ANALISA PENJ ADWALAN PRODUKSI DENGAN
METODE HEURISTIC PRIORITY DISPACTHING RULE
(STUDI KASUS : DIVISI KAPAL NIAGA, PT. PAL INDONESIA)
SKRIPSI
Diajukan Untuk Memenhi Sebagai Per syar atan
Dalam Memper oleh Gelar Sar jana Teknik
J ur usan Teknik Industr i
O Olleehh:: D
DWWIISSUUHHAARRTTAANNTTOO 0
0993322001100005577
J
J
U
U
R
R
U
U
S
S
A
A
N
N
T
T
E
E
K
K
N
N
I
I
K
K
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
F
F
A
A
K
K
U
U
L
L
T
T
A
A
S
S
T
T
E
E
K
K
N
N
O
O
L
L
O
O
G
G
I
I
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
P
P
E
E
M
M
B
B
A
A
N
N
G
G
U
U
N
N
A
A
N
N
N
N
A
A
S
S
I
I
O
O
N
N
A
A
L
L
“
“
V
V
E
E
T
T
E
E
R
R
A
A
N
N
”
”
J
ANALISA PENJ ADWALAN PRODUKSI
DENGAN METODE HEURISTIC PRIORITY DISPACTHING RULE (STUDI KASUS : DIVISI KAPAL NIAGA, PT. PAL INDONESIA)
SKRIPSI
O Olleehh:: D
DWWIISSUUHHAARRTTAANNTTOO 0
0993322001100005577
J
J
U
U
R
R
U
U
S
S
A
A
N
N
T
T
E
E
K
K
N
N
I
I
K
K
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
F
F
A
A
K
K
U
U
L
L
T
T
A
A
S
S
T
T
E
E
K
K
N
N
O
O
L
L
O
O
G
G
I
I
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
P
P
E
E
M
M
B
B
A
A
N
N
G
G
U
U
N
N
A
A
N
N
N
N
A
A
S
S
I
I
O
O
N
N
A
A
L
L
“
“
V
V
E
E
T
T
E
E
R
R
A
A
N
N
”
”
J
SKRIPSI
ANALISA PENJ ADWALAN PRODUKSI DENGAN METODE HEURISTIC PRIORITY DISPACTHING RULE (STUDI KASUS : DIVISI KAPAL NIAGA, PT. PAL INDONESIA)
Disusun Oleh :
D
DWWIISSUUHHAARRTTAANNTTOO 0
0993322001100005577
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji Skr ipsi J ur usan Teknik Industri Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veteran” J awa Timur Pada Tanggal : 17 Mei 2013
Tim Penguji :
1.
Ir. Rus Indiyanto, MT NIP. 19650225 199203 1 001
2.
Ir. Rr. Rochmoeljati, MMT NIP. 19611029 199103 2 001
3.
Ir. Nisa Masrur oh, MT NIP. 19630125 199003 2 001
Pembimbing : 1.
Ir. Nisa Masruroh, MT NIP. 19650225 199203 1 001
2.
Dwi Sukma. D, ST, MT NIP. 19810726 200501 1 002
Mengetahui,
Dekan Fakultas Teknologi Industri
LEMBAR PENGESAHAN
SKRIPSI
ANALISA PENJ ADWALAN PRODUKSI DENGAN
METODE HEURISTIC PRIORITY DISPACTHING RULE
(STUDI KASUS : DIVISI KAPAL NIAGA, PT. PAL INDONESIA)
OLEH :
D
DWWIISSUUHHAARRTTAANNTTOO 0
0993322001100005577
Telah disetujui untuk mengikuti Ujian Negar a Lisan Gelombang Mei Tahun Ajar an 2012 – 2013
Sur abaya, 17 Mei 2013
Dosen Pembimbing I Dosen Pembimbing II
Ir. Nisa Masruroh, MT Dwi Sukma. D, ST, MT
NIP. 19630125 199003 2 001 NIP. 19810726 200501 1 002
Mengetahui,
Ketua J urusan Teknik Industri
KATA PENGANTAR
Puji syukur ke hadirat Tuhan Yesus Kristus atas segala berkat, anugerah
dan pimpinan – Nya sehingga saya dapat menyelesaikan penyusunan Tugas Akhir
ini.
Tugas Akhir ini disusun untuk memenuhi persyaratan kelulusan Program
Sarjana Strata-1 (S-1) di Jurusan Teknik Industri Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur dengan judul :
“Analisa Penjadwalan Pr oduksi Dengan Metode Heuristic Priority
Dispatching Rule (Studi Kasus = Divisi Kapal Niaga, PT. PAL INDONESIA”.
Penyelesaian penyusunan Tugas Akhir ini tentunya tidak terlepas dari
peran serta berbagai pihak yang telah memberikan bimbingan dan bantuan baik
secara langsung maupun tidak langsung. Oleh karena itu tidak berlebihan bila
pada kesempatan kali ini penulis mengucapkan terima kasih kepada :
1. Bapak Ir. Sutiyono, MT, selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Dr. Minto Waluyo, MM, selaku Ketua Jurusan Teknik Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Ibu Ir. Nisa Masruroh, MT, selaku Dosen Pembimbing Utama Skripsi.
4. Bapak Dwi Sukma.D ,ST. MT, selaku Dosen Pembimbing Pendamping
Skripsi.
5. Bapak Ir. Hery Sunaryo, selaku KADEP. DIKLAT
7. Bapak Wido ST, Selaku karyawan bidang PPC sekaligus Pendamping
lapangan.
8. Especially for My Mom, father, my family and “God is Love Youth” thank
you for praying, supporting, and guiding me in every step.
9. To all Sobat – sobat ku, crew of “UK3”, pengurus UK3 2011 – 2012 buat
support semangat dan doa kalian. I Miss u guys, J
10. To Asisten Laboratorium “Proses Manufaktur 2012” dan “Crew KKN 29
2011”, terima kasih buat kebersamaan kita yang sebentar tapi sangat
berkesan. Juga buat teman – teman seangkatan, senior, maupun junior
11. To Asisten Laboratorium “L’Statio”, terima kasih. May Jesus will always
bless and guide us in every step we do.
12. Semua pihak yang telah membantu secara moril dan materil selama
pelaksanaan penelitian dan penyelesaian penulisan Tugas Akhir ini.
Penulis menyadari sepenuhnya bahwa penyusunan Tugas Akhir ini
terdapat kekurangan, maka dengan segala kerendahan hati penulis mengharapkan
saran dan kritik yang bersifat membangun.
Akhir kata semoga Tugas Akhir ini dapat bermanfaat bagi semua pihak
yang membaca. Terima Kasih.
Surabaya, Mei 2013
ABSTRACT
Industrial development of increasingly advanced, indirectly spur the owners of the company to continue to expand the existing track. Every company is trying to meet consumer demand in order not to lose customers utama.Proses effective and efficient production is something to be achieved every manufacturing company today. Time becomes very influential in a production (makespan).
PT. PAL INDONESIA is a shipbuilding company whose main activities are producing warships, merchant ships, and ship fast (special vessels). Ship - ship production PT. PAL INDONESIA (Persero) has served in the waters around the world. In the process of operational PT. PAL Indonesia has not made optimal production scheduling, this situation is the lack of clarity led to the work done in each lane.
The purpose of this study is in the process of operational PT. PAL Indonesia has been no production scheduling in each lane, this situation is the lack of clarity led to the works. Therefore, researchers wanted to help the company in Job shop scheduling with priority dispatching rule heuristic approach, hoping to clarify the process of being made.
Based on the results of data processing, the method Heuristic Priority Dispatching Rule Short Processing Time (SPT) at 117.67 makespan obtained by order of the process is the product size 150A - 200A - 100A - 80A - 125A - 65A, while Long Processing Time (LPT) product completion time (makespan) amounted to 117.411 hours of the order process is the size of 65A - 125A - 80A - 100A - 200A - 150A.
ABSTRAKSI
Perkembangan industri yang semakin maju, secara tidak langsung memacu para pemilik perusahaan untuk terus berkembang mengikuti perkembangan yang ada. Setiap perusahaan berusaha untuk memenuhi permintaan konsumen agar tidak kehilangan konsumen utama.Proses produksi yang efektif dan efisien adalah sesuatu yang ingin dicapai setiap perusahaan manufaktur saat ini. Waktu menjadi hal yang sangat berpengaruh dalam sebuah produksi (makespan).
PT. PAL INDONESIA adalah perusahaan galangan kapal yang kegiatan utamanya memproduksi kapal perang, kapal niaga, dan kapal cepat (kapal khusus). Kapal – kapal produksi PT. PAL INDONESIA (Persero) telah melayani perairan di seluruh dunia. Dalam proses operasionalnya PT. PAL Indonesia belum melakukan penjadwalan produksi secara optimal, keadaan ini menyebabkan masih kurang jelasnya pekerjaan yang dikerjakan pada tiap jalur.
