DESAIN DAN PENGECORAN RUNNER PROPELLER
BERBAHAN KUNINGAN (60% Cu / 40% Zn)
UNTUK TURBIN AIR BERDAYA 118 W
DAN DEBIT 12 L/S DENGAN
CETAKAN PASIR
KEVIN JULIAN HAGA MELIALA NIM. 090401059
TUGAS AKHIR YANG DIAJUKAN GUNA MEMENUHI SYARAT UNTUK MEMPEROLEH GELAR SARJANA TEKNIK
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan YME, karena atas berkat-Nya penulis dapat menyelesaikan penulisan skripsi ini yang menjadi salah satu syarat untuk menyelesaikan pendidikan Strata Satu (S1) di Departemen Teknik Mesin Universitas Sumatera Utara.
Berbagai pihak telah memberikan dukungan yang sangat berharga kepada penulis selama penulisan skripsi ini. Tanpa bantuan mereka penulis, merasa tidak mampu menyelesaikan skripsi ini. Oleh karena itu, penulis mengucapkan terima kasih setulusnya kepada :
1. Ir. M. Syahril Gultom, M.T., selaku Dosen Pembimbing yang telah memberikan berbagai petujuk mengenai turbin air dan pelaksanaan Tugas Akhir ini
2. Suprianto, S.T., M.T., informasi dan saran dari beliau mengenai sifat material telah membantu penulis dalam penentuan material
3. Para staff kantor Jurusan Departemen Teknik Mesin USU terutama Ibu Sonta Sihotang
4. Pak Sarman dan para karyawannya yang telah membuatkan coran runner propeller yang menjadi obyek Tugas Akhir ini
5. Orang tua, yang telah membesarkan dan mendukung penulis dari awal hingga sekarang
6. Kakanda Sarjana, S.T., selaku kepala asisten Laboratorium Teknologi Mekanik FT-USU yang telah membantu penulis selama proses finishing
7. Pak Rustam, selaku kepala Laboratorium Metallurgi FT-USU yang telah membantu penulis dalam pelaksanaan uji kekerasan
8. Kakanda Fadli yang telah memberi banyak penjelasan mengenai kegiatan pengecoran logam dan memberi tahu lokasi pengecoran Pak Sarman 9. Rekan – rekan mahasiswa Teknik Mesin USU terutama stambuk 2009
yang telah memberi dukungan kepada penulis
10.Pihak – pihak lainnya yang tidak dapat disebutkan satu per satu didalam tulisan ini
Penulis berharap semoga skripsi ini dapat memberikan wawasan yang lebih jelas mengenai pengecoran runner propeller turbin air dengan cetakan pasir. Di akhir kata, penulis bersedia menerika saran dan kritik yang membangun demi
penyempurnaan skripsi ini.
Medan, 15 April 2014 Penulis,
ABSTRAK
Runner turbin hidrolik berfungsi mengubah aliran air menjadi energi mekanis yang bergerak memutar. Terdapat berbagai macam runner untuk turbin hidrolik, salah satunya adalah propeller. Runner propeller memiliki karakteristik berupa nilai head
yang rendah dan kecepatan aliran air yang tinggi sehingga runner ini cocok digunakan di daerah beraliran air deras. Berkat kedua karakteristik ini, pembuatan sebuah pembangkit listrik hidrolik dengan daya yang besar namun ketinggian antara permukaan air dengan runner yang rendah memungkinkan. Tugas Akhir ini bertujuan memahami pembuatan sebuah runner propeller turbin hidrolik melalui proses pengecoran logam dengan menggunakan cetakan pasir dan memahami perbandingan antara perencanaan dengan prakteknya selama pembuatan. Bahan baku pembuatan adalah kuningan (Cu 60% / Zn 40%) yang memiliki ketahanan korosi yang baik. Desain
runner propeller untuk Tugas Akhir ini berpatokan pada daya rencana sebesar 118 W dan debit 0,12 l/s. Hasil yang diperoleh berupa desain runner propeller dengan diameter luar 0,16 m yang dapat digunakan pada sebuah pembangkit listrik hidrolik berukuran kecil.
ABSTRACT
Turbine runner has a function to convert hydraulic energy of a water flow to mechanical energy. There are many types of hydraulic turbine runner, which one of them is propeller. Propeller runner has characteristics of low head value and high water velocity which make it suitable to be used at torrential water flow areas. Thanks to these characteristics, it’s possible to construct a hydraulic power plant that generates high power output but requires low elevation between the water surface and the runner. This Final Project aimed to understand the production of a propeller runner for hydraulic turbine by using sand casting method and to understand comparisons between planning and practice during the production process. The production uses brass (Cu 60% / Zn 40%) as manufacturing material which has good corrosion resistance. The design of propeller runner for this Final Project is based with power plan of 118 W and discharge of 0.12 l/s. The acquired result is a design of a propeller runner with outer diameter of 0.16 m which is small enough to be used for a small sized hydraulic power plant.
DAFTAR ISI
KATA PENGANTAR……….…. x
ABSTRAK……… xi
DAFTAR ISI……….………… xiii
DAFTAR TABEL……….… xvii
DAFTAR GAMBAR……….………….……….. xviii
DAFTAR NOTASI………... xxiii
DAFTAR AKSARA YUNANI……….……… xxvi
BAB I PENDAHULUAN 1.1Latar belakang……….………. 1
1.2Maksud dan tujuan……….……….…………. 2
1.2.1 Maksud……….…………... 2
1.2.2 Tujuan……….……. 2
1.3Batasan masalah……….…….. 2
1.4Manfaat penelitian………..……….……. 3
1.4.1 Untuk peneliti……….……. 3
1.4.2 Untuk calon peneliti berikutnya……….……. 3
1.5 Metodologi penelitian………...……….…….. 3
1.5.1 Studi pustaka……….…….. 3
1.5.2 Diskusi……….……… 3
1.5.3 Penentuan desain……….……… 3
1.5.4 Metode pembuatan……….………. 4
BAB II TINJAUAN PUSTAKA
2.1 Pengertian mesin hidrolik…………... 6
2.2 Pengertian turbin hidrolik……….….... 7
2.3 Pengertian runner………..………... 9
2.4 Pengertian pengecoran logam……….……….………. 11
2.4.1 Sejarah pengecoran logam……….…….. 13
2.4.2 Faktor –faktor pengecoran logam……….…….. 15
2.4.3 Pelaksanaan pengecoran logam……….…….. 16
2.4.4 Bahan baku pengecoran logam…...……….……… 17
2.4.5 Cetakan (mold)……….………... 25
2.4.6 Sand casting……….…………... 28
2.4.7 Inti (core)……….……… 40
2.4.8 Pembekuan logam……….………….. 40
2.4.9 Cacat pada produk coran……….……… 42
2.5 Pengertian proses machining………...……….………… 46
2.6 Pengertian uji material……….……….………... 50
2.6.1 Uji kekerasan……….……….………. 51
2.6.2 Uji tarik / tensil…….……….……….. 52
2.7 Diagram alir tugas akhir………..……….………… 55
BAB III METODOLOGI 3.1 Umum……….………...………. 56
3.2 Pembuatan desain………...………..…………..………….. 57
3.2.1 Perhitungan dimensi runner propeller……….….….. 57
3.2.2 Perhitungan diameter poros dan lubang poros……….... 60
3.2.3 Perhitungan pasak………...………..…... 62
3.2.4 Pemilihan baut……….……… 64
3.2.5 Penggambaran desain……….………. 64
3.4 Pembuatan pola…….………..……. 65
3.4.1 Pembuatan boss………... 68
3.4.2 Pembuatan sudu………...….. 69
3.5 Uji kehalusan butiran pasir silika………..…... 73
3.5.1 Alat dan bahan………..…... 75
3.5.2 Prosedur pengujian………..…… 77
3.6 Uji material………..…. 78
3.6.1 Uji kekerasan (hardness)………....……. 78
3.6.2 Pengujian tensil………...………. 81
3.7 Perhitungan permeabilitas campuran pasir cetak………..……... 84
3.8 Proses pengecoran……….……….…….. 84
3.8.1 Alat dan bahan………..……... 85
3.8.2 Pembuatan cetakan……….….… 92
3.8.3 Peleburan logam………..…… 94
3.8.4 Proses penuangan……….……... 95
3.9 Pembuatan lubang poros, pembuatan lubang baut dan proses finishing………..………….……. 97
3.10 Pembuatan poros dan pasak………...…. 100
BAB IV DATA UJI MATERIAL DAN HASIL PEMERIKSAAN PRODUK 4.1 Data hasil uji material…….………..……… 102
4.1.1 Uji kekerasan……….……….. 102
4.1.2 Uji tarik……...……….……… 103
4.2 Data hasil uji kehalusan butiran pasir silika………….……… 106
4.3 Data hasil perhitungan permeabilitas campuran pasir cetak…………. 108
4.4 Data hasil pemeriksaan ukuran produk dan hipotesa………..…. 110
4.4.1 Hasil pemeriksaan ukuran produk……….…….. 110
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan………..…………....……….………… 112
5.2 Saran….……… 112
DAFTAR PUSTAKA………...……….……… xxvii
DAFTAR TABEL
Hal.
