i
TUGAS AKHIR
–
MN141581
ANALISIS TEKNIS DAN EKONOMIS PEMBANGUNAN
KAPAL IKAN 30GT KONSTRUKSI FRP MENGGUNAKAN
METODE LAMINASI VACUUM INFUSION
RENGGA EKA PUTRA ATMANEGARA
NRP. 4111 100 050
Ir. Triwilaswandio Wuruk Pribadi, M.Sc.
Mohammad Sholikhan Arif, S.T., M.T.
JURUSAN TEKNIK PERKAPALAN
Fakultas Teknologi Kelautan
Institut Teknologi Sepuluh Nopember
Surabaya
ii
FINAL PROJECT
–
MN141581
TECHNICAL AND ECONOMICAL ANALYSIS OF 30GT
FISHING VESSELS WITH FRP CONSTRUCTION USING
LAMINATE METHOD VACUUM INFUSION
RENGGA EKA PUTRA ATMANEGARA
NRP. 4111 100 050
Ir. Triwilaswandio Wuruk Pribadi, M.Sc.
Mohammad Sholikhan Arif, S.T., M.T.
Department of Naval Architecture & Shipbuilding
Faculty of Marine Technology
Sepuluh Nopember Institute of Technology
Surabaya
vi
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa karena atas karunianya Tugas Akhir ini dapat selesai dengan baik.
Pada kesempatan ini penulis ingin mengucapkan terima kasih kepada pihak-pihak yang membantu penyelesaian Tugas Akhir ini, yaitu:
1. Bapak Ir. Triwilaswandio Wuruk Pribadi, M.Sc. selaku Dosen Pembimbing dan Dosen Wali atas bimbingan dan motivasinya selama pengerjaan dan penyusunan Tugas Akhir.
2. Bapak Mohammad Sholikhan Arif, S.T.,M.T. selaku Dosen Pembimbing atas bimbingan dan motivasinya selama pengerjaan dan penyusunan Tugas Akhir ini
3. Bapak Ir. Heri Supomo, M.Sc., Ir. Soejitno, Imam Baihaqi,S.T.,M.T., dan Ibu Sri Rejeki Wahyu Pribadi,S.T.,M.T. beserta dosen-dosen Jurusan Teknik Perkapalan yang telah memberikan ilmu dan saran kepada penulis.
4. Bapak Ir. Wasis Dwi Aryawan, M.Sc., Ph.D. selaku Ketua Jurusan Teknik Perkapalan yang banyak memberikan inspirasi kepada penulis.
5. Kementerian Kelautan dan Perikanan Republik Indonesia, PT. Biro Klasifikasi Indonesia, PT. Marathon Pasific Marine, CV. Bajoboat, PT. Putra Unggul Grup, yang telah membantu dalam usaha memperoleh data yang dibutuhkan.
6. Orang tua dan Revanda Dwi Putra Atmanegara yang selalu senantiasa memberikan dukungan moral dan perhatian.
7. Erlyana Puti Agun Mardhini, S.E. yang selalu senantiasa memberikan dukungan moral.
8. Semua sahabat terutama keluarga Centerline, Captain, Forecastle, dan Submarine yang selalumembantu dan memberikan dukungan.
Penulis sadar bahwa Tugas Akhir ini masih jauh dari kesempurnaan sehingga kritik dan saran yang bersifat membangun sangat diharapkan. Akhir kata semoga tulisan ini dapat bermanfaat bagi banyak pihak.
vii
ANALISIS TEKNIS DAN EKONOMIS PEMBANGUNAN KAPAL IKAN
30GT KONSTRUKSI FRP MENGGUNAKAN LAMINASI
VACUUM
INFUSION
Nama Mahasiswa : Rengga Eka Putra Atmanegara
NRP : 4111 100 050
Jurusan / Fakultas : Teknik Perkapalan / Teknologi Kelautan Dosen Pembimbing : 1. Ir. Triwilaswandio Wuruk Pribadi, M.Sc.
2. Mohammad Sholikhan Arif, S.T., M.T.
ABSTRAK
Produksi kapal ikan 30GT konstruksi FRP di Indonesia masih menggunakan metode laminasi hand lay up. Metode hand lay up memiliki kekurangan pada kebutuhan jam orang dan kualitas produksi. Metode vacuum infusion merupakan salah satu metode laminasi
fibreglass yang memiliki keunggulan. Tujuan tugas akhir ini adalah untuk menganalisis secara teknis dan ekonomis produksi kapal ikan 30GT konstruksi FRP menggunakan metode laminasi vacuum infusion. Pertama, produksi kapal ikan 30GT konstruksi FRP diobservasi. Kedua, data produksi kapal ikan 30GT konstruksi FRP dikumpulkan. Ketiga, menganalisis teknis dan ekonomis pembangunan kapal ikan 30GT konstruksi FRP metode laminasi hand lay up dan vacuum infusion yang telah dilakukan. Hasil dari penerapan metode vacuum infusion pada produksi kapal ikan 30GT konstruksi FRP mengalami pengurangan sebesar 7,26%. Kualitas produksi vacuum infusion lebih baik 22,83% dibandingkan hand lay up. Dari hasil analisis ekonomis, biaya produksi kapal ikan 30GT konstruksi FRP metode laminasi
vacuum infusion lebih mahal 12,9% dari pada metode laminasi hand lay up. Produktivitas tenaga kerja metode laminasi vacuum infusion lebih tinggi 24,94% dari pada metode laminasi
hand lay up. Pembangunan galangan kapal konstruksi FRP metode vacuum infusion
membutuhkan biaya investasi sebesar Rp 14.383.141.000 dan Payback Period (PP) pada tahun ke-10.
viii
TECHNICAL AND ECONOMICAL ANALYSIS OF 30GT FISHING
VESSELS WITH FRP CONSTRUCTION USING LAMINATE METHOD
VACUUM INFUSION
Author : Rengga Eka Putra Atmananegara
ID No. : 4111 100 050
Dept. / Faculty : Naval Architecture & Shipbuilding Engineering / Marine Technology Supervisors : 1. Ir. Triwilaswandio Wuruk Pribadi, M.Sc.
2. Mohammad Sholikhan Arif, S.T.,M.T.
ABSTRACT
Production of FRP construction 30GT fishing vessels in Indonesia are commonly using hand lay-up lamination method. Hand Lay Up method has weaknesses in manhours consumption and product quality. Vacuum infusion is one of many lamination methods which has many advantage. The main objective of this final project is to analyse technics and economics of the production FRP construction 30GT fishing vessels using vacuum infusion lamination method. Firstly, the production of FRP construction of 30GT fishing vessels was observed. Secondly, data of FRP construction of 30GT fishing vessels were collected. Thirdly, technical and economical analysis of production of the FRP construction 30GT fishing vessels using hand lay up and vacuum infusion lamination method was conducted. As a result, decreased of manhours in production of FRP construction 30GT fishing vessels using vacuum infusion is about 7,26%. The Product quality of vacuum infusion is 22,83% higher than those of hand lay up. In term of economical analysis, the cost of production FRP construction 30GT fishing vessels using vacuum infusion lamination method is 12,9% more expensive than those of hand lay-up lamination method. Labour productivity of vacuum infusion lamination method has 24,94% higher than those of hand lay-up lamination method. The development of shipyard FRP vessels vacuum infusion method needs investment cost of Rp. 14.383.141.00 and Payback Period of tenth years.