Tujuan penelitian ini ialah dalam proses operasionalnya PT. PAL Indonesia belum ada penjadwalan produksi pada tiap jalur, keadaan ini menyebabkan masih kurang jelasnya pekerjaan yang dikerjakan. Oleh karena itu peneliti ingin membantu perusahaan dalam penjadwalan Job shop dengan pendekatan Heuristik priority dispatching rule, dengan harapan dapat memperjelas proses pengerjaan yang dibuat.
Berdasarkan hasil pengolahan data, metode Heuristic Priority Dispatching Rule Short Processing Time (SPT) didapatkan makespan 117,67 jam dengan urutan pengerjaannya adalah ukuran produk 150A - 200A - 100A - 80A - 125A - 65A, sedangkan Long Processing Time (LPT) waktu penyelesaian produk (makespan) sebesar 117,411 jam dengan urutan pengerjaannya adalah ukuran 65A - 125A - 80A - 100A - 200A - 150A.
BAB I
PENDAHULUAN
1.1Latar Belakang
Perkembangan industri yang semakin maju, secara tidak langsung memacu
para pemilik perusahaan untuk terus berkembang mengikuti perkembangan yang
ada. Terlebih lagi dalam perusahaan – perusahaan manufaktur. Setiap perusahaan
yang ada selalu melakukan perbaikan – perbaikan untuk proses produksi agar
terus berjalan dengan lancar. Setiap perusahaan berusaha untuk memenuhi
permintaan konsumen agar tidak kehilangan konsumen utama. Peningkatan terus
dilakukan dengan baik pada produksi hingga pelayanan lainnya. Peningkatan dan
penjadwalan produksi yang baik dalam setiap kali produksi. Proses produksi yang
efektif dan efisien adalah sesuatu yang ingin dicapai setiap perusahaan
manufaktur saat ini. Waktu menjadi hal yang sangat berpengaruh dalam sebuah
produksi (makespan).
PT. PAL INDONESIA adalah perusahaan galangan kapal yang kegiatan
utamanya memproduksi kapal perang, kapal niaga, dan kapal cepat (kapal
khusus). Selain itu PT. PAL INDONESIA memberikan jasa perbaikan dan
pemeliharaan kapal, serta rekayasa umum dengan spesifikasi tertentu berdasarkan
pesanan. Kemampuan rancangan dari perusahaan ini telah memasuki pasaran
internasional dan kualitasnya telah diakui dunia . Kapal – kapal produksi PT. PAL
INDONESIA (Persero) telah melayani perairan di seluruh dunia. Perusahaan
jika ada pesanan. Pengaturan yang tepat dalam setiap order / pesanan sangat
diperlukan agar setiap pesanan yang diterima benar – benar dapat dipenuhi dan
sesuai dengan waktu yang ditentukan. Bahan baku harus tersedia terlebih dahulu
sebelum produksi dijalankan agar tidak terjadi kemacetan dalam produksi.
Memeriksa dan mengatur setiap mesin merupakan hal yang sangat penting
sebelum proses produksi dijalankan.
Dalam proses operasionalnya PT. PAL Indonesia belum ada penjadwalan
produksi pada tiap jalur, keadaan ini menyebabkan masih kurang jelasnya
pekerjaan yang dikerjakan. Hal ini diakibatkan karena pada tiap jalur produksi
masih belum ada penjadwalan yang dibuat oleh perusahaan, sehingga
membingungkan tenaga kerja untuk menyelesaikan pekerjaan pada suatu
komponen produk yang dibuat. Oleh karena itu peneliti ingin membantu
perusahaan dalam penjadwalan Job shop dengan pendekatan Heuristik priority
dispatching rule, dengan harapan dapat memperjelas proses pengerjaan yang
dibuat.
1.2 Perumusan Masalah
Berdasarkan latar belakang masalah tersebut diatas, maka masalah yang
dihadapi PT. PAL INDONESIA dapat dirumuskan sebagai berikut :
“ Bagaimana menentukan penjadwalan pr oduksi dengan metode
Heuristic Priority Dispatching Rule untuk Divisi Kapal Niaga di PT. PAL
1.3 Batasan Masalah
Batasan-batasan yang dipergunakan dalam penelitian ini adalah sebagai
berikut:
1. Penelitian dan pengumpulan data dilakukan pada proses produksi pada
bengkel fabriksi pipa, Departemen M/O & E/O, Divisi Kapal Niaga,
PT. PAL INDONESIA dengan proyek M000272 Kapal Tanker Pertamina
17500 DWT.
2. Penjadwalan hanya dilakukan pada pembuatan komponen – komponen
penetration in block pada jalur Medium and Large Pipe Fabrication Line
3. Didalam penelitian ini, biaya tidak diperhitungkan .
1.4 Asumsi
Asumsi yang dipergunakan dalam penelitian ini adalah sebagai berikut :
1. Kebijakan perusahaan tidak mengalami perubahan selama penelitian
berlangsung.
2. Kebutuhan bahan baku selalu tersedia pada saat proses produksi.
3. Mesin yang digunakan dalam keadaan normal.
1.5 Tujuan Penelitian
Tujuan dari penelitan ini adalah sebagai berikut:
1. Menentukan penjadwalan produksi baru pada tiap jalur .
2. Menentukan selisih makespan metode Short Processing Time dan Long
1.6 Manfaat Penelitian
Manfaat yang diperoleh dari hasil penelitian tersebut adalah :
1. Bagi Perusahaan.
Hasil penelitian ini diharapkan dapat memberikan informasi bagi
perusahaan dalam menerapkan kebijakan dalam menentukan penjadwalan
produksi yang tepat.
2. Bagi Universitas.
Hasil penyusunan penelitian ini diharapkan dapat menjadi bahan
pertimbangan dalam memecahakan permasalahan yang sejenis dan dapat
menambah wawasan bagi pembaca.
3. Bagi Penulis.
Untuk mengetahui cara kemampuan dalam membuat penjadwalan produksi
dan menambah wawasan tentang pentingnya penjadwalan dalam dunia
industri
1.7 Sistematika Penulisan.
Sistematika penulisan tugas akhir ini adalah sebagai berikut :
BAB I : PENDAHULUAN
Bab ini berisi tentang Latar Balakang, Perumusan Masalah, Batasan
Masalah, Asumsi, Maksud dan Tujuan, Manfaat dan Sistematika
BAB II : TINJAUAN PUSTAKA
Bab ini berisi tentang tinjauan pustaka yang berasal dari literatur –
literatur untuk menyelesaikan laporan penelitian ini, sehingga
kebenaran dari metode yang ada dapat dipertanggung jawabkan.
Tinjauan pustaka yang digunakan untuk menunjang penelitian ini yaitu
penjadwalan produksi dan metode – metode yang digunakan yaitu
Heuristik Priority Dispatching Rule.
BAB III : METODE PENELITIAN
Bab ini berisi tentang waktu lokasi dan penelitian, variabel – variabel
yang digunakan untuk menguraikan tentang metode, pengumpulan
data yang digunakan, pemaparan data-data yang telah dikumpulkan
selama penelitian serta langkah-langkah yang digunakan untuk
pemecahan masalah dan pencapaian tujuan.
BAB IV : HASIL DAN PEMBAHASAN
Bab ini berisi tentang hasil pengumpulan dan pengolahan data yang
telah dilakukan serta analisa dari hasil pengolahan data. Data-data
yang dikumpulkan adalah data mesin yang digunakan, data pesanan
produk, dan data waktu proses produksi.
BAB V : KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan dari analisa dan pada penelitian ini,
juga saran – saran yang berkenaan dengan penyempurnaan tulisan
DAFTAR PUSTAKA
BAB II
TINJ AUAN PUSTAKA
2.1 Penjadwalan Pr oduksi
Perusahaan selalu melakukan penjadwalan produksi dalam pemenuhan
kapasitas permintaan konsumen atau order dari konsumen untuk jangka pendek
dalam rentang periode beberapa minggu atau bulan. Menurut Valente (2006)
penjadwalan yang tidak efektif akan menghasilkan tingkat penggunaan yang
rendah dari kapasitas yang ada. Hal ini dapat menurunkan efektifitas dan daya
saing perusahaan, serta penurunan dari tingkat pelayanan dan hal-hal lainnya
secara tidak langsung. Penjadwalan didefinisikan sebagai rencana pengaturan
urutan kerja serta pengalokasian sumber baik waktu maupun fasilitas untuk setiap
operasi yang harus diselesaikan. Penjadwalan juga didefinisikan sebagai proses
pengalokasian sumber-sumber atau mesin-mesin yang ada untuk menjalankan
sekumpulan tugas dalam jangka waktu tertentu (Menurut: Baker, 2009).
Penjadwalan menyangkut hal yang lebih detail dan keputusan jangka pendek
untuk secara persis menentukan kapan dan bagaimana melakukan sesuatu (when
and how to do what).
