i
Nomor Soal : 716 / TA / FT_USD / TM / September / 2006
TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat
Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun Oleh
FRANSISKUS IPRAN
NIM : 015214086
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
ii
FINAL PROJECT
Presented as Partial Fulfillment of the Requirements
to Obtain the Sarjana Teknik Degree
in Mechanical Engineering
By :
FRANSISKUS IPRAN
Study Number : 015214086
MECHANICAL ENGINEERING STUDY PROGRAM
MECHANICAL ENGINEERING DEPARTMENT
SAINS AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
iii
DAN MEKANIS PADUAN ALUMINIUM
Disusun oleh :
Fransiskus Ipran
NIM : 015214086
Telah disetujui oleh :
Pembimbing I
iv
v
Dengan ini saya menyatakan bahwa dalam tugas akhir ini tidak terdapat karya yang
pernah diajukan untuk memperolah gelar kesarjanaan di suatu Perguruan Tinggi, dan
sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah
ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam
naskah ini dan disebutkan dalam daftar pustaka.
Yogyakarta, 27 Agustus 2007
vi
Suatu visi tidak akan berarti bila tidak mengembangkan suatu
strategi dan untuk meraihnya.
By : Gendron
Jika engkau bijak, kebijakanmu itu bagimu sendiri, jikalau
engkau mencemooh, engkau sendirilah orang yang akan
menanggungnya.
(Amsal 9 : 12)
Berpeganglah pada didikan, janganlah melepaskannya,
peliharalah dia, karena dialah hidupmu.
(Amsal 4 : 13)
vii
I dedicate my Final Project
simply to :
Tuhan Yesus Kristus dan Bunda Maria yang
selalu memberi kasih, kekuatan, dan membentuk
hidupku menjadi lebih indah. Ajarilah aku
untuk selalu bersyukur atas semua itu.
Bapak Ewaldus Edy dan Ibu Florensia Ernawati,
terima kasih atas doa, dukungan dan kasih
sayang serta perhatian Bapak dan Ibu.
Ketiga adikku (Martina beserta keluarga, Siska
dan de’ Gia) terima kasih atas semua masukan,
doa dan dukungannya.
Yang paling spesial di Ati (Lucia Santi)
terima kasih atas doa, semangat, nasehat dan
dukungannya.
viii
Puji dan syukur kehadirat Tuhan Yesus Kristus dan Bunda Maria, yang telah
memberikan berkat, semangat, rahmat dan cinta kasih yang berlimpah di dalam
penulisan tugas akhir ini hingga selesai.
Tugas akhir ini merupakan salah satu syarat yang harus dipenuhi bagi mahasiswa
Teknik Mesin sebelum dinyatakan lulus sebagai Sarjana Teknik. Dalam pelaksanaan
dan penulisan tugas akhir ini tidak lepas dari bantuan berbagai pihak, baik berupa
materi, bimbingan, kerja sama serta dukungan moril. Dalam kesempatan ini penulis
mengucapkan terima kasih kepada :
1.
Romo Ir. Greg Heliarko, S.J., S.S., B.S.T., M.A., M.Sc. selaku Dekan
Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta.
2.
Bapak Budi Sugiharto, S.T., M.T. selaku Ketua Program Studi Teknik Mesin,
Universitas Sanata Dharma.
3.
Bapak Ir. Rines, M.T. selaku dosen pembimbing akademik.
4.
Bapak Doddy Purwadianto, S.T., M.T. selaku dosen pembimbing Tugas
Akhir.
5.
Seluruh Dosen dan Karyawan Fakultas Sains dan Teknologi, Universitas
Sanata Dharma.
6.
Bapak Martono, Bapak Rony, Bapak Intan, Bapak Wardoyo dan semua
ix
kepercayaan dan doanya selama ini.
8.
Katarina Martina beserta keluarga, Siska, Gia serta seluruh keluarga yang
banyak membantu.
9.
Lucia Santi yang selalu memberi semangat dan dorongannya.
10.
Teman-teman TEKSAPALA, atas kebersamaan dan dukungannya.
11.
Teman-teman DKD, Josua, Simon, Dedet, Lambertus, Agustinus, Erik, Redy,
Juvensius, Jefry, Prisko, Hardi, Heru, Yudiatno, Agon, Fero, Maman, Nicko.
12.
Teman-teman Teknik Mesin USD, Sakius Ginting, Edy, Willy, Teguh,
Apryadi, Anggi, Alex, U’ux dan seluruh teman-teman Teknik Mesin angkatan
2001.
13.
Rekan-rekan dan semua pihak yang tidak dapat disebutkan satu-persatu yang
telah membantu dalam penulisan tugas akhir ini.
Penulis
x
komposisi kimia 94,03% Al, 0,58% Cu, 2,73% Si, dan unsur lain-lain sebesar 2,64%.
Tujuan dari penelitian ini untuk mengetahui sifat fisis dan mekanis lelah paduan
aluminium setelah mendapat perlakuan panas aging dan perlakuan panas aging
disertai pendinginan cepat dengan media air.
Proses penelitian yang dilakukan adalah paduan aluminium diberi perlakuan
panas aging dan perlakuan panas aging disertai pendinginan cepat dengan 2 variasi
suhu dan dipertahankan selama 24 jam. Variasi suhu yang digunakan adalah : 175
oC
dan 200
oC. Setelah mendapat perlakuan panas aging dan perlakuan panas aging
disertai pendinginan cepat maka dilakukan pengujian bahan untuk mengetahui sifat
fisis dan mekanis. Pengujin bahan yang dilakukan adalah uji tarik, uji kelelahan,
analisis struktur makro dan mikro dan uji kekerasan Brinell.
xi
HALAMAN JUDUL ... i
HALAMAN PERSETUJUAN PEMBIMBING ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERNYATAN KEASLIAN KARYA ... v
HALAMAN MOTTO ... vi
HALAMAN PERSEMBAHAN ... vii
KATA PENGANTAR ... viii
INTISARI ... x
DAFTAR ISI ... xi
DAFTAR GAMBAR ... xv
DAFTAR TABEL ... xix
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang Penelitian ... 1
1.2. Tujuan Penelitian ... 2
1.3. Batasan Masalah ... 2
BAB II DASAR TEORI ... 4
2.1. Sifat-sifat Aluminium ... 5
2.2. Produksi Alumina ... 6
2.2.1. Proses Pengolahan Alumina ... 7
2.2.2. Preoses Elektrolisa Alumina Menjadi Aluminium ... 7
2.3. Aluminium Murni ... 9
2.4. Paduan Aluminium ... 10
2.4.1. Klasifikasi Paduan Aluminium ... 11
2.4.2. Paduan Aluminium Cor ... 12
2.4.3. Paduan Al-Cu ... 14
2.4.4. Paduan Al-Si, Al-Si-Mg dan Al-Si-Cu ... 15
xii
2.5. Pengaruh Unsur Paduan Dalam Aluminium ... 19
2.6. Perlakuan Panas ... 23
2.6.1. Tempering ... 23
2.6.2. Annealing ... 24
2.6.3. Aging ... 24
2.6.4. Quenching ... 25
2.6.5. Normalizing ... 25
2.7. Pengujian Bahan ... 25
2.8. Pengujian Merusak ... 28
2.8.1. Pengujian Tarik ... 28
2.8.2. Pengujian Kelelahan ... 32
2.9. Pengujian Tak Merusak ... 33
2.9.1. Pengujian Kekerasan ... 33
2.10. Pengujian Struktur Kristal ... 38
2.10.1.Pengujian Struktur Makro ... 38
2.10.2.Pengujian Struktur Mikro ... 38
2.11. Patahan dan Putus Pada Benda Uji ... 39
2.11.1.Patah Pada Benda Uji ... 39
2.11.2.Putus Pada Benda Uji ... 43
2.12. Kelelahan Pada Bahan Uji ... 43
2.12.1.Pengertian Kelelahan ... 43
2.12.2.Hal-hal Yang Berpengaruh Pada Kegagalan Lelah ... 47
2.13. Retakan (Crack) ... 49
BAB III METODE PENELITIAN ... 50
3.1. Diagram Alir Penelitian ... 50
3.2. Bahan Yang Digunakan ... 51
3.3. Peralatan Yang Digunakan ... 51
xiii
3.5. Proses Perlakuan Panas Aging ... 55
3.6. Pengujian Bahan ... 57
3.6.1. Pengujian Tarik ... 57
3.6.2. Pengujian Kelelahan ... 58
3.6.3. Pengujian Kekerasan Brinell ... 59
3.6.4. Pengujian Struktur Mikro ... 61
3.6.5. Pengujian Struktur Makro ... 62
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 63
4.1. Hasil Uji Komposisi ... 63
4.2. Hasil Pengujian Tarik ... 63
4.2.1. Data Hasil Pengujian Tarik ... 64
4.2.2. Perhitungan Uji Tarik ... 65
4.2.3. Pembahasan Uji Tarik ...66
4.3. Hasil Pengujian Kelelahan ... 68
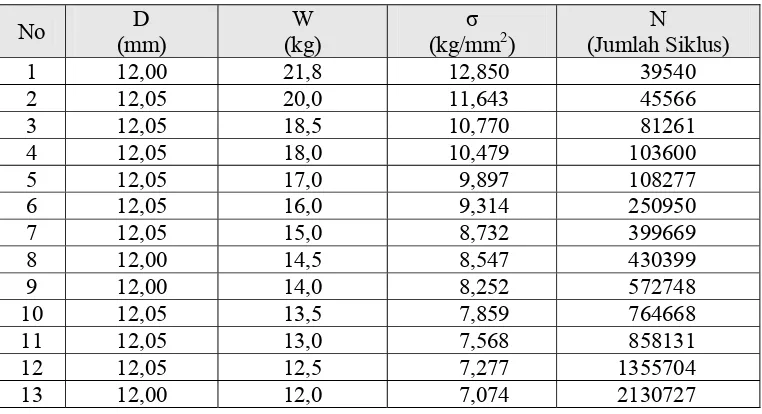
4.3.1. Data Hasil Pengujian Kelelahan ... 68
