METODOLOGI
3.1 Umum
Runner propeller yang akan dibuat harus didesain sesuai dengan perhitungan yang berdasarkan ketentuan di dalam literatur dan nilai perencanaan. Perhitungan dilanjutkan dengan penggambaran desain sebelum proses pembuatan dimulai.
Proses pembuatan dijabarkan dalam diagram alir berikut :
Gambar 3.1 Diagram alir proses pembuatan Mulai
Pembuatan cetakan
Peleburan dan penuangan logam Pengeluaran dan pembersihan produk
Finishing
Pembuatan lubang poros dan lubang baut Pembuatan pasak dan poros
Selesai Pembuatan pola Gambar teknik desain
Cetakan pasir yang digunakan merupakan campuran pasir silika, lempung bentonit dan air. Ketiga bahan tersebut dicampur menurut komposisi masing – masing. Adapun kehalusan butiran silika dan permeabilitas campuran pasir cetak diketahui melalui proses pengujian atau perhitungan teoritis jika pengujian tidak memungkinkan. Bahan baku yang digunakan ialah kuningan (Cu 60 % / Zn 40 %). Sifat – sifat materialnya didapatkan melalui uji kekerasan (hardness testing) dan uji tarik (tensile testing).
3.2 Pembuatan desain
Pembuatan desain dimulai dengan perhitungan dimensi yangdiperoleh melalui sebuah program kalkulator yang ditulis dengan bahasa pemrograman C# (C sharp). Untuk melengkapi skripsi ini, perhitungan secara manual terlampir pada Lampiran 6. Perhitungan dilakukan menggunakan rumus – rumus yang ada di literatur - literatur yang telah dipelajari. Setelah ukuran dimensi didapat, maka dilanjutkan dengan penggambaran desain dengan program AutoCAD 2013.
Adapun desain – desain yang akan dibahas ialah : desain runner propeller, desain poros dan desain pasak.
3.2.1 Perhitungan dimensi runner propeller
Rumus – rumus yang dipergunakan adalah sebagai berikut: a. Debit air dalam satuan (l/s) :
Q =
100000.PW.H.ηo ... (3-1) Keterangan : rumus ini dipakai untuk mencari nilai P dan ho melalui
program kalkulator dengan cara trial and error hingga didapatkan nilai Q yang mendekati 12 l/s. W bernilai 9810 N/m3
b. Diameter dalam atau boss dalam satuan meter (m) :
Db = n. D………..……….(3-2)
c. Kecepatan aliran air dalam satuan (m/s) :
Vf =1000.π.(D4.Q2−D b
d. Rasio aliran air :
f. Kecepatan pusaran air (whirl) diameter boss dan diameter luar (m/s) :
k. Sudut sudu pemandu pada inlet diameter boss :
tan αb = uVwbf ………..………...………(3-11)
Nilai – nilai rencana berikut ditetapkan untuk memulai perhitungan : a. Daya rencana (P) : 118 W
Data hasil perhitungan dimensi runner dapat dilihat pada Tabel 3.1 berikut : Tabel 3.1 Data hasil perhitungan dimensi runner
Kecepatan tepi diameter luar (u) 1,25 m/s Kecepatan pusaran diameter boss (uwb) 0,04 m/s
Kecepatan pusaran diameter luar (uw) 0,01 m/s
Sudut sudu inlet diameter boss (θb) 120o
Sudut sudu inlet diameter luar (θ) 151o Sudu outlet dameter boss (ϕb) 57o
Sudu outlet dameter luar (ϕ) 28o Sudut pandu inlet diameter boss (αb) 86o
Sudut pandu inlet diameter luar (α) 89o
Ketebalan sudu ditetapkan 4 mm dengan alasan bagian produk dengan ketebalan dibawah 4 mm rentan mengalami penghambatan aliran logam cair. Tinggi boss sebesar 80 mm. Diameter lubang poros, diameter lubang baut, dan ukuran jalur pasak akan dibahas pada sub-bab yang berikutnya.
3.2.2 Perhitungan diameter poros dan lubang poros
Perhitungan diameter poros dilakukan dengan menggunakan rumus – rumus berikut :
a. Daya transmisi dalam satuan kilowatt (kW)
Pd = fc. P………..……(3-12)
Tabel 3.2 Faktor koreksi daya (fc) yang akan ditransmisikan
Daya yang akan ditransmisikan fc
Daya rata – rata yang diperlukan 1,2 – 2,0 Daya maksimum yang diperlukan 0,8 – 1,2
Daya normal 1,0 – 1,5
(Sumber : Lit. 38 Hal: 7)
b. Momen puntir dalam satuan (kgmm) :
Mp= 9,74. 105.PNd ……….…..………(3-13)
c. Tegangan geser izin dalam satuan (kg/mm2) :
𝜏
𝑎=
𝑆𝑓1𝜎.𝑆𝑏𝑓2 ………...……..(3-14)Keterangan : Sf2 bernilai 1,3 – 3,0. Nilai kekuatan tarik untuk beberapa jenis
Tabel 3.3 Data kekuatan tarik (σb) untuk beberapa jenis baja standar JIS
d. Perhitungan diameter poros dalam satuan (mm) :
Dp = [5,1τa. Kt. Cb. Mt]
1
3 ……….………..……….(
3-15)
Keterangan : Cb bernilai 1,2 – 2,3
Untuk memulai perhitungan diatas ditetapkan nilai – nilai acuan seperti faktor keamanan bahan (Sf1) dan faktor keamanan bentuk poros (Sf2). Nilai - nilai tersebut
diperoleh dari keterangan – keterangan dan tabel – tabel yang disertakan bersama rumus – rumus diatas, sementara daya rencana (P) dan nilai putaran poros (N) menggunakan nilai yang telah ditetapkan dalam perhitungan dimensi runner propeller. Untuk kemudahan pembuatan, diameter lubang poros direncanakan sebesar 20 mm sehingga nilai – nilai acuan selain P dan N harus disesuaikan agar besar diameter poros dapat mendekati 20 mm.
Tabel 3.4 Nilai penentuan untuk memulai perhitungan dimensi poros
Lambang Nilai Keterangan
fc 1,5 Daya transmisi normal
Kt 2,5 Tumbukan bertipe besar
Cb 1,6 Pembebanan lentur
diperkirakan ada
Perhitungan dilakukan dengan menggunakan program kalkulator yang sama. Perhitungan secara manual dilampirkan pada Lampiran 7 untuk kelengkapan skripsi ini. Hasil perhitungan adalah sebagai berikut :
Tabel 3.5 Data hasil perhitungan dimensi poros Daya transmisi (Pd) 0,177 kW
Momen puntir (Mp) 1149,32 kgmm
Tegangan geser izin (τa) 2,94 kg/mm2
Diameter poros (Dp) 19,97 mm
Berdasarkan perhitungan diatas, diameter poros bernilai 19,97 mm. Untuk kemudahan pembuatan, diameter poros ditetapkan menjadi 20 mm. Kedalaman lubang poros ditetapkan setinggi bagian boss dengan nilai 80 mm.
3.2.3 Perhitungan pasak
Gambar 3.2 Lokasi pasak benam segi empat (persegi empat) pada poros (lingkaran)
Pada penelitian ini, dipilih pasak dengan tipe benam segi empat (square sunk key). Alasan dipilihnya tipe pasak ini adalah karena pasak ini umum digunakan dan mudah dibuat.
Perhitungan dimensi pasak ini menggunakan rumus berikut :
w
p= t
p=
d4 ………....