Beberapa tujuan yang dicapai dengan dilaksanakannya penjadwalan
adalah (Menururt: Ariyani, 2008) :
a. Meningkatkan penggunaan sumberdaya (makespan) atau mengurangi waktu
tunggu (idle) suatu proses sehingga total waktu proses dapat berkurang dan
b. Mengurangi persediaan dalam proses (WIP) / meminimasi waktu pekerjaan
yang berada dalam sistem (flow time).
c. Mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas
waktu penyelesaian sehingga akan meminimasi penalti cost (biaya
keterlambatan) atau meminimasi kelambatan (due date).
Persoalan penjadwalan dapat diklasifikasikan berdasarkan faktor-faktor
yaitu:
1. Jumlah mesin
a. Penjadwalan pada mesin tunggal
b. Penjadwalan pada m mesin
2. Pola kedatangan pekerjaan
a. Statik, yaitu Semua pekerjaan datang secara bersamaan dan semua
fasilitas tersedia pada saat kedatangan pekerjaan.
b. Dinamik, yaitu pekerjaan datang secara acak selama masa penjadwalan.
3. Ketidakpastian pada pekerjaan dan mesin
a. Deterministik, yaitu terdapat kapasitas tentang pekerjaan dan mesin,
misalnya tentang waktu kadatangan, waktu setup, dan waktu proses.
b. Stokastik, yaitu terdapat ketidakpastian mengenai pekerjaan dan mesin.
4. Pola aliran produksi
Penjadwalan dapatdibedakan atas pola aliran proses yang bersifat Flow Shop
dan Job Shop. Setiap pekerjaan pada proses produksi denga aliran Flow Shop
pada proses produksi yang memiliki pola aliran Job Shop memiliki pola aliran
yang berbeda-beda.
5. Berdasarkan Product Positioning
a. Make to order (jumlah dan jenis dibuat berdasar pesanan, sehingga
pengurangan biaya simpan)
b. Make to stock (jumlah dan jenis terus menerus dibuat untuk disimpan
sebagai persediaan).
2.2 Tipe Penjadwalan Pr oduksi
2.2.1 Penjadwalan Flow Shop
Penjadwalan flow shop dicirikan job yang cenderung memiliki kesamaan
urutan proses operasi (routing) untuk semua job. Flow shop dibedakan atas Pure
flow shop, yaitu memiliki jalur produksi yang sama untuk semua tugas dan
General Flow Shop, yaitu flow shop yang memiliki pola aliran proses yang
berbeda(Menururt: Ariyani, 2008). Ini disebabkan adanya variasi dalam
pengerjaan tugas yang datang tidak harus dikerjakan pada semua mesin.
Penjadwalan flow shop terdiri dari :
a. Pure flow shop
Yaitu flow shop yang memiliki jalur produksi yang sama untuk semua tugas.
Pure flow shop dengan teknologi terjadi dijadwalkan dengan tiap job harus
diproses pada Mk sebelum M1. Semua job memerlukan dan dikerjakan dimana
b. General flow shop
Yaitu flow shop yang memiliki pola aliran berbeda. Ini disebabkan adanya
variasi dalam pengerjaan tugas, sehingga tugas yang datang tidak dikerjakan
pada semua mesin. Jadi mungkin saja suatu proses dilewati. Penjadwalan
dilakukan dengan membagi permasalahan kedalam beberapa tipe.
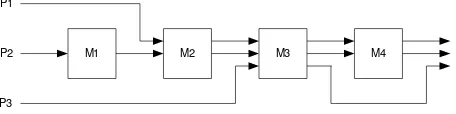
M1 M2 M3 M4
P2 P1
P3
Gambar 2.1 Pola Aliran Flow Shop
Pola aliran Flow Shop diatas merupakan gambaran pengerjaan 3 job (P) oleh
4 mesin (M) dengan urutan pengerjaan job : P1 menuju M2 – M3 – M4 –
selesai, P2 menuju M1 – M2 – M3 – M4 – selesai, dan P3 menuju M3 –
selesai.
2.2.2 Penjadwalan Job Shop
Penjadwalan pada proses produksi tipe job shop lebih sulit dibandingkan
penjadwalan flow shop(Menururt: Ariyani, 2008).. Hal ini disebabkan oleh 3
alasan :
a. Job shop menangani variasi produk yang sangat banyak, dengan pola aliran
yang berbeda-beda melalui puat-pusat kerja.
b. Peralatan pada job shop digunakan secara bersama-sama oleh
bermacam-macam order dalam prosesnya, sedangkan peralatan pada flow shop
c. Job-job yang berbeda mungkin ditentukan oleh prioritas yang berbeda pula.
Hal ini mengakibatkan order tertentu yang dipilih harus diproses seketika
pada saat order tersebut ditugaskan pada suatu pusat kerja. Sedangkan pada
flow shop tidak terjadi permasalahan seperti diatas karena keseragaman output yang diproduksi untuk persediaan. Prioritas order pada flow shop
dipengaruhi terutama pada pengirimannya dibandingkannya tanggal
pemrosesan.
Faktor-faktor tersebut diatas menghasilkan sangat banyak kemungkinan
kombinasi dari pembebanan (loading) dan urut-urutan (sequencing). Job loading
mengartikan bahwa harus memutuskan pada pusat-pusat kerja yang mana suatu
job harus ditugaskan. Sedangkan job sequencing mengartikan bahwa harus
menentukan bagaimana urutan proses dari bermacam-macam job harus ditugaskan
pada mesin-mesin tertentu atau pusat kerja tertentu.
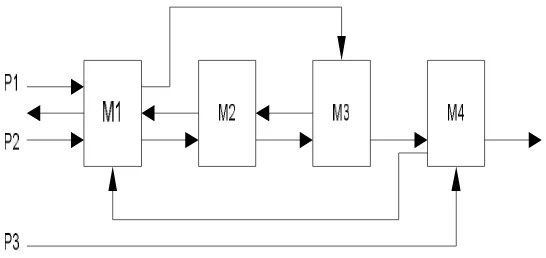
Gambar 2.2 Pola Aliran Job Shop
Pola aliran Job Shop diatas merupakan gambaran pengerjaan 3 job (P) oleh 4
mesin (M) dengan urutan pengerjaan job : P1 menuju M1 – M3 – M2 – M1 –
2.3 Grup Teknologi
Grup teknologi adalah suatu cara dalam memaksimumkan suatu sumber
daya yang ada dalam sustu sistem produksi, dengan cara mengelompokkan
kesamaan-kesamaan yang terdapat dalam suatu produksi tersebut adalah dengan
cara mengelompokkan mesin-mesin yang dilalui oleh suatu proses produksi yang
sama kedalam suatu machine cell, sedang untuk part-part yang sama
dikelompokkan kedalam suatu susunan part family, sehingga dengan
pengelompokkan tersebut akan banyak manfaat yang akan didapatkan(Menurut:
Baker, 2009)., diantaranya adalah , dalam bidang :
1. Engineering design
• Mengurangi desain untuk part yang baru
• Mengurangi jumlah penggambaran untuk mendapatkan suatu
standarisasi produk
• Mengurangi jumlah kesamaan part, dan mudah untuk
mengindentifikasi part-part pengganti
2. Layout planning
• Mengurangi kebutuhan akan luas lantai produksi
• Mengurangi kebutuhan akan material handling
3. Specification of equipment, tools, jig, and fixture
• Standarisasi dari peralatan
• Mengurangi jumlah dari peralatan, pallets, jigs, dan fixture
4. Manufacturing :Process Planning
• Mengurangi waktu set up dan waktu produksi
• Mengurangi jumlah dari operasi permesinan
• Memperbaiki machine loading dan memperpendek alur produksi
5. Manufacturing :Production control
• Mengurangi work in process
• Mudah untuk mengindentifikasi adanya bottlenecks
• Memperbaiki aliran material dan mengurangi biaya gudang
• Respon yang cepat untuk adanya perubahan jadwal
• Memperbaiki penggunaan jigs, fixture, pallets, peralataan, material
handling
6. Manufacturing : Quality Control
• Mengurangi jumlah kerusakan dan mengurangi kebutuhan akan
inspeksi
• Mengurangi adanya scrap
• Kualitas output yang lebih bagus
7. Customer service
• Perhitungan biaya lebih cepat dan akurat
• Pengiriman produk yang dapat lebih efisien
Metode Klasifikasi
Dasar dari metode klasifikasi adalah bobot dari desain dari pekerjaan
1. Metode Visual
Adalah suatu prosedur semi sistematis, dimana komponen-komponen
dikelompokkan berdasarkan kemiripan dari bentuk geometris.
Pengelompokkan berdasarkan metode ini tergantung kepada kemampuan
personal yang melakukannya, oleh karena itu metode ini dapat dipakai
pada kasus dimana jumlah komponen yang diamati berjumlah sedikit.