4.3.2. Pembahasan Uji Kelelahan ... 74
4.4. Hasil Pengujian Struktur Mikro ... 75
4.4.1. Gambar Hasil Pengujian Struktur Mikro ... 75
4.4.2. Pembahasan Struktur Mikro ... 77
4.5. Hasil Pengujian Struktur Makro ... 78
4.5.1. Pengamatan Struktur Patahan ... 78
4.5.2. Data Hasil Pengujian Struktur Makro ... 79
4.6. Hasil Pengujian Kekerasan Brinell ... 84
4.6.1. Data Hasil Pengujian Kekerasan Brinell ... 85
xiv DAFTAR PUSTAKA
xv
Gambar 2.1. Proses elektrolisa alumina dengan Dapur Cell ... 8
Gambar 2.2. Proses elektrolisa alumina menjadi aluminium ... 9
Gambar 2.3. Hubungan tegangan dan regangan uji tarik ... 29
Gambar 2.4. Prinsip uji kekerasan Brinell ... 34
Gambar 2.5. Irisan penampang uji kekerasan Brinell ... 34
Gambar 2.6. Bentuk penampang patah ... 40
Gambar 2.7. Bentuk lekukkan hasil patahan paduan Al-Cu ... 41
Gambar 2.8. Macam-macam bentuk patahan ... 42
Gambar 2.9. Retak ductile paduan Al-Cu ... 42
Gambar 2.10. Pengujian kelelahan ... 44
Gambar 2.11. Hubungan tegangan (S) dengan jumlah siklus (N) ... 46
Gambar 3.1. Diagram alir penelitian ... 50
Gambar 3.2. Spesimen uji tarik ... 52
Gambar 3.3. Spesimen uji kelelahan ... 54
Gambar 3.4. Spesimen uji kekerasan ... 55
Gambar 3.5. Oven perlakuan panas ... 56
Gambar 3.6. Mesin uji tarik ... 58
Gambar 3.7. Mesin uji kelelahan ... 59
Gambar 3.8. Mesin uji kekerasan ... 60
Gambar 3.9. (a) Mikroskop dan kamera; (b) Loop ... 61
Gambar 4.1. Grafik perbandingan kekuatan tarik maksimum terhadap masing-masing perlakuan panas ... 66
Gambar 4.2. Grafik perbandingan regangan terhadap benda uji pada masing-masing perlakuan panas ... 67
Gambar 4.3. Grafik S-N spesimen perlakuan panas aging 175°C selama 24 jam ... 70
Gambar 4.4. Grafik S-N spesimen perlakuan panas aging suhu 175°C disertai pendinginan cepat ... 71
xvi
24 jam dan aging suhu 175°C disertai pendinginan cepat ... 73 Gambar 4.8. Grafik S-N spesimen perlakuan panas aging suhu 200°C selama
24 jam dan aging suhu 200° disertai pendinginan cepat ... 74 Gambar 4.9. Struktur mikro benda uji aging suhu 175°C selama 24 jam ... 75 Gambar 4.10. Struktur mikro benda uji aging suhu 175°C
disertai pendinginan cepat ... 76 Gambar 4.11. Struktur mikro benda uji aging suhu 200°C selama 24 jam ... 76 Gambar 4.12. Struktur mikro benda uji aging suhu 200°C disertai
pendinginan cepat ...77 Gambar 4.13. Penampang patahan lelah material aging suhu 175°C
selama 24 jam dengan tegangan lengkung 12,850 kg/mm2,
siklus 39.540 ... 79 Gambar 4.14. Penampang patahan lelah material aging suhu 175°C
selama 24 jam dengan tegangan lengkung 7,568 kg/mm2,
siklus 858.131 ... 79 Gambar 4.15. Penampang patahan lelah material aging suhu 175°C
selama 24 jam dengan tegangan lengkung 7,074 kg/mm2,
siklus 2.130.727 ... 80 Gambar 4.16. Penampang patahan lelah material aging suhu 175°C disertai
pendinginan cepat dengan tegangan lengkung 12,968 kg/mm2, siklus 4.448 ... 80 Gambar 4.17. Penampang patahan lelah material aging suhu 175°C disertai
pendinginan cepat dengan tegangan lengkung 7,568 kg/mm2,
siklus 1.098.186 ... 81 Gambar 4.18. Penampang patahan lelah material aging suhu 200°C
selama 24 jam dengan tegangan lengkung 12,791 kg/mm2,
Siklus 1.697 ... 81 Gambar 4.19. Penampang patahan lelah material aging suhu 200°C
xvii
siklus 2.063.610 ... 82 Gambar 4.21. Penampang patahan lelah material aging suhu 200°C disertai
pendinginan cepat dengan tegangan lengkung 13,972 kg/mm2, siklus 2.732 ... 83 Gambar 4.22. Penampang patahan lelah material aging suhu 200°C disertai
pendinginan cepat dengan tegangan lengkung 7,663 kg/mm2,
siklus 1.692.116 ... 83 Gambar 4.23. Penampang patahan lelah material aging suhu 200°C disertai
pendinginan cepat dengan tegangan lengkung 7,368 kg/mm2,
siklus 2.205.185 ... 84 Gambar 4.24. Grafik rata-rata kekerasan Brinell ... 87 Gambar L.1. Spesimen 1 grafik uji tarik bahan aging suhu 175°C
selama 24 jam ... 93 Gambar L.2. Spesimen 2 grafik uji tarik bahan aging suhu 175°C
selama 24 jam ... 93 Gambar L.3. Spesimen 3 grafik uji tarik bahan aging suhu 175°C
selama 24 jam ... 93 Gambar L.4. Spesimen 1 grafik uji tarik bahan aging suhu 175°C disertai
pendinginan cepat ... 93 Gambar L.5. Spesimen 2 grafik uji tarik bahan aging suhu 175°C disertai
pendinginan cepat ... 94 Gambar L.6. Spesimen 3 grafik uji tarik bahan aging suhu 175°C disertai
pendinginan cepat ... 94 Gambar L.7. Spesimen 1 grafik uji tarik bahan aging suhu 200°C
selama 24 jam ... 94 Gambar L.8. Spesimen 2 grafik uji tarik bahan aging suhu 200°C
selama 24 jam ... 94 Gambar L.9. Spesimen 3 grafik uji tarik bahan aging suhu 200°C
xviii
pendinginan cepat ... 95 Gambar L.12. Spesimen 3 grafik uji tarik bahan aging suhu 200°C disertai
xix
Tabel 2.1. Sifat-sifat fisik aluminium ... 9
Tabel 2.2. Sifat-sifat mekanik aluminium ... 10
Tabel 2.3. Klasifikasi paduan aluminium cor ... 12
Tabel 2.4. Klasifikasi paduan aluminium tempa ... 12
Tabel 2.5. Sifat-sifat mekanis paduan aluminium cor menurut aluminium association ... 13
Tabel 2.6. Pengaruh unsur paduan pada aluminium ... 13
Tabel 2.7. Fasa presipitasi terbentuk selama penuaan paduan biner Al-Cu (Silcock dkk) ... 15
Tabel 2.8. Kekuatan tarik panas paduan Al–Si–Ni–Mg ... 16
Tabel 2.9. Sifat-sifat mekanis paduan Al–Mg2Si ... 16
Tabel 2.10.Sifat-sifat mekanik paduan Al–Cu–Mg ... 18
Tabel 2.11.Penggunaan penetrator untuk uji kekerasan Brinell ... 35
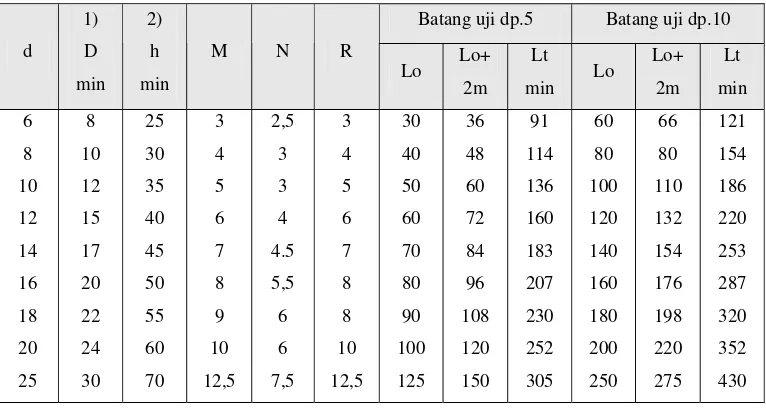
Tabel 3.1. Ukuran spesimen pengujian tarik menurut standar SII 1048-76 ... 53
Tabel 4.1. Komposisi paduan aluminium ... 63
Tabel 4.2. Data pengujian tarik benda uji aging suhu 175°C selama 24 jam ... 64
Tabel 4.3. Data pengujian tarik benda uji aging suhu 175°C disertai pendinginan cepat ... 64
Tabel 4.4. Data pengujian tarik benda uji aging suhu 200°C selama 24 jam ... 64
Tabel 4.5. Data pengujian tarik benda uji aging suhu 200°C disertai pendinginan cepat ... 65
Tabel 4.6. Data uji tarik rata-rata ... 66
Tabel 4.7. Data hasil pengujian kelelahan proses aging suhu 175°C selama 24 jam ... 69
Tabel 4.8. Data hasil pengujian kelelahan proses aging suhu 175°C disertai pendinginan cepat ... 70
Tabel 4.9. Data hasil pengujian kelelahan proses aging suhu 200°C selama 24 jam ... 71
xx
Tabel 4.13.Data hasil pengujian kekerasan meterial aging suhu 200°C ... 86 Tabel 4.14.Data hasil pengujian kekerasan meterial aging suhu 200°C
1 1.1 LATAR BELAKANG PENELITIAN
Perkembangan teknologi yang semakin pesat khususnya dalam bidang industri menyebabkan kebutuhan akan bahan meningkat dari waktu ke waktu. Karena kebutuhan akan bahan yang semakin meningkat itulah yang memotivasi manusia untuk berkembang dengan melakukan berbagai penelitian untuk mendapatkan dan mengetahui sifat mekanik dari bahan-bahan industri. Bahkan mereka berinovasi dengan berbagai cara untuk mendapatkan dan mengetahui sifat mekanik, sifat fisis, serta komposisi dari suatu bahan dengan berbagai metode perlakuan untuk mendapatkan suatu bahan yang memiliki sifat-sifat yang diinginkan.