(3-16)Keterangan : dp bernilai 20 mm
Perhitungan dimensi pasak tersebut adalah sebagai berikut :
w = t =
19,9274= 4,982 ≈ 5 mm
Pada kedua ujung pasak direncanakan bentuk setengah lingkaran yang berjari – jari 2,5 mm. Panjang pasak ditetapkan 52 mm.
Jalur pasak untuk lubang poros runner propeller direncanakan dengan ukuran sebagai berikut :
a. Lebar : 5 mm
b. Kedalaman : 2,5 mm c. Panjang : 80 mm
b. Panjang : 52 mm (dengan kedua ujung setengah lingkarannya yang berjari – jari 2,5 mm)
c. Lebar : 5 mm
3.2.4 Pemilihan baut
Baut yang akan digunakan memiliki diameter 7 mm dengan tebal ulir 1 mm. 3.2.5 Penggambaran desain
Desain yang digambar terdiri atas : gambar desain poros, gambar desain runner propeller dan gambar desain baut. Gambar desain pasak dimasukkan ke dalam gambar desain poros dan gambar desain runner propeller.
Penggambaran desain runner propeller dimulai dengan penggambaran segitiga kecepatan Kaplan / propeller. Melalui gambar segitiga kecepatan ini bentuk runner propeller selanjutnya dikembangkan.
Desain runner propeller dan poros tersebut terlampir di Lampiran 3 buku skripsi ini.
Gambar 3.3 Segitiga kecepatan Kaplan / propeller
Penggambaran desain dilakukan dengan ketentuan sebagai berikut :
a. Satuan : mm
b. Skala : 1:1
3.3 Penentuan bahan baku runner propeller
Logam kuningan (Cu 60 % / Zn 40 %) dipilih sebagai bahan baku pembuatan runner propeller dengan alasan sebagai berikut :
a. Bersifat mampu cor yang lebih baik dibanding perunggu (Lit. 39 Hal : 41). Sementara perunggu memiliki sifat mampu cor yang sangat baik seperti besi tuang (Lit. 39 Hal : 7)
b. Ketahanan korosi terhadap air segar dan air asin yang baik (Lit. 39 Hal : 7) sehingga cocok digunakan untuk komponen yang berada di lingkungan yang basah
3.4 Pembuatan pola
Pembuatan pola dilaksanakan di bengkel kayu milik Pak Cenung yang berlokasi di Jl. Sidodame, Medan Barat. Pola yang dibuat memiliki 2 elemen, yakni : boss dan sudu (blade). Boss menjadi elemen pertama yang dibuat dan dilanjutkan dengan pembuatan sudu.
Peralatan dan bahan yang digunakan selama pembuatan pola adalah sebagai berikut :
a. Peralatan i. Kikir
Berfungsi meratakan permukaan pola bagian boss ii. Mesin jigsaw
Gambar 3.4 Mesin jigsaw
iii. Penggaris dan pena
Berfungsi mengukur dan memberi penandaan pada pola iv. Jangka sorong
Berfungsi memeriksa diameter boss saat sedang diratakan dan dihaluskan. Jangka sorong ini memiliki ketelitian 0,05 mm
v. Jangka
Berfungsi membentuk bulatan – bulatan untuk bagian boss pada permukaan kayu bahan baku pola
vi. Mesin bor tangan
Memerlukan daya 450 W dan menggunakan diameter bit 1/16 inci. Berfungsi melubangi permukaan bagian selimut boss untuk menempatkan paku
Gambar 3.5 Mesin bor tangan vii.Gergaji
b. Bahan
i. Lem keras
Berfungsi merekatkan sementara bagian boss dengan bagian sudu – sudunya
ii. Plywood meranti
Plywood meranti yang digunakan memiliki ketebalan 20 mm dan merupakan sisa pemakaian sebelumnya. Plywood ini berfungsi sebagai bahan baku pembuatan pola boss
Gambar 3.6 Potongan plywood meranti berbentuk silinder kecil iii. Pasta polyester dan bahan perekat
Pasta polyester ini dicampur dengan bahan perekat dan kemudian diaduk untuk membuat bahan baku pembuatan sudu master. Pasta ini bermerek Norton dengan volume 350 ml
Gambar 3.7 Kiri ke kanan : pasta polyester dan bahan perekatnya iv. Kertas karton
v. Paku
Paku yang digunakan memiliki diameter betis 0,072 inci (4 buah) dan 0,109 inci (3 buah). Berfungsi menyatukan silinder – silinder kayu kecil dan pola sudu terpasang untuk membangun pola boss
vi. Pipa PVC
Berfungsi sebagai bahan pembuatan pola sudu terpasang. Memiliki diameter 6 inci
vii.Lilin
Berfungsi melunakkan potongan pipa PVC sehingga mudah dibentuk dengan bantuan pola sudu master
3.4.1 Pembuatan boss
Boss dibuat dari lembaran kayu meranti yang telah diolah menjadi plywood. Langkah – langkah pembuatannya adalah sebagai berikut :
a. Lingkaran – lingkaran kecil dibuat pada permukaan lembaran kayu meranti dengan diameter boss. Kemudian lingkaran – lingkaran tersebut dipotong bergiliran menjadi silinder – silinder dengan menggunakan mesin jigsaw
Gambar 3.8 Pemotongan lingkaran, lingkaran ke 5 tidak dipotong b. Silinder - silinder yang terpotong kemudian ditumpuk satu sama lain dan
c. Masing –masing kedua sisi diameter boss dibagi 90o dengan penandaan 4
buah garis disetiap permukaan tersebut dengan menggunakan pena, kemudian kedelapan garis yang telah dibuat dihubungkan dengan 4 buah garis yang melewati permukaan selimut boss seperti pada Gambar 3.9 di bawah
Gambar 3.9 Garis – garis pembagi sudut 90o pada boss
d. Sisi selimut boss dikikir dengan kikir kayu hingga rata dan dihaluskan dengan kertas pasir. Garis – garis di selimut boss dibiarkan. Selama perataan dan penghalusan, ukuran diameter boss disepanjang selimut terus diperiksa dengan jangka sorong agar tidak ada pengurangan ukuran diameter
e. Posisi sudu ditandai pada selimut boss seperti yang ada di Gambar 3.10 berikut
Gambar 3.10 Garis miring penanda posisi sudu 3.4.2 Pembuatan sudu
polyester dan pembuatan “pola terpasang” berbahan PVC. Berikut adalah langkah – langkah pembuatannya :
