5. PENGOLAHAN DAN ANALISA DATA
5.1. Data Order
Data order buian Nopember 2003 akan diolah menjadi data-data yang dibutuhkan untuk mengerjakan penjadwalan produksi baik dengan metode usulan dan perusahaan. Data-data yang diperlukan adalah waktu prosesjob, due datejob, bobo\ job, panjang dan lebar rol bahan, panjang dan lebar rol slitting, jumlah rol slitting yang dipesan konsumen dan jumlah rol bahan. Berikut adalah contoh data order bulan Nopember 2003 yang dapat dilihat pada Tabel 5.1 dan selengkapnya dapat dilihat pada Lampiran 1.1.
Tabel 5.1. Contoh Data Order Bulan Nopember 2003
No.
Job 1 2 3 4 5
Komposisi bahan
"NYLON15TLDPE30
"NYLON15TLDPE30
"NYLON15TLDPE30
"NYLON15TLDPE30
"NYLON15TLDPE30 Wama
3 4 3 5 5
Lbr.
bahan 990 990 990 990 930
Pig bahan
6000 6000 6000 6000 6000
Lbr.
Slitting 60 180 130 120 150
Slitting PJ9-
1000 1000 1000 1000 1000
Jmlrol Slitting 350 120 200 105 200
Jmlup lebar 16.00 5.33 7.38 8.00 6.00
Jml up panjang 6.00 6.00 6.00 6.00 6.00
Jml. rol bahan (unit)
4 4 5 3 6
Jml. rol bhn. (m) 24000 24000 30000 18000 36000
5.1.1. Jumlah Rol Bahan
Konsumen memesan barang ke perusahaan dalam jumlah rol slitting, sehingga untuk memenuhi pesanan konsumen perusahaan harus menghitung terlebih dahulu jumlah rol bahan yang diperlukan. Jumlah rol bahan didapatkan dengan persamaan (4.2).
D D_ RSxpSxlS
K.B
pBx(lB-30mm)
Misalnya, untuk menghitung jumlah rol bahan untuk job 1 dari Tabel 5.1.
Diketahui jumlah rol slitting (RS), panjang slitting (pS), lebar slitting (1S), panjang bahan (pB) dan lebar bahan (1B) adalah RS = 350 rol; pS = 1000 m ; 1S = 60 mm ; pB = 6000 m ; 1B = 990 mm.
38
Sehingga:
350 JC 1000 *60
D D — _ _ _ _ _
6000 x (990 -30) RB = 3.6*4rol
Jumlah rol bahan untuk jobs yang Iain selengkapnya dapat dilihat di Lampiran 1.1.
5.1.2. Waktu Proses Job j (pj)
Waktu proses job j (pj) di tiap proses printing, laminating dan slitting dapat dihitung dengan menggunakan persamaan (4.1). Untuk menghitung waktu proses di laminating dan slitting data jumlah rol bahan (RB) disesuaikan untuk 1 rol, karena rol yang keluar dari printing akan langsung diproses pada laminating begitu juga untuk rol yang keluar dari laminating menuju slitting.
RB x pB
Pj = ~ —
v
Misalnya, menghitung waktu prosesyoA 1 di mesin/?/7H//Hg 5A, laminating dry 5 dan slitting 2. Diketahui jumlah rol bahan job 1 (RB), panjang bahan (pB) dan kecepatan tiap mesin adalah RB = 4 ; pB = 6000 m ; v printing = 135 m/mnt ; v laminating dry =121 m/mnt; v slitting = 165 m/mnt.
Sehingga:
• p\printing 5A 4 x 6000
P , =
~[^
pi = 177.8 «178 menit
• pi laminating dry 5 1 x 6000
P , = =
~l2l
pi = 49.6 w 50 menit
40
• pi slitting 2
1 x 6000
P l =
~ l 6 l
pi = 36.4 * 36 menit
Waktu proses masing-masing job berdasarkan kecepatan mesin dimana job tersebut diproses. Data kecepatan mesin selengkapnya dapat dilihat pada Tabel 4.6.
5.1.3. Due Date Job} (dj) pada Proses Printing
Data due date job j yang diperoleh dari perusahaan adalah due date slitting. Penjadwalan dengan metode ATCS dilakukan pada proses printing, sehingga perlu dihitung due date di printing dengan persamaan (4.3).
dj Printing = dj siitting " (Ct Slitting — C t Laminating) ( C t Laminating " C t Printing)
Misalnya, job 1 diketahui dj slitting = 960 menit; Ct slitting = 339 menit ; Ct
laminating = 303 menit; Cxprinting = 208 menit (lihat Lampiran 1.2 ).
Sehingga:
Ul Printing — 960 - (339 - 303) - (303 - 208)
= 829menit
5.1.4. Boboty'067 (WJ)
Pada penjadwalan metode ATCS diperlukan bobotyoo, dimana bobot setiapy'oo dihitung dengan menggunakan persamaan (4.4 ).