1. Tabel 2.1 Nilai sifat – sifat beberapa jenis logam dalam wujud cair…………... 15
2. Tabel 2.2 Hubungan ukuran diameter saluran turun dengan berat tuang……… 16
3. Tabel 2.3 Titik lebur dari 3 jenis persen paduan kuningan………..… 21
4. Tabel 2.4 Suhu – suhu penuangan beberapa jenis logam ………..………….… 30
5. Tabel 2.5 Nilai modulus elastisitas beberapa bahan….……….….. 54
6. Tabel 3.1 Data hasil perhitungan dimensi runner………... 59
7. Tabel 3.2 Faktor koreksi daya yang akan ditransmisikan ……….….. 60
8. Tabel 3.3 Data – data kekuatan tarik untuk beberapa jenis baja standar JIS……….……….….. 61
9. Tabel 3.4 Nilai penentuan untuk memulai perhitungan dimensi Poros……… 62
10.Tabel 3.5 Data hasil perhitungan dimensi poros………. 62
11.Tabel 3.6 Nomor saringan mesin uji……….….. 76
12.Tabel 3.7 Diameter dan tinggi spesimen ……….….. 80
13.Tabel 3.8 Dimensi spesimen uji tarik……….……. 83
14.Tabel 4.1 Data – data hasil uji kekerasan……… 102
15.Tabel 4.2 Data - data hasil uji tarik……….. 105
16.Tabel 4.3 Data sifat material propeller produksi Mecklenburger Metallguss GmbH……….…... 106
17.Tabel 4.4 Berat pasir tiap nomor kehalusan dan persennya……….……106
18.Tabel 4.5 Nilai pelipat untuk tiap nomor ayakan……….…… 107
DAFTAR GAMBAR
Hal.
1. Gambar 2.1 Arah perubahan energi pada mesin hidrolik…….………... 6
2. Gambar 2.2 Komponen turbin : A. shaft dan B. runner………..… 7
3. Gambar 2.3 Aliran radial…….………...……….…… 8
4. Gambar 2.4 Aliran aksial………...……….……… 8
5. Gambar 2.5 Aliran campuran……….……….… 9
6. Gambar 2.6 Kiri ke kanan : bentuk runner Francis untuk aliran radial dan aliran campuran……….………. 10
7. Gambar 2.7 Runner propeller dengan head 3 - 65 m………. 11
8. Gambar 2.8 Sebuah proses pengecoran logam besi……….………… 12
9. Gambar 2.9 Tungku induksi……….……..……. 14
10.Gambar 2.10 Diagram alir proses pengecoran logam………..………… 17
11.Gambar 2.11 Diagram fasa besi menurut jumlah persen karbonnya…………... 18
12.Gambar 2.12 Kiri ke kanan : body centered cubic dan face centered cubic. Panah menunjukkan titik kisi (lattice point)………...…. 19
13.Gambar 2.13 Diagram fasa kuningan menurut persen Zn……….….……. 22
14.Gambar 2.14 Diagram fasa silumin………..………... 24
15.Gambar 2.15 Bagian –bagian cetakan………..……….. 26
16.Gambar 2.16 Sebuah cetakan permanen untuk produk aluminium………. 27
17.Gambar 2.17 Pasir kuarsa saringan 420 mikron…...………..…………. 30
18.Gambar 2.18 Pasir olivine………..……. 31
19.Gambar 2.19 Pasir chromite………..….. 31
20.Gambar 2.20 Pasir zircon………..…….. 32
21.Gambar 2.21 Pasir chamotte……….………... 33
23.Gambar 2.23 Resin Fenol Formaldehid…….………...………… 35
24.Gambar 2.24 Hot tear………..……… 35
25.Gambar 2.25 Grafik hubungan pengaruh kadar lempung dan kadar air…….…. 37
26.Gambar 2.26 Grafik hubungan pengaruh kadar bentonit dan kadar air……... 38
27.Gambar 2.27 Sekumpulan kotak flask………..……... 39
28.Gambar 2.28 Pola berbahan kayu (kiri) dan produk yang dijadikan pola (kanan)………..………39
29.Gambar 2.29 Skema pola yang dilengkapi dengan saluran dan riser……….…….………. 40
30.Gambar 2.30 Rongga pada produk………..………… 43
31.Gambar 2.31 Atas ke bawah : produk yang ukurannya menyusut dari ukuran polanya……….…… 44
32.Gambar 2.32 Salah satu bentuk yang terjadi akibat kerontokan cetakan……….……….………….…….. 45
33.Gambar 2.33 Pergeseran pada produk pengecoran………..………….….. 45
34.Gambar 2.34 Mesin bubut / lathe……….……….……….. 47
35.Gambar 2.35 Mesin skrap………..……….. 48
36.Gambar 2.36 Mesin gurdi………..………….. 48
37.Gambar 2.37 Proses freis muka atau tegak………..……… 49
38.Gambar 2.38 Mesin freis datar yang sama dilihat dari sisi yang berbeda………..……….. 50
39.Gambar 2.39 Mesin gerinda meja (kiri) dan mesin gerinda tangan (kanan)………...….…… 50
40.Gambar 2.40 Diagram tegangan – regangan……….…..…. 52
41.Gambar 2.41 Diagram alir pelaksanaan Tugas Akhir………..… 55
42.Gambar 3.1 Diagram alir proses pembuatan ………..……...….. 56
44.Gambar 3.3 Segitiga kecepatan Kaplan / propeller……….……… 64
45.Gambar 3.4 Mesin jigsaw……….………..………. 66
46.Gambar 3.5 Mesin bor tangan………..……… 66
47.Gambar 3.6 Potongan plywood meranti berbentuk silinder kecil………...………...……… 67
48.Gambar 3.7 Kiri ke kanan : pasta polyester dan bahan perekatnya………. 67
49.Gambar 3.8 Pemotongan lingkaran, lingkaran ke 5 tidak dipotong………..………….…… 68
50.Gambar 3.9 Garis – garis pembagi sudut 90o pada boss……….. 69
51.Gambar 3.10 Garis miring penanda posisi sudu………..……… 69
52.Gambar 3.11 Pola sudu master………..….. 70
53.Gambar 3.12 Ukuran sudu yang didesain (kiri) dan potongan pipa PVC (kiri)………...….. 71
54.Gambar 3.13 Pola master yang telah dihaluskan………..………...… 71
55.Gambar 3.14 Ilustrasi proses pemanasan PVC (kiri) dan proses penekanan (kanan)….………..…… 72
56.Gambar 3.15 Pola runner propelleryang telah selesai dibuat…………...…….. 73
57.Gambar 3.16 Kiri ke kanan : ukuran boss dan ukuran perkiraan sudu……….... 75
58.Gambar 3.17 Mesin pengguncang pasir……….………...76
59.Gambar 3.18 Bejana ukur terisi pasir silika………...…….. 77
60.Gambar 3.19 Mesin uji Brinell………...………. 79
61.Gambar 3.20 Teropong mikro………..79
62.Gambar 3.21 Ketiga silinder spesimen………...………. 80
63.Gambar 3.22 Mesin uji tarik……….………... 82
64.Gambar 3.23 Ketiga spesimen sebelum pengujian……….….………...…. 83
65.Gambar 3.24 Spesimen terpasang pada pencengkram, siap ditarik……….………..…… 84
66.Gambar 3.25 Flask yang digunakan……….... 85
68.Gambar 3.27 Blower yang terpasang dengan tungku………..…… 86
69.Gambar 3.28 Pasak kayu……….…… 86
70.Gambar 3.29 Ayakan………..…. 87
71.Gambar 3.30 Penyembur api (kiri) dan tabung gasnya (kanan)…………..…… 87
72.Gambar 3.31 Pola……….... 87
73.Gambar 3.32 Gergaji logam……….……….... 88
74.Gambar 3.33 Tap berulir………..……… 88
75.Gambar 3.34 Kunci inggris………..…… 89
76.Gambar 3.35 Mesin bor………..…………. 89
77.Gambar 3.36 Geram kuningan didalam tempat Penampungannya………..…….……….. 90
78.Gambar 3.37 Campuran pasir cetak……….... 91
79.Gambar 3.38 Tumpukan potongan kayu………...….. 91
80.Gambar 3.39 Drag (kiri) dan cope (kanan)……….… 93
81.Gambar 3.40 Penghalusan cetakan cope dengan bantuan pola yang ikut menempel di cope saat flask diangkat ……...……….…… 93
82.Gambar 3.41 Pengeringan drag dengan penyembur api……….…… 94
83.Gambar 3.42 Api membesar setelah pemberian potongan kayu tambahan……….… 94
84.Gambar 3.43 Cetakan yang telah siap digunakan………... 96
85.Gambar 3.44 Proses penuangan……….………. 96
86.Gambar 3.45 Runner propeller yang telah dikeluarkan dari cetakannya………....…………..…. 97
87.Gambar 3.46 Penggergajian bagian – bagian berlebih………...….………….... 97
88.Gambar 3.47 Permukaan bawah boss yang telah diratakan…...……….… 98
89.Gambar 3.48 Berbagai bit yang dipakai pada center (searah jarum jam dari atas) : 5 mm, 20 mm dan 12,5 mm……..…….……….…. 98
90.Gambar 3.49 Penggerindaan (kiri) dan pengikiran (kanan)….………..…. 99
92.Gambar 3.51 Pembuatan ulir dengan menggunakan tap……….…..………….. 99
93.Gambar 3.52 Lubang pasak yang telah dibuat………..………... 100
94.Gambar 3.53 Pembuatan jalur pasak………... 100