a. “Pola master” dibuat berdasarkan bentuk sudu yang telah didesain. Kertas karton dipotong dengan gunting sesuai dengan bentuk desain sudu dan kemudian dipuntir sehingga menampilkan sudu inlet (dalam) dan sudu outlet
(luar)
b. Kertas tersebut ditempelkan kesalah satu tanda posisi sudu pada boss dengan menggunakan 2 buah kayu penyangga yang dipakukan pada kedua sisi diameter boss
c. Pasta polyester merk Norton dicampurkan dengan bahan perekat diatas sebuah papan kayu. Kedua bahan tersebut diaduk hingga warna orange bahan perekat tidak terlihat lagi
d. Campuran polyester tersebut kemudian diberikan diatas kertas tersebut dan diratakan disepanjang permukaannya dengan tebal 4 mm, kemudian ditunggu hingga mengeras
Gambar 3.11 Pola sudu master
e. Empat buah sudu untuk pola terpasang dipotong dari pipa PVC dengan ukuran sudu yang telah didesain, yakni :
i. Arc dalam : 44 mm
ii. Arc luar : 125.7 mm
iii. Tinggi : 52 mm
Gambar 3.12 Ukuran sudu yang didesain (kiri) dan potongan pipa PVC (kiri)
f. Pola master kemudian dilepas dari boss, kemudian dihaluskan dan ketebalan pinggirnya dikurangi secara manual
Gambar 3.13 “Pola master” yang telah dihaluskan
Gambar 3.14 Ilustrasi proses pemanasan PVC (kiri) dan proses penekanan (kanan)
h. Pola boss dilubangi sebanyak 4 kali dengan menggunakan mesin bor pada daerah – daerah yang telah ditandai sebagai tempat sudu, masing – masing tanda diberi sebuah lubang dibagian tengahnya
i. Paku – paku kecil berjumlah 4 buah dipotong ujung tempat pemukulan palunya dengan mesin jigsaw, lalu ditancapkan terbalik kedalam lubang – lubang kecil yang telah dibuat pada boss
j. Pola – pola sudu PVC yang telah dibuat kemudian dilubangi dibagian tengahnya, kemudian direkatkan dengan lem ke boss sesuai dengan tempat – tempat yang telah ditandai sehingga didapatkan sebuah pola runner propeller yang utuh
k. Campuran polyester dan bahan perekatnya kembali disiapkan dengan cara sebelumnya, kemudian campuran tersebut diratakan kedaerah – daerah titik kontak antara pola sudu dengan boss, kemudian ditunggu hingga mengeras. Tujuan pemberian ini ialah agar campuran tersebut bekerja sebagai perekat sehingga sudu - sudu terpasang kokoh ke boss
l. Campuran polyester tersebut juga diratakan tipis kesepanjang permukaan sudu dengan tujuan menutup bagian – bagian PVC yang tidak rata setelah proses penekanan dan pengerasan berakhir. Setelah diberikan, campuran polyester dibiarkan mengering
m. Untuk mengantisipasi penyusutan, diameter luar ditingkatkan menjadi 170 mm dengan cara menambah batangan karet pada ujung tiap sudu
Gambar 3.15 Pola runner propeller yang telah selesai dibuat
3.5 Uji kehalusan butiran pasir silika
Pengujian ini dilakukan di Laboratorium Foundry Departemen Teknik Mesin Universitas Sumatera Utara. Tujuan dari pengujian ini ialah mendapatkan nilai rata – rata kehalusan butiran pasir silika yang akan digunakan, yakni yang berasal dari sungai. Dengan menggunakan mesin pengguncang pasir, pasir disaring oleh saringan (sieve) dari yang bernomor terbesar hingga turun ke saringan bernomor terkecil. Kemudian berat pasir masing – masing saringan diukur untuk mendapatkan nilai rata – rata kehalusan butirannya. Semakin besar nilai rata – rata tersebut, maka semakin halus / kecil butiran pasir tersebut.
Jumlah pasir yang diuji diperoleh dari selisih volume pasir cetak maksimum yang memenuhi flask dengan volume runner propeller. Perhitungan volume pasir cetak maksimum di dalam flask dan volume runner propeller adalah :
a. Volume pasir cetak di dalam flask
Ukuran flask direncanakan sebagai berikut : i. Panjang (pf) : 340 mm
ii. Lebar (lf) : 340 mm
iii. Tinggi (tf) : 100 mm
iv. Tebal dinding (tef) : 30 mm
Maka, volume total pasir cetak yang dapat dimuat adalah :
Vmax = (pf− (2. tef)). (pf− (2. tef)). tf
b. Volume runner propeller
Perhitungan volume runner dibagi menjadi : perhitungan volume boss
(tanpa lubang poros dan jalur pasak) dan perhitungan volume sudu. Untuk mempermudah perhitungan bagian sudunya, maka dibuat garis – garis yang menyatakan ukuran sudu perkiraan pada gambar desain sudu runner propeller. Garis – garis ini menggambarkan bentuk sudu luar dan boss
sebagai sebuah kesatuan, namun ukuran panjang sudu diameter boss dan panjang sudu diameter luar tetap berbeda. Posisi sudu perkiraan pada gambar desain dapat dilihat pada Lampiran 5 dari buku skripsi ini.
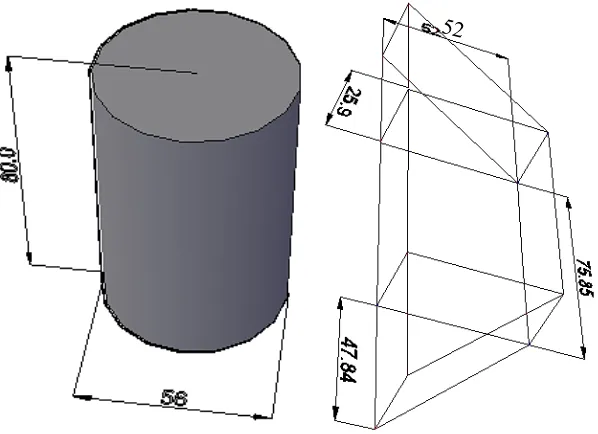
Perhitungan – perhitungan tersebut ialah : i. Volume boss
Gambar 3.16 Kiri ke kanan : ukuran boss dan ukuran perkiraan sudu Dari kedua ukuran volume boss dan sudu diatas, dapat ditentukan ukuran perkiraan total runner propeller tersebut :
V𝑝𝑟𝑜𝑝𝑒𝑙𝑙𝑒𝑟 = 𝑉𝑏+ (4. (𝑉𝑝𝑟+ 𝑉𝑏𝑙))
= 196,94 + (4 . (64,43 + 102,15)) = 863,26 ml
Maka, volume pasir silika yang diperlukan untuk pengujian ialah :
Vsilika = 𝑉max− 𝑉𝑝𝑟𝑜𝑝𝑒𝑙𝑙𝑒𝑟
= 7840 − 863,26 = 6976,74 ml
Namun, jumlah ini disesuaikan lagi dengan ukuran bejana sehingga dibulatkan menjadi 7000 ml. Untuk mengantisipasi terbuangnya pasir saat pengujian, maka ditambahkan pasir cetak tambahan sebanyak 200 ml sehingga total pasir yang akan diuji ialah 7200 ml.