2. Metode coding
Pengelompokkan part dalam metode ini berdasarkan pada :
• Bentuk geometris dan tingakat kompleksitas
• Dimensi
• Jenis material
• Bentuk bahan baku
• Tingkat keakurasian bahan baku
Apabila penggunaan coding, masing-masing komponen diberi sebuah kode
yang terdiri dari angka atau huruf, masing-masing kode menunjukkan kelompok
2.4 Metode Heuristic Priority Dispatching Rule
Heuristik adalah suatu prinsip atau alat yang dapat membantu
memecahkan persoalan di dalam penelitian. Metode ini menggunakan pendekatan
trial and error dan metode ini memberikan solusi yang secara matematis mungkin
tidak optimal, tetapi memberikan hasil yang memuaskan untuk digunakan, serta
perhitungan yang relatif lebih mudah dengan manual atau komputer (Menurut :
Ariyani, 2008). Adapun alasan yang dipergunakan pada metode heuristik adalah
sebagai berikut :
1. Pendekatan dengan menggunakan metode heuristik tidak menjamin solusi
jawab yang optimum akan tetapi kebaikan metode ini adalah pemecahan
persoalan lebih baik dan lebih cepat, mudah diaplikasikan ke komputer dan
usaha yang dilakukan relatif lebih kecil.
2. Beberapa persoalan dianggap terlalu besar untuk dipecahkan secara
matematis.
Ada beberapa persoalan tidak dapat atau tidak mungkin untuk
dikemukakan secara matematis untuk menyelesaikan permasalahan jobshop
banyak cara yang dapat ditempuh diantaranya dengan metode matematis, heuristik
dan simulasi (Valente, 2006). Salah satunya adanya priority rules. Biasaanya
priority rules ini dipakai baik untuk menentukkan prioritas adalah:
a. Shortest Processing Time (SPT)
Urutkan job berdasarkan waktu proses yang terkecil pada urutan pertama.
(aturan ini akan menghasilkan WIP dan Flow Time yang terkecil). Dengan
1. t1 ≤ t 2 ≤ t 3 … ≤ t n
keterangan :
tn = Waktu ke–n
2. Mean Flow Time
∑ = = n
1 j i
F n 1 F
b. Longest Processing Time (LPT)
Urutkan job berdasarkan waktu proses yang terpanjang pada urutan pertama.
(aturan ini akan menghasilkan WIP,dan Flow Time yang terkecil). Dengan
rumus penjadwalan :
t1 ≥ t 2 ≥ t 3 … ≥ t n
keterangan :
tn = Waktu ke–n
2.5 Langkah-Langkah Heuristic Priority Dispatching Rule
Langkah-langkah penjadwalan berdasarkan prioritas , antara lain sebagai
berikut (Menurut : Ariyani, 2008) :
a. Shortest Processing Time (SPT)
Pada pekerjaan yang mempunyai batas waktu, penjadwalan ditujukan
untuk meminimalkan rata-rata keterlambatan yang mungkin terjadi.
Aturan ini dapat meminimalkan rata-rata kelambatan.
Langkah penjadwalan dengan pendekatan SPT, adalah:
3. Menghitung waktu siklus rata-rata.
4. Menghitung waktu normal.
5. Menghitung waktu baku.
6. Urutkan pekerjaan berdasarkan waktu proses terkecil.
7. Gambarkan gant chart
8. Hitung mean flow time
b. Longest Processing Time (LPT)
Proses pengerjaan job pada Longest Processing Time, adalah tugas-tugas
yang mempunyai waktu proses terpanjang dipilih terlebih dahulu.
Adapun langkah penjadwalannya adalah:
1. Melakukan pengujian keseragaman data.
2. Melakukan uji kecukupan data.
3. Menghitung waktu siklus rata-rata.
4. Menghitung waktu normal.
5. Menghitung waktu baku.
6. Urutkan pekerjaan berdasarkan waktu proses terpanjang.
7. Gambarkan Gant chart
8. Hitung Mean Flow Time
Peta penjadwalan (Gantt Chart) merupakan respresentasi grafis dari
pekerjaan-pekerjaan yang harus diselesaikan dan digambarkan dalam bentuk
batang dan analog dengan waktu penyelesaian pekerjaan tersebut menurut Baker
a. Semua pekerjaan diperlihatkan secara grafis dalam satu peta yang mudah
dipahami.
b. Kemajuan pekerjaan mudah diamati dan diperiksa setiap waktu karena sudah
tergambar dengan jelas.
c. Dalam situasi keterbatasan sumber penggunaan peta gantt memungkinkan
evaluasi yang lebih awal mengenai penggunaan sumber seperti yang telah
direncanakan.
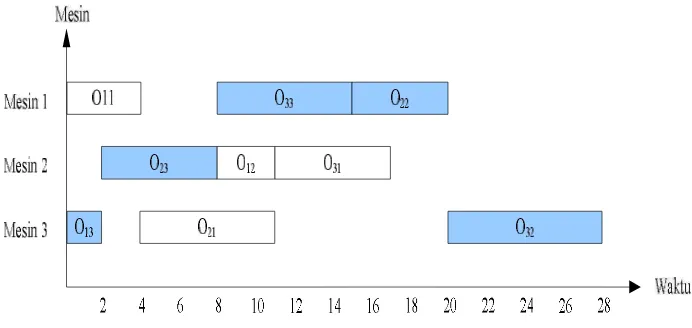
Gambar 2.3 Peta Penjadwalan
Peta penjawalan diatas merupakan gambaran pengerjaan 3 job (Q) oleh 3
mesin dengan urutan pengerjaan job : Q13 – Q23 – Q33 – Q22 – Q32 sedangkan
total waktu proses adalah pada saat pengerjaan job Q32 pada mesin ketiga.
2.6 Peneliti Terdahulu
Saria Uttari (2008) dengan judul “Usulan Penjadwalan Produksi Produk
Main Frame Pada Mesin Punch Exentrix di PT. Beton Perkasa Wijaksana
pada Mesin Punch Exentrix yang terbaik dan memberikan usulan penjadwalan
urutan pengerjaan pesanan dengan metode SPT (Shortest Processing Time) dan
LPT (Longest Processing Time) dimana penjadwalan tersebut akan dapat
memenuhi kriteria minimasi flowtime seluruh pesanan yang diterima. PT. Beton
Perkasa Wijaksana merupakan perusahaan yang bergerak dalam bidang
manufaktur Formwork dan Scaffolding. Permasalahan yang dihadapi perusahaan
saat ini adalah sering kali terjadi penumpukan persediaan barang setengah jadi.
Penelitian ini di awali dengan menghitung masing-masing waktu proses tiap
stasiun kerja, dilakukan penjadwalan dengan ketiga metode dan dibuat peta
penjadwalannya. Berdasarkan penelitian metode SPT menghasilkan makespan
483,3 menit, metode LPT menghasilkan makespan 483,72 menit dan makespan
riil menghasilkan makespan 483,06 menit. Metode perusahaan lebih efektif dari
metode usulan .
(http://www.library.upnvj.ac.id/pdf/2s1teknikindustri/204415007/204415007.pdf)
Muklis Hidayat Zen (2007) dengan judul “ Penjadwalan Job Shop untuk
meminimalkan makespan, Mean Tardines, dan Biaya Produksi (Studi kasus C.V.
Indra Ghozali), C.V, tujuan penelitian ini menentukan penjadwalan job shop yang
terbaik guna meminimalkan makespan, Mean Tardines, dan Biaya Produksi.
Indra Ghozali adalah perusahaan yang memproduksi berbagai macam mesin.
Dalam penelitian ini dilakukan perancangan untuk meminimumkan makespan,
rata-rata keterlambatan (Mean Tardines) dan biaya produksi dengan
Time,SPT dan Metode Heuristic Priority Dispatching Rule Earliest Due Date.
Dengan metode ini diharapkan diperoleh penjadwalan job yang tepat sehingga
pabrik menekan biaya-biaya yang seharusnya tidak dikeluarkan oleh pabrik. Dari
penerapannya metode Heuristic Priority Dispatching Rule Shortest Processing
Time (SPT), secara analisis diperoleh penjadwalan job yang lebih baik dari
metode yang saat ini dipakai oleh perusahaan, dimana pada bulan September 2007
untuk perhitungan makespan pada metode yang saat ini diterapkan oleh
perusahaan sebesar 67,1633 jam, rata-rata keterlambatan sebesar 3,346125 jam,
total idle time sebesar 153,3136 jam dan produksi sebesar Rp 24.008.227,8125.
Sedangkan dengan menggunakan metode Shortest Processing Time (SPT),
diperoleh perhitungan makespan sebesar 61,3839 jam, rata-rata keterlambatan
sebesar 2,510475 jam, total idle time sebesar 77,4542 jam dan produksi sebesar
Rp 16.417.158,1875sehingga diperoleh penghematan pada makespan sebesar
5,7794 jam, dan total biaya produksi sebesar Rp 7.591.069,625.
(http://studentresearch.umm.ac.id/index.php/dept_of_industrial_engineering/articl
BAB III
METODOLOGI PENELITIAN
Untuk menyelesaikan permasalahan dalam penelitian ini maka digunakan
metode penelitian yang sistematis dan terarah untuk mencapai tujuan penelitian.
