TUGAS AKHIR
SCADA UNTUK SISTEM PENGEMASAN PRODUK JAMU
Diajukan untuk memenuhi salah satu syarat memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Elektro Jurusan Teknik Elektro
Fakultas Sains dan Teknologi Universitas Sanata Dharma
Disusun Oleh :
FRINDA TRI CAHYANINGRUM NIM : 175114050
JURUSAN TEKNIK ELEKTRO FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
2022
FINAL PROJECT
SCADA FOR HERBAL PRODUCT PACKAGING SYSTEM
In a partial fulfillment of the requirements For the degree of Sarjana Teknik Department of Electrical Engineering
Faculty of Science and Technology, Sanata Dharma University
Arranged by:
FRINDA TRI CAHYANINGRUM NIM: 175114050
DEPARTMENT OF ELECTRICAL ENGINEERING FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY YOGYAKARTA
2022
iii
HALAMAN PERSETUJUAN
TUGAS AKHIR
SCADA UNTUK SISTEM PENGEMASAN PRODUK JAMU
Disusun oleh:
FRINDA TRI CAHYANINGRUM NIM: 175114050
Telah disetujui oleh:
Pembimbing
Ir. Theresia Prima Ari Setiyani, M.T Tanggal:
iv
LEMBAR PENGESAHAN
TUGAS AKHIR
SCADA UNTUK SISTEM PENGEMASAN PRODUK JAMU
disusun oleh:
FRINDA TRI CAHYANINGRUM NIM: 175114050
Telah dipertahankan di depan tim penguji pada tanggal 01 Desember 2021 dan dinyatakan memenuhi syarat
Susunan Tim Penguji :
Nama Lengkap Tanda Tangan
Ketua : Petrus Setyo Prabowo, S.T., M.T.
Sekretaris : Ir. Th. Prima Ari Setiyani, M.T.
Anggota : Djoko Untoro Suwarno, S.Si., M.T.
Yogyakarta, ………
Fakultas Sains dan Teknologi Universitas Sanata Dharma Dekan,
Prof. Ir. Sudi Mungkasi, S.Si., M.Math.Sc., Ph.D.
v
PERNYATAAN KEASLIAN KARYA
Saya menyatakan dengan sesungguhnya bahwa tugas akhir ini tidak memuat karya atau bagian karya orang lain, kecuali yang telah disebutkan dalam kutipan dan daftar pustaka sebagaimana layaknya karya ilmiah.
Yogyakarta, 26 Januari 2022 Penulis
Frinda Tri Cahyaningrum
.
vi
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP
“
Kesuksesan menuntut kesediaan untuk tetap merangkak naik saat lebih mudah turun. ”
Skripsi ini saya persembahkan untuk Saya sendiri Kedua orang tua dan keluarga tercinta
vii
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH UNTUK
KEPENTINGAN AKADEMIS
Yang bertanda tangan di bawah ini, saya mahasiswa Universitas Sanata Dharma : Nama : Frinda Tri Cahyaningrum
NIM : 175114050
Demi pengembangan ilmu pengetahuan, saya memberikan kepada perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul :
SCADA UNTUK SISTEM PENGEMASAN PRODUK JAMU
Beserta perangkat yang diperlukan (bila ada). Dengan demikian saya memberikan kepada perpustakaan Universitas Sanata Dharma hak untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk pangkalan data, mendistribusikan secara terbatas dan mempublikasikannya di internet atau media lain untuk kepentingan akademis tanpa perlu meminta ijin dari saya maupun memberikan royalty kepada saya selama tetap mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini yang saya buat dengan sebenarnya.
Yogyakarta, 26 Januari 2022 Penulis
Frinda Tri Cahyaningrum
viii
INTISARI
Dalam industri jamu pada saat ini, proses pengemasan produk masih dilakukan secara manual dan melibatkan pekerja dalam sebagian besar sistem kontrolnya. Hal ini menimbulkan masalah seperti hasil penimbangan yang tidak presisi dan tingkat higienis produk menjadi berkurang. Berdasarkan hal tersebut, dibutuhkan sistem yang otomatis dalam proses pengisian dan penimbangan jamu untuk meningkatkan efisiensi serta menjaga produk agar tetap higienis selama proses pengemasan berlangsung. Sistem ini menggunakan PLC TM221CE40R dan menggunakan loadcell sebagai input berat. Pada sistem ini juga dilengkapi dengan HMI (Human Machine Interface) untuk memanpilkan proses pengemasan yang berlangsung secara real time.
Sistem pengemasan produk jamu ini dibuat dengan menggunakan PLC TM221CE40R sebagai pusat kontroler sistem. Pada sistem ini berat jamu yang akan dikemas dapat diatur operator melalui tampilan HMI, setelah input berat dimasukkan maka sistem akan mulai bekerja dengan berputarnya motor sebagai penggerak plat wadah yang membawa wadah kosong. Plat wadah akan berhenti berputar saat photoelectric sensor mendeteksi adanya wadah, setelah plat berhenti berputar solenoid valve akan mulai terbuka untuk mengisi wadah kosong dan loadcell akan mulai menimbang sesuai input dari operator.
Setelah wadah terisi sesuai input operator maka plat wadah yang digerakkan motor DC akan kembali berputar, proses ini akan berulang selama 3 kali proses pengisian yang dihitung menggunakan sensor photoelectric.
Melalui tahapan pengujian alat SCADA untuk sistem pengemasan produk jamu, didapatkan kesimpulan bahwa komunikasi antara PLC dengan SCADA dapat bekerja dengan baik, masukan berat jamu dapat diatur pengguna melalui HMI dengan baik.
Komunikasi antara PLC M221 dengan mikrokontroler Arduino Uno masih belum dapat berhasil. Tingkat keberhasilan dari sistem dapat bekerja dengan baik dengna presentase 97,8% dikarenakan komunikasi antara loadcell dengan PLC M221 belum dapat bekerja dengan baik.
Kata kunci : PLC TM221CE40R, HMI, Loadcell, SCADA, Pengemasan, Photoelectric sensor
ix
ABSTRACT
In the herbal products industry today, the process of packaging products is still done manually and involves workers in most of its control systems. This causes problems such as inaccurate weighing results and reduced product hygiene levels. Based on this, an automatic system is needed in the process of filling and weighing herbal product to increase efficiency and keep the product hygienic during the packaging process. The system uses PLC TM221CE40R and uses loadcell as weight input. This system is also equipped with HMI (Human Machine Interface) to display the packaging process that takes place in real time.
This herbal product packaging system is made using PLC TM221CE40R as the system controller center. In this system the weight of the herbal medicine to be packaged can be arranged by the operator through the HMI display, after heavy input is entered then the system will start working with the rotating dc motor as a container plate drive that carries an empty jar.The container plate will stop spinning when the photoelectric sensor detects the presence of an empty jar, after the plate stops spinning, the solenoid valve will begin to open to fill the empty container with herbs from the main reservoir and the loadcell will begin to weigh according to the input of the operator. After the container is filled according to the operator's input, the container plate driven by the DC motor will turn again, this process will repeat for 3 times the charging process calculated using a photoelectric sensor.
Through the result of testing from SCADA for the herbal product packaging system, it was concluded that communication between PLC and SCADA can work well, the input weight of herbal products can be adjusted by user through the HMI properly.
Communication between the M221 PLC and the Arduino Uno microcontroller has not been successful. The success rate of the system can work well with a percentage of 97,8% because the communication between the loadcell and the PLC M221 has not been able to work properly.
Keywords : PLC TM221CE40R, HMI, Loadcell, SCADA, Packaging, Photoelectric sensor
x
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa atas segala rahmat dan karunia-Nya sehingga Tugas Akhir berjudul “SCADA UNTUK SISTEM PENGEMASAN PRODUK JAMU” dapat terselesaikan dengan baik.
Tugas akhir ini merupakan salah satu syarat bagi mahasiswa jurusan Teknik Elektro untuk memperoleh gelar Sarjana Teknik di Universitas Sanata Dharma Yogyakarta. Tugas akhir ini dapat terselesaikan dengan baik atas bantuan dan dukungan dari berbagai pihak.
Oleh karena itu, penulis ingin mengucapkan terimakasih kepada :
1. Tuhan Yang Maha Esa atas berkat dan rahmatNya sehingga skripsi ini dapat dibuat dan diselesaikan dengan baik.
2. Bapak Ir.Tjendro, M. Kom., selaku Ketua Program Studi Teknik Elektro Universitas Sanata Dharma Yogyakarta.
3. Ibu Ir.Theresia Prima Ari Setiyani, M.T., selaku Dosen Pembimbing Tugas Akhir yang selalu memberikan motivasi untuk mengerjakan tugas akhir, serta dengan penuh kesabaran membimbing dan memberikan ide saran selama proses pengerjaan proposal hingga penulisan tugas akhir ini.
4. Bapak Petrus Setyo Prabowo, S.T., M.T. dan Djoko Untoro Suwarno, S.Si., M.T. selaku dosen penguji yang telah bersedia menguji dan memberikan masukan selama pengerjaan tugas akhir.
5. Bapak dan ibu tercinta yang selalu memberikan doa, motivasi, dan dukungan secara penuh dari awal hingga akhir pengerjaan tugas akhir.
6. Kakak-kakakku tercinta, Frenki Hastuti dan Rudi Riyanto atas semangat, motivasi dan bantuan yang selalu diberikan.
7. Br.Yohanes Sarju, S.J., M.M, selaku Ketua Lembaga Kesejahteraan Mahasiswa (LKM) Universitas Sanata Dharma yang telah memberikan kesempatan dan kepercayaan atas beasiswa penuh selama 4 tahun perkuliahan.