95.Gambar 4.1 Deformasi pada salah satu spesimen……….………….………….. 102
96.Gambar 4.2 Skema uji Brinell……….……… 103
97.Gambar 4.3 Ketiga spesimen yang telah putus………..…….. 103
98.Gambar 4.4 Grafik pada Gambar 2.26 sebelumnya yang telah diberi
penandaan………..….. 108
99.Gambar 4.5 Kiri ke kanan : Runner propeller dengan penandaan
sudu – sudunya (A, B, C dan D) dan 3 titik penanda lokasi
DAFTAR NOTASI
SIMBOL ARTI SATUAN
A0 Luas penampang mm2
lintang spesimen
as Alas segitiga sudu mm
Cb Faktor koreksi
beban lentur
D Diameter luar mm
Db Diameter boss mm
Di Diameter indentor mm
Dt Diameter kecil mm
spesimen uji tarik
dp Diameter poros mm
di Diameter indentasi mm
FN Nomor kehalusan mesh
butiran
fc Faktor koreksi
g Percepatan gravitasi m/s2
H Head m
Kt Faktor koreksi
tumbukan
L0 Panjang awal mm
diameter kecil
lbl Lebar balok sudu mm
lf Lebar flask mm
N Putaran runner rpm
n Rasio diameter
boss dan diameter luar
P Daya rencana W
Pd Daya transmisi kW
Pf Beban patah kgf
Pmax Beban maksimum kgf
Pr Permeabilitas cm3/mm
Pu Beban pengujian kgf
kekerasan
Py Beban yield kgf
pbl Panjang balok sudu mm
pf Panjang flask mm
Q Debit air l/s
Sf Tegangan patah kgf/mm2
Sf1 Faktor keamanan
bahan
Sf2 Faktor keamanan
bentuk poros
Sn Nilai pelipat
Su Tegangan tarik kgf/mm2
S0 Tegangan mulur kgf/mm2
tb Tinggi boss mm
tbl Tinggi balok sudu mm
tf Tinggi flask mm
tp Tebal pasak mm
tpr Tinggi prisma sudu mm
ts Tinggi segitiga sudu mm
tef Tebal flask mm
u Kecepatan rim m/s diameter luar
ub Kecepatan rim m/s
diameter boss
uw kecepatan whirl m/s
diameter luar
uwb Kecepatan whirl m/s
diameter boss
Vb Volume boss ml
Vbl Volume balok sudu
Vf Kecepatan air m/s
Vpr Volume prisma sudu ml
Vpropeller Volume runner ml
propeller
Vmax Volume maksimum ml
flask
W Berat spesifik air N/m3
Wn Berat pasir tiap g
ayakan
w Lebar arc sudu mm
diameter luar
wb Lebar arc sudu mm
diameter boss
wp Lebar pasak mm
DAFTAR AKSARA YUNANI
SIMBOL ARTI SATUAN
α Sudut pandu inlet
diameter luar
α Sudut pandu inlet
diameter boss
∆L Panjang penguluran mm
H Efisiensi hidrolik %
Efisiensi total %
Sudut sudu inlet
diameter luar
Sudut sudu inlet
diameter boss
σb Kekuatan tarik kg/mm2
bahan
� Tegangan geser kg/mm2
izin
ϕ Sudut sudu outlet
diameter luar
ϕ Sudut sudu outlet
diameter boss
ABSTRAK
Runner turbin hidrolik berfungsi mengubah aliran air menjadi energi mekanis yang bergerak memutar. Terdapat berbagai macam runner untuk turbin hidrolik, salah satunya adalah propeller. Runner propeller memiliki karakteristik berupa nilai head
yang rendah dan kecepatan aliran air yang tinggi sehingga runner ini cocok digunakan di daerah beraliran air deras. Berkat kedua karakteristik ini, pembuatan sebuah pembangkit listrik hidrolik dengan daya yang besar namun ketinggian antara permukaan air dengan runner yang rendah memungkinkan. Tugas Akhir ini bertujuan memahami pembuatan sebuah runner propeller turbin hidrolik melalui proses pengecoran logam dengan menggunakan cetakan pasir dan memahami perbandingan antara perencanaan dengan prakteknya selama pembuatan. Bahan baku pembuatan adalah kuningan (Cu 60% / Zn 40%) yang memiliki ketahanan korosi yang baik. Desain
runner propeller untuk Tugas Akhir ini berpatokan pada daya rencana sebesar 118 W dan debit 0,12 l/s. Hasil yang diperoleh berupa desain runner propeller dengan diameter luar 0,16 m yang dapat digunakan pada sebuah pembangkit listrik hidrolik berukuran kecil.
ABSTRACT
Turbine runner has a function to convert hydraulic energy of a water flow to mechanical energy. There are many types of hydraulic turbine runner, which one of them is propeller. Propeller runner has characteristics of low head value and high water velocity which make it suitable to be used at torrential water flow areas. Thanks to these characteristics, it’s possible to construct a hydraulic power plant that generates high power output but requires low elevation between the water surface and the runner. This Final Project aimed to understand the production of a propeller runner for hydraulic turbine by using sand casting method and to understand comparisons between planning and practice during the production process. The production uses brass (Cu 60% / Zn 40%) as manufacturing material which has good corrosion resistance. The design of propeller runner for this Final Project is based with power plan of 118 W and discharge of 0.12 l/s. The acquired result is a design of a propeller runner with outer diameter of 0.16 m which is small enough to be used for a small sized hydraulic power plant.
PENDAHULUAN
1.1 Latar belakang
Manusia telah lama memanfaatkan aliran air sebagai sumber energi untuk berbagai
keperluan, misalnya untuk memindahkan kayu dari hulu ke hilir sungai. Dalam
perkembangannya, aliran tersebut akhirnya dapat digunakan untuk membangkitkan
tenaga listrik yang memiliki aplikasi yang lebih luas dibandingkan dengan sekedar
memindahkan kayu.
Untuk membangkitkan tenaga listrik tersebut dari sebuah aliran air, digunakan
turbin hidrolik. Turbin hidrolik dapat menghasilkan listrik saat poros (shaft) , yang
digerakkan oleh aliran air, berputar terhadap generator turbin. Aliran air dapat memutar
poros tersebut karena menyentuh sebuah komponen yang terpasang pada poros tersebut,
yakni runner.
Runner turbin digunakan untuk mengubah aliran air menjadi gerakan rotasi.
Semakin cepat aliran air, maka runner semakin cepat memutar shaft dan semakin besar
pula tenaga listrik yang dihasilkan. Namun, dimensi - dimensi runner seperti diameter
dalam, diameter luar, sudut inlet dan sudut outlet juga mempengaruhi daya yang
dihasilkan oleh pembangkit listrik tenaga air yang menggunakannya. Pada gilirannya,
jenis dan dimensi runner tersebut dipengaruhi oleh head dan kecepatan aliran air.
Salah satu desain runner tersebut ialah runner propeller dan Kaplan. Kedua
Runner ini dipakai pada aliran air dengan kondisi kondisi head yang rendah dan jenis
aliran aksial murni (arah aliran air masuk / inlet dan keluar / outlet segaris dengan garis
sumbu runner). Walaupun keduanya berupa propeller, yang membedakan runner
propeller biasa dengan Kaplan ialah pada Kaplan terdapat mekanisme pengubah sudut
sudu sehingga kecepatan putaran dapat disesuaikan dengan kecepatan aliran air.
Dengan nilai head yang kecil tersebut, maka pembangkit listrik hidrolik yang
ini, terdapat berbagai produsen yang menawarkan instalasi pembangkit listrik hidrolik
dengan runner propeller yang cukup kuat untuk memenuhi beberapa jenis kebutuhan
listrik rumah tangga. Jika di Indonesia terdapat langkah yang demikian, maka
ketergantungan akan listrik PLN dapat dikurangi, setidaknya untuk masyarakat yang
tinggal disepanjang aliran sungai – sungai deras di Indonesia.
1.2 Maksud dan tujuan 1.2.1 Maksud
Penelitian ini dilakukan untuk memenuhi Tugas Akhir sebagai syarat guna
memperoleh gelar Sarjana Teknik dari Universitas Sumatera Utara.