Dalam rangkaian penelitian ini terdapat beberapa langkah-langkah penelitian
yaitu:
3.1. Tempat dan Waktu Penelitian
Dalam penelitian ini, pengambilan data dilakukan dibengkel pipa Divisi
Kapal Niaga di PT. PAL INDONESIA yang berlokasi di Ujung, SURABAYA.
Sedangkan waktu yang digunakan untuk melakukan pengambilan data dimulai
pada bulan November 2012 sampai dengan data yang diperlukan sudah tercukupi.
3.2. Identifikasi dan Definisi Oper asional Variabel
Pada suatu penelitian, variabel dapat diartikan sebagai faktor-faktor yang
berpengaruh pada peristiwa yang diamati dan mempunyai variasi nilai. Jadi
identifikasi variabel adalah mengidentifikasi faktor-faktor yang terlibat dalam
penelitian yang mempunyai variasi nilai dan besaran. Variabel penelitian ini
tergantung dari objek yang diteliti, landasan teori dan metode yang dipakai dalam
permasalahan yang akan diteliti ini, variabel yang akan digunakan adalah sebagai
a. Variabel Terikat
Variabel terikat adalah variabel yang nilainya tergantung dari variasi
perubahan variabel bebas. Dalam penelitian ini yang termasuk variabel terikat
yaitu penjadwalan produksi.
b. Variabel Bebas
Variabel bebas adalah variabel yang mempengaruhi variasi perubahan nilai
variable terikat. Dalam penelitian ini yang termasuk variabel bebas antara lain
meliputi :
1. Permintaan
Adalah data jumlah pemesanan atau permintaan dari konsumen. Data
permintaan jalur Medium and Large Diameter Pipe Fabrication Line (65A
- 200A)
2. Jumlah mesin yang di gunakan
Adalah jumlah mesin yang digunakan pada tiap stasiun kerja untuk
masing-masing pekerjaan yang dikerjakan.
3. Waktu standart
Adalah waktu standart pada satuan-satuan produk sejak mulai diproses
ditempat kerja yang bersangkutan.
3.3. Metode Pengumpulan Data
Dalam suatu penelitian, data merupakan kedudukan yang paling tinggi,
karena data mempunyai penggambaran variabel yang diteliti dan berfungsi
tujuan penelitian agar dapat memberikan suatu keputusan yang tepat. Adapun
metode yang dipergunakan dalam memperoleh data yang berhubungan dengan
penyelesaian pembahasan adalah sebagai berikut :
a. Studi Kepustakaan (Library Research)
Studi kepustakaan ini berguna bagi penelitian yang tujuannya untuk
memperoleh wawasan serta landasan teori yang akan digunakan untuk
pemecahan masalah mengenai penjadwalan waktu produksi, khususnya dalam
pengambilan data.
b. Studi Lapangan (Field Research)
Metode pengambilan data yang digunakan pada penelitian lapangan ini ada 2
macam. Adapun studi lapangan tersebut dilakukan dengan cara sebagai
berikut :
1. Data primer
Data primer adalah data yang diukur pada saat penelitian di lapangan
oleh peneliti pada obyek penelitian, dimana data diperoleh secara
langsung di perusahaan yang sedang diteliti. Data primer yang digunakan
adalah interview secara langsung seperti : sekema alur produksi, mesin
yang digunakan, dan jenis pekerjaan yang dibuat
2. Data Sekunder
Data sekunder adalah data yang diperoleh peneliti dengan melakukan
pengumpulan data yang telah ada di perusahaan (dokumen perusahaan).
Data sekunder yang digunakan adalah data permintaan, data jenis produk,
3.4. Metode Pengolahan Data
Setelah pengumpulan data diperoleh, maka selanjutnya adalah melakukan
pengolahan data dengan menggunakan metode Heuristic Priority Dispatching
Rule. Adapun langkah-langkahnya sebagai berikut :
1. Grup Teknologi
Setelah data dikumpulkan data tersebut dipisahkan menggunakan metode
klasifikasikan dengan cara memisahkan benda kerja sesuai dimensi, sehingga
pengerjaan produksi tersebut lebih mudah dikerjakan.
2. Perhitungan waktu standart/operasi
Waktu standart /operasi (S/O) = /
3. Perhitungan waktu pengerjaan pekerjaan
Waktu setiap Operasi = x (S/O)
4. Penjadwalan berdasarkan prioritas , antara lain sebagai berikut :
a. Shortest Processing Time (SPT)
Pada pekerjaan yang mempunyai batas waktu, penjadwalan ditujukan
untuk meminimalkan rata-rata keterlambatan yang mungkin terjadi.
Aturan ini dapat meminimalkan rata-rata kelambatan.
Langkah penjadwalan dengan pendekatan SPT, adalah:
- Urutkan pekerjaan berdasarkan waktu proses terkecil
- Hitung waktu penyelesaian pekerjaan tersebut (completion time), yaitu
total proses sebelum pekerjaan ditambah dengan waktu proses
- Hitung rata-rata kelambatan.
b. Longest Processing Time (LPT)
Proses pengerjaan job pada Longest Processing Time, adalah
tugas-tugas yang mempunyai waktu proses terpanjang dipilih terlebih
dahulu. Adapun langkah penjadwalannya adalah:
- Urutkan n pekerjaan berdasarkan waktu proses terpanjang.
- Buat penjadwalan sesuai hasil LPT, berurutan pada masing-masing
mesin.
- Sesudah selesai dijadwalkan, bentuk penjadwalan akhir pada
masing-masing prosesor seperti dengan aturan SPT.
3.5. Langkah-Langkah Pemecahan Masalah
Pada bagian ini diuraikan secara singkat mengenai langkah yang akan
digunakan untuk memecahkan masalah yang terdapat pada perusahaan tersebut.
Dengan adanya langkah-langkah pemecahan masalah diharapkan pembaca
mengerti gambaran dari pemecahan masalah sebagai berikut
..
Mulai
Perumusan Masalah
Pengumpulan Data:
Kebutuhan permintaan, mesin yang digunakan tiap stasiun kerja, waktu standart, dan jumlah orang yang mengerjakan Tujuan Penelitian
Orientasi Perusahaan
Identifikasi Variabel
Studi Literatur
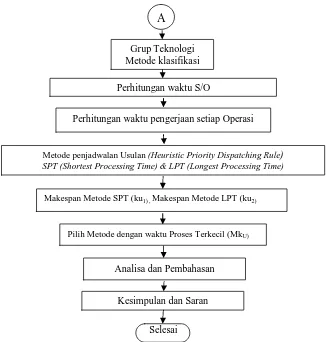
Gambar 3.1 Langkah – langkah Pemecahan Masalah
Keterangan Langkah-langkah pemecahan masalah :
4. Mulai
Merupakan langkah awal dari suatu penelitian yang akan dilakukan
5. Orientasi perusahaan
Usaha dalam memenuhi kebutuhan konsumen tanpa terjadi keterlambatan
dalam pengiriman produk.
6. Study literatur
Merupakan proses yang digunakan untuk mendapatkan perumusan masalah
yang berisi informasi mengenai konsep penjadwalan produksi. Studi literatur
tersebut diperoleh dari buku-buku dan skripsi yang ada dalam perpustakaan.
Metode penjadwalan Usulan (Heuristic Priority Dispatching Rule)
SPT (Shortest Processing Time) & LPT (Longest Processing Time)
Perhitungan waktu pengerjaan setiap Operasi
Pilih Metode dengan waktu Proses Terkecil (MkU)
Makespan Metode SPT (ku1) , Makespan Metode LPT (ku2)
Perhitungan waktu S/O
Analisa dan Pembahasan
Kesimpulan dan Saran
Selesai Grup Teknologi Metode klasifikasi
7. Perumusan masalah
Melakukan perumusan masalah yang akan diteliti dalam perusahaan
kemudian melakukan suatu pendekatan untuk memecahkan masalah.
8. Penetapan tujuan
Menetapkan tujuan yang ingin dicapai, sehingga dapat menentukan arah
sasarannya. Adapun tujuannya adalah dapat mengetahui dan menentukan
metode penjadwalan job shop yang tepat agar dapat menyusun jadwal
produksi dengan waktu produksi tercepat dalam suatu periode penjadwalan.
9. Identifikasi variabel
Setelah menentukan tujuan dari penelitian, kemudian ditentukan
variabel-variabel yang akan diidentifikasi menjadi obyek penelitian atau merupakan
aspek yang berperan dalam peristiwa yang akan diteliti. Variabel-variabel
yang digunakan untuk penelitian meliputi variabel bebas dan variabel terikat.
10. Pengumpulan data
Adapun data-data yang diperlukan dalam penelitian ini adalah data
permintaan, jumlah mesin tiap stasiun kerja, data pengamatan waktu proses,
urutan masing – masing proses,
11. Grup Teknologi
Setelah data dikumpulkan data tersebut dipisahkan menggunakan metode
klasifikasikan, sehingga pengerjaan produksi tersebut lebih mudah
dikerjakan.