Berdasarkan hal tersebut, penulis mencoba melakukan penelitian mengenai pengaruh aging terhadap aging disertai pendinginan cepat dengan menggunakan media air pada paduan aluminium. Penulis memilih paduan aluminium sebagai bahan penelitian untuk tugas akhir, karena penggunaan aluminium yang semakin banyak diberbagai bidang dewasa ini. Ini disebabkan oleh sifat-sifat aluminium yang merupakan logam ringan, tahan korosi dan mudah dibentuk.
banyak dipergunakan untuk keperluan industri diantaranya bahan pesawat terbang, mobil, kapal laut, konstruksi dan lain sebagainya.
1.2 TUJUAN PENELITIAN
Penelitian ini bertujuan untuk membandingkan pengaruh aging terhadap pengaruh aging yang disertai pendinginan cepat dengan menggunakan media air pada sifat fisis dan mekanis paduan aluminium (Al-Si-Cu) yaitu :
1. Membandingkan uji tarik bahan yang mengalami perlakuan panas aging terhadap pengaruh aging disertai pendinginan cepat.
2. Membandingkan uji kelelahan bahan yang mengalami perlakuan panas aging terhadap pengaruh aging disertai pendinginan cepat.
3. Membandingkan struktur mikro bahan yang mengalami perlakuan panas aging terhadap pengaruh aging disertai pendinginan cepat.
4. Membandingkan struktur makro patahan bahan yang mengalami perlakuan panas aging terhadap pengaruh aging disertai pendinginan cepat.
5. Membandingkan uji kekerasan Brinell bahan yang mengalami perlakuan panas aging terhadap pengaruh aging disertai pendinginan cepat.
1.3 BATASAN MASALAH
4 Aluminium merupakan unsur logam yang banyak terdapat di alam, karena
pada kerak bumi 8 % adalah aluminium. Pertama kali aluminium ditemukan
sebagai unsur oleh Sir Humphey Davy pada tahun 1809, kemudian di reduksi
pertama kali sebagai logam oleh Hans Cristian Oerted tahun 1825. Pada tahun
1886 Paul Heriult di Prancis dan C.M. Haal di Amerika, secara terpisah telah
memperoleh logam aluminium dari alumina dengan cara elektrolisa (Ir. Surdia,
Tata 1995).
Bahan dasar aluminium berupa bauksit yaitu suatu senyawa hidroksid
aluminium (Al2O3H2O) yang banyak terdapat di daerah tropis dan sub tropis yang
memiliki curah hujan tinggi. Bauksit terbentuk dari proses pelapukan
(weathering) batuan beku, yang nengandung 60 % aluminium oksida (Al2O3), 10
% besi oksida (Fe2O3), 10 % SiO2 dan 20 % H2O yang terikat secara kimiawi.
Aluminium merupakan logam ringan yang mempunyai ketahanan korosi
yang baik dan hantaran listrik yang baik serta sifat-sifat yang baik lainnya sebagai
sifat logam. Sebagai tambahan terhadap kekuatan mekaniknya yang sangat
meningkat dengan penambahan Cu, Mg, Si, Mn, Zn, Ni, dan lain sebagainya,
secara satu persatu atau bersama-sama, memberikan juga sifat-sifat baik lainnya
seperti ketahanan korosi, ketahanan aus, koefisien pemuaian rendah dan lain
2.1. SIFAT-SIFAT ALUMINIUM
Keunggulan aluminium dibandingkan dengan logam lain dapat dilihat dari
sifat-sifat yang dimilikinya, antara lain :
1. Sifat utama adalah berat jenis yang rendah, berat jenis aluminium yang
hanya sepertiga dari berat jenis baja, berat jenis aluminium 2700 kg/m3
(berat jenis baja adalah 7700 kg/m3), kekuatan tarik 90–120 MPa,
tegangan luluh 34 MPa, kekerasan 23 BHN dan modulus elastis (E)
sebesar 70000 N/mm2.
2. Tahan terhadap korosi (corrosion resistance), untuk logam non ferro
dijelaskan bahwa semakin besar kerapatannya maka semakin baik daya
tahan korosinya, tetapi untuk aluminium ada pengecualian. Hal ini
disebabkan oleh lapisan atau selaput tipis oksida transparan dan jenuh
oksigen di seluruh permukaan, selaput ini mengendalikan laju korosi dan
melindungi lapisan di bawahnya.
3. Sifat mekanis (mechanical properties), aluminium mempunyai kekuatan
tarik, kekerasan, dan sifat mekanis lain yang sebanding dengan paduan
bukan besi (non ferrous alloys) lainnya, dan juga sebanding dengan
beberapa jenis baja.
4. Penghantar panas dan listrik yang baik (head and electrical conductivity),
disamping daya tahan yang baik terhadap korosi, aluminium memiliki
daya hantar panas dan listrik yang tinggi, daya hantar listrik aluminium
5. Tidak beracun (nontoxicity), aluminium dapat digunakan sebagai bahan
pembungkus atau kaleng makanan dan minuman. Hal ini disebabkan
reaksi kimia antara makanan atau minuman dengan aluminium tidak
menghasilkan zat beracun yang membahayakan kesehatan manusia.
6. Sifat mampu bentuk (formability), aluminium dapat dibentuk dengan
mudah, aluminium mempunyai sifat mudah untuk di tempa (malleability)
yang memungkinkannya dibuat dalam bentuk plat atau lembaran tipis.
7. Titik lebur rendah (melting point), titik lebur aluminium relatif rendah
(660°C) sehingga sangat baik untuk proses penuangan dengan waktu
peleburan relatif singkat dan biaya operasi lebih murah.
8. Selain sifat-sifat tersebut diatas, masih banyak sifat-sifat aluminium yang
menguntungkan antara lain anti magnetik, nilai arsitektur dan dekoratif,
mudah untuk dilakukan proses pengerjaan akhir (finishing) dan lain
sebagainya.
2.2. PRODUKSI ALUMINA
Aluminium diproduksi dari bauksit yang merupakan campuran mineral
gibsite [Al(OH)3], diaspore [AlO(OH)] dan mineral lempung seperti kaolinit
[Al2Si2O5(OH)4]. Proses aluminium dari bauksit melalui dua tahap, yaitu :
1. Proses pengolahan alumina ( Al2O3 )
2. Proses Elektrolisa alumina menjadi aluminium
Proses produksi dibuat dua tahap karena agak sulit untuk memisahkan antara
2.2.1. Proses Pengolahan Alumina
Proses pengolahan bauksit menjadi alumina melalui suatu rangkaian
proses yang disebut proses Bayer. Bauksit di masukkan dalam larutan (NaOH)
dan di dalamnya membentuk sodium aluminat.
Al2O3 + 2 NaOH ⇒ 2 NaAlO2 + H2O (160°C–170°C)
Lalu didinginkan perlahan-lahan sampai temperatur 25°C–35°C untuk
mengendapkan aluminium hidroksida [Al (OH)3] menurut reaksi :
NaAlO2 + 2H2O ⇒ Al(OH)3 + NaOH
Kemudian Al (OH)3 atau hidroksida dicuci selanjutnya dipanaskan sampai suhu
1100°C–1200°C untuk menghasilkan aluminium oksida (Al2O3) menurut reaksi
sebagai berikut :
2Al(OH)3 ⇒ Al2O3 + 3H2O
2.2.2. Proses Elektrolisa Alumina Menjadi Aluminium
Alumina yang diperolah dari pengolahan bauksit, diproses secara
elektrolisa pada temperatur tinggi dengan proses Hall–Heroult. Karena alumina
mempunyai titik lebur yang tinggi (2000°C) maka alumina dilarutkan ke dalam
cairan cryolite (Na3AlF6) yang bertindak sebagai elektrolit, sehingga
mengakibatkan titik lebur menjadi rendah (1000°C).15% Al2O3 dapat diuraikan ke
dalam cryolite dan elektrolisa disini sebagai reduksi AlO3
Al2O3 + 3C ⇒ 2Al + 3CO
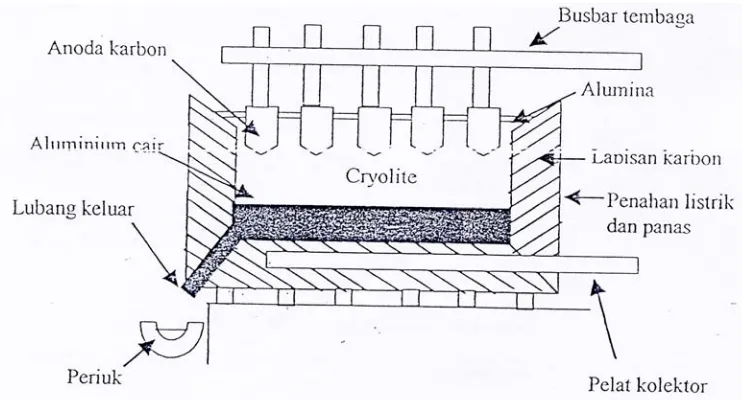
Cara elektrolisa lain untuk alumina menggunakan dapur cell, biasanya
dapur cell dengan ukuran ± 2,5 m × 1,5 m × 0,6 m dan memerlukan arus listrik antara 8000–30000 A pada tegangan 7 V. Anoda perlahan-lahan terbakar oleh
elektroda bermuatan positif.
Gambar 2.1 Proses Elektrolisa Alumina Dengan Dapur Cell (Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
Apabila arus listrik melewatinya, alumina bermuatan positif akan tertarik
ke pelapis dapur yang merupakan elektroda negatif (katoda), dan akan didapat
aluminium cair yang terkumpul di dasar dapur dan dapat diambil bila perlu,
Gambar 2.2 Proses Elektrolisa Alumina Menjadi Aluminium (Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
2.3. ALUMINIUM MURNI
Aluminium yang didapat dalam keadaan cair dengan elektrolisa, umumnya
mencapai kemurnian 99,85% berat. Dengan mengelektrolisa kembali dapat
dicapai kemurnian 99,99% berat yaitu dicapai dengan empat angka sembilan.