Wj = C / d j
Misalnya, menghitung boboty'o^ 1 dengan menentukan konstanta penyesuaian C = 1000 dan dj Prmtmg = 829 menit.
Sehingga :
w, = 1000/829= 1.21
Karena bobot Job j berdasarkan due date printing maka selengkapnya nilai bobot seliap job dapat dilihat pada Lampiran 2.1.
5.2. Metode Penjadwalan Usulan
Metode penjadwalan usulan merupakan kombinasi antara metode Apporent Tardiness Cost With Setup (ATCS) dengan First Come First Serve (FCFS). Penerapan metode ATCS hanya pada proses printing, sedangkan FCFS untuk proses berikutnya yaitu laminating dan slitting. Kombinasi ini ditujukan untuk mengurangi idle time mesin.
5.2.1. Metode Apparent Tardiness Cost With Setups (ATCS)
Metode Apparent Tardiness Cost With Setups (ATCS) menghitung indeks dari semua order yang dijadwalkan. Indeks dengan nilai tertinggi dipilih untuk dijadwalkan terlebih dahulu kemudian sisa job yang belum dijadwalkan akan dihitung ulang indeksnya. Iterasi ini akan terus berlanjut sampai semuayoA dijadwalkan. Variabel yang dimasukan dalam perhitungan adalah waktu proses (Pj), bobot dari order (WJ), due date dari order (dj) dan waktu setup (Sj).
Penjadwalan ATCS dilakukan pada printing sedangkan laminating dan slitting penjadwalannya mengikuti penjadwalan di printing. Sehingga data-data mengenai bobot, due date, waktu proses, setup time hanya di printing. Indeks dihitung dengan persamaan (2.5).
I j ( t , l ) = ^ e x p P)
max(dj-pj-t,Qy
K\p~ exp sv
v K2S
Setelah data-data tersebut diperoleh secara lengkap maka selanjutnya menghitung indeks ATCS dengan langkah-langkah sebagai berikut:
Misalnya_/oAs di printing 10
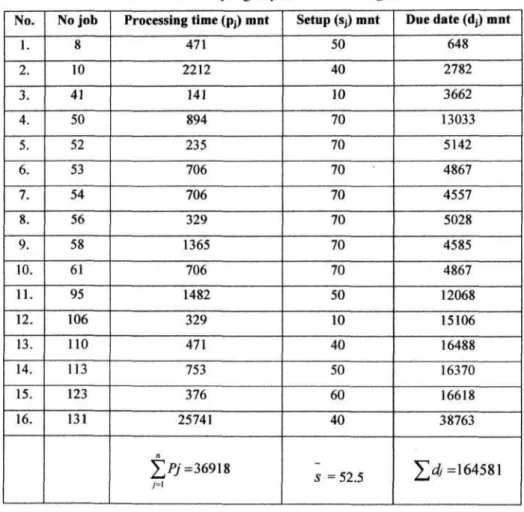
Jobs yang diproses di printing 10 dapat dilihat pada Tabel 5.2.
Tabel 5.2. Jobs yang Diproses di Printing 10
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
No job 8 10 41 50 52 53 54 56 58 61 95 106 110 113 123 131
Processing time (p,) mnt 471
2212 141 894 235 706 706 329 1365
706 1482
329 471 753 376 25741
| > y =36918
Setup (Sj) mnt 50 40 10 70 70 70 70 70 70 70 50 10 40 50 60 40
s = 52.5
Due date (dj) mnt 648 2782 3662 13033
5142 4867 4557 5028 4585 4867 12068 15106 16488 16370 16618 38763
£4=164581
• Menghitung nilai estimasi C,
n __
Cmax= ^Pj + nS
y=i
diketahui: s - 52.5 ; n = 16 maka:
Cmax = 36918+ (16) (52.5) Cmax - 37757.6
• Menghitung due date rangefactors ( R )
diketahui: dmax = 38763 ; dmm = 648 38763-648
37757.6 R= 1.0
• Menghitung Ki
Ki = 4,5 + R, Jika R < 0,5 Ki - 6-2R, Jika R > 0,5
Karena R > 0.5 maka persamaan yang dipakai adalah K, = 6-2R
K, = 6-2(1) K , = 4
• Menghitung due date tightness factors ( o )
diketahui:dj= 164581 164581
" 16(37757.6) o = 0.728
• Menghitung setup time severity factors (r\)
T) = Slp
11=52.5/2307.4 TI = 0.023
• Menghitung K2
K
2= o/(2V7)
K2 = 0.728/(2V0.023) K2 =2.412
44
• Menghitung Indeks ATCS Ij(U)= — « c p
PJ
max(fl& -pj-1,0)
v Kxp exp
1 54
Is (0.0) - -i- exp max(648-471-0,0)^
471
I8 (0,0) = 0.002167971
(4)(2307.4)
Su
Kis) exp
50 (2.412)(52.5)
Dengan cara yang sama didapatkan hasil indeks ATCS setiapyoft dalam Table 5.3.