8. Diri sendiri untuk semua motivasi diri, keluhan, semangat dan tetap memutuskan untuk berjuang mengerjakan tugas akhir ini.
xi
9. Teman-teman yang senantiasa membantu dengan sukarela dan kebersamaannya selama mengerjakan tugas akhir di Lab. Tugas Akhir.
10. Keluarga besar Teknik Elektro Universitas Sanata Dharma Yogyakarta.
11. Semua pihak yang tidak dapat disebutkan satu per satu yang telah memberikan bimbingan, kritik, saran, dan bantuan.
Menyadari dalam penulisan tugas akhir ini masih jauh dari sempurna karena keterbatasan kemampuan dan pengetahuan. Penulis dengan sangat rendah hati mengharapkan saran dan kritikk yang membangun untuk menyempurnakan tugas akhir ini di masa mendatang. Akhir kata semoga tugas akhir ini bermanfaat bagi semua pihak. Terima kasih.
Yogyakarta, 26 Januari 2022 Penulis,
Frinda Tri Cahyaningrum
xii
DAFTAR ISI
TUGAS AKHIR ... i
FINAL PROJECT ... ii
HALAMAN PERSETUJUAN ... iii
LEMBAR PENGESAHAN ... iv
PERNYATAAN KEASLIAN KARYA ... v
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP ... vi
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH UNTUK vii INTISARI ... viii
ABSTRACT ... ix
KATA PENGANTAR ... x
DAFTAR ISI ... xii
DAFTAR GAMBAR ... xvi
DAFTAR TABEL ... xix
BAB I ... 1
PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan dan Manfaat ... 2
1.2.1. Tujuan Penelitian ... 2
1.2.2. Manfaat Penelitian ... 2
1.3. Batasan Masalah ... 2
1.4. Metodologi Penelitian ... 3
BAB II ... 5
2.1. Serbuk Jamu[3] ... 5
2.1.1. Pengemasan Serbuk Jamu ... 5
2.1.2. Komposisi Varian Jamu[5] ... 6
2.2. Load Cell ( Sensor Berat ) [6] ... 6
2.2.1. Polaritas Load Cell ... 7
xiii
2.2.2. Prinsip Kerja Load Cell ... 7
2.2.3. Modul Amplifier HX711 ... 8
2.2.4. Penguat Tegangan Non Inverting ... 9
2.3. Arduino Uno [7] ... 9
2.4. Sensor Photoelektrik [8] ... 11
2.5. Motor DC [10] ... 13
2.6. Solenoid Valve ... 15
2.6.1. Cara Kerja Solenoid Valve ... 15
2.7. Programmable Logic Controller (PLC)[13] ... 15
2.7.1. PLC M221 ... 16
2.7.2. Diagram Ladder[17] ... 18
2.7.3. Fungsi-fungsi Logika Dasar[18] ... 19
2.8. SCADA ( Supervisory Control And Data Acquisition ) [19] ... 21
2.8.1. Arsitektur Sistem SCADA ... 21
2.8.2. Jenis-jenis Sistem SCADA ... 23
2.8.3. Nilai lebih sistem SCADA ... 24
2.8.4. Implementasi Sistem SCADA ... 25
2.8.5. Komunikasi pada SCADA... 25
BAB III ... 27
3.1. Blok Diagram Sistem ... 28
3.2. Perancangan Perangkat Keras Mekanis ... 29
3.2.1. Perancangan letak solenoid valve dan sensor photoelektrik tampungan ... 30
3.2.2. Perancangan letak sensor photoelektrik bawah ... 30
3.2.3. Perancangan plat tempat wadah dan posisi loadcell ... 30
3.3. Perancangan Progammable Logic Controller (PLC) ... 31
3.4. Perancangan Perangkat Keras Elektronis ... 32
xiv
3.4.1. Load Cell ... 32
3.4.2. Data Range Load Cell... 33
3.4.3. Motor DC ... 33
3.4.4. Valve Solenoid ... 33
3.4.5. Rangkaian Low Pass Filter ... 34
3.5. Perancangan Tampilan Software HMI ... 34
3.6. Perancangan Diagram Alir ... 36
3.6.1. Perancangan Diagram Alir Utama ... 36
3.6.2. Perancangan Diagram Alir Proses Deteksi Isi Tampungan Jamu ... 37
3.6.3. Perancangan Diagram Alir Proses Pemasukan Serbuk Jamu ... 38
3.6.4. Perancangan Diagram Alir Proses Penimbangan LoadCell ... 40
BAB IV ... 42
4.1. Perubahan Perancangan ... 42
4.1.1. Perubahan Posisi Sensor Photoelektrik Bawah ... 42
4.1.2. Penambahan Power Supply ... 43
4.1.3. Perubahan Tampilan HMI ... 43
4.2. Implementasi Perangkat Keras ... 44
4.2.1. Motor DC ... 45
4.2.2. Valve Solenoid dan Corong ... 45
4.2.3. Loadcell dan Plat Wadah... 45
4.2.4. Tampungan Jamu dan Syarat Serbuk Jamu... 46
4.2.5. Sensor Photoelektrik ... 47
4.2.6. Relay Pembalik Putaran ... 47
4.2.7. Wadah/Toples... 47
4.3. Pengamatan Sistem ... 48
4.3.1. Pengamatan Data Loadcell ... 49
xv
4.3.2. Proses Kerja Alat Pada Tampilan HMI ... 50
4.3.3. Data Proses Pemasukan Serbuk Jamu Tanpa Campuran ... 55
4.3.4. Data Proses Pemasukan Serbuk Jamu 2 Campuran ... 56
4.3.5. Data Proses Pemasukan Serbuk Jamu 3 Campuran ... 56
4.3.6. Hasil data proses pengamatan input-output ... 57
4.3.7. Data Sub Sistem ... 60
4.4. Implementasi Perangkat Lunak ... 60
4.4.1. Tombol Start dan Stop... 60
4.4.2. Ladder Sensor Photoelektrik dan Motor DC ... 61
4.4.3. Ladder Indikator HMI dan Buzzer ... 62
4.4.4. Ladder Masukan Pilihan Berat Jamu ... 63
4.4.6. Tagname dictionary... 64
4.5. Komunikasi HMI dan PLC ... 65
4.5.1. Konfigurasi I/O MBENET ... 65
4.5.2. Konfigurasi Alamat IP PLC ... 66
BAB V ... 67
KESIMPULAN DAN SARAN ... 67
5.1. Kesimpulan ... 67
5.2. Saran ... 67
DAFTAR PUSTAKA ... 68 LAMPIRAN ... L-1 Lampiran 1. Program Ladder PLC ... L-2 Lampiran 2. Window Scripts HMI ... L-5 Lampiran 3. Program Loadcell pada Arduino Uno ... L-6 Lampiran 4. Komunikasi Via Ethernet ... L-9 Lampiran 5. Lembar Revisi Ujian Pra TA ... L-13 Lampiran 6. Lembar Monitoring TA ... L-14 Lampiran 7. Bukti KRS Semester Gasal 2021/2022 ... L-15
xvi
DAFTAR GAMBAR
Gambar 1.1. Blok Diagram Sistem ... 4
Gambar 2.1. Kemasan Jamu [4] ... 6
Gambar 2.2. Load Cell ... 6
Gambar 2.3. Polaritas Load Cell [6] ... 7
Gambar 2.4. Rangkaian Jembatan Wheatstone ... 7
Gambar 2.5. Modul Amplifier HX711 ... 8
Gambar 2.6. Blok Diagram HX711 [6] ... 9
Gambar 2.7. Penguat Tegangan Non Inverting ... 9
Gambar 2.8. Konfigurasi pin Arduino Uno ... 10
Gambar 2.9. Cara kerja sensor fotoelektrik[8] ... 12
Gambar 2.10. Rangkaian sensor fotoelektrik[9] ... 13
Gambar 2.11. Sensor fotoelektrik Autonics BYD3M-TDT-P ... 13
Gambar 2.12. Bentuk dan Simbol Motor DC[10] ... 14
Gambar 2.13. Pengaturan Arah Putaran[11] ... 14
Gambar 2.14. Solenoid Valve (Normally Closed)[12] ... 15
Gambar 2.15. Prinsip Kerja Solenoid Valve[12] ... 15
Gambar 2.16. PLC M221[14] ... 17
Gambar 2.17. Simbol NO ... 19
Gambar 2.18. Simbol NC ... 19
Gambar 2.19. Ladder diagram logika AND ... 19
Gambar 2.20. Ladder diagram logika OR ... 20
Gambar 2.21. Ladder diagram logika NOT ... 20
Gambar 2.22. Ladder Diagram Logika NAND.………21
Gambar 2.23. Ladder diagram logika NOR………..……...……….22
Gambar 2.24. Ladder diagram logika XOR…….…………...………..22
Gambar 2.25. SCADA Dasar…….………...………23
Gambar 3. 1. Ilustrasi Alat Secara Keseluruhan ... 27
Gambar 3. 2. Blok Diagram Keluruhan Sistem Alat ... 29
Gambar 3. 3. Perancangan Letak Solenoid Valve dan Sensor Photoelektrik Tampungan .. 30
xvii
Gambar 3. 4. Perancangan Letak Sensor Photoelektrik bawah ... 30
Gambar 3. 5. Perancangan plat tempat wadah dan posisi load cell ... 31
Gambar 3. 6. Rangkaian Load Cell, Modul Amplifier, Arduino Uno dan PLC... 32
Gambar 3. 7. Rangkaian Motor DC ... 33
Gambar 3. 8. Rangkaian Valve solenoid ... 34
Gambar 3. 9. Rangkaian Low Pass Filter ... 34
Gambar 3. 10. Tampilan awal HMI ... 34
Gambar 3. 11. Tampilan Proses pada HMI ... 35
Gambar 3. 12. Diagram Alir Utama ... 36
Gambar 3. 13. Diagram Alir Proses Deteksi Isi Tampungan ... 37
Gambar 3. 14. Diagram Alir Proses Pemasukan Serbuk Jamu ... 38
Gambar 3. 15. Diagram Alir Proses Penimbangan LoadCell ... 41
Gambar 4. 1. Hasil Implementasi Sensor Photoelektrik Bawah... 42
Gambar 4. 2. Penambahan Power Supplay... 43
Gambar 4. 3. Perubahan Tampilan HMI ... 43
Gambar 4. 4. Tampilan Peringatan ... 44