12. Perhitungan waktu standart setiap
13. Perhitungan waktu pengerjaan pekerjaan
Waktu setiap Operasi = x (S/O)
14. Metode penjadwalan
Dengan menggunakan Metode pendekatan priority rules dengan aturan
prioritas SPT (Shortest Processing Time), dan LPT (Longest Processing
Time)
15. Menghitung makespan penjadwalan
Menghitung makespan dari suatu penjadwalan, sehingga dapat diketahui
makespan yang terkecil.
16. Pembahasan
Diperlukan untuk mengetahui hasil dari penelitian yang telah dilaksanakan
dan melakukan pembahasan terhadap hasil perbandingan dari metode
penjadwalan yang mempunyai makespan terkecil.
17. Kesimpulan dan saran
Berisi metode yang sebaiknya digunakan oleh perusahaan sehingga order
dapat diberikan tepat pada waktunya.
18. Selesai
BAB IV
HASIL DAN PEMBAHASAN
4.1 Per mintaan
Didalam pengamatan pada proses produksi dibengkel fabrikasi pipa,
Departemen M/O & E/O terdapat jenis pekerjaan pada masing – masing produk
dapat diketahui sebagai berikut :
Tabel 4.1 Jenis Pekerjaan Masing-Masing Produk
No Ukur an Pr oduk Pada J alur Medium & Lar ge Diameter Pipe Fabr ication Line
1 65 A
2 80 A
3 100 A
4 125 A
5 150 A
6 200 A
(Sumber Informasi : Data Internal Perusahaan, Divisi Kapal Niaga)
Selama periode pengamatan terdapat sejumlah pekerjaan yang diterima
dari proyek M000272 Kapal Tanker Pertamina 17500 DWT adalah sebagai
berikut :
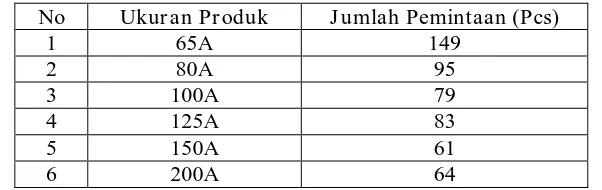
Tabel 4.2 Permintaan Pipa Penetration In Block Bulan Nopember 2012
No Ukur an Pr oduk J umlah Pemintaan (Pcs)
1 65A 149
2 80A 95
3 100A 79
4 125A 83
5 150A 61
6 200A 64
Sedangkan jenis kegiatan dalam operasi pada masing – masing produk
dan kebutuhan tenaga kerja untuk masing-masing operasi produk antara lain :
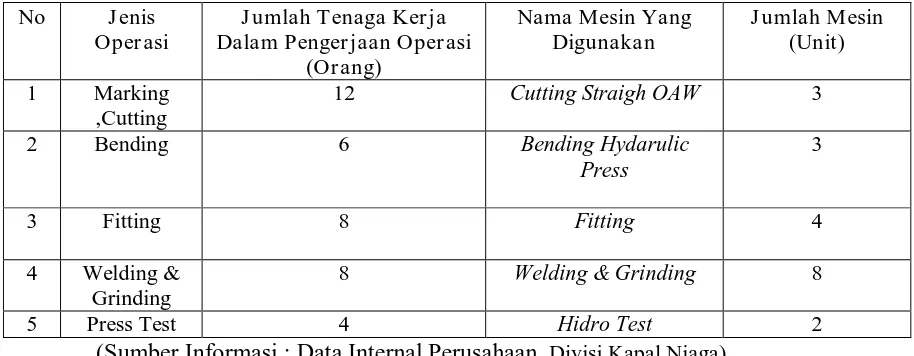
Tabel 4.3 Jenis Operasi Masing-Masing Produk
No J enis
Oper asi
J umlah Tenaga Ker ja Dalam Penger jaan Oper asi
(Or ang)
Nama Mesin Yang Digunakan
J umlah Mesin (Unit)
1 Marking
,Cutting
12 Cutting Straigh OAW 3
2 Bending 6 Bending Hydarulic
Press
3
3 Fitting 8 Fitting 4
4 Welding & Grinding
8 Welding & Grinding 8
5 Press Test 4 Hidro Test 2
(Sumber Informasi : Data Internal Perusahaan, Divisi Kapal Niaga)
Dari kelima jenis operasi tersebut masing-masing Jalur Medium & Large
Diameter Pipe Fabrication Line melewati urutan proses pengerjaan yang sama,
antara lain sebagai berikut :
1. Marking
Proses penandaan pada material sehingga memudahkan pengerjaan
pemotongan. Kegunaan marking pada benda kerja adalah sebagai berikut :
a. Tanda pengerjaan
b. Urutan dan arah pengerjaan
c. Lokasi member
d. Tanda jenis dan macam member
2. Cutting
Proses pemotongan plat atau profil yang telah di marking /ditandai QA (Quality Assurance).
3. Bending
Proses untuk membentuk komponen pipa yang berbentuk melengkung maka
diperlukan proses pembentukan.
4. Fitting
Proses ini untuk menyesuaikan bentuk yang akan dipakai sesuai gambar kerja.
5. Welding
Merangkai komponen pipa dengan slang carapengerjaannya mengelas .
6. Grinding
Menghaluskan komponen pipa yang selesai di welding dengan alat gerinda
7. Press Test
Proses pengecekan pipa yang sudah berbentuk, sehingga pipa tersebut tidak
mengalami kebocoran. Sistem yang digunakan didalam proses ini adalah
tekanan udara.
Proses produksi pipa waktu standart untuk proses produksi dari suatu
pengerjaan sebagai berikut :
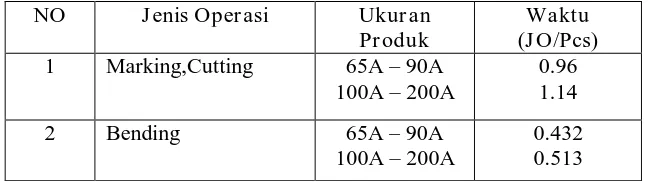
Tabel 4.4 Waktu Standart Pengerjaan Setiap Stasiun Kerja
NO J enis Oper asi Ukur an
Pr oduk
Waktu (J O/Pcs)
1 Marking,Cutting 65A – 90A
100A – 200A
0.96 1.14
2 Bending 65A – 90A
100A – 200A
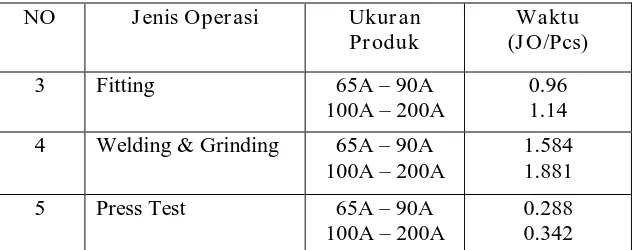
NO J enis Oper asi Ukur an Pr oduk
Waktu (J O/Pcs)
3 Fitting 65A – 90A
100A – 200A
0.96 1.14
4 Welding & Grinding 65A – 90A 100A – 200A
1.584 1.881
5 Press Test 65A – 90A
100A – 200A
0.288 0.342
(Sumber informasi : Data internal Perusahaan, Divisi Kapal Niaga)
4.2 Waktu Standar t /Oper asi
Pada proses pengerjaan produk pipa waktu penyelesaian tiap operasi dapat
dihitung sebagai berikut ini contoh perhitungan pada ukuran produk 65A proses
marking , cutting (operasi 1) :
Waktu standart /operasi (S/O) = ( ) ( )
( )
= .
= 0.24 jam/pcs
Dalam proses marking, cutting pada ukuran produk 65A dapat
menyelesaikan 1 pcs ukuran produk selama 0,24 jam/pcs. Untuk perhitungan
pengerjaan ukuran produk dan operasi yang lain dapat dilihat pada lampiran II.
Sehingga dari semua dapat diringkas pada tabel-tabel berikut ini :
Tabel 4.5 Waktu S/O (Jam/Pcs)
Oper asi Ukur an Pr oduk
65A 80A 100A 125A 150A 200A
1 0,24 0,24 0,285 0,285 0,285 0,285
2 0,216 0,216 0,256 0,256 0,256 0,256
3 0,48 0,48 0,57 0,57 0,57 0,57
4 1,584 1,584 1,881 1,881 1,881 1,881
4.3 Waktu Pengerjaan Setiap Operasi
Berdasarkan permintaan dan jumlah mesin yang digunakan, maka dapat
dihitung waktu pengerjaan untuk tiap operasi pada JO yang ada pada masing -
masing pekerjaan untuk ukuran produk 65A proses marking, cutting (operasi 1).
Waktu setiap Operasi = x (S/O)
= x 0,24
= 11,91 jam
Dalam proses marking, cutting pada ukuran produk 65A dapat
menyelesaikan selama 11,91 jam dan menyelesaikan permintaan sebanyak 149
produk. Sedangkan perhitungan pengerjaan proses ukuran produk 65A yang lain
dapat dilihat pada lampiran III.