ix
DAFTAR ISI
LEMBAR PENGESAHAN ... iii
LEMBAR REVISI ... iv
HALAMAN PERUNTUKAN ... v
KATA PENGANTAR ... vi
ABSTRAK ... vii
ABSTRACT ... viii
DAFTAR ISI ... ix
DAFTAR GAMBAR ... xii
DAFTAR TABEL ... xiii
PENDAHULUAN ... 1
BAB I 1.1. Latar Belakang Masalah ... 1
1.2. Perumusan Masalah ... 2
1.3. Batasan Masalah ... 2
1.4. Maksud ... 2
1.5. Tujuan ... 3
1.6. Manfaat ... 3
1.7. Hipotesis ... 3
1.8. Sistematika Laporan ... 3
TINJAUAN PUSTAKA ... 5
BAB II 2.1. Kapal Ikan 30GT ... 5
2.2. Material Kapal Konstruksi FRP ... 5
2.3. Metode Laminasi ... 11
2.3.1. Metode Laminasi Hand Lay Up ... 11
2.3.2. Metode Laminasi Chopper Gun ... 11
2.3.3. Metode Laminasi Vacuum Infusion ... 14
2.4. Fasilitas Produksi ... 15
2.5. Proses Pembangunan Kapal Konstruksi FRP ... 18
2.6. Kuat Tarik dan Kuat Lentur ... 22
2.7. Produktivitas ... 24
2.8. Investasi ... 25
2.8.1. Analisis NPV (Net Present Value) ... 25
x
METODOLOGI PENELITIAN ... 29
BAB III 3.1. Pendahuluan ... 29
3.2. Studi Literatur ... 29
3.3. Mencari Data dan Observasi Lapangan ... 30
3.4. Perhitungan Luas Konstruksi ... 30
3.5. Analisis Teknis Pembangunan Kapal Ikan 30GT Konstruksi FRP ... 30
3.6. Analisis Ekonomis Pembangunan Kapal Ikan 30GT Konstruksi FRP ... 30
3.7. Kesimpulan dan Saran ... 30
3.8. Flowchart ... 31
KONDISI EKSISTING PEMBANGUNAN KAPAL IKAN 30GT KONSTRUKSI BAB IV FRP DI INDONESIA ... 33
4.1. Pendahuluan ... 33
4.1.1. Data Ukuran Kapal Ikan 30GT ... 33
4.2. Desaian Kapal Ikan 30GT Konstruksi FRP ... 34
4.2.1. Rencana Garis (Lines Plan) ... 34
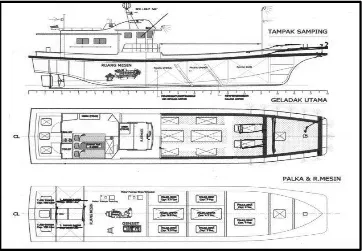
4.2.2. Rencana Umum (General Arrangement) ... 34
4.2.3. Profil Konstruksi (Construction Profile) ... 35
4.3. Perhitungan Konstruksi Kapal Ikan 30GT Konstruksi FRP ... 36
4.4. Perhitungan Kebutuhan Material ... 39
4.5. Fasilitas dan Peralatan Produksi ... 43
4.6. Proses Produksi ... 43
4.6.1. Tahap Persiapan ... 44
4.6.2. Tahap Pembuatan Cetakan ... 44
4.6.3. Tahap Laminasi ... 44
4.6.4. Tahap Assembly ... 46
4.6.5. Tahap Instalasi Outfitting, Kelistrikan, Perpipaan, dan Permesinan ... 47
4.6.6. Tahap Finishing, Sea Trial, dan Delivery... 47
4.7. Kebutuhan Jam Orang ... 47
4.8. Hasil Produksi ... 49
4.9. Biaya Material ... 50
4.10. Biaya Tenaga Kerja Langsung ... 50
4.11. Biaya Pembangunan Kapal Ikan 30GT Konstruksi FRP ... 51
PEMBANGUNAN KAPAL IKAN 30GT KONSTRUKSI FRP METODE BAB V VACUUM INFUSION ... 53
5.1. Pendahuluan ... 53
5.2. Perhitungan Jumlah Laminasi ... 53
xi
5.4. Fasilitas dan Peralatan Produksi ... 59
5.5. Proses Produksi ... 60
5.5.1. Tahap Persiapan ... 60
5.5.2. Tahap Pembuatan Cetakan ... 60
5.5.3. Tahap Laminasi ... 61
5.5.4. Tahap Assembly ... 64
5.5.5. Tahap Instalasi Outfitting, Kelistrikan, Perpipaan, dan Permesinan ... 65
5.5.6. Tahap Finishing, Seatrial, dan Delivery ... 65
5.6. Kebutuhan Jam Orang ... 65
5.7. Hasil Produksi ... 67
5.8. Biaya Material ... 68
5.9. Biaya Tenaga Kerja ... 68
5.10. Biaya Pembangunan Kapal Ikan 30GT Konstruksi FRP ... 69
ANALISIS DAN PEMBAHASAN ... 71
BAB VI 6.1. Pendahuluan ... 71
6.2. Analisis Teknis Pembangunan Kapal Ikan 30GT Konstruksi FRP ... 71
6.2.1. Jumlah Laminasi ... 71
6.2.2. Kebutuhan Material ... 72
6.2.3. Peralatan Produksi ... 73
6.2.4. Kebutuhan Jam Orang ... 74
6.2.5. Hasil Produksi ... 75
6.3. Analisis Ekonomis Pembangunan Kapal Ikan 30GT Konstruksi FRP ... 75
6.3.1. Biaya Material ... 76
6.3.2. Biaya Tenaga Kerja Langsung ... 76
6.3.3. Biaya Produksi ... 77
6.3.4. Biaya Investasi ... 78
6.4. Perbandingan Produktivitas ... 88
KESIMPULAN DAN SARAN ... 89
BAB VII 7.1. Kesimpulan ... 89
7.2. Saran ... 90
DAFTAR PUSTAKA ... 91
LAMPIRAN ... 93 LAMPIRAN I HASIL PERHITUNGAN LUAS KONSTRUKSI
xiii
DAFTAR TABEL
Tabel II.1 Kuat tarik ... 23
Tabel II.2 Kuat Lentur ... 23
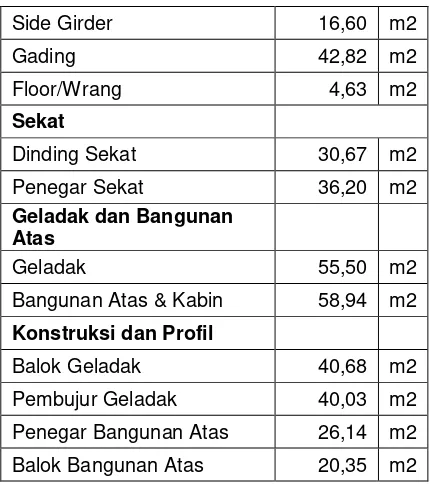
Tabel IV.1 Data Luas Konstruksi Kapal Ikan 30GT ... 36
Tabel IV.2 Keterangan Glass Content dan Spesific Gratify Material ... 37
Tabel IV.3 Ketebalan Setiap Jenis Material Kapal Ikan 30GT Konstruksi FRP ... 37
Tabel IV.4 Hasil Perhitungan Tiap Bagian Kapal untuk Hand Lay Up ... 38
Tabel IV.5 Kebutuhan Material Untuk Cetakan Kapal Ikan 30GT Konstruksi FRP ... 39
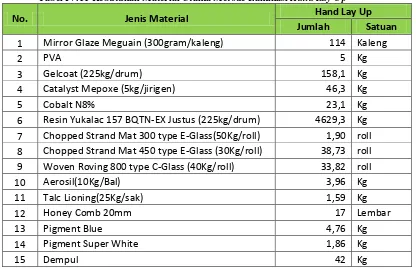
Tabel IV.6 Kebutuhan Fibreglass Pembangunan Kapal Ikan 30GT Metode Hand Lay Up ... 39
Tabel IV.7 Kebutuhan Resin Metode Hand Lay Up ... 40
Tabel IV.8 Kebutuhan Resin dan Cobalt pada metode hand lay up ... 40
Tabel IV.9 Kebutuhan Gelcoat Kapal Ikan 30GT Konstruksi FRP ... 40
Tabel IV.10 Kebutuhan Aerosil,Talc, Pigment dan Katalis Kapal Ikan 30GT Konstruksi FRP ... 41
Tabel IV.11 Kebutuhan Material Utama Metode Laminasi Hand Lay Up ... 41
Tabel IV.12 Material Penunjang Pada Laminasi Hand lay Up ... 42
Tabel IV.13 Material Penunjang Metode Hand Lay Up ... 42
Tabel IV.14 Peralatan Produksi Metode Hand Lay Up ... 43
Tabel IV.15 Waktu Proses Produksi Kapal Ikan 30GT Konstruksi FRP Metode Hand Lay Up ... 48
Tabel IV.16 Biaya Material metode hand lay up ... 50
Tabel IV.17 Biaya Tenaga Kerja Langsung metode hand lay up ... 50
Tabel IV.18 Biaya Pembangunan Kapal Ikan 30GT Konstruksi FRP metode hand lay up .... 51
Tabel V.1 Hasil Perhitungan Setiap Bagian Kapal untuk Vacuum Infusion ... 54
Tabel V.2 Kebutuhan Material Untuk Cetakan Kapal Ikan 30GT Konstruksi FRP ... 55
Tabel V.3 Kebutuhan Fibreglass Kebutuhan Kapal Ikan 30GT Konstruksi FRP metode vacuum infusion ... 56
Tabel V.4 Kebutuhan Materail Penunjang Metode Vacuum Infusion ... 56
Tabel V.5 Kebutuhan Resin dan Cobalt metode vacuum infusion ... 57
Tabel V.6 Kebutuhan Gelcoat Kapal Ikan 30GT Konstruksi FRP ... 57
Tabel V.7 Kebutuhan Aerosil,Talc, Pigment dan Katalis Kapal Ikan 30GT Konstruksi FRP . 57 Tabel V.8 Material Utama Metode Vacuum Infusion... 58
Tabel V.9 Material Penunjang Metode Vacuum Infusion ... 58
Tabel V.10 Material Alat Metode Vacuum Infusion ... 59
Tabel V.11 Peralatan Produksi Kapal Ikan 30GT Konstruksi FRP Metode Vacuum Infusion 59 Tabel V.12 Waktu Proses Produksi Kapal Ikan 30GT Konstruksi FRP Metode Vacuum Infusion ... 66
Tabel V.13 Biaya Material Metode Vacuum Infusion ... 68
Tabel V.14 Biaya Tenaga Kerja Langsung Metode Vacuum Infusion ... 69
Tabel V.15 Biaya Pembangunan Kapal Ikan 30GT Konstruksi FRP Metode Vacuum Infusion ... 69
Tabel VI.1 Perbandingan Jumlah Laminasi Kapal Ikan 30GT Konstruksi FRP ... 71
Tabel VI.2 Perbandingan Kebutuhan Material Utama Kapal Ikan 30GT Konstruksi FRP ... 72
xiv
Tabel VI.4 Perbandingan Kebutuuhan Material Penunjang Kapal Ikan 30GT Konstruksi FRP
... 73
Tabel VI.5 Perbandingan Peralatan Produksi Kapal Ikan 30GT Konstruksi FRP ... 74
Tabel VI.6 Perbandingan Kebutuhan Waktu pada Produksi Kapal Ikan 30GT Konstruksi FRP ... 74
Tabel VI.7 Kuat Tarik Rata-Rata dari Pengujian ... 75
Tabel VI.8 Kuat Lentur Rata-Rata dari Pengujian ... 75
Tabel VI.9 Biaya material pembangunan 1 kasko kapal ikan 30GT konstruksi FRP ... 76
Tabel VI.10 Biaya tenaga kerja langsung pembangunan 1 kapal ikan 30GT konstruksi FRP. 77 Tabel VI.11 Biaya produksi 1 buah kapal ikan 30GT konstruksi FRP ... 77
Tabel VI.12 Biaya Pengadaan Tanah Galangan Kapal FRP Metode Vacuum Infusion ... 78
Tabel VI.13 Biaya Persiapan Tanah Galangan Kapal FRP Metode Vacuum Infusion ... 78
Tabel VI.14 Biaya Bangunan Galangan Kapal FRP Metode Vacuum Infusion ... 79
Tabel VI.15 Total Biaya Invetasi Tanah dan Bangunan Galangan Kapal FRP Metode Vacuum Infusion ... 80
Tabel VI.16 Estimasi Biaya Pengadaan Sarana Penunjang Galangan Kapal FRP Metode Vacuum Infusion ... 80