Gambar 4. 5. Hasil implementasi perangkat keras sistem keseluruhan... 44
Gambar 4. 6. Motor DC ... 45
Gambar 4. 7. Valve Solenoid dan Corong ... 45
Gambar 4. 8. Loadcell dan Plat Wadah ... 46
Gambar 4. 9. Tampungan Jamu ... 46
Gambar 4. 10. Sensor Photoelektrik ... 47
Gambar 4. 11. Relay Pembalik Putaran ... 47
Gambar 4. 12 Wadah/Toples ... 48
Gambar 4. 13. Tampilan Jendela Overview ... 48
Gambar 4. 14 Pengamatan Data Loadcell pada Arduino Uno ... 49
Gambar 4. 15. Ladder Tombol Start dan Stop ... 61
Gambar 4. 16. Tampilan Tombol Start dan Stop pada HMI ... 61
Gambar 4. 17. Ladder Sensor Photoelekrik dan Motor DC ... 62
Gambar 4. 18. Ladder Indikator HMI dan Buzzer ... 63
Gambar 4. 19. Tampilan Peringatan pada HMI... 63
Gambar 4. 20. Diagram Ladder Masukan Berat Jamu ... 63
xviii
Gambar 4. 21. Tampilan HMI Masukan Berat Jamu ... 64
Gambar 4. 22. Ladder Bukaan Valve ... 64
Gambar 4. 23. Konfigurasi I/O pada MBENET ... 65
Gambar 4. 24. Konfigurasi Intouch ... 66
Gambar 4. 25. Konfigurasi IP PLC ... 66
DAFTAR TABEL
Tabel 2. 1. Komposisi Varian Jamu dan Manfaatnya... 6
Tabel 2. 2 Konfigurasi pin Arduino Uno ... 10
Tabel 2. 3. Keterangan bagian-bagian PLC M221 [14] ... 17
Tabel 2. 4 Karakteristik TM221CE40R[15]. ... 18
Tabel 3. 1 Keterangan bagian-bagian dari sistem... 28
Tabel 3. 2 Alamat input pada PLC. ... 31
Tabel 3. 3 Alamat output pada PLC. ... 31
Tabel 3. 4 Tabel Range Tegangan ... 33
Tabel 3. 5 Pengalamatan memori pada PLC ... 35
Tabel 4. 1. Keterangan Tampilan Jendela Overview... 49
Tabel 4. 2 Proses Kerja Alat pada HMI... 50
Tabel 4. 3 Pengamatan Isi Tampungan ... 54
Tabel 4. 4 Proses Pemasukan Serbuk Jamu Tanpa Campuran ... 55
Tabel 4. 5 Proses Pemasukan Serbuk Jamu 2 Campuran ... 56
Tabel 4. 6 Proses Pemasukan Serbuk Jamu 3 Campuran ... 56
Tabel 4. 7 Hasil Data Proses Pengamatan Input-Output ... 58
Tabel 4. 8 Data sub sistem ... 60
Tabel 4. 9 Tagname dictionary ... 65
BAB I
PENDAHULUAN
1.1. Latar Belakang
Proses pengemasan merupakan salah satu tahap akhir dari sebuah proses produksi.
Dalam industri jamu pada saat ini, proses pengemasan produk masih dilakukan secara manual dengan cara mengambil serbuk jamu dari penyimpanan dan ditakar menggunakan timbangan, sehingga kurang efisien. Hal ini dikarenakan keterbatasan alat sehingga dalam sekali proses pengemasan membutuhkan waktu yang lama dan kurang akurat pada saat proses penimbangan. Selain itu, dalam proses manual juga menyebabkan produk menjadi tidak higienis.
Seiring dengan berkembangnya teknologi industri pada masa sekarang ini menyebabkan pergantian dari sistem produksi secara konvensional yang menggunakan tenaga manusia menjadi sistem otomasi yang dikejakan oleh mesin. Otomatisasi merupakan salah satu realisasi dari perkembangan teknologi, dan merupakan alternatif untuk memperoleh sistem kerja yang cepat, akurat, efektif dan efisien, sehingga diperoleh hasil yang lebih optimal[1]. Salah satu perangkat lunak yang digunakan dalam sistem otomasi adalah PLC (Programmable Logic Controller). PLC pada sistem otomasi digunakan sebagai kontroler pada proses pengemasan agar lebih efisien dan higienis.
SCADA (Supervisory Control and Data Acquition) merupakan sebuah sistem bagian dari PLC yang dirancang untuk memonitoring kinerja sistem yang dikendalikan oleh PLC.
Sistem SCADA sangat berguna bagi industri yang menerapkan konsep otomasi dalam proses produksinya untuk melakukan monitoring yang dapat diakses secara real time melalui animasi pada interface.
Penelitian serupa sebelumnya juga pernah dilakukan yaitu “Prototipe Sistem Pengisisan Butir (Granule) Menggunakan Sensor Berat Berbasis PLC (Programmable Logic Controller)”[2]. Pada sistem yang dibuat tersebut telah berhasil melakukan pengisian sesuai dengan set point yang ditentukan, namun proses kerja dari penelitian tersebut belum menggunakan animasi real time untuk proses monitoring serta pengisian hanya untuk butiran sejenis dan belum terdapat pilihan dari campuran jenis butir.
Berdasarkan latar belakang di atas, penelitian ini membuat sistem SCADA untuk pengemasan produk jamu dengan menggunakan PLC M221 sebagai pusat kontroler. Dengan
menggunakan sistem pengontrol tersebut akan membuat pengemasan menjadi lebih efisien, termonitor, dan higienis karena tidak tersentuh oleh tangan secara langsung. Selain itu, proses juga dapat dimonitoring menggunakan animasi menggunakan HMI dengan software Wondeware inTouch secara real time dan aktual. Pada sistem yang dibuat akan menggunakan motor solenoid untuk membuka valve penyimpanan utama dan motor dc untuk menggerakkan plat tempat wadah untuk menggantikan wadah yang sudah terisi dengan yang masih kosong, menggunakan load cell untuk mendeteksi berat dari serbuk jamu yang terisi agar hasil timbangan lebih akurat dan sensor photoelektrik. Sensor photoelektrik ini akan dipasang pada 2 bagian, yaitu di bagian bawah untuk mendeteksi pemberhentian wadah yang akan diisi dan yang kedua ditempatkan pada tampungan jamu untuk mendeteksi isi dari tampungan dan memberikan peringatan kepada operator agar tampungan jamu dapat diisi kembali . Pada sistem yang akan dibuat ini juga terdapat 3 jenis jamu yang dapat dipilih sebagai campuran dan menggunakan 3 wadah dalam sekali proses pengisian dengan beban maksimal pengisian adalah 200gr.
1.2. Tujuan dan Manfaat
1.2.1. Tujuan Penelitian
Membuat sistem SCADA untuk alat pengemasan produk jamu secara otomatis berbasis PLC yang dapat diatur dan dimonitoring secara langsung pada tampilan animasi HMI menggunakan komunikasi melalui internet, dengan komposisi campuran yang dapat diatur.
1.2.2. Manfaat Penelitian
Mempermudah dalam proses pengisian jamu ke dalam wadah dengan 3 pilihan campuran jamu dan takaran berat beban yang dapat diatur.
1.3. Batasan Masalah
Agar tugas akhir ini bisa mengarah pada tujuan dan untuk menghindari kompleksnya permasalahan yang muncul, maka diperlukan adanya batasan-batasan masalah yang sesuai dengan tujuan tugas akhir ini. Adapun batasan masalahnya adalah:
1. Menggunakan 3 macam pilihan serbuk jamu yang dapat dipilih sebagai campuran dan ditentukan melalui tampilan pada HMI.
2. Menggunakan 3 wadah dalam sekali proses pengisisan dengan beban takaran maksimal pengisian adalah 200gr.
3. Menggunakan Load Cell untuk pengukuran beban / takaran dari serbuk jamu yang sudah ditentukan.
4. Menggunakan PLC M221 sebagai pusat pengolahan data masukan dari sensor dan ditampilkan pada HMI.
5. Menggunakan software Wonderware inTouch yang digunakan untuk memvisualisasikan proses pada HMI dalam tampilan animasi.
6. Menggunakan Motor DC untuk penggerak plat tempat wadah yang akan digunakan dan motor solenoid untuk membuka valve dari penyimpanan serbuk jamu.
7. Menggunakan sensor photoelektrik untuk mendeteksi pemberhentian wadah yang akan diisi dan untuk mendeteksi isi dari tampungan jamu.
1.4. Metodologi Penelitian
Berdasarkan pada tujuan yang ingin dicapai, maka metode-metode yang digunakan dalam penyusunan tugas akhir ini adalah:
1. Studi pustaka, yaitu dengan cara membaca dan mempelajari tentang load cell, Arduino Uno, sensor photoelektrik, motor DC, solenoid valve, PLC, dan SCADA yang akan digunakan dalam proses perancangan alat.