Ukuran produk 80A proses marking , cutting (operasi 1)
Waktu setiap Operasi = x (S/O)
= x 0,24
= 7,59 jam
Dalam proses marking, cutting pada ukuran produk 80A dapat
menyelesaikan selama 7,59 jam dan menyelesaikan permintaan sebanyak 95
produk. Sedangkan perhitungan pengerjaan proses ukuran produk 80A yang lain
dapat dilihat pada lampiran III.
Ukuran produk 100A proses marking , cutting (operasi 1)
= x 0,285
= 7,5 jam
Dalam proses marking, cutting pada ukuran produk 100A dapat
menyelesaikan selama 7,5 jam dan menyelesaikan permintaan sebanyak 79
produk. Sedangkan perhitungan pengerjaan proses ukuran produk 100A yang lain
dapat dilihat pada lampiran III.
Ukuran produk 125A proses marking , cutting (operasi 1)
Waktu setiap Operasi = x (S/O)
= x 0,285
= 7,88 jam
Dalam proses marking, cutting pada ukuran produk 125A dapat
menyelesaikan selama 7,88 jam dan menyelesaikan permintaan sebanyak 83
produk. Sedangkan perhitungan pengerjaan proses ukuran produk 125A yang lain
dapat dilihat pada lampiran III.
Ukuran produk 150A proses marking , cutting (operasi 1)
Waktu setiap Operasi = x (S/O)
= x 0,285
= 5,79 jam
Dalam proses marking, cutting pada ukuran produk 150A dapat
produk. Sedangkan perhitungan pengerjaan proses ukuran produk 150A yang lain
dapat dilihat pada lampiran III.
Ukuran produk 200A proses marking , cutting (operasi 1)
Waktu setiap Operasi = x (S/O)
= x 0,285
= 6,07 jam
Dalam proses marking, cutting pada ukuran produk 200A dapat
menyelesaikan selama 6,07 jam dan menyelesaikan permintaan sebanyak 64
produk. Sedangkan perhitungan pengerjaan proses ukuran produk 200A yang lain
dapat dilihat pada lampiran III.Sehingga dari semua dapat diringkas pada
tabel-tabel berikut ini :
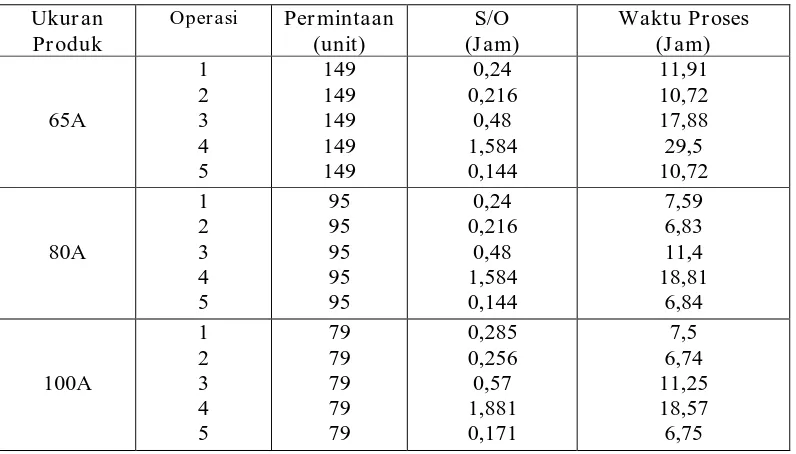
Tabel 4.6 Perhitungan Waktu Setiap Operasi
Ukur an Pr oduk
Oper asi Per mintaan
(unit)
S/O (J am)
Ukur an Pr oduk
Oper asi Per mintaan
(unit)
S/O (J am)
Waktu Pr oses (J am) 125A 1 2 3 4 5 83 83 83 83 83 0,285 0,256 0,57 1,881 0,171 7,88 7,08 11,82 19,51 7,09 150A 1 2 3 4 5 61 61 61 61 61 0,285 0,256 0,57 1,881 0,171 5,79 5,2 8,69 14,34 5,21 200A 1 2 3 4 5 64 64 64 64 64 0,285 0,256 0,57 1,881 0,171 6,07 5,46 9,12 15,04 5,47
(Sumber Informasi : Hasil Pengolahan Data Lampiran III)
Berdasarkan tabel diatas dapat dijelaskan bahwa ukuran produk 65A mulai
proses 1 sampai 5, permintaan sebanyak 149 unit, S/O (standart pengerjaan
penyelesaian setiap operasi) sebesar mulai 0,24; 0,216; 0,48; 1,584; 0,144 dalam
satuan jam dan waktu proses penyelesaian produk 11,91; 10,72; 17,88; 29,5;
10,72 dalam satuan jam. Sedangkan ukuran yang selanjutnya dari 80A, 100A,
125A, 150A, dan 200A sama dijelaskan seperti yang diatas.
4.4 Penjadwalan Dengan Metode Heuristic priority dispatching rule
Setelah didapatkan waktu standart penyelesaian setiap operasi dilanjutkan
proses penentuan pekerjaan yang dkerjakan terlebih dahulu. Dari waktu
pengerjaan pekerjaan Pipa Penetration In Block sehingga didapat waktu proses
keseluruhan yaitu :
Tabel 4.7 Waktu Proses Tiap Pekerjaan
Oper asi Ukur an Pr oduk
65A 80A 100A 125A 150A 200A
1 11,91 7,59 7,5 7,88 5,79 6,07
2 10,72 6,83 6,74 7,08 5,2 5,46
3 17,88 11,4 11,25 11,82 8,69 9,12
4 29,5 18,81 18,57 19,51 14,34 15,04
5 10,72 6,84 6,75 7,09 5,21 5,47
Jumlah 80,73 51,47 50,81 53,38 39,23 41,16
(Sumber Informasi : Hasil Pengolahan Data Lampiran III)
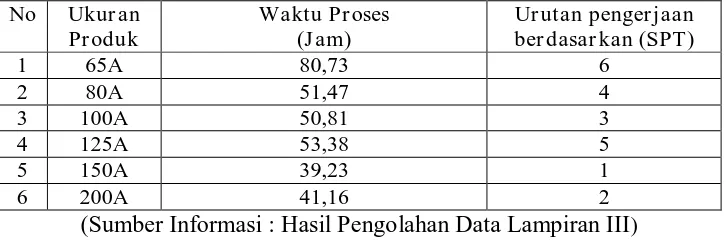
Dari waktu pengerjaan setiap operasi diatas (tabel 4.8) dilanjutkan dengan
mengurutkan dengan menggunakan Metode Heuristic Priority Dispatching Rule
Short Processing Time (SPT) yaitu jumlah waktu pengerjaan tercepat dikerjakan
lebih dahulu.tabel diatas jumlah terkecil mulai dari ukuran 150A = 39,23 jam;
200A = 41,16 jam; 100A = 50,81 jam; 80A = 51,47 jam; 125A = 53,38 jam; dan
65A= 80,73 jam, sehingga dapat mengetahui posisi pekerjaan yang mau
dikerjakan sebagai berikut :
Tabel 4.8 Urutan Pengerjaan Berdasarkan Metode Short Processing Time (SPT)
No Ukur an Pr oduk
Waktu Pr oses (J am)
Ur utan penger jaan ber dasar kan (SPT)
1 65A 80,73 6
2 80A 51,47 4
3 100A 50,81 3
4 125A 53,38 5
5 150A 39,23 1
6 200A 41,16 2
(Sumber Informasi : Hasil Pengolahan Data Lampiran III)
Dari pengurutan pengerjaan tersebut pada masing-masing yang ada pada dijalur
Medium & Large Diameter Pipe Fabrication Line dilanjutkan dengan perhitungan
operasi pada penjadwalan menggunakan metode Heuristic Priority Dispatching
Rule Short Processing Time (SPT). Sebagai contoh perhitungan pada urutan yang
T 0-1 job 5 = 0-1 job 5
= 5,79 jam
T 0-2 job 5 = T 0-1 job 5 + S/O 0-2 job 1
= 5,79 + 0,216 = 6,006 jam
T 0-3 job 5 = ( x (S/O)) + ( x (S/O))
+ 0-3 job 1
= 0,285 + 0,341 + 8,69 = 9,316 jam
T 0-4 job 5 = ( x (S/O)) + ( x (S/O)) +
( x (S/O)) + 0-4 job 5
= 0,285 + 0,341 + 1,14 + 14,34 = 16,106 jam
T 0-5 job 5 = S/O 0-5 job 1+ T 0-4 job 5
= 0,171 + 16,106 = 16,277 jam
Untuk perhitungan pengerjaan semua operasi dapat dilihat pada lampiran
IV.Sehingga perhitungan penjadwalan Heuristic priority dispatching rule Short
Tabel 4.9 Penjadwalan Berdasarkan Metode Short Processing Time (SPT)
Ur utan Penger jaan
Ukur an Pr oduk
Oper asi Waktu Pr oses (J am)
Waktu Mulai (J am)
Waktu Selesai (J am)
1 150A
1 2 3 4 5 5,79 5,2 8,69 14,34 5,21 0 0,285 0,626 1,766 3,647 5,79 6,006 9,316 16,106 16,277
2 200A
1 2 3 4 5 6,07 5,46 9,12 15,04 5,47 5,79 6,006 9,316 16,106 16,277 11,86 12,116 18,436 31,146 31,317
3 100A
1 2 3 4 5 7,5 6,74 11,25 18,57 6,75 11,86 12,116 18,436 31,146 31,317 19,36 19,616 29,686 49,716 49,887
4 80A
1 2 3 4 5 7,59 6,83 11,4 18,81 6,84 19,36 19,616 29,686 49,716 49,887 26,95 27,166 41,086 68,526 68,67
5 125A
1 2 3 4 5 7,88 7,08 11,82 19,5 7,09 26,95 27,166 41,086 68,526 68,67 34,83 35,086 52,906 88,026 88,197
6 65A
1 2 3 4 5 11,91 10,72 17,88 29,5 10,72 34,83 35,086 52,906 88,026 88,197 46,74 46,956 70,786 117,526 117,67 Completion maximum (Makespan) = 117,67 Jam
(Sumber Informasi : Hasil Pengolahan Data, Lampiran IV)
Pada tabel 4.10 diatas ukuran produk 150A operasi mempunyai waktu
proses sebesar 5,79 jam dimana mulai prosesnya pada waktu 0 jam sampai dengan
waktu 5,79 jam dan seterusnya sampai pada ukuran produk 65A operasi 5 dengan
waktu 117,67 jam.