Tabel 2.1 Sifat-Sifat Fisik Aluminium
Kemurnian Al (%) Sifat-sifat
99,996 >99,0
Massa jenis (20°C)
Titik cair
Panas jenis (cal/g°C)(100)
Hantaran listrik (%)
Tahanan listrik koefisien temperatur (°C)
Koefisien pemuaian (20 - 100°C)
Jenis kristal, kontraksi kisi
2,6989
660,2
0,2226
64,94
0,00429
23,86 × 10–6
fcc, a = 4,013 kX
2,71
653 - 657
0,2297
59 (dianil)
0,0115
23 × 10–6
fcc, a = 4,04 kX
Catatan : fcc = face centered cubic = kubus berpusat muka
Tabel 2.2 Sifat-Sifat Mekanik Aluminium
Kemurnian Al (%)
99,996 >99,0
Sifat-sifat
Dianil 75% dirol dingin Dianil H18
Kekuatan tarik (kg/mm2)
Kekuatan mulur (0,2%)(kg /mm2)
Perpanjangan (%) Kekerasan Brinell 4,9 1,3 48,8 17 11,6 11,0 5,5 27 9,3 3,5 35 23 16,9 14,8 5 44
(Sumber : Surdia T,Saito S, : Pengetahuan Bahan Teknik, hal 134)
Sifat-sifat fisik dan sifat-sifat mekanik yang ditunjukkan dalam Tabel 2.1
dan Tabel 2.2, ketahanan korosi berubah menurut kemurnian, aluminium dengan
kemurnian 99,0% atau di atasnya dapat dipergunakan di udara selama
bertahun-tahun. Hantaran listrik aluminium kira-kira 65% dari hantaran listrik tembaga,
tetapi massa jenisnya kira-kira sepertiganya sehingga memungkinkan untuk
perluasan penampangnya. Oleh karena itu dapat dipergunakan untuk kabel-kabel
tenaga dan bisa untuk lembaran tipis (foil). Aluminium dengan kadar 99,0% dapat
dipergunakan untuk reflektor yang memerlukan reflektipitas yang tinggi dan juga
untuk kodensor elektrolitik dipergunakan aluminium dengan angka sembilan
empat.
2.4. PADUAN ALUMINIUM
Penggunaan aluminium pada umumnya terbatas pada aplikasi yang tidak
terlalu mengutamakan faktor kekuatan seperti penghantar panas dan listrik,
untuk meningkatkan aluminium murni adalah dengan proses pengerasan regang
atau dengan perlakuan panas (heat treatment). Tetapi cara ini tidak senantiasa
memuaskan bila tujuan utama adalah untuk menaikan kekuatan bahan.
Pada perkembangan selanjutnya, peningkatan kekuatan aluminium dapat
dicapai dengan menambahkan unsur-unsur paduan ke dalam aluminium.
Unsur-unsur paduan tersebut dapat berupa tambahan tembaga (Cu), mangan (Mn),
silikon (Si), magnesium (Mg), seng (Zn), dan lain-lain.
Kekuatan aluminium paduan dapat dinaikan lagi dengan pengerasan
regang atau dengan perlakuan panas. Sifat-sifat lainnya seperti mampu cor dan
mampu mesin juga bertambah baik, dengan demikian penggunaan aluminium
paduan lebih luas dibandingkan dengan aluminium murni.
2.4.1. Klasifikasi Paduan Aluminium
Paduan aluminium diklasifikasikan dalam berbagai standar oleh berbagai
negara. Paduan aluminium diklasifikasikan menjadi dua kelompok umum yaitu :
1. Paduan aluminium cor (cast aluminium alloys)
2. Paduan aluminium tempa (wrought aluminium alloys)
Setiap kelompok tersebut dibagi lagi menjadi dua kategori, yaitu paduan
dengan perlakuan panas (heat treatable alloys) dan paduan tanpa perlakuan panas
(non heat treatable alloys). Sistem penandaan untuk kedua kelompok paduan
Tabel 2.3 Klasifikasi Paduan Aluminium Cor
Seri paduan Unsur paduan utama
1xxx 2xxx 3xxx 4xxx 5xxx 6xxx 7xxx 8xxx
Al ≥ 99 %
Cu
Si + Cu atau Mg
Si
Mg
Tidak digunakan Zn
Zn
Sn
(Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
Tabel 2.4 Klasifikasi Paduan Aluminium Tempa
Seri paduan Unsur paduan utama
1xxx 2xxx 3xxx 4xxx 5xxx 6xxx 7xxx 8xxx
Al ≥ 99 %
Cu atau Cu + Mg
Mn
Si
Mg
Mg + Si
Zn + Mg atau Zn + Mg + Cu
Unsur lain
(Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
Perubahan cukup nyata dari sifat-sifat paduan aluminium dapat juga terjadi karena
perlakuan panas tertentu seperti pengerasan regang, peng-anil-an dan lain-lain.
2.4.2. Paduan Aluminium Cor
Struktur mikro paduan aluminium cor (berhubungan erat dengan sifat-sifat
dilakukan. Laju pendinginan ini tergantung pada jenis cetakan yang digunakan.
Dengan cetakan logam, pendinginan akan berlangsung lebih cepat dibanding
dengan cetakan pasir sehingga struktur logam cor yang dihasilkan akan lebih
halus dan menyebabkan peningkatan sifat mekaniknya. Tabel 2.5 memperlihatkan
sifat-sifat mekanik beberapa paduan aluminium cor.
Tabel 2.5 Sifat-Sifat Mekanis Paduan Aluminium Cor Menurut Aluminium Association
Paduan Komposisi
rata-rata (%) Proses pembuatan Perlakuan panas σy0,2 (MPa) σx (MPa) Regangan (%)
295.0 4,5 Cu - 1 Si Cetakan pasir T6 165 250 5
308.0 5,5 Si - 4,5 Cu Cetakan pasir F 90 150 1
356.0 7 Si - 0,3 Mg Cetakan pasir T6 160 230 1,5
390.0 17 Si - 4,5 Cu - 0,6 Mg Cetakan pasir
Tekanan T6 T5 270 290 280 310 <0,5 1
413.0 12 Si - 1,3 Fe Tekanan F 160 280 3
712.0 5,8 Zn - 0,6 Mg - 0,5 Cr -
0,2 Ti Cetakan pasir F 130 200 5
(Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
Tabel 2.6 Pengaruh Unsur Paduan Pada Aluminium
Mg Cu Si Zn Mn Pb
Batas getas + + + + + ++ + 0
Daya tahan terhadap korosi ++ - ++ - ++ 0
Kemampuan dituang + 0 ++ 0 0 0
Kemampuan diproses cutting + 0 + + - -
(Sumber : Suroto,A.Sudibyo,b.Ilmu Logam)
Keterangan : ++ : Sangat meningkat
+ : Meningkat
- : Menurun
Disamping sifat-sifat tersebut, ada beberapa sifat penting yang diperoleh
dari paduan aluminium, yaitu dengan kemampuan dispersi, hal ini dengan dengan
memberikan paduan tembaga dan seng atau paduan magnesium-silisium (Mg–Si2)
atau Magnesium-seng (Mg–Zn2) dapat diketahui perbedaan antara aluminium
yang dapat dikeraskan dengan aluminium yang tidak dapat dikeraskan, ini sangat
penting bagi proses pengerjaan, pengaruh ini dapat dilihat seperti pada Tabel 2.6.
2.4.3. Paduan Al–Cu
Paduan Al–Cu sangat jarang digunakan karena tingkat kecairannya jelek.
Paduan Al–Cu dapat di perbaiki dengan menambahkan unsur Si. Karena bahan ini
memiliki sifat cukup baik pada penggunaan suhu tinggi bisa ditambahkan unsur
Ni dan Mg.
Paduan aluminium dengan kadar Cu 4,5% memiliki sifat-sifat mekanis dan
mampu mesin yang baik, sedangkan mampu cor bahan ini agak jelek.
Paduan Al–Cu–Si dengan kadar 4–5%Si pada paduan dapat memperbaiki mampu
cor aluminium. Paduan Al–Cu–Si biasa dipakai untuk rangka utama katup-katup
Tabel 2.7 Fasa Presipitasi Terbentuk Selama Penuaan Paduan Biner Al-Cu (Silcock dkk)
Konsentrasi paduan Temperatur
penuaan (°C) 2% Cu 3% Cu 4% Cu 4,5% Cu
110 130 165 190 220 240 GP [1]
θ' atau θ'' dan
GP [2] atau GP [1]
– θ' θ' – GP [1] GP [1]
θ' dan GP [2] sesaat
θ' GP [2] terbatas
–
–
GP [1]
GP [1]
GP [1] dan GP [2]
GP [2] danθ' terbatas
θ' θ' GP [1] GP [1] – GP [2] θ' –
(Sumber : Surdia, T.Saito,S. Pengetahuan Bahan Teknik, hal.132)
2.4.4. Paduan Al–Si, Al–Si–Mg dan Al–Si–Cu
Paduan Al–Si merupakan paduan aluminium yang paling banyak
digunakan dengan kadar Si yang bervariasi dari 5–20%. Kebanyakan paduan ini
memiliki struktur mikro eutektik atau hypoeutektik (komposisi eutektik pada
12,17%Si). Paduan ini mempunyai viskositas yang baik dan tahan terhadap korosi
serta memiliki sifat mampu cor yang baik, sehingga terutama dipakai untuk
elemen-elemen mesin. Paduan ini relatif ringan, koefisien pemuaian rendah,
penghantar panas dan listrik yang baik. Bila paduan ini di cor, akan mempunyai
sifat mekanis rendah karena butir-butir Si cukup besar, sehingga pada saat
pengecoran perlu ditambahkan natrium untuk membuat kristal halus dan
memperbaiki sifat-sifat mekanisnya. Tapi cara ini tidak efektif untuk coran tebal.
Sifat-sifat mekanis paduan Al–Si dapat diperbaiki dengan menambahkan
Mg, Cu, atau Mn, dan selanjutnya diperbaiki dengan perlakuan panas.
peningkatan cukup besar terhadap sifat-sifat mekanisnya. Dalam hal ini unsur Mg
meningkatkan respon terhadap perlakuan panas bahan. Peningkatan tersebut
terjadi karena adanya presipitasi Mg2Si. Paduan 5053, 6063 dan 6061 merupakan
paduan dari sistem ini yang mempunyai kekuatan kurang baik sebagai paduan
tempa dibandingkan dengan paduan-paduan lainnya, tetapi sangat liat, sangat baik
mampu bentuknya pada temperatur kamar serta tahan korosi.