1.2.2 Tujuan
Tujuan dari penelitian ini ialah sebagai berikut :
a. Memahami pembuatan sebuah runner propeller untuk turbin hidrolik
melalui proses produksi pengecoran logam dengan cetakan pasir
b. Memahami perbandingan antara perencanaan dengan praktek selama proses
pembuatan
1.3 Batasan masalah
Karena luasnya potensi cakupan pembahasan penelitian ini, maka peneliti menetapkan
batasan –batasan sebagai berikut :
a. Untuk pembuatan desain, ditetapkan nilai daya rencana (P) 118 W, debit (Q)
12 l/s, head (H) 2 m, diameter luar 0,16 m, putaran (N) 150 rpm,
perbandingan diameter dalam (boss) dan luar (n) 0,35, efisiensi hidrolik
(ηH) 0,1 % dan jumlah sudu (Z) 4 buah
b. Cetakan pasir dibuat dengan metode pasir basah (green sand) dengan
campuran pasir silika, bentonit dan air
c. Diadakan pengujian terhadap bahan baku kuningan (Cu 60 % / Zn 40 %)
berupa uji tarik dan uji kekerasan dengan tujuan mengetahui sifat - sifat
kehalusan butiran pasir diadakan pada pasir silika dengan tujuan mengetahui
nomor kehalusan butirannya
1.4 Manfaat penelitian 1.4.1 Untuk peneliti
Mendapatkan pengetahuan akan perancangan dan tahap – tahap pembuatan
runner propeller dengan cara pengecoran logam.
1.4.2 Untuk calon peneliti berikutnya
Mendapatkan acuan yang lebih jelas jika memiliki niat untuk melanjutkan
penelitian ini.
1.5 Metodologi penelitian 1.5.1 Studi pustaka
Dilakukan dengan mempelajari literatur – literatur ilmiah mengenai turbin hidrolik propeller dan proses pengerjaan logam di Perpustakaan Universitas Sumatera
Utara, situs internet dan tempat – tempat lainnya. Tujuan studi pustaka ini ialah agar peneliti memperoleh teori – teori untuk menunjang penelitian ini. Adapun literatur – literatur tersebut berupa buku cetak, karangan ilmiah dan artikel internet.
1.5.2 Diskusi
Peneliti melakukan diskusi dengan berbagai pihak seperti dosen, asisten
laboratorium dan rekan – rekan mahasiswa untuk memperoleh penjelasan dan saran yang akan dipertimbangkan selama penelitian berlangsung.
1.5.3 Penentuan desain
1.5.4 Metode pembuatan
Proses pembuatan diawali dengan pembuatan pola yang memiliki ukuran – ukuran hasil perancangan yang telah dibuat. Selanjutnya, pasir cetak yang akan dipakai
untuk membuat cetakan diuji kehalusannya. Pasir cetak tersebut kemudian dicampur
dengan bahan – bahan perekat menurut persentase berat masing - masing. Adapun persentase tersebut disesuaikan dengan teori yang diperoleh dari literatur – literatur.
Komponen – komponen cetakan pasir dikonstruksi berdasarkan bentuk pola dan penuangan logam cair kuningan dilakukan pada cetakan tersebut untuk membentuk
runner propeller yang telah dirancang. Pembuatan lubang baut, pembuatan lubang
poros dan proses penghalusan (finishing) dilakukan dengan proses pemesinan
(machining). Pembuatan poros dan pasak dilakukan setelah runner propeller selesai
dihaluskan.
1.6 Sistematika penulisan
Karya ilmiah ini berupa buku skripsi. Bahasan – bahasan yang dijabarkan di dalam buku skripsi ini tersusun dalam bab – bab.
BAB I merupakan Pendahuluan yang meliputi latar belakang, maksud dan
tujuan, batasan masalah, manfaat penelitian, metodologi penelitian, dan sistematika
penulisan.
BAB II merupakan Tinjauan Pustaka yang meliputi pengertian mesin hidrolik,
pengertian turbin hidrolik, pengertian runner,pengertian pengecoran logam, pengertian
proses pemesinan,pengertian uji material, dan diagram alir tugas akhir.
BAB III merupakan Metodologi yang meliputi umum, pembuatan desain,
penentuan bahan baku runner propeller, pembuatan pola, uji kehalusan butiran pasir
silika, uji material, perhitungan permeabilitas campuran pasir cetak, proses pengecoran,
pembuatan lubang poros, pembuatan lubang baut dan proses finishing, dan pembuatan
BAB IV merupakan data hasil uji material, data hasil uji kehalusan butiran pasir
silika, data hasil perhitungan permeabilitas campuran pasir cetak, dan data hasil
pemeriksaan ukuran produk dan hipotesa.
BAB V merupakan Kesimpulan dan Saran.
DAFTAR PUSTAKA merupakan daftar literatur dan rujukan data – data yang digunakan untuk menunjang penyusunan skripsi ini.
LAMPIRAN berisi tabel data hasil uji tarik, grafik hasil uji tarik, gambar desain,
TINJAUAN PUSTAKA
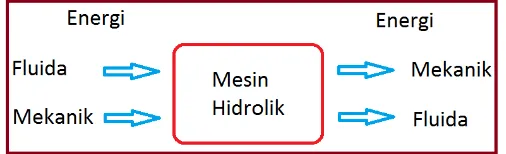
2.1 Pengertian mesin hidrolik
Mesin hidrolik digunakan sebagai pemindah energi dari aliran fluida ke tempat lain
melalui pergerakan komponen – komponennya, dan sebaliknya, juga dapat digunakan untuk memindahkan energi dari suatu komponen menuju fluida. Pergerakan tersebut
berupa perpindahan dan perputaran. Selama terjadi pertukaran energi, energi hidrolik
[image:34.595.208.461.351.428.2]tersebut diubah menjadi energi mekanik atau sebaliknya.
Gambar 2.1 Arah perubahan energi pada mesin hidrolik
Berdasarkan arah perubahan energi tersebut, mesin hidrolik terbagi atas 2 jenis,
yakni :
a. Pompa
Mesin hidrolik ini berfungsi mengubah energi mekanis menjadi energi
hidrolik pada fluida sehingga fluida tersebut dapat mengalir. Pompa dapat
digerakkan tanpa mesin (manual) maupun dengan mesin
b. Turbin Hidrolik
Turbin hidrolik adalah mesin hidrolik yang berfungsi mengubah energi
hidrolik dari aliran fluida menjadi energi mekanis melalui pergerakan
komponen – komponennya yang diakibatkan oleh aliran fluida (umumnya air) tersebut. Turbin digunakan sebagai penggerak utama sebuah komponen
Selain kedua jenis diatas, mesin hidrolik terbagi lagi menjadi 2 jenis berdasarkan
ada atau tidaknya cara pemampatan fluida :
a. Statis
Mampu memampatkan dan mengalirkan fluida secara mekanis, contohnya
ialah recripocating pump
b. Kinematik
Tidak memiliki sistem pemampatan, namun memiliki bagian yang dapat
berputar seperti impeller (pompa), rotor (kompresor) dan runner (turbin)
2.2 Pengertian turbin hidrolik
Selama terjadi perubahan energi hidrolik menjadi mekanis didalam sebuah turbin
hidrolik, juga terjadi perpindahan energi tersebut dari aliran fluida ke komponen – komponen lainnya. Perubahan energi tersebut dilakukan oleh runner yang berputar saat
aliran fluida menyentuhnya, sementara perpindahan energi ke komponen lain terjadi
[image:35.595.240.429.445.582.2]melalui poros.
Gambar 2.2 Komponen turbin : A. poros dan B. runner[26]
Berdasarkan wujud energi hidrolik yang menggerakkan runnernya, turbin
dibagi atas 2 jenis :
a. Turbin impuls
Runner turbin impuls digerakkan oleh energi hidrolik yang telah diubah
seluruhnya menjadi energi kinetik melalui cara tertentu, misalnya
b. Turbin reaksi
Pada turbin reaksi, hanya sebagian energi hidrolik yang diubah menjadi
energi kinetik sehingga terdapat 2 komponen energi hidrolik yang
menggerakkan runner, yakni energi kinetik dan tekanan fluida. Setelah
menyentuh runner, tekanan fluida akan terus berkurang sehingga pada saat
aliran fluida berada di outlet bernilai :
1. lebih rendah dibanding tekanan atmosfer jika draft tube terpasang
2. sama dengan tekanan atmosfer jika tidak ada draft tube. Contoh turbin
ini ialah turbin Francis, turbin Kaplan dan turbin propeller
Selain turbin impuls dan reaksi, turbin dapat dibagi lagi menurut :
a. Arah aliran fluida terhadap runner
1. Turbin aliran radial
Aliran fluida pada inlet dan outlet berarah saling tegak lurus, contoh
[image:36.595.265.440.422.542.2]turbin ini ialah turbin Francis desain lama
Gambar 2.3 Aliran radial
2. Turbin aliran aksial
Arah aliran fluida segaris dengan sumbu runner, baik pada inlet maupun
pada outlet, contoh turbin ini ialah turbin Kaplan dan propeller
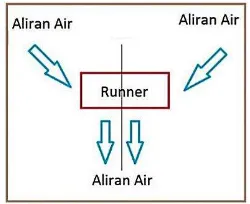
[image:36.595.283.425.628.749.2]3. Turbin aliran campuran
Aliran fluida bertipe radial dengan kemiringan tertentu pada inlet,
namun menjadi aksial saat berada di outlet, contoh turbin ini ialah turbin
[image:37.595.289.414.177.279.2]Francis desain baru
Gambar 2.5 Aliran campuran
b. Nilai head
1. Turbin head rendah (3 – 30 m). Contoh : turbin Kaplan dan propeller
2. Turbin head menengah (3 – 500 m). Contoh : turbin Francis 3. Turbin head tinggi (>100 m). Contoh : turbin Pelton
c. Kecepatan spesifik
Kecepatan spesifik adalah bilangan tanpa dimensi yang digunakan untuk
menentukan karakteristik kecepatan putaran suatu turbin. Jenis - jenisnya
adalah :
1. Turbin berkecepatan spesifik rendah, misalnya turbin Pelton
2. Turbin berkecepatan spesifik menengah, misalnya turbin Francis
3. Turbin berkecepatan spesifik tinggi, misalnya turbin Kaplan dan
propeller
2.3 Pengertian runner
Runner adalah komponen turbin hidrolik yang digerakkan oleh aliran air. Fungsinya
ialah mengubah energi hidrolik menjadi energi mekanis berupa putaran. Perputaran
runner bergantung pada kecepatan aliran air dan bentuk runner tersebut, sementara
Runner adalah komponen turbin yang paling dominan karena fungsinya ini dan
bahkan seringkali disebut sebagai turbin itu sendiri. Efisiensi sebuah pembangkit listrik
hidrolik sangat dipengaruhi runner sehingga perancangan dan penempatannya harus
diperhitungkan secara seksama. Jika desain runner tidak cocok dengan aliran air, maka
daya listrik yang dihasilkan pembangkit listrik tersebut tidak akan memenuhi harapan.