Berdasarkan tabel 4.11 dapat dijelaskan bahwa ukuran produk 65A
dimulai tanggal 6 sampai dengan 21; ukuran produk 80A dimulai tanggal 3 – 10;
ukuran 100A dimulai tanggal 2 – 8; ukuran produk 125A dimulai tanggal 5 – 13;
ukuran produk 150A dimulai tanggal 1 – 3; dan ukuran produk 200A dimulai
tanggal 1 – 5.
Dari waktu pengerjaan setiap operasi diatas (tabel 4.8) dilanjutkan dengan
mengurutkan dengan menggunakan Metode Heuristic Priority Dispatching Rule
Short Processing Time Long Processing Time(LPT) yaitu jumlah waktu
pengerjaan terlama dikerjakan lebih dahulu.tabel diatas jumlah terkecil mulai dari
ukuran 65A = 80,73 jam; 125A = 53,38 jam; 80A = 51,47 jam; 100A = 50,81 jam;
200A = 41,16 jam; dan 150A=39,23 jam sehingga dapat mengetahui posisi
pekerjaan yang akan dikerjakan sebagai berikut :
Tabel 4.11 Urutan Pengerjaan Berdasarkan Metode Long Processing Time (LPT)
No Ukur an
Pr oduk
Waktu Pr oses (J am)
Ur utan penger jaan ber dasar kan (LPT)
1 65A 80,73 1
2 80A 51,47 3
3 100A 50,81 4
4 125A 53,38 2
5 150A 39,23 6
6 200A 41,16 5
(Sumber Informasi : Hasil Pengolahan Data, Lampiran III)
Dari pengurutan pengerjaan tersebut pada masing-masing yang ada pada
dijalur Medium & Large Diameter Pipe Fabrication Line dilanjutkan dengan
perhitungan operasi pada penjadwalan menggunakan metode Heuristic Priority
urutan yang pertama pengerjaan produk tersebut yaitu ukuran produk 65A adalah
berikut :
T 0-1 job 1 = 0-1 job 1
= 11.91jam
T 0-2 job 1 = T 0-1 job 1 + S/O 0-2 job 1
= 11,91 + 0,216 = 12,126 jam
T 0-3 job 1 = ( x (S/O)) + ( x (S/O))
+ 0-3 job 1
= 0,24 + 0,96 + 17,88 =18,4 jam
T 0-4 job 1 = ( x (S/O)) + ( x (S/O)) +
( x (S/O)) + 0-4 job 1
= 0,24 + 0,28 + 0,96 + 29,5 =30,98 jam
T 0-5 job 1 = S/O 0-5 job 1+ T 0-4 job 1
= 30,98 + 0,144 = 31,124 jam
Untuk perhitungan pengerjaan semua operasi dapat dilihat pada lampiran
V.Sedangkan perhitungan penjadwalan Heuristic priority dispatching rule Long
Tabel 4.12 Penjadwalan Berdasarkan Metode Long Processing Time (LPT)
Ur utan Penger jaan
Ukur an Pr oduk
Oper asi Waktu Pr oses (J am)
Waktu Mulai (J am)
Waktu Selesai (J am)
1 65A
1 2 3 4 5 11,91 10,72 17,88 29,5 10,72 0 0,24 0,52 1,48 3,064 11,91 12,126 18,4 30,98 31,124
2 125A
1 2 3 4 5 7,88 7,08 11,82 19,5 7,09 11,91 12,126 18,4 30,98 31,124 19,79 20,04 30,22 50,48 50,651
3 80A
1 2 3 4 5 7,59 6,83 11,4 18,81 6,84 19,79 20,04 30,22 50,48 50,651 27,38 27,59 41,62 69,29 69,43
4 100A
1 2 3 4 5 7,5 6,74 11,25 18,57 6,75 27,38 27,59 41,62 69,29 69,43 34,88 35,13 52,87 87,86 88,031
5 200A
1 2 3 4 5 6,07 5,46 9,12 15,04 5,47 34,88 35,13 52,87 87,86 88,031 40,95 41,206 61,99 102,9 103,044
6 150A
1 2 3 4 5 5,79 5,2 8,69 14,34 5,21 40,95 41,206 61,99 102,9 103,044 46,74 46,99 70,68 117,24 117,41
Completion maximum (Makespan) = 117,41 Jam
(Sumber Informasi : Hasil Pengolahan Data, Lampiran V)
Pada tabel 4.12 diatas ukuran produk 65A operasi mempunyai waktu
proses sebesar 11,91 jam dimana mulai prosesnya pada waktu 0 jam sampai
dengan waktu 11,91 jam dan seterusnya sampai pada ukuran produk 150A operasi
5 dengan waktu 117,41 jam.
Berdasarkan tabel 4.14 dapat dijelaskan bahwa ukuran produk 65A
dimulai tanggal 1 - 5; ukuran produk 80A dimulai tanggal 3 – 10; ukuran 100A
dimulai tanggal 5 – 13; ukuran produk 125A dimulai tanggal 2 – 8; ukuran produk
150A dimulai tanggal 7 – 21; dan ukuran produk 200A dimulai tanggal 6 – 14.
Dari perhitungan yang telah didapatkan penjadwalan produksi berdasarkan
jalur Medium & Large Diameter Pipe Fabrication Line diperoleh performansi
penjadwalan dengan makespan berikut ini :
Tabel 4.14 Makespan Penjadwalan
Metode Penjadwalan Completion Maximum (makespan)
SPT LPT
117,67 jam 117,411 jam
Sehingga diperoleh selisih antara metode penjadwalan Short Processing
Time (SPT) dan metode penjadwalan Long Processing Time (LPT) sebagai
berikut :
Selisih = 117,67 jam – 117,411 jam
= 0,259 jam = 15 menit
Dengan adanya penjadwalan yang berdasarkan jalur Medium & Large
Diameter Pipe Fabrication Line diharapkan pengerjaan dapat lebih dimengerti dilapangan ,metode yang diambil adalah metode penjadwalaan Heuristic Priority
Dispatching Rule Short Processing Time (SPT), karena makespan dibandingkan
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Kesimpulan yang dapat diambil dari seluruh hasil pembahasan adalah sebagai
berikut :
1. Berdasarkan hasil penelitian pada produksi jalur Medium & Large Diameter
Pipe Fabrication Line dengan Metode penjadwalan Short Processing Time
(SPT) didapatkan urutan pengerjaan ukuran produk ukuran 150A; 200A;
100A; 80A; 125A; dan 65A dengan makespan 117,67 Jam dan Long
Processing Time (LPT) urutan pengerjaan ukuran produk ukuran 65A; 125A;
80A; 100A; 200A; dan 150A dengan makespan 117,41 Jam
2. Berdasarkan hasil penelitian dari metode penjadwalan Short Processing Time
(SPT) dan Long Processing Time (LPT) didapatkan selisih waktunya 15 menit.
5.2 Sara n
Saran-saran yang dapat diberikan penulis dalam penelitian ini adalah sebagai
berikut :
1. Dengan penjadwalaan produksi perusahaan saat ini seharusnya lebih jelas tentang
ururtan pekerjaan produksi tersebut sehingga pekerja yang mengerjakan lebih
2. Metode Heuristic Priority Dispatching Rule Long Processing Time dapat