Tabel 2.8 Kekuatan Tarik Panas Paduan Al–Si–Ni–Mg
Sifat-sifat mekanik
Paduan Perlakuan
Temp- ratur uji
(°C)
Kekuatan tarik
(kgf/mm2)
Kekuatan mulur
(kgf/mm2)
Perpan-jangan (%) Alcoan 325 Al-12,5Si-1,0Mg-0,9Cu-0,9Ni (untuk dibentuk)
T6: 510-521°C,4 jam dicelup dingin di air, 160-174°C, 6-10 jam penuaan
24 240 316 371 39,2 11,2 4,2 2,5 32,2 7,7 2,5 1,4 8 30 60 120 Alcoa A 132
Al-12Si-2,5Ni-1,2Mg-0,8Cu (untuk dicor cetak)
T551: 168-174°C, 14-18 jam dianil, tanpa perlakuan pelarutan
24 204 316 25,2 16,1 7,7 19,6 9,5 3,5 0,5 2,0 8,0
Alcoa D 132
Al-9Si-3,5Cu-0,8Mg-0,8Ni (untuk dicor cetak)
T5: 204°C, 7-9 jam dianil, tanpa perlakuan pelarutan
24 240 316 371 25,2 14,4 6,3 3,9 19,6 9,1 4,2 2,8 1,0 5,0 20,0 40,0 (Sumber : Surdia,T.Saito,S. Pengetahuan Bahan Teknik, hal.138)
Tabel 2.9 Sifat-Sifat Mekanis Paduan Al–Mg2Si
Paduan Keadaan
Kekuatan tarik
(kgf/mm2)
Kekuatan mulur
(kgf/mm2)
Perpanjangan (%)
Kekuatan geser
(kgf/mm2)
Kekerasan Brinell
Batas lelah
(kgf/mm2)
Penambahan unsur Cu (3–5%) pada paduan Al–Si dapat juga
meningkatkan sifat-sifat mekanik paduan. Paduan Al–Si–Cu, dengan komposisi Si
mendekati komposisi eutektik dapat digunakan pada suhu tinggi dengan koefisien
muai panjang relatif kecil, paduan ini banyak diginakan untuk bahan piston motor
bakar (internal combustion engine)
Duralumin (paduan seri 2017) merupakan salah satu paduan populer dari
aluminium dengan komposisi standar Al – 4%Cu – 0,5%Mg – 0,5%Mn. Bila
kandungan unsur Mg ditingkatkan sehingga komposisi standarnya berubah
menjadi Al – 4,5%Cu – 1,5%Mn dinamakan paduan 2024 dengan nama lamanya
duralumin super.
2.4.5. Paduan Al–Mg
Paduan aluminium dengan kadar Mg sekitar 4–10% mempunyai ketahanan
korosi dan sifat-sifat mekanis yang baik. Paduan ini mempunyai kekuatan tarik
diatas 300 MPa, dan perpanjangan diatas 12 % setelah perlakuan panas. Paduan
Al–Mg (disebut juga hidronalium) dipakai untuk bagian-bagian dari alat-alat
industri kimia, kapal laut, pesawat terbang yang membutuhkan daya tahan
terhadap korosi. Paduan mempunyai daya tahan sangat baik terhadap korosi dalam
air laut dan udara dengan kadar garam relatif tinggi. Komposisi dari paduan ini
yaitu : A l – 3,86%Mg – 0,18%Si – 0,39%Mn – 0,29%Fe – 0,07%Cu.
Paduan seri 5052 dengan 2–3%Mg dapat dengan mudah ditempa, dirol dan
diekstrusi. Paduan 5056 merupakan paduan paling kuat dalam sistem ini, dan
4,5%Mg setelah dianil merupakan paduan cukup kuat dan mudah di las. Paduan
ini banyak dipakai sebagai bahan produksi LNG.
Paduan yang mengandung Cu mempunyai daya tahan jelek terhadap
korosi, bila kita ingin meningkatkan ketahanan korosinya maka biasanya pada
permukaan paduan tersebut dilapisi dengan aluminium murni atau paduan
aluminium tahan korosi. Paduan dengan sistem ini terutama dipakai sebagai bahan
pesawat terbang.
Tabel 2.10 Sifat-Sifat Mekanik Paduan Al–Cu–Mg
(Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
2.4.6. Paduan Al–Mn
Mangan (Mn) merupakan unsur yang memperkuat aluminium tanpa
mengurangi ketahanan terhadap korosi, dan dipakai untuk membuat paduan tahan
korosi.
Sifat-sifat mekanis
Paduan Keadaan Kekuatan
tarik (MPa) Kekuatan mulur (MPa) Regangan (%) Kekuatan geser (MPa) Kekerasan Brinell Batas lelah (MPa) 17S (2017) O T4 183 436 70 281 – – 127 267 45 105 77 127 A17S
(A2017) T4 302 169 27 197 70 95
R317 Dianil 429 246 22 – 100 –
2.4.7. Paduan Al–Mg–Zn
Aluminium menyebabkan keseimbangan biner semu dengan senyawa
antara logam MgZn2, kelarutannya menurun apabila temperatur turun. Paduan
bersifat keras dan getas oleh korosi tegangan. Dengan penambahan kira-kira
0,3%Mn atau Cr, butir kristal padat diperhalus dan mengubah bentuk presipitasi
serta terhindar dari retakan korosi tegangan. Paduan tersebut dinamakan ESD,
duralumin super ekstra, mempunyai kekuatan tertinggi diantara paduan-paduan
lainnya.
Penggunaan paduan 7075 terutama untuk bahan konstruksi pesawat
terbang yang komposisi paduannya yaitu : Al – 2,5%Mg – 0,3%Cr – 5,5%Zn –
1,5%Cu – 0,2%Mn. Disamping itu penggunaanny lebih penting sebagai bahan
kontruksi.
2.4.8. Paduan Aluminium Tahan Panas
Paduan Al–Cu–Ni–Mg mempunyai kekuatan konstan sampai suhu 300°C,
sehingga paduan ini banyak digunakan untuk piston atau tutup silinder.
Paduan Al–Si–Cu–Ni–Mg mempunyai koefiien muai rendah dan tahan
suhu tinggi sehingga paduan ini banyak digunakan untuk piston.
2.5. PENGARUH UNSUR PADUAN DALAM ALUMINIUM
Paduan-paduan biasanya dipakai untuk meningkatkan pengaruh positif
1. Unsur Magnesium (Mg)
Unsur magnesium memberikan pengaruh positif yaitu :
– Mempermudah proses penuangan
– Meningkatkan kemampuan pengerjaan mesin
– Meningkatkan daya tahan terhadap korosi
– Meningkatkan kekuatan mekanis
– Menghaluskan butiran kristal secara efektif
– Meningkatkan ketahanan terhadap beban kejut/impak
Pengaruh negatif yang ditimbulkan unsur Mg :
– Meningkatkan kemungkinan timbulnya cacat pada hasil cor.
2. Unsur Besi (Fe)
Pengaruh positif yang ditimbulkan unsur besi pada paduan aluminium :
– Mencegah terjadinya penempelan logam cair pada cetakan selama
proses penuangan.
Pengaruh negatif yang ditimbulkan unsur besi :
– Penurunan sifat mekanis
– Penurunan kekuatan tarik
– Timbulnya bintik keras pada hasil coran
– Peningkatan cacat porositas
3. Unsur Seng (Zn)
Pada paduan aluminium unsur seng memberikan pengaruh positif berupa :
– Meningkatkan sifat mampu cor
– Mempermudah dalam pembentukan
– Meningkatkan keuletan bahan
– Meningkatkan kekuatan terhadap beban kejut
Pengaruh negatif unsur seng pada paduan aluminium adalah :
– Menurunkan ketahanan korosi
– Menurunkan pengaruh baik dari unsur besi dan bila kadar Zn terlalu
tinggi dapat menimbulkan cacat rongga udara.
4. Unsur Titanium (Ti)
Pengaruh positif dari unsur titanium pada aluminium adalah :
– Meningkatkan kekuatan hasil cor pada temperatur tinggi
– Memperhalus butir kristal dan permukaan
– Mempermudah proses penuangan.
Unsur titanium memberikan pengaruh negatif terhadap paduan aluminium :
– Menaikan viskositas logam cair dan mengurangi fluiditas logam cair
5. Unsur Silikon (Si)
Pengaruh positif dari unsur silikon dalam paduan aluminium adalah :
– Mempermudah proses pengecoran
– Meningkatkan daya tahan terhadap korosi
– Memperbaiki sifat-sifat atau karakteristik coran
– Menurunkan penyusutan dalam hasil cor
Pengaruh negatif yang ditimbulkan unsur Si adalah :
– Penurunan keuletan bahan terhadap beban kejut
6. Unsur Mangan (Mn)
Pengaruh positif unsur mangan dalam paduan aluminium yaitu :
– Meningkatkan kekuatan dan daya tahan pada temperatur tinggi
– Meningkatkan daya tahan terhadap korosi
– Mengurangi pengaruh buruk unsur besi
Pengaruh negatif yang ditimbulkan unsur mangan yaitu :
– Menurunkan kemampuan penuangan
– Meningkatkan kekerasan butiran partikel
7. Unsur Tembaga (Cu)
Pengaruh positif yang ditimbulkan unsur tembaga yaitu :
– Meningkatkan kekerasan bahan
– Memperbaiki kekuatan tarik
– Mempermudah proses pengerjaan dengan mesin
Pengaruh negatif yang ditimbulkan :
– Menurunkan daya tahan terhadap korosi
– Mengurangi keuletan bahan
– Menurunkan kemampuan dibentuk dan di rol
8. Unsur Nikel (Ni)
Pengaruh positif yang ditimbulkan unsur nikel yaitu :
– Meningkatkan kekuatan dan ketahanan bahan pada temperatur tinggi
– Penurunan pengaruh buruk unsur besi dalam paduan
2.6. PERLAKUAN PANAS
Perlakuan panas adalah suatu proses pemanasan atau pendinginan logam
dalam keadaan padat untuk mengubah sifat-sifat fisis maupun mekanis logam
tersebut. Bahan yang diberi perlakuan panas bisa dikeraskan sehingga tahan aus
dan kemampuan potongnya meningkat, atau dapat dilunakkan sehingga dapat
memudahkan dalam permesinan lanjut. Melalui perlakuan panas yang tepat
tegangan dalam dapat dihilangkan, besar butiran dapat di perbesar atau di
perkecil, ketangguhan ditingkatkan atau dapat dihasilkan suatu permukaan yang
keras di sekeliling yang ulet.
Untuk melakukan perlakuan panas yang tepat, bahan yang akan diberi
perlakuan panas harus diketahui komposisi kimianya, diharapkan setelah
perlakuan panas perubahan sifat fisis dapat diketahui. Jenis-jenis perlakuan panas:
1. Tempering
2. Annealing
3. Aging
4. Quenching
5. Normalizing
2.6.1. Tempering
Perlakuan panas logam pada temperatur di bawah titik kritis untuk waktu
tertentu kemudian didinginkan perlahan-lahan dalam dapur.