3.5.1 Alat dan bahan
Peralatan yang digunakan dalam pengujian ini adalah sebagai berikut : a. Mesin pengguncang pasir
ukuran butiran dari yang paling besar (berada paling atas) hingga yang paling kecil (berada paling bawah) dengan susunan berurutan sebagai berikut :
Tabel 3.6 Nomor saringan mesin uji Nomor
Saringan 1,680 1,190 0,841 0,595 0,420 0,297 0,210 0,149
Nomor
Saringan 0,105 0,074 0,053
Gambar 3.17 Mesin pengguncang pasir
Melalui guncangan yang dihasilkan oleh putaran mesin, pasir yang dituang ke atas saringan akan turun ke bawah. Tiap saringan memisahkan butiran pasir yang cukup besar sehingga pada wadah paling bawah didapatkan butiran pasir yang paling halus. Mesin ini merupakan alat penguji utama b. Bejana ukur
Gambar 3.18 Bejana ukur terisi pasir silika c. Sekop
Dipakai untuk memindahkan pasir ke dalam bejana ukur d. Ayakan kecil
Berfungsi menyaring pasir dari batu, plastik dan benda besar lainnya sebelum masuk ke dalam bejana ukur
e. Timbangan geser
Berfungsi menimbang berat pasir. Timbangan yang digunakan berjumlah 2 buah masing – masing dapat mengukur berat maksimal 1 kg dan 25 kg. Keduanya berjenis timbangan geser
Bahan yang dipergunakan adalah sebagai berikut : a. Pasir silika
Berfungsi sebagai spesimen pengujian dengan volume yang diuji sebesar 7200 ml (11.412 gram). Pasir ini berasal dari sungai
b. Plastik dan kertas
Berfungsi sebagai sarana penempatan pasir – pasir yang telah disaring dengan jumlah 11 buah. Pasir – pasir tersebut dipisahkan menurut nomor saringannya masing - masing
3.5.2 Prosedur pengujian
b. Dengan bantuan sekop dan saringan, pasir silika diisikan ke dalam kedua bejana ukur
c. Mesin uji dihidupkan, kemudian pasir dari kedua bejana dituang ke atas tumpukan wadah bersaringan yang terpasang pada mesin uji secara cepat d. Mesin uji dibiarkan beroperasi hingga 2 menit setelah penuangan selesai e. Setelah 2 menit, mesin uji dimatikan
f. Masing – masing wadah dilepas, kemudian pasir di dalamnya dituangkan ke atas sarana penampungannya masing – masing. Sarana – sarana penampungan tersebut kemudian diberi nomor saringan yang sesuai dengan pasir yang menempatinya
g. Langkah a hingga f diulangi hingga volume pasir yang telah diuji mencapai mencapai 7200 mL
h. Kedua timbangan disiapkan. Pasir yang sedikit ditimbang pada timbangan 1 kg, sementara yang banyak ditimbang dengan timbangan 25 kg
i. Data – data pengukuran berat dicatat, kemudian persen beratnya masing - masing dihitung
j. Nilai kehalusan butir pasir dihitung dengan menggunakan berat tiap – tiap pasir tersebut
3.6 Uji material
Untuk mengertahui sifat – sifat material kuningan (Cu 60 % / Zn 40%), dilakukan uji material berupa uji kekerasan dan uji tarik
3.6.1 Uji kekerasan (hardness)
Uji kekerasan dilaksanakan di Laboratorium Metalurgi Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara pada tanggal 12 Maret 2014. Tujuan pengujian kekerasan adalah untuk mendapatkan nilai kekerasan kuningan ( Cu 60 % / Zn 40 %) yang dinyatakan dalam Brinell Hardness Number (BHN).
a. Alat
i. Mesin uji Brinell
Gambar 3.19 Mesin uji Brinell
Berfungsi sebagai alat penguji. Mesin ini menggunakan bola baja berdiameter 5 mm sebagai indentor atau penetrator untuk spesimen bukan besi (non – ferrous) dengan beban maksimum 3000 kg. Beban tersebut diberikan secara hidrolis dengan menggunakan oli. Mesin uji Brinell yang dipakai bermerek Torsee dengan tipe BH-3CF.
ii. Teropong mikro
Berfungsi mengukur diameter deformasi yang dihasilkan melalui penekanan indentor terhadap spesimen. Teropong ini memiliki pembesaran maksimum 10 x
iii. Spidol permanen
Berfungsi menomori spesimen iv. Jangka sorong
Berfungsi mengukur diameter dan tinggi spesimen v. Gelas ukur
Berfungsi sebagai pengukur volume oli yang diperlukan mesin uji Brinell sehingga mampu memberikan beban. Volume ukur maksimum 500 ml
b. Bahan :
i. Silinder kuningan (Cu 60 % / Zn 40 %)
Gambar 3.21 Ketiga silinder spesimen
Berfungsi sebagai spesimen pengujian. Berjumlah 3 buah yang ditandai 1 – 3. Permukaan yang akan diuji telah dihaluskan sebelumnya dengan kertas pasir di tempat pembelian. Diameter dan tinggi masing – masing adalah sebagai berikut :
Tabel 3.7 Diameter dan tinggi spesimen Nomor spesimen
1 2 3
ii. Oli
Berfungsi sebagai pemberi beban hidrolik pada mesin uji Brinell. Oli yang dipakai berjumlah 100 ml. Oli ini bermerek Mesran dengan sertifikasi SAE 20W-50
Prosedur pengujian kekerasan ini adalah sebagai berikut :
a. Setiap spesimen diberi nomor 1-3 dengan menggunakan spidol b. Oli diisikan ke dalam tangki oli mesin uji Brinell
c. Salah satu spesimen diletakkan di landasan spesimen mesin uji Brinell d. Bola baja indenter ditempatkan menyentuh sebuah bagian permukaan
spesimen yang telah dihaluskan
e. Katup tekanan mesin uji Brinell ditutup
f. Beban diaplikasikan dengan handle hingga mencapai 500 kg, kemudian ditahan hingga 5 detik
g. Setelah 5 detik, katup tekanan dibuka dan spesimen diambil setelah gauge
beban mencapai 0 kg, sekarang pada titik yang tersentuh indenter telah terdapat deformasi berupa kawah kecil
h. Langkah d hingga g diulang kembali pada 2 titik lainnya disekitar titik yang terdeformasi tadi
i. Masing - masing deformasi diberi nomor 1-3 disampingnya
j. Dengan menggunakan teropong mikro, diameter tiap deformasi diukur dalam satuan mm. Lalu diameter ketiga deformasi tersebut dicatat
k. Langkah b hingga j diulang kembali terhadap kedua spesimen berikutnya l. Nilai BHN tiap deformasi pada ketiga spesimen tersebut dihitung
m. Nilai BHN rata – rata tiap spesimen dihitung dari ketiga deformasi mereka, kemudian dilanjutkan dengan menghitung nilai BHN rata – rata akhir dari
BHN rata – rata tiap spesimen tadi
3.6.2 Pengujian tensil
Tujuan diadakannya pengujian ini adalah untuk medapatkan sifat – sifat material berikut yang dimiliki kuningan (Cu 60 % / Zn 40 %) :
a. Batas luluh (yield point)
b. Kekuatan tarik atau ultimate tensile strength (UTS) c. Penguluran atau elongation
d. Ketangguhan atau toughness
Pengujian ini dilakukan terhadap spesimen yang telah dibentuk melalui proses pembubutan dari bentuknya semula yang berupa billet silinder.