Tabel 5.3.
Iterasi 1 DIPILIH
Perhitungan Indeks ATCS Iterasi 1 di Printing 10
Job 1.(0,0) I.o(0,0) I4. (0,0) I»(0,0) I52(0,0) I53 (0,0) I«(0,0)
156(0,0) l5g(0,0) I«(0,0) I95(0,0) Il06(0,0) Ino(0,0) lm(0,0) 1123 (0,0) 1131 (0,0)
IndeksJob 0.002167971 0.000111386 0.001218176 1.3168E-05 0.000278755 0.000106458 0.000117613 0.000208247 6.47625E-05 0.000106458 1.18968E-05 3.71692E-05 1.6433E-05 9.98528E-06 1.69837E-05 1.7706E-07
Iterasi diatas menunjukkan job dengan indeks terbesar 0.002167971 yaituyoZ» 8 akan dipilih untuk dijadwalkan pertama kali di printing 10, selanjutnya iterasi dilanjutkan untuk memilih job berikutnya yang akan diproses di printing
10. Perhitungan ini menggunakan asumsi bahwa nilai Ki dan K2 tetap. Iterasi kedua dimulai pada waktu ke-521 (50 + 471 ) yaitu setup time dan waktu proses
job 8 di printing 10. Pada iterasi kedua ini jumlah jobs yang belum terjadwal menjadi 15.
Jobs Sequencing: 8
T , . - , o^ 0.359
I,o(521,8) = ^ T ^ e K p f max(2782-2212-521,0)^
2212 I,o (521,8) = 0.000118036
(4)(2430) exp
40 (2.412)(53)
Dengan cara yang sama didapatkan hasil indeks ATCS dalam Table 5.4.
Tabel 5.4.
Iterasi 2
DIPILIH
Perhitungan Indeks ATCS Iterasi 2 di Printing 10
Job I.o(521,8) I41 (521,8))
I » (521,8) 152(521,8) I » (521,8) I*. (521,8) 156(521,8) I58(521,8) U, (521,8) IM (521,8) 1,06(521,8) Iiio(521,8) 1,13(521,8) 1,23(521,8) 1.3,(521,8)
Indeks Job 0.000118036 0.001310989 1.48797E-05 0.000302735 0.000115144 0.000126993 0.000225905 6.96861E-05 0.000115144 1.33225E-05 4.25491 E-05 1.89542E-05 1.14948E-05 1.96233E-05 2.00895E-07
Iterasi diatas menunjukkan job dengan indeks terbesar 0.001310989 yaituy'oo 41 akan dipilih untuk dijadwalkan setelahy'oo 8 di printing 10, kemudian iterasi dilanjutkan untuk memilih job berikutnya yang akan diproses di printing 10. Perhitungan ini menggunakan asumsi bahwa nilai Kl dan K2 tetap. Iterasi ketiga dimulai pada waktu ke-672 ( 521 + 10 + 141 ) yaitu waktu selesainyay'oo 8 diproses ditambah dengan setup time dan waktu prosesjob 41 di printing 10. Pada iterasi ketiga ini jumlahyoo^ yang belum terjadwal menjadi 14.
46
Jobs Sequencing: 8-41
I,o(672,41) = 0.359 2212 exp
II0 (672,41) = 0.000120694
max(2782-2212-672,0) (4)(2593) exp
40 (2.412X56)
Dengan cara yang sama didapatkan hasil indeks ATCS dalam Table 5.5.
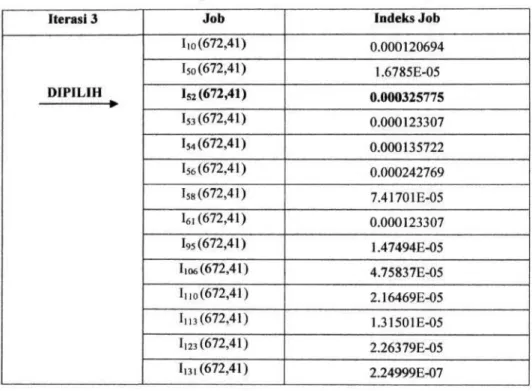
Tabel 5.5. Perhitungan Indeks ATCS Iterasi 3 di Printing 10
Iterasi 3
D I P I L I H
•
Jol) I,o(672,41) I» (672,41) IS2 (672,41) I53 (672,41) 154(672,41) 156(672,41) I» (672,41) 16,(672,41) 1,5(672,41) 1,06(672,41) lno(672,41) 1,13(672,41) I,23(672,41) 1,3,(672,41)
Indeks Job 0.000120694
1.6785E-05 0.000325775 0.000123307 0.000135722 0.000242769 7.41701E-05 0.000123307 1.47494E-05 4.75837E-05 2.16469E-05 1.31501E-05 2.26379E-05 2.24999E-07
Iterasi diatas menunjukkan job dengan indeks terbesar 0.000325775 yaitu job 52 akan dipilih untuk dijadwalkan setelah job 41 di printing 10, selanjutnya iterasi dilanjutkan untuk memilihy'06 berikutnya yang akan diproses di printing 10 setelahyoA 52. Iterasi akan berhenti sampai semua job dijadwalkan.