Tujuan perlakuan panas tempering adalah untuk mengurangi internal stress,
menaikan keuletan, meningkatkan ketangguhan. Berdasarkan temperatur
1. Tempering temperatur rendah (150°C–350°C)
Tujuan untuk menghilangkan internal stress dan menaikan keuletan tanpa
mengubah struktur dan kekerasan banyak dilakukan pada alat iris
law-alloy steel.
2. Tempering temperatur sedang (350°C–450°C)
Tujuan untuk mengurangi kekerasan dan menaikan elongation dan
keuletan.
3. Tempering temperatur tinggi (450°C–650°C)
Tujuan untuk memperoleh keseimbangan antara kekuatan dan keuletan
bahan.
2.6.2. Annealing
Tujuan untuk menurunkan tegangan dalam atau internal stress logam,
menghaluskan butiran dan mengurangi kekerasan, sehingga setelah proses ini
diperoleh sifat yang lebih plastis dan ulet. Apabila pemanasan terlalu tinggi dapat
menyebabkan munculnya struktur dengan butiran yang kasar dan ini disebut over
heating. Setelah mencapai suhu yang diinginkan, kemudian dipertahankan selama
30–50 menit. Pendinginan dilakukan di dalam dapur sehingga diharapkan
mempunyai laju 150–200°C/jam.
2.6.3. Aging
Aging adalah proses penuaan aluminium pada beberapa waktu, penuaan
Penuaan alamiah adalah proses penuaan aluminium pada temperatur kamar,
sedangkan untuk penuaan buatan atau penuaan temper adalah proses penuaan
pada temperatur lebih tinggi dari temperatur kamar (untuk aluminium pada
120°C–180°C).
2.6.4. Quenching
Logam dipanaskan 50°C di atas suhu kritis dan dipertahankan kemudian
didinginkan secara tiba-tiba (secara cepat dengan dengan media) :
– Air dengan macam-macam temperatur
– Soda kaustik
– Air garam soda
– Minyak
Tujuan Quenching adalah untuk menaikan kekerasan bahan.
2.6.5. Normalizing
Normalizing yaitu logam yang dipanaskan kira-kira 30°C diatas
temperatur kritis, ditahan kemudian didinginkan perlahan-lahan. Tujuan
Normalizing adalah mengurangi internal stress dan pembentukan kristal.
2.7. PENGUJIAN BAHAN
Pengujian bahan dimaksudkan adalah untuk mengetahui sifat-sifat bahan
1. Sifat mekanis
– Tegangan tarik
– Modulus elastis
– Beban patah
– Tegangan kelelahan
– Pengerasan
– Keliatan
– Kecepatan
– Viskositas
– Kekerasan
– Tegangan elastis (proposionalitas : 0,2 % ; batas atas dan batas bawah)
– Tahanan keausan, dll.
2. Sifat kimia
– Tahanan pada korosi dan oksidasi
– Stabilitas, reaktifitas
3. Sifat phisik
– Panas spesifik
– Koefisien dilatasi
– Kerapatan
– Konduktivitas listrik
– Konduktivitas panas
– Reflektivitas
– Energi permukaan
– Suhu dan panas laten transformasi
– Energi ikatan atom,dll.
Secara garis besar, pengujian mekanis terhadap benda uji dapat dibedakan
atas pengujian bersifat merusak benda uji (destruktif) dan pengujian bersifat tidak
merusak benda uji (non destruktif). Pengujian bersifat merusak benda uji akan
menimbulkan kerusakan berarti pada benda uji setelah pengujian selesai.
Pegujian bersifat merusak benda uji meliputi :
– Uji tarik
– Uji kelelahan
– Uji lengkung
– Uji kejut
– Uji geser
– Uji puntir
– Uji lengkung
– Uji tekan, dll.
Sedangkan pengujian bersifat tidak merusak benda uji meliputi :
– Uji kekerasan (Brinell, Rockwell, Vickers, Knoop, Scleroscope)
– Uji Zyglo
– Uji Magnetografis
– Uji Ames
– Uji Magnaflux
– Uji Sinar X, Sinar γ
2.8. PENGUJIAN MERUSAK
Yang merupakan pengujian merusak yaitu benda uji akan rusak setelah
mengalami pengujian. Pada penelitian sifat-sifat mekanis pada aluminium paduan
dalam pengujian merusak digunakan pengujian tarik dan pengujian kelelahan.
2.8.1. Pengujian Tarik
Pengujian tarik adalah pengujian bahan dengan cara bahan atau benda uji
diberi beban tarik secara perlahan-lahan sampai suatu beban tertentu dan akhirnya
benda uji patah. Beban tarik yang bekerja pada benda uji akan menimbulkan
pertambahan panjang disertai pengecilan diameter benda uji. Perbandingan antar
pertambahan panjang (∆L) dengan panjang awal benda uji (L) disebut regangan
(ε) :
L L
∆ =
ε
Perbandingan antara perubahan penampang setelah pengujian dan penampang
awal (sebelum pengujian) disebut kontraksi (ψ) :
0 0
A A A − f
=
ψ
Dengan :
A0 = Luas penampang awal benda uji
Hubungan antara tegangan yang timbul σ ( σ = F/A ) dan regangan yang timbul
(ε) selama pengujian dapat dijelaskan pada Gambar 2.3.
Gambar 2.3 Hubungan Tegangan dan Regangan Uji Tarik
σp = tengangan proporsional
σy = tegangan elastisitas (yielding stress)
σl = tegangan luluh
σt = tegangan tarik
σB = tegangan patah
εx ,εt , εB masing-masing merupakan regangan pada saat pembebanan benda pada
titik-titk X, T, B (XX’// TT’// BB’// PO).
Tegangan pada titik P disebut tegangan batas proporsional (σp) yaitu
tegangan tertinggi dimana hukum Hooke masih berlaku.
Hukum Hooke : ∆L =
A E
L F A
L F
E .
. . 1
Dengan mengambil σ = A F
dan ε = L
L
∆
, maka hukun Hooke diatas dapat
dinyatakan dalam bentuk : σ = ε × E
Apabila beban tarik diperbesar sampai titik Y (ada pertambahan panjang
∆L), kemudian beban diturunkan sampai titik 0 (beban ditiadakan), maka benda
uji akan kembali ke panjang semula (L). Tetapi bila pembebanan sudah berada di
atas titik Y (dengan pertambahan panjang tertentu), kemudian diturunkan sampai
titik 0 (beban ditiadakan), maka benda uji tidak akan kembali ke panjang semula.
Dalam hal ini benda uji telah mempunyai regangan permanen atau disebut
regangan plastis. Dalam kondisi ini dapat disimpulkan bahwa titik Y merupakan
titik batas elastis benda uji dan tegangan pada titik Y disebut tegangan elastis
bahan (σy).
Tegangan maksimum σt disebut juga kekuatan tarik (tensile strength =
ultimate stress) merupakan tegangan tertinggi yang dimiliki benda uji sebagai
reaksi terhadap beban yang diberikan. Setelah titik T, tegangan turun dan benda
uji akhirnya putus pada saat tegangan σB. Selama pembebanan berlangsung dari
titik 0 sampai titik T, diameter benda uji mengecil secara seragam (terjadi
pertambahan panjang). Selama pembebanan berlangsung dari titik T sampai titik
B, diameter benda uji berubah tidak seragam melainkan terjadi pengecilan
setempat lebih cepat dibandingkan dengan tempat-tempat lainnya. Pengecilan
diameter setempat ini disebut “necking” dan pada akhirnya benda uji putus pada
daerah necking tersebut. Hukum Hooke hanya berlaku pada benda-benda yang
tidak memiliki batas proporsional seperti besi tuang dan tembaga, hukum Hooke
tidak berlaku.
Sifat-sifat terhadap beban tarik :
a. Modulus elastis
Modulus elastis adalah ukuran kekakuan suatu bahan, makin besar modulus
elastisnya maka makin kecil regangan elastis yang dihasilkan akibat pemberian
tegangan. Modulus elastis suatu bahan ditentukan oleh gaya ikatan antar atom
pada bahan tersebut, karena gaya ini tidak dapat diubah tanpa terjadi perubahan
mendasar sifat bahannya, maka modulus elastis merupakan salah satu dari
banyak sifat mekanik yang tidak mudah diubah. Sifat ini hanya sedikit berubah
oleh adanya penambahan paduan, perlakuan panas atau pengerjaan dingin.
Modulus elastis biasanya diukur pada suhu tinggi dengan metode dinamik.
Pada tegangan tarik rendah terdapat hubungan linear antara tegangan dan
regangan dan disebut daerah elastis, pada daerah ini berlaku hukum Hooke.
b. Batas proporsional
Batas proporsional adalah tegangan maksimum elastis bahan, sehingga apabila
tegangan-regangan yang diberikan tidak melebihi proporsional, bahan tidak
akan mengalami deformasi dan akan kembali kebentuk semula.
c. Batas elastis
Batas elastis adalah tegangan terbesar yang masih dapat ditahan oleh suatu
bahan tanpa terjadi regangan sisa permanen yang terukur pada saat beban
elastisnya menurun hingga suatu batas yang sama dengan batas elastis sejati
yang diperolah dengan cara pengukuran regangan mikro.
d. Kekuatan luluh
Kekuatan luluh adalah tegangan yang dibutuhkan untuk menghasilkan
sejumlah kecil deformasi plastis yang ditetapkan.
e. Tegangan tarik maksimum
Tegangan tarik maksimum adalah beban tarik maksimum yang dapat ditahan
material sebelum patah.
2.8.2. Pengujian Kelelahan
Kelelahan berkaitan dengan perpatahan logam secara prematur karena
tegangan rendah yang terjadi secara berulang-ulang. Untuk menyatakan
karakteristik tegangannya, hal yang perlu diperhatikan :
a. Besar tegangan maksimum
b. Tegangan rata-rata yang cukup besar
c. Periode siklus tegangan
Adapun rumus untuk mencari tegangannya adalah sebagai berikut :
3 32
2
d L W
× × =
π
σ (kg/mm2)
Dengan :
L = jarak antar tumpuan (mm)
d = diameter ukur (mm)
2.9. PENGUJIAN TAK MERUSAK
Pada penelitian sifat-sifat fisis pada aluminium paduan dalam pengujian
tidak merusak digunakan pengujian Kekerasan Brinell.