Agar memiliki efisiensi yang diharapkan, suatu desain runner harus dapat
menyesuaikan diri sebaik – baiknya dengan aliran air yang mengenainya. Untuk menyelesaikan masalah ini, maka digunakan perhitungan yang disebut segitiga
kecepatan.
Melalui perhitungan segitiga kecepatan tersebut, dapat diketahui ukuran sudu
yang sesuai untuk suatu desain runner yang akan bekerja pada suatu aliran air. Segitiga
kecepatan berbeda – beda menurut jenis runner dan kondisi aliran airnya. Karena itulah sebelum menentukan jenis dan desain sebuah runner, desainer wajib mengetahui
kondisi aliran air seperti head dan debitnya.
Saat ini terdapat berbagai jenis runner yang dipakai pada pembangkit listrik
hidrolik, yakni :
a. Francis
Runner ini dikembangkan oleh James B. Francis di AS. Runner ini memiliki
jenis aliran radial, bertipe reaksi dan nilai head menengah. Kecepatan
putaran runner ini ditentukan oleh posisi guide vane yang terpasang
disekelilingnya. Pada perkembangannya, tipe aliran air runner ini berubah
[image:38.595.252.433.586.720.2]menjadi aliran campuran.
b. Pelton
Sering juga disebut dengan nama Roda Pelton (Pelton Wheel), runner ini
dikembangkan oleh Lester Allan Pelton pada 1870. Karena digerakkan
oleh air yang ditembakkan oleh nosel, maka runner ini termasuk tipe
impuls, berbeda dengan kincir air yang digerakkan oleh aliran air alami
c. Propeller dan Kaplan
Runner propeller dan Kaplan adalah pengembangan dari runner Francis.
Runner propeller dan Kaplan memiliki tipe aliran aksial dan mampu
beroperasi pada head yang rendah, namun memerlukan kecepatan aliran air
yang tinggi. Sama seperti runner Francis, kecepatan putaran runner
propeller dan Kaplan dapat diubah dengan mengganti sudut kemiringan
guide vane. Jika terdapat mekanisme khusus yang mampu melakukan hal
demikian pada turbin dengan runner Kaplan (yang memiliki mekanisme
pengubah sudut sudu – sudunya), maka didapatkan sebuah sistem turbin yang fleksibel dengan aliran air sehingga resiko kehilangan daya akibat
pengurangan debit air dapat diminimalisir. Baik runner propeller maupun
Kaplan dapat dipasang vertikal atau horizontal (turbin bulb). Pada instalasi
horizontal, kerugian aliran (rugi head) dapat diminimalisir sebab pipa
spiral yang ada pada instalasi vertikal tidak dibutuhkan pada instalasi
horizontal
Gambar 2.7 Runner propeller dengan head 3 - 65 m [30]
2.4 Pengertian pengecoran logam
Pengecoran logam ialah cara produksi yang memiliki metode mengalirkan logam cair
mengeras sehingga diperoleh produk jadi. Pengecoran logam biasa digunakan untuk
[image:40.595.284.395.156.306.2]mencetak benda – benda logam yang memiliki bentuk – bentuk rumit, dimana jika dikerjakan dengan pemesinanmembutuhkan waktu yang lama.
Gambar 2.8 Sebuah proses pengecoran logam besi [7]
Teknik pengecoran logam memungkinkan pembuatan paduan campuran (logam
dengan logam) dan paduan komposit (logam dengan nonlogam). Saat logam induk
berada dalam fasa cair, pencampuran material lainnnya dapat dilakukan asalkan suhu
peleburan cukup tinggi untuk melebur material yang akan dicampur.
Proses produksi pengecoran logam memiliki beberapa karakteristik yang
membuatnya berbeda dengan proses produksi lainnya. Karakteristik – karakteristik tersebut ialah sebagai berikut :
a. Bahan baku produk berupa logam yang telah dicairkan seluruhnya
b. Logam dicairkan dengan menggunakan tungku / tanur
c. Produk dibentuk dengan mengalirkan logam cair ke dalam cetakan yang
memiliki bentuk produk
d. Proses pengerjaan meliputi pencairan logam, pembuatan cetakan,
penuangan logam cair, pembongkaran cetakan, pembersihan produk dan
pemeriksaan
e. Cetakan dibentuk dengan menggunakan proses produksi yang lain, misalnya
pemesinan dan pengerjaan manual
Proses produksi dengan pengecoran logam, terutama yang menggunakan
cetakan pasir, telah menjadi proses produksi yang sangat umum dilakukan. Hal ini
didukung dengan kemampuan proses ini untuk membuat sebuah produk dalam waktu
yang singkat. Dengan kelebihan ini, sebuah produk berbentuk rumit dapat diselesaikan
dalam waktu yang lebih singkat jika dibandingkan dengan saat menggunakan proses
pemesinan.
Walaupun dengan keuntungan tersebut, proses – proses persiapan yang dibutuhkan untuk mengadakan proses pengecoran logam, misalnya proses pembuatan
cetakan dengan pemesian, memakan waktu yang lama tergantung pada kerumitan
bentuk produk yang harus dibuat.
Tungku peleburan untuk pengecoran logam memiliki jenis yang berbeda – beda menurut titik lebur / titik cair logam produknya. Titik lebur ini menunjukkan suhu yang
diperlukan untuk mengubah wujud padat logam menjadi cair, sehingga tungku yang
diperlukan harus mampu menghasilkan panas yang lebih tinggi dibanding titik ini agar
logam dapat mencair seluruhnya.
Penjiplakan dengan pengecoran logam dapat dilakukan dengan menggunakan
cetakan tidak permanen dengan cara menggunakan produk yang telah ada sebagai pola
untuk membuat cetakannya. Baik cetakan tidak permanen maupun pola akan dibahas
pada sub-bab berikutnya.
Pengecoran logam telah dikenal selama berabad abad dan telah digunakan untuk
membuat perhiasan, perkakas rumah tangga, senjata dan lain sebagainya. Selama
perkembangannya, telah dikenal berbagai variasi pengecoran logam seperti sand
casting, lost wax casting dan plaster mold casting.
2.4.1 Sejarah pengecoran logam
Pengecoran logam tertua diduga berlangsung pada 3000 SM di India, Cina dan
Timur Tengah. Pada saat itu, perkakas dan senjata dari perunggu merupakan produk
pengecoran logam yang umum sehingga banyak yang tersisa hingga sekarang. Pada
abad ke 500 SM pengecoran besi telah berkembang di Cina.
Pada Zaman Besi awal, dapur peleburan (melting oven) dikembangkan dari
tanah liat, batu, lilin dan bahkan logam. Benda – benda yang diproduksi meliputi banyak jenis termasuk benda – benda berongga yang dibuat dengan menggunakan inti (core).
Pada abad Pertengahan, dokumentasi mengenai pengecoran logam semakin
jelas perinciannya. Dari dokumentasi tersebut disebutkan bahwa lilin dan tanah liat
menjadi material utama dalam pengecoran logam, sementara itu tungku crucible dan
api memungkinkan pembuatan campuran logam seng, timah dan tembaga.
Senjata api menjadi salah satu produk pengecoran besi yang pertama pada tahun
1400 M. Pada awalnya, pembuatan peluru masih menggunakan cetakan tanah liat,
kemudian penggunaan cetakan permanen yang terbuat dari besi tuang menjadi
berkembang pesat karena tingginya permintaan pasar. Pada tahun 1500 M, pipa yang
terbuat dari besi tuang mulai diproduksi bersama dengan oven, kompor dan bahkan
komponen air mancur.
Pada saat ini, proses pengecoran logam telah menjadi proses produksi yang
sering dilakukan, bahkan material – material non logam juga telah dikerjakan dengan teknik pengecoran. Salah satu faktor utama yang menunjang hal ini ialah
pengerjaannya yang relatif singkat dan murah dibanding dengan proses produksi
lainnya.
Berkat kemajuan teknologi pengecoran logam dan peleburan, paduan – paduan dengan multi komposisi dan material yang sebelumnya tidak dapat dilebur dapat
dikerjakan. Salah satu kemajuan tersebut ialah tungku induksi yang mampu
[image:42.595.236.436.568.719.2]mencairkan logam dengan aliran listrik.