2. Eksperimen, yaitu dengan melakukan pengujian secara langsung menggunakan sensor, load cell, PLC M221, dan proses pengisian serbuk jamu ke dalam wadah.
3. Perancangan dan implementasi perangkat keras, yaitu dengan mencari bentuk pemodelan yang optimal dari keseluruhan sistem yang akan dibuat dengan mempertimbangkan faktor permasalahan dan kebutuhan komponen yang diperlukan.
Implementasi perangkat keras bertujuan untuk membuat rangkaian load cell, sensor photoelektrik, motor DC dan motor solenoid. Pada gambar blok diagram sistem yang ditunjukan pada gambar 1.1. dapat dilihat input berupa sensor photoelektrik, loadcell dan modul amplifier yang berfungsi sebagai penguat sinyal dari loadcell. Kemudian data yang diperoleh dari perangkat input akan diolah pada PLC dan ditampilkan menggunakan HMI yang dihubungkan melalui komunikasi via internet. Perangkat output dari sistem ini berupa motor solenoid untuk membuka tampungan secara otomatis dan motor DC untuk memutar plat tempat wadah kosong diletakkan.
Gambar 1.1. Blok Diagram Sistem
4. Perancangan dan implementasi perangkat lunak. Berdasarkan gambar 1.1, tahap ini adalah membuat program ladder menggunakan PLC M221 sebagai pusat pengolahan data input dari sensor photoelektrik dan loadcell, serta mengendalikan output berupa motor DC dan motor solenoid. Adapun untuk menampilkan animasi proses yang sedang berlangsung yaitu menggunakan software Wonderware InTouch sebagai HMI.
5. Perancangan jaringan komunikasi, yaitu merancang komunikasi antara PLC dan HMI melalui internet, sehingga data yang diproses dapat ditampilkan secara realtime.
6. Pengujian dan pengambilan data. Pengujian dilakukan untuk melihat hasil kerja yang didapat. Tahap ini dilakukan dengan cara pengamatan keakuratan pengiriman data dari sensor, PLC dan HMI. Sedangkan pengambilan data berupa menguji ketepatan hasil campuran jamu dan takaran dengan membandingkan yang ada dalam wadah dengan yang diinginkan, menguji ketepatan posisi tempat pemberhentian wadah setelah diputar dan data hasil pengukuran pada load cell.
7. Analisis dan kesimpulan. Analisis data dilakukan dengan cara mengamati antara data hasil pengukuran load cell yang diperoleh pada sistem dan tampilan pada animasi HMI. Penyimpulan hasil alat dilakukan dengan melihat dan membandingkan hasil dari alat yang dibuat. Sistem dapat dinyatakan bekerja dengan baik jika hasil campuran dan takaran yang masuk ke dalam wadah sasuai dengan yang sudah diinginkan.
PLC PHOTO ELECTRIC SENSOR
MOTOR DC MOTOR SOLENOID
HMI LOAD
CELL
MODUL AMPLIFIER
BAB II
DASAR TEORI
Pada bab ini berisi tentang dasar teori dan penjelasan secara detail tentang komponen utama yang digunakan untuk membuat tugas akhir ini. Komponen-komponen yang digunakan antara lain: load cell ( sensor berat), Arduino Uno, Sensor Photoelektrik, Motor DC, Valve Solenoid, dan Programmable Logic Controller (PLC) M221.
2.1. Serbuk Jamu[3]
Jamu serbuk merupakan sediaan galenik yang telah dihaluskan menjadi serbuk dan diseduh dengan air panas. Dalam proses pembuatan jamu serbuk hal pertama yang harus dilakukan adalah penyiapan simplisia atau bahan baku yang mana proses penyimpanan paling lama selama 3 bulan, kemudian dilakukan tahap seleksi bahan baku yang mana untuk menghilangkan dari bahan asing yang tidak diperlukan dilanjutkan pada proses pencucian simplisia agar dapat menghilangkan dari semua kotoran yang menempel pada simplisia.
Simplisia yang berkualitas dilakukan tahap penjemuran dengan matahari atau dengan alat pengeringan agar kadungan air dapat berkurang, bahan yang sudah kering langsung digiling kasar kemudian diaduk hingga homogen dilanjutkan dengan penggilingan halus agar menghasilkan serbuk yang halus. Bahan tersebut diayak sehingga mendapatkan hasil benar benar halus keringkan kembali dengan memasukkan serbuk ke dalam oven agar memperoleh kadar air yang diinginkan dan dilanjutkan dengan proses pengemasan jamu serbuk.
2.1.1. Pengemasan Serbuk Jamu
Kemasan yang baik dapat memberikan kemudahan saat mengkonsumsi dan tetap terjaga kualitas produk didalamnya. Pelabelan kadaluarsa berkaitan dengan keamanan produk, dengan pencantuman yang jelas pada kemasan sangat penting untuk keyakinan responden untuk mengkonsumsi. Ada beberapa jenis-jenis pengemasan jamu serbuk yaitudengan kertas atau karton, wadah bergelombang, plastik, wadah logam dan dengan wadah gelas. Kemasan yang baik memiliki kriteria seperti kemasan yang tidak tembus pada cahaya, kemasan tertutup baik, kemasan tertutup rapat,dankemasan kedap. Contoh pengemasan produk serbuk jamu yang dijual dipasaran ditujukkan pada gambar 2.1.
Gambar 2.1. Kemasan Jamu [4]
2.1.2. Komposisi Varian Jamu[5]
Pada tabel 2.1. merupakan beberapa manfaat dan komposisi varian jamu yang terdiri darri beberapa ramuan bahan:
Tabel 2. 1. Komposisi Varian Jamu dan Manfaatnya
Nama Varian Jamu Bahan Manfaat
Beras kencur Kencur, beras, jahe Meningkatkan nafsu
makan, menambah stamina, dan meredakan nyeri sendi.
Kunyit asam Kunyit, asam Untuk meringankan kram
menstruasi, meregenerasi sel-sel tubuh karena mengandung antioksidan
Kudu laos Kencur Untuk mengobati demam
dan mengurangi kembung
2.2. Load Cell ( Sensor Berat ) [6]
Load cell adalah jenis sensor beban yang banyak digunakan untuk mengubah beban atau gaya menjadi perubahan tegangan listrik. Perubahan tegangan listrik tergantung dari tekanan yang berasal dari pembebanan. Prinsip kerja dari loadcell yaitu tegangan luaran loadcell akan bertambah seiring dengan meningkatnya berat beban pada sensor.
Gambar 2.2. Load Cell
2.2.1. Polaritas Load Cell
Load cell mempunyai polaritas kutub positif, kutub negatif, tegangan luaran ( Vout + ) dan ( Vout - ) yang terdiri dari 4 warna kabel. Warna merah adalah sumber tegangan V (+), warna putih adalah tegangan luaran (Vout -), warna hitam adalah sumber tegangan V (-), dan warna biru adalah tegangan luaran (Vout +). Polaritas dari load cell ditunjukkan pada gambar 2.3.
Gambar 2.3. Polaritas Load Cell [6]
2.2.2. Prinsip Kerja Load Cell
Pada saat proses penimbangan elemen logam pada loadcell akan terjadi reaksi yang menimbulkangaya elastis. Regangan akan menimbulkan gaya kemudian akan diubah ke dalam sinyal elektrik oleh strain gauge yang adapada loadcell. Prinsip kerja loadcell berdasarkan rangkaian Jembatan Wheatstone dapat dilihat pada gambar 2.4
Gambar 2.4. Rangkaian Jembatan Wheatstone
Untuk menghitung nilai dari tegangan keluaran berdasarkan gambar 2.4, dapat menggunakan persamaan 2.1 sebagai berikut:
𝑽𝒐 = (𝑽𝒔× ( 𝑹𝟏
𝑹𝟏+𝑹𝟒)) − (𝑽𝒔× ( 𝑹𝟐
𝑹𝟐+𝑹𝟑)) Persamaan 2.1
𝑽𝒐 = (𝟏𝟎 × ( 𝟑𝟒𝟗,𝟓
𝟑𝟒𝟗,𝟓+𝟑𝟓𝟎,𝟓)) − (𝟏𝟎 × ( 𝟑𝟓𝟎,𝟓
𝟑𝟓𝟎,𝟓+𝟑𝟒𝟗,𝟓)) 𝑽𝒐 = (𝟏𝟎 × 𝟎, 𝟒𝟗𝟗) − (𝟏𝟎 × 𝟎, 𝟓𝟎𝟏)
𝑽𝒐 = 𝟐𝒎𝑽
Berdasarkan teori, jika rangkaian Jembatan Wheatstone diberi beban, maka nilai resistansi akan mengalami perubahan, Ketika posisi seimbang, Vout loadcell = 0 volt, dan jika nilai resistansi dari R1dan R3 naik atau turun maka Vout pada loadcell akan mengalami perubahan.
2.2.3. Modul Amplifier HX711
Modul Amplifier HX711 merupakan modul elektronika yang berfungsi sebagai penguat sinyal untuk strain gauge loadcell sensor. Penguatan sinyal diperlukan agar keluaran dari sensor yang sangat kecil memiliki batas yang dapat dibaca oleh mikrokontroler yaitu dari 0-5V.