Tabel VI.17 Biaya Persiapan dan Instalasi Galangan Kapal FRP Metode Vacuum Infusion .. 81
Tabel VI.18 Estimasi Biaya Pelatihan Pekerja Galangan Kapal FRP Metode Vacuum Infusion ... 82
Tabel VI.19 Estimasi Nilai Total Investasi Galangan Kapal FRP Metode Vacuum Infusion .. 82
Tabel VI.20 Biaya Upah Tenaga Kerja Tidak Langsung Galangan Kapal FRP Metode Vacuum Infusion ... 83
Tabel VI.21 Estimasi Biaya Pengeluaran Galangan Kapal FRP Metode Vacuum Infusion .... 83
Tabel VI.22 Harga Jual 1 Kapal Ikan 30GT Konstruksi FRP Metode Vacuum Infusion ... 84
Tabel VI.23 Estimasi Keuntungan Produksi 1 Kapal Ikan 30GT Konstruksi FRP Metode Vacuum Infusion ... 84
Tabel VI.24 Pay Back Period dengan Metode Net Present Value 100% Modal Pribadi... 87
xii
DAFTAR GAMBAR
Gambar II.1 Struktur Chopped Strand Mat (CSM) ... 7
Gambar II.2 Struktur Woven Roving (WR) ... 8
Gambar II.3 Struktur Multiaxial ... 8
Gambar II.4 Spray Gun Roving yang Digunakan pada Metode Laminasi Chopper Gun ... 12
Gambar II.5 Urutan Proses Pembangunan Kapal Konstruksi FRP ... 18
Gambar II.6 Proses Laminasi Menggunakan Metode Hand Lay Up ... 20
Gambar II.7 Pembuatan Lapisan pada Konstruksi Kapal... 21
Gambar II.8 Penyatuan antaran Lambung dan Geladak ... 21
Gambar III.1 Flowchart Penelitian ... 32
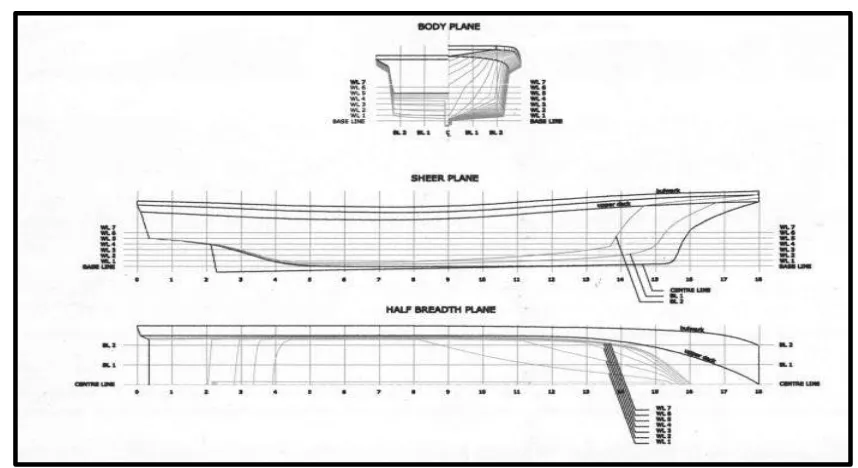
Gambar IV.1 Lines Plan kapal ikan 30GT konstruksi FRP ... 34
Gambar IV.2 Rencana Umum kapal ikan 30GT konstruksi FRP ... 35
Gambar IV.3 Profil Konstruksi kapal ikan 30GT konstruksi FRP ... 35
Gambar IV.4 Buku Peraturan BKI Tentang Fibre Reinforced Plastic Ships 1996 ... 36
Gambar IV.5 Cetakan FRP Kapal Ikan 30GT ... 44
Gambar IV.6 Proses Pemberian Wax pada Cetakan Geladak ... 45
Gambar IV.7 Pemberian Gelcoat pada Cetakan Geladak... 45
Gambar IV.8 Proses Laminasi Hand Lay Up pada Cetakan Bangunan Atas ... 46
Gambar IV.9 Proses finishing kapal ikan 30GT konstruksi FRP ... 47
Gambar IV.10 Gelembung-Gelembung Udara yang Terjebak di Dalam Laminasi ... 49
Gambar V.1 Cetakan FRP Kapal Ikan 30GT ... 61
Gambar V.2 Pemberiaan Wax pada Cetakan Lambung ... 61
Gambar V.3 Penataan Lapisan Penguat ... 62
Gambar V.4 Penempatan Nylon Peel-Ply ... 62
Gambar V.5 Penempatan flow media ... 63
Gambar V.6 Penempatan Wrapping Spiral ... 63
Gambar V.7 Penempatan Vacuum Bag (plastic film) ... 63
Gambar V.8 Peletakan Vacuum Port dan Flow Tube di Sekitar Cetakan ... 64
93
LAMPIRAN
LAMPIRAN I HASIL PERHITUNGAN LUAS KONSTRUKSI
LAMPIRAN II ANALISIS TEKNIS
1
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Pemerintah melalui Kementerian Kelautan dan Perikanan membuat program pembangunan 1000 kapal ikan ukuran 30GT untuk diberikan kepada nelayan. Program tersebut bertujuan untuk meningkatkan hasil tangkapan nelayan. Program pembangunan 1000 kapal ikan 30GT dilaksanakan pada tahun 2010-2014. Namun dalam proses pembangunan 1000 kapal ikan selama tahun 2010-2014, hanya dapat diselesaikan 735 kapal ikan. Dari 735 kapal ikan 30GT, terdapat 335 kapal menggunakan konstruksi Fibre Reinforced Plastic (FRP) dan 400 kapal menggunakan kayu. (KKP, 2013)
Berdasarkan info dari Direktorat Jenderal Perikanan Tangkap Kemeterian Kelautan dan Perikanan RI, akan dibuat 3.325 unit kapal dengan beragam ukuran. Kapal penangkap ukuran kurang dari 5 GT sebanyak 1.020 unit, kapal penangkap ukuran 5GT sebanyak 1.020 unit, kapal penangkap ukuran 10 GT sebanyak 1.000 unit, kapal penangkap ukuran 20 GT sebanyak 250 unit, kapal penangkap ukuran 30 GT sebanyak 30 unit dan kapal angkut ukuran 30 GT dengan pendingin sebanyak 5 unit. (DJPT, 2015)
Material yang digunakan pada pembangunan kapal ikan 30GT di Indonesia adalah
Fibre Reinforced Plastic (FRP) dan kayu. Material Fibre Reinforced Plastic (FRP) merupakan salah satu material utama pada proses produksi kapal. Material FRP pada proses produksi kapal memiliki beberapa keunggulan dibandingkan dengan material lain. Saat ini dalam pembuatan kapal konstruksi Fibre Reinforced Plastic (FRP) mengalami perkembangan dari jenis material dan metode laminasi yang digunakan pada produksi kapal konstruksi FRP. Dalam hal metode laminasi seperti metode chopper gun dan vacuum infusion. Namun karena metode chopper gun memiliki banyak kelemahan, metode tersebut sudah tidak digunakan kembali.
2
tipis namun kuat, kebutuhan material resin yang lebih sedikit, jumlah jam orang yang lebih sedikit, dan hasil produksi yang lebih baik. Namun dalam penerapan metode vacuum infusion
tentunya sebuah galangan harus menyediakan sarana dan prasarana yang memadai dan tentunya biaya investasi pengembangan peralatan produksi. (Putra, 2012)
1.2.Perumusan Masalah
Perumusan masalah dalam penulisan tugas akhir ini adalah sebagai berikut :
a. Bagaimana cara pembangunan kapal ikan 30GT konstruksi FRP saat ini di Indonesia? b. Bagaimana aspek teknis pembangunan kapal ikan 30GT konstruksi FRP menggunakan
metode laminasi vacuum infusion?
c. Bagaimana aspek ekonomis pembangunan kapal ikan 30GT konstruksi FRP menggunakan metode laminasi vacuum infusion?
1.3.Batasan Masalah
Batasan masalah yang terdapat pada tugas akhir ini adalah :
a. Data kapal ikan yang dianalisis adalah kapal ikan 30GT konstruksi FRP tipe pole and line
milik Dinas Kelautan dan Perikanan Provinsi Nusa Tenggara Timur.
b. Perhitungan konstruksi menggunakan peraturan BKI tentang kapal Fibre Reinforced Plastics tahun 1996 dengan konstruksi single skin.
c. Analisis hasil pengujian material laminasi hand lay up dan vacuum infusion didasarkan pada referensi pengujian yang telah dilakukan sebelumnya.
d. Investasi pengembangan galangan difokuskan pada investasi pengembangan peralatan produksi metode laminasi vacuum infusion.
1.4.Maksud
Tugas akhir ini dimaksudkan untuk melakukan analisis tentang penerapan metode
3
1.5.Tujuan
Adapun tujuan yang akan dicapai dari tugas akhir ini adalah :
a. Melakukan evaluasi pada proses produksi kapal ikan 30GT konstruksi FRP saat ini di Indonesia.
b. Menganalisis secara teknis penerapan metode vacuum infusion pada proses produksi kapal ikan 30GT konstruksi FRP.
c. Menganalisis secara ekonomis penerapan metode vacuum infusion pada proses produksi kapal ikan 30GT konstruksi FRP.
1.6.Manfaat
Diharapkan dari tugas akhir ini akan didapatkan beberapa manfaat, diantaranya adalah : a. Menjadi referensi dan bahan pertimbangan galangan kapal fibreglass dalam
pembangunan kapal ikan 30GT konstruksi FRP menggunakan metode laminasi vacuum infusion.
b. Kapal yang dihasilkan memiliki usia yang lebih lama dari kapal sejenis yang menggunakan metode laminasi hand lay up pada proses pembangunan.
1.7.Hipotesis
Hipotesis pada tugas akhir ini adalah metode laminasi vacuum infusion dapat diterapkan pada proses pembangunan kapal ikan 30GT konstruksi FRP dan memiliki beberapa kelebihan dalam aspek teknis dan ekonomis.
1.8.Sistematika Laporan
Proses pengerjaan tugas akhir ini dilakukan secara sistematis berdasarkan urutan kerja yang dilakukan oleh penulis :
ABSTRAK
KATA PENGANTAR DAFTAR ISI
4
BAB I PENDAHULUAN
Bab ini berisi uraian secara umum dan singkat meliputi latar belakang masalah, maksud penulisan, tujuan penulisan, manfaat penulisan, batasan masalah, dan sistematika penulisan dari tugas akhir yang disusun.
BAB II TINJAUAN PUSTAKA
Bab ini berisi penjelasan tentang berbagai referensi dan teori yang terkait dengan judul penelitian yang meliputi kapal ikan 30GT, Fibre Reinforced Plastic (FRP), metode laminasi
fibreglass, produktivitas, serta investasi. BAB III METODOLOGI PENELITIAN
Bab ini berisi langkah-langkah selama penelitian, mulai dari tahap persiapan sampai penyusunan laporan penelitian.