Peralatan dan bahan yang digunakan adalah sebagai berikut : a. Alat
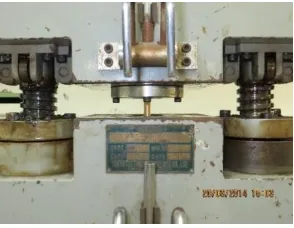
i. Mesin uji tarik
Berfungsi sebagai alat penguji tarik. Beban tarik maksimum yang dapat diberikan mencapai 10 tonne force. Mesin ini bermerek Torsee dengan tipe AMU-10. Mesin ini dilengkapi dengan pencatat grafik beban – perpanjangan yang beroperasi bersamaan dengan berlangsungnya proses penarikan spesimen
Gambar 3.22 Mesin uji tarik ii. Jangka sorong
Berfungsi mengukur dimensi – dimensi spesimen iii. Spidol
b. Bahan
i. Silinder kuningan (Cu 60 % / Zn 40%)
Gambar 3.23 Ketiga spesimen sebelum pengujian
Ketiga silinder ini berfungsi sebagai spesimen pengujian. Ketiganya dibentuk di Laboratorium Teknologi Mekanik Departemen Teknik Mesin Universitas Sumatera Utara melalui proses pembubutan dengan dimensi – dimensi sebagai berikut :
Tabel 3.8 Dimensi spesimen uji tarik
Urutan spesimen
A B C
Diameter pegangan (mm)
12,8 12,9 13,1
Diameter kecil (mm) 9,35 9,10 9,45
Panjang daerah diameter kecil (mm)
55,25 52,30 55,20
ii. Kertas grafik
Berfungsi sebagai tempat mencatat grafik beban – perpanjangan selama pengujian
Prosedur pengujian tarik ini adalah sebagai berikut :
Gambar 3.24 Spesimen terpasang pada pencengkram, siap ditarik b. Mesin dihidupkan dan pembebanan tarik disetel, pembebanan terus
meningkat hingga spesimen putus
c. Pembebanan diakhiri setelah spesimen putus. Kertas grafik dan spesimen diambil untuk dianalisa
d. Langkah a hingga c diulang kembali untuk kedua spesimen berikutnya e. Pertambahan panjang tiap spesimen diukur, kemudian grafik masing –
masing dianalisa. Data - data yang diambil dari grafik ialah beban yield, beban maksimum dan beban patah
f. Dengan menggunakan data – data yang diperoleh, nilai – nilai tegangan mulur, kekuatan tarik, tegangan patah, persen penguluran dan ketangguhan tiap spesimen dihitung
g. Nilai – nilai yang didapat pada poin f kemudian dihitung nilai rata – ratanya
3.7 Perhitungan permeabilitas campuran pasir cetak
Perhitungan permeabilitas dilakukan melalui perhitungan interpolasi menggunakan grafik yang terdapat dalam Gambar 2.26. Hasil yang didapat melalui perhitungan ini bersifat teoritis.
3.8 Proses pengecoran
3.8.1 Alat dan bahan
Alat dan bahan yang digunakan selama proses pengecoran logam ini ialah sebagai berikut :
a. Alat
i. Flask kayu
Berfungsi sebagai casing cetakan, namun hanya berupa bagian cope saja. Memiliki ukuran 340 x 340 x 30 dalam milimeter
Gambar 3.25 Flask yang digunakan ii. Tungku peleburan
Alat ini berfungsi melebur logam bahan baku. Jenis tungku ini ialah krus dengan diameter 40 cm. Bahan bakar yang digunakan ialah kayu bakar
Gambar 3.26 Tungku peleburan iii. Centrifugal Blower
Gambar 3.27 Blower yang terpasang dengan tungku iv. Cawan logam bergagang panjang
Cawan ini berfungsi mengambil logam cair dari tungku v. Batangan logam panjang
Alat ini berfungsi memindahkan obyek – obyek yang berada di tungku selama proses peleburan berlangsung
vi. Pasak kayu
Pasak kayu yang dipakai berjumlah 8 buah. Fungsi pasak – pasak ini ialah sebagai patokan posisi flask
Gambar 3.28 Pasak kayu vii.Silinder besi
Silinder ini dipakai untuk membentuk downsprue pada cetakan. Memiliki tinggi 220 mm dan diameter 20 mm
viii.Ayakan
Gambar 3.29 Ayakan ix. Penyembur api
Penyembur api ini berbahan bakar LPG (liquid petroleum gas). Berfungsi untuk mengeringkan cetakan
Gambar 3.30 Penyembur api (kiri) dan tabung gasnya (kanan) x. Sendok aluminium
Sendok ini digunakan untuk menghaluskan bagian dalam cetakan yang baru dibentuk dengan menggunakan pola
xi. Pola
Pola digunakan untuk memberi bentuk pada cetakan
xii. Palu
Alat ini dipakai untuk menancapkan pasak ke sekeliling flask dan menyingkirkan bagian – bagian berlebih yang ada pada runner propeller yang telah dicor dengan pukulan
xiii.Gergaji logam
Gergaji logam digunakan untuk memotong bagian – bagian runner propeller yang berlebih
Gambar 3.32 Gergaji logam xiv. Mesin bubut
Mesin bubut digunakan untuk membuat lubang poros pada runner propeller dan membuat porosnya dari batangan baja. Pahat yang digunakan ialah high speed steel (HSS). Center yang digunakan ialah 3 buah bit yang masing – masing berdiameter 5 mm, 12,5 mm dan 20 mm
xv.Tap
Tap digunakan untuk membuat ulir pada lubang baut. Diameternya 7 mm dengan nomor ulir M8. Bahan alat ini ialah HSS
xvi. Kunci inggris (adjustable wrench)
Alat ini dipakai untuk memegang tap selama proses pembuatan ulir
Gambar 3.34 Kunci inggris xvii. Gerinda tangan
Gerinda tangan digunakan untuk meratakan dan menghaluskan permukaan runner propeller
xviii.Kikir
Kikir dipakai untuk meratakan permukaan runner propeller yang tidak dapat dijangkau oleh gerinda
xix. Mesin bor
Mesin bor bermerek Breda ini digunakan untuk membuat lubang baut pada runner propeller dan membuat lubang pasak pada poros.
Diameter bit yang digunakan ialah 7 mm dan 5 mm
xx.Mesin skrap
Mesin skrap digunakan untuk membuat jalur pasak pada runner propeller
b. Bahan
i. Geram kuningan
Geram kuningan digunakan sebagai bahan baku pembuatan runner propeller. Geram kuningan ini merupakan hasil pembubutan dari billet
berbentuk silinder. Kuningan tersebut memiliki komposisi 60 % tembaga (Cu) dan 40 % seng (Zn). Warna kuningan ini ialah kuning cerah yang mengindikasikan kandungan seng diantara 35 % - 45 % dengan alotrof (α+β) (berdasarkan Gambar 2.13). Massa jenisnya 8520
kg/m3 [24] dan jumlah yang digunakan mencapai 7 kg
Gambar 3.36 Geram kuningan didalam tempat penampungannya ii. Campuran pasir cetak
Campuran pasir cetak digunakan sebagai bahan pembuatan cetakan. Berat total yang digunakan 12 kg dengan komposisi :
1. pasir silika sungai (10 kg = 83,3 %) 2. bentonit (1 kg = 8,3 %)
3. air (1 l = 1 kg = 8,3 %)
Gambar 3.37 Campuran pasir cetak iii. Potongan kayu
Potongan kayu digunakan sebagai bahan bakar tungku peleburan
Gambar 3.38 Tumpukan potongan kayu iv. Tepung kalsium
Tepung kalsium digunakan sebagai zat pemisah sehingga pengambilan pola semakin mudah. Selain itu tepung ini juga digunakan untuk mencegah persentuhan permukaan dalam campuran pasir cetak terhadap zat – zat lain
v. Air
Air digunakan sebagai bahan campuran pasir cetak dan pendingin runner propeller yang baru siap dicor
vi. LPG
LPG digunakan sebagai bahan bakar penyembur api. Jumlah yang digunakan sebanyak 1 tabung 12 kg
vii. Kertas pasir
Kertas pasir dipakai untuk menghaluskan permukaan runner propeller