Jobs Sequencing : 8 - 41 - 52
Setelah melakukan 15 iterasi seperti diatas didapatkan jobs sequencing pada printing 10 :
8-41-52-56-54-53-61-10-106-58-123-110-50-113-95-131
Perhitungan selengkapnya dapat dilihat di Lampiran 2.4 dan sebagai validasi dari program hasil penjadwalan ATCS dapat dilihat Lampiran 2.3.
Sedangkan untuk printing 5A, 5B, 6A, 6B, 7, 8, 9, 10, 11 dilakukan iterasi yang sama dan didapatkan hasil jobs seauence dalam Tabel 5.6.
Tabel 5.6. Hasil Jobs Seguence pada Printing
Printing 5A 5B 6A 6B 7 8 9 10 11
Jobs Sequence 1-34-31-29-13-69-121-82-118-154
2-19-12-38-36-28-25-30-79-86-67-126-133-156
3-11-27-18-42-43-44-66-85-104-134-129-132-130-148-160 62-4-9-20-23-37-64-15-68-117-116-150-124-111-90-83-151
5-55-57-59-60-76-51 -48-49-144-147-155-143-142-141 -145-146-136-139-140-138-135-137 6-39-32-24-14-46-65-74-71 -84-92-127-101 -94-103-99-115-108-153-120-89
7-35-21 -16-45-22-47-70-73-77-80-91 -87-96-97-102-105-98-109-114-119-128-152 8-41 -52-56-54-53-61 -10-106-58-123-110-50-113-95-131
40-33-63-100-107-93-17-72-26-125-149-78-122-75-112-88-81-157-159-158
Setelah semuay'oo terjadwal pada masing-masing mesin printing dengan sequence dalam Tabel 5.6, maka langkah selanjutnya adalah menjadwalkan jobs pada laminating dry, laminating extruder dan slitting.
5.2.2. Metode First Come First Serve (FCFS)
Penjadwalan jobs pada laminating dry, laminating extruder dan slitting menggunakan metode FCFS.
• Laminating Dry
Proses penjadwalany'ofo pada laminating dry terlebih dahulu dilakukan dengan mengelompokkan/ofe sesuai dengan karakteristik mesin laminating dry.
Data-data mengenai pengelompokkan/oZw dapat dilihat pada Tabel 4.3. Job yang akan dijadwalkan pada laminating dry berasal dari jobs seauence penjadwalan metode ATCS di printing. Penjadwalannya dilakukan per rol dengan tujuan untuk mengurangi idle time mesin yang lama. Sehingga setiap rol/oo j yang keluar dari printing langsung dijadwalkan pada mesin laminating dry yang sesuai.
48
Contohnya adalah jobs yang telah dijadwalkan pada printing 10 selanjutnya akan dikelompokkan pada laminating dry menurut kesesuaian karakteristiky'o&s dengan mesin seperti dalam Tabel 5.7. Hasil penjadwalan pada laminating dry dapat dilihat pada Tabel 5.8. Pada laminating dry 3 terdiri dari jobs 95 dan 123, job tersebut akan dijadwalkan dengan metode FCFS yaitu waktu
penyelesaian job terkecil di printing akan dijadwalkan lebih dulu.Waktu penyelesaian 1 rol pertama_/oA 95 dan job 123 adalah 10565 menit dan 7837 menit, sehingga yang dijadwalkan terlebih dahulu adalah job 123 begitu juga dsnganjobs lain.
Tabel 5.7 Hasil Pengelompokkan Jobs Printing 10 pada Laminating Dry
Dry2 -
Dry3 95, 123
Dry4 41
Dry5 106, 113
Dry6 52
Tabel 5.8. Hasil Jobs Seguence pada Laminating Dry
Dry 2 3 4 5 6
Jobs Sequence 6-62-4-33-39-42-43-76-82-125-96-83-157-99-159-120-128-158
5-35-100-21-107-93-25-45-22-86-126-117-116-124-92-127-123-101-102-95-129 2-41-31-32-70-156-26-81
1-20-63-27-38-44-47-118-84-150-80-91-106-149-122-75-94-103-113-130-119-160 3-34-9-52-23-24-64-79-65-74-77-154-78
• Laminating Extruder
Proses penjadwalanv'ofe pada laminating extruder sama dengan proses penjadwalan pada laminating dry. Pengelompokkan jobs sesuai dengan karakteristik mesin laminating extruder dapat dilihat pada Tabel 4.4. Job yang akan dijadwalkan pada laminating extruder berasal dari jobs seauence penjadwalan metode ATCS di printing.