2.9.1. Pengujian Kekerasan
Pengujian kekerasan merupakan salah satu dari sekian banyak pengujian
yang dipakai, karena dapat dilakukan pada benda uji yang kecil tanpa mengalami
kesukaran mengenai spesifikasi.
Pengujian paling banyak diakukan adalah dengan jalan menekan indentor
dengan beban tertentu pada benda uji dan mengukur ukuran bekas penekanan
yang terbentuk diatasnya, cara ini dilakukan dengan kekerasan penekanan. Pada
pengujian kekerasan ini, ada cara lain misalnya dengan menjatuhkan bola baja
dengan ukuran tertentu dari ketinggian tertentu di atas benda uji dan diperoleh
pantulan tertentu.
a. Pengujian Kekerasan Brinell
Sebagai dasar pengukuran kekerasan digunakan deformasi yang terjadi
oleh penetrator dalam benda uji. Dalam hal ini digunakan penetrator bola baja
yang telah dikeraskan dan ditekan masuk ke dalam benda uji dengan beban dan
waktu tertentu. Kekerasan Brinell diberi simbol dengan HB atau BHN (Brinell
Hardness Number) dihitung berdasarkan rumus :
(
2 2)
2 DD D d
P HB
− −
Dimana :
P : Beban yang bekerja pada penetrator (kg)
D : Diameter penetrator (mm)
d : Diameter bekas injakan (mm)
Gambar 2.4 Prinsip Uji Kekerasan Brinell
(Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
Gambar 2.5 Irisan Penampang Uji Brinell
(Sumber : Malau V : Bahan Teknik Manufaktur, Diktat Kuliah, USD Yogyakarta)
Beban yang bekerja pada penetrator tergantung pada :
1. Jenis logam benda uji
Keberatan dari Brinell yaitu :
– Bila bola baja kurang keras, maka hasil pengujian kurang akurat
– Bekas injakan kadang-kadang terlalu besar
– Disekitar bekas penekanan terjadi kenaikan permukaan benda uji
mengurangi ketelitian
Saat uji kekerasan Brinell, dalam praktek perlu diperhatikan beban tekan
(P), diameter bola dan jenis logam yang diuji. Diameter penetrator yang
digunakan tergantung pada tebal benda uji seperti ditunjukan dalam Tabel 2.11.
Tabel 2.11 Penggunaan Penetrator Untuk Uji Kekerasan Brinell
Tebal benda uji (mm) Diameter penetrator (mm)
1 – 3
3 – 6
> 6
D = 2,5
D = 5
D = 10
HB rata-rata 2
D P Bahan 160 160–80 80–20 30 10 5
Baja, besi cor
Kuningan, logam campuran Cu
Aluminium, Tembaga 5 2 = D P 10 2 = D P 30 2 = D P Diameter penetrator D (mm) Gaya (kg)
2,5 31,25 62,5 187,5
5 125 250 750
10 500 1000 3000
b. Pengujian Kekerasan Vickers
Pengujian ini menggunakan penetrator piramida intan. Kekerasan benda
uji dengan uji Vickers ini tergantung pada panjang diagonal bekas injakan.
Diagonal bekas injakan biasanya diukur dengan bantuan mikroskop optik. Sudut
antara dua sisi piramida adalah 136°.
Kekerasan Vickers : Hv = ⎟
⎠ ⎞ ⎜ ⎝ ⎛ 2 2 2 . 854 , 1 mm kg atau mm N D P Dengan :
P : Beban yang bekerja pada penetrator (kg)
D : Diagonal bekas injakan (mm)
c. Pengujian Kekerasan Rockwell
Pengujian dengan metode Rockwell bertujuan untuk menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap benda
penguji (dapat berupa bola baja atau kerucut intan) yang ditekan pada permukaan
benda uji tersebut. Untuk baja digunakan kerucut intan sebagai benda penguji,
disebut pengujian rockwell, sedangkan untuk material lain dipakai bola baja.
Penetrator yang digunakan :
1. Kerucut intan dengan sudut puncak 120° dengan pembulatan pada
ujungnya dengan radius 0,2 mm dan selanjutnya dinyatakan dengan skala
C (Cones).
2. Bola baja di keraskan dengan diameter 1/16 inci, tercantum dalam skala B
Pada pengujian rockwell ini yang dilakukan adalah :
– Mengukur dalamnya penetrator yang masuk ke dalam benda uji (bukan
luas penampang injakan)
– Pada benda uji dari bahan lunak, penetrator masuk lebih dalam
dibandingkan dengan bahan yang keras
– Menggunakan beban awal dan beban utama, pengukuran kekerasan benda
uji dimulai saat penggunaan beban utama
Uji kekerasan ini diuji dengan alat penguji Rockwell. Bola baja keras atau
kerucut intan ditekan pada permukaan bahan yang diuji, kemudian dalamnya
bekas penekanan diukur.
Kekerasan Rockwell (R) adalah :
(
)
C h h K R= − 1−
Dengan :
K = suatu konstanta
K = 0,20 untuk penetrator kerucut intan
= 0,26 untuk penetrator bola baja
C = harga penunjukan pembagian skala dial indikator untuk penekan
penetrator.
Keuntungan penggunaan uji Rockwell dibandingkan dengan uji Brinell, yaitu :
– Bekas injakan penetrator lebih kecil, demikian juga dengan beban yang
digunakan
– Dapat digunakan untuk pengujian logam yang keras
Kelemahan penggunaan uji Rockwell dibandingkan dengan pengujian Brinell :
– Ukuran bekas injakan relatif kecil, karena itu perlu mengetahui terlebih
dahulu berapa kira-kira kekerasan bahan yang akan diuji untuk memilih
dengan tepat penetrator yang akan digunakan
– Penunjukan harga kekerasan benda uji kurang tepat karena adanya sedikit
debu antara benda uji dan penetrator
2.10. PENGUJIAN STRUKTUR KRISTAL
Ada dua macam pengujian struktur kristal yang biasa dilakukan yaitu
pengujian struktur makro dan pengujian struktur mikro.
2.10.1.Pengujian Struktur Makro
Pengujian struktur makro dari kristal adalah pengujian patahan dimana
bahan dinilai dari besar butir kristal, warna, dan mengkilatnya patahan dari batang
uji atau produk yang dipatahkan.
2.10.2.Pengujian Struktur Mikro
Dalam pengujian ini, kualitas bahan ditentukan dengan mengamati
struktur dibawah mikroskop dan dapat pula mengamati cacat dari bahan yang
diuji. Mikroskop yang digunakan adalah mikroskop cahaya. Permukaan logam
yang akan diamati, dipoles dan dilakukan bermacam etsa kemudian diperiksa di
2.11. PATAH DAN PUTUS PADA BENDA UJI 2.11.1.Patah Pada Benda Uji
Patahan pada bahan biasanya dimulai dengan adanya retak pada
permukaan dan mekanismenya harus melalui proses yang tergantung pembebanan
siklus patah akibat kelelahan. Biasanya dimulai dari permukaan dimana lenturan
dan puntiran akan menyebabkan tegangan yang tinggi sehingga menyebabkan
konsentrasi tegangan pada bagian tertentu yang akan menyebabkan patah pada
daerah tersebut.
Ketelitian pengerjaan permukaan terutama kehalusannya pada bagian yang
berputar mutlak dibutuhkan ketelitian yang optimal, hal ini berpengaruh pada
bahan terhadap kelelahan akibat beban tekan dan beban puntir, dari sini retak awal
atau initial crack diketahui. Ciri patahan sendiri adalah dengan pelepasan
sejumlah besar dislokasi secara tiba-tiba sewaktu luluh. Dislokasi tersebut
bersama dan membentuk retak, retak merambat pada waktu yang singkat sehingga
terjadi tegangan secara slip didaerah yang saling berdekatan, maka akan terjadi
perpatahan dan hal ini terjadi karena adanya pengaruh dari tegangan geser pada
bahan sewaktu terjadi puntiran.
Perpatahan pada bahan dapat dibedakan, antara lain :
1. Perpatahan Getas (cleavage fracture)
Perpatahan Getas (cleavage fracture), yaitu bentuk perpatahan yang paling
getas yang terjadi di dalam material kristalin. Patah getas yang terjadi pada
material ulet disebabkan karena beroperasi pada suhu yang rendah dan laju
penampang patah berhubungan dengan bidang kristalografik secara khusus.
Patahan ini menghasilkan bentuk patahan yang rata dan memberikan warna
yang terang pada permukaan patah.
2. Perpatahan Ulet (ductile fracture)
Perpatahan Ulet atau liat adalah bila spesimen ditarik dengan beban berlebih
yang akan menyebabkan perpanjangan dan terkonsentrasi secara lokal pada
suatu titik, mekanisme perpatahan ulet ini terjadi pada pengujian tarik.
Perpatahan pada logam sendiri biasanya diawali oleh adanya retak pada bahan.
Retak adalah deformasi plastis yang terjadi pada suhu tinggi akibat beban lebih
yang konstan selama periode tertentu, retak juga bervariasi dengan berubahnya
tegangan yang terjadi.
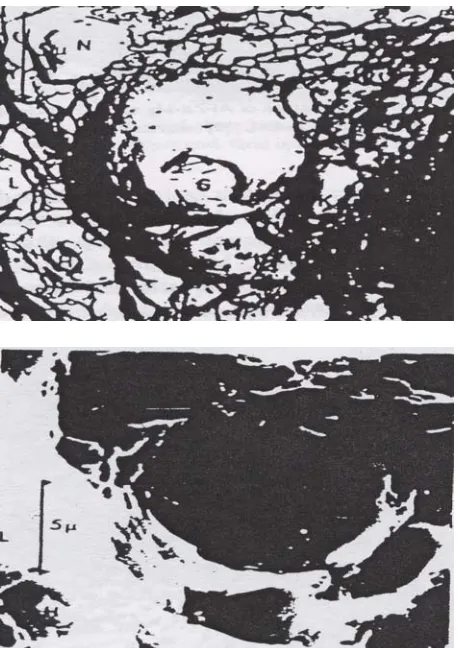
Gambar 2.7 Bentuk Lekukkan Hasil Patahan Paduan Al-Cu (Sumber : Broek David, Elementary Engineering Fracture Mechanics, hal 53)
Patahan pada bahan dapat disebabkan oleh beberapa hal, antara lain :
1. Komposisi Bahan
Komposisi bahan sangat berpengaruh, karena setiap bahan mempunyai
karakteristik yang berbeda, selain itu juga adanya pengaruh campuran pada
bahan yang dapat memberikan kelebihan dan kekurangan pada bahan
tersebut.