pasir yang digunakan terdiri atas 2 jenis : P80 (1 meter) dan P100D (2 lembar)
viii.Batangan baja
Batangan baja dipakai sebagai bahan baku pembuatan poros. Batangan ini berdiameter 20 mm dengan panjang 1 m
3.8.2 Pembuatan cetakan
Pembuatan cetakan meliputi tahap – tahap sebagai berikut :
a. Lokasi penuangan ditentukan di atas tumpukan pasir cetak yang rata. Lokasi ini harus bebas dari sampah, air dan benda – benda lainnya
b. Campuran pasir cetak yang telah ada dibasahi dengan air, lalu diremas - remas dengan tangan sehingga airnya keluar. Pasir yang telah diremas lalu dipindahkan ke tempat yang kering
c. Pasir cetak yang telah diperas kemudian diambil dan diayak. Sebagian diayak di atas tempat penuangan, sebagian lainnya diayak di sekitarnya. Selanjutnya pasir cetak di kedua tempat tersebut dikeringkan dengan penyembur api, kemudian tepung kalsium ditaburkan diatasnya
d. Pola ditempatkan di atas pasir cetak yang ada di tempat penuangan dengan posisi bagian atasnya (bagian dimana bossnya lebih tinggi dari tinggi sudunya) menyentuh pasir cetak. Kemudian dari permukaan sudu bagian atas (saat ini mengarah ke bawah) hingga ke bawah diisi dengan pasir cetak dengan menggunakan sendok, namun bagian sudu bawahnya dibiarkan tidak terisi sehingga tercipta sebuah batasan pengisian pasir cetak dari ujung sudu satu ke ujung sudu lainnya
e. Flask ditempatkan diatas tempat penuangan, kemudian pasak ditancapkan dengan palu sebanyak 8 buah (tiap sisi 2 buah) pada keliling luarnya, pasak – pasak tersebut tidak boleh bergeser
batas ketinggiannya. Selama pengisian pasir cetak ditekan – tekan secara perlahan kearah pola dan silinder besi. Setelah mencapai ketinggian flask, bagian atas pasir cetak tersebut diratakan dengan sendok
g. Silinder besi ditarik keluar secara perlahan pada bagian panjangnya yang tidak tertimbun pasir cetak
h. Flask diambil perlahan dan ditempatkan diatas plat kayu sehingga terlihat 2 bagian cetakan. Bagian yang ada pada flask disebut cope sementara yang bagian lainnya menjadi drag
Gambar 3.39 Drag (kiri) dan cope (kanan)
i. Selanjutnya pola diambil dari cetakan. Pola dapat tertinggal di drag maupun menempel dengan cope. Jika menempel di cope, maka penghalusan bentuk cetakan cope dengan bantuan pola tersebut dapat dilakukan dengan menggunakan sendok. Selanjutnya pola diambil secara perlahan
Gambar 3.40 Penghalusan cetakan cope dengan bantuan pola yang ikut menempel di cope saat flask diangkat
Gambar 3.41 Pengeringan drag dengan penyembur api
k. Setelah dikeringkan, cetakan siap dipakai. Skema cetakan dapat dilihat pada Lampiran 4 dari buku skripsi ini
3.8.3 Peleburan logam
Proses peleburan logam dilakukan bersamaan dengan proses pembuatan cetakan. Proses peleburan ini meliputi tahapan – tahapan berikut :
a. Geram kuningan dan potongan – potongan kayu dimasukkan ketempat penampungan masing – masing
b. Blower dinyalakan untuk menyuplai ruang pembakaran tungku peleburan dengan udara, potongan – potongan kayu dimasukkan ke dalam ruang pembakaran tersebut dan kemudian dibakar
c. Geram kuningan dimasukkan kedalam lubang tungku sebanyak satu sekop, kemudian potongan – potongan kayu (berjumlah 3 hingga 4 potong) ditambahkan ke dalam ruang pembakaran tungku hingga api membesar dan juga muncul api di dalam lubang tungku yang membakar geram, kemudian lubang tungku ditutup dan ditunggu hingga api mengecil
d. Setelah api mengecil (sekitar 2 menit), potongan – potongan kayu ditambahkan ke dalam ruang pembakaran tungku hingga api kembali membesar
e. Sepuluh menit setelah pemberian yang pertama, tutup lubang tungku dibuka dan dengan batangan logam panjang, tumpukan geram yang sebelumnya kemudian ditekan kedalam. Satu sekop geram kemudian ditambahkan kedalam lubang tungku, kemudian pemberian potongan kayu yang ketujuh kalinya dilakukan
f. Pemberian geram dan potongan kayu yang selanjutnya terus dilakukan selama 2 jam (waktu perkiraan habisnya geram pada tempat penampungan) setelah pemberian geram yang pertama dengan interval pada : geram (10 menit sekali) dan potongan kayu (2 menit sekali)
g. Setelah geram didalam penampungan habis, geram didalam tungku ditekan kedalam untuk terakhir kalinya dan dibiarkan melebur seluruhnya. Kuningan, yang telah mencair seluruhnya terlihat transparan didalam tungkunya, sehingga yang tampak hanya kobaran api yang ada didasar tungku tersebut
h. Setelah mencair seluruhnya, kuningan tersebut siap dituang
3.8.4 Proses penuangan
Proses penuangan dilakukan dalam tahapan – tahapan berikut :
a. Cope cetakan disatukan dibagian atas drag secara perlahan – lahan. Kedua bagian ini harus tepat menyatu sehingga tidak ada pergeseran dan ruang kosong diantara keduanya
b. Sekeliling flask yang telah menyatu tersebut kemudian ditimbun dengan pasir cetak. Hal ini dilakukan untuk membantu menjaga agar posisi flask
tidak bergeser saat kuningan cair dituangkan ke dalam cetakan, sebab flask
c. Lubang masuk downsprue disembur api dengan alat penyembur api untuk memastikan agar downsprue benar – benar kering
Gambar 3.43 Cetakan yang telah siap digunakan
d. Kuningan yang telah dilebur kemudian diambil dengan menggunakan cawan bergagang. Banyaknya kuningan yang diambil mencapai ½ dari volume cawan
e. Kuningan cair yang telah diambil tersebut kemudian dituangkan ke dalam
downsprue. Selama penuangan berlangsung, cope ditekan agar tidak terdesak keatas akibat dorongan dari kuningan cair yang masuk, namun tekanannya harus perlahan agar cetakan di dalamnya tidak rontok
Gambar 3.44 Proses penuangan
f. Setelah penuangan selesai, kuningan cair akan berangsur – angsur membeku dengan pembekuan di bagian dasar cetakan lebih cepat dibanding di downsprue
Gambar 3.45 Runner propeller yang telah dikeluarkan dari cetakannya h. Runner propeller dibersihkan dari pasir yang masih menempel dengan
seadanya, kemudian downsprue dan bagian – bagian yang berlebih dipukul hingga putus dengan menggunakan palu
i. Runner propeller tersebut didinginkan dengan air dan dibiarkan hingga beberapa saat, kemudian pembersihan kembali dilakukan dengan tujuan menyingkirkan seluruh pasir yang masih menempel
3.9 Pembuatan lubang poros, pembuatan lubang baut dan proses finishing
Proses pembuatan lubang poros, lubang baut dan finishing dilakukan di tempat pengecoran logam Pak Sarman dan dilanjutkan di Laboratorium Teknologi Mekanik Departemen Teknik Mesin Universitas Sumatera Utara.
