F
Regrinding / Recoating
User Support
Needs
G
G
F
F
G
User Support
B
A
A
B
B
C
C
D
D
A
FAQ Processing DataProducts Information
C
Technical InfoWX Super coating
FX (TiAIN) coating
V (composite multi-layered) coating
TiCN coating
WX (TiAIN) coating
WXL coating
Tolerance for drill diameter
Shank Helix Angle Cutting Conditions Tool Materials Surface Treatment
Polycrystalline Diamond
Please keep this page open for your reference.
Guide of (Tool Specification) Icons
Cobalt HSS
HSS
Super Premium HSS
High grade Powder Metallurgy HSS (XPM)
Powder Metallurgy HSS (CPM)
High Vanadium HSS
TiN coating
Diamond coating
Smooth coating
CrN coating
Steam Oxide
Nitride
Tolerance for drill diameter.
Tolerance for shank diameter
Suitable for the shrink holder system.
Display helix angle of flute for drills and taps. Indicates page No.for recommended drilling conditions.
Movie
Animation is listed on our HP.
WD coating
HR coating
OSG was certified by ISO9001 for the management system at the following factories: Yana Factory, Shinshiro Factory, Toyohashi Factory, Oike Factory.
OSG acquired ISO14001 at the following factories and offices: Head Office, Yana Factory, Shinshiro Factory, Toyohashi Factory, Oike Factory, Toyokawa Factory, R&D Center, Academy, and Hongu Center.
JQA-2856
JQA-EM1088
P.
7
Coolant-Through WDO Carbide Drill Series
X Performer Forming Taps Series
INFORMATION FOR THE USER
DRILL SELECTION CHART
CARBIDE DRILLS
NEXUS DRILLS
DIAMOND DRILLS
VP-GOLD DRILLS
TDXL DRILLS
EX-GOLD DRILLS
V-GOLD DRILLS
STEEL FRAME DRILLS
HARD DRILLS
V-SELECT DRILLS
SPECIAL ORDER DRILLS
SPECIAL ORDER POLYCRYSTALLINE DIAMOND TOOL
CUTTING CONDITIONS
DRILLING DIFFICULT TO MACHINE MATERIALS
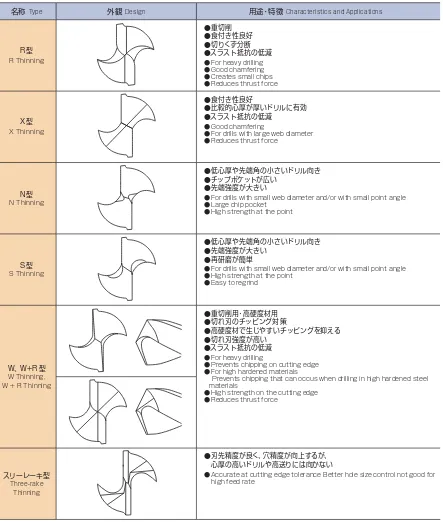
THINNING
RECOMMENDED DRILLING CONDITIONS
TROUBLESHOOTING
REGRINDING METHOD
DRILL RE-GRINDING MACHINE
DRIL
1
2
Margin width
Margin
Lip relief
Radial point thinning
Lip Body clearance Body diameter clearance Secondary relief face Lip relief width
Point
Point angle
Web Flute Run-out
Lip relief angle
Helix angle
Flute length Shank length
Shank diameter Overall length Radial corner Core Drill diameter
Land width Flute width
1
2
R3
R1
h Ds
R2
Ds R1
Make a pilot hole.
For a pilot hole, select same size or below 0.1mm larger size drill than FTO-GDXL/FTO-M-GDXL/FTO-H-GDXL.
The recommended drills for a pilot hole are listed below.
Increase the revolution to the designated speed and start drilling. Insert the FTO-GDXL/FTO-M-GDXL/FTO-H-GDXL into a pilot hole with zero or low revolution.
After drilling, move the drill away from the bottom of the hole; then reduce its speed while pulling it out of the hole.
Make sure to use an internal coolant supply when drilling.
When working on a curved surface, use the FX-ZDS (end mill for counterboring) to counterbore a pilot hole.
FS-GDS, FS-GDN, F T-GDS, FT-GDN : See page 44 51
The sizes for guide holes are available.
To use CAO-GDXL for 30D times the drill diameter, please contact our sales.
Make a pilot hole.
For a pilot hole, select same size or 0.02 0.05mm larger size drill than CAO-GDXL.
The recommended drills for a pilot hole are listed below.
FTO-GDS FTO-GDN FTO-PLT
When working on a curved surface,use the FX-ZDS end mill for counterboring to counterbore a pilot hole.
Insert the CAO-GDXL into a pilot hole with zero or low revolution.
Increase the revolution to the designated speed and start drilling.
After drilling, move the drill away from the bottom of the hole; then reduce its speed while pulling it out of the hole.
Work Material Tensil StrengthHardness Drilling Speed Feed Rate
P
M
K
N
S
DM:Center Cutting Type Drill
Recommended Materials by Application