Contohnya adalah jobs yang telah dijadwalkan pada printing 10 selanjutnya akan dikelompokkan pada laminating extruder menurut kesesuaian karakteristik jobs dengan mesin seperti dalam Tabel 5.9. Hasil penjadwalan pada laminating extruder dapat dilihat pada Tabel 5.10. Pada laminating extruder 1
terdiri dari jobs 61 dan 13\,job tersebut akan dijadwalkan dengan metode FCFS yaitu waktu penyelesaian job terkecil di printing akan dijadwalkan lebih dulu.
Waktu penyelesaian 1 rol pertamajob 61 danjob 131 adalah 3045 menit dan 12064 menit, sehingga yang dijadwalkan terlebih dahulu adalahy'oo 61 begitu juga dengan jobs lain.
Tabel 5.9. Hasil Pengelompokkan Jobs Printing 10 pada Laminating Extruder
Extruder 1 61,131
Extruder 2 8,110
Extruder4 10,53
Kx truder 6 -
Extruder 7 56,58
Extruder 8 50,54
Tabel 5.10. Hasil Jobs Seguence pada Laminating Extruder
Extruder 1 2 4 6 7 8
Jobs Sequence 7-57-29-59-68-61-73-17-72-112-87-105-136-114-131 8-18-36-60-15-51-49-110-104-151-135
12-53-71-10-133-141-145-109-89-138 40-13-14-30-66-85-155-142-115-140
19-11 -55-56-16-37-28-69-46-121-67-111 -58-144-88-97-98-146-153-132-148-139-137 54-48-90-147-143-50-108-134-152
• Slitting
Proses penjadwalan jobs pada slitting sama dengan proses penjadwalan pada laminating dry dan extruder. Pengelompokkan jobs sesuai dengan karakteristik mesin slitting dapat dilihat pada Tabel 4.5. Job yang akan dijadwalkan pada slitting berasal danjobs seauence penjadwalan metode FCFS di laminating.
Contohnya adalah jobs yang telah dijadwalkan pada laminating selanjutnya akan dikelompokkan pada slitting menurut kesesuaian karakteristik jobs dengan mesin seperti dalam Tabel 5.11. Sedangkan hasil penjadwalan pada slitting dapat dilihat pada Tabel 5.12. Pada slitting 11 terdiri dar\ jobs 95 dan 123, job tersebut akan dijadwalkan dengan metode FCFS yaitu waktu penyelesaian yoo
terkecil di laminating akan dijadwalkan lebih dulu. Waktu penyelesaian 1 rol pertamay'oo 95 di laminating dry 3 danjob 123 di laminating dry 3 adalah 10647
50
menit dan 8726 menit, sehingga yang dijadwalkan terlebih dahulu ada\ah job 123 begitu juga dengan jobs lain.
Tabel 5.11. Hasil Pengelompokkan Jobs Laminating pada Slitting
Slitting 1 Slitting 2 Slitting 3 Slitting 4 Slitting 5 Slitting 6 Slitting 7 Slitting 8 Slltting 9 Slitting 10 Slittingll Slitting 12 Slitting 13 Slitting 14 Slitting 15 Slitting 16 Slitting 17 Slitting 18 Slitting 19 Slitting 20 Slitting 21
106 41
- 58 52 110
8 53
- - 95,123
50 113
- 61 10 - - - 54, 131
56
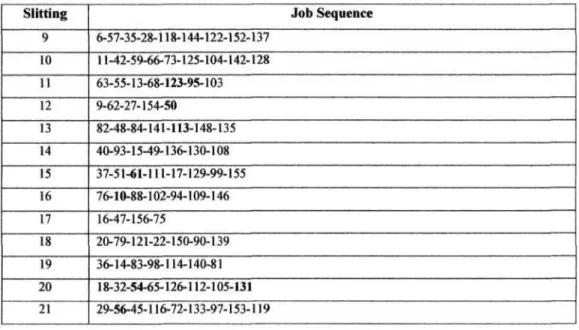
Tabel 5.12. Hasil Job Seguence pada Slitting
Slitting 1 2 3 4 5 6 7 8
3-19-38-24-60-77-86-92-106-145 1-41-43-25-85-147-138 5-33-44-67-91-159-143 2-23-74-69-124-58-157-160-115 34-52-4-101-89-78-26
7-21-64-71-110-96-87-132-120 8-31-39-107-70-80-151-158
12-100-53-30-46-117-127-149-134
Job Sequence
Slitting 9 10 11 12 13 14 15 16 17 18 19 20 21
6-57-35-28-118-144-122-152-137 11-42-59-66-73-125-104-142-128 63-55-13-68-123-95-103 9-62-27-154-50
82-48-84-141-113-148-135 40-93-15-49-136-130-108 37-51-61-111-17-129-99-155 76-10-88-102-94-109-146 16-47-156-75
20-79-121-22-150-90-139 36-14-83-98-114-140-81 18-32-54-65-126-112-105-131 29-56-45-116-72-133-97-153-119
Job Sequence
Setelah didapatkan jobs sequence diatas, maka langkah selanjutnya adalah menghitung mean tardiness dan number oftardyjob pada proses akhir yaitu di slitting.