Langkah – langkah pelaksanaannya adalah sebagai berikut :
a. Runner propeller diperiksa secara visual untuk mengidentifikasi bagian – bagian yang harus dibuang
b. Bagian – bagian berlebih seperti yang ada pada Gambar 3.46 di bawah dibuang dengan menggunakan proses penggergajian
c. Mesin bubut disiapkan dengan menggunakan pahat HSS dan ketiga
centernya
d. Runner propeller dipasangkan pada pencengkram berputar (chuck) dengan bagian bawah propeller menghadap ke center, lalu mesin dinyalakan dan bagian bawah tersebut diratakan dengan menggunakan pahat HSS. Setelah pemerataan, mesin dimatikan
Gambar 3.47 Permukaan bawah boss yang telah diratakan
e. Bit 5 mm dipasangkan pada center dan mesin kembali dinyalakan. Kali ini bagian center yang digunakan untuk memotong hingga terbentuk lubang berdiameter 5 mm ditengah runner propeller. Setelah itu, mesin dimatikan
Gambar 3.48 Berbagai bit yang dipakai pada center (searah jarum jam dari atas) : 5 mm, 20 mm dan 12,5 mm
f. Poin e diulang kembali dengan bit 12,5 mm dan 20 mm hingga terbentuk lubang poros berdiameter 20 mm disepanjang garis sumbu runner propeller
h. Bagian – bagian yang tidak dapat dijangkau dengan gerinda diratakan dengan pengikiran manual. Proses pengikiran harus dilakukan dengan mejaga bentuk permukaan sudu dan diameter boss
Gambar 3.49 Penggerindaan (kiri) dan pengikiran (kanan)
i. Pembuatan lubang baut dilakukan dengan menggunakan mesin bor di bagian yang sesuai dengan desain. Pengeboran dimulai pada satu sisi runner propeller hingga menembus sisi lainnya
Gambar 3.50 Pembuatan lubang baut dengan mesin bor
j. Pembuatan ulir dilakukan dengan menggunakan tap. Tap diberi oli pada ulirnya, kemudian ditancapkan pada lubang baut yang telah dibuat. Dengan menggunakan kunci inggris, tap diputar sambil ditekan kuat terhadap lubang tersebut. Pemutaran tap ini dilakukan hingga tap memasuki lubang baut
Gambar 3.51 Pembuatan ulir dengan menggunakan tap
dilanjutkan dengan P100D. Proses penghalusan dilakukan hingga kertas pasir yang digunakan menjadi halus
3.10 Pembuatan poros dan pasak
Pembuatan poros dan pasak dilaksanakan di bengkel milik Sdr. Bowo. Pembuatan pasak juga meliputi pembuatan jalurnya pada runner propeller. Proses – proses pembuatannya adalah sebagai berikut :
a. Batangan baja dipotong dengan mesin bubut sehingga memiliki panjang poros sebesar 20 cm
b. Mesin bor dengan bit 5 mm disiapkan. Lubang pasak dibor pada poros dengan ketentuan yang ada pada desain
Gambar 3.52 Lubang pasak yang telah dibuat
c. Mesin skrap dengan pahat vertikal disiapkan. Runner propeller dipasangkan ke jepitan mesin, kemudian pahat ditempatkan pada permukaan lubang poros. Mesin skrap dihidupkan dan pembuatan jalur pasak dilakukan secara bertahap hingga diperoleh ukuran yang sesuai pada desain
DATA UJI MATERIAL DAN HASIL PEMERIKSAAN PRODUK
4.1 Data hasil uji material
4.1.1 Uji kekerasan
Gambar 4.1 Deformasi pada salah satu spesimen
Gambar 4.2 Skema uji Brinell
Nilai rata – rata BHN untuk spesimen logam kuningan tersebut ialah : 133,46+137,75+133,46
3 = 134,89 ≈ 135
4.1.2 Uji tarik
Gambar 4.3 Ketiga spesimen yang telah putus
Data – data yang diperoleh dari ketiga spesimen yang telah diuji digunakan untuk menghitung tegangan mulur, kekuatan tarik, tegangan patah, persen penguluran dan ketangguhan.
Perhitungan – perhitungan tersebut menggunakan rumus – rumus berikut : Pu
di
a. Luas awal penampang lintang diameter kecil spesimen (A0), dinyatakan
dalam mm2 :
A
0=
π4. D
t2……….……….(4-2)b. Tegangan mulur (s0) atau kekuatan luluh, dinyatakan dalam kgf/mm2 :
s
0=
PAy0 ……….…….………...(4-3)c. Tegangan tarik (su) atau ultimate tensile strength, dinyatakan kgf/mm2 :
s
u=
PmaxA0 ……….…………(4-4)
d. Tegangan patah (sf) atau kekuatan putus, dinyatakan dalam kgf/mm2 :
s
f=
AP0f ………..(4-5)e. Persen penguluran atau elongation strain : % Penguluran = (L0+∆L)−L0
L0 . 100%...(4-6) f. Ketangguhan atau toughness (UT), dinyatakan dalam (kgf/mm2) :
U
T=
S0+S2 u.
(L0+∆L)-LL0 0………..
(4-7)Tabel 4.2 Data - data hasil uji tarik
Urutan spesimen Nilai rata - rata
A B C
Persen penguluran 12,669 13,576 13,859 13,368 % Beban patah (kgf) 3380 3050 3450 3293,333
Tabel 4.3 Data sifat material propeller produksi Mecklenburger Metallguss GmbH
Melalui bentuk patahannya yang halus, dapat diketahui bahwa kuningan (Cu 60 % / Zn 40 %) tersebut bersifat liat (ductile).
Selama pengujian, mesin uji tarik juga telah mencatat grafik beban – perpanjangan untuk masing – masing spesimen. Grafik – grafik tersebut terlampir di bagian Lampiran 2 buku skripsi ini.