2.4.2 Faktor – faktor pengecoran logam
Berikut ini adalah faktor – faktor yang mempengaruhi suatu proses pengecoran logam :
a. Sifat – sifat logam dalam wujud cair, yakni : titik lebur, berat jenis, koefisien kekentalan kinematik, dan tegangan permukaan
Tabel 2.1 Nilai sifat – sifat beberapa jenis logam dalam wujud cair
Bahan Titik
lebur
(oC)
Berat jenis
(g/cm3)
Koefisien
kekentalan
kinematik
(cm2/s)
Tegangan
permukaan
(dyne/cm)
Timah (Pb) 232 5,52 (232 oC) 0,00199 540 (247 oC)
Seng (Zn) 327 6,21 (420 oC) 0,00508 450 (330 oC)
Aluminium (Al) 660 2,35 (760 oC) 0,00234 520 (750 oC)
Tembaga (Cu) 1083 7,84 (1200 oC) 0,00395 581 (1200 oC)
Besi tuang 1170 6,9 (1300 oC) 0,0023 1150 (1300 oC)
(Sumber : Lit. 39 Hal : 12)
b. Pembekuan logam cair. Pembekuan logam paduan dan logam murni
memiliki prinsip yang berbeda
c. Bentuk dan ukuran produk. Pengaruhnya secara langsung diberikan oleh
bentuk rongga cetakan (mold cavity) berbentuk produk yang dibuat dengan
bantuan pola (cetakan tidak permanen) ataupun pemesinan dan pemahatan
(cetakan permanen)
d. Jenis cetakan : permanen atau tidak permanen. Jenis bahan baku cetakan dan
cara pembuatannya juga ikut memberikan pengaruh
e. Bagian – bagian cetakan yang dimiliki, misalnya riser dan saluran turun (downsprue). Bentuk dan ukuran saluran – saluran tersebut juga memberikan pengaruh. Tabel 2.2 berikut menunjukkan hubungan ukuran
Tabel 2.2 Hubungan ukuran diameter saluran turun dengan berat tuang Berat tuang (10 kg) Diameter downsprue (mm) Berat tuang (10 kg) Diameter downsprue (mm)
<= 10 13 200-250 39
10-20 19 250-300 39
20-30 22 300-350 39
30-40 24 350-400 39
40-50 25 400-450 40
50-75 27 450-500 42
75-100 30 500-600 43
100-125 31 600-700 45
125-150 33 700-800 47
150-175 34 800-900 48
175-200 36 900-1000 49
(Sumber : Lit. 39 Hal : 78)
f. Proses peleburan dan penuangan logam cair. Peleburan masing – masing logam dibedakan oleh titik lebur / titik cairnya sehingga
membuat perbedaan pada lamanya waktu peleburan hingga jenis
tungku peleburan yang diperlukan diantara jenis – jenis logam tersebut. Titik lebur tersebut juga membuat perbedaan pada suhu
penuangan
g. Perlakuan khusus, misalnya pemberian bagian penambah pada
rongga cetak produk
2.4.3 Pelaksanaan pengecoran logam
Pelaksanaan pengecoran logam meliputi : membuat cetakan, peleburan logam,
penuangan, pembekuan logam cair, pembongkaran cetakan, pembersihan produk dan
pemeriksaan. Dalam banyak kasus, pengecoran diikuti dengan proses finishing untuk
membuang bagian permukaan produk yang cacat.
Pelaksanaan sebuah proses pengecoran secara umum dapat dilihat dalam
Gambar 2.10 Diagram alir proses pengecoran logam
2.4.4 Bahan baku pengecoran logam
Bahan baku logam untuk pengecoran dibagi menjadi 5 :
a. Besi tuang (cast iron)
Besi tuang adalah paduan besi yang mengandung karbon, silisium, mangan,
fosfor dan belerang.
Gambar 2.11 Berikut menunjukkan sebuah diagram fasa besi karbon
menurut persentase berat karbon : Mulai
Peleburan logam
Pembekuan logam cair Penuangan
Pembongkaran cetakan
Pembersihan produk
Pemeriksaan produk
Finishing
Pembuatan cetakan
Gambar 2.11 Diagram fasa besi menurut jumlah persen karbonnya [23]
Besi memiliki struktur – struktur penyusun yang disebut alotrofi. Jenis – jenis alotrofi tersebut diantaranya adalah sebagai berikut :
i. Ferrite (besi α)
Merupakan struktur fasa yang memberikan sifat liat dan magnetis pada
besi. Ferit terbentuk pada suhu dibawah 912 oC melalui pendinginan austenit yang lambat. Ferit memiliki nilai kekerasan 70 – 100 BHN
(Brinell Hardness Number). Memiliki struktur body - centered cubic
ii. Austenit (besi γ)
Terbentuk dibawah suhu 1394 oC. Memberikan sifat liat, namun dapat
memisahkan karbon. Berstruktur face - centered cubic
iii. Besi delta (δ)
Fasa ini terbentuk ketika suhu pembekuan logam cair mencapai angka
iv. Besi karbida (sementit)
Struktur fasa ini merupakan senyawa karbon (6,67 %) dan besi (93,3 %)
dengan struktur kimia Fe3C. Sementit bersifat keras dengan nilai
kekerasan 65 – 68 RHN (Rockwell Hardness Number), namun juga menambah kerapuhan pada besi. Besi karbida banyak digunakan sebagai
bahan paduan pahat HSS (high speed steel) karena ketahanan ausnya
Gambar 2.12 Kiri ke kanan : body centered cubic[9] dan face centered cubic[10]. Panah menunjukkan titik kisi (lattice point)
Besi tuang memiliki 6 jenis : besi tuang kelabu, besi tuang tempa, besi tuang
bergrafit bulat, besi tuang dicil, besi tuang mutu tinggi dan besi tuang kelabu
paduan.
Besi tuang kelabu memiliki warna keabuan dan memiliki struktur mikro
berupa ferrite ataupun perlit dan serpihan karbon getas. Besi tuang ini
memiliki kekuatan tensil 10-30 kgf/mm2, namun bersifat agak getas. Titik leburnya mencapai 1200 oC dan memiliki kemampuan cor yang baik sehingga banyak dipakai sebagai bahan baku pengecoran.
Besi tuang tempa terbuat dari besi tuang putih yang dilunakkan didalam
tanur dalam waktu lama. Warna putih tersebut diberikan oleh struktur
sementit. Melalui proses penempaan, sifat rapuh yang diberikan sementit
berubah menjadi liat.
Besi tuang kelabu paduan memiliki unsur – unsur paduan (seperti krom, nikel, molibdenum, vanadium, titanium dan sebagainya) dan grafit. Secara
Besi tuang bergrafit bulat dibuat dengan memadukan magnesium, kalsium
atau serium kedalam cairan logam sehingga grafit bulat akan mengendap.
Besi tuang ini memiliki kekuatan, keuletan, ketahanan aus dan ketahanan
panas yang lebih baik dibanding besi tuang kelabu.
Besi tuang cil merupakan besi tuang putih yang bagian dalamnya terdiri dari
struktur dengan endapan grafit. Keuletan dan ketahanan aus permukaannya
sangat baik.
Besi tuang mutu tinggi mengandung lebih sedikit karbon dan silikon serta
ukuran grafit bebasnya lebih kecil dibanding besi tuang kelabu sehingga
memiliki kekuatan tensil 30-50 kgf/mm2.
Besi tuang digunakan untuk membuat komponen – komponen berikut :
i. Komponen mobil : blok silinder, tutup silinder, poros engkol
ii. Mesin perkakas : meja, pegangan, kursi
iii. Komponen mesin : katup, sambungan pipa, kopling, roda gigi
iv. Mesin hidrolik : runner turbin, pompa, rumah pengalir
v. Mesin listrik : rumah motor, rangka motor
vi. Mesin cetak, pipa dan sebagainya
b. Baja tuang (cast steel)
Baja tuang terdiri atas baja karbon dan baja paduan. Baja karbon terdiri atas
baja karbon rendah (C < 0,2 %), baja karbon menengah (C = 0,2 – 0,5 %) dan baja karbon tinggi (C > 0,5 %). Kadar karbon yang rendah menyebabkan
kekuatan (strength) rendah, perpanjangan (elongation) yang tinggi, harga
bentur yang tinggi dan kemampuan las yang baik. Baja tuang memiliki sifat
getas jika tidak mendapat perlakuan panas (heat treatment) sehingga
memerlukan pelunakan untuk membuatnya menjadi ulet.
Baja tuang memiliki titik lebur berkisar pada 1500 oC dan sifat mampu cor yang lebih buruk dibanding besi tuang. Walaupun begitu, baja tuang lebih
Untuk memperbaiki sifatnya, baja tuang dapat dicampur dengan paduan – paduan seperti khrom, molybdenum, vanadium dan lain lain. Salah satu
perbaikan sifat yang sering diinginkan adalah ketahanan karat.