Tabel 5.13. Perhitungan Number ofTardy dan Tardiness Metode Usulan
No. job
1 2 3 4 5 6 7 8 9 10
Due date sliting 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 4/12/03 0:00
Comp.time slitting metode kombinasi menit
339 345 331 1245
398 851 832 833 879 7855
Tanggal 1/12/03 13:39 1/12/03 13:44 1/12/03 13:31 2/12/03 4:45 1/12/03 14:38 1/12/03 22:10 1/12/03 21:52 1/12/03 21:52 1/12/03 22:38 6/12/03 18:55
Number of tardy
0 0 0 1 0 0 0 0 0 1
Tardiness
0,00 0,00 0,00 0,20 0,00 0,00 0,00 0,00 0,00 2,79
Perhitungan mean tardiness (Ts) sebagai berikut:
n adalah jumlah seluruh jobs yang diproses, Ti adalah tardiness yang nilainya diperoleh dari Tabel 5.13 hasil selengkapnya dapat dilihat pada Lampiran 4.2.
fs= - I Ti n
52
Ts= — x l 41,96 (hari) 160
fs = 0,89 hari = 1277,68 menit
Perhitungan number of tardyjob (Na ) sebagai berikut:
Na = S 5j Ns =47jobs
5.3. Metode Penjadwalan Perusahaan dengan First Come FirstServe (FCFS) Metode FCFS adalah metode penjadwalan yang digunakan oleh perusahaan. Pada metode ini penjadwalan berdasarkan urutan kedatangan order.
Jadwal perusahaan ini diperoleh dari pihak perusahaan, dengan maksud untuk membandingkan antara hasil penjadwalan usulan dengan jadwal yang sebenarnya diterapkan oleh perusahaan terutama mean tardiness dan number oj'tardy job-nya, sehingga nantinya diperoleh suatu kesimpulan jadwal mana yang lebih optimal untuk diterapkan di perusahaan.
Penjadwalan FCFS dilakukan sesuai dengan urutan order konsumen (lihat Lampiran 1.1) yang masuk ke perusahaan. Sama seperti metode usulan sebelum menjadwalkan jobs dilakukan pengelompokkan sesuai dengan karakteristik mesin. Setelah melakukan pengelompokkan maka langkah selanjutnya adalah menjadwalkan jobs pada mesin yang sesuai dengan aturan order yang pertama masuk akan dijadwalkan pertama. Proses penjadwalan FCFS selengkapnya dapat dilihat pada beberapa lampiran berikut, penjadwalan printing pada Lampiran 3.1.1, penjadwalan laminating dry pada Lampiran 3.1.2, penjadwalan laminating extruder pada Lampiran 3.1.3 dan penjawalan slitting pada Lampiran 3.1.4.
Sequence jobs tiap mesin dapat dilihat pada Tabel 5.14, Tabel 5.15, Tabel 5.16 danTabe!5.17.
Tabel 5.14.Hasil Job Seguence FCFS pada Printing
Printing 5A 5B 6A 6B 7 8 9 10 11
Job Sequence 1 -13-29-31 -34-69-82-118-121 -154
2-12-19-25-28-30-36-38-67-79-86-126-133-156
3-11-18-27-42-43-44-66-85-104-129-130-132-134-148-160 4-9-15-20-23-37-62-64-68-83-90-111-116-117-124-150-151
5-48-49-51-55-57-59-60-76-135-136-137-138-139-140-141-142-143-144-145-146-147-155 6-14-24-32-39-46-65-71-74-84-89-92-94-99-101-103-108-115-120-127-153
7-16-21 -22-35-45-47-70-73-77-80-87-91 -96-97-98-102-105-109-114-119-128-152 8-10-41-50-52-53-54-56-58-61-95-106-110-113-123-131
17-26-33-40-63-72-75-78-81 -88-93-100-107-112-122-125-149-157-158-159
Tabel 5.15. Hasil Job Seguence FCFS pada Laminating Dry
Dry 2 3 4 5 6
Job Sequence 4-6-33-42-43-62-39-82-83-76-96-125-157-158-159-128-99-120
5-25-21 -22-35-45-86-126-93-100-107-95-102-116-117-124-123-129-92-101-127 2-26-31-32-41-81-70-156
1 -20-27-63-44-38-75-47-118-84-80-91 -122-149-106-113-150-130-119-160-94-103 3-9-23-24-34-64-78-65-79-52-74-77-154
Tabel 5.16. Hasil Job Seguence FCFS pada Laminating Extruder
Extruder 1 2 4 6 7 8
Job Sequence 7-17-29-72-68-73-87-57-59-61-112-136-105-114-131 8-15-18-36-49-51-60-135-110-104-151
12-10-71-133-53-89-109-138-141-145 13-14-40-30-66-85-140-115-142-155