Gambar 2.5. Modul Amplifier HX711
Modul amplifier memiliki komponen utama berupa IC HX711 yang didalamnya ditunjukkan dalam bentuk blok diagram pada gambar 2.6. Sinyal analog yang dihasilkan oleh strain gauge load cell akan masuk menuju input multiplexer (Input MUX). Terdapat dua channel yang dapat digunakan sebagai input multiplexer yaitu channel A (INA+ dan INA-) atau B (INB+ dan INB-). Sebagai yang ditunjukkan pada gambar 2.6. yaitu menggunakan channel A. Multiplexer akan mengukur perbedaan tegangan atau selisih antara INA+ dan INA- yang dihasilkan oleh load cell. Keluaran dari multiplekser akan dikuatkan oleh Programmable Gain Amplifier (PGA) dengan penguatan 128 atau 64 untuk channel A dan penguatan 32 untuk channel B. Setelah dikuatkan oleh PGA, sinyal akan di konversi oleh Analog-Digital Converter (ADC) menjadi sinyal digital paralel. Dari ADC akan diproses oleh Digital Interface dimana data digital paralel tersebut diubah menjadi data digital serial.
Gambar 2.6. Blok Diagram HX711 [6]
2.2.4. Penguat Tegangan Non Inverting
Penguat tegangan non inverting merupakan penguat sinyal yang mempunyai karakteristik dasar yaitu sinyal output yang dikuatkan akan memiliki fasa yang sama dengan sinyal inputnya. Rangkaian skematik dari penguat tegangan non inverting ditunjukkan pada gambar 2.7.
Gambar 2.7. Penguat Tegangan Non Inverting
Besarnya penguatan yang dihasilkan dari rangakaian penguat non inverting bergantung pada perbandingan antara hambatan R1 dan RF kemudian hasil perbandingan ditambah dengan nilai 1, seperti ditunjukkan pada persamaan 2.2, yaitu:
𝑽𝒐 = (𝑹𝑭
𝑹𝟏+ 𝟏) . 𝑽𝒊𝒏 𝑨𝒗 = 𝑽𝒐
𝑽𝒊 , sehingga diperoleh 𝑨𝒗 = 𝑹𝑭
𝑹𝟏+ 𝟏………..……Persamaan 2.2
2.3. Arduino Uno [7]
Arduino merupakan sebuah platform dari physical computing yang bersifat open source. Arduino tidak hanya sekedar sebuah alat pengembangan, tetapi kombinasi dari
hardware, bahasa pemrograman dan Integrated Development Environment (IDE) yang canggih. IDE adalah sebuah software yang sangat berperan untuk menulis program, mengcompile menjadi kode biner dan meng-upload ke dalam memory mikrokontroler.
Arduino uno adalah board mikrokontroler berbasis Atmega328. Arduino UNO memiliki 14 pin input dari output digital dimana pin 6 tersebut dapat digunakan sebagai output PWM dan 6 pin input analog, 16 MHz oslilator kristal, konektor USB, jack listrik dan tombol reset.
Pin-pin ini berisi semua yang diperlukan untuk mendukung mikrokontroler, hanya terhubung ke komputer dengan kabel USB atau sumber tegangan bisa menggunakan adaptor AC – DC atau baterai. Setiap digital pin pada board Arduino Uno beroperasi pada tegangan 5 volt.
Pin-pin digital tersebut juga memunginkan dapat mengeluarkan atau menerima arus maksimal sebesar 40 mA dan memiliki internal pull-up resistor (yang terputus secara default) antara 20-50 KΩ. Spesifikasi Arduino Uno ditunjukan pada alokasi penempatan pin- pin Arduino Uno pada gambar 2..
Gambar 2.8. Konfigurasi pin Arduino Uno
Berikut merupakan keterangan pin Arduino Uno yang terdapat pada tabel 2.2.
Tabel 2. 2 Konfigurasi pin Arduino Uno
No Parameter Keterangan
1 ATMega 328 IC mikrokontroler yang digunakan pada Arduino Uno. IC ATMega 328 memiliki flash memory 32 KB (dengan 0,5 KB digunakan untuk boatloader). ATMega 328 juga memiliki 2 KB SRAM dan 1 KB EEPROM yang dapat ditulis dan dibaca
dengan EEPROM library.
2 Jack USB Untuk komunikasi mikrokontroler dengan PC
3 Jack Adaptor Masukan power eksternal bila Arduino bekerja mandiri (tanpa komunikasi dengan PC melalui kabel serial USB.
Tabel 2. 2 (Lanjutan) Konfigurasi pin Arduino Uno
4 Tombol Reset Tombol reset internal yang digunakan untuk mereset modul Arduino.
5 SDA dan SCL Komunikasi Two Wire Interface (TWI) atau inter integrated circuit (12C) dengan menggunakan wire library.
6 GND dan AREF 1. GND = Pin ground dari regulator tegangan board Arduino.
2. AREF = Tegangan Referensi untuk input analog.
7 Pin Digital Pin yang digunakan untuk menerima input digital dan
memberi output berbentuk digital (0 dan 1 atau low dan high) 8 Pin serial Digunakan untuk menerima dan mengirimkan data serial TTL
(Receiver(Rx), Transmiter(Tx)). Pin 0 dan 1 sudah terhubung kepada pin serial USB to TTL sesuai dengan pin ATMega.
9 Pin Power 1. Vin = Masukan tegangan input bagi Arduino ketika menggunakan sumber tegangan eksternal.
2. 5 V = Sumber tegangan yang dihasilkan regulator internal board Arduino
3. 3,3 V = Sumber tegangan yang dihasilkan regulator internal board Arduino. Arus maksimal pada pin ini adalah 50 mA.
4. GND = Pin ground dari regulator tegangan board Arduino.
5. IOREF = Tegangan Referensi
10 Pin Analogin Menerima input dari perangkat analog lainya.
2.4. Sensor Photoelektrik [8]
Sensor ini menggunakan sumber cahaya untuk mendeteksi benda, terdiri dari transmitter sebagai sumber cahaya dan receiver sebagai penerima cahaya. Sensor ini terdapat 4 jenis yaitu :
a. Pemantulan langsung (Direct Reflection)
Transmitter dan receiver ditempatkan pada 1 tempat yang sama dan menggunakan cahaya yang dipantulkan langsung dari objek untuk melakukan deteksi. Pemilihan sensor ini harus mempertimbangkan warna dan tipe permukaan objek (kasar, licin, buram, terang).
Dengan permukaan buram, jarak deteksi akan dipengaruhi oleh warna objek. Semakin terang warna objek yang dideteksi maka jarak deteksi semakin jauh dan semakin gelap warna objek yang dideteksi maka jarak deteksi semakin dekat. Jika permukaan obyek mengkilap, jarak deteksi akan dipengaruhi oleh permukaan objek.
b. Pemantulan dengan reflektor (Reflection with Reflector)
Transmitter dan receiver ditempatkan pada 1 tempat yang sama dan membutuhkan sebuah reflektor. Objek terdeteksi karena memotong cahaya antara sensor dan reflektor sehingga receiver tidak menerima cahaya. Sensor ini memungkinkan jarak deteksi yang
jauh, dengan adanya reflector maka sinar yang dipancarkan akan dipantulkan kembali ke receiver.
c. Pemantulan terpolarisasi dengan reflektor (Polarized Reflection with Reflector) Mirip dengan pemantulan dengan reflektor, sensor fotoelektrik ini menggunakan perangkat anti-refleks. Jadi reflector tidak mengkilap. Sensor ini mendasarkan fungsi pada sebuah pita cahaya terpolarisasi, memberikan keuntungan dan deteksi akurat bahkan ketika permukaan obyek sangat mengkilap.
Gambar 2.9. Cara kerja sensor fotoelektrik[8]
d. Through Beam
Transmitter dan Receiver ditempatkan secara terpisah dan deteksi obyek terjadi ketika memotong sinar antara transmitter dan receiver sehingga receiver kehilangan cahaya sesaat.
Sensor fotoelektrik ini memiliki jarak sensing terpanjang. Cara kerja keempat jenis sensor fotoelektrik di atas terdapat pada gambar 2.9.Seperti pada gambar 2.10 tipe keluaran sensor fotoelektrik terbagi menjadi dua yaitu:
Light ON - Saat tegangan keluaran sensor berlogika rendah (0 Vdc) pada kondisi normalnya dan apabila ada benda yang menghalangi akan mengaktifkan transistor (terhubung ke Vcc) sehingga tegangan keluaran sensor akan berubah menjadi logika tinggi (24 Vdc).
Dark ON - Saat tegangan keluaran sensor berlogika tinggi (24 Vdc) pada kondisi normalnya dan apabila ada benda yang menghalangi akan mengaktifkan transistor terhubung ke ground) sehingga tegangan keluaran sensor akan berubah mejadi logika rendah (0 Vdc)
Gambar 2.10. Rangkaian sensor fotoelektrik[9]
Salah satu tipe sensor fotoelektrik adalah Autonics PHOTOELECTRIC SENSOR BYD3M-TDT-P seperti yang diperlihatkan pada gambar 2.11. Sumber tegangan yang diperlukan 24 VDC dengan jarak jangkauan hingga 3 meter. BYD3M-TDT-P merupakan sensor fotoelektrik yang berjenis Through Beam dan bekerja dengan mode operasi Dark ON.
Gambar 2.11. Sensor fotoelektrik Autonics BYD3M-TDT-P
2.5. Motor DC [10]
Motor Listrik DC atau motor arus searah adalah suatu perangkat yang berfungsi untuk mengubah energi listrik menjadi gerakan. Motor DC memiliki dua terminal dan menggunakan sumber tegangan arus searah (Direct Current) untuk menggerakannya. Pada sebuah motor DC terdapat dua bagian utama yaitu rotor dan stator. Rotor adalah bagian yang berputar, sedangkan stator merupakan bagian motor yang statis dan terdiri dari rangka dan kumparan medan. Prinsip kerja dari motor DC yaitu ketika kumparan dialiri arus listrik searah, maka pada stator akan menghasilkan medan elektromagnet yang akan menyebabkan rotor berputar. Motor Listrik ini menghasilkan sejumlah putaran per menit atau biasanya
dikenal dengan istilah RPM (Revolutions per minute) dan dapat dibuat berputar searah jarum jam maupun berlawanan arah jarum jam apabila polaritas listrik yang diberikan pada Motor DC tersebut dibalikan.