Baja tuang digunakan untuk membuat komponen – komponen berikut :
i. Bagian – bagian mesin yang harus tahan lama
ii. Bagian kereta api : rangka, kopling
iii. Mesin pemindah bahan : backhoe, forklift, crane
iv. Mesin hidrolik : runner turbin, poros generator, pompa
v. Bagian kapal : kerangka, rudder, lambung
vi. Mesin pertambangan : mata bor
c. Paduan tembaga
Paduan tembaga digolongkan atas : perunggu, kuningan, perunggu
aluminium dan sebagainya.
Perunggu adalah paduan tembaga dan timah. Titik leburnya mencapai 1000
oC dan kemampuan cornya hampir sama baiknya dengan besi tuang. Sifat
tahan karat dan tahan ausnya baik sehingga cocok dipakai pada bagian – bagian mesin. Perunggu dibagi menjadi 2 macam : perunggu fosfor yang
ketahanan ausnya diperbaiki penambahan fosfor, dan perunggu timbal yang
cocok sebagai bahan bantalan.
Kuningan merupakan perpaduan tembaga (cuprum / Cu) dan seng (zinc /
Zn). Logam ini dapat dilebur dengan tungku krus (crucible) dan tungku
induksi frekuensi rendah. Menurut Ir. Tata Surdia dan Dr. Kenji Chijiiwa,
titik lebur kuningan menurut 3 jenis persen paduan umum tercantum pada
Tabel 2.3 berikut :
Tabel 2.3 Titik lebur dari 3 jenis persen paduan kuningan
Persen paduan (Cu / Zn) Titik lebur (oC)
85 % / 15 % 1150 – 1200
70 % / 30 % 1080 – 1130
60 % / 40 % 1030 – 1080
Sementara diagram fasa berikut menunjukkan titik titik lebur logam
[image:50.595.138.508.138.495.2]kuningan menurut persen Zn :
Gambar 2.13 Diagram fasa kuningan menurut persen Zn [19]. Garis merah menunjukkan titik pembekuan (Cu 60% / Zn 40%)
Kuningan memiliki alotrofi seperti yang ditunjukkan pada Gambar 2.13
diatas :
i. Kuningan alpha (α)
Memiliki kandungan seng sebesar < 35 %. Bersifat mampu tempa dan
dapat dikerjakan dingin (cold working)
ii. Kuningan alpha + beta (α+β)
Kandungan seng berkisar 35 % - 45 %. Sering disebut kuningan duplex.
Bersifat lebih keras dibanding kuningan alpha, karenanya biasa
dikerjakan panas (hot working)
iii. Kuningan beta (β)
Kandungan seng 45 % - 50 %. Bersifat lebih keras dibanding kedua jenis
sebelumnya sehingga hanya bisa dikerjakan panas. Cocok untuk
pengecoran logam
iv. Kuningan putih
Kandungan seng > 50 %. Bersifat terlalu rapuh untuk dapat digunakan
Semakin besar kandungan tembaganya, maka warna kuningan tersebut
semakin kemerahan.
Kuningan dengan kekuatan tinggi mampu dihasilkan melalui perpaduan
tembaga, aluminium, besi mangan, nikel dan sebagainya. Namun,
perpaduan ini memerlukan peleburan dengan tungku krus atau tungku nyala
api berbahan bakar minyak kasar atau arang.
Kuningan memiliki sifat mampu tempa yang lebih baik dibanding perunggu.
Sifat liatnya membuat kemampuan mengalirnya sangat baik saat dalam
wujud cair yang akhirnya membuat sifat mampu cornya bagus.
Kuningan tidak memiliki sifat feromagnetis (sifat material yang
mengakibatkan material tersebut mudah berinteraksi dengan sifat magnetis
disekitarnya) sehingga ketika didaur ulang, zat pengotor besi dapat
disingkirkan dengan menempatkan magnet yang kuat disekitar kuningan
yang hendak didaur ulang.
Sifat tahan korosi dan kekuatan kuningan dapat ditingkatkan dengan
penambahan aluminium. Dalam meningkatkan ketahanan korosi, aluminium
tersebut menciptakan lapisan aluminium oksida (Al2O3) yang keras di
permukaan kuningan. Lapisan ini tipis, transparan dan mampu memperbaiki
diri sendiri (self healing). Ketahanan korosi dari air laut dapat diperoleh
melalui penambahan timah.
Aluminium perunggu merupakan logam paduan yang memiliki sifat – sifat ketahanan aus dan korosi yang baik.
i. Bagian mesin : bantalan, rumah katup, busi
ii. Mesin hidrolik : pompa, runner turbin
iii. Bagian kapal : propeller
d. Paduan ringan
Logam paduan ringan terdiri atas paduan aluminium, magnesium, silikon
dan sebagainya dengan karakteristik umum berupa berat yang tergolong
ringan.
Perpaduan aluminium silikon (dinamakan silumin) dimaksudkan untuk
meningkatkan kekerasan aluminium. Gambar 2.14 berikut menunjukkan
diagram fasa silumin :
[image:52.595.150.454.327.592.2]
Gambar 2.14 Diagram fasa silumin [16]
Pada diagram diatas terdapat titik eutektik (panah merah), yakni suhu
pembekuan paduan (dalam hal ini aluminium dan silikon) yang paling
rendah dibanding dengan suhu pembekuan pada persen berat komposisi
Paduan aluminium silikon memiliki aplikasi yang luas dalam industri.
Salah satu produk aluminium silikon ialah kemasan kaleng untuk makanan
sehingga kebutuhan akan paduan ini cukup tinggi.
Aluminium merupakan logam yang memiliki sifat mekanis dan mampu cor
yang buruk, sehingga perlu diperbaiki dengan penambahan paduan seperti
silikon, magnesium, tembaga dan lain – lain. Secara umum, aluminium paduan memiliki sifat penghantar panas yang baik serta beratnya yang
ringan.
Paduan ringan digunakan untuk membuat komponen – komponen berikut :
i. Bagian pesawat terbang : propeller, sayap, body, ekor
ii. Perkakas rumah tangga : piring, gelas, sendok
iii. Bagian kapal : propeller
e. Paduan lain
Contoh – contoh paduan ini ialah monel yang merupakan paduan nikel dan tembaga, serta hasteloy yang mengandung molibdenum, khrom dan silikon.
Selain keduanya, terdapat juga paduan timah, tembaga dan stibium.
2.4.5 Cetakan (mold)
Cetakan adalah komponen pengecoran logam yang berfungsi sebagai pemberi
bentuk produk pada logam cair. Berkat kemampuan mengalirnya, logam cair yang
memasuki cetakan akan menyebar memenuhi rongga cetakan (mold cavity) yang
memiliki bentuk produk. Proses pembekuan menyebabkan logam cair mengeras
sehingga bentuknya didalam rongga cetakan dapat dipertahankan.
Cetakan untuk pengecoran logam biasanya terdiri dari 2 bagian yang disebut
cope dan drag. Kedua bagian ini masing – masing memiliki sebagian dari bentuk rongga cetakan, dan keduanya harus disatukan saat penuangan berlangsung dan dibiarkan
demikian hingga logam cair membeku dan menjadi produk. Setelah logam cair
membeku, keduanya dipisahkan untuk mengeluarkan produk. Dengan demikian, dapat
disimpulkan bahwa cetakan dibuat demikian untuk mempermudah pengeluaran produk
Selain elemen – elemen diatas, sebuah cetakan juga memiliki saluran – saluran untuk mengalirkan logam cair ke dalam rongga cetakan. Berikut ini adalah beberapa
elemen yang dapat dimiliki oleh sebuah cetakan :
a. Pouring cup : lubang tempat memasukkan logam cair
b. Riser : tempat penampungan logam cair, digunakan
untuk memastikan bahwa seluruh mold cavity
terisi logam cair
c. Mold Cavity : rongga cetakan berbentuk pola produk
d. Cope : bagian atas cetakan
e. Core : bagian pembentuk rongga produk
f. Flask : pembungkus cetakan
g. Drag : bagian alas cetakan
h. Gating system : saluran masuk menuju mold cavity
i. Runner : saluran menuju riser dan mold cavity
[image:54.595.139.465.153.644.2]j. Downsprue : saluran turun menuju runner
Gambar 2.15 Bagian – bagian cetakan
Berdasarkan ketahanan cetakannya, pengecoran logam dibedakan menjadi 2
a. Cetakan permanen
Cetakan ini tidak mudah rusak karena terbuat dari bahan – bahan yang keras seperti logam, namun bahan tersebut harus memiliki titik lebur yang lebih
tinggi dibanding titik lebur logam cair yang akan memasukinya agar tidak
ikut melebur bersama logam cair tersebut. Pembuatan cetakan permanen
umunya dilakukan dengan proses pemesinan. Material logam yang umum
dicor dengan cetakan ini ialah campuran aluminium, magnesium dan
tembaga. Contoh – contoh proses pengecoran dengan cetakan permanen ialah die casting, centrifugal casting, semi-solid metal casting dan
continuous casting. Kelebihan cetakan permanen secara umum adalah
sebagai berikut :
i. Karena ketahanannya, mampu digunakan berulang – ulang ii. Permukaan produk halus dan keakurasiannya relatif tinggi
iii. Cocok untuk produksi massal karena cetakan dapat dipakai berulang
iv. Waktu produksi untuk sebuah produk relatif singkat
Gambar 2.16 Sebuah cetakan permanen untuk produk aluminium
Kelemahan cetakan tidak permanen secara adalah sebagai berikut :
i. Tidak ekonomis untuk dipakai pada produksi yang berjumlah sedikit
karena pembuatan cetakannya memerlukan waktu dan biaya yang tidak
sedikit
ii. Logam cair yang dapat digunakan dibatasi oleh titik lebur bahan cetakan,
misalnya baja tuang tidak dapat dicor dengan cetakan yang terbuat dari
besi tuang
b. Cetakan tidak permanen
Cetakan tidak permanen dibuat dari bahan – bahan lunak seperti pasir, plastik dan lilin yang dicampur dengan bahan perekat sehingga mampu
mempertahankan bentuknya. Cetakan ini harus dirusak untuk mengambil
produk yang telah dicor sehingga tidak bisa digunakan berulang – ulang. Cetakan tidak permanen dibentuk dengan menggunakan pola (pattern) yang
dibentuk dengan proses pemesinan dan proses lainnya. Contoh proses
pengecoran dengan cetakan tidak permanen ialah sand casting (cetakan
berbahan pasir), plaster mold casting (cetakan berbahan plaster), investment
casting dan shell molding.