BAB IV KONDISI EKSISTING PEMBANGUNAN KAPAL IKAN 30GT KONSTRUKSI FRP DI INDONESIA
Bab ini berisi tentang kondisi pembangunan kapal ikan 30GT konstruksi FRP di Indonesia, dimana masih menggunakan metode laminasi hand lay up.
BAB V PEMBANGUNAN KAPAL IKAN 30GT KONSTRUKSI FRP MENGGUNAKAN METODE LAMINASI VACUUM INFUSION
Bab ini berisi perhitungan secara teknis dan ekonomis penerapan metode vacuum infusion
pada pembangunan kapal ikan 30GT konstruksi FRP.
BAB VI ANALISIS PEMBANGUNAN KAPAL IKAN 30GT KONSTRUKSI FRP METODE LAMINASI VACUUM INFUSION
Bab ini berisi perhitungan teknis dan ekonomis perbandingan penerapan metode vacuum infusion dan metode hand lay up pada pembangunan kapal ikan 30GT konstruksi FRP. BAB VI KESIMPULAN DAN SARAN
Bab ini menjelaskan tentang kesimpulan dan rekomendasi dari hasil penelitian yang telah dilakukan, serta saran untuk penelitian selanjutnya.
5
BAB II
TINJAUAN PUSTAKA
2.1.Kapal Ikan 30GT
Program pembangunan kapal penangkap ikan berukuran diatas 30GT atau yang dikenal dengan sebutan Inka Mina merupakan program unggulan Kementerian Kelautan dan Perikanan Republik Indonesia dalam meningkatkan pendapatan dan kesejahteraan nelayan kecil. Pembangunan kapal penangkap ikan berukuran diatas 30 GT pada hakekatnya ditujukan untuk meningkatkan produksi hasil tangkapan kapal nelayan, meningkatkan kesejahteraan khususnya nelayan, menjaga kelestarian sumber daya ikan dan lingkungannya serta untuk menjaga kedaulatan wilayah Negara Kesatuan Republik Indonesia.
Berdasarkan data dari Kementerian Kelautan dan Perikanan target pembangunan kapal Inka Mina sejak tahun 2010 - 2014 adalah sebanyak 1000 unit kapal yang tersebar di 34 provinsi dan hingga akhir tahun 2013 telah terealisasi 735 unit kapal yang tersebar di 34 provinsi (207 kabupaten/kota). Dari 735 kapal ikan 30GT, terdapat 335 kapal menggunakan konstruksi Fibre Reinforced Plastic (FRP) dan 400 kapal menggunakan konstruksi kayu. (KKP, 2013)
Direktorat Jenderal Perikanan Tangkap Kemeterian Kelautan dan Perikanan Republik Indonesia, akan membuat 3.325 unit kapal dengan berbagai ukuran. Kapal penangkap ukuran kurang dari 5 GT sebanyak 1.020 unit, kapal penangkap ukuran 5GT sebanyak 1.020 unit, kapal penangkap ukuran 10 GT sebanyak 1.000 unit, kapal penangkap ukuran 20 GT sebanyak 250 unit, kapal penangkap ukuran 30 GT sebanyak 30 unit dan kapal angkut ukuran 30 GT dengan pendingin sebanyak 5 unit. (DJPT, 2015)
2.2.Material Kapal Konstruksi FRP
6
1. Reinforcement
Dalam industri galangan kapal berbahan fibreglass terdapat berbagai macam
reinforcement atau penguat, diantaranya adalah :
FRP/GRP : Fibre Reinforced Plastic atau Glass Reinforced Plastic
Fibre Reinforced Plastic yang mana memiliki serat yang terbuat dari serat kaca (Glass Fibre). Fibre Reinforced Plastic adalah bahan yang ringan namun kuat dan dapat digunakan pada berbagai produk.
CRP : Carbon Reinforced Plastic
Serat karbon memberikan kekuatan kekakuan yang sangat tinggi dibanding dengan penguat lainnya. Kinerja pada suhu tinggi sangat baik akan tetapi carbon fibre memiliki kekurangan dalam proses pembangunan yaitu biaya material yang cukup mahal.
OFRP : Organic Fibre Reinforced Plastic
Serat organik memiliki serat yang terbuat dari bahan-bahan organik, dimana pada saat ini masih dalam proses penelitian.
Namun reinforcement atau penguat yang banyak digunakan pada industri galangan kapal adalah Fibre Reinforced Plastic (FRP). Hal tersebut dikarenakan biaya yang relatif murah dibandingkan penguat yang lain.Material Fibre Reinforced Plastic (FRP). Dalam penerapan
Fibre Reinforced Plastic (FRP) di dalam Industri perkapalan memiliki keuntungan dan kekurangan, berikut merupakan keuntungan dan kerugian material Fibre Reinforced Plastic
(FRP) yang digunakan pada pembangunan kapal : (Coackley, Bryn, & Conwy, 1991) Keuntungan material FRP :
• Tidak mudah mengalami korosi
• Konstruksi ringan
• Mudah dibentuk
• Kombinasi konstruksi mudah
• Tidak higroskopis
• Pemeliharaan mudah
• Biaya produksi lebih murah
7 Kelemahan material FRP :
• Material yang digunakan tidak ramah lingkungan dan masih sulit untuk diproduksi di dalam negeri
• Tidak dapat digunakan untuk pembangungan kapal berukuran besar
• Material tidak dapat didaur ulang
• Harus dibangun oleh teknisi yang ahli dibidang kapal fibreglass
• Dapat menyebabkan beberapa penyakit pada manusia apabila serbuk fibreglass masuk kedalam tubuh manusia
Dalam proses pembangunan kapal konstruksi Fibre Reinforced Plastic (FRP) memiliki beberapa jenis serat. Dimana tiap jenis serat memiliki fungsi dan alur serat yang berbeda. Berikut merupakan jenis FRP (Fibre Reinforced Plastic) yang umum digunakan pada industri galangan kapal adalah :
a. Chopped Strand Mat (CSM)
Chopped Strand Mat (CSM) atau sering dikenal dengan “MAT” adalah fibreglass
yang terbuat dari serat kaca yang diletakkan secara acak antara satu dengan yang lainnya, yang membentuk pola tumpahan jerami yang arahnya acak dengan fibreglass yang menerus yang memiliki panjang 1,5-37mm. (lihat Gambar II.1)
Gambar II.1 Struktur Chopped Strand Mat (CSM)
8
CSM mengartikan bahwa kepadatan 1 m2 dari CSM tersebut adalah 300 gr/m2, 450 gr/m2, 600 gr/m2, 900 gr/m2. (Bader, 2015)
b. Woven Roving (WR)
Woven Roving (WR) adalah fibreglass yang terbuat dari serat kaca yang diletakkan dengan membentuk anyaman dengan kelompok serat yang panjang dan relatif tebal. Woven Roving (WR) terbuat dari 2(dua) arah serat kaca menerus dengan arah diantaranya 900. (lihat Gambar II.2.)
Gambar II.2 Struktur Woven Roving (WR)
Woven Roving (WR) yang belum diberi lapisan resin merupakan lembaran yang kuat, yang jika diberikan gaya tarik dari arah 00-900 mempunyai kuat tarik yang cukup tinggi dibandingkan dengan Chopped Strand Mat (CSM). Woven Roving (WR) biasanya digunakan pada pelapisan kapal konstruksi Fibre Reinforced Plastic (FRP) setelah lapisan Chopped Strand Mat (CSM). (Bader, 2015)
c. Multi Axial
Multiaxial terdiri dari dua atau lebih lapisan serat dengan orientasi arah yang berbeda (00 ; 900 ; 450 ; -450) yang dijahit dengan benang polimer yang halus. (lihat Gambar II.3.)
9 Atau dapat dikombinasikan dengan Chopped Strand Mat (CSM) dan Woven Roving
(WR). Multiaxial biasanya diaplikasikan pada turbin angin, kapal, produk rekreasi, mobil balap, aerospace, dan pertahanan. (Bader, 2015)
2. Resin
Resin adalah salah satu bahan dasar yang digunakan dalam industri pembuatan kapal konstruksi Fibre Reinforced Plastic (FRP). Resin terbuat dari bahan dasar minyak bumi dan batu bara. Yang mana juga dicampurkan stirena dan polyester yang dicampurkan pada tahap akhir produksi. Cairan resin ini akan dicampur dengan catalyst yang akan menyebabkan reaksi kimia yaitu polimerisasi yang di dunia industri perkapalan dikenal dengan istilah
curing. Proses inilah yang akan menyebabkan campuran material dan fibreglass menjadi suatu material yang kaku. (Cripps, 2015)
Berikut adalah beberapa jenis resin yang digunakan di industri kapal konstruksi FRP, diantaranya :
a. Polyester Resin
Polyester resin adalah resin sintetis tak jenuh yang terbentuk oleh reaksi basa
polyhidric alkohol dan asam organik. Cairan resin yang umum digunakan oleh galangan adalah polyester resins. Hal tersebut dikarenakan polyester resin sangat sederhana, ekonomis, dan sangat mudah digunakan serta ketahanan kimia yang baik. Kebanyakan polyester resin
bersifat memerangkap udara dan tidak akan cure atau berubah kembali saat terkena udara.
Polyester Resins memiliki ketahanan terhadap sinar ultraviolet yang bagus, tahan lama, dan ketahanan terhadap air. (Cripps, 2015)
b. Vynil Ester Resin
Vynil ester resin adalah jenis unsaturated resin atau resin tak jenuh yang terbuat dari reaksi pencampuran resin epoksi dengan asam monokarbosilat jenuh atau asam tak jenuh monofungsional seperti methacrylic atau acrilic, sehingga menggabungkan keuntungan epoxy
dan resin poliester. Penanganan dan karateristik performa dari Vynil Ester Resin sama seperti dengan polyester resin. Beberapa keunggulan dari resin ini adalah memiliki ketahanan korosi yang sangat baik, stabilitas hidrolitik, sifat fisika sangat baik seperti tahan impact dan fatigue. Fleksibilitas yang lebih tinggi sama seperti epoxy dan kemudahan pengolahan seperti resin
10
kekentalan yang lebih kecil dibandingkan dengan polyester resin. Kelemahan yang dimiliki
vynil ester resin dibandingkan dengan polyester resin adalah harga yang lebih tinggi. (Cripps, 2015)
c. Epoxy Resin
Epoxy resin adalah thermosetting polymers yang dapat curing dengan berbagai macam serat melalui reaksi curing.Epoxy Resin menunjukkan karateristik kinerja terbaik dari semua resin yang digunakan dalam marine industry. Tingginya harga epoxy dan penanganan yang sulit membatasi penggunaannya untuk marine structure yang memiliki ukuran yang besar. (Cripps, 2015)
3. Katalis dan Hardener
Kedua material ini mempunyai fungsi yang sama yaitu untuk mempercepat terjadinya proses curing atau polimerisasi antara resin dengan fibreglass. Hardener lebih dikenal sebagai pasangan dari epoxy resin, dimana epoxy resin dicampur dengan hardener akan berfungsi mempercepat proses polimerisasi. Sedangkan katalis adalah material yang memiliki fungsi yang sama dengan hardener namun digunakan sebagai pasangan polyester resin dan vynil ester resin. (Putra, 2012)
4. Gelcoat
Gelcoat adalah material yang digunakan sebagai lapisan terluar dari lambung kapal yang akan dibangun. Sebelum dilapisi gelcoat, biasanya cetakan (mold) akan dilapisi dengan
wax untuk mempermudah pemisahan antara lambung kapal yang telah dibentuk dengan mold. Gelcoat berfungsi sebagai lapisan pada lambung kapal agar tidak mudah terabrasi. Selain itu
gelcoat juga berfungsi melindungi lambung kapal dari paparan sinar ultraviolet yang dapat merusak lapisan fibreglass.
11
2.3.Metode Laminasi
Dalam pembuatan kapal berbahan fibreglass terdapat 3 metode laminasi yang sering digunakan di galangan kapal konstruksi FRP. Metode tersebut diantaranya adalah hand lay up, chopper gun, dan vacuum infusion. Berikut merupakan penjelasan dari macam-macam metode laminasi :
2.3.1. Metode Laminasi Hand Lay Up
Metode hand lay up merupakan metode dasar dalam pembangunan kapal fibre. Metode ini sudah diterapkan sejak awal pembangunan kapal fibre untuk pertama kali pada tahun 1940 di amerika utara dalam keperluan militer. Metode ini merupakan metode laminasi yang paling mudah dan paling sederhana. Proses laminasi hanya menggunakan tangan dibantu dengan roll yang berfungsi untuk menyatukan material fibreglass dengan resin.
Kekurangan metode ini adalah tidak maksimalnya hasil penyatuan dari lapisan atau susunan antara fibre dan resin pada badan kapal yang terbentuk. Hal ini dikarenakan penggunaan alat untuk menyatukan material resin dan fibre yang hanya menggunakan roll, sehingga tekanan yang dihasilkan tidak maksimal dan tidak merata di seluruh bagian kapal. hal tersebut menyebabkan terdapat ruang yang berisi udara yang bisa mengakibatkan berkurangnya nilai kekuatan tarik dan lentur dari kapal.
Ketika pekerja melakukan pelapisan resin pada fibreglass, dibutuhkan keahlian agar tekanan saat penekanan roll sama pada semua bagian konstruksi. Hal tersebut bertujuan agar tidak terjadi perbedaan ketebalan antara bagian satu dengan yang lainnya. Hal ini sering terjadi dilapangan, sehingga untuk memperbaiki kesalahan tersebut, maka dilakukan pelapisan ulang untuk mendapatkan hasil yang sama. Dari perbaikan tersebut, ketebalan kapal fibre menjadi lebih tebal. Keuntungan metode laminasi hand lay up yang murah dan sederhana menjadikan metode ini sering digunakan di lapangan dalam proses pembangunan kapal fibre. Namun dengan kelemahan yang dimiliki, menjadikan metode laminasi menggunakan hand lay up membutuhkan waktu yang cukup lama. (Nugroho, 2012)
2.3.2. Metode Laminasi Chopper Gun
12
dapat menggunakan fibre dalam bentuk gulungan benang (Spray Gun Roving). Potongan
fibre yang terbentuk dalam potongan kecil-kecil juga dikenal dengan istilah chopped fibres
sehingga metode ini dinamakan dengan metode chopped gun. (lihat Gambar II.4)
Gambar II.4 Spray Gun Roving yang Digunakan pada Metode Laminasi Chopper Gun
(Manufacturing, 2015)
Dibandingkan dengan metode hand lay up, metode ini jarang digunakan oleh galangan kapal konstruksi FRP di Indonesia karena memiliki banyak kekurangan. Beberapa kekurangan pada metode ini diantaranya adalah kuat tarik material yang dihasilkan lebih rendah dibandingkan dengan metode hand lay up, hal ini dikarenakan potongan fibreglass
yang memiliki ukuran yang pendek dan menyebar ke segala arah. Hal lain yang menjadi kendala adalah ketebalan yang dihasilkan tidak merata karena tidak adanya kontrol terhadap ketebalan sehingga hasil yang dicapai kurang padat. Terkadang pekerja juga harus menambahkan lapisan Woven Roving dan melakukan proses pelapisan resin menggunakan roll atau metode hand lay up. Sehingga kurang maksimalnya penggunaan dan besarnya biaya yang dikeluarkan untuk pengadaan alat laminasi, menjadikan metode ini sudah tidak digunakan kembali. Metode laminasi chopper gun memiliki keuntungan dalam hal kecepatan produksi, namun peralatan yang digunakan memiliki harga yang cukup mahal. Selain kelemahan dalam segi produksi, metode ini juga memiliki kelemahan dalam segi kesehatan, dimana potongan fibreglass yang ditembakkan ke cetakan dapat dengan mudah masuk ke dalam tubuh manusia. (Nugroho, 2012)
13 Kuas 2”
Kuas 3”
Kuas Roll Mata Kuas Roll Sabun
Gayung Amplas Majun Ember
Mesin Bor listrik dan manual Gergaji ukir
Mesin Gerinda Gergaji besi
Gergaji kayu Gunting
Kertas abrasif basah dan kering Gabus (spon)
Bandulan timbangan tegak lurus Kapur
Pita pengukur Palu karet
Sikat dan sapu logam Selotip
Timbangan
Mesin Chopper Gun (Superflow Chopper System
Proses pembuatan lambung kapal fibreglass menggunakan metode laminasi chopper gun
juga tidak jauh berbeda dengan metode laminasi hand lay up. Berikut merupakan urutan proses pembuatan lambung kapal menggunakan metode laminasi chopper gun, adalah : (ACMA, 2015)
a. Mempersiapkan mold/cetakan.
b. Cetakan diberikan wax dan dipoles untuk mempermudah mennggunakan mold
kembali.
c. Gelcoat dipoles pada permukaan cetakan dan dibiarkan sebelum memasang lapisan. d. Resin dicampur dengan katalis dan diaduk sampai rata kemudian ditampung dalam
tangki penampungan.
e. Resin yang telah dicampur dengan katalis kemudian disalurkan pada alat chopper gun, begitu juga dengan gulungan fibre yang mana dalam bentuk gulungan di salurkan pada mesin chopper gun.
f. Kemudian potongan fibre dan resin yang sudah tercampur ditembakkan ke cetakan. g. Kemudian menggunakan kuas atau roller untuk memadatkan serat yang sudah
diberikan resin untuk menghasilkan permukaan yang halus dan menghilangkan udara yang terperangkap.
14
i. Menunggu hingga proses resin kering.
2.3.3. Metode Laminasi Vacuum Infusion
Metode vacuum infusion merupakan salah satu metode pencetakan tertutup. Dimana dalam sistem Resin Transfer Moulding (RTM), resin disuntikkan ke dalam suatu cetakan tertentu kemudian bagian atasnya ditutup dengan cetakan yang kaku, namun pada vacuum infusion
cetakan atas diganti dengan plastic film. Metode vacuum infusion masih jarang digunakan oleh galangan kapal fibreglass. Hal tersebut dikarenakan metode tersebut masih baru dan invetasi yang dikeluarkan untuk metode tersebut yang besar dibandingkan metode yang lain. Sehingga dapat diketahui bahwa teknologi yang digunakan pada metode vacuum infusion
berbeda dengan metode hand lay up. (Febriyanto, 2011)
Metode vacuum infusion memiliki beberapa keuntungan dibandingkan dengan metode laminasi yang lain. Keuntungan yang dimiliki oleh metode vacuum infusion diantaranya adalah hasil laminasi yang lebih tipis, merata, dan lebih kuat. Hal tersebut dikarenakan sedikitnya udara yang terjebak saat proses laminasi dan tekanan udara saat proses laminasi yang dihasilkan merata di seluruh bagian konstruksi. Metode ini juga dikerjakan dengan kondisi yang lebih bersih dibandingkan dengan metode sebelumnya, sehingga kesehatan pekerja lebih baik dibandingkan dengan metode lainnya. Hal tersebut dikarenakan metode laminasi vacuum infusion menggunakan pencetakan tertutup. Metode laminasi vacuum infusion juga memiliki kelemahan dibandingkan dengan metode lain, dimana kelemahan tersebut terletak pada investasi awal peralatan yang digunakan dan biaya produksi yang lebih mahal. Namun hal tersebut dapat ditutupi dengan produktifitas galangan yang meningkat karena waktu yang dibutuhkan dalam proses laminasi menjadi lebih cepat. Selain itu penggunaan resin yang lebih sedikit dibandingkan dengan metode laminasi lainnya dapat menutup kerugian pada proses produksi. (Nugroho, 2012)
Peralatan yang digunakan pada metode laminasi vacuum infusion sedikit berbeda dengan metode lainnya. Proses pembangunan metode vacuum infusion juga berbeda dengan metode hand lay up ataupun chopper gun. Berikut ini adalah penjelasan dari material dan alat-alat produksi yang dibutuhkan galangan kapal fibreglass menggunakan metode laminasi
vacuum infusion :
a. Resin Infusion Pump
Resin infusion pump berfungsi sebagai pompa untuk melakukan vacuum infusion
15
b. Vacuum Tubing, T-Fittings, Spiral tubbing
Vacuum tubing atau pipa hisap berfungsi untuk menghisap udara dan resin dari lapisan
fibreglass (FRP) ke resin infusion pump. T-fitting digunakan untuk menyalurkan resin agar distribusi resin dapat disalurkan ke segala arah dengan pembagian dua arah pipa. Spiral tubbing berfungsi sama seperti vacuum tubing namun spiral tubing digunakan untuk mendistribusikan resin ke lapisan fibreglass (FRP).
c. Flow Media
Flow media berfungsi sebagai media yang akan mendistribusikan resin ke seluruh bagian secara merata. Bentuk flow media berupa jaring-jaring yang biasanya juga disebut sebagai divinymat.
d. Peel-ply
Peel ply atau kain nylon berfungsi sebagai media yang akan memisahkan lapisan flow media dan fibreglass sehingga resin dapat menyebar secara merata ke seluruh bagian cetakan.
e. Flow Regulator
Flow regulator berfungsi untuk mengetahui besarnya daya hisap yang dihasilkan oleh
resin infusion pump saat proses laminasi.
f. Zip Strips, Spring Clamp, Resin Line Holder
Zip strips berfungsi untuk menjepit vacuum bag ketika proses laminasi ataupun sebagai pengikat pipa. Spring clamp atau klem stainless berfungsi untuk memblok atau menjepit selang infusion saat proses laminasi selesai agar resin tidak mengalir. Resin line holder atau penyangga pipa berfungsi ketika pipa yang digunakan untuk mendistribusikan resin ditempatkan diantara kain nylon (peel- ply) dan vacuum bag.
g. Bagging Material (plastic film)
Bagging material atau plastic film digunakan saat proses laminasi vacuum infusion, hal ini bertujuan agar tidak ada udara saat resin didistribusikan ke semua area cetakan yang sudah diberikan fibreglass (FRP).
2.4.Fasilitas Produksi
16
dikarenakan oleh karakteristik material fibreglass yang tidak dapat digunakan pada pembangunan kapal dengan ukuran yang besar dan pembangunan kapal (FRP) yang sederhana. Berikut merupakan fasilitas produksi yang dimiliki oleh galangan kapal FRP: (Putra, 2012)
a. Generator Set
Generator set berfungsi sebagai penyuplai kebutuhan listrik galangan. Generator set
biasanya digunakan ketika keadaan darurat seperti pemadaman listrik.
b. Mesin Las
Mesin las digunakan untuk melakukan pekerjaan yang berhubungan dengan pekerjaan
outfitting, mesin, dan perpipaan.
c. Timbangan
Timbangan digunakan untuk menghitung kebutuhan berat dalam menentukan komposisi material.
d. Trailer
Trailer adalah alat yang digunakan untuk mengangkut kapal yang telah selesai untuk diluncurkan ke air atau memindahkan lambung kapal dari lokasi cetakan ke assembly area.
e. Mesin Las
Mesin las digunakan pada proses instalasi peralatan, perlengkapan dan permesinan kapal.
f. Portal Crane atau Overhead Crane
Portal crane atau overhead crane berfungsi untuk mengangkat hasil laminasi dari cetakan atau memindahkan badan kapal, memasang bangunan atas ke atas lambung.
g. Kendaraan Operasional
Kendaraan operasional ini ini digunakan untuk fasilitas galangan, seperti untuk distribusi barang ataupun untuk menarik kapal yang diletakkan di trailer.
h. Peralatan Pemadam Kebakaran
17
i. Workshop
Workshop atau hangar adalah bagian terpenting dari sebuah galangan karena sebagai tempat proses produksi berlangsung. Namun kondisi workshop di setiap galangan kapal (FRP) akan memiliki perbedaan. Dimana perbedaan tersebut ditentukan oleh karateristik dan ketentuan pihak galangan.
j. Gudang
Gudang merupakan tempat penyimpanan bahan baku atau material serta peralatan produksi agar tidak terjadi kecelakaan kerja yang diakibatkan oleh peralatan serta material yang diletakkan disembarang tempat. Gudang juga berfungsi untuk melindungi material dari kerusakan yang diakibatkan oleh kondisi alam seperti hujan, panas matahari, dan angin. Gudang material cair seperti resin, gelcoat, katalis atau hardener harus dipisahkan dengan gudang material padat seperti fibreglass dan kayu. Pada gudang penyimpanan tersebut suhu ruangan tidak boleh terlalu lembab dan terlalu panas, hal tersebut dapat menyebabkan kerusakan material dan mengurangi mutu dari material.
k. Ruang Kantor dan Ruang Pendukung Lainnya
Dimana ruang kantor berfungsi sebagai tempat mengurus administrasi, logistik, tempat memantau produksi, mendesain rancangan kapal dan tempat rapat. Kantor juga membutuhkan fasilitas-fasilitas untuk menunjang kinerja kantor tersebut sesuai fungsinya. Mess pekerja berfungsi sebagai tempat tinggal sementara, dimana para pekerja yang memiliki rumah jauh dari lokasi galangan dapat tinggal untuk sementara di mess pekerja.
l. Area Peluncuran
Area peluncuran harus dimiliki oleh setiap galangan kapal. Untuk galangan kapal
18
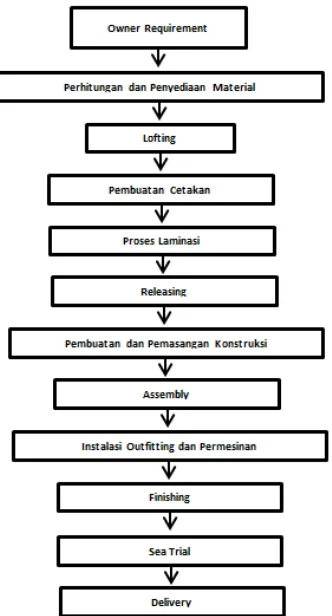
2.5.Proses Pembangunan Kapal Konstruksi FRP
Gambar II.5 Urutan Proses Pembangunan Kapal Konstruksi FRP
Gambar II.5 menjelaskan tentang proses pembangunan kapal konstruksi FRP tentunya sangat berbeda dengan proses pembangunan kapal berbahan material lain seperti baja, aluminium, dan kayu. Hal tersebut dikarenakan pada pembangunan kapal konstruksi FRP harus dimulai dengan persiapan pembuatan mold. Proses produksi kapal FRP lebih ringan dibandingkan kapal baja. Dimana pada proses produksi kapal baja terdapat pekerjaan seperti pengelasan, assembly, cutting, bending. Kapal FRP hanya dibuat dengan modal awal sebuah cetakan atau mold untuk membentuk kapal tersebut. Pembuatan mold biasanya menggunakan material FRP yang memiliki ketebalan dan kuat tarik tertentu, seperti menggunakan CSM 600 atau juga dapat dibuat dengan kayu dan triplek. Berikut adalah alur pembuatan kapal berbahan FRP.
Owner Requirement
19 Perhitungan dan Penyediaan Material
Dalam pembangunan sebuah kapal tidak lepas dari material yang digunakan. Dalam pembangunan kapal, sebuah galangan harus dapat menentukan jumlah material yang digunakan agar material yang dibutuhkan dalam proses pembuatan kapal tidak mengalami kekurangan ataupun kelebihan. Galangan harus dapat menentukan waktu kedatangan atau ketersediaan material di galangan.
Lofting
Lofting adalah pembuatan rencana garis penulangan gading kapal dalam bentuk gambar yang direncanakan pada lantai dengan skala 1:1. Langkah selanjutnya galangan harus membuat kerangka cetakan kapal (plug). Biasanya kerangka cetakan kapal terbuat dari kayu dan untuk melapisi bagian luarnya menggunakan kayu lapis sehingga dapat menutupi semua permukaan. Atau dapat menggunakan triplek yang dilapisi melamin sehingga menjadi halus dan mudah diangkat ketika membangun kapal fibreglassglass. Waktu yang digunakan untuk pembuatan plug biasanya 1-2 minggu.
Pembuatan Cetakan
Setelah proses pembuatan plug atau kerangka cetakan selesai, kegiatan berikutnya adalah pembentukan cetakan. Cetakan dibentuk sesuai dengan plug yang telah dibuat sebelumnya.
Proses Laminasi
Sebelum masuk pada proses laminasi, maka terlebih dahulu dilakukan proses pencetakan kapal. Dimana pada proses ini, lembaran fibreglass akan ditempatkan pada cetakan. Berikut merupakan proses pencetakan kapal.
1. Polishing
Tahap ini merupakan langkah pertama yang dilakukan pada saat cetakan telah selesai dibuat. Dimana tujuan dari proses ini adalah untuk memudahkan kapal untuk dilepas dari cetakan pada saat proses pembuatan kapal selesai nanti.
20
2. Gelcoating
Proses ini merupakan proses pembuatan lapisan terluar pada lambung kapal. Adonan yang akan menghasilkan permukaaan yang mengkilap ini kemudian diaplikasikan pada mould dan didiamkan sampai benar-benar kering dan melekat.
3. Selanjutnya fibreglass diletakkan pada cetakan.
4. Tahapan berikutnya adalah proses laminasi fibreglass menggunakan resin. Yang perlu diperhatikan saat proses laminasi adalah tingkat kebersihan cetakan. (lihat Gambar II.6)
Gambar II.6 Proses Laminasi Menggunakan Metode Hand Lay Up
Releasing
Releasing adalah proses pelepasan kapal yang sudah dilaminasi dan padat dengan cetakan kapal.
Pembuatan dan Pemasangan Konstruksi
21
Gambar II.7 Pembuatan Lapisan pada Konstruksi Kapal
(Coackley, Bryn, & Conwy, 1991) Assembly
Proses assembly merupakan proses penyatuan antara lambung kapal,geladak, dan bangunan atas, dimana bagian sheer (bagian tepian badan kapal) pada kedua bagian tersebut dilaminasi menggunakan material matt 450 selebar +/- 20cm. Yang kemudian ditambahkan fender yang terbuat dari karet yang bertujuan untuk menguatkan sambungan antara lambung kapal dengan bangunan atas kapal, selain sebagai penahan benturan kapal dengan dermaga atau badan kapal lain. (lihat Gambar II.8)
22
Instalasi Outfitting dan Permesinan
Instalasi Outfitting diantaranya adalah instalasi sistem perpipaan kapal, sistem kelistrikan dan navigasi. Sedangkan instalasi permesinan meliputi instalasi mesin induk dan generator. Tidak hanya itu instalasi outfitting dan permesinan diantaranya adalah instalasi peralatan dan perlengkapan kapal.
Finishing
Merupakan proses penyempurnaan kapal yang sudah di assembly meliputi pendempulan badan kapal, geladak, bangunan atas dan sekat-sekat, serta pengecatan pada badan kapal.
Sea Trial
Sea trial merupakan pengujian pada kapal yang telah dibangun atau direparasi sebelum berlayar.
Delivery
Delivery merupakan proses penyerahan kapal dari pihak pembangun kapal (Galangan Kapal) kepada pihak pemilik kapal (Ship Owner).
2.6.Kuat Tarik dan Kuat Lentur
Sifat kuat tarik adalah kemampuan material dalam menerima gaya tarik pada suatu pengujian (tensile test). Secara sistematis kuat tarik (tegangan) yang bekerja pada suatu material dirumuskan dalam gaya tarik yang diterima persatuan luas. Tegangan pada material akan menyebabkan regangan yang menjadikan material mengalami perubahan ukuran benda. Sedangkan kuat lentur adalah kekuatan material dalam menahan gaya tekan yang diberikan pada titik tertentu. Untuk mendapatkan nilai kuat lentur maka perlu dilakukan pengujian lentur (bending test). Uji lentur ini juga berguna untuk mengetahui pengaruh kondisi permukaan. Jika permukaan spesimen lebih lemah dibandingkan bagian dalamnya, maka uji lentur ini berguna untuk mengetahui efek dari permukaan terhadap kekuatan material.
Berdasarkan data yang diambil dari referensi penelitian sebelumnya yang dilakukan pengujian material. Hasil pengujian tarik dan bending dari metode laminasi hand lay up dan
23 Berikut merupakan hasil pengujian tarik dan bending yang diambil dari referensi penelitian sebelumnya :
Tabel II.1 Kuat tarik
Kuat Tarik (Kg/cm2)
Hand Lay Up Vacuum Infusion
Keel 1 981.29 Keel 1 2526.58
2 1402.19 2 2540.21
3 1301.53 3 3115.74
4 1175.42 4 3098.99
Bottom 5 1849.93 Bottom 5 3530.45
6 2404.31 6 1965.02
7 2364.04 7 2404.59
8 2368.34 8 1587.42
Side 9 2237 Side 9 3121
10 2078 10 2952
11 1866 11 2802
12 1998 12 3071
Sumber : (Suyadi, 2015)
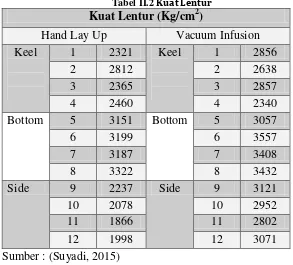
Tabel II.2 Kuat Lentur Kuat Lentur (Kg/cm2)
Hand Lay Up Vacuum Infusion
Keel 1 2321 Keel 1 2856
2 2812 2 2638
3 2365 3 2857
4 2460 4 2340
Bottom 5 3151 Bottom 5 3057
6 3199 6 3557
7 3187 7 3408
8 3322 8 3432
Side 9 2237 Side 9 3121
10 2078 10 2952
11 1866 11 2802
12 1998 12 3071
Sumber : (Suyadi, 2015)
24
dijelaskan material dari metode vacuum infusion memiliki nilai kuat lentur lebih besar dibandingkan dengan metode hand lay up.
2.7.Produktivitas
Umumnya produktivitas dirumuskan sebagai konsep yang menggambarkan hubungan antara hasil berupa barang atau jasa dengan sumber daya produksi (material, tenaga, mesin, atau peralatan, metode dan modal). Produksi merupakan perubahan bahan mentah menjadi bahan jadi atau setengah jadi dengan menggunakan sumber daya produksi yang ada. Peningkatan produksi menunjukkan pertambahan jumlah hasil yang dicapai dengan mengabaikan cara perbaikan pencapaian hasil produksi, sedangkan peningkatan produktifitas mengandung pengertian pertambahan hasil produksi dan perbaikan atau mengoptimalkan cara pencapaian hasil produksi. Peningkatan produksi tidak selalu disebabkan oleh terjadinya peningkatan produktivitas, karena produksi itu sendiri dapat meningkat walupun produktivitas menurun atau tetap. Dalam proses peningkatan produktivitas, sumber daya manusia mempunyai peranan utama, karena alat produksi dan teknologi, metode, modal, dan prinsipnya merupakan hasil karya manusia untuk mempermudah proses produksi. (Haryani, 2014)
Secara umum produktivitas dapat diartikan sebagai perbandingan antara hasil yang dicapai (output) dengan keseluruhan sumber daya yang digunakan (input). Formula produktivitas dapat dinyatakan seperti di bawah ini :
Pada industri galangan kapal fibreglass, produktivitas dapat diartikan sebagai hubungan antara jumlah massa material yang digunakan dalam satuan berat yang ditransformasikan dengan jumlah jam orang dari tenaga kerja yang digunakan dalam badan kapal fibreglass. Apabila ditransformasikan ke dalam persamaan ke dalam persamaan dapat ditulis sebagai berikut :
Dimana : m= massa material yang digunakan
25
2.8.Investasi
Investasi pada dasarnya merupakan usaha menanamkan faktor-faktor produksi dalam proyek tertentu. Tujuan utama investasi adalah memperoleh berbagai manfaat yang cukup layak di masa yang akan datang. Manfaat tersebut dapat berupa imbalan keuangan, misalnya laba, manfaat non-keuangan atau kombinasi dari keduanya.
Studi kelayakan juga berperan penting dalam proses pengambilan keputusan investasi. Kesimpulan dan saran yang disajikan pada akhir studi merupakan dasar pertimbangan teknis dan ekonomis untuk memutuskan apakah investasi pada proyek tertentu layak dilakukan. Keputusan ini tidak harus selalu identik dengan saran yang diajukan.
Untuk itu, ada banyak peralatan yang bisa digunakan untuk mengukur kelayakan investasi diantaranya adalah :
- NPV (Net Present Value)
- Ratio B/C (Ratio Benefit and Cost) - IRR (Internal Rate Return)
- Sementara periode mengembalikan dapat diukur dengan menggunakan rumus Payback Priods, selanjutnya akan dihitung BEP (break Even Point) dan Analisis Sensivitas.
Berikut merupakan penjelasan tentang beberapa analisi kelayakan investasi :
2.8.1. Analisis NPV (Net Present Value)
Salah satu kriteria ekonomi yang paling banyak digunakan dalam mengevaluasi suatu investasi adalah Net Present Value (NPV). Analisis Net Present Value (NPV) merupakan analisis yang menghitung perbedaan antara nilai sekarang dari semua kas masuk (income atau
benefit) dengan nilai sekarang dari semua kas keluar (cost atau expenditure) dari suatu proyek atau suatu investasi. Analisis Net Present Value (NPV) memungkinkan untuk menilai apakah suatu proyek atau peluang investasi layak dilaksanakan atau tidak. (Salengke, 2012)
Rumus yang digunakan untuk menghitung NPV adalah sebagai berikut :
∑( ) ( )
∑( )( )
26
n = umur unit usaha hasil investasi i = arus pengembalian (rate of return) t = waktu
Mengkaji usulan proyek dengan NPV akan memberikan petunjuk (indikasi) sebagai berikut : NPV = positif, maka usulan proyek dapat diterima. Semakin tinggi angka NPV,
maka akan semakin baik
NPV = negatif, maka usulan proyek ditolak NPV = 0, maka berarti netral
Kelebihan metode NPV adalah sebagai berikut : Memasukkan faktor nilai waktu dari uang Mempertimbangkan arus kas proyek
Mengukur besaran absolut dan bukan relatif, sehingga mudah mengikuti konstribusinya terhadap usaha meningkatkan kekayaan perusahaan atau pemegang saham
2.8.2. Analisis BEP (Break Even Point)
Break Even Point (BEP) atau analisis titik impas adalah salah satu analisis dalam ekonomi teknik yang sangat populer digunakan terutama pada sektor-sektor industri padat karya. Analisis ini akan sangat berguna apabila seseorang akan mengambil keputusan pemilihan alternatif yang sangat sensitif terhadap variabel atau parameter dan bila industri tersebut sulit diestimasi nilainya. Nilai suatu variabel atau parameter dapat menentukan tingkat produksi yang bisa mengakibatkan perusahaan tersebut berada pada kondisi impas. Untuk mendapatkan kondisi titik impas ini maka harus dicari fungsi-fungsi biaya maupun pendapatannya. Pada saat kedua fungsi tersebut bertemu maka total biaya sama dengan total pendapatan. (Salengke, 2012)
Dalam melakukan analisis titik impas ini, seringkali fungsi biaya maupun fungsi pendapatan diasumsikan linier terhadap volume produksi. Ada 3 komponen biaya yang dipertimbangkan dalam analisis ini, yaitu :
1. Biaya tetap (fixed cost)
27 Adalah biaya-biaya yang besarnya dipengaruhi atau tergantung (biasanya kinier) terhadap volume produksi. Yang termasuk biaya variabel antara lain biaya bahan baku, biaya upah tenaga kerja dan lain-lain.
3. Biaya total (total cost)
Adalah jumlah keseluruhan dari biaya tetap dan biaya tidak tetap.
Secara matematis, BEP dapat dinyatakan sebagai berikut bila dimisalkan X adalah volume produk yang dibuat dan c adalah biaya variabel yang terlibat dalam pembuatan suatu produk, maka biaya variabel untuk membuat X buah produk adalah :
VC = c.X
Karena biaya total adalah jumlah dari biaya tetap dan biaya tidak tetap, maka berlaku hubungan :
TC = FC + VC TC = FV = c.X
TC = biaya total untuk membuat X jumlah produk FC = biaya tetap
VC = biaya tidak tetap
C = biaya variabel untuk membuat satu produk
Dalam mendapatkan titik impas selalu diasumsikan bahwa total pendapatan diperoleh dari penjualan semua produk produksi. Bila harga satu buah produk adalah P, maka harga X buah produk akan menjadi total pendapatan, yaitu :
TR = P.X
TR = total pendapatan dari penjualan X buah produk P = harga jual per satuan produk
Titik impas akan diperoleh apabila total biaya-biaya yang terlibat sama dengan total pendapatan yang dicapai, yaitu :
TR = TC P.X= FC + VC P.X = FC + c . X
X = FC / (P-c)
28
29
BAB III
METODOLOGI PENELITIAN
3.1.Pendahuluan
Pada tugas akhir ini akan dilakukan analisis teknis dan ekonomis pembangunan kapal ikan 30GT konstruksi FRP menggunakan metode laminasi vacuum infusion. Analisis metode ini akan dilakukan dengan cara memodelkan pembangunan kapal ikan 30GT konstruksi FRP yang menggunakan metode laminasi vacuum infusion, dimana sebelumnya dibangun dengan menggunakan metode laminasi hand lay up. Hasil dari analisis ini adalah berupa aspek teknis dan ekonomis penggunaan metode laminasi vacuum infusion, sehingga dapat menguntungkan galangan yang menerapakan metode vacuum infusion pada proses pembangunan kapal ikan 30GT .
3.2.Studi Literatur
Studi literatur dilakukan untuk mengetahui teori-teori dasar yang menunjang dalam penulisan tugas akhir ini dan sebagai acuan dalam menyusun hipotesa dan kesimpulan yang akan diambil. Dengan mengetahui teori-teori dasar dalam permasalahan-permasalahan yang dibahas di tugas akhri ini, diharapkan arah pengerjaan dan pengambilan kesimpulan dapat dilakukan dengan baik. Adapun literatur yang dibutuhkan dalam penyelesaian tugas akhir ini adalah sebagi berikut:
1. Kapal ikan 30GT (Inka Mina)
2. Material kapal Fibre Reinforced Plastic (FRP)
3. Peralatan produksi galangan kapal Fibre Reinforced Plastic (FRP) 4. Proses produksi kapal Fibre Reinforced Plastic (FRP)
5. Metode laminasi kapal Fibre Reinforced Plastic (FRP) 6. Perhitungan produktivitas dan Investasi
30
sebuah model untuk sebuah pembangunan kapal ikan 30GT menggunakan metode laminasi
vacuum infusion sehingga didapatkan aspek teknis dan ekonomis
3.3.Mencari Data dan Observasi Lapangan
Pada tahap ini akan dilakukan observasi lapangan tentang pembangunan kapal ikan 30GT konstruksi FRP di Indonesia menggunakan metode laminasi hand lay up dan pembangunan kapal konstruksi FRP menggunakan metode laminasi vacuum infusion. Dimana nantinya akan didapatkan beberapa data, diantaranya adalah :
1. Lines plan
2. General Arrangement 3. Construction Profile
4. RAB (Rincian Anggaran Biaya) untuk pembangunan kapal ikan 30GT konstruksi FRP
3.4.Perhitungan Luas Konstruksi
Pada tahap ini dilakukan perhitungan luas konstruksi kapal yang didapatkan dari gambar rencana garis, rencana umum, dan profil konstruksi yang didasarkan pada peraturan
BKI “Fibre Reinforced Plastic Vessels 1996”.
3.5.Analisis Teknis Pembangunan Kapal Ikan 30GT Konstruksi FRP
Peninjauan aspek teknis diantaranya adalah kekuatan material, kebutuhan material, sarana dan prasarana galangan, produktivitas galangan, kualitas produksi, jumlah jam orang dan layout galangan.
3.6.Analisis Ekonomis Pembangunan Kapal Ikan 30GT Konstruksi FRP
Aspek ekonomis diantaranya adalah perhitungan biaya material, biaya tenaga kerja langsung, biaya produksi, dan biaya investasi awal. Sehingga dapat dihitung besar Net Present Value (NPV) galangan setelah diterapkan metode laminasi vacuum infusion pada pembangunan kapal ikan 30 GT konstruksi FRP.
3.7.Kesimpulan dan Saran
31
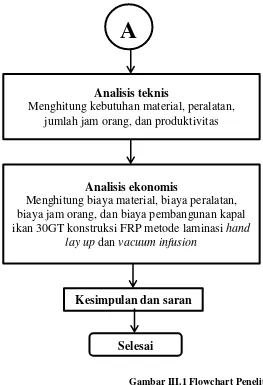
3.8.Flowchart
A
Latar Belakang Pembangunan Kapal Ikan 30GT (Inka Mina) adalah program unggulan dari Kementerian Kelautan dan Perikanan Republik Indonesia. Pada tahun 2016, Kementerian Kelautan dan Perikan Republik Indonesia akan membangun 3325 unit kapal ikan.
Fiberglass merupakan jenis penguat dalam pembangunan kapal berbahan serat. Fibreglass merupakan bahan yang ringan tetapi memiliki kekuatan material yang memenuhi dan dapat digunakan pada berbagai macam produk.
Metode laminasi vacuum infusion adalah metode laminasi fibreglass yang memiliki kelebihan dibandingkan metode hand lay up.
Perumusan Masalah
Bagaimana cara pembangunan kapal ikan 30GT konstruksi FRP saat ini di Indonesia?
Bagaimana konsep dan penerapan metode vacuum infusion pada proses pembangunan kapal ikan 30GT
konstruksi FRP?
Bagaimana aspek teknis dan ekonomis pembangunan kapal ikan 30GT konstruksi FRP menggunakan
metode laminasi vacuum infusion?
Studi Literatur Kapal Ikan 30GT
Material kapal Fibre Reinforced Plastic (FRP) Fasilitas galangan kapal FRP
Proses produksi kapal FRP Metode laminasi kapal FRP Perhitungan biaya investasi
Mulai
Pencarian data dan observasi di lapangan
Mencari data pembangunan kapal ikan 30GT Konstruksi FRP dan pembangunan kapal
konstruksi FRP metode vacuum infusion
Data yang dibutuhkan : Lines plan
General Arrangement Construction Profile
Rincian Anggaran Biaya untuk pembangunan kapal ikan 30GT
Menggunakan rules Biro Klasifikasi Indonesia tentang kapal
Fibre Reinforced Plastic Perhitungan luas konstruksi
Menghitung menggunakan data Lines Plan,
32
Gambar III.1 Flowchart Penelitian
Gambar III.1 menjelaskan tentang alur dalam pembuatan tugas akhir. Dimana diawali dengan melakukan studi literatur yang nantinya didapatkan latar belakang dan rumusan masalah. Selanjutnya dilakukan observasi lapangan pada proses pembangunan kapal ikan 30GT konstruksi FRP. Dari hasil observasi didapatkan data pembangunan kapal dimana dapat dilakukan perhitungan pada ukuran konstruksi. Dari hasil perhitungan, selanjutnya dapat dilakukan analisis teknis dan ekonomis pembangunan kapal ikan 30GT konstruksi FRP menggunakan metode laminasi vacuum infusion.
A
Analisis ekonomis
Menghitung biaya material, biaya peralatan, biaya jam orang, dan biaya pembangunan kapal ikan 30GT konstruksi FRP metode laminasi hand
lay up dan vacuum infusion
Kesimpulan dan saran
Selesai Analisis teknis
33
BAB IV
KONDISI EKSISTING PEMBANGUNAN KAPAL IKAN 30GT
KONSTRUKSI FRP DI INDONESIA
4.1. Pendahuluan
Saat ini di Indonesia dalam proses pembangunan kapal ikan 30GT konstruksi FRP masih menggunakan metode konvensional atau yang lebih dikenal dengan metode hand lay up. Berikut merupakan pembahasan tentang pembangunan kapal ikan 30GT konstruksi FRP metode hand lay up yang ada di Indonesia. Pengumpulan data dan perhitungan pada bab ini didasarkan data dan observasi di lapangan pembangunan kapal ikan 30GT konstruksi FRP yang dibangun menggunakan metode laminasi hand lay up. Dimana juga dilakukan pemeriksaan perhitungan konstruksi pada kapal ikan 30GT dengan sistem konstruksi FRP.
Perhitungan didasarkan oleh peraturan BKI “Fibre Reinforced Plastic Ships 1996”.
Sedangkan untuk data ukuran kapal ikan 30GT konstruksi FRP didapatkan dari gambar rencana garis, rencana umum, dan profil konstruksi pada kapal ikan 30GT konstruksi FRP yang dibangun oleh Dinas Kelautan dan Perikanan Provinsi Nusa Tenggara Timur.
4.1.1. Data Ukuran Kapal Ikan 30GT
Data ukuran utama adalah data tentang penjelasan ukuran utama dari sebuah kapal. Kapal ikan 30 GT konstruksi FRP yang menggunakan material fibreglass memiliki ukuran sebagai berikut :
Ukuran Utama kapal :
- Panjang Utama kapal (LOA) : 18.00 Meter - Lebar Maksimum (BMAX) : 4.20 Meter
- Tinggi Geladak (H) : 1.90 Meter
- Sarat Air (T) : 1.30 Meter
- Gross Tonnage (GT) : 32 GT
- Mesin Penggerak marine Diesel : 170 HP - Kecepatan jelajah (V) : 9 Knot
- Volume Ruang Palkah : 35 m3
Gambar


Dokumen terkait
bahkan mungkin lebih baik dari pada jenis kayu yang biasa digunakan untuk pembangunan. konstruksi
Apabila nilai tegangan maksimum yang diterima oleh kapal lebih kecil daripada tegangan yang diizinkan pada bambu laminasi, maka kapal dianggap memenuhi kriteria
Dapat dilihat pada Gambar 3, Gambar 4 dan Gambar 5 hasil perhitungan nilai Stress, MoE dan Strain dari hasil pengujian tarik yang telah dilakukan terhadap spesimen laminasi
Studi justifikasi teknis dari segi kekuatan terhadap bahan FRP (kekuatan Tarik dan kekuatan bending) yang disajikan dalam bentuk Standarisasi Laminasi lambung Kapal
Pada penulisan ini saya akan memaparkan tahapan laminasi fiberglass terhadap kapal ikan dengan bahan baku kayu di TEFA Bangunan dan Jasa Docking Kapal
Penelitian ini bertujuan untuk melakukan tinjauan sejauh mana penerapan aturan klasifikasi pada proses produksi pembangunan kapal ikan 3 GT dengan melakukan pengujian kuat
keuntungan yaitu meningkatkan muatan kapal (cargo capacity). Selain itu, keuntungan lain yang bisa didapat dari penggunaan konstruksi sandwich adalah mengurangi
Laminasi bilah bambu yang digunakan sebagai material bangunan atas kapal ikan merupakan bagian konstruksi pada kapal yang tidak terkena air secara langsung namun akan