11-16-19-28-37-69-46-67-88-121-55-56-58-97-98-111- 48-50-54-90-134-152-108-143-147
137-132-148-139-153-144-146
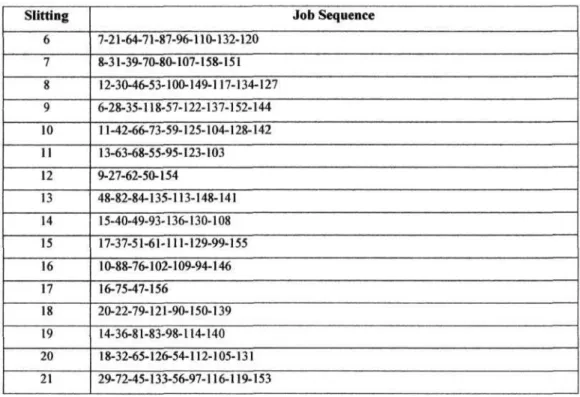
Tabel 5.17. Hasil Job Seguence FCFS pada Slitting
Slitting 1 2 3 4 5
3-19-24-38-86-77-60-106-92-145 1-25-43-41-85-138-147 5-33-44-67-91-159-143 2-23-69-74-58-157-124-160-115 4-26-34-78-52-89-101
Job Sequence
54
Slitting 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
7-21-64-71-87-96-110-132-120 8-31-39-70-80-107-158-151 12-30-46-53-100-149-117-134-127 6-28-35-118-57-122-137-152-144 11 -42-66-73-59-125-104-128-142 13-63-68-55-95-123-103 9-27-62-50-154
48-82-84-135-113-148-141 15-40-49-93-136-130-108 17-37-51-61-111-129-99-155 10-88-76-102-109-94-146 16-75-47-156
20-22-79-121-90-150-139 14-36-81-83-98-114-140 18-32-65-126-54-112-105-131 29-72-45-133-56-97-116-119-153
Job Sequence
Setelah didapatkan job sequence dari setiap mesin, langkah selanjutnya adalah menghitung mean tardiness dan number oftardyjob di proses akhir yaitu slitting.
Tabel 5.18. Perhitungan Number ofTardy dan Tardiness Metode Perusahaan
No. job
1 2 3 4 5 6 7 8 9 10
Due date sliting 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 2/12/03 0:00 4/12/03 0:00
Comp.time slitting metode kombinasi Menit
339 345 331 300 398 995 832 833 625 4189
tanggal 1/12/03 13:39 1/12/03 13:44 1/12/03 13:31 1/12/03 13:00 1/12/03 14:38 2/12/03 0:34 1/12/03 21:52 1/12/03 21:52 1/12/03 18:25 4/12/03 5:48
Number of tardy
0 0 0 0 0 1 0 0 0 1
Tardiness
0,00 0,00 0,00 0,00 0,00 0,02 0,00 0,00 0,00 0,24
Perhitungannya mean tardiness (Ts) sebagai berikut:
n adalah jumlah seluruh jobs yang diproses, Ti adalah tardiness yang nilainya diperoleh dari Tabel 5.18 hasil selengkapnya dapat dilihat pada Lampiran 4.2.
Ts=-T. Tt n
Ts = x 169,97 (hari)
160 ' V *
Ts = 1,06 (hari) = 1529,70 menit
Perhitungannya number of tardyjob ( Na) sebagai berikut:
N5 = I Sj N3 = 79 jobs
5.4. Perbaodingan Hasil Penjadwalan Metode Usulan Dengan Perusahaan Setelah melakukan perhitungan dari metode usulan dan perusahaan, maka hasilnya dapat diperbandingkan untuk mengetahui metode mana yang lebih optimal. Perbandingan kedua metode penjadwalan dapat dilihat pada Tabel 5.19 selengkapnya hasil perhitungan pada printing dapat dilihat pada Lampiran 4.1.
Tabel 5.19. Hasil Penjadwalan Proses Printing Metode Perusahaan dengan Usulan
Obyektif
Mean tardiness (Ts) Number of tardy (Na)
Printing Metode Perusahaan
269 menit 47
Printing MetodeUsulan
117menit 18
Berdasarkan perbandingan pada Tabel 5.19 diatas, maka terjadi penurunan mean tardiness dari 269 menit menjadi 117 menit atau turun 56,5%.
Selain itu juga terdapat penurunan dari number oftardyjob dari 47 job menjadi 18 job atau berkurang 61,7%. Hal tersebut dikarenakan perusahaan dalam
menjadwalkan order yang diterima menggunakan metode FCFS yaitu jika terdapat antrian produk, maka jobs dijadwalkan hanya berdasarkan waktu kedatangan order. Sedangkan pada metode usulan penjadwalan order dilakukan dengan memperhatikan due date, waktu proses, bobot dan waktu set up. Pada dasarnya metode ATCS merupakan gabungan dari beberapa metode yaitu :
1. Weighted Shortest Processing Time (WSPT) 2. Minimum Slack (MS)
3. Shortest Setup Time (SST)
56
Sehingga metode usulan ini dapat meminimumkan mean tardiness dan number of tardy hasil selengkapnya dapat dilihat pada Lampiran 4.1 dan 4.2.