Kelebihan cetakan tidak permanen secara umum ialah :
i. Kerusakan dapat diperbaiki dalam waktu relatif singkat
ii. Tergolong ekonomis untuk produksi yang sedikit
iii. Pembuatan memerlukan waktu yang singkat dan pengerjaan yang tidak
sesulit pemesinan
Kelemahan cetakan tidak permanen secara umum ialah :
i. Tidak cocok untuk produksi massal karena cetakan tersebut hancur saat
produk yang selesai dicor diambil sehingga harus dibuat kembali
ii. Karena mudah rusak, penempatan dan pemindahan harus dilakukan hati
- hati
iii. Hanya mampu membuat 1 buah produk
2.4.6 Sand casting
Sand casting ialah proses pengecoran dengan cetakan tidak permanen yang
menggunakan pasir sebagai material utama pembuat cetakannya. Sand casting
merupakan proses pengecoran logam yang dapat dijumpai dalam skala industri
rumahan, hal ini didukung dengan persiapan dan pelaksanaan pengerjaannya yang
murah dan sederhana.
Pada sand casting, proses pengerjaan diawali dengan pembuatan pola. Pola
pasir cetak (foundry sand). Selanjutnya, cetakan yang telah dibuat tersebut dapat
dilengkapi dengan saluran – saluran logam cair seperti downsprue dan riser.
Sebuah pasir cetak harus memiliki kriteria – kriteria berikut agar dapat digunakan sebagai bahan pembuat cetakan :
a. Memiliki permeabilitas (kemampuan melalukan gas) keluar cetakan yang
memadai sehingga gas tidak terperangkap didalam cetakan saat logam cair
dialirkan kedalamnya. Permeabilitas didapatkan melalui uji permeabilitas
terhadap pasir cetak tersebut
b. Memiliki sifat mudah dibentuk dan mampu mempertahankan bentuk
tersebut
c. Memiliki kehalusan butiran yang seimbang. Jika butiran halus maka dapat
menciptakan permukaan produk yang halus. Namun butiran yang terlalu
halus juga menurunkan permeabilitas cetakan. Ukuran butiran didapatkan
melalui uji distribusi besar butiran terhadap pasir cetak tersebut
d. Mampu dipakai kembali dan mudah didapatkan
e. Komposisi pasir dengan bahan pengikat harus sesuai takaran agar pasir
tersebut tidak terlalu liat ataupun tidak terlalu mudah rusak. Komposisi ini
bergantung pada metode pengecorannya : cetakan basah (metode green
sand) atau cetakan kering (metode air set)
f. Memiliki ketahanan panas yang baik terhadap suhu penuangan logam cair.
Ketahanan panas ini ditunjukkan oleh suhu titik penyatuan (fusion point)
pada pasir tersebut, namun suhu ini dapat bernilai lebih kecil karena adanya
zat pengotor yang tercampur pada pasir cetak tersebut. Titik penyatuan tiap
Tabel 2.4 Suhu – suhu penuangan beberapa jenis logam
Jenis Logam Cair Suhu Penuangan (oC)
Paduan ringan 650 – 750
Perunggu 1100 – 1250
Kuningan 950 – 1100
Besi tuang 1250 – 1450
Baja tuang 1500 – 1550
(Sumber : Lit. 39 Hal : 109 )
Jenis – jenis pasir yang dapat digunakan sebagai pasir cetak adalah sebagai berikut :
a. Silika (kuarsa)
Gambar 2.17 Pasir kuarsa saringan 420 mikron
Pasir silika (SiO2) dapat diperoleh di daerah pantai dan aliran sungai ataupun
dengan memecah batu kuarsa. Pasir silika hasil pemecahan batu kuarsa
memiliki zat pengotor yang lebih sedikit (dengan persentase SiO2 mencapai
95 %) dibanding dengan pasir silika yang diambil dari alam. Silika murni
memiliki suhu titik penyatuan (fusion point) dapat mencapai 1760 oC. Untuk
pengecoran baja diperlukan paling sedikit 98 % silika murni, sementara
untuk logam non – ferrous diperlukan 94 % - 98 %. Semakin tinggi titik
lebur logam cair, maka semakin besar persentase silika murni yang
diperlukan. Kelebihan pasir ini adalah jumlahnya banyak dan mudah
didapatkan. Sementara pasir ini memiliki kelemahan sebagai berikut :
i. Ekspansi termal tinggi sehingga berpotensi menimbulkan cacat pada
ii. Konduktivitas termal rendah sehingga berpotensi menimbulkan cacat
produk
iii. Pada logam – logam dasar rentan terjadi cacat
[image:59.595.257.412.186.306.2]b. Olivine
Gambar 2.18 Pasir olivine [18]
Merupakan gabungan antara ortosilikat besi dengan ortosilikat magnesium yang
membentuk (Mg,Fe)2SiO4. Pasir ini tidak memiliki unsur silika.
Kelebihan :
i. Dapat digunakan pada produk bermaterial logam dasar
ii. Konduktivitas termal dan titik penyatuan yang tinggi
iii. Nilai ekspansi termal rendah
iv. Dari segi kesehatan, lebih aman dibanding silika
Kelemahan :
i. Berada di lapisan bawah permukaan Bumi sehingga memerlukan penggalian
untuk memperolehnya
ii. Cepat lapuk ketika berada di permukaan Bumi
c. Chromite
[image:59.595.269.401.648.747.2]Pasir ini merupakan bentuk oksida dari besi dan krom yang membentuk
FeCr2O4. Selain sebagai pasir cetak, chromite juga digunakan sebagai bahan
paduan untuk membuat baja tahan karat (stainless steel) dan baja pahat (tool
steel)
Kelebihan :
i. Memiliki sedikit silika sehingga kelemahan – kelemahan yang dimiliki silika bernilai minimum
ii. Titik penyatuan tinggi (1850 °C)
iii. Konduktivitas termal sangat tinggi
Kelemahan pasir ini adalah bernilai tinggi sehingga lebih cocok digunakan pada
pembuatan baja paduan yang bernilai tinggi
[image:60.595.265.404.394.497.2]d. Zircon
Gambar 2.20 Pasir zircon [29]
Pasir zircon merupakan senyawa dari 2/3 zircon oksida (Zr2O) dan 1/3 silika.
Suhu penyatuan pasir ini merupakan yang tertinggi diantara jenis – jenis pasir cetak lainnya, yakni mencapai 2600 oC. Pasir zircon memiliki kelebihan - kelebihan yang membua
![Gambar 2.2 Komponen turbin : A. poros dan B. runner [26]](https://thumb-ap.123doks.com/thumbv2/123dok/97413.8336/35.595.240.429.445.582/gambar-komponen-turbin-a-poros-dan-b-runner.webp)

![Gambar 2.6 Kiri ke kanan : bentuk runner Francis untuk aliran radial dan aliran campuran [27]](https://thumb-ap.123doks.com/thumbv2/123dok/97413.8336/38.595.252.433.586.720/gambar-bentuk-runner-francis-aliran-radial-aliran-campuran.webp)
![Gambar 2.8 Sebuah proses pengecoran logam besi [7]](https://thumb-ap.123doks.com/thumbv2/123dok/97413.8336/40.595.284.395.156.306/gambar-proses-pengecoran-logam-besi.webp)
![Gambar 2.9 Tungku induksi [15]](https://thumb-ap.123doks.com/thumbv2/123dok/97413.8336/42.595.236.436.568.719/gambar-tungku-induksi.webp)

![Gambar 2.11 Diagram fasa besi menurut jumlah persen karbonnya [23]](https://thumb-ap.123doks.com/thumbv2/123dok/97413.8336/46.595.124.514.83.388/gambar-diagram-fasa-besi-menurut-jumlah-persen-karbonnya.webp)
![Gambar 2.13 Diagram fasa kuningan menurut persen Zn [19]. Garis merah](https://thumb-ap.123doks.com/thumbv2/123dok/97413.8336/50.595.138.508.138.495/gambar-diagram-fasa-kuningan-menurut-persen-garis-merah.webp)