Pengaturan Arah Putaran Motor DC
Motor DC bekerja menggunakan arus searah dalam membangkitkan medan putarnya, sehingga untuk membalik arah putaran motor DC adalah dengan mengubah arah arus yang mengalir pada motor DC.
Gambar 2.13. Pengaturan Arah Putaran[11]
Pada gambar di atas mengubah arah arus dapat dilakukan dengan membalik polaritas (kutub) sumber arus, perubahan polaritas menyebabkan perubahan arah arus dalam motor sehingga arah medan putar akan berubah dan menyebabkan motor berputar ke arah yang berlawanan.
Gambar 2.12. Bentuk dan Simbol Motor DC[10]
2.6. Solenoid Valve
Solenoid merupakan perangkat elektromagnetik yang mengubah energi listrik menjadi gerak, Gerakan yang dihasilkan berupa gerakan mendorong (push) dan gerakan menarik (pull). Solenoid terdiri dari sebuah kumparan listrik (electrical coil) yang dililitkan pada plunger yang terletak dibagian tengah solenoid yang bebas bergerak secara keluar maupun masuk dari bodi kumparan.
Gambar 2.14. Solenoid Valve (Normally Closed)[12]
2.6.1. Cara Kerja Solenoid Valve
Solenoid valve pada system yang akan dibuat menggunakan motor solenoid bertipe linier. Cara kerja dari solenoid linier ditunjukkan pada gambar 2.15, yaitu saat koil dialiri arus listrik, maka koil akan menghasilkan medan magnet yang kemudian akan menarik plunger yang berada di dalam koil masuk ke pusat koil dan merapatkan pegas yang terdapat di satu ujung plunger tersebut. Kemudian jika koil sudah tidak dialiri arus listrik, maka medan elektromagnet yang dihasilkan akan hilang sehingga plunger akan secara otomatis terdorong keluar dan kembali ke posisi awal.
Gambar 2.15. Prinsip Kerja Solenoid Valve[12]
2.7. Programmable Logic Controller (PLC)[13]
PLC merupakan suatu perangkat elektronik digital dengan memori yang dapat diprogram untuk menjalankan fungsi-fungsi seperti fungsi logika, sekuen, timing, counting,
dan aritmatika untuk mengontrol suatu sistem supaya sesuai dengan yang diinginkan. Pada PLC terdapat 5 komponen utama yaitu :
1. Catu Daya
Catu daya berfungsi sebagai sumber tegangan untuk komponen yang terdapat pada PLC, catu daya dapat berupa 24 VDC atau 220 VAC.
2. CPU (Central Processing Unit)
CPU merupakan bagian otak dari PLC, berisi mikroprosesor yang berfungsi untuk mengeksekusi program, menyimpan dan mengambil data dari memori, membaca nilai input dan mengatur nilai output, memeriksa kerusakan, melakukan operasi- operasi matematis, manipulasi data, tugas-tugas diagnostik, serta melakukan komunikasi dengan perangkat lain.
3. Memori
Memori merupakan tempat menyimpan data serta program yang akan dieksekusi oleh prosesor.
4. Modul I/O
Modul I/O merupakan perantara antara PLC dengan perangkat keras masukan dan keluaran. Berfungsi untuk mengubah sinyal-sinyal masukan dari perangkat keras menjadi sinyal yang sesuai dengan tegangan kerja PLC.
5. Perangkat Pemrograman
Perangkat pemrograman merupakan perangkat yang berfungsi untuk membuat dan mengedit program yang akan dikirim ke PLC.
2.7.1. PLC M221
PLC M221 merupakan produk dari Schneider Electric, tipe PLC yang akan digunakan adalah tipe TM221CE40R dimana terdapat 40 port I/O yang terdiri dari 24 port Input dan 16 port Output yang terdapat pada gambar 2.16.
Gambar 2.16. PLC M221[14]
Berikut merupakan keterangan bagian-bagian dari PLC M221 yang terdapat pada tabel 2.3.
Tabel 2. 3. Keterangan bagian-bagian PLC M221 [14]
No. Keterangan
1 Status LEDs
2 Blok terminal keluaran 3 Klip pengunci ukuran 35mm 4 Port Ethernet/konektor RJ45 5 Catu daya 110-240 VAC 6 Port mini USB
7 Port serial 1 8 Slot SD Card 9 Masukan 2 analog 10 Saklar Run/Stop 11 Blok terminal masukan
12 Konektor penambahan modul I/O 13 Cartridge slot 1
14 Cartridge slot 2 15 Tutup pelindung 16 Locking hook
17 Pelindung masukan analog 18 Penahan baterai
Berikut merupakan karakteristik dari TM221CE40R yang terdapat pada tabel 2.4.
Tabel 2. 4 Karakteristik TM221CE40R[15].
Range of product Modicon M221
Product or component type Logic controller [Us] rated supply voltage 100...240 V AC
Discrete input number 24 discrete input conforming to IEC 61131-2 Type 1 Analogue input number 2 at input range: 0...10 V
Discrete output type Relay normally open Discrete output number 16 relay
Discrete output voltage 5...125 V DC 5...250 V AC Discrete output current 2 A
Network frequency 50/60 Hz
Discrete input logic Sink or source (positive/negative) Discrete input voltage 24 V
Discrete input voltage type DC
Voltage state 1 guaranteed >= 15 V for input Voltage state 0 guaranteed <= 5 V for input
Pada PLC M221 terdapat 3 jenis memori yang dapat digunakan sesuai dengan fungsinya masing- masing yaitu[16] :
a. Memori bit
Memori bit atau dilambangkan dengan %M merupakan memori yang hanya dapat bernilai 0 dan 1, memori ini terdapat sebanyak 1024 bit.
b. Memori word
Memori word atau dilambangkan dengan %MW merupakan memori yang nilainya dapat berubah-ubah ketika program dijalankan. Memori ini biasanya digunakan untuk operasi counter, memori ini terdapat sebanyak 8000 word.
c. Konstanta word
Konstanta word atau dilambangkan dengan %KW merupakan memori yang digunakan untuk menyimpan konstanta nilai tertentu dan tidak dapat berubah ketika program dijalankan, memori ini terdapat sebanyak 512 word.
2.7.2. Diagram Ladder[17]
Ladder diagram (diagram tangga) merupakan metode pemrograman PLC yang paling popular, karena PLC pertama yang diciptakan menggunakan bahasa pemrograman ini. Hal itu dikarenakan PLC merupakan perkembangan dari relay logic control yang menggunakan
bahasa pemrograman relay ladder logic. Ada beberapa hal yang perlu diperhatikan dalam pemrograman PLC menggunakan ladder diagram :
a. Program dibaca dari kiri ke kanan dan dari atas ke bawah.
b. Rung tidak boleh diakhiri tanpa output.
c. Output (coil) dan input (contact) ditampilkan dalam kondisi normal.
d. Input/output diidentifikasi dengan alamat.
Pada ladder diagram terdapat normal contact yang mengacu pada konsep NO (Normally Open) dan NC (Normally Closed) dari relay contact, terdapat pada gambar 2.17 dan 2.18.
a. Normally Open (NO)
Contact ini menandakan keadaan relay yang dalam keadaan normalnya dalam posisi terbuka, dan akan terhubung jika relay mendapat tegangan.
Gambar 2.17. Simbol NO b. Normally Closed (NC)
Contact ini menandakan keadaan relay yang dalam keadaan normalnya dalam posisi terhubung, dan akan terbuka jika relay mendapat tegangan.
Gambar 2.18. Simbol NC 2.7.3. Fungsi-fungsi Logika Dasar[18]
Pada PLC terdapat intruksi-instruksi dasar yang banyak digunakan dalam penyusunan diagram ladder. Instruksi-intruksi yang ada akan membentuk suatu eksekusi diantara lain:
1. Logika AND
Logika AND merupakan kondisi dimana kedua saklar terhubung secara seri dan kedua saklar harus tertutup untuk menghasilkan keluaran, bentuk ladder terdapat pada gambar 2.19.
Gambar 2.19. Ladder diagram logika AND
2. Logika OR
Logika OR merupakan kondisi dimana kedua saklar terhubung secara pararel dan cukup satu saklar yang tertutup sudah bisa menghasilkan keluaran, bentuk ladder terdapat pada gambar 2.20.
Gambar 2.20. Ladder diagram logika OR 3. Logika NOT
Logika NOT merupakan kondisi dimana sebuah saklar dalam kondisi normal menghasilkan keluaran, dan akan terbuka apabila mendapat sebuah masukan, bentuk ladder terdapat pada gambar 2.21.
4. Logika NAND
Logika NAND merupakan kondisi dimana kedua saklar NOT terhubung secara seri dan apabila kedua saklar dalam kondisi normal maka akan menghasilkan keluaran, bentuk ladder terdapat pada gambar 2.22.
5. Logika NOR
Logika NOR merupakan kondisi dimana kedua saklar NOT terhubung secara pararel dan hanya keadaan dimana kedua saklar mendapat masukan tidak dapat menghasilkan keluaran, bentuk ladder terdapat pada gambar 2.23.
Gambar 2.21. Ladder diagram logika NOT
Gambar 2.22 Ladder Diagram Logika NAND
Gambar 2. 23 Ladder diagram logika NOR 6. Logika XOR
Logika XOR merupakan kondisi dimana empat buah kombinasi saklar NC dan NO yang terhubung secara seri dan pararel. Dimana akan menghasilkan keluaran jika salah satu dari kedua input bernilai 1, bentuk ladder terdapat pada gambar 2.24.