Tabel 5.20. Hasil Akhir Penjadwalan Metode Perusahaan dengan Usulan
Obyektif
Mean tardiness (Ts) Number of tardy (NB)
Slitting Metode Perusahaan 1,06 hari
1529,70 menit 79
Slitting Metode Usulan 0,89 hari 1277,68 menit
47
Selanjutnya dari hasil akhir proses slitting dapat dilihat pada Tabel 5.20 yang menunjukkan penurunan number oftardy job dari 79 jobs menjadi 47 jobs atau mengalami penurunan sebesar 40,5 %. Sedangkan mean tardiness dari kedua metode berkurang dari 1,06 hari menjadi 0,89 hari atau berkurang 16,03 %.
5.5. Uji Hipotesis Hasil Penjadwalan
Hasil penjadwalan yang telah didapatkan perlu diuji secara statistik untuk meyakinkan bahwa hasil tersebut memberikan penurunan mean tardiness dan number of tardy job secara signifikan. Uji statistik ini menggunakan uji kesamaan beberapa variansi, uji selisih dua rataan dan uji selisih dua proporsi (Walpole, 1995).
Pada uji kesamaan beberapa variansi digunakan uji Cochran. Pengujian ini lebih mudah perhitungannya, tetapi terbatas hanya untuk sampel yang sama ukurannya. Uji Cochran terutama sekali berguna untuk menentukan apakah suatu variansi jauh lebih besar daripada yang lainnya. Hipotesis kesamaan variansi ditolak bila g > ga, nilai g« diperoleh dari tabel Cochran.
Misalkan:
c2i = variansi tardiness metode perusahaan = 9,37 hari a22 = variansi tardiness metode usulan = 8,15 hari
ni = n2= \60job
Hipotesisnya adalah sebagai berikut:
1. Ho :a,2 = a22
2. H, : a,2 * a22
3. a = 0,05
4. Daerah kritis : dengan n = 160, k = 2 maka go.os = 0,5 (tabel Cochran ) 5. Perhitungan :
S,2= 9,37; S22 = 8,15 Sfterbesar
G = i
(«1
9 37
G = -^- = 0,53 9,37 + 8,15
Bila g > ga, tolak Ho
6. Kesimpulan : tolak Ho, sehingga variansi metode perusahaan berbeda dengan variansi metode usulan.
Pada uji selisih dua rataan yang akan diperbandingkan adalah mean tardiness yang berasal dari dua populasi yaitu metode usulan dan metode perusahaan yang masing-masing berukuran ni dan n2 dengan rataan X\ , Xi dan variansi a i , a2.
Misalkan :
X\ - mean tardiness metode perusahaan = 1,06 hari Xi = mean tardiness metode usulan =0,89 hari ni = jumlah sampel metode perusahaan = \60job n2 = jumlah sampel metode usulan = \60 job a2i = variansi metode perusahaan = 9,37 hari
a22 = variansi metode usulan = 8,15 hari
58
Hipotesisnya adalah sebagai berikut:
1. Ho: Y\
-Y=0
2. H, :Y-Y>0
3. a = 0,05
4. Daerah kritis : Z > Z a dimana Z a = 1,645 5. Perhitungan :
z
_ (Y-Y)-do
yjaf ln\ + a\ Im
^_ (1,06 - 0,89)-0
^9,37/160 + 8,15/160 Z = 0,51
Bila Z < 1,645 maka gagal tolak Ho
6. Kesimpulan : gagal tolak Ho, sehingga mean tardines metode perusahaan tidak berbeda secara signifikan dengan mean tardiness metode usulan.
Untuk menguji number oftardyjob digunakan uji selisih dua proporsi.
Pada uji ini diambil sampel ni dan n2 diambil dari suatu populasi p\ danpi pada kedua sampel dapat dihitung.
Misalkan :
p\ = proporsi number of tardy job metode perusahaan = 79/160 = 0.49 pi = proporsi number oftardyjob metode usulan = 47/160 = 0.29 ni = n2 = jumlah populasi = 160 job
Hipotesisnya adalah sebagai berikut:
1. Ho : p\ - pj = 0 2. Hi : p\ - pi>0 3. a = 0.05
4. Daerah kritis : Z > Z a a dimana Zan= 1,96
5. Perhitungan:
A
p\ =x,/ni = 79/160 = 0.49 pi = x2/n2 = 47/160 = 0.29
A JC. + JC2 7 9 + 4 7 . _ _
p= = = 0.39 m + m 160 + 160
q = \- p= 1-0.39 = 0,61 Jadi,
A A
Z - P' ~ Pi F~ * (l/m + l/m)
(0,49-0,29)
^(0,39) x (0,6 l)x (1/160 +1/160) Z = 3,67
6. Kesimpulan : Tolak Ho, sehingga perusahaan berbeda secara signifiki usulan.
proporsi number of tardy job metode n dengan number of tardy job metode