2. Perlakuan Panas
Perlakuan panas biasanya dilakukan untuk mengendalikan besar butir benda
uji dan untuk menghaluskan struktur yang terkandung pada bahan. Pada
struktur yang halus akan memberikan keuletan yang lebih menjamin.
3. Pengerasan
Deformasi plastis yang kecil pada temperatur ruang akan meningkatkan
keuletan pada temperatur rendah, akan tetapi pada umumnya deformasi
yang digunakan untuk pengerasan dapat merapuhkan logam karena terjadi
Gambar 2.8 Macam-Macam Bentuk Patahan (Sumber : Metalurgi Mekanik, Dieter, Edisi Ketiga, Jilid 1)
Gambar 2.9 Retak Ductile Paduan Al-Cu
2.11.2.Putus Pada Benda Uji
Selain patah pada bahan, juga terjadi putus yang terjadi pada bahan.
Dimana jika kegagalan ulet pada bahan tidak tercapai maka putus ulet yang akan
terjadi kemudian. Pada benda uji yang mengalami deformasi beban tarik akhirnya
mencapai ketidak stabilan mekanis bilamana deformasi yang terlokalisir diperciut.
Bila peregangan diteruskan maka penampang akan mengecil hingga menjadi nol
dan benda uji akan retak. Regangan untuk putus tergantung dari jumlah regangan
yang terjadi sebelum dan sesudah dislokasi. Sehingga dapat ditarik kesimpulan
bahwa putus yang terjadi pada bahan adalah dominan tegangan tarik sebagai
penyebab utamanya, adapun pada patahan karena tekanan.
2.12. KELELAHAN PADA BENDA UJI 2.12.1.Pengertian Kelelahan
Kelelahan berkaitan dengan perpatahan logam secara prematur karena
tegangan rendah yang terjadi secara berulang-ulang. Adapun pengujian kelelahan
terdiri dari beberapa jenis yaitu pengujian torsi, tegangan (tension), dan pengujian
kompresi. Namun semuanya mempunyai prinsip yang sama yaitu dengan
memberikan siklus tegangan yang berulang secara konstant pada sampel. Untuk
menyatakan karakteristik tegangannya, ada beberapa hal yang perlu diperhatikan :
1. Besar tegangan maksimum
2. Tegangan rata-rata yang cukup besar
Dalam penelitian sering digunakan siklus berulang dan balik, karena
disamping lebih mudah dilakukan, juga telah memenuhi standar kelelahan.
Sampel yang mendapatkan beban lengkung dan putaran secara terus menerus akan
menyebabkan kondisi tarik dan tekan. Kondisi ini akan berlangsung
berulang-ulang hingga pada akhirnya sampel mengalami kelelahan dan akhirnya patah.
Adapun rumus untuk mencari tegangannya adalah sebagai berikut :
(
2)
3 /
32
2 kg mm
d L W
× × = π
σ
Dengan :
L = jarak antar tumpuan (mm)
d = diameter ukur (mm)
W = beban pada pengujian tarik (kg)
Untuk melaksanakan pengujian dengan alat uji kelelahan menggunakan
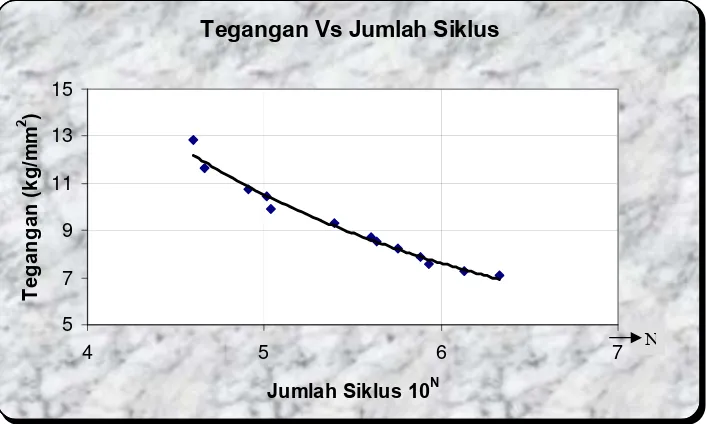
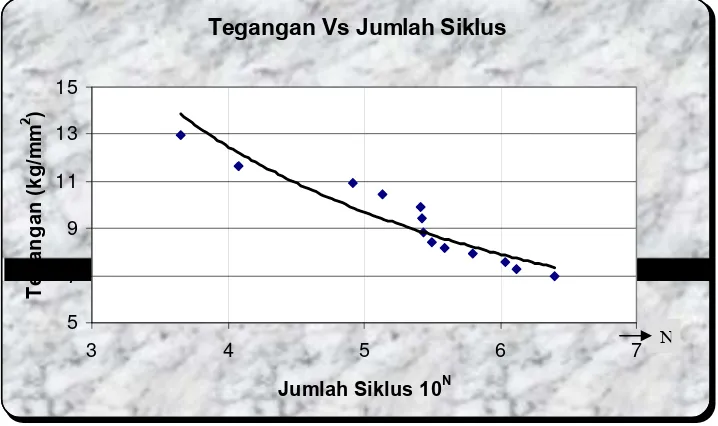
kurun tegangan (S) yang berbeda untuk setiap benda uji, jumlah siklus tegangan
(N) yang dialami oleh benda uji pada setiap tegangan tertentu dicatat dan dibuat
gambar diagram kelelahan atau sering disebut dengan diagram S–N. Untuk benda
uji tertentu mempunyai titik aman pada siklus tertentu, hal ini disebabkan karena :
a. Kegagalan akibat kelelahan bahan
Kegagalan lelah timbul akibat adanya retak kecil (initial crack), retak ini
sangat kecil, sehingga tidak dapat dilihat dengan mata telanjang. Retak tersebut
timbul pada titik ketidak mulusan bahan seperti pada perubahan penampang,
goresan pada permukaan bahan akibat pengerjaan dan lubang akibat pengecoran
yang kurang baik pada bahan. Sekali saja retak awal, maka akan terjadi pengaruh
pemusatan tegangan menjadi lebih besar lagi dan retak tersebut merambat lebih
cepat pada penampang bahan. Begitu ukuran luas yang menerima tegangan
berkurang, maka tegangan bertambah besar sampai akhirnya luas yang tersisa
tidak dapat menerima tegangan tersebut dan terjadilah kegagalan lelah.
Adapun penyebab kegagalan lelah yaitu :
1. Karena perkembangan dari retak yang ada
2. Patah mendadak pada bagian bahan yang rapuh
Kegagalan lelah sering digolongkan sebagai akibat siklus, umur dan waktu
penggunaan bahan. Daerah umur tak terhingga (infinite life region), meliputi
perancangan yang melampaui batas siklus tegangan lelah atau disebut dengan
terutama untuk produksi massal. Kegagalan ini juga disebut kegagalan bersiklus
pendek antara putaran setengah sampai putaran seribu siklus.
b. Kekuatan bahan
Untuk menyusun kekuatan lelah suatu bahan diperlukan beberapa benda
uji dengan jumlah putaran yang sama pada setiap bahan, sampai bahan didapatkan
hasilnya. Selanjutnya dibuat diagram S–N, sehingga dapat dilihat bentuk grafik
sampai dengan siklus amannya. Koordinat pada diagram S–N disebut kekuatan
lelah suatu pernyataan yang harus diikuti dengan jumlah siklus (N) yang
bersangkutan.
Gambar 2.11 Hubungan Tegangan (S) Dengan Jumlah Siklus (N) (Sumber : Industrial Materials Metals and Alloy, A.Colling)
c. Batas Ketahanan Kelelahan
Dalam menentukan ketahanan kelelahan kita perlu menyelesaikan semua
ketahanan terhadap kelelahan. Pada grafik akan terlihat garis mendatar setelah
diberi tegangan dan jumlah siklus tertentu, maka akan terbaca bahwa bahan sudah
dapat melalui batas ketahanan lelahnya. Tanpa memperhatikan berapa besar siklus
yang dilakukan kekuatan bahan yang berkaitan dengan hal tersebut disebut
ketahanan lelah (endurance limit).
2.12.2.Hal-Hal Yang Berpengaruh Pada Kegagalan Lelah a. Pengaruh Ukuran
Ukuran suatu bahan sangat berpengaruh dalam pengujian kelelahan.
Kekuatan lelah yang besar akan lebih baik dari kekuatan lelah yang kecil.
Perubahan luas penampang yang mempengaruhi perubahan volume sehingga
mengakibatkan perbedaan tegangan.
b. Pengaruh Suhu
Suhu mempengaruhi sifat mekanis bahan karena adanya tegangan statis
dan dinamis yang akan menyebabkan perubahan bahan secara perlahan. Hal ini
akan menyebabkan perubahan bentuk grafik pada diagram S–N. Jika dipakai pada
suhu yang tinggi, maka akan menyebabkan dislokasi dan pada bahan akan terjadi
pengurangan terhadap ketahanan lelah.
c. Pengaruh Permukaan Bahan
Halus dan tidaknya permukaan bahan merupakan faktor utama timbulnya
retak awal pada bahan, karena pada permukaan yang kasar akan banyak terdapat
ketidakrataan permukaan. Akan tetapi pada permukaan yang halus akan sedikit
kekasaran permukaan bahan sangat berpengaruh pada pengujian kelelahan. Tiap
pengerjaan yang meningkatkan kekerasan atau kekuatan luluh bahan akan
meningkatkan level tegangan yang diperlukan untuk slip dan hal ini dengan
sendirinya akan langsung meningkatkan kekuatan lelah. Makin halus ukuran
butiran, maka makin tinggi kekuatan fatik pada temperatur tertentu.
Ada beberapa hal yang mempengaruhi kelelahan pada permukaan bahan, yaitu :
1. Tegangan sisa permukaan
Pembentukan tegangan sisa pada permukaan dapat meningkatkan ketahanan
lelah bahan. Tegangan ini dihasilkan oleh beban luar (tarik dan tekan), dengan
adanya tegangan sisa akan memperkecil celah pada suatu titik dipermukaan.
Oleh karena itu, perlu ad