Gambar 2.24 Ladder diagram logika XOR
2.8. SCADA ( Supervisory Control And Data Acquisition ) [19]
Sistem SCADA adalah sistem yang dapat melakukan pengawasan, pengendalian, dan akuisisi data terhadap sebuah plant. Dalam terminologi kontrol, supervisory control sering mengacu pada kontrol yang tidak langsung, atau lebih menekankan pada fungsi koordinasi dan pengawasan. Dengan kata lain, pengendalian utama tetap dipegang oleh PLC (pengendali lainnya) sedang kontrol pada SCADA hanya bersifat koordinatif dan sekunder.
Definisi yang lebih formal diberikan oleh NIST (National Institute of Standart and Technology) ialah sistem terdistribusi yang digunakan untuk mengendalikan aset- aset yang tersebar secara geografis, sering terpisah ribuan kilometer persegi, dimana kontrol dan akuisisi data terpusat sangat penting bagi operasi sistem. Menurut NIST, sistem SCADA banyak digunakan pada sistem terdistribusi seperti : water distribution, oil pipelines, electrical power grids, dan railway transportation system.
2.8.1. Arsitektur Sistem SCADA
Arsitektur dasar dari sebuah sistem SCADA dapat dilihat berikut ini penjelasan dari masing-masing bagiannya :
1. Operator
Operator manusia mengawasi sistem SCADA dan melakukan fungsi supervisory control untuk operasi plant jarak jauh.
2. Human Machine Interfaces (HMI)
HMI merupakan bagian terpenting dari sistem SCADA karena fungsinya yaitu sebagai
“jembatan” bagi manusia ( operator) untuk memahami proses yang terjadi pada mesin. HMI menampilkan data pada operator dan menyediakan input kontrol bagi operator dalam berbagai bentuk, termasuk grafik, kematik, jendela, menu pull-down, touch screen, dan lain sebagainya. HMI dapat berupa touch screen device ataupun komputer itu sendiri.
3. Master Terminal Unit (MTU)
MTU berfungsi menampilkan data pada operator melalui HMI, mengumpulkan data dari tempat yang jauh, dan mengirimkan sinyal kontrol ke plant yang berjauhan. Kecepatan pengiriman data dari MTU ke plant jarak jauh relatif rendah dan metode kontrol umumnya open loop karena kemungkinan terjadi waktu tunda dan flow interruption. Berikut ini beberapa fungsi dasar dari suatu MTU:
a. Input/Output Task: interface sistem SCADA dengan peralatan di plant.
b. Alarm Task: mengatur semua tipe alarm.
c. Trends Task: mengumpulkan data plant setiap waktu dan menggambar-kan dalam grafik.
d. Report Task: memberikan laporan yang bersumber dari data plant.
e. Display Task: menampilkan data yang diawasi dan dikontrol operator.
4. Communication System
Sistem komunikasi antara MTU-RTU ataupun antara RTU-Field device diantaranya berupa:
1. RS 232
2. Private Network (LAN/RS-485) 3. Switched Telephone Network 4. Leased Line
5. Internet
6. Wireless Communication System a. Wireless LAN
b. GSM Network c. Radio Modems
5. Remote Terminal Unit (RTU)
RTU berfungsi mengirimkan sinyal kontrol pada peralatan yang dikendalikan, mengambil data dari peralatan tersebut, dan mengirimkan data tersebut ke MTU. Kecepatan pengiriman
data antara RTU dan alat yang dikontrol relatif tinggi dan metode kontrol yang digunakan umumnya closed loop. Sebuah RTU mungkin saja digantikan oleh PLC. Beberapa kelebihan PLC sebagai RTU ialah :
a. Solusi ekonomis
b. Serbaguna dan fleksibel
c. Mudah dalam perancangan dan instalasi d. Lebih reliable
e. Kontrol yang canggih f. Berukuran kecil secara fisik
g. Troubleshooting dan diagnosa lebih mudah 6. Field Device
Merupakan plant di lapangan yang terdiri dari objek yang memiliki berbagai sensor dan aktuator. Nilai sensor dan aktuator inilah yang umumnya dia wasi dan dikendalikan supaya objek/plant berjalan sesuai dengan yang diinginkan pengguna.
2.8.2. Jenis-jenis Sistem SCADA
Menurut skala sistem keseluruhan, sistem SCADA dapat dibedakan menjadi : 1. SCADA Dasar
SCADA dasar ini umumnya hanya terdiri dari sebuah RTU/PLC saja yang digunakan untuk mengendalikan suatu plant dengan berbagai field device. Jumlah MTU yang digunakan juga hanya satu buah. Gambar 2.25 menunjukan blok sederhananya.
Contoh:
a. Car manufacturing robot b. Room temperature control c. Water Level Control
RTU/PLC Field Device
MTU
Gambar 2.25 SCADA Dasar
2. Integrated SCADA
Sistem ini terdiri dari beberapa PLC/RTU yang terhubung dengan beberapa Distributed Control System (DCS), namun hanya menggunakan satu MTU. MTU ini dapat terhubung dengan komputer lain melalui LAN, WAN ataupun internet.
Contoh :
a. Subway systems b. Security systems c. Water systems 3. Networked SCADA
Sistem ini memiliki banyak MTU yang saling terhubung. Terdapat satu MTU pusat sebagai koordinator dari sistem-sistem yang lain. MTU pusat ini juga dapat terhubung dengan dunia luar melalui LAN, WAN, maupun internet Contoh :
a. Power systems
b. Communication systems
2.8.3. Nilai lebih sistem SCADA
Sebuah sistem SCADA memberikan keleluasaan mengatur maupun mengkonfigurasi sistem. Kita bisa menempatkan sensor dan kendali di setiap titik kritis di dalam proses.
Seiring dengan teknologi SCADA yang semakin baik, kita bisa menempatkan lebih banyak sensor di banyak tempat sehingga semakin banyak hal yang bisa dipantau, semakin detil operasi yang bisa dilihat, dan semuanya bekerja secara real time. Tidak peduli sekompleks apapun prosesnya, kita bisa melihat operasi proses dalam skala besar maupun kecil, dan setidaknya bisa melakukan penelusuran jika terjadi kesalahan dan sekaligus meningkatkan efisiensi.
Sistem SCADA memiliki banyak nilai lebih diantaranya:
1. Pengawasan (supervisory) plant dapat dilakukan secara langsung (real time) melalui tampilan monitor.
2. Kecepatan dan kemudahan memperoleh informasi berkaitan dengan kondisi/status sistem yang dipantau.
3. Mengontrol proses-proses yang lebih besar dan kompleks dengan lebih mudah (tidak memerlukan banyak operator).
4. Dapat mengontrol plant secara real time dari jarak jauh.
5. Dapat mendeteksi dan memperbaiki kesalahan/kerusakan sistem secara cepat.
2.8.4. Implementasi Sistem SCADA
Sistem SCADA dapat digunakan untuk mengatur berbagai macam peralatan.
Biasanya, SCADA digunakan untuk melakukan proses industri yang kompleks secara otomatis, menggantikan tenaga manusia (bisa karena dianggap berbahaya atau tidak praktis), dan biasanya merupakan proses-proses yang melibatkan faktor-faktor kontrol yang lebih banyak, faktor-faktor kontrol gerakan-cepat yang lebih banyak, dan lain sebagainya, dimana pengontrolan oleh manusia menjadi tidak nyaman lagi. Sebagai contoh, sistem SCADA yang digunakan di seluruh dunia misalnya untuk:
1. Pembangkit, transmisi dan distribusi listrik: SCADA digunakan untuk mendeteksi besarnya arus dan tegangan, pemantauan operasional circuit breaker, dan untuk mematikan/menghidupkan power grid.
2. Penampungan dan distribusi air: SCADA digunakan untuk pemantauan dan pengaturan laju aliran air, tinggi reservoir(tandon), tekanan pipa dan berbagai macam faktor lainnya.
3. Bangunan, fasilitas dan lingkungan: Manajer fasilitas menggunakan SCADA untuk mengontrol HVAC, unit-unit pendingin, penerangan, dan sistem keamanan.
4. Industri : Sistem SCADA mengatur inventori komponen-komponen, mengatur otomasi alat atau robot, memantau proses dan kontrol kualitas.
5. Transportasi KA listrik: menggunakan SCADA bisa dilakukan pemantauan dan pengontrolan distribusi listrik, otomasi sinyal trafik KA, melacak dan menemukan lokasi KA, mengontrol palang KA dan lain sebagainya.
6. Lampu lalu-lintas: SCADA memantau lampu lalu-lintas, mengontrol laju trafik, dan mendeteksi sinyals-sinyal yang salah.
Dan, tentunya, masih banyak lagi aplikasi-aplikasi potensial untuk sistem SCADA.
SCADA saat ini digunakan hampir di seluruh proyek-proyek industri dan infrastruktur umum. Intinya SCADA dapat digunakan dalam aplikasi-aplikasi yang membutuhkan kemudahan dalam pemantauan (supervisory) sekaligus juga pengontrolan, dengan berbagai macam media antarmuka dan komunikasi yang tersedia saat ini (misalnya, Komputer, PDA, Touch Screen, TCP/IP, wireless dan lain sebagainya).
2.8.5. Komunikasi pada SCADA
Komunikasi ethernet merupakan salah satu jenis komunikasi yang sering ditemui saat ini. Komunikasi ethernet menggunakan media kabel berupa kabel UTP (Unshielded Twisted Pair) yang tiap ujungnya terdapat konektor RJ45. Kabel UTP biasanya
digunakansebagai media transfer data dalam sebuah jaringan LAN (Local Area Network).
Dengan menggunakan kabel utp, maka dapat menghubungkan setiap jaringan komputer, server, router, switch, akses point dan lainnya sehingga menjadi sebuah jaringan yang disebut Local Area Network (LAN).
Kelebihan Kabel Jaringan UTP (Unshielded Twisted Pair):
a. Harga kabel jaringan UTP (Unshielded Twisted Pair) terbilang murah dibandingkan kabel jaringan lainnya.
b. Instalasi atau pemasangan kabel jaringan UTP terbilang mudah.
c. Pemeliharaan kabel jaringan UTP terkenal mudah.
d. Ukuran konektor dan kabel jaringan UTP relatif kecil (diameter = 0,43 cm) sehingga terbilang fleksibel dan mempermudah dalam membuat saluran kabel.
e. Kerusakan yang terjadi pada salah satu saluran kabel jaringan UTP tidak akan mengganggu jaringan secara keseluruhan.
Kekurangan Kabel Jaringan UTP (Unshielded Twisted Pair):
a. Kabel jaringan UTP rentan terhadap efek interferensi elektromagnetik yang berasal dari media atau perangkat lain.
b. Jarak jangkauan kabel jaringan UTP hanya 100 meter sehingga sangat terbatas dan kalah jika dibandingkan dengan kabel jenis coaxial(500 meter). Adanya kemungkinan dapat dengan mudah disadap.
c. Beberapa kalangan banyak yang mengeluhkan transmisi data dari kabel jaringan UTP cenderung lambat.
d. Diperlukan perangkat tambahan berupa pipa plastik atau pipa alumunium dalam instalasinya demi memaksimalkan fungsi kabel jaringan UTP.
BAB III
PERANCANGAN PENELITIAN
Pada bab ini menjelaskan mengenai perancangan SCADA untuk sistem pengemasan produk jamu, yang terdiri dari blok diagram, perancangan hardware dan perancangan software. Prototipe yang akan dibuat akan berisi sistem HMI sebagai input untuk memilih jenis campuran jamu, yang terdiri dari 3 jenis jamu yang berbeda serta jumlah takaran berat jamu, yang mana beban maksimal dalam sekali proses pengisian adalah 200gr. Operator memberi input berupa campuran jenis jamu dan takaran berat yang diinginkan melalui HMI.
Kemudian operator akan menekan tombol mulai pada HMI untuk mulai menjalankan program. Proses pertama yang akan terjadi adalah motor DC pada alas wadah akan mulai berputar untuk membawa wadah kosong. Wadah kosong tersebut kemudian akan terdeteksi oleh sensor photoelektrik yang terdapat di bawah saluran yang digunakan untuk mengisi serbuk jamu. Sehingga ketika sensor photoelektrik mendeteksi bahwa wadah tersebut kosong, maka secara otomatis motor DC berhenti berputar, kemudian motor solenoid mulai untuk membuka valve tampungan dan load cell akan mendeteksi berat serbuk jamu yang terisi dalam wadah. Jika berat yang terdeteksi sudah mencapai set point yang sudah ditentukan, maka motor solenoid akan mati dan sistem selesai. Kemudian jika isi jamu dalam tampungan sudah hampir habis, maka sensor photoelektrik yang terdapat dalam tampungan jamu akan mendeteksi dan memberikan peringatan kepada operator untuk mengisi kembali tampungan jamu.Perancangan alat secara keseluruhan seperti pada gambar 3.1
Gambar 3. 1. Ilustrasi Alat Secara Keseluruhan 11
2 3 5
4
7 8 10
12
1
6 13
9
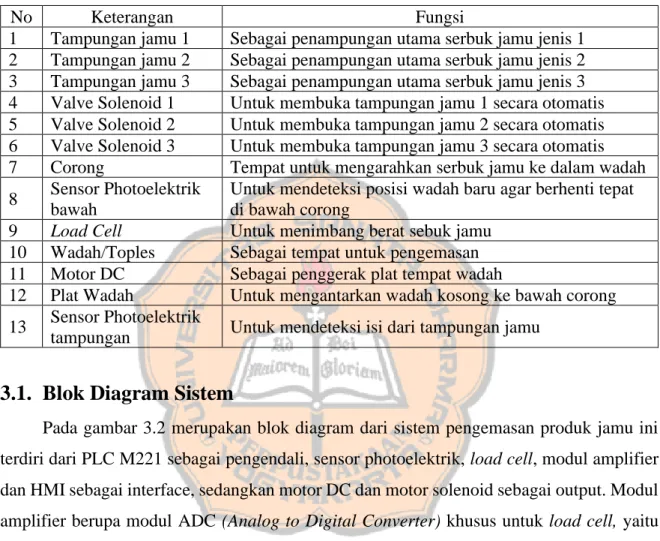
Berikut merupakan keterangan bagian-bagian dari sistem pengemasan produk jamu berbasis PLC yang terdapat pada Tabel 3.1.
Tabel 3. 1 Keterangan bagian-bagian dari sistem.
No Keterangan Fungsi
1 Tampungan jamu 1 Sebagai penampungan utama serbuk jamu jenis 1 2 Tampungan jamu 2 Sebagai penampungan utama serbuk jamu jenis 2 3 Tampungan jamu 3 Sebagai penampungan utama serbuk jamu jenis 3 4 Valve Solenoid 1 Untuk membuka tampungan jamu 1 secara otomatis 5 Valve Solenoid 2 Untuk membuka tampungan jamu 2 secara otomatis 6 Valve Solenoid 3 Untuk membuka tampungan jamu 3 secara otomatis 7 Corong Tempat untuk mengarahkan serbuk jamu ke dalam wadah 8 Sensor Photoelektrik
bawah
Untuk mendeteksi posisi wadah baru agar berhenti tepat di bawah corong
9 Load Cell Untuk menimbang berat sebuk jamu 10 Wadah/Toples Sebagai tempat untuk pengemasan 11 Motor DC Sebagai penggerak plat tempat wadah
12 Plat Wadah Untuk mengantarkan wadah kosong ke bawah corong 13 Sensor Photoelektrik
tampungan Untuk mendeteksi isi dari tampungan jamu
3.1. Blok Diagram Sistem
Pada gambar 3.2 merupakan blok diagram dari sistem pengemasan produk jamu ini terdiri dari PLC M221 sebagai pengendali, sensor photoelektrik, load cell, modul amplifier dan HMI sebagai interface, sedangkan motor DC dan motor solenoid sebagai output. Modul amplifier berupa modul ADC (Analog to Digital Converter) khusus untuk load cell, yaitu HX711 dan Arduino UNO yang merupakan mikrokontroler yang berfungsi sebagai komunikasi untuk membaca keluaran sinyal digital dari modul HX711 serta mengkonversi pembacaan berat dalam satuan gram dan juga mengirimkannya ke PLC. PLC berfungsi untuk mengolah data yang diperoleh dari sensor dan arduino, selain itu juga mengolah perintahyang diberikan oleh operator melalui HMI. Semua sistem dapat kebutuhan yang diinginkan dapat disesuaikan dan diatur oleh operator.
Gambar 3. 2. Blok Diagram Keluruhan Sistem Alat
Prototipe bekerja ketika operator memberi masukan (input) dari HMI yang berupa campuran jenis jamu dan takaran berat yang diinginkan. Setelah operator menekan tombol mulai pada HMI, maka sistem akan dimulai dan proses akan bekerja berdasarkan tahap yang telah diatur melalui program. Pertama motor DC yang berfungsi sebagai penggerak plat tempat wadah akan mulai berputar, kemudian jika sensor photoelektrik mendeteksi wadah kosong maka motor DC berhenti berputar dan motor solenoid akan mulai untuk membuka valve tampungan dan load cell akan mulai menimbang, setelah sudah mencapai set point yang sudah ditentukan, motor solenoid akan mati dan sistem selesai.
3.2. Perancangan Perangkat Keras Mekanis
Perancangan perangkat keras ini meliputi dimensi dari alat yang dirancang mulai letak posisi valve, letak sensor photoelektrik dan tempat wadah yang menggunakan plat.
PLC M221
Load Cell 1
Modul Amplifier
Motor DC Penggerak plat
tempat wadah
Motor Solenoid 1 buka-tutup valve
tampungan1
HMI HX711
Arduino UNO Sensor Photoelektrik Tampungan 1
Sensor Photoelektrik Tampungan 2 Sensor Photoelektrik Tampungan 3
Sensor Photoelektrik Bawah
Load Cell 2
Load
Cell 3 HX711
HX711 Motor Solenoid 3
buka-tutup valve tampungan 3 Motor Solenoid 2
buka-tutup valve tampungan 2
![Gambar 2.6. Blok Diagram HX711 [6]](https://thumb-ap.123doks.com/thumbv2/123dok/2283719.4063751/28.892.190.771.130.850/gambar-blok-diagram-hx.webp)

![Gambar 2.9. Cara kerja sensor fotoelektrik[8]](https://thumb-ap.123doks.com/thumbv2/123dok/2283719.4063751/31.892.260.655.382.816/gambar-cara-kerja-sensor-fotoelektrik.webp)
![Gambar 2.10. Rangkaian sensor fotoelektrik[9]](https://thumb-ap.123doks.com/thumbv2/123dok/2283719.4063751/32.892.193.780.140.388/gambar-rangkaian-sensor-fotoelektrik.webp)
![Gambar 2.14. Solenoid Valve (Normally Closed)[12]](https://thumb-ap.123doks.com/thumbv2/123dok/2283719.4063751/34.892.233.704.321.972/gambar-solenoid-valve-normally-closed.webp)
![Gambar 2.16. PLC M221[14]](https://thumb-ap.123doks.com/thumbv2/123dok/2283719.4063751/36.892.262.700.122.1134/gambar-plc-m.webp)