4.2 Data hasil uji kehalusan butiran pasir silika
Hasil pengukuran berat tiap saringanpasir silika dan persennya dirangkum dalam Tabel 4.4 berikut :
Tabel 4.4 Berat pasir tiap nomor saringan dan persennya Nomor saringan (mm)
Nomor saringan (mm)
Keterangan : Sn merupakan nilai pelipat yang didapat dari Tabel 4.5 berikut :
Tabel 4.5 Nilai pelipat untuk tiap nomor saringan Nomor
Perhitungan nomor kehalusan butiran adalah sebagai berikut dengan semua nilai berat dalam gram dan nilai pelipat tidak bersatuan :
FN
= (5.357) + (26,5.253) + (117,5.178) + (650.126) + (1795.89) + (2212.63) + (1270.45) + (3640.32) + (1651.22) + (44.16) + (1.11)5 + 26,5 + 117,5 + 650 + 1795 + 2212 + 1270 + 3640 + 1651 + 44 + 1
= 54,423 ≈ 54 mesh
4.3 Data hasil perhitungan permeabilitas campuran pasir cetak
Proses perhitungan dilakukan dengan bantuan Gambar 4.4 di bawah :
Gambar 4.4 Grafik pada Gambar 2.26 sebelumnya yang telah diberi penandaan Tahap – tahap perhitungan interpolasi tersebut adalah sebagai berikut :
a. Jarak antara kadar air 8 % dengan 8,3 % harus diketahui. Karena tidak ada angka setelah 8 % dan jarak antar kadar air yang bersebelahan adalah sama, maka untuk mengukur jarak antara kadar air 8 % dengan 8,3 % tersebut diambil angka pemisalan : 6,3 % yang terletak diantara 6 % dan 8 %. Berdasarkan pernyataan diatas, jarak antara 6,3 % dengan 6 % secara pasti sama dengan jarak antara 8,3 % dengan 8%
b. Jarak antara 6 % dan 8 % diukur dengan hasil 1,5 cm. Selanjutnya perhitungan interpolasi dilakukan untuk mendapat jarak antara 6,3 % dengan 6 % :
8% − 6,3% 8% − 6% =
(Jarak 8% ke 6%) − (Jarak 6,3% ke 6%) (Jarak 8% ke 6%) − Posisi 6%
8% − 6,3% 8% − 6% =
1,5 cm − (Jarak 6,3% ke 6%) 1,5 cm − 0
(Jarak 6,3% ke 6%) = 0,225 cm = 2,25 mm
c. Posisi 8,3 % yang berjarak 2,25 mm dari 8 % tersebut ditandai pada grafik, lalu garis vertikal (biru) ditarik dari posisi tersebut keatas
d. Selanjutnya nilai permeabilitas ditentukan. Kurva permeabilitas bentonite senilai 8 % yang ada pada grafik dipilih, kemudian kurva tersebut ditarik kekanan bawah sesuai arah perpanjangannya hingga memotong garis vertikal yang dibuat tadi
e. Jarak antara permotongan tersebut dengan posisi kadar air 8,3 % kemudian diukur. Sebuah garis horizontal (merah) ditarik dari perpotongan tadi menuju ukuran kadar permeabilitas yang ada di kanan. Terlihat garis tersebut berada diantara nilai permeabilitas 90 – 60 cm3/menit. Posisi garis ini menunjukkan nilai permeabilitas campuran pasir cetak yang hendak dicari
f. Jarak antara posisi garis permeabilitas yang menunjukkan campuran pasir tersebut dengan nilai 60cm3/menit diukur dengan nilai 6,2 mm
g. Jarak antara permeabilitas 90 dengan 60 cm3/menit diukur dengan hasil 0,75 cm. Kemudian perhitungan interpolasi kembali dilakukan untuk menentukan nilai permeabilitas (Pr) tersebut :
90 − Pr
4.4 Data hasil pemeriksaan ukuran produk dan hipotesa
4.4.1 Hasil pemeriksaan ukuran produk
Gambar 4.5 Kiri ke kanan : Runner propeller dengan penandaan sudu – sudunya (A, B, C dan D) dan 3 titik penanda lokasi pengukuran tebal sudu (ditunjukkan
tanda panah)
Pemeriksaan produk dilakukan setelah proses pembuatan selesai. Pemeriksaan dilakukan untuk mengetahui ukuran dimensi dan berat runner propeller yang telah dibuat. Adapun elemen – elemen yang diperiksa ukuran diameter luar dan boss, tebal rata – rata tiap sudu dan berat runner propeller.
Setelah pengukuran tersebut selesai, didapatkan data – data berikut : Tabel 4.6 Data – data hasil pemeriksaan produk
Diameter boss 56,9 mm
Diameter luar 156 mm (A-C)
155 mm (B-D) Tebal sudu rata – rata 5,7 mm (A)
5,3 mm (B) 6,9 mm (C) 6,7 mm (D) Diameter lubang poros 20 mm Diameter lubang baut 8 mm
Lebar jalur pasak 5 mm
Kedalaman jalur pasak 2,5 mm
Tinggi boss 79,6 mm
4.4.2 Hipotesa
Berdasarkan desain yang telah dibuat, terdapat beberapa ketidaksesuaian ukuran, yaitu :
a. Diameter dalam (boss) produk lebih besar dibanding ukuran desain dengan selisih 0,9 mm. Hal ini mungkin disebabkan oleh pembengkakan produk yang dipicu oleh tidak mampunya pasir cetak menahan tekanan logam cair selama penuangan berlangsung sehingga cetakan tergerus dan tercipta ruangan berlebih pada bagian boss
b. Diameter luar produk tidak seragam antara sudu A hingga C dengan sudu B hingga D. Baik Sudu (A-C) maupun (B-D) memiliki diameter luar yang lebih kecil dibanding ukuran desain dengan selisih :
i. Sudu (A-C) : 4 mm ii. Sudu (B-D) : 5 mm
Perbedaan ukuran ini mungkin disebabkan oleh penyusutan yang terjadi pada daerah sudu saat pembekuan berlangsung
c. Ketebalan tiap sudu A, B, C maupun D bervariasi, dan keempatnya memiliki ukuran yang lebih besar dibanding ukuran desain. Selisih ukuran keempatnya dengan desain ialah :
i. Sudu A : 1,7 mm ii. Sudu B : 1,3 mm iii. Sudu C : 2,9 mm iv. Sudu D : 2,7 mm
Perbedaan ukuran ini mungkin disebabkan oleh pembengkakan yang diakibatkan tekanan logam cair seperti halnya yang terjadi pada boss
d. Ukuran tinggi boss lebih kecil dibanding ukuran desain dengan selisih 0,4 mm. Hal ini mungkin disebabkan penyusutan selama pembekuan
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari penelitian ini, dapat ditarik kesimpulan sebagai berikut :
a. Diperoleh desain runner propeller berdiameter luar 0,16 m yang bekerja pada debit 0,12 l/s dan mampu menghasilkan daya sebesar 118 W
b. Produk dengan ketebalan dibawah 4 mm sulit dicor dengan cetakan pasir karena dapat menghambat aliran logam cair
c. Bagian – bagian produk coran yang tebal seperti diameter boss rentan mengalami pembengkakan, sementara bagian tipis seperti ujung sudu rentan menyusut
d. Pasir silika sungai yang digunakan memiliki nomor kehalusan 54. Nilai permeabilitas campuran pasir cetak dengan komposisi pasir silika 83,3 %, bentonit 8,3 % dan air 8,3 % adalah 84,8 cm3/mm
e. Kuningan (Cu 60 % / Zn 40 %) yang digunakan bersifat liat dan licin dengan nilai tegangan tarik 517,45 MPa dan kekerasan Brinell 135. Titik leburnya mencapai 900 oC
f. Permukaan kuningan (Cu 60 % / Zn 40 %) yang licin mengakibatkan mata pahat mudah tergelincir saat pemotongan berlangsung sehingga penempatan pahat tersebut harus dilakukan secara seksama
5.2 Saran
a. Jarak antara tungku dan tempat cetakan sebaiknya dibuat sedekat mungkin karena jika semakin jauh jaraknya, maka semakin banyak waktu yang diperlukan untuk mencapai tempat penuangan sementara logam cair mulai membeku tepat ketika diambil dari tungku
b. Jangan terlalu cepat menuang karena bisa memperbesar tekanan di dalam cetakan yang menyebabkan erosi pada pasir cetak. Sebaliknya penuangan yang terlalu lambat menyebabkan pembekuan dini
c. Gunakan alat – alat keselamata kerja seperti sarung tangan, masker, kaca mata gelap dan sepatu boots selama proses pembuatan. Sebagai tambahan,
runner propeller sebaiknya disiram air sebelum dikikir atau diamplas agar debu kuningan tidak menebar ke sekitar lingkungan kerja
d. Uji permeabilitas pasir cetak sebaiknya diadakan sebelum pembuatan cetakan dilakukan. Dengan adanya uji permeabilitas, maka nilai pasti dari permeabilitas pasir cetak yang digunakan dapat diketahui
e. Lubang poros sebaiknya dibuat dengan inti agar posisi titik sumbunya tepat segaris dengan sumbu boss. Jika dibuat dengan pembubutan, maka ada resiko terjadinya pergeseran posisi titik sumbu tersebut yang menyebabkan runner miring saat dipasang dengan poros