Logistik DP2 DP3 DP4 DP5 DP6 DP8 DP9
Teks penuh
Gambar




Dokumen terkait
Setelah menjalankan praktik kerja magang selama tiga bulan terhitung dari 25 Agustus 2020 hingga 24 November 2020 di Kompas.com (PT Kompas Cyber Media-Kompas
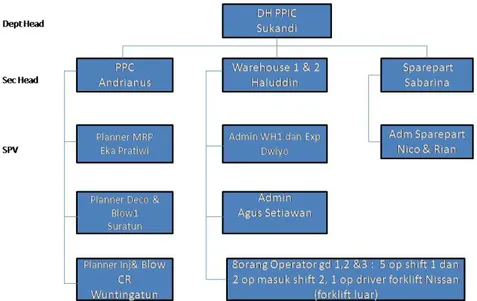
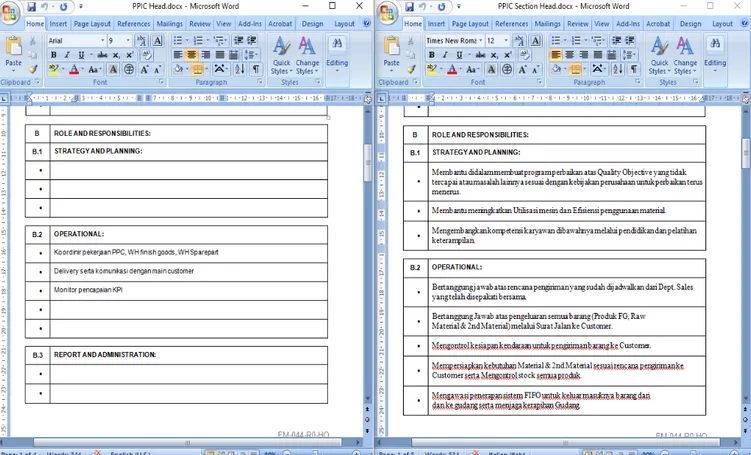
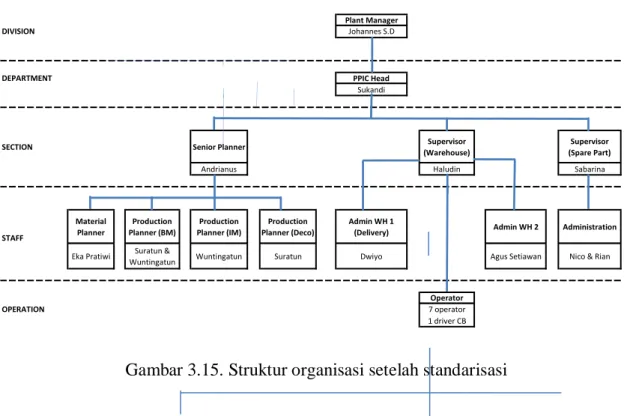
Dalam melaksanakan Praktik Kerja Lapangan pada divisi Inventory control departemen finished goods PT DNP Indonesia (Percetakan Kemasan) selama kurang lebih dua
Praktik lapangan dilaksanakan di Laboratorium Petroleum Engineering PT Pertamina EP Asset 3 Jatibarang Field selama kurang lebih 2 bulan yang terhitung dari tanggal 1
Kesimpulan Berdasarkan praktik kerja magang yang dilaksanakan di PT Sinergi Transformasi Digital sebagai Campus Relation selama 5 bulan yang terhitung dari tanggal 16 Februari 2023 –
Bab IV Penutup IV.1 Kesimpulan Berdasarkan Praktik Kerja Magang yang dilaksanakan di PT Sinergi Transformasi Digital sebagai Campus Relation selama 5 bulan yang terhitung dari tanggal
