberapa besar kandungan bahan organik dalam limbah susu dan bagaimana menentukan pengolahan yang tepat sehingga pada akhirnya final effluent layak untuk dibuang ke badan sungai. Berikut sistem pengolahan limbah cair di WWTP PT Sarihusada Generasi Mahardhika.
Pertama-tama dilakukan penampungan limbah dari produksi susu. Kemudian limbah dialirkan ke buffer tank (T-200) untuk proses homogenisasi. Selanjutnya limbah dialirkan ke Tangki Reaksi (T-300), dalam tanki ini air disiapkan untuk selanjutnya masuk ke unit DAF(T-400), penambahan seyawa caustic maupun asam, penambahan asam atau caustic soda disesuaikan dengan kebutuhan air limbah. Selanjutnya air limbah menuju T-400 pada tank ini air limbah dipisahkan antara fat dan non fat dengan cara koagulasi. Untuk padatan dan lemak akan dipompa menuju Reaktor Biobulk CSTR (T-800) dengan pompa P-401, sementara cairan non fat akan mengalir secara gravitasi ke tangki Aerasi (T-500) jika TSS <200 mg/L dan mengalir ke UASB jika TSS>200 mg/L. Limbah yang dialirkan ke UASB akan diolah secara anaerobik. Kemudian sebelum memasuki Tank UASB terlebih dahulu preparasinya berikut alurnya dapat dilihat pada gambar 11.
30
Gambar 11.Bagan pengolahan limbah non fat Secara anaerobik
Pada gambar tersebut dapat dilihat, limbah dari Unit DAF mengalir secara grafitasi menuju T-1600, kemudian dari T-1600 air limbah dipompa menuju Conditioning Tank(T-1700). Di dalam Conditioning tank(T-1700) air limbah dikondisikan, dikontrol dan dioptimasi terutama pengontrolan pH dan dihomogenisasi lagi. Selanjutnya air limbah dipompa menuju UASB didalam UASB dilakukan mixing air limbah anatara air limbah dengan biomass. Setelah melewati proses di dalam UASB selanjutnya limbah cair dialirkan ke T-500 , dalam T-500 dilakukan pengolahan secara aerob, Setelah itu air limbah mengalir ke T-600 didalam dalam tank tersebut dilakukan pemisahan lumpur. Setelah selesai dilakukan pemisahan air limbah dipompa menuju final clarifier (T-700) dalam tank ini ar limbah sudah selesai diolah dan siap dialirkan ke badan sungai, tetapi sebelumnya harus di uji secara laboratorium terlebih dahulu apakah limbah cair tersebut sudah mencukupi standar baku mtu yang sudah ditentukan. Pada tiap-tiap tank dalam proses pengolahan diuji secara laboratorium.Analisa yang saya uji adalah pada
effluentDAF tank, kemudian masuk ke reaktor Biothane dan effluent clean water tank
(T-700), dimana setelah limbah melewati uji dari T-700 limbah akan dibuang ke badan sungai.
Pada unit DAF (T-400)pemisahan padatan lemak dan non lemak dilakukan secara koagulasi dan flokulasi. Flokulasi terjadi karena beberapa partikel dengan berbagai ukuran berkumpul kemudian partikel lainnysaling bertubrukan membentuk partikel lebih besar yang disebut dengan flok Howe, J. K., et al dalam jurnal Pengolahan Air
31
Limbah Tekstil Melalui Proses Koagulasi –Flokulasi dengan Menggunakan Lempung Sebagai Penyumbang Partikel Tersuspensi.
Dalam unit ini juga terjadi proses koagulasi dan flokulasi. Proses koagulasi flokulasi pada tank ini dibantu dengan penambahan koagulan FeCl3. Kemampuan FeCl3 dalam
pembentukan flok akan mempercepat proses penggumpalan sehingga dapat terpisah antara lemak non fat dan fatnya,selain itu juga terdapat koagulan lain yng dapat digunakan seperti Al2(SO4)3, FeSO4 koagulan tersebut serig digunakan karena
kerentanan pH nya relative besar (Rachmawati,2009) dalam jurnal Efektifitas Al2(SO4)3 dan FeCl3 dalam Pengolahan Air Menggunakn Gravel Bed Flocculator Ditinjau Dari Parameter Kekeruhan dan Total Coli. Flok besar pada air limbah yang mengandung fat
dan padatan yang berukuran TSS>200 mg/L akan dialirkan ke tank Biobulk, sedangkan limbah non fat dan padatan dengan ukuran TSS <200 mg/L kan dialirkan ke UASB. Berikut adalah hasil pengujian kadar COD pada DAF Tank dapat dilihat pada tabel 2.
Tabel 2.Nilai TCOD DAF effluent to UASB
No. Day Date
DAF effluent to UASB COD-Total (TCOD) (mg/l) 1 Mon 1 3.500 2 Tue 2 1.313 3 wed 3 4.090 4 Thu 4 1.260 5 Fri 5 3200 6 Sat 6 1.560 7 Sun 7 1.620 8 Mon 8 3.260 9 Tue 9 4.890 10 Wed 10 1.980 Sumber: WWTP Sarihusada
32
Dapat dilihat hasil yang diperoleh, nilai COD yang terkandung dalam limbah masih tinggi. Sebelum masuk ke dalam proses treatment di dalam reaktor biothane memiliki rentan nilai 1.260-4.890 mg/l. Selanjutnya limbah akan masuk ke Transfer pit kemudian ke Conditioning Tank. Dalam Conditioning tank dioptimumkan pH limbah. Setelah itu limbah masuk ke dalam reactor UASB untuk diolah secara anaerobik dengan bantuan biomass.
Tabel 3.Nilai TCOD Effluent UASB
No. Day Date
UASB Effluent to Aerasi COD-Total (TCOD) (mg/l) 1 Mon 1 810 2 Tue 2 645 3 wed 3 114 4 Thu 4 90 5 Fri 5 1500 6 Sat 6 390 7 Sun 7 360 8 Mon 8 170 9 Tue 9 220 10 Wed 10 180 Sumber: WWTP Sarihusada
Dapat dilihat nilai COD setelah diolah dalam reaktor UASB mengalami penurunan. Karena dalampengolahan limbah digunakan biomassa jadi sangatlah penting menjaga
sludge(biomass)aktif yang cukup di dalam reaktor untuk mengelola beban air limbah.
COD pada effluent anaerobic berkaitan dengan COD effluent dan tingkat reduksinya yang spesifik diharapkan untuk tipe air limbah tertentu yang akan diolah. Kelebihan biomass didalam raktor merupakan penyebab menurunnya reduksi COD, tapi bisa juga
33
karena rendahnya aktifitas sludge ini akibat kandungan toksik dalam air limbah. Biomassa yang digunakan adalah kumpulan dari mikroba.
Dalam pengolahannya parameter kasaman menjadi sangatpentinguntuk menentukan treatmen selanjutnya, selain itu kondisi keasman limbah (pH) juga dapat mempengaruhi lingkungan bakteri yang digunakan sebagai biomassa dalam reaktor tersebut. Biomasssa yang digunakan dalam pengolahan limbah menurutStonach et al.(1986) dalam jurnal
Isolasi Bakteri Heterotrofik Anaerobik pada Pengolahan Air Limbah Industri Tekstil.
bakteri genus Bacillus dan Vibrioyang bertugas memecah atau mendegradasi protein , kemudian bakteri yang berfungsi memecah atau mendegradasi karbohidrat diantaranya adalah Staphylococcus, Clostridium,Micrococcus,Pseudomonas.
Tabel 4.Nilai VFA effluent UASB
No. Day Date
Effluent UASB VFA 1 Mon 1 1,62 2 Tue 2 0,59 3 wed 3 0,28 4 Thu 4 0,61 5 Fri 5 0,2 6 Sat 6 1 7 Sun 7 0,81 8 Mon 8 0,27 9 Tue 9 0,09 10 Wed 10 0,07 Sumber: WWTP Sarihusada
Analisa VFA dapat mengindikasikanoverloading pada effluent anaerobik. VFA merupakan konsentrasi dari asam lemak rendah seperti asam asetat,asam propionat dan asam butirat. Sejumlah air limbah mengandng asam anorganik yang membuat nilai VFA menjadi terlalu tinggi dalam metode analisa(dengan metode titrasi). Nilai acuan
34
blank ini harus dicari dan umumnya untuk beberapa jnis air limbah VFA yang terukur melalui metode titrasi jika dikurangkann nilai acuan (blank) ini akan menghasilkanVFA sebenarnya. Umumnya nilai VFA sebenarnya harus lebih kecil dari 5 meq/l (sebaiknya < 2 meq/l). Jika konsentrasi VFA lebih tinggi dari nilai tersebut, berarti sistem mengalami overloading atau dalam kondisi buruk. COD pada effluent anaerobik terkait erat dengan COD pada effluent pada tingkat spesifik yang diharapkan untuk tipe air limbah tertentu yang akan diolah. Jika terjadi masalah operasional atau kelebihan beban pada sistem, COD pada effluent anaerobik akan meningkat. Kelebihan ataupun kekurangan sludge dalam reaktor umnya merupakan peyebab utamanya menurunnya reduksi COD, tetapi bisa juga rendahnya aktifitas sludge(biomass) akibat adanya toksik/racun dalam air limbah yang masuk. Dari data yang diperoleh selama dilapangan nili VFA sudah sesuai dengan batas yang ditentukan.
Menurut Peraturan Daerah Provinsi Jawa Tengah Nomor 5 Tahun (2012) tentang Baku Mutu Air Limbah disebutkan bahwa Baku Mutu Air Limbah Industri Susu dan Produk Produk Susu yaitu
Tabel 5.Baku Mutu limbah WWTP Sarihusada No Parameter Kadar
Maksimum (mg/l)
Beban Pencemaran Maksimum Produk Pabrik Susu Dasar(kg/ton) Pabrik Susu Terpadu(kg/ton) 1 COD 100 0,2 0,15 2 TSS 50 0,1 0,075 3 pH 6.0-9.0 6.0-9.0
Kadar maksimum yang digunakan sebagai acuan nilai COD di WWTP. Setelah melewati proses adsorpsi di UASB reaktor, kemudian limbah dialirkan ke bak aerasi (T-500). Limbah pada Tank ini diolah secara aerobic, untuk memenuhi kebutuhan oksigen bakteri aerobicaeration Tank. Tank ini dilengkapi dengan 2 surfaceaerator untuk menjamin mixing dan suplai udara yang cukup. Kemudian air limbah menuju Final
35
Overflow Tangki Aerasi (T-500) masuk ke dalam Final Clarifier dari bawah dan keluar ke Clean Water Tank (T-700). Pada Tangki ini menampung air limbah yang telah diolah sebelum akhirnya dibuang ke sungai. Air limbah pada T-700 diuji secara laboratorium, didapatkan hasil sebagai berikut.
Tabel 6.Nilai TCOD Final effluent
No. Day Date
Final effluent COD-TCOD 1 Mon 1 36 2 Tue 2 46 3 wed 3 34 4 Thu 4 38 5 Fri 5 51 6 Sat 6 48 7 Sun 7 41 8 Mon 8 38 9 Tue 9 31 10 Wed 10 34 Sumber: WWTP Sarihusada
Dapat dilihat dari tabel nilai COD air limbah yang telah selesai diolah sudah siap dibuang ke sungai dan telah memenuhi persyaratan peraturan daerah nomor tahun 2012. Semua hasil menunjukan angka COD dibawah batas standar yang ditentukan oleh perda nomor 5 tahun 2012.
36
6. KESIMPULAN DAN SARAN
6.1 Kesimpulan
• Pengolahan limbah pada reaktor Biothane dilakukan secara anerobik
• Air limbah yang masuk di Reaktor UASB (Upflow Anaerobic Sludge Blanket) diolah secara Anaerobic dengan bantuan biomass
• Penanganan limbah diolah sesuai dengan kondisi limbah
• Effluent limbah Sarihusada Generasi Mahardhika sudah sesuai dengan peraturan
daerah nomor 5 tahun 2012
6.2 Saran
• Dilakukan uji yang lebih akurat
• Sebaiknya dilakukan kalibrasi alat lebih rutin supaya alat dapat berfungsi dengan baik
37
7. DAFTAR PUSTAKA
Garno,Yudhi Soetrisno.,Komarawidjaja,Wage.,Susanto Joko P.(2014).Kajian Perumbuhan Chlorella Sp. pad Limbah Cair Industri Susu. Pusat Teknologi Lingkungan. BPPT. Vol. 15. Retrived From
http://ejurnal.bppt.go.id/index.php/JTL/article/view/1451/1243
Handayani, Novarina Irnaning, Moenir Misbachul, Setianingsih, Nanik Indah, Malik Rizal Awaludin.(2016). Isolasi Bakteri Heterotrofik Anaerobik pada Pengolahan Air Limbah Industri Tekstil. Jurnal Riset Teknologi Pencegahan Pencemaran Industri. .7(1)(2016) 39-46. Retrived From
http://ejournal.kemenperin.go.id/jrtppi/article/view/902/1072
Peraturan Daerah Propinsi Jawa Tengah Nomor 5.(2012). Studi Tentang Baku Mutu Air Limbah Industri Susu dan Produk dari Susu.Retrived from
http://jdihukum.jatengprov.go.id/download/produk_hukum/perda/perda_tahun_2012/per da_5_th_2012.pdf
Peraturan Daerah Propinsi Jawa Tengah Nomor 10.(2004). Studi Tentang Baku Mutu Air. Retrived From
http://www.bphn.go.id/data/documents/04pdprovjateng010.pdf
Puspitasari Mega & Hadi Wahyono(2014).Efektifitas Al2(SO4)3 dan FeCl3 dalam
Pengolahan Air Menggunakn Gravel Bed Flocculator Ditinjau Dari Parameter Kekeruhan dan Total Coli. Jurusan Teknik Lingkungan, Fakultas Teknik Sipil dan Perencanaan, Institut Teknologi Sepuluh Nopember (ITS). ISSN: 2337-3539 (2301-9271 Print). Retrived From
http://ejurnal.its.ac.id/index.php/teknik/article/view/7005/1893
Rusydi,Anna Fadliah.,Suherman,Dadan.,Sumawijaya.(2016). Nyoman Pengolahan Air
Limbah Tekstil Melalui Proses Koagulasi –Flokulasi dengan Menggunakan Lempung Sebagai Penyumbang Partikel Tersuspensi. Pusat Penelitian
Geoteknologi LIPI. Vol. 31 No. 2, 2016: 105-114. Retrived From
https://media.neliti.com/media/publications/54056-ID-pengolahan-air-limbah-tekstil-melalui-pr.pdf
38
Sulistiyawan, Edi.(2015). Analisis Pengaruh Limbah Susu Sapi Cair MT. GKSI
Boyolali Terhadap Pertumbuhan dan Hasil Tanam Tanaman Bawang Merah (Allium Cepa Var.ascallonicum). Program Studi Statistika Universitas PGRI Adi
Buana Surabaya. Vol1. Retrived Fromhttps://jurnal.unimus.ac.id/index.php/statistik/article/download/1426/1479
39
8. LAMPIRAN 8.1 Hasil Plagscan