1090
ANALISA PENGENDALIAN MUTU MINUMAN RUMPUT LAUT DENGAN
MENGGUNAKAN METODE STATISTICAL QUALITY CONTROL PADA
PT. JASUDA DI KABUPATEN TAKALAR
A.Haslindah
Dosen Prodi Teknik Industri, Fak. Teknik Universitas Islam Makassar email: [email protected]
ABSTRAK
Statistical Quality Control (pengendalian kualitas statistik) adalah teknik yang digunakan untuk mengendalikan dan mengelolah proses baik manufaktur maupun jasa melalui penggunaan statistik. Penelitian ini bertujuan untuk mengetahui penyebab kerusakan yang terjadi pada minuman rumput laut serta untuk mengetahui solusi kerusakan minuman rumput laut tersebut. Penelitian ini dapat memberikan pengetahuan tentang bagaimana pengendalian kualitas menggunakan alat bantu statistik yang bermanfaat untuk mengendalikan tingkat kecacatan produk (misdruk) yang terjadi pada PT. Jasuda. Hasil penelitian menunjukkan bahwa faktor penyebab terjadinya produk minuman rumput laut yang memiliki endapan dan bergelembung yaitu disebabkan oleh manusia/tenaga kerja, metode kerja dan mesin/alat yang digunakan masih sederhana. Namun disini yang paling dominan penyebab kecacatan yaitu operator /manusia yang kurang teliti dan peralatan yang kurang dirawat ataupun dibersihkan. Adapun solusi yaitu mangadakan program pelatihan bagi pekerja baik yang lama maupun yang baru secara berkala, dan Memberikan pengarahan dan peringatan kepada pekerja apabila melakukan kesalahan. Dan untuk peralatan perlunya perawatan dan pemebersihan baik sebelum mau telah digunakan.
Kata kunci : Statistical Quality Control,misdruk, kualitas.
PENDAHULUAN
1.1 Latar Belakang
Dewasa ini perkembangan bisnis meningkat semakin ketat meskipun berada dalam kondisi perekonomian yang cenderung tidak stabil. Hal tersebut memberikan dampak terhadap persaingan bisnis yang semakin tinggi dan tajam, baik di pasar domestik maupun di pasar internasional. Setiap usaha dalam persaingan tinggi dituntut untuk selalu berkompetisi dengan perusahaan lain di dalam industri yang sejenis. Salah satu cara agar bisa memenangkan kompetisi atau paling tidak dapat bertahan di dalam kompetisi tersebut adalah dengan memberikan perhatian penuh terhadap kualitas produk yang dihasilkan oleh perusahaan sehingga bisa mengungguli produk yang dihasilkan oleh pesaing.
PT. Jasuda merupakan perusahaan yang mengolah rumput laut menjadi berbagai produk rumput laut salah satunya minuman rumput laut. Minuman rumput ini memiliki kandungan iodium dan seratnnya cukup tinggi. Produksi minuman rumput laut sebagai bahan makanan mempunyai dua aspek kualitas. Aspek pertama berhubungan dengan kadar dan kualitas asam lemak, kelembaban dan kadar kotoran. Aspek kedua berhubungan dengan rasa, aroma dan kejernihan serta kemurnian produk.
Minuman rumput laut ini berbentuk gelas atau cup sehingga dalam hal ini kualitas produk akan nampak jelas setelah produk tersebut telah dikemas, hal ini dapat diketahui dengan melakukan perbandingan antara produk yang sudah jadi dengan standar produk.
Setiap kali produksi, menggunakan rumput laut sebanyak 100 Kg, yang dapat menghasilkan 160.000 Gelas dimana isi produk Minuman rumput laut adalah 200 ml/gelas. Adapun standar normal kerusakan minuman rumput laut pada PT. Jasuda yaitu : bergelembung dan berubah warna. Rata-rata minuman rumput laut yang bergelembung sekitar 200 gelas dan minuman rumput laut yang memiliki endapan adalah sekitar kurang lebih 300 gelas.
Berdasarkan data-data tersebut, maka perlu dilakukan penelitian untuk mengetahui faktor-faktor yang mempengaruhi kualitas rumput laut dan cara penanggulangannya agar mutu rumput laut yang dihasilkan dapat memenuhi standar yang ditetapkan.
Mengacu pada uraian tersebut di atas maka dapat diketahui bahwa masalah pengendalian mutu terhadap kualitas produk yang dihasilkan oleh sebuah perusahaan merupakan suatu hal yang penting dan membutuhkan kajian yang lebih mendalam, oleh karena itu peneliti menganggap penelitian dibidang pengendalian mutu ini sangat penting dalam mendukung perusahaan untuk memiliki daya saing dengan produk perusahaan yang lain. Dalam hal ini
1091 penelitian tentang penerapan Statistical Quality Control (SQC).
1.2 Rumusan Masalah
Berdasarkan latar belakang di atas, maka rumusan masalahnya adalah sebagai berikut :
1. Bagaimana mengetahui penyebab kerusakan pada minuman rumput laut
2. Bagaimana mengetahui solusi kerusakan pada minuman rumput laut
1.3 Tujuan Penelitian
Adapun tujuan yang hendak dicapai dalam penelitian ini adalah :
1. Untuk mengetahui penyebab kerusakan pada minuman rumput laut.
2. Untuk megetahui solusi kerusakan pada minuman rumput laut.
1.4 Manfaat Penelitian
Adapun manfaat penelitian ini adalah :
1. Memberikan pengetahuan tentang bagaimana pengendalian kualitas menggunakan alat bantu statistik dapat bermanfaat untuk mengendalikan tingkat kecacatan produk (misdruk) yang terjadi pada PT. Jasuda.
2. Memberikan manfaat bagi pihak manajemen PT. Jasuda sebagai bahan masukan yang berguna terutama dalam menentukan strategi pengendalian kualitas yang dilakukan oleh perusahaan di masa yang akan datang sebagai upaya peningkatan kualitas produksi.
3. Memberikan arahan dan tambahan referensi bagi kalangan akademisi untuk keperluan studi dan penelitian selanjutnya mengenai topik permasalahan yang sama.
METODOLOGI PENELITIAN
2.1 Waktu dan Tempat Penelitian
Waktu penelitian dilakukan selama 2 bulan dengan lokasi penelitian di PT. Jasuda Kabupaten Takalar.
2.2 Teknik Pengumpulan Data
Dalam penelitian ini, pengumpulan data dilakukan dengan cara :
1. Wawancara
Dalam hal ini peneliti mencari data atau informasi dengan cara mewawancarai pimpinan PT. Jasuda dan beberapa karyawan.
2. Studi Pustaka
Yaitu informasi dicari melalui beberapa buku referensi maupun melalui internet.
3. Pengamatan Langsung
Yaitu dilakukan dengan melakukan pengamatan langsung pada saat proses produksi dan mencatat data-data yang di dapatkan.
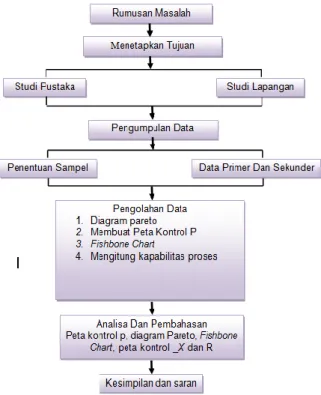
2.3. Metode Penelitian
Pengolahan data yang dilakukan adalah dengan menggunakan metode pengendalian kualitas statistic.
Data yang digunakan adalah data atribut data variabel yaitu data berdasarkan karakteristik yang diukur secara sebenarnya. Data yang diambil adalah minuman yang bergelembung dan memilliki endapan didalam Minuman Rumput Laut. Data variable yang diperoleh dari perusahaan diolah sebagai berikut :
1) Diagram Pareto
Diagram Pareto digunakan untuk mencari sumber kesalahan, masalah – masalah atau kerusakan produk dan untuk membantu memfokuskan diri pada usaha pemecahannya. Berdasarkan data yang diteliti tentang jenis produk rusak dapat ditentukan ranking kategori, kemudian dihitung kumulatif persentase dan digambarkan dalam diagram Pareto.
2) Diagram Sebab Akibat (Fishbone Chart)
Diagram Ishikawa bertujuan untuk membantu mengidentifikasi lokasi yang mungkin dari terjadinya masalah – masalah mutu dan lokasi pemeriksaan. Diagram ini mempresentasikan hubungan antara sebab dan akibat yang terdiri dari garis – garis dan simbol. Akibat (karateristik kualitas) diletakkan di kanan, sedangkan sebab diletakkan di sebelah kiri.
3) Membuat peta kontrol p.
Setelah ditentukan jumlah produk rusak maka langkah selanjutnya adalah memplotkan data atribut kedalam peta kontrol p.
4) Aplikasi peta control p
Batas pengendali pada peta control diaplikasikan pada proses selanjutnya.
1092 ANALISA DAN PEMBAHASAN
3.1 Analisa Penelitian
Analisa dan pembahasan merupakan media komunikasi dalam menjembatani penarikan kesimpulan, agar kesimpulan yang diperoleh nantinya mudah dimengerti dan dapat menghilangkan terjadinya salah penafsiran dari penyajian penelitian yang dilakukan untuk menyelesaikan permasalahan yang ada. Dalam penelitian ini analisa dan pembahasan hasil pengolahan merupakan suatu dasar dalam melakukan dugaan – dugaan terhadap suatu kejadian penyebab ketidaknormalan pada proses produksi dan tindakan yang sebaiknya dilakukan guna melakukan perbaikan dalam proses produksi Analisa dilakukan dengan menganalisa hasil Statistical Quality Control yaitu hasil perhitungan peta pengendalian kualitas dan menganalisa factor yang mempengaruhi kualitas dengan menggunakan pengendalian kualitas diagram sebab akibat (fish Bone).
3.1.1 Analisa Diagram Pareto
Berdasarkan pengamatan pada diagram pareto, maka total cacat untuk endapan = 643 gelas dan bergelembung = 358 gelas. Dengan melihat kondisi berdasarkan jenis cacat maka presentase yang tertinggi untuk jenis cacat :
- Jenis cacat endapan = 39,73% - Jenis cacat bergelembun = 60,27%
Berdasarkan hasil data tersebut diatas, persentase cacat tertinggi terjadi pada jenis cacat endapan.
3.1.2 Analisa Diagram Sebab Akibat
Diagram sebab akibat merupakan diagram yang terdiri dari garis – garis dan simbol – simbol yang mempresentasikan hubungan antara sebab akibat yang digunakan untuk menentukan apakah terdapat akibat yang jelek dan mengambil tindakan untuk memperbaiki penyebabnya dan juga untuk mengidentifikasi dan menganalisis suatu proses atau situasi dan menemukan kemungkinan penyebab suatu masalah yang terjadi.
Berdasarkan analisa diagram Pareto maka evaluasi yang dapat diberikan untuk mengetahui penyebab terjadinya kerusakan proses produksi dikarenakan adanya item – item berikut:
a. Diagram Sebab Akibat Cacat Timbul Gelembung Berdasarkan terjadinya cacat timbul gelembung disebabkan oleh beberapa faktor antara lain: 1) Faktor Operator
Ketelitian dan kehati – hatian agar memperoleh hasil yang maksimal tergantung pada faktor manusia sebagai operator. Ketidak telitian operator pada saat melakukan pengukuran panas pada alat pemanas dan blower angin, selain itu kelelahan dan kejenuhan akibat proses yang berlangsung terus menerus akan mengurangi kinerja dari operator.
2) Faktor Peralatan
Adanya pemanasan air rumput laut dalam tabung yang kurang merata yang disebabkan
kompor pemanas kotor atau mati pada saat membutuhkan pemanasan air rumput laut,disini operator harus mengamati suhu yang diperlukan, apabila kurang panas kompor pemanas dibesarkan, dan apabila membutuhkan pendinginan maka blower angin yang dinyaakan. Kegiatan ini dilakukan di saat air rumput laut mulai dialirkan ke tabung penampungan melalui pipa kapiler.
3) Faktor Proses
Ukuran pemanasan air rumput laut harus tetap stabil, pemanasan yang tidak merata akan mengakibatkan warna air rumput laut akan ikut berubah menjadi agak gelap dan apabila dilakukan pengepresan atau pengisian pada gelas kemasan dan pengepresan label gelas maka akan timbul gelembung – gelembung udara kecil berwarna putih pada tepi atau pinggir gelas bagian dalam.
4) Faktor Material
Pada waktu pemanasan air rumput laut terlalu panas atau kurang panas sehingga menimbulkan gelembung – gelembung putih atau pengembunan pada gelas kemasan
b. Diagram Sebab Akibat Cacat memiliki Endapan Berdasarkan terjadinya memiliki endapan disebabkan oleh beberapa faktor antara lain: 1) Faktor Operator
Ketelitian dan kehati – hatian agar memperoleh hasil yang maksimal tergantung pada faktor manusia sebagai operator. Kurang terampil dan ketidak telitian operator dalam proses pengepresan dan pengontrolan panas dari air rumput laut yang kurang merata menyebabkan terjadinya memiliki endapan dari air rumput laut tersebut. Selain itu kelelahan akibat kondisi suhu panas dan suara mesin produksi dapat menyebabakan konsentrasi operator turun.
2) Faktor Material
Proses pengepresan pada label minuman rumput laut pada PT Jasuda dilakukan secara semi otomatis, adanya warna pada air rumput laut yan sudah jadi dan siap untuk proses pengisian dan dilanjutkan pada pengepresan label minuman rumput laut disebabkan oleh dua hal yang biasanya sering terjadi dan kurang mendapat perhatian serius dari operator, dua hal tersebut adalah kurang teliti atau kontrol pada kompor pemanasan dan blower pendingin pada tabung penampungan air rumput laut yang sudah jadi dan siap pada proses pengisian pada gelas kemasan , kedua terkontaminasinya air rumput laut dengan kotoran dari dalam pipa kapiler dan tabung penampungan akhir dari air rumput laut tersebut.
3) Faktor Peralatan
Adanya keterlambatan pengisian bahan bakar pada kompor pemansan oleh operator akibat
1093 kurang konsentrasinya operator dan kompor pemanasan dan blower yang kotor, dan pembersihan pipa kapiler dan tabung penampungan akhir rumput laut secara berkala.
4) Faktor Lingkungan
Faktor ini disebabkan karena udara panas disekitar lingkungan kerja sehingga mengakibatkan kesalahan operator dan menyebabkan konsentrasi operator menurun. Selain itu kondisi bising dari mesin – mesin yang bekerja dan faktor mengobrol menyebabkan ketelitian operator menurun. Udara panas, pengap dan kondisi bising yang dirasakan operator dapat menyebabkan operator merasa cepat lelah dan kurang nyaman.
3.1.3 Analisa Dengan Control Chart (P)
Dari hasil pengamatan, untuk jumlah cacat dan persentase cacat dalam satu bulan dari keseluruhan data yang digunakan (N = 1249 bungkus) yang terdiri dari 180.000 bungkus, diperoleh jumlah rata-rata persentase kecacatannya 0,69% dari jumlah yang diamati. Dari hasil pengamatan juga diperoleh rata-rata proporsi kecacatan P = 0,0069 dengan UCL P = 0,00747 dan LCL P = 0,0063. Hal ini menunjukkan bahwa dalam peta control P pada grafik produk minuman rumput laut berada dilur batas control, hal ini menunjukkan produksi berlangsung tidak menurut spesifikasi yang telah ditentukan. Bila hal ini berjalan normal maka pengendalian secara statistical dapat digunakan karena dapat menekan penyimpangan sebesar 0,69%.
Jika batas control dapat dipertahankan dan begitupun batas control yang telah direfisi, maka produk yang dihasilkan mengalami penyimpangan dapat digunakan atau memantau proses produksi berikutnya. Untuk mengatasi ini maka faktor-faktor yang harus diperhatikan adalah ketelitian para pekerja harus tetap diperhatikan serta dianjurkan untuk menggunakan alat yang lebih modern.
Sedangkan dari hasil perhitungan kapabilitas proses dari produksi diperoleh :
Minuman rumput laut yang cacat ( ) = 0, 69% Minuman rumput laut yang baik = 1 – P (cacat)
= 100% - 0, 69% = 99,31%
3.2 Pembahasan
3.2.1 Diagram Pareto
Pada analisis Diagram Pareto dapat dilihat bahwa memiliki endapan dan bergelembung memiliki data tertinggi dan data terendah dalam diagram ini dapat terlihat bahwa endapan dan Bergelembung merupakan data tertinggi yang berada diluar batas normal.
3.2.2 Peta Kendali P
a. Pembahasan Peta Kendali P Memiliki endapan Pada peta control X dan R terdapat data out of control sehingga perlu dilakukan revisi. Setelah revisi seluruh data memiliki endapan sudah berada
didalam batas control sehingga tidak perlu dilakukan revisi lagi. Hal ini dipengaruhi karena data yang digunakan selalu berubah-ubah dan tidak tersebar normal sehingga tidak dapat dikendalikan dan menyebabkan data banyak yang melewati batas kontrolnnya.
b. Pembahasan Peta Kendali P Bergelembung Pada peta control R tidak terdapat data yang out of control, sedangkan pada diagram X terdapat 2 sampel sehingga dilakukan revisi sebanyak 1 kali. Setelah revisi seluruh data bergelembung sudah berada didalam batas control sehingga tidak perlu dilakukan revisi lagi. Hal ini dipengaruhi karena data yang digunakan selalu berubah-ubah dan tidak tersebar normal sehingga tidak dapat dikendalikan dan menyebabkan data banyak yang melewati batas Controlnnya.
4.5.3 Pembahasan Kemampuan Proses a. Memiliki endapan
untuk Memiliki endapan kemampuan kinerja proses sangat rendah. Hal ini mengakibatkan banyak data yang berada diluar batas normal yang ditetakan oleh perusahaan. Untuk menanggulangi hal ini perusahaan harus meningkatkan pengendalian dan control terhadap proses yang berlangsung mulai dari pasca panen sampai dengan proses produksi.
b. Bergelembung
untuk Bergelembungkemampuan kinerja proses sangat rendah. Hal ini mengakibatkan banyak data yang berada diluar batas normal yang ditetakan oleh perusahaan. Untuk menanggulangi hal ini perusahaan harus meningkatkan pengendalian dan control terhadap proses dan pekerja untuk lebih memenuhi standar operasi yang telah ditetapkan.
PENUTUP 4.1 Kesimpulan
Dari hasil penelitian, diperoleh data jenis cacat pada produk minuman rumput laut yaitu minuman rumput laut memiliki endapan dan bergelembung. Setelah dilakukan pengamatan maka di dapatkan data yaitu setiap kali melakukan proses produksi, PT Jasuda memproduksi 6000 gelas dimana sebanyak 209 gelas bergelembung dan 384 memiliki endapan. Dari hasil pengamatan, untuk jumlah cacat dan persentase cacat dalam satu bulan dari keseluruhan data yang digunakan (N = 1249 bungkus) yang terdiri dari 180.000 bungkus, diperoleh jumlah rata-rata persentase kecacatannya 0,69% dari jumlah yang diamati. Dari hasil pengamatan juga diperoleh rata-rata proporsi kecacatan P = 0,0069 dengan UCL P = 0,00747 dan LCL P = 0,0063. Hal ini menunjukkan bahwa dalam peta control P pada grafik produk minuman rumput laut berada dilur batas control, hal ini menunjukkan produksi berlangsung tidak menurut spesifikasi yang telah ditentukan. Bila hal ini berjalan normal maka pengendalian secara statistical dapat digunakan karena dapat menekan penyimpangan sebesar 0,69%.
1094 Jika batas control dapat dipertahankan dan begitupun batas control yang telah direfisi, maka produk yang dihasilkan mengalami penyimpangan dapat digunakan atau memantau proses produksi berikutnya. Untuk mengatasi ini maka faktor-faktor yang harus diperhatikan adalah ketelitian para pekerja harus tetap diperhatikan serta dianjurkan untuk menggunakan alat yang lebih modern.
4.2 Saran
Untuk memperbaiki kualitas produk, diberikan saran sebagai berikut :
1. Perbaikan yang dilakukan perusahaan sebaiknya terfokus pada faktor penyebab utama terjadinya penyimpangan mutu yaitu factor bahan baku, metode kerja dan mesin.
2. Pihak perusahaan sebaiknya lebih memperhatikan pemilihan bahan baku yang masuk , mengelompokkan bahan baku yang sejenis dan segera mengolahnya.
3. Membuat urutan prioritas dalam melaksanakan pengendalian kualitas yang terencana dengan memperhatikan faktor-faktor penyebab kesalaan dalam produksi.
DAFTAR PUSTAKA
Assauri Sofjan. 1999. Manajemen Produksi dan
Operasi Edisi Resivi. Fakultas Ekonomi
Universitas Indonesia: Jakarta
Asyari Agus. 1983. Pengendalian Produksi. Universitas Gajah Mada: Yogyakarta
Dinas perikanan dan Kelautan Kab. Takalar.2010.”Produksi Rumput laut”.
Douglas C. Mont Gomery, 1990, pengantar pengendalian Kualitas Statistik, Penerbit Gadjah Mada University Press, yogyakarta.
Febrianto, Nanang. 2006. Analisa Perancangan Pengendalian Kualitas Statistik Pada Kelompok Tani Wanita “Brosem” Batu malang. Universitas Muhammadiyah Malang: Malang
Ilham, Rezkiwati D. 2005. Usulan Perbaikan Kualitas Produk Kain Strech Dengan Menggunakan Metode Statistical Quality Control (SQC) Pada
PT. Himalaya Tunas Texindo Bandung.
Universitas Muslim Indonesia: Makassar
Harinaldi. 2005. Prinsip-prinsip Statistika Untuk Teknik dan sains.Erlangga.Jakarta
Husaini Usman, R Purnomo. 2006. Pengantar Statistik edisi kedua. Penerbit Bumi Aksara.Jakarta
Ishikawa Kaon. 1988. Teknik Penuntun Pengendalian Mutu. Mediyatama Perkasa: Jakarta
Kume Hitosi. 1989. Metode Statistik Peningkatan Mutu. Mediayatama Sarana Perkasa: Jakarta Rismayanti. 2011. Penerapan Metode Statistical
Quality Control Dalam Menghasilkan Produk Minyak Kelapa Sawit Sesuai Dengan Standar Di Pt.Varita Majutama Kabupaten Teluk Bintuni. Universitas Muslim Indonesia: Makassar
Sucahyo Febrianto. 2004. Tugas Akhir Identifikasi Kualitas Keramik Di Sentra Industri Kecil Dinoyo
Dan Betek Dengan Metode Pengendalian
Kualitas, Universitas Muhammadiyah Malang: Malang
Vincent Gaspers. 1998. Statistical Process Control Manajemen Bisnis Total. PT. Gramedia Pustaka Utama: Jakarta
Waiulung Natsir M. 2009. Analisis Pengendalian Kualitas Untuk Meningkatkan Mutu Produk Plywood Pada PT. Wainibe Wood Industri (WWI) Di Kota Namlea. Universitas Muslim Indonesia